78279421 Safety Valves
66
TECHNICAL REFERENCE GUIDE Safety valves
-
Upload
andy-chong -
Category
Documents
-
view
58 -
download
1
Transcript of 78279421 Safety Valves

TE
CH
NIC
AL
RE
FE
RE
NC
E G
UID
ESafety valves

1
Contents
The need for safety valves 3Types and definitions 4
Some common terms 5Pressure relief devices 5Non-reclosing pressure relief devices 8Vacuum relief devices 9Changeover valves 9
Design 10Materials of construction 12
Pressure containing components 12Internal components 13Springs 13
Method of operation 14Setting and sealing 16
How to establish set pressure 16Pressure reducing valve proportional offset 16Shut-off margin 17Pressure level relationships for pressure relief valves (from API 520) 18How to set 19Who can set ? 20Sealing 20
Seat tightness 21The valve 21The installation 21Sealing face refurbishment 22Testing 23
Marking 25Installation 27
Transport 27Mounting 27Discharge pipework 27Manifolds 29Changeover valves 30
Reaction force when discharging 31Determination of reaction force 32
Noise emission 33Determination of the noise level for compressible fluids 33
Selection 34Type of disposal system 34Valve construction 34Operating characteristic 34Approval 34

2
Sizing 35Two-phase flow 36Coefficient of discharge 36Overpressure 37Critical and subcritical flow 37Back pressure 38Coefficients and correction factors 39Sizing according to AD-Merkblatt A2, DIN 3320 and TRD421 40Sizing according to ASME/API RP 520 44Sizing according to BS 6759 46Outflow function � 48Pressure medium coefficient of steam � 49Table 4 Nozzle gas constant C relative to isentropic coefficient k -
Sizing according to ASME / API RP 520 50Table 5 Nozzle gas constant Cg relative to isentropic coefficient k -
Sizing according to BS 6759 for gas and vapour 51Table 6 Superheat correction factor Ksh -
Sizing according to ASME / API RP 520 (Imperial) 52Table 7 Superheat correction factor Ksh -
Sizing according to BS 6759 (Metric) 53Gas and vapour constant back pressure correction factor Kb -
Sizing according to ASME / API RP 520 54Back pressure correction factor for liquids Kw -
Sizing according to ASME / API RP 520 56Viscosity correction factor Kv -
Sizing according to ASME / API RP 520 and BS 6759 56Compressibility factor 57
Appendix - 1 58Properties of industrial gases 58Properties of industrial liquids 59
Appendix - 2 Steam tables 60Appendix - 3 Terminology 62

3
The need for safety valves
A safety valve is required when the safe working pressure ormaximum allowable working pressure of a system or pressurecontaining vessel could be exceeded. The primary purpose of asafety valve is therefore to protect life and property. The propersizing, selection, manufacture, installation and subsequentmaintenance are all essential for the safety valve to fulfill thisfunction reliably. There are many standards, codes and regulationscontrolling the design and application of safety valves such thatoverpressure protection is assured.
For steam boiler applications there are very specific requirementsfor safety valve performance demanded by national standardsand insurance companies. Approval by an independent authorityis usually mandatory.
Safety valves can also be used for process type applications,where they may be needed to protect the plant or to preventspoilage of the product being processed. For these applicationscorrosion resistance to process fluids and their containment bydischarge lines (to prevent emission of hazardous media) areoften important considerations.
Relief valves are very similar but not always safety related andare commonly used on liquid systems, especially for lowercapacities and thermal expansion duty. Pumped systems oftenuse relief valves as a pressure overspill device.
It is interesting to consider the many varied circumstances whichcan result in an overpressure situation. Common steamapplications for safety valves are:
Boiler overpressure protection.
Downstream of pressure reducing valve stations.
Process applications, however, can experience many othersituations such as:
An inadvertently closed or opened stop valve on a processvessel or other factor leading to an imbalance of fluid flowrate.
A failure in a cooling system allowing vapour or fluid toexpand (note that overpressure could be caused by liquidvolume expansion or vapour pressure).
Air or electrical power failure to control instrumentation.
Transient pressure surges.
Plant fires.
Uncontrolled exothermic reactions in chemical plants.
Ambient temperature change.
The events listed above are all examples of where the release ofpressure is required.

4
Types and definitions
The terms 'safety valve' and 'safety relief valve' are commonlyused as a generic term to describe many varieties of this type ofproduct. A huge range of different valves meet many differentapplications and performance criteria demanded by the relevantassociated standards.
There are specific definitions for the terms above and different'standards defined terms' for all the major types of valve given inmost standards. There is a complication in that in some casesthe same term has a slightly different definition or the samedefinition is referred to by different terminology in differentstandards.
Broadly speaking, (in Europe) a valve referred to as a safetyvalve would, (in USA), be referred to as a safety relief valve orpressure relief valve. In Europe a valve referred to as a full liftsafety valve would be known in USA as a safety valve.
Fig. 1 A typical ASME valve.

5
Some commonterms
ASME I valveA safety relief valve conforming to the requirements of Section Iof the ASME pressure vessel code for boiler applications whichwill be open within 3% overpressure and close within 4%. Willusually feature two blowdown rings. Identified by a NationalBoard 'V' stamp.
ASME VIII valveA safety relief valve conforming to the requirements of SectionVIII of the ASME pressure vessel code for pressure vesselapplications which will be open within 10% overpressure andclose within 7%. Identified by a National Board 'UV' stamp.
DIN 'Volhub' valveA DIN specification valve where a lift of D/4 (where D equalsorifice diameter) is achieved within 5% overpressure. This isanother term for a full lift valve.
Semi-nozzle valveA valve where the seat is a separate ring fitted locally in the body.
Full nozzle valveA valve where the inlet tract / seat is formed by a nozzle preventingthe contained media contacting any part other than the nozzle ordisc.
Listed below are definitions as given in DIN 3320, ISO 4126 andASME / ANSI PTC25.3.
Safety valve (DIN / ISO)A valve which opens automatically to prevent a predeterminedpressure being exceeded and which closes after decrease inpressure.
Controlled safety valve (DIN)A controlled safety valve consists of the main valve and a controldevice. It also includes direct acting safety valves withsupplementary loading in which, until set pressure is reached, anadditional force increases the closing force.
Direct loaded safety valve (DIN / ISO)A valve in which the opening force underneath the valve disc isopposed by a closing force such as a spring or weight.
Pressure reliefdevices

6
Safety valve (ASME)A pressure relief valve actuated by inlet static pressure andcharacterised by rapid opening or pop type action.
Low-lift safety valve: the actual discharge area is determinedby the position of the disk.
Full-lift safety valve: the actual discharge area is not determinedby the position of the disk.
Full-bore safety valve: has no protrusions in the bore andwherein the valve disk lifts to an extent sufficient for the minimumarea at any section at / or below the seat to become the controllingorifice.
Fig. 2 A typical DIN valve
Standard safety valve (DIN)Following opening, reaches the degree of lift necessary for themass flow to be discharged within a pressure rise of not morethan 10%. (valve is characterised by a pop type action and issometimes known as high lift).

7
Full lift safety valve (DIN)After commencement of lift, opens rapidly within a 5% pressurerise up to the full lift as limited by the design. The amount of lift upto the rapid opening (proportional range) shall not be more than20% of the total lift.
Pressure relief valve (ASME)A spring loaded pressure relief device which is designed to opento relieve excess pressure and to reclose and prevent furtherflow of fluid after normal conditions have been restored. It ischaracterised by rapid opening pop action or by opening generallyproportional to the increase in pressure over the opening pressure.It may be used for either compressible or incompressible fluids,depending on design, adjustment or application.
Safety relief valve (ASME)A pressure relief valve characterised by rapid opening or poptype action, or by opening in proportion to the increase in pressureover the opening pressure depending on the application and maybe used either for liquid or compressible fluid.
Conventional: the spring housing is vented to the dischargeside and hence operational characteristics are directly affectedby changes of the back pressure on the valve.
Balanced: incorporates a means of minimising the effect of backpressure on the operational characteristics.
Relief valve (ASME)Has a gradual lift generally proportional to the increase in pressureover opening pressure. Primarily used for liquid service.
Pilot operated pressure relief valve (ASME)The major relieving device is combined with and controlled by aself-actuated auxiliary pressure relief valve.
Proportional safety valve (DIN)Opens more or less steadily in relation to the increase in pressure.Sudden opening within a 10% lift range will not occur withoutpressure increase. Following opening within a pressure increaseof not more than 10% these safety valves achieve the lift necessaryfor the mass flow to be discharged.
Diaphragm safety valve (DIN)A diaphragm safety valve is a direct loaded safety valve whereinlinear moving and rotating elements and springs are protectedagainst the effects of the fluid by a diaphragm.
Bellows safety valve (DIN)A bellows safety valve is a direct loaded safety valve whereinlinear moving and rotating elements and springs are protectedagainst the effects of the fluid by a bellows. The bellows may beof such a design that it compensates for influences of backpressure.

8
Non-reclosingpressure relief
devices
All the valve types listed previously are for valves which willautomatically reclose after opening. There are also many differenttypes of non-reclosing pressure relief devices which include;bursting / rupture discs, breaking / shear pin devices and fusibledevices.
The most common of these is the bursting disc which is sometimesused in conjunction with a conventional safety relief valve forprocess type applications when, installed on the inlet side, it canisolate the contained media from the safety valve under normaloperating circumstances. Similarly, when installed on the outletside it can serve to isolate a safety valve from corrosive mediapresent in common discharge lines.
Fig. 3 Bursting disc installed on the inlet

9
Vacuum reliefdevices
Changeover valves
These valves are designed sometimes as derivatives ofconventional valve ranges and sometimes with a more compactand distinctive body style. In effect the action is 'reverse acting'where the disc is pulled off the seat against the action of thespring by the vacuum rather than pushed off by an excess ofcontained pressure against the preset spring force. This limitsthe degree of vacuum which can exist.
Vacuum relief valve (ASME)A pressure relief device designed to admit fluid to prevent anexcessive internal vacuum; it is designed to reclose and preventfurther flow of fluid after normal conditions have been restored.
Changeover valves permit two valves to be mounted side by side,with one in service and one isolated. This means that regularmaintenance can be carried out without interruption to the systemor vessel being protected. They are designed so that even whenthey are being operated, the pass area is never restricted.
Changeover valves can also be used to connect safety valveoutlets as well as inlets so that discharge pipework does not haveto be duplicated. The action of both inlet and outlet changeovervalves has to be limited and synchronised for safety reasons.This is usually by means of a chain drive system linking bothhand wheels.
It should be noted that it is a requirement of both API 520 andAD-Merkblatt A2 that pressure loss at the inlet of a safety valvewhen discharging should not exceed 3% of the set pressure. Thisrequirement may need to be taken into consideration whenspecifying a changeover valve.
Fig. 4 Changeover valve

