
Doc Dao Nghe Thuat Xam Hinh Theo Phong Cach Truyen Tranh Nhat Ban
Upload
minh-ngo-ducCategory
view
35download
0
6. Quality Risk Prevention6. Quality Risk Prevention
FMECA Method
Process Control - 2013 - M.Brotto

Preliminary
Risk identification by inductive method (probability approach)
Cause Failure(s) Effect
Questions to ask : What can go wrong? What could be the consequences?
What is the likelihood (probability) it would go wrong?
Method :FMECA
22
Root cause of
failure or hazards
Final unwanted
effect :damageCombination and
sequence of events
Risk identification by deductive method (determinist approach)
Method : Fault Tree Analysis (FTA)
Questions to ask : What has gone wrong? What have been the consequences?
What is the likelihood it would go wrong once again?

FMECA
Failure Mode, Effects and Criticality Analysis
33
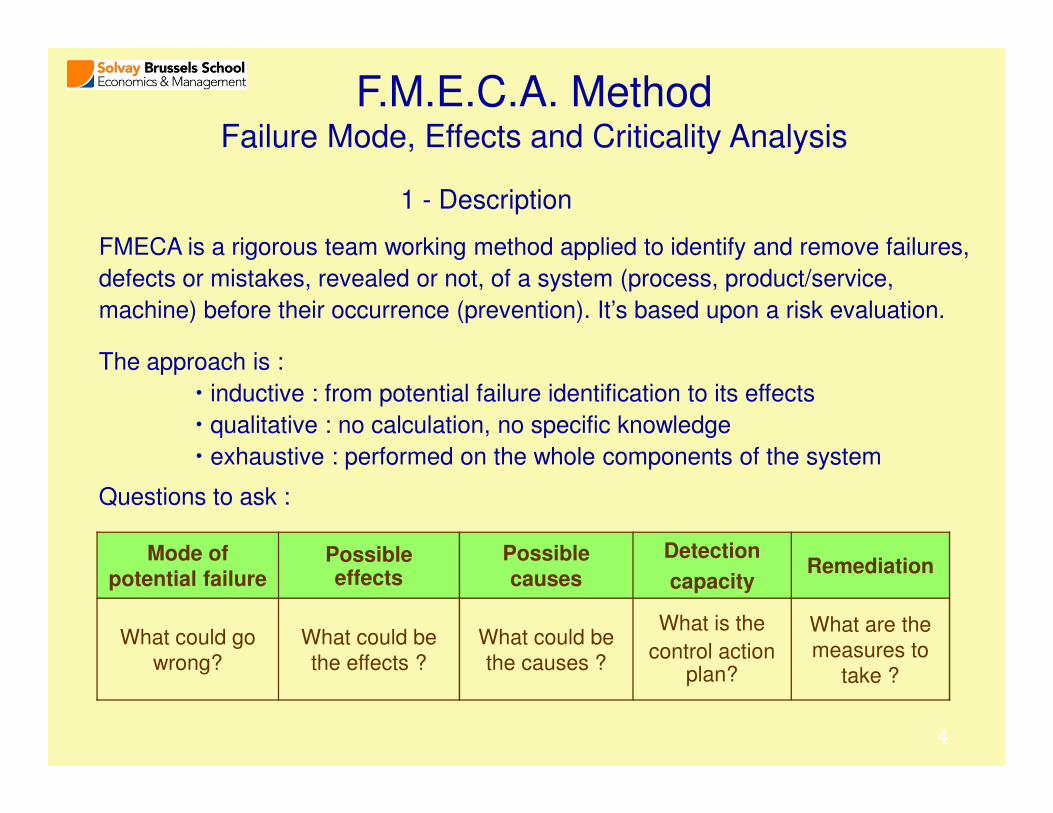
FMECA is a rigorous team working method applied to identify and remove failures,
defects or mistakes, revealed or not, of a system (process, product/service,
machine) before their occurrence (prevention). It’s based upon a risk evaluation.
