
8-Perancangan Layout 3
62
Tata Letak Fasilitas produksi Program Studi Teknik Industri Universitas Brawijaya MALANG 1
-
Upload
pamungkas-febrinalditya-gautama -
Category
Documents
-
view
59 -
download
4
description
kmjkl
Transcript of 8-Perancangan Layout 3

Tata Letak Fasilitas produksi
Program Studi Teknik Industri
Universitas Brawijaya
MALANG
1

Tipe Tata Letak &Dasar Pemilihannya
Product layout
Process Layout
Fix material location layout
2

Product Layout
• Mesin dan fasilitas produksi diatur berdasarkan aliran produksi
• Prinsip “machine after machine”
• Merupakan tipe layout paling populer
• Disebut juga flow/line layout
3

BahanBaku
Gudang Bahan Baku SK-1 SK-2 SK-3 SK-4
Gudang Produk Jadi
Produk Jadi
APress A
B
B
1
1 2 3
1 2 3 4
4
2
Bubut DrillPenge-pakan
GerindaFrais Bubut
Penge-pakan
Tata Letak Aliran Produk4
Dasar Utama Penempatan
• Hanya satu atau beberapa standar produk
• Produk dibuat dalam jumlah besar dengan jangka waktu yang lama
• Adanya kemungkinan mempelajari studi gerak dan waktu
• Adanya keseimbangan lintasan
• Memerlukan aktivitas inspeksi yang sedikit
• Satu mesin untuk satu operasi dengan jenis komponen serupa
• Aktivitas pemindahan mekanis, menggunakan conveyor
• Lebih sering mengunakan tipe mesin special purpose
5
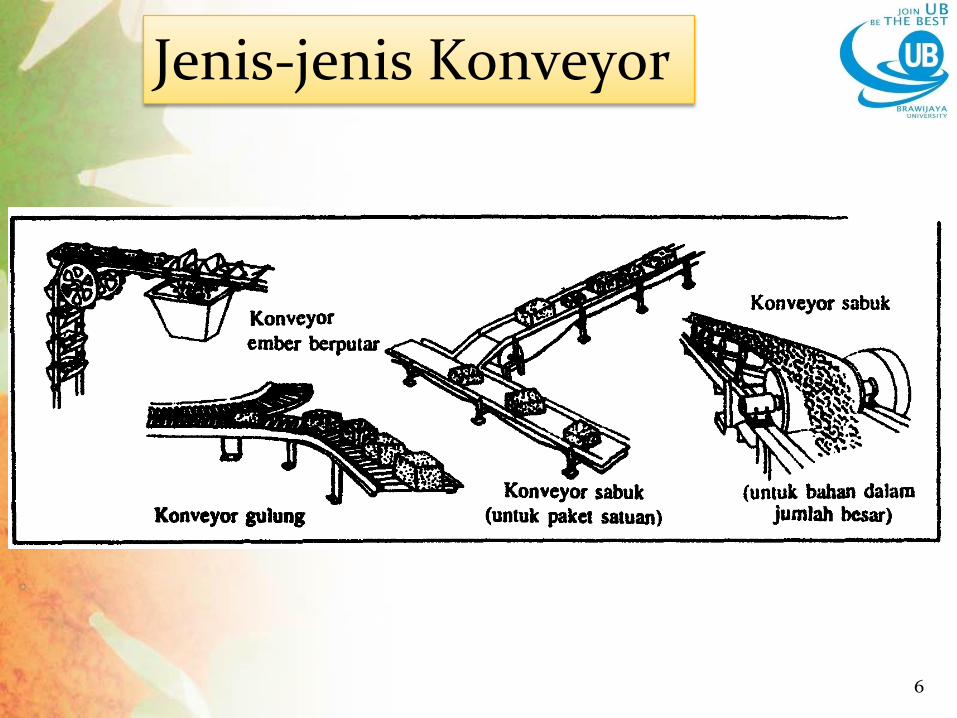
Jenis-jenis Konveyor
6