10
The basic spring loaded safety valve, referred to as 'standard' or'conventional' provides a simple, reliable self-acting device toprovide over pressure protection.
The basic elements of the design consist of a right angle patternvalve body with the valve inlet connection or nozzle mounted onthe pressure containing system. A disc is held against the nozzleby a spring (under normal working conditions) all of which arehoused by an open or closed spring housing arrangement mountedon top of the body.
The valve inlet design will normally be either a full nozzle typewhere the entire 'wetted' inlet tract is formed from one piece, orthe semi-nozzle type where a seat ring is fitted into a body. Thefull nozzle type is typical of the process / high pressure types ofvalve since the contained fluid will only contact the nozzle anddisc when the valve is closed.
Some safety valves (quite often ASME type) use an adjustablering around the seat or an additional adjustable ring around thedisc known as blowdown rings. The position of these can beused to fine tune the over pressure and blowdown values. SeeSection 'Method of operation', page 14.
The compression on the spring is adjustable to alter the pressureat which the disc is forced off the seat or nozzle, known as the setpressure.
In terms of dimensional requirements such as centreline to faceand orifice size these are normally not defined. Many competingproducts particularly of European origin therefore have differingdimensions and capacities for the same nominal size.
An exception to this situation is found with steel ASME specificationvalves which invariably follow the recommendations of API 526(which are not mandatory) where centreline to face dimensionsand orifice sizes are listed. The orifice area series are referred toby a letter. It is common for valves with the same orifice letter tohave several different sizes of inlet and outlet connection. Thisletter series is also referenced in other standards, for exampleBS 6759 part 3 which deals with valves for process typeapplications and NF E 29-414.
Design

11
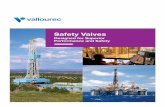
Fig. 5
Typical ASME valve
Lower blowdown ring
Typical DIN valve
Adjuster
Spring
Spring housing
Body
Disc
Seat
Upper blowdown ring

12
Materials of construction
Pressure containingcomponents
Except when discharging, the only parts of safety valves whichare wetted by the process fluid are the inlet formed by either theseat ring and body or the full nozzle, and the disc. Since safetyvalves operate infrequently under normal conditions standardmaterials of construction (as detailed below) are satisfactory formost applications.
Special materials are required for conditions such as:
Low temperatures.
Corrosive fluid.
Slight contamination of discharged fluid is not permitted.
When valve is discharging into a manifold into whichcorrosive media is discharged by another valve.
The principal pressure containing components of safety valvesare normally constructed from bronze, cast iron, SG iron orstainless steel.
In the ASME markets sector, materials are required to conform toASTM standards, and in the majority of European markets,DIN type materials are required although ASTM equivalents aresometimes accepted.
Bronze is commonly used for small screwed valves for the lowand medium sectors of the market fulfilling the requirements ofsteam, air and hot water duty.
Cast iron is extensively used for ASME type valves (typically forpressures up to 250 psi) whereas SG iron is more commonlyused in European markets, in some ranges in place of cast ironand sometimes as a higher pressure alternative.
Higher pressure valves will use cast steel and process typevalves will commonly use a cast steel body with an austenitic fullnozzle type construction or for higher material specifications e.g.food, pharmaceutical or clean steam applications all Austeniticstainless steel construction (typically 316 type stainless steel).
For extremely high pressures, pressure containing componentsmay be forged or fully machined from solid.

13
Internal components
Springs
For all safety valves it is extremely important that moving parts,particularly the spindle, guides etc. are made from materials thatwill not easily gall or corrode. Seats and discs should resist theeffects of erosion and corrosion in service.
It is common for hardened martensitic stainless steel to be usedfor seats and discs but for process applications austenitic stainlesssteel is commonly used, sometimes stellite faced for increaseddurability. For extremely corrosive fluids then nozzles, discs etc.are made from special alloys such as monel or hastelloy. Bellowsare commonly made in austenitic stainless steel but specialmaterials such as inconel are used where fluids are especiallycorrosive.
The spring is a critical element of the safety valve and mustprovide reliable performance within the required parameters andmust also adhere to certain design guidelines. BS 6759lists recommended materials but most other standards just insiston sound engineering practice. Standard safety valves will typicallyuse carbon steel (only recommended for moderate temperatures)or chrome vanadium material. Tungsten steel is used for hightemperature non-corrosive applications and stainless steel forcorrosive or clean steam duty. For sour gas and high temperaturecorrosive applications, often special materials such as monel,hastelloy and inconel are used.

14
Method of operation
When a safety valve begins to lift the spring force will increase.This means that system pressure must increase if the valve is tocontinue to lift. The pressure increase necessary for the designlift to be achieved (enabling the safety valve to discharge its ratedcapacity) is known as the overpressure and would normally varybetween 3% and 10% for compressible fluids depending on theapplication and related standard. This is a relatively small marginand can only be achieved if the valve has a disc arrangementspecially designed to provide a rapid opening characteristic.
Most safety valves therefore, have a secondary chamber formedby a shroud, skirt or hood around the outside diameter of thedisc. In addition ASME type valves will normally incorporateeither one or two adjustable rings, upper and lower, the latterknown as blowdown rings. The volume thus contained within theshroud is known as the control chamber or huddling chamber.
As the disc begins to lift fluid enters the control chamber exposinga larger area of the disc to system pressure. This causes anincremental change in force which overcompensates for theincrease in spring force and causes the valve to open at a rapidrate. At the same time the direction of the fluid flow is reversedand this vectoring effect further enhances lift.
These combined effects allow the valve to achieve its design liftwithin a relatively small percentage overpressure. Forcompressible fluids a major contributory factor is the rapidexpansion as the fluid volume increases from a higher to a lowerpressure area. For liquids, however, the effect is more proportionaland allowable performance parameters are often larger, 25%overpressure is common.
Because of the larger disc area now exposed, the valve will notshut until the system pressure is reduced to a point below theoriginal set pressure. This pressure difference is known asblowdown and is normally expressed as a percentage of setpressure, for compressible fluids this is typically 10% and forincompressible 20%.
The design of the control chamber must therefore provide notonly a rapid opening but also a relatively small blowdown.
It is also worth noting that the lift characteristic e.g. full lift versushigh lift will give large variations in capacity for any given nominalsize. This must be taken into account when replacing a high liftvalve with a full lift since the outlet pipework may well beundersized.

15
Fig. 6 How safety valves work

16
Setting and sealing
How to establish setpressure
Pressure reducingvalve proportional
offset
There are two fundamental considerations which must be takeninto account when specifying a safety valve set pressure.
1. The set pressure must be low enough to ensure that themaximum allowable accumulated pressure of the boiler,vessel or system it is protecting is not exceeded.
2. The set pressure must be high enough to ensure that thereis sufficient margin above the normal system operatingpressure to allow the valve to close. However it mustbe no higher than the maximum allowable workingpressure of the system.
Unless operational considerations dictate otherwise, the safetyvalve set pressure should always be significantly above thesystem operating pressure with a margin allowed for blowdown.A safety valve set just above the normal operating pressure canlead to poor shut-off.
When the system operating pressure and safety valve setpressure have to be as close as possible to one another,a 0.1 bar minimum margin between reseat pressure and systemoperating pressure is recommended to guarantee tight shut-off.In this case it is important to take into account any variationsin the system operating pressure (often the result of the inherentproportional band of a pressure control) before adding the0.1 bar margin.
This refers to the difference between a pressure reducing valve(PRV) set pressure and actual controlled pressure, under varyingload conditions. Proportional offset is directly related to theproportional band of a control system. For example, if set pressureof a self-acting PRV is adjusted under full load conditions, thenthe valve's proportional band must be added to the PRV setpressure. Some pilot operated PRV's for example have amaximum proportional band of only 0.2 bar. With a set pressureof 5.0 bar adjusted under full load, it would give 5.2 bar with noload. The same valve would exhibit a set pressure of 4.8 barunder full load, if set pressure of 5.0 bar is adjusted under noload. The amount and position of pressure control offset dependson the type of valve or pressure controller being used.
Important
1. Determine the proportional band of the control valve from themanufacturer.
2. Check how the PRV / controller is to be commissioned.

17
When the system operating pressure and a safety valve setpressure have to be as close as possible to one another, a0.1 bar margin between blowdown and system pressure isrecommended, to guarantee tight shut-off. The following exampleuses a 0.1 bar shut-off margin.
Example: safety valve set pressure selection to be as close aspossible to PRV working pressure.
Parameters:
PRV working pressure: 6.0 bar
PRV proportional band: this example uses 0.3 baroperating above PRV workingpressure.
Blowdown (reseat differential): 10%
6.0 + 0.3 + 0.1 = 7.1 bar0.9*
*10% blowdown used here might differ, check with manufacturer.
Answer: 7.1 bar is closest safety valve set pressure to PRVworking pressure. This must not exceed the maximum allowableworking pressure under any circumstances.
ImportantAlways attempt to set the safety valve pressure as high aspraticable above the PRV pressure, without exceeding themaximum allowable working pressure.
The maximum allowable accumulated pressure varies accordingto the standard to which the equipment is designed, but is usuallyat least 10% above the maximum allowable working pressure.This means that a valve with an overpressure of 10% can be setat the maximum allowable working pressure. However valveswith larger overpressures must be set at a lower pressure suchthat the permitted 10% accumulation is never exceeded. Forexample a valve with a 25% overpressure requirement wouldneed to be set at least 12% below the maximum allowableworking pressure if the 10% accumulation allowance was not tobe exceeded.
See Figure 7, page 18, illustrating pressure level relationships forpressure relief valves.
For cases where a conventional valve is subject to a constantsuperimposed back pressure then it should be noted that the setpressure will be equal to the cold differential set pressure (pressureset on test stand) plus the superimposed back pressure.
Shut-off margin

18
��
��
���
��
���
���
������
������
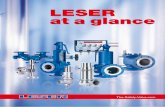
Fig. 7
Maximum allowableaccumulated pressure
(fire exposure only)
Maximum allowableaccumulated pressure
for multiple valveinstallation
(other than fireexposure)
Maximum allowableaccumulated pressure
for single valve(other than fire
exposure)
Maximum allowableworking pressure or
design pressure(hydro test at 150)
Equal maximumnormal operating
pressure
Maximum relievingpressure for fire sizing
Maximum relievingpressure for process sizing
Margin ofsafety due toorifice selection
Multiple valvesSingle valves
Maximum allowable setpressure for supplementalvalves (fire exposure)
Overpressure (maximum)
Maximum allowable setpressure for supplemetalvalves (process)
Overpressure (typical)
Simmer (Typical)
Maximum allowable setpressure for single valve(average)
Start to open
Blowdown (typical)
Seat clamping force
Reseat pressure forsingle valve (typical)
Standard leaktest pressure
Set pressure tolerance ±3%
Pressure level relationships for pressure relief valves (from API 520)
Pressure vesselrequirements
Typical characteristicsof safety relief valvesVessel pressure
Per
cen
t of m
axim
um
allo
wab
le w
ork
ing
pre
ssu
re (g
aug
e)