The approach is :
• inductive : from potential failure identification to its effects
•
F.M.E.C.A. MethodFailure Mode, Effects and Criticality Analysis
1 - Description
44
•
• qualitative : no calculation, no specific knowledge
• exhaustive : performed on the whole components of the system
Questions to ask :
Mode of
potential failurePossible effects
Possible
causes
Detection
capacityRemediation
What could go
wrong?
What could be
the effects ?
What could be
the causes ?
What is the
control action plan?
What are the
measures to
take ?
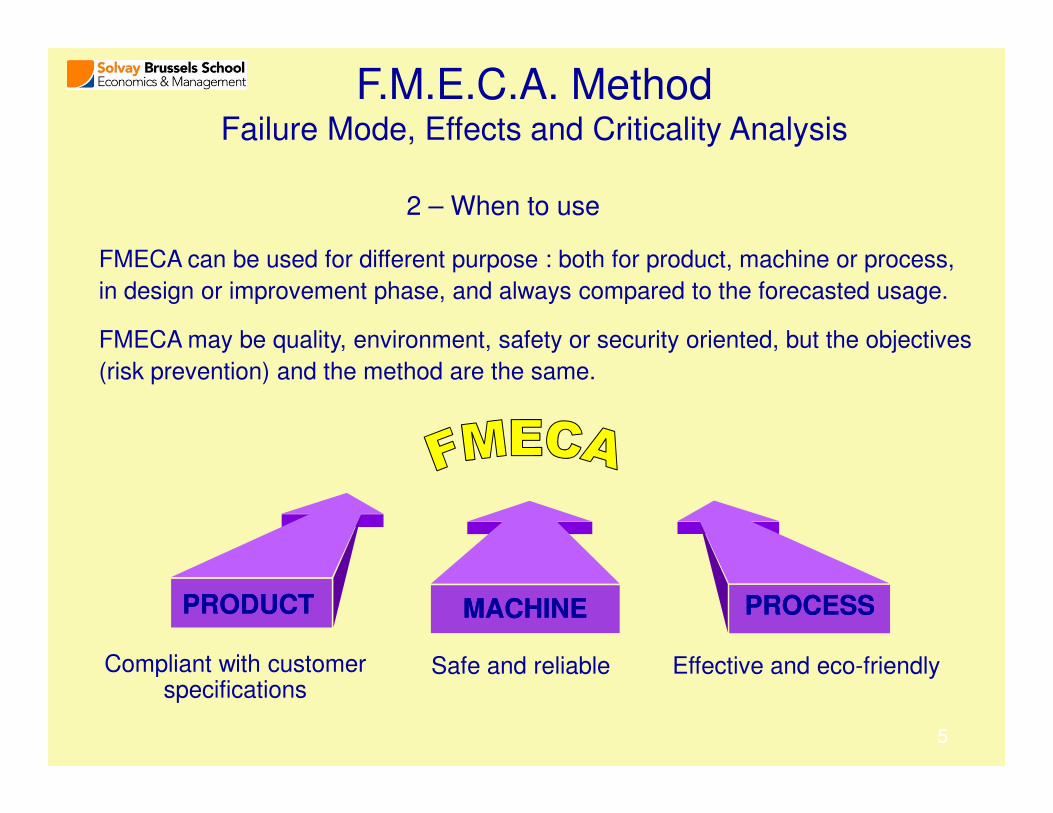
2 – When to use
FMECA can be used for different purpose : both for product, machine or process,
in design or improvement phase, and always compared to the forecasted usage.
FMECA may be quality, environment, safety or security oriented, but the objectives
(risk prevention) and the method are the same.