• Total waktu relatifsingkat
• WIP jarang terjadi
• Insentif dapatmeningkatkanproduktivitas karyawan
• Tiap unit produksimemerlukan area minimal
• Proses pengendalianproduksi mudah
• Ketika salah satumesin rusak, akanmenghambat prosesproduksi total
• Fleksibilitas rendah
• Stasiun kerja lambatakan menghambataliran produksi
• Investasi besar
Kelebihan Kekurangan
7

Process Layout
Dasar Penempatan
• Pengaturan dan penempatan mesin serta peralatan produksi yang sama dalam satu departemen
• Contoh: segala proses stamping diletakkan dalam process department
• Digunakan untuk industri mfg dengan volume relatif kecil dan tidak standart
• Lebih fleksibel dibanding aliran produk (job order)
8

Process Layout
9

Dasar Pertimbangan
• Produk dari banyak model yang khusus
• Volume produk kecil dan jangka waktu singkat
• Aktivitas studi gerak dan waktu sulit dilaksanakan
• Perlu banyak pengawasan
• Tipe mesin general purpose
• Material dan produk terlalu berat dan sulit untuk dipindahkan
• Banyak memakai peralatan berat dan memerlukan perawatan khusus
10

• Total investasi yang rendah
• Fleksibilitas tenagakerja dan fasilitasproduksi cukup besar
• Kemudahan aktivitassupervisi yang lebihbaik dan melaluispesialisasi kerja
• Pengendalian danpengawasan lebihmudah
• Breakdown mesinmudah diatasi
• Menyebabkan aktivitaspemindahan material
• Diperlukanpenambahan space area untuk WIP Storage
• Proses danpengendalian produksilebih kompleks
• Diaplikasikan untukjob order
• Diperlukan skill tinggi
Kelebihan Kekurangan
11

BahanBaku
Gudang Bahan Baku SK-1 SK-2 SK-3 SK-4
Gudang Produk
Jadi
ProdukJadi
A
A
B B
BubutPress Drill Gerinda
1
1
1
3
2
3
4
2
4
4
42
Penge-coran
Frais
Pengepakan
Tata Letak Aliran Proses
12

Fixed Material Location Layout
Dasar Penempatan• Tipe ini tidak banyak digunakan
• Material atau komponen utama akan tinggal tetap
• Fasilitas produksi bergerak menuju lokasi material
• Tools dan peralatan kerja mudah dipindahkan
13

• Perpindahan material bisa dikurangi
• Kontinyuitas prosesproduksi bisadilaksanakan sebaik-baiknya
• Pengkayaan kerjamudah diberikan
• Fleksibilitas kerjasangat tinggi
• Adanya peningkatanfrekuensi pemindahanfasilitas produksi
• Memerlukan skill operator yang tinggi
• Adanya duplikasiperalatan kerja
• Perlunya pengawasankhusus dan kordinasikerja dalampenjadwalan produksi
Kelebihan Kekurangan
14

Tipe-tipe Tata Letak Pabrik (Groover, 1987)
15

Bentuk Pola Aliran
Pemindahan Bahan
16

Proses Aliran Material
• Gerakan perpindahan semua elemen dari sumber asalnya menuju ke pabrik yang akan mengelolanya
• Gerakan perpindahan material di dalam dan di sekitar pabrik selama proses produksi berlangsung
• Gerakan perpindahan yang meliputi aktivitas distribusi
17

Keuntungan
• Meningkatkan efisiensi
• Pendayagunaan floor space lebih baik
• Aktivitas material handling lebih sederhana
• Idle time dapat dikurangi
• Mengurangi waktu pengerjaan
• Pendayagunaan tenaga kerja lebih efisien
• Mengurangi kemungkinan terjadinya kerusakan produk
• Mengurangi jarak perpindahan material
• Memudahkan aktivitas supervisi
• Menyederhanakan pengawasan
• Mempermudah proses handling
• Mengurangi kecelakaan kerja18