19
For most types of valve, air or gas setting is permissible (seeAppendix 3, for cold differential set pressure and test pressuredefinitions). A specially constructed test stand is usually employedallowing easy and quick mounting of the safety valve foradjustment and subsequent locking and sealing of the valve atthe required set pressure.
The most important requirement in addition to the usual safetyconsiderations is that instrument quality gauges are used and aregular calibration system is in place. All safety valve standards willspecify a particular tolerance for the set pressure (which is typicallyaround ±3%) and this must be observed. It is also important that theenvironment is clean, dust free and relatively quiet.
The source of setting fluid can vary from a compressed gascylinder to an intensifier and accumulator vessel running off anindustrial compressed air main. In the latter case the air must beclean and oil and water free.
It is worth noting that there is no requirement for any sort ofcapacity test. The test stand simply enables the required setpressure to be ascertained. Usually this point is established bylistening for an audible 'hiss' as set point is reached. Whenmaking adjustment it is imperative for both metal seated and softsealed valves that the disc is not allowed to turn on the seat ornozzle since this can easily cause damage and prevent a goodshut-off being achieved. The stem should therefore be grippedwhilst the adjuster is turned to prevent this happening.
There is a fundamental difference in the allowable settingprocedures for ASME I steam boiler valves in that to maintain theNational Board approval to apply the 'V' stamp these valves mustbe set on steam on a rig capable not only of achieving thedesired set pressure but also with sufficient capacity todemonstrate the popping point and reseat point. This must bedone in accordance with an approved and controlled qualityprocedure. For ASME VIII valves ('UV' stamp) if the setter has asteam setting facility then these valves must also be set onsteam, if not then air / gas setting is permissible. In the case ofvalves equipped with blowdown rings, very often the set positionswill need to be established and locking pins sealed in accordancewith the relevant manufacturer's recommendations. For liquidapplications with ASME VIII valves liquid (usually water) must beused for setting purposes.
How to set

20
Who can set ?
Sealing
For a valve not claiming any particular standard and with noreference to a standard on the name-plate or supporting literatureanybody can set given suitable equipment.
For a valve which has been independently approved by a notifiedbody to a specific standard then the setting and sealing operationis part of that approval.
If the valve is set by a third party for the approval to be valid, thesetter must be an approved agent of the manufacturer working inaccordance with agreed quality procedures using equipmentapproved by the manufacturer or the notified body.
To prevent unauthorised alteration or tampering, most standardsrequire provision to be made for sealing the valve after setting. Themost common method is to use sealing wire to secure the cap to thespring housing and housing to the body and is also used to lockblowdown adjuster ring pins into position. The wire is subsequentlysealed with a lead seal which may bear the imprint of the setterstrademark.
Fig. 9 Sealed cap showing lead seal
Lead seal

21
The valve
Seat tightness of safety valves is a subject often discussedbetween manufacturer and user. It is an important considerationsince leakage can cause deterioration of the sealing faces (inextreme cases this may cause premature lifting) and continuousloss of system fluid.
For a metal seated safety valve to provide an acceptable shut-offthe sealing surfaces need to have a high degree of flatness witha very good surface finish, the disc must articulate on the stemand the stem guide must not cause any undue frictional effects. Itshould be noted that, unlike an ordinary stop valve, there is onlya small difference in force between the system pressure actingon the disc and the spring force opposing it that provides theclosing force. In addition, for a reasonable service life, the matingand sealing surfaces must have a high wear resistance.
Typical figures required for an acceptable shut-off for a metalseated valve are 0.5 micron for surface finish and two opticallightbands for flatness. Resilient or elastomer seals incorporatedinto valve discs are often used for an improved shut-off wheresystem conditions permit. It should be noted, however, that a softseal is often more susceptible to damage than a metal seat.
Seat damage can often occur when a valve is first lifted as part ofthe general plant commissioning procedure since very often dirtand debris are present in the system. To ensure that foreignmatter does not pass through the valve, the system should befirst be flushed and the valve must be mounted where dirt, scaleand debris cannot collect.
It is also important on steam applications that the valve is installedsuch that condensate cannot collect on the upstream side of thedisc since this can also lead to leakage. At the same time, it isessential that the downstream side is well drained so thatdownstream flooding, (which can also encourage leakage) cannotoccur. See 'Installation', page 27.
Seat tightness
The installation

22
Sometimes when leakage is experienced, it may be due to dirtsitting across the seating face and damage may not have occurred,further lifting (using the lever) can sometimes clear any dirt andscale and restore the shut-off. This problem can also occurduring the periodic lifting demanded by insurance companiesand routine maintenance programs.
It can be seen that the vast majority of safety valve seat leakageproblems occur after initial manufacture and test and are theresult of damage (sometimes in transit and sometimes as a resultof misuse / contamination when installed) or else poor installation.
Unlike most pipeline products it is important to note that therepair and refurbishment (even resetting) of safety valves issomething that only authorised personnel should carry out, workingwith the approval of the manufacturer, and using informationsupplied by the manufacturer.
Routinely supplied spare parts are typically springs, discs andnozzles, resilient seals and gaskets. Many valves have seat ringswhich are not removable and if it is possible these are sometimesreprofiled and relapped in the body. It is important that the size ofseat orifice is maintained exactly in line with the original drawingssince this can affect the effective area and, subsequently, thespring range.
Fig. 10 Dirt between seat and disc
Sealing facerefurbishment

23
It is critical this is done properly since for metal seated valvesmachine lapping of both disc and seat / nozzle is required toachieve the extremely high standard of flatness and finish whichis required to meet the shut-off requirements.
It is completely unacceptable for the disc to be lapped directlyonto the seat in situ since a groove will be created on the discpreventing a consistent shut-off after lifting. In the case of resilientseal valves usually the seal (which is normally an 'O' ring or disc)can be changed in the disc assembly.
If Independent Authority Approval is to be maintained then it ismandatory that the repairer is acting as the Manufacturer'sapproved agent. For ASME approved valves the repairer mustbe independently approved by the National Board and issubsequently allowed to apply a 'VR' stamp to indicate a valvewhich has been repaired.
Note that, most safety valve standards do not detail shut-offparameters. For those that do the requirements and recommendedtest procedure is usually similar and is generally based on theAmerican Petroleum Industry Standard API 527 which iscommonly used throughout the safety valve industry.
Fig. 11 Apparatus to test seat tightness with air
Testing
Tube 5/18" (7.9 mm)Wall 00 x 0.035" (0.89 mm)
Note:The cover plate should befitted with a suitable deviceto relieve body pressure incase of accidental poppingof the valve.
½" (12.7 mm)

24
The procedure for valves set on air, in short, involves blocking allsecondary leakage paths and whilst maintaining the valve at90% of the set pressure on air, measuring the number of bubblesdischarged from a 6 mm internal diameter tube connected to theoutlet held 12.7 mm below the surface of water. For the majorityof valves set below 1000 psi the acceptance criteria is 20 bubblesper minute.
For valves which are set on steam or water, the leakage rateshould be assessed using the corresponding setting media. Forsteam, there must be no visible leakage observed against ablack background for 1 minute after a 3 minute stabilisationperiod and for water there is a small leakage allowance, dependenton the orifice area, of 10 ml per hour per inch of nominal inletsize.
The above procedure can be time consuming, so it is quitecommon for manufacturers to employ a test using alternativemethods, for example, accurate flow measuring equipment whichis calibrated against the parameters set in API 527.
Safety Note: Care must be taken when checking a safetyvalve leakage rate in case of unintentional lifting of thesafety valve.

25
TÜV. SV. 98. XXX. XX. DGF. 0.XX. X
TÜV symbolSafety valveYear of testTest numberMinimum flow diameter do
Fluid identification character (see page 26)Flow coefficient or flowSet pressure (bar g)
Safety valve standards are almost without exception very specificabout the information which must be carried on the valve.Marking is mandatory on both the shell, usually cast or stamped,and the name-plate which must be securely attached to thevalve. A general summary of the information required is listedbelow. Table 1 details the marking system required by TÜV andTable 2, page 26 details the fluid reference letters.
On the shell:
Size designation.
Material designation of the shell.
Manufacturer's name or trademark.
Direction of flow arrow.
On the identification plate:
Set pressure(in bar g for European valves and psi g for ASME valves).
Number of the relevant standard.(or relevant ASME stamp - Table 1).
Manufacturers model type reference.
Derated coefficient of discharge (Table 1) or certified capacity.
Flow area.
Lift and overpressure.
Date of manufacture or reference number.
National Board approved ASME stamps are applied as follows:
V ASME I approved safety relief valves
UV ASME VIII approved safety relief valves
UD ASME VIII approved rupture disc devices
NV ASME III approved pressure relief valves
VR authorised repairer of pressure relief valves
Marking
Table 1Shows the marking system used for valves approved by TÜV to AD-Merkblatt A2,DIN 3320 and TRD 421
Marking system:

26
Fluid flow coefficient of discharge identification lettersThe Kdr or �w value can vary according to the relevant fluid andis either suffixed or prefixed by the identification letters shown inTable 2.
Table 2 Fluid types defined as steam, gas or liquid.for �w for Kdr
D (dampf) for steam S for steamG (gase) for gas G for gasF (flussigkeiten) for liquids L for liquids

27
Installation
Transport
Mounting
Discharge pipework
Safety valves are precision pieces of safety equipment and despitetheir industrial appearance they are set to close tolerances andhave accurately machined internal parts which can be susceptibleto misalignment and damage if mishandled. Valves should betransported upright if possible and should never be carried orlifted by the easing lever. Protective plugs and flange protectorsshould not be removed before actual installation.
Safety valves should always be installed with the bonnet verticallyupwards and should be mounted such that no excessive static,dynamic or thermal loads can be transmitted to the valveparticularly via either the upstream or discharge pipework. Safetyvalves should never be capable of being isolated (see Section on'Changeover valves', page 30).
The valve should be mounted as directly onto the vessel orsystem as possible and the cross section of the inlet connectionshould never be smaller than the cross section of the safety valveinlet. When discharging, the pressure loss in the supply lineshould never exceed 3% of the set pressure (There are manystandards which give more detail on how to establish this e.g.AD-Merkbatt A2 or API RP 520 part II)
For steam and gases discharge pipework should rise and forliquids it should fall. Rising discharge pipework must be drained.Any horizontal runs should have a downward gradient of at least1:100 away from the valve and be drained at any point the piperises. It is absolutely essential that no fluid can collect on thedownstream side of a safety valve discharging to atmosphere.This will impair the performance of the valve and cause corrosionof the spring and internal parts. Many safety valves are providedwith a body drain connection, if this is not used or not providedthen a small bore drain should be fitted in close proximity to thevalve outlet. Small bore drains should be piped to a safe place -not straight onto the floor !
Discharge pipework should be short and direct wherever possible.For a conventional valve the discharge pipework should notgenerate back pressure of more than 10 - 15% (depending onstandard used).
Discharge pipework should never be smaller in cross sectionalarea than the valve outlet, but can be larger. This will reducebuilt-up back pressure and can also significantly reduce noiselevels. It is permitted to use silencers as long as due considerationis given to the applicable back pressure limitations.