F.M.E.C.A. MethodFailure Mode, Effects and Criticality Analysis
55
PROCESSPROCESSMACHINEMACHINEPRODUCTPRODUCT
Effective and eco-friendlySafe and reliableCompliant with customer specifications

Teamwork (5 to 10 people) led by a skilled person who will train the group
to the methodology and manage the progress of the FMECA study :
1. Realize a functional analysis
3 – Implementation
F.M.E.A. MethodFailure Mode, Effects and Criticality Analysis
66
1. Realize a functional analysis
2. Inventory all the potential defects or failures
3. Identify the effects and causes of these failures
4. Work out the criticality and rank the failures
5. Propose an action plan for removing them
6. After action plan implementation, re-work out the criticality
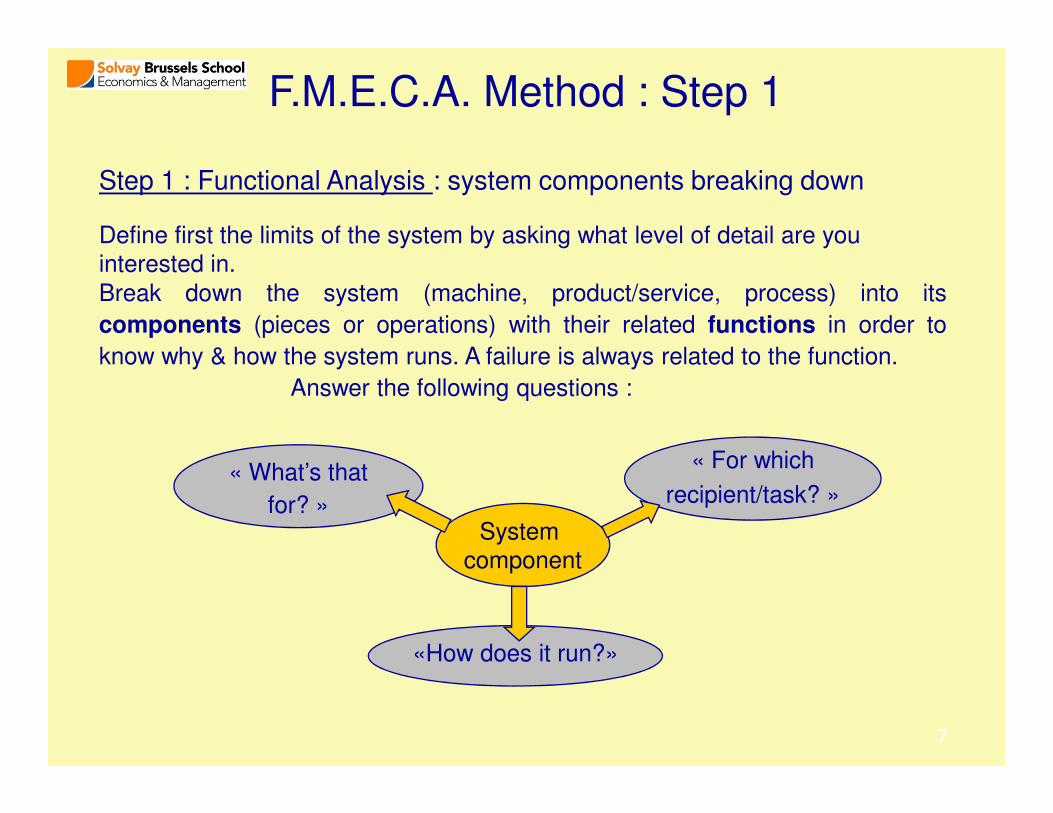
F.M.E.C.A. Method : Step 1
Step 1 : Functional Analysis : system components breaking down
Define first the limits of the system by asking what level of detail are you
interested in.
Break down the system (machine, product/service, process) into its
components (pieces or operations) with their related functions in order to
know why & how the system runs. A failure is always related to the function.
Answer the following questions :
77
System
component
« What’s that
for? »
«How does it run?»