Product Flow Line / Garis Aliran Produk
Straight Line
Serpentine / Zig-Zag (S-Shaped)
U-Shaped
Circular
Odd Angle
19

B
e
n
t
u
k
P
o
l
a
A
l
i
r
a
n
B
a
h
a
n
20

Straight Line atau Pola Aliran Lurus ( I Flow)
• Proses yang berlangsung singkat• Proses produksinya relatif sederhana• Item tunggal/sedikit, jumlah produksi yang besar.• Pola aliran bahan ini akan memberikan :
• Jarak perpindahan yang pendek antar proses.• Proses berlangsung lurus sesuai urutan mesin
• Jarak perpindahan bahan total akan kecil
21

Serpentine atau Zig-Zag (S Flow)
Pola aliran seperti huruf “S” diatas sangat baik diterapkan bilamana aliran proses produksi lebih panjang dibandingkan dengan panjang area yang tersedia. Untuk itu aliran bahan dibelokkan untuk mengurangi panjangnya garis aliran yang ada.
22

Pola Aliran Huruf “U” (U Flow)
Pola aliran ini dipakai bilamana dikehendaki akhir dariproses produksi akan berada pada lokasi yang samadengan awal proses produksi. Hal ini meningkatkanpemanfaatan fasilitas transportasi dan mudah untukmengawasi keluar masuknya material dan produk jadi.Aliran perpindahan bahan relatif panjang
23

Circular (O Flow)
Pola aliran circular ini sangat baik diterapkan padaproses yang menghendaki pengembalian material atau produk jadi pada titik awal produksi. Pola inijuga dapat diterapkan pada proses yang menempatkan proses penerimaan bahan/material dan pengiriman barang jadi pada area yang sama.
24

Odd Angle
• Tujuannya adalah untuk memperoleh garis aliran produkmelewati suatu kelompok kerja dari area yang salingberkaitan.
• Proses perpindahan bahan (material handling) secaramekanik.
• Terbatasnya ruang dan dikehendaki adanya pola aliranyang tetap
25

PERENCANAAN TATA LETAK SECARA SISTEMATIS
26

Aliran Material Activity Relationship Chart
Relationship Diagram
Analisa Kebutuhan
Ruang
Luas ruang yang
tersedia
Space Relationship Diagram
Perancangan Alternatif Tata Letak
EVALUASI
Data input dan aktvitas produksi
P,Q,R,S,T,Aktivitas
Pertimbangan
ModifikasiBatasan Praktis
PLAN X PLAN Y PLAN Z
PEMILIHAN GENERAL LAYOUT
Sy
ste
ma
tic
La
you
t P
lan
nin
g
27
1 2
3
4 5
6
7 8
9
10
11

Systematic Layout Planning
• Langkah Awal: Pengumpulan Data Masukan dan Aktivitas
• Langkah 1: Analisa Aliran Material
• Langkah 2: Analisa Hubungan Aktivitas Kerja
• Langkah 3: Penyusunan String Diagram
• Langkah 4: Kebutuhan Luas Area
• Langkah 5: Pertimbangan Luas Tersedia
• Langkah 6: Pembuatan Space Relationship Diagram
• Langkah 7&8: Modifikasi Layout
• Langkah 9&10: Perancangan &Evaluasi Alternatif Layout
• Langkah 11 : Pemilihan Layout 28

29
5 Kunci Input SLP
• PRODUK ( P ) Tipe produk yang akan diproduksi
• QUANTITY ( Q ) Volume produksi dari tiap tipe produk yang akan diproduksi
• ROUTING ( R ) Urutan operasi/Proses untuk setiap tipe produk
• SERVICES (S) Fasilitas pendukung, ruang ganti, stasiun pemeriksaan, dll
• TIMING (T) Kapan dimulai berproduksi? Mesin apa saja yang dipergunakan dalam berproduksi?