28
Discharge pipework should be anchored independently with dueconsideration given to the reaction force generated whendischarging. (See Section on 'Reaction force when discharging',page 31). A slip joint arrangement is sometimes used at the inletto the riser pipe utilising a drip pan elbow which ensures that theoutlet pipe is independently supported.
Fig. 12 Reaction bars

29
Manifolds Manifolded discharge pipework is only routinely used for processtype applications in association with bellows balanced valveswhere discharged fluid must be contained. It should be noted thatif conventional valves are set at varying pressures then theaction of one discharging may influence the set point and capacityof another, particularly on closed systems. For steam applicationsit is not recommended, but can be utilised if proper considerationis given to all aspects of the design and installation.
Manifolds must be sized so that in worst case (i.e. when allmanifolded valves are discharging) pipework is large enough tocope without generating unacceptable levels of back pressure. Itis also recommended that discharge connections enter at anangle of no greater than 45° to the direction of flow. The manifoldshould ideally step up in volume as each valve outlet enters andbe properly secured and drained where necessary.
Fig. 13 Manifold

30
Changeover valves
Fig. 14 Changeover valve
Changeover valves enable two safety valves to be mounted suchthat one is in service and the other is in stand-by mode, thereforeallowing maintenance without shutting down the plant. Principallyused within the petrochemical and gas industries or where plantneeds to be run continuously. All of the installation guidelinespreviously mentioned will apply to the safety valve sets whenused in conjunction with a changeover valve.

31
When a safety valve discharges there will be a significant resultantforce acting in opposition to the direction of discharge. It is veryimportant that excessive loads are not imposed on the valve orinlet connection by the resulting forces generated in the dischargepipework. When an elbow is installed in the discharge system todirect fluid up into a vent pipe, the location of the elbow and anysupports are an important consideration in the analysis of thebending moments.
For larger sizes of valve, reaction bar anchor points are oftenprovided on the body to enable the loads generated to be directlytransmitted to a separate anchor point.
Fig. 15 Reaction bars
Reaction force when discharging

32
Determination ofreaction force
The reaction force (F) includes the effects of both momentumand static pressure; thus, for any gas, vapor or steam:-
F = W kT366 (k + 1) M
+ (AP)�
F = 129 W kT(k + 1) M
+ 0.1 (AP)�
Imperial units:
Where:
F = Reaction force at the point of discharge to atmosphere.measured in pounds / newtons.
W = Flow of any gas or vapor.measured in pounds per hour / kilograms per second.
k = Ratio of specific heats (Cp / Cv).
Cp = Specific heat at constant pressure.
Cv = Specific heat at constant volume.
T = Absolute gas temperature.Measured in Rankine / Kelvin.
M = Molecular weight of the process fluid.
A = Area of the outlet at the point of discharge.Measured in ins² / mm².
P = Static pressure within the outlet at the point of discharge.Measured in pounds per square inch gauge / bar gauge.
Metric units:

33
Although discharge from safety valves should only occurinfrequently the noise generated can often be significant.
There are several ways to reduce noise levels, the simplestbeing to use larger diameter discharge pipe or lag the dischargepipe (the valve must NOT be lagged). It is also permissible for asilencer to be used in extreme cases but any back pressuregenerated must then be taken into account.
Assuming a sonic flow nozzle discharge, an approximate valueof the sound power level Lp in decibels at flange outlet is given bythe following equations:
Lp = 60 log10C + 10 log10 W1 – 50.5
Where:
Lp = Sound power level in db(A).
C = Speed of sound in gas in ft / sec =
k = Isentropic coefficient.
M = Molecular weight.
W1 = Mass flow in lb/sec.
T = Absolute gas temperature in °Rankine.
The sound power level L at distance R is calculated from thesound power level Lp as follows:
L = Lp – 10 log102 ��R² + 10
Where:
R = Distance from source in feet.
Noise emission
Determination of thenoise level for
compressible fluids
233 kTM�

34
Selection
There are several different factors which need to be taken intoconsideration before choosing any particular type of valve.
For a non-critical application the most obvious one is price !
It should be noted that when making price comparisons, thencapacity must be taken into consideration (indicated by the Kdr or� � value) as well as nominal size, since there can be largevariations between models with the same inlet connection butvarying lift characteristics.
Selection of a suitable valve will depend on the following criteria:
Valves with an open bonnet can be used on steam, air ornon-toxic gas where some discharge to atmosphere otherthan through discharge pipework is acceptable. A lifting leveris normally specified for these applications.
For gas or liquid applications, where escape to atmosphereis not permitted, a closed bonnet must be specified. A closed /gas-tight cap or sealed lever is also required.
For applications with a superimposed back pressure(i.e. common manifolds typically seen in the processindustry) a balancing bellows construction is required.
Semi-nozzle (separate seat ring). Valves of this type ofconstruction are used for non-toxic, non-corrosive type mediaat moderate pressures.
Full nozzle. Valves of this type of construction are typicallyused in the process industry particularly for corrosive mediaor for extremely high pressures. Fluid will normally onlycontact the nozzle (inlet) and disc until discharge occurs.
For corrosive fluids or high temperatures then specialmaterials of construction may be required.
Performance requirements vary according to application andthe valve must be selected accordingly. For steam boilers, asmall overpressure value is required, usually 3% or 5%.For most other applications 10% overpressure is requiredand for some special applications, such as fire protectionaccording to API 520, larger values such as 20% areallowed. For liquids, overpressures 10% or 25% arecommon, and blowdown values tend to be up to 20%.
For many valve applications the customer will state therequired code or standard for the construction andperformance of the valve. This is usually accompaniedby a requirement for approval by independent authority,to guarantee conformance with the required standard.
Type of disposalsystem
Valve construction
Operatingcharacteristic
Approval

35
Sizing
The safety valve should be capable of relieving the maximumpossible capacity of the supply to the system or vessel it isprotecting to ensure that the maximum allowable working pressureis never exceeded. This is very often more than the normalworking capacity. For a vessel or process, factors such as failureof control equipment, fire, pump failure, uncontrolled chemicalreaction, and vessel isolation need to be considered. For pressurecontrol valves, the maximum capacity must be established, whichcan sometimes be higher than working capacities. If a bypass orparallel valve is installed then the safety valve should be capableof relieving the combined capacity of both valves.
For many straightforward applications involving saturated steam,air or water, after the type and model range of the safety valvehave been chosen, the manufacturer's published capacity charts(See Table 3) are quite sufficient to select the correct size safetyvalve, i.e. one whose capacity just exceeds the required capacityat the desired overpressure.
Table 3 Typical saturated steam capacity chartValve size DN15 DN20 DN25 DN32 DN40 DN50 DN65
Set pressureSaturated steam discharge capacities in kg/h at 10% accumulation
bar g
0.5 29 61 107 183 266 - -
00.75 33 72 126 216 313 466 782
1.0 39 83 144 249 360 536 901
1.5 48 104 182 314 455 677 1 136
2.0 59 126 220 379 549 817 1 372
3.0 79 169 296 509 738 1 099 1 844
4.0 99 212 371 639 926 1 380 2 315
5.0 119 256 448 770 1 115 1 661 2 787
6.0 140 299 523 899 1 304 1 941 3 258
7.0 159 342 599 1 030 1 492 2 223 3 730
8.0 180 385 674 1 160 1 681 2 503 4 201
9.0 200 429 751 1 291 1 879 2 784 4 673
10.0 220 472 825 1 420 2 058 3 065 5 144
11.0 240 515 903 1 551 2 247 3 346 5 616
12.0 260 558 978 1 680 2 436 3 628 6 087
13.0 280 601 1 055 1 811 2 624 3 909 6 559
14.0 300 645 1 130 1 941 2 813 - -
16.0 342 732 1 279 2 201 3 190 - -
18.0 382 818 - - - - -
20.0 422 905 - - - - -

36
Two-phase flow
Coefficient ofdischarge
Where sizing charts are not available or do not cater for theparticular fluid or conditions (e.g. back pressure, high viscosity)then the minimum required orifice area will need to be calculatedand a suitable valve with a larger orifice area chosen. Alternatively,having selected a particular valve with known orifice area, themaximum capacity can be calculated.
The exact sizing formula varies depending on the standard used.Detailed below are sizing methods according to:
AD-Merkblatt A2, DIN 3320, TRD 421.
ASME /API RP 520.
BS 6759 for steam, air / gases and liquids.
When sizing safety valves for boiling liquids (e.g. hot water)consideration must be given to vaporisation (flashing) duringdischarge. It is assumed that the medium is in liquid state whenthe valve is closed and that, when the valve opens, part of theliquid vaporises due to the drop in pressure through the valve.
The required flow area has to be calculated for the liquid andvapour components of the discharged fluid. This is referred to as'two-phase flow'.
The sum of these two areas is then used to select the appropriateorifice size from the chosen valve range.
Many standards do not actually specify sizing formula for two-phase flow and recommend that the valve manufacturer becontacted directly for advice in these instances.
An example of sizing for two-phase flow using the AD-Merkblatt A2is provided in the section headed - 'Sizing according toAD-Merkblatt A2, DIN 3320, TRD 421', page 39.
For pressures in excess of 100 bar (1 500 psi) it is recommendedthat reference is made to the manufacturer or appropriate standardsince additional correction factors are required.
All sizing formulae are based around a 'coefficient of discharge'which is a figure established as a result of actual testing. It isspecific to any particular safety valve range and will be providedby the manufacturer. If the valve is independently approved it isknown as the 'certified coefficient of discharge'.
The coefficient of discharge is the actual measured capacity ofthe valve divided by the theoretical capacity of a nozzle ofequivalent flow area averaged over the valve range. Often thisfigure is further derated by multiplying by 0.9 giving a deratedcoefficient of discharge.

37
Overpressure
Critical andsubcritical flow
This figure will be different depending on the fluid, steam andair often have similar or identical values but for liquids the valueis a lot lower for any given valve. For DIN type methods thecoefficient of discharge value (referred to as outflow coefficient)is represented by �. For BS and ASME it is referred to as 'Kd'.
Before sizing, the appropriate overpressure of the valve must beestablished. It is not permitted to calculate capacity at a loweroverpressure than that at which the coefficient of discharge wasestablished, although it is permitted to use a higher overpressure.For steam applications ASME I requires a 3% overpressure.
For steam, gas and vapour applications, ASME VIII and DIN typesafety valves will have a 10% overpressure. For full lift (vollhub)DIN type valves, the design lift must be achieved at 5%overpressure but for sizing purposes an overpressure value of10% may be used.
For liquid applications, the overpressure is 10% according toAD-Merkblatt A2, DIN 3320, TRD 421 and ASME. It is quitecommon for a figure of 25% to be used for non-certified ASMEvalve sizing and this figure is used in many standards (includingBS 6759).
The flow of a gas or vapour through an orifice, such as the flowarea of a safety valve, increases as the downstream pressure isdecreased to the critical pressure, when critical flow is achieved.Further decrease in downstream pressure will not result in anyfurther increase in flow.
Critical flow occurs when:
Where:
Pb = Back pressure (bar abs).
P1 = Actual relieving pressure (bar abs).
k = Isentropic coefficient at the relieving inlet conditions.
As a guide, critical pressure is taken as 55% of accumulated inletpressure in absolute terms.
The formulas provided on the following pages are for critical flow.Non-critical flow can occur when sufficient back pressure existsand in certain circumstances a correction factor can be applied toallow for this.
� �Pb 2P1 k + 1
(k /(k – 1))�

38
Back pressure Back pressure is the pressure existing at the outlet of a safetyvalve due to pressure in the discharge system. Back pressuremay influence valve set pressure, alter reseat pressure, decreasedischarge capacity and cause instability.
There are two types of back pressure:
1. Built-up back pressure: pressure built-up in the dischargepipework by the action of the valve discharging.
2. Superimposed back pressure: static pressure existing atthe valve outlet at the time the valve is required to operate.
Back pressure will affect the operation of the valve depending onwhether it is constant or variable, whether the valve is closed orrelieving and whether the valve is conventional in its constructionor has a balancing bellows.
For a conventional valve subject to a constant superimposedback pressure, the set pressure is effectively changed by anamount equal to the back pressure. The set pressure is thereforeincreased by the value of the back pressure. The cold differentialset pressure will therefore be different to the actual set pressureof the valve e.g.
RISP - CBP = CDSP
Where:
RISP = Required installed set pressure.
CBP = Constant back pressure.
CDSP = Cold differential set pressure.
For variable superimposed back pressure the effective setpressure could change as the back pressure varies. In this case,a conventional valve could not be used if the variation was morethan 10 to 15% and a balanced valve (removing the effects ofback pressure) would be required.
Built-up back pressure as a result of a conventional safetyvalve discharging will rapidly reduce the force which holds thevalve open and so must be limited to between 10 to 15%depending on which standard is referred to. Alternatively abalanced valve could be used.
The sizing calculations in accordance with AD-Merkblatt A2,DIN 3320, TRD 421 using the outflow function � (which can beeither calculated or obtained from the graph) will encompassback pressure correction.
For calculation in accordance with ASME / API RP 520 the graphsprovided should be used.

39
Various coefficients and correction factors are used in the sizingformulae for all methods.
Graphs and look up charts are given where most data can be found.
ASME sizing data is always based on imperial units and BS / DINon metric units.
For steam sizing, the DIN formula uses a pressure mediumcoefficient termed � which provides a conversion for non-compatible units and also allows for superheated steam.
For BS and ASME sizing methods, a superheat correction factoris retrospectively applied if necessary.
For gas or vapour sizing, the DIN type calculations also includean outflow function known as � which takes into account backpressure and isentropic coefficient.
ASME sizing applies back pressure correction factors wherenecessary.
The examples shown on the following pages, provide variousformulae for sizing safety valves and an explanation of each.
Coefficients andcorrection factors

40
Sizing according toAD-Merkblatt A2,
DIN 3320 andTRD 421
For liquids:
For air and gases:
Where:
Ao = Minimum cross sectional flow area (mm²).
Qm = Mass flow to be discharged (kg / h).
Po = Absolute set pressure (bar abs).
�P = Po - absolute back pressure (bar abs).
T = Inlet temperature in Kelvin (°C + 273).
� = Density (kg / m³). (Appendix page 59).
M = Molecular weight (kg / kmol). (Appendix page 58).
Z = Compressibility factor. (Page 57).
�w = Outflow coefficient. (Specific to valve, stated by manufacturer).
� = Pressure medium coefficient. (Fig. 17, page 49).
� = Outflow function. (Fig. 16, page 48).
For steam:
Ao =���� Qm
�w �� PoQm =
Ao �����w ����Po
�
MkT�Ao��� ���� �w��� Po
0.1791Qm =Ao =
� �P�Ao��� �w
0.6211Qm =
�0.621 1��� Qm
�wAo =
� �P
�0.179 1��� Qm
���� �w��� Po MkT

41
Examples: where Ao is the minimum cross sectional flow area ofthe valve (mm²)
Medium: Saturated steam
Discharge quantity: 2 500 kg / h
Set pressure: 4 bar abs
Back pressure: Atmosphere
Outflow coefficient: 0.7
Pressure medium coefficient: 1.88 (from diagram)
Ao =1.88��� 2 500
= 1 678 mm²0.7 �� 4
Medium: Air
Discharge quantity: 10 000 kg / h
Set pressure: 8 bar abs
Back pressure: Atmosphere
Inlet temperature: 293 K
Molecular weight: 16
Outflow coefficient: 0.7
Outflow function: 0.484 2 (from chart)
Ao =0.179 1��� 10 000
= 2 826 mm²0.484 2 �� 0.7 �� 8
Medium: Water
Discharge quantity: 12 500 kg / h
Set pressure: 6 bar abs
Back pressure: 2 bar abs
Outflow coefficient: 0.5
Ao =0.621 1��� 12 500
= 246 mm²0.5 ��
For liquids:
For air and gases:
For steam:
161 � 293�
4��� 998�

42
Two-phase flow example:The following information will be required:
The discharge capacity.
Fluid.
Temperature.
The valve set pressure.
Back pressure.
The back pressure will be 1 bar absolute if discharge is toatmosphere.
To establish what proportion (n) of the discharge will be vapour:
n = h1 - h2r
Where:
h1 = Enthalpy of fluid before valve.
h2 = Enthalpy of fluid after valve.
r = Enthalpy of evaporation after valve.
For hot water, enthalpy values can be obtained from steamtables. It may be necessary to interpolate to find the appropriateenthalpy value for the elevated temperature.
'n' multiplied by the discharge capacity refers to that portion ofthe flow which is vapour, the remainder being that portion of theflow which remains in the liquid state.
The area sizing calculation is then used as given in the previoussection, to calculate the required area to discharge the vapourportion, and the required area to discharge the liquid portion. Thesum of these areas is then used to establish the total requiredarea of the valve.

43
� �P�
For example:Medium: Hot water
Temperature: 160°C
Discharge quantity: 3 900 kg / h
Set pressure: 10 bar g
Back pressure: Atmosphere
Vapour part (from Steam tables, Appendix 2, page 60):
h1 = 675 kJ / kg (interpolating to find value at 160°C)
h2 = 417 kJ / kg (value at atmospheric pressure - 1 bar abs)
r = 2 258 kJ / kg (value at atmospheric pressure - 1 bar abs)
n = 675 - 417 = 0.114 32 258
Capacity discharge as vapour (steam):
= 0.114 3 - 3 900 kg / h = 446 kg / h
Liquid part:Capacity discharged as liquid:
= 3 900 kg / h - 446 kg / h = 3 454 kg / h
Calculated area for steam portion:
Ao =���� Qm
�w �� Po
Ao =1.9 � 446
= 110 mm²0.7 � 11
Calculated area for water portion:
Ao = 0.621 1��� Qm
�w
Ao = 0.621 1��� 3 454 = 41 mm²0.55 10 � 907
Total calculated area: 110 + 41 = 151 mm²
A valve must be selected with a discharge area greaterthan 151 mm².
�

44
A =W
51.5��� P1��� Kd��� Ksh
W = 51.5��� P1��� A��� Kd��� Ksh
A =V
1.175��� C��� Kd��� P1��� Kb
V =A��� 1.175��� C��� Kd��� P1��� Kb
A =Q
38��� Kd��� Kv��� Kw��� Kp
Q =A��� 38��� Kd��� Kv��� Kw��� Kp
Where:A = Required effective discharge area (square ins).W = Required flow through valve (pounds per hour).V = Required flow through valve (standard cubic feet per minute).Q = Flowrate (U.S. gallons per minute).P1 = Upstream relieving pressure (psi abs)
(set pressure + allowable overpressure + atmospheric pressure).
P2 = Absolute back pressure (psi abs).C = Nozzle gas constant. (Table 4, page 50).T = Relieving temperature degrees Rankine (°F + 460).G = Specific gravity. (Appendix 1, page 58).Z = Compressibility factor. (Page 57).Kd = Effective coefficient of discharge.Ksh= Superheat correction factor. (Table 6, page 52).Kb = Back pressure correction factor for gas and vapour. (Page 54).Kv = Viscosity correction factor. (Page 56).Kw = Backpressure correction factor for liquids
(bellows balanced valves only). (Page 56)
For liquids:
For air and gases:
For steam:
�TZG
�TZG
�G
�G
●
●
●
●
●
●
●
●
●
Sizing according toASME / API RP 520
�P1 - P2
�P1 - P2

45
Examples:where 'A' is the required effective discharge area (ins²).
Medium: Superheated steam
Discharge quantity: 88 500 lb / h
Relieving temperature: 750°F
Upstream relieving pressure: 262 psi abs
Coefficient of discharge: 0.995
Superheat correction factor: 0.844 (from table)
A =88 500
= 8.14 in²51.5 �� 0.955 �� 262 �� 0.844
Medium: Methane
Discharge quantity: 12 000 scfm
Upstream relieving pressure: 210 psi abs.
Back pressure: Atmosphere
Relieving temperature: 580 R
Coefficient of discharge: 0.955
Specific gravity: 0.554
Nozzle gas constant: 348
A =12 000 ��
= 2.62 in²1.175 �� 348 �� 0.955 �� 210
Medium: Light fuel oil
Discharge quantity: 450 USgpm
Relieving pressure: 176 psi g
Back pressure: Atmosphere
Specific gravity: 0.9
Coefficient discharge: 0.65
A =450 ��
= 1.3 in²38 �� 0.65 ��
For liquids:
For air and gases:
For steam:
0.9�
580��� 1��� 0.554�
176�

46
Ao =E
E = 0.525��� P��� A��� Kdr��� Ksh 0.525��� P��� Kdr��� Ksh
Ao =Q1
Q1 = 0.193��� A��� Kdr��� P 0.193��� Kdr��� P
Ao =Q2
Q2 = P��� A��� Cg��� Kdr P��� Cg��� Kdr
Ao =Q2
Q2 = 1.61��� Kdr��� A 1.61��� Kdr
Ao =Q3
Q3 = 0.329��� Kdr��� A��� P 0.329��� Kdr��� P
Where:
Ao = Flow area (mm²).
E = Mass flow of saturated steam to be discharged (kg / h).
Q1 = Flow to be discharged (litres / second).
Q2 = Mass flow to be discharged (kg / h).
Q3 = Hot water capacity (kw).
P = Absolute relieving pressure (bar abs)
(set pressure + overpressure + atmospheric pressure).
Cg = Nozzle gas constant. (Table 5, page 51).
�P = P - absolute back pressure (bar abs).
T = Inlet temperature in Kelvin (°C + 273).
� = Density (kg / m³). (Page 59).
M = Molecular weight (kg / kmol). (Appendix 1, page 58).
Z = Compressibility factor. (Page 57).
Kdr = Derated coefficient of discharge. (As stated by manufacturer).
Ksh = Superheat correction factor. (Table 7, page 53).
●
●
●
●
●
●
●
●
●
●
●
●
●
●
288T� �
MZT� �
� �P�� �P�
Sizing according toBS 6759
For gases:
For steam:
For air:
For liquids:
For hot water:
MZT
288T