Pengumpulan Data Masukan & Aktivitas
1. Data yang berkaitan dgn rancangan produk:
– gambar kerja
– assembly chart
– daftar komponen
– bill of material,
– Prototype
– Route Sheet
– Operation/Flow Process Chart, etc
30
Langkah Awal

Pengumpulan Data Masukan & Aktivitas
2. Data yang berkaitan dgn rancangan proses:
tahapan pembuatan komponen
peralatan dan mesin yang dibutuhkan
waktu yang dibutuhkan
3. Rancangan jadwal produksi:
kapan dan berapa produk yang dibuat
peralatan dan mesin yang dibutuhkan
jumlah karyawan dan shift
kebutuhan ruangan
peralatan material handling.
31

Analisa Aliran Material
• Penggambaran aliran material yang bergerak dari satu tahapan proses ke proses berikutnya dalam sebuah process chart
• Pada umumnya menggunakan Operation Process Chart (OPC) atau Flow Process Chart (FPC), digunakan untuk pekerjaan yang bersifat product layout
• From to Chart lebih baik digunakan untuk jenis process layout
32
Langkah 1

Process Sheet & Bill of Material(Process Chart)
Process Chart – penggambaran langkah-langkah pengerjaandengan menggunakan peta proses (process chart) denganmengaplikasikan simbol-simbol yang telah distandardkan olehASME (American Society of Mechanical Engineering).Merupakan alat untuk menganalisa kondisi kerja, baik yangbersifat produktif (operasi & inspeksi) maupun tidak produkstif(idle/delay, material handling, dll). Beberapa macam petayang dikenal antara lain Operation Process Chart (OPC), FlowProcess Chart (FPC), Flow Diagram, Assembly Chart, dll.
Simbol Operasi
Simbol Inspeksi
Simbol Transportasi(Material Handling)
Simbol Idle/Delay
Simbol Penyimpanan(Storage)
Simbol Aktivitas Ganda(Operasi & Inspeksi)
Simbol-Simbol ASME
33

Analisa Aliran Material (2)
• Merupakan analisis kuantitatif untuk tiap gerakan perpindahan bahan
• Faktor yang perlu dianalisis:– Transportasi
– Jumlah komponen yang dibuat
– Jumlah dan macam operasi pembuatan tiap komponen
– Urutan operasi perakitan
– Besar dan bentuk ruang yang tersedia
34

FROM TO CHART
• Dikenal juga sebagai Travel Chart/Trip Chart
• Suatu teknik konvensional yang umum digunakan untuk perencanaan tata letak pabrik dan pemindahan bahan dalam suatu proses produksi.
• Sangat berguna dalam menganalisa aliran bahan pada proses dengan banyak item yang mengalir melalui suatu area.
• Teknik ini akan menunjukkan total berat beban yang harus dipindahkan, jarak perpindahan dan volume perpindahan 35

LANGKAH PENYELESAIAN
• Kumpulkan data “Volume of Handling”, luas area/departemen & alur proses produksi tiap produk
36

37

38

39

BACK TRACKING
• Pada From to Chart diketahui adanya Back Tracking sebesar 15% dari total aliran bahan
• Semakin kecil back tracking akan semakin baik
• Sehingga diperlukan evaluasi aliran proses yang mengalami back tracking, dalam kasus diatas adalah pada produk P3 dengan aliran awal A-D-B-E-H-F-I
• Kemudian dilakukan perubahan terhadap aliran P3 menjadi A-B-D-E-F-H-I
• Besarnya perubahan terhadap aliran P3 dapat dilihat pada tahap berikut ini.
40

Kondisi Perbaikan
41

42

43

Analisa Hubungan Aktivitas Kerja(Activity Relationship Chart)
• Merupakan faktor kualitatif dalam perancangan layout.
• Activity Relationship Chart (ARC) akan memberikan pertimbangan mengenai derajat kedekatan dari satu departemen ke departemen yang lain.
44
Langkah 2