47
Examples:where Ao is the required flow area (mm²)
Medium: Saturated steam
Discharge quantity: 2 500 lb / h
Relieving pressure: 9.8 bar abs
Back pressure: Atmosphere
Coefficient of discharge: 0.7
Ao =2 500
= 694 mm²0.525 �� 9.8 �� 0.7
Medium: Air
Discharge quantity: 8 000 l / s
Upstream relieving pressure: 14.2 bar abs
Back pressure: Atmosphere
Inlet relieving temperature: 323 K
Coefficient of discharge: 0.7
Ao =8 000
= 3 091 mm²0.193 �� 14.2 ��
Medium: Water
Discharge quantity: 15 000 kg / h
Relieving pressure: 7.6 bar abs
Back pressure: Atmosphere
Density: 998 kg / m³
Coefficient of discharge: 0.5
Ao =15 000
= 214 mm²1.61 �� 0.5 ��
For liquid:
For gas:
For steam:
998 �� 7.6�
288323�

48
���
���
���
���
���
���
���� ��� ��� ��� ��� �� �� ��� ���
������
���
���
���
�� �����������
����
�����
�����
pa = absolute relieving pressurep = absolute back pressure
Out
flow
func
tion
�
Pressure ratio pa / p
Fig. 16
Outflow function �

49
Fig. 17
���
���
���
���
���
����
���
���
���
���
��
���
���
� � � � � � �� �� �� �� � ��� ��� ���
Pre
ssur
e m
ediu
m c
oeffi
cien
t
Set pressure (bar absolute)
h���
mm
²� ��
bar
kg
Pressure medium coefficient of steam �
saturated steam

50
Table 4 Nozzle gas constant C relative to isentropic coefficient k -Sizing according to ASME / API RP 520
k C k C k C k C
1.01 317 1.26 343 1.51 365 1.76 384
1.02 318 1.27 344 1.52 366 1.77 385
1.03 319 1.28 345 1.53 367 1.78 386
1.04 320 1.29 346 1.54 368 1.79 386
1.05 321 1.30 347 1.55 369 1.80 387
1.06 322 1.31 348 1.56 369 1.81 388
1.07 323 1.32 349 1.57 370 1.82 389
1.08 325 1.33 350 1.58 371 1.83 389
1.09 326 1.34 351 1.59 372 1.84 390
1.10 327 1.35 352 1.60 373 1.85 391
1.11 328 1.36 353 1.61 373 1.86 391
1.12 329 1.37 353 1.62 374 1.87 392
1.13 330 1.38 354 1.63 375 1.88 393
1.14 331 1.39 355 1.64 376 1.89 393
1.15 332 1.40 356 1.65 376 1.90 394
1.16 333 1.41 357 1.66 377 1.91 395
1.17 334 1.42 358 1.67 378 1.92 395
1.18 335 1.43 359 1.68 379 1.93 396
1.19 336 1.44 360 1.69 379 1.94 397
1.20 337 1.45 360 1.70 380 1.95 397
1.21 338 1.46 361 1.71 381 1.96 398
1.22 339 1.47 362 1.72 382 1.97 398
1.23 340 1.48 363 1.73 383 1.98 399
1.24 341 1.49 364 1.74 383 1.99 400
1.25 342 1.50 365 1.75 384 2.00 400
C = 520 ((k + 1) / (k – 1))� 2k + 1 ��k
C = 315 for k � 1

51
Table 5 Nozzle gas constant Cg relative to isentropic coefficient k -Sizing according to BS 6759 for gas and vapour
k Cg k Cg k Cg
0.40 1.65 1.02 2.41 1.42 2.72
0.45 1.73 1.04 2.43 1.44 2.73
0.50 1.81 1.06 2.45 1.46 2.74
0.55 1.89 1.08 2.46 1.48 2.76
0.60 1.96 1.10 2.48 1.50 2.77
0.65 2.02 1.12 2.50 1.52 2.78
0.70 2.08 1.14 2.51 1.54 2.79
0.75 2.14 1.16 2.53 1.56 2.80
0.80 2.20 1.18 2.55 1.58 2.82
0.82 2.22 1.20 2.56 1.60 2.83
0.84 2.24 1.22 2.58 1.62 2.84
0.86 2.26 1.24 2.59 1.64 2.85
0.88 2.28 1.26 2.61 1.66 2.86
0.90 2.30 1.28 2.62 1.68 2.87
0.92 2.32 1.30 2.63 1.70 2.89
0.94 2.34 1.32 2.65 1.80 2.94
0.96 2.36 1.34 2.66 1.90 2.99
0.98 2.38 1.36 2.68 2.00 3.04
0.99 2.39 1.38 2.69 2.10 3.09
1.001 2.40 1.40 2.70 2.20 3.13
Cg = 3.948 ((k + 1) / (k – 1))� 2k + 1 ��k

52
Table 6 Superheat correction factor Ksh -Sizing according to ASME / API RP 520 IMPERIAL
Set Temperature (°F)pressure
(psi g) 300 400 500 600 700 800 900 1 000 1 100 1 200
15 1.00 0.98 0.93 0.88 0.84 0.80 0.77 0.74 0.72 0.70
20 1.00 0.98 0.93 0.88 0.84 0.80 0.77 0.74 0.72 0.70
40 1.00 0.99 0.93 0.88 0.84 0.81 0.77 0.74 0.72 0.70
60 1.00 0.99 0.93 0.88 0.84 0.81 0.77 0.75 0.72 0.70
80 1.00 0.99 0.93 0.88 0.84 0.81 0.77 0.75 0.72 0.70
100 1.00 0.99 0.94 0.89 0.84 0.81 0.77 0.75 0.72 0.70
120 1.00 0.99 0.94 0.89 0.84 0.81 0.78 0.75 0.72 0.70
140 1.00 0.99 0.94 0.89 0.85 0.81 0.78 0.75 0.72 0.70
160 1.00 0.99 0.94 0.89 0.85 0.81 0.78 0.75 0.72 0.70
180 1.00 0.99 0.94 0.89 0.85 0.81 0.78 0.75 0.72 0.70
200 1.00 0.99 0.95 0.89 0.85 0.81 0.78 0.75 0.72 0.70
220 1.00 0.99 0.95 0.89 0.85 0.81 0.78 0.75 0.72 0.70
240 1.00 0.95 0.90 0.85 0.81 0.78 0.75 0.72 0.70
260 1.00 0.95 0.90 0.85 0.81 0.78 0.75 0.72 0.70
280 1.00 0.96 0.90 0.85 0.81 0.78 0.75 0.72 0.70
300 1.00 0.96 0.90 0.85 0.81 0.78 0.75 0.72 0.70
350 1.00 0.96 0.90 0.86 0.82 0.78 0.75 0.72 0.70
400 1.00 0.96 0.91 0.86 0.82 0.78 0.75 0.72 0.70
500 1.00 0.96 0.92 0.86 0.82 0.78 0.75 0.73 0.70
600 1.00 0.97 0.92 0.87 0.82 0.79 0.75 0.73 0.70
800 1.00 0.95 0.88 0.83 0.79 0.76 0.73 0.70
1 000 1.00 0.96 0.89 0.84 0.78 0.76 0.73 0.71
1 250 1.00 0.97 0.91 0.85 0.80 0.77 0.74 0.71
1 500 1.00 1.00 0.93 0.86 0.81 0.77 0.74 0.71

53
Table 7 Superheat correction factor Ksh -Sizing according to BS 6759 METRIC
Set Temperature (°C)pressure
(bar g) 300 400 500 600 700 800 900 1 000 1 100 1 200
2 1.00 0.99 0.94 0.89 0.86 0.82 0.79 0.76 0.74 0.72
3 1.00 0.99 0.94 0.89 0.86 0.82 0.79 0.76 0.74 0.72
4 1.00 0.99 0.94 0.90 0.86 0.82 0.79 0.76 0.74 0.72
5 1.00 0.99 0.94 0.90 0.86 0.82 0.79 0.76 0.74 0.72
6 0.99 0.94 0.90 0.86 0.82 0.79 0.76 0.74 0.72
7 0.99 0.95 0.90 0.86 0.82 0.79 0.77 0.74 0.72
8 1.00 0.95 0.90 0.86 0.82 0.79 0.77 0.74 0.72
9 1.00 0.95 0.90 0.86 0.83 0.79 0.77 0.74 0.72
10 1.00 0.95 0.90 0.86 0.83 0.79 0.77 0.74 0.72
11 1.00 0.95 0.90 0.86 0.83 0.79 0.77 0.74 0.72
12 1.00 0.95 0.90 0.86 0.83 0.79 0.77 0.74 0.72
13 1.00 0.96 0.91 0.86 0.83 0.80 0.77 0.74 0.72
14 1.00 0.96 0.91 0.86 0.83 0.80 0.77 0.74 0.72
16 1.00 0.96 0.91 0.87 0.83 0.80 0.77 0.74 0.72
18 0.96 0.91 0.87 0.83 0.80 0.77 0.74 0.72
20 0.97 0.91 0.87 0.83 0.80 0.77 0.74 0.72
24 0.98 0.92 0.87 0.84 0.80 0.77 0.74 0.72
28 0.99 0.92 0.87 0.84 0.80 0.77 0.75 0.72
34 0.99 0.93 0.88 0.84 0.80 0.77 0.75 0.72
40 1.00 0.94 0.89 0.84 0.81 0.78 0.75 0.72
56 0.96 0.90 0.86 0.81 0.78 0.75 0.73
70 0.98 0.92 0.86 0.82 0.79 0.76 0.73
85 1.00 0.93 0.87 0.83 0.79 0.76 0.73
100 1.00 0.93 0.88 0.84 0.80 0.76 0.74

54
Balanced bellows valves only:
Percent of gauge back pressure = PB��� 100Ps
C1 = Capacity with back pressure.
C2 = Capacity with zero back pressure.
PB = Back pressure (psi g).
Ps = Set pressure (psi g).
Kb = Back pressure correction factor for gas and vapour.
The curves shown in Figure 18, are applicable to set pressures of50 psi g and above.
They are limited to back pressure below critical flow pressure fora given set pressure. For sub critical flowback pressures below50 psi g the manufacturer must be consulted for values of Kb.
Gas and vapourconstant
back pressurecorrection factor Kb -
Sizing according toASME / API RP 520
Fig. 18 Kb gas and vapour constant back pressure correction factor -balanced bellows valves
� � �� �� �� �� �� �� �� �� �����
���
��
��
���
����������������������
�������������
Percent of gauge back pressure = PB��� 100
Ps
Kb = C1C2

55
Fig. 19 Kb gas and vapour constant back pressure correction factor -conventional valves
� �� �� �� �� �� �� � � �� ����
���
���
���
��
���
Kb 1.1
Kb 1.5Kb 1.7
Kb 1.3
Percent of absolute back pressure = PB��� 100
P1
Kb = C1C2
Conventional valves only:
Percent of absolute back pressure = PB��� 100P1
C1 = Capacity with back pressure.
C2 = Capacity with zero back pressure.
PB = Back pressure (psi abs).
P1 = Upstream relieving pressure (psi abs).
Kb = Back pressure correction factor for gas and vapour.