ACTIVITY RELATIONSHIP CHART
• Teknik kualitatif yang sederhana dalam merencanakan tata letak fasilitas atau mesin berdasarkan derajat hubungan aktivitas dari masing-masing fasilitas atau mesin tersebut.
• Prosedur pembuatan Activity Relationship Chart (ARC) sebagai berikut :
1. Identifikasi semua fasilitas kerja / departemen / mesin
2. Definisikan kriteria hubungan antar fasilitas kerja
3. Tentukan nilai hubungan antar fasilitas
4. Plot hasil perumusan nilai hubungan dalam ARC
45

Kode Derajat Hubungan Antar Fasilitas
46

Alasan Kedekatan Hubungan
47

ACTIVITY RELATIONSHIP CHART
Kode Derajat Hubungan Antar Fasilitas
Alasan KedekatanHubungan
48

49
Activity Relationship Chart (ARC)
Analisa Bersifat Kualitatif

STRING DIAGRAM
• Penetapan layout fasilitas kerja berdasarkan aliran produk (product flow) dan hubungan aktivitasnya (activity relationship) tanpa memperhatikan luasan areanya.
• Langkah awal (umum) untuk menetapkan tata-letak fasilitas produksi yang sebaik-baiknya berdasarkan pertimbangan kuantitatif (aliran material) dan kualitatif (hubungan aktivitas).
String Diagram merupakan alat untuk menggambarkan aliran bahan/material dalam
layout, dengan menggunakan tali, benang, kawat, dan sebagainya.
50
Langkah 3

Activity Relationship Diagram
• ARD merupakan gambaran hubungan kedekatan antar fasilitas yang digambarkan dalam hubungan kode garis.
• Kode garis menggambarkan tingkat kedekatan hubungan antar fasilitas dan kode garis ini diterjemahkan dari kode huruf yang terdapat di Activity Relationship Chart (ARC)
• ARD menunjukkan derajat keterdekatan /hubungan yang dikehendaki dari departemen dan area kerja dalam sebuah pabrik dan menggambarkan layout serta menganalisa hubungan antar departemen atau fasilitas kerja yang tidak bisa ditunjukkan secara kuantitatif berdasarkan analisa aliran material (product/material flows).
51

Activity Relationship Diagram
String/ARD Diagram
52

ARC ARD
53

Kebutuhan Luas Area
• Langkah “Penyesuaian’’
• Memperhatikan luas area yang diperlukan • Dasar penentuan luas area yg dibutuhkan:
– Tingkat Produksi
menentukan jumlah mesin,alat, tipe tata letak
– Peralatan Proses Produksi
berdasarkan produk yang dibuat atau proses yang diperlukan
– Karyawan Yang Diperlukan
jumlah tergantung dari jumlah mesin dan alat
• Ditambah dengan kelonggaran (allowance) luasan lainnya 54
Langkah 4

Form Perhitungan Kebutuhan Ruang
55

Pertimbangan Terhadap Luas Area Yang Tersedia
• Layout yang didesain harus disesuaikan dengan luas bangunan pabrik yang tersedia
56
Langkah 5

Space Relationship Diagram
• Space Relationship Diagram (SRD) merupakan penggambaran hubungan kedekatan yang lebih detail dan lengkap karena berisikan ARD yang sudah diplotkan pada dimensi dari fasilitas (layout)
57

Space Relationship Diagram (SRD)
58

Diagram Hubungan Ruangan
• Mengevaluasi luas area yang dibutuhkan dan yang tersedia
• Diagram hubungan ruangan dibuat setelah analisis terhadap luas
yang
dibutuhkan
dan ARC
59

Modifikasi Layout Berdasarkan Pertimbangan Praktis
• Hal-hal yang berkaitan dengan bentuk bangunan, letak kolom penyangga, lokasi piping system, dll
60

Perancangan & Evaluasi Alternatif Layout
• Mengambil keputusan terhadap usulan desain layout yang harus dipilih/diaplikasikan
61

Latihan...
62


