56
�A
●
Re = 0.341 4 �q�
v●
�Ao
●
Re = 12 700 �Q
U●
●
q� = Volume flow to be discharged (gal / min).Q = Volume flow to be discharged (m³ / h).v = Viscosity (m³ / sec).U = Viscosity (Saybolt universal seconds).A = Discharge area (ins²).Ao = Discharge area (mm²).
Viscositycorrection factor Kv -
Sizing according toASME / API RP 520
and BS 6759
Bellows balanced valves only:
����
����
����
���
���
���
���
����
����
����
����� �� �� �� �� ��
Fig. 20 Kw liquid back pressure correction factorbalanced bellows valves
Backpressure correction
factor for liquids KW -Sizing according toASME / API RP 520
To make allowances for high viscous fluids, first establish thevalve size assuming the fluid is non-viscous. Once a size hasbeen selected, the Reynolds number for the valve is calculated,and this figure used to establish the correction factor from thechart. (Fig. 21).
The valve size should be checked to make sure the original sizechosen will accommodate flow after the viscous correction factorhas been applied. If not, the exercise should be repeated usingthe next valve size up.
To establish Reynolds number Re:
Imperial units Metric units
PB = Back pressure (psi g)� 100
Ps = Set pressure (psi g)
Kw
●

57
Fig. 21 Kv viscosity correction factor
���
���
���
���
��
��
���
���
�� �� �� ��� ��� ��� ����� ����� ������ ������ �������
Reynolds number Re
Kv
Compressibilityfactor
For gases, the compressibility factor (Z) needs to be ascertained.This factor accounts for the deviation of the actual gas from thecharacteristic of a perfect gas. It is often recommended that Z = 1is used where insufficient data is available.
Z can be calculated using the following formula:
Z = 105��� P��� V��� MR��� T
Where:
P = Absolute inlet pressure.
V = Specific volume of gas at STP conditions (m³/kg). (Appendix 1).
M = Molecular weight. (Appendix 1).
R = Universal gas constant (8 314 N m / kmol.k).
T = Inlet temperature (K).

58
APPENDIX - 1
Properties of industrial gasesFor specific gravity (G) used in ASME gas sizing calculations, divide molecular mass by 28.96 (molecularmass of air).
Molecular Isentropic Specific
Gas Chemical mass (M) coefficient (k) volume (V)formula kg / kmol at 1.013 bar m³ / kg at 1.013
and 0°C bar and 0°C
Acetylene C2H2 26.02 1.26 0.853
Air 28.96 1.40 0.773
Ammonia NH3 17.03 1.31 1.297
Argon Ar 39.91 1.66 0.561
Benzene C6H6 78.00 1.10
Butane - n C4H10 58.08 1.11 0.370
Butylene C4H8 56.10 1.20
Carbon disulphide 76.00 1.21
Carbon dioxide CO2 44.00 1.30 0.506
Carbon monoxide CO 28.00 1.40 0.800
Chlorine Cl2 70.91 1.35 0.311
Cyclohexane 84.00 1.08
Dipenyl C12H10 154.00
Ethane C2H6 30.05 1.22 0.737
Ethylene C2H4 28.03 1.25 0.794
Freon 12 Cf2Cl2 121.00 1.14
Helium He 4.00 1.66
Hexane C6H14 86.00 1.08
Hydrogen H2 2.02 1.41 11.124
Hydrogen chloride HCl 36.46 1.40 0.610
Hydrogen sulphide H2S 34.08 1.32 0.651
Isobutane CH(CH3)3 58.05 1.11 0.375
Methane CH4 16.03 1.31 1.395
Methyl chloride CH3Cl 50.48 1.28 0.434
Natural gas 19.00 1.27
Nitrogen N2 28.02 1.40 0.799
Nitrous oxide N2O 44.02 1.30 0.746
Oxygen O2 32.00 1.40 0.700
Pentane C5H12 72.00 1.09 0.451
Propane C3H8 44.06 1.13 0.498
Sulphur dioxide SO2 64.07 1.29 0.342
Steam H2O 18.00 1.33

59
Properties of industrial liquidsFor specific gravity (G) used in ASME liquid sizing calculations, divide density by 998 (density of water).
Boiling pointLiquid Chemical formula at 1.013 mbar Density (kg / m³)
and 0°C
Acetone CH2 . CO . CH3 56.0 791
Ammonia NH3 - 33.4 609
Benzene C6H6 80.0 879
Butalene C4H8 - 6.3 600
Butane C4H10 - 0.5 580
Carbon disulphide CS2 46.0 1 260
Carbon tetrachloride CCl4 76.7 1 594
20% caustic soda NaOH 1 220
Crude oil 700 to 1 040
Diesel oil 175.0 880
Ethanol C2H5OH 78.0 789
Freon 12 CF2Cl2 - 29.8 1 330
Glycol C2H4(OH)2 197.5 1 140
Light fuel oil 175.0 850
Heavy fuel oil 220 to 350 950
Kerosene 150 to 300 740
Methanol C3OH 65.0 792
Naphthalene C10H8 218.0 1 145
Nitric acid HNO3 86.0 1 560
Propane C3H8 - 42.0 500
Sulphurous acid H2SO3 338.0 1 400
Toluene C6H5 . CH3 111.0 867
Trichlorethylene CHCl . CCl2 87.0 1 464
Water H2O 100.0 998

60
APPENDIX - 2Steam tables
Specific enthalpy SpecificPressure Temperature volume
Water (hf) Evaporation (hfg) Steam (hg) steambar kPa °C kJ / kg kJ / kg kJ / kg m³/ kg
absolute0.30 30.0 69.10 289.23 2 336.1 2 625.3 5.2290.50 50.0 81.33 340.49 2 305.4 2 645.9 3.2400.75 75.0 91.78 384.39 2 278.6 2 663.0 2.2170.95 95.0 98.20 411.43 2 261.8 2 673.2 1.777
gauge0 0 100.00 419.04 2 257.0 2 676.0 1.6730.10 10.0 102.66 430.2 2 250.2 2 680.2 1.5330.20 20.0 105.10 440.8 2 243.4 2 684.2 1.4140.30 30.0 107.39 450.4 2 237.2 2 687.6 1.3120.40 40.0 109.55 459.7 2 231.3 2 691.0 1.2250.50 50.0 111.61 468.3 2 225.6 2 693.9 1.1490.60 60.0 113.56 476.4 2 220.4 2 696.8 1.0880.70 70.0 115.40 484.1 2 215.4 2 699.5 1.0240.80 80.0 117.14 491.6 2 210.5 2 702.1 0.9710.90 90.0 118.80 498.9 2 205.6 2 704.5 0.9231.00 100.0 120.42 505.6 2 201.1 2 706.7 0.8811.10 110.0 121.96 512.2 2 197.0 2 709.2 0.8411.20 120.0 123.46 518.7 2 192.8 2 711.5 0.8061.30 130.0 124.90 524.6 2 188.7 2 713.3 0.7731.40 140.0 126.28 530.5 2 184.8 2 715.3 0.7431.50 150.0 127.62 536.1 2 181.0 2 717.1 0.7141.60 160.0 128.89 541.6 2 177.3 2 718.9 0.6891.70 170.0 130.13 547.1 2 173.7 2 720.8 0.6651.80 180.0 131.37 552.3 2 170.1 2 722.4 0.6431.90 190.0 132.54 557.3 2 166.7 2 724.0 0.6222.00 200.0 133.69 562.2 2 163.3 2 725.5 0.6032.20 220.0 135.88 571.7 2 156.9 2 728.6 0.5682.40 240.0 138.01 580.7 2 150.7 2 731.4 0.5362.60 260.0 140.00 589.2 2 144.7 2 733.9 0.5092.80 280.0 141.92 597.4 2 139.0 2 736.4 0.4833.00 300.0 143.75 605.3 2 133.4 2 738.7 0.4613.20 320.0 145.46 612.9 2 128.1 2 741.0 0.4403.40 340.0 147.20 620.0 2 122.9 2 742.9 0.4223.60 360.0 148.84 627.1 2 117.8 2 744.9 0.4053.80 380.0 150.44 634.0 2 112.9 2 746.9 0.3894.00 400.0 151.96 640.7 2 108.1 2 748.8 0.3744.50 450.0 155.55 656.3 2 096.7 2 753.0 0.3425.00 500.0 158.92 670.9 2 086.0 2 756.9 0.3155.50 550.0 162.08 684.6 2 075.7 2 760.3 0.2926.00 600.0 165.04 697.5 2 066.0 2 763.5 0.2726.50 650.0 167.83 709.7 2 056.8 2 766.5 0.2557.00 700.0 170.50 721.4 2 047.7 2 769.1 0.2407.50 750.0 173.02 732.5 2 039.2 2 771.7 0.2278.00 800.0 175.43 743.1 2 030.9 2 774.0 0.2158.50 850.0 177.75 753.3 2 022.9 2 776.2 0.2049.00 900.0 179.97 763.0 2 015.1 2 778.1 0.1949.50 950.0 182.10 772.5 2 007.5 2 780.0 0.185
10.00 1 000.0 184.13 781.6 2 000.1 2 781.7 0.17710.50 1 050.0 186.05 790.1 1 993.0 2 783.3 0.17111.00 1 100.0 188.02 798.8 1 986.0 2 784.8 0.16311.50 1 150.0 189.82 807.1 1 979.1 2 786.3 0.15712.00 1 200.0 191.68 815.1 1 972.5 2 787.6 0.15112.50 1 250.0 193.43 822.9 1 965.4 2 788.8 0.14813.00 1 300.0 195.10 830.4 1 959.6 2 790.0 0.14114.00 1 400.0 198.35 845.1 1 947.1 2 792.2 0.13215.00 1 500.0 201.45 859.0 1 935.0 2 794.0 0.12416.00 1 600.0 204.38 872.3 1 923.4 2 795.7 0.11717.00 1 700.0 207.17 885.0 1 912.1 2 797.1 0.11018.00 1 800.0 209.90 897.2 1 901.3 2 798.5 0.10519.00 1 900.0 212.47 909.0 1 890.5 2 799.5 0.10020.00 2 000.0 214.96 920.3 1 880.2 2 800.5 0.099 421.00 2 100.0 217.35 931.3 1 870.1 2 801.4 0.090 622.00 2 200.0 219.65 941.9 1 860.1 2 802.0 0.086 823.00 2 300.0 221.85 952.2 1 850.4 2 802.6 0.083 224.00 2 400.0 224.02 962.2 1 840.9 2 803.1 0.079 725.00 2 500.0 226.12 972.1 1 831.4 2 803.5 0.076 826.00 2 600.0 228.15 981.6 1 822.2 2 803.8 0.074 027.00 2 700.0 230.14 990.7 1 813.3 2 804.0 0.071 4

61
Specific enthalpy SpecificPressure Temperature volume
Water (hf) Evaporation (hfg) Steam (hg) steambar kPa °C kJ / kg kJ / kg kJ / kg m³ / kg
28.00 2 800.0 232.05 999.7 1 804.4 2 804.1 0.068 929.00 2 900.0 233.93 1 008.6 1 795.6 2 804.2 0.066 630.00 3 000.0 235.78 1 017.0 1 787.0 2 804.1 0.064 531.00 3 100.0 237.55 1 025.6 1 778.5 2 804.1 0.062 532.00 3 200.0 239.28 1 033.9 1 770.0 2 803.9 0.060 533.00 3 300.0 240.97 1 041.9 1 761.8 2 803.7 0.058 734.00 3 400.0 242.63 1 049.7 1 753.8 2 805.5 0.057 135.00 3 500.0 244.26 1 057.7 1 745.5 2 803.2 0.055 436.00 3 600.0 245.86 1 065.7 1 737.2 2 802.9 0.053 937.00 3 700.0 247.42 1 072.9 1 729.5 2 802.4 0.052 438.00 3 800.0 248.95 1 080.3 1 721.6 2 801.9 0.051 039.00 3 900.0 250.42 1 087.4 1 714.1 2 801.5 0.049 840.00 4 000.0 251.94 1 094.6 1 706.3 2 800.9 0.048 541.00 4 100.0 253.34 1 101.6 1 698.3 2 799.9 0.047 342.00 4 200.0 254.74 1 108.6 1 691.2 2 799.8 0.046 143.00 4 300.0 256.12 1 115.4 1 683.7 2 799.1 0.045 144.00 4 400.0 257.50 1 122.1 1 676.2 2 798.3 0.044 145.00 4 500.0 258.82 1 228.7 1 668.9 2 797.6 0.043 146.00 4 600.0 260.13 1 135.3 1 666.6 2 796.9 0.042 147.00 4 700.0 261.43 1 142.2 1 654.4 2 796.6 0.041 248.00 4 800.0 262.73 1 148.1 1 647.1 2 795.2 0.040 349.00 4 900.0 264.00 1 154.5 1 639.9 2 794.4 0.039 450.00 5 000.0 265.26 1 160.8 1 632.8 2 793.6 0.038 651.00 5 100.0 266.45 1 166.6 1 626.9 2 792.6 0.037 852.00 5 200.0 267.67 1 172.6 1 619.0 2 791.6 0.037 153.00 5 300.0 268.84 1 178.7 1 612.0 2 790.7 0.036 454.00 5 400.0 270.02 1 184.6 1 605.1 2 789.7 0.035 755.00 5 500.0 271.20 1 190.5 1 598.2 2 788.7 0.035 056.00 5 600.0 272.33 1 196.3 1 591.3 2 787.6 0.034 357.00 5 700.0 273.45 1 202.1 1 584.5 2 786.6 0.033 758.00 5 800.0 274.55 1 207.8 1 577.7 2 785.5 0.033 159.00 5 900.0 275.65 1 213.4 1 571.0 2 784.4 0.032 560.00 6 000.0 276.73 1 218.9 1 564.4 2 783.3 0.031 961.00 6 100.0 277.80 1 224.5 1 557.6 2 782.1 0.031 462.00 6 200.0 278.85 1 230.0 1 550.9 2 780.9 0.030 863.00 6 300.0 279.89 1 235.4 1 544.3 2 779.7 0.030 364.00 6 400.0 280.92 1 240.8 1 537.3 2 778.5 0.029 865.00 6 500.0 281.95 1 246.1 1 531.2 2 777.3 0.029 366.00 6 600.0 282.95 1 251.4 1 524.7 2 776.1 0.028 867.00 6 700.0 283.95 1 256.7 1 518.1 2 774.8 0.028 368.00 6 800.0 284.93 1 261.9 1 511.6 2 773.5 0.027 869.00 6 900.0 285.90 1 267.0 1 501.1 2 772.1 0.027 470.00 7 000.0 286.85 1 272.1 1 498.7 2 770.8 0.027 072.00 7 200.0 288.75 1 282.3 1 485.8 2 768.1 0.026 274.00 7 400.0 290.60 1 292.3 1 473.0 2 765.3 0.025 476.00 7 600.0 292.41 1 302.3 1 460.2 2 762.5 0.024 678.00 7 800.0 294.20 1 311.9 1 447.6 2 759.5 0.023 980.00 8 000.0 295.96 1 321.5 1 435.0 2 756.5 0.023 382.00 8 200.0 297.66 1 330.9 1 422.5 2 753.4 0.022 684.00 8 400.0 299.35 1 340.3 1 410.0 2 750.3 0.022 086.00 8 600.0 301.00 1 349.6 1 397.6 2 747.2 0.021 488.00 8 800.0 302.61 1 358.8 1 385.2 2 744.0 0.020 890.00 9 000.0 304.20 1 367.8 1 372.7 2 740.5 0.020 292.00 9 200.0 305.77 1 376.8 1 360.3 2 737.1 0.019 794.00 9 400.0 307.24 1 385.7 1 348.0 2 733.7 0.019 296.00 9 600.0 308.83 1 394.5 1 335.7 2 730.2 0.018 798.00 9 800.0 310.32 1 403.2 1 323.3 2 726.5 0.018 3
100.00 10 000.0 311.79 1 411.9 1 310.9 2 722.8 0.017 8102.00 10 200.0 313.24 1 420.5 1 298.7 2 719.2 0.017 4104.00 10 400.0 314.67 1 429.0 1 286.3 2 715.3 0.017 0106.00 10 600.0 316.08 1 437.5 1 274.0 2 711.5 0.016 6108.00 10 800.0 317.46 1 445.9 1 261.7 2 707.6 0.016 2110.00 11 000.0 318.83 1 454.3 1 249.3 2 703.6 0.015 8112.00 11 200.0 320.17 1 462.6 1 237.0 2 699.6 0.015 4114.00 11 400.0 321.50 1 470.8 1 224.6 2 695.4 0.015 0116.00 11 600.0 322.81 1 479.0 1 212.2 2 691.2 0.014 7118.00 11 800.0 324.10 1 487.2 1 199.8 2 687.0 0.014 4120.00 12 000.0 325.38 1 495.4 1 187.3 2 682.7 0.014 1

62
APPENDIX - 3Terminology
The following definitions are taken from DIN 3320 but itshould be noted that many of the terms and associateddefinitions used are universal and appear in many otherstandards. Where commonly used terms are not defined inDIN 3320 then ASME / ANSI PTC25.3 has been used as thesource of reference.
This list is not exhaustive and is intended as a guide only, itshould not be used in place of the relevant current issuestandard.
Operating pressure (working pressure) is the gauge pressureexisting at normal operating conditions within the system to beprotected.
Set pressure is the gauge pressure at which under operatingconditions direct loaded safety valves commence to lift.
Test pressure is the gauge pressure at which under test standconditions (atmospheric back pressure) direct loaded safety valvescommence to lift.
Opening pressure is the gauge pressure at which the lift issufficient to discharge the predetermined flowing capacity. It isequal to the set pressure plus opening pressure difference.
Reseating pressure is the gauge pressure at which the directloaded safety valve is reclosed.
Built up back pressure is the gauge pressure built up at theoutlet side by blowing.
Superimposed back pressure is the gauge pressure on theoutlet side of the closed valve.
Back pressure is the gauge pressure built up on the outlet sideduring blowing (built up back pressure + superimposed backpressure).
Accumulation is the increase in pressure over the maximumallowable working gauge pressure of the system to be protected.
Opening pressure difference is the pressure rise over the setpressure necessary for a lift suitable to permit the predeterminedflowing capacity.
Reseating pressure difference is the difference between setpressure and reseating pressure.

63
Functional pressure difference is the sum of opening pressuredifference and reseating pressure difference.
Operating pressure difference is the pressure differencebetween set pressure and operating pressure.
Lift is the travel of the disc away from the closed position.
Commencement of lift (opening) is the first measurablemovement of the disc or the perception of discharge noise.
Flow area is the cross sectional area upstream or downstream ofthe body seat calculated from the minimum diameter which isused to calculate the flow capacity without any deduction forobstructions.
Flow diameter is the minimum geometrical diameter upstreamor downstream of the body seat.
Nominal size designation of a safety valve is the nominal sizeof the inlet.
Theoretical flowing capacity is the calculated mass flow froman orifice having a cross sectional area equal to the flow area ofthe safety valve without regard to flow losses of the valve.
Actual flowing capacity is the flowing capacity determined bymeasurement.
Certified flowing capacity is actual flowing capacity reduced by10%.
Coefficient of discharge is the ratio of actual to the theoreticaldischarge capacity.
Certified coefficient of discharge is the coefficient of dischargereduced by 10%. (also known to as derated coefficient ofdischarge).

64
The following terms are not defined in DIN 3320 and are takenfrom ASME / ANSI PTC25.3
Blowdown (reseating pressure difference) - difference betweenactual popping pressure and actual reseating pressure expressedas a percentage of set pressure or in pressure units.
Cold differential test pressure the pressure at which a valveis set on a test rig using a test fluid at ambient temperature.This test pressure includes corrections for service conditionse.g. back pressure or high temperatures.
Flow rating pressure is the inlet static pressure at which therelieving capacity of a pressure relief device is measured.
Leak test pressure is the specified inlet static pressure at whicha quantitative seat leakage test is performed in accordance witha standard procedure.
Measured relieving capacity is the relieving capacity of apressure relief device measured at the flow rating pressure.
Rated relieving capacity is that portion of the measured relievingcapacity permitted by the applicable code or regulation to beused as a basis for the application of a pressure relieving device.
Overpressure is a pressure increase over the set pressure of apressure relief valve, usually expressed as a percentage of setpressure.
Popping pressure is the value of increasing static inlet pressureof a pressure relief valve at which there is a measurable lift, or atwhich the discharge becomes continuous as determined byseeing, feeling or hearing.
Relieving pressure is set pressure plus overpressure.
Simmer is the pressure zone between the set pressure andpopping pressure.
Maximum operating pressure is the maximum pressureexpected during system operation.
Maximum allowable working pressure (MAWP) is the maximumgauge pressure permissible at the top of a completed vessel inits operating position for a designated temperature.
Maximum allowable accumulated pressure (MAAP) is themaximum allowable working pressure plus the accumulation asestablished by reference to the applicable codes for operating orfire contingencies.

CM Issue 1TR-GCM-25
Spirax-Sarco Limited, Charlton House,Cheltenham, Gloucestershire, GL53 8ER UK.
Tel: +44 (0)1242 521361 Fax: +44 (0)1242 573342E-mail: [email protected]: www.spirax-sarco.com
© Copyright 2000 Spirax Sarco is a registered trademark of Spirax-Sarco Limited