« For which
recipient/task? »
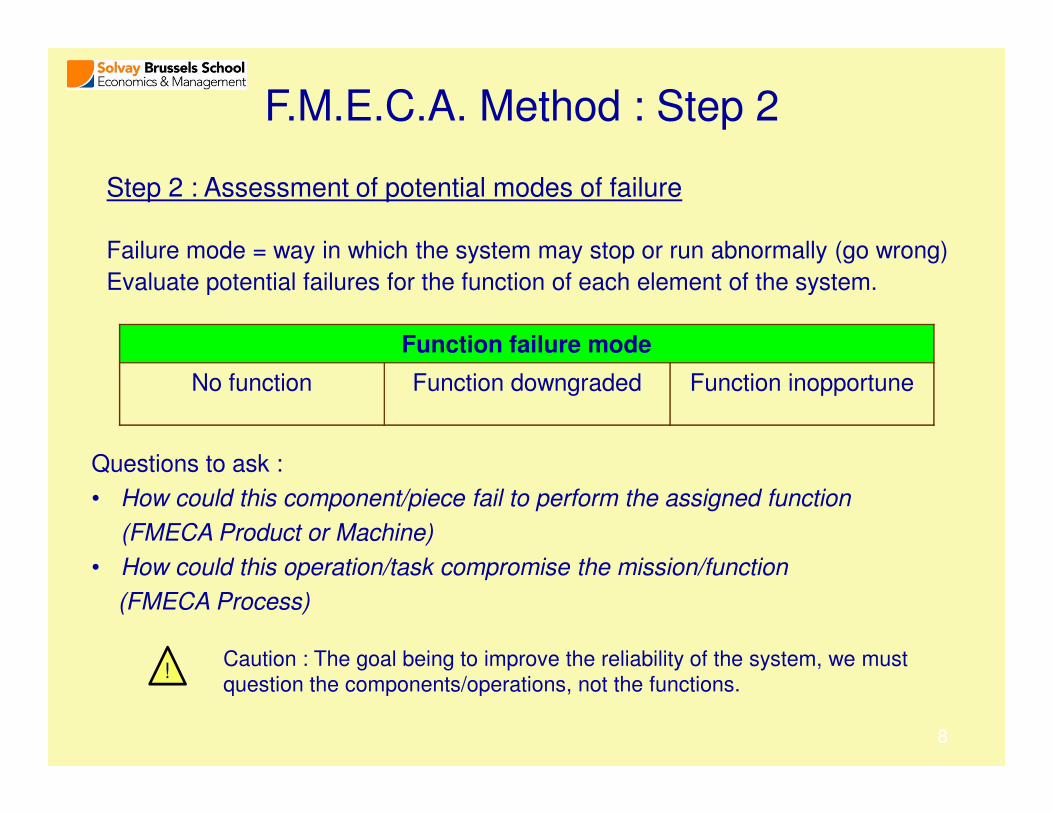
F.M.E.C.A. Method : Step 2
Step 2 : Assessment of potential modes of failure
Failure mode = way in which the system may stop or run abnormally (go wrong)
Evaluate potential failures for the function of each element of the system.
Function failure mode
No function Function downgraded Function inopportune
88
Questions to ask :
• How could this component/piece fail to perform the assigned function
(FMECA Product or Machine)
• How could this operation/task compromise the mission/function
(FMECA Process)
Caution : The goal being to improve the reliability of the system, we must
question the components/operations, not the functions.!

Step 3 : Determination of their effects (consequences) and causes
• Effects of each failure on the function (but also on the whole system) and
consequences for the user, the customer…
• Cause of each failure : question to ask « what are the conditions likely to
generate the failure? » (use Ishikawa diagram with its 5 or 7 M).
• Besides, determination of the existing means to detect the failure :
F.M.E.C.A. Method : Step 3
99
• Besides, determination of the existing means to detect the failure :
alarm, gauge, preventive controls (ex. : Statistical Process Control (SPC),…)

Step 4 : Evaluation of potential failures and criticity calculation
For each failure, we provide :
• a mark “S” of Severity for the impact of the failure (effect).
• a mark “O” for the likelihood of Occurrence for the cause of failure
• a mark “D” for the likelihood of failure of non-Detection
These marks are defined in advance from specific grid of quotation built by the
group. They allow to clearly situate by a figure the importance of the criteria
F.M.E.C.A. Method : Step 4
1010
group. They allow to clearly situate by a figure the importance of the criteria
S, O, D
Criticity index “C” (or RPN) is obtained by the following formula :
C = S x O x D
Risk Priority Number = Severity X Occurrence X Detection
This index allows to rank the modes of failure : more the index is high, more the
failure is worrying or damaging.

Step 5 : Preventive and corrective actions
The highlighting of risks of critical failures allows to implement actions plan.
The value of the SOD allows to give direction for actions which may concern :
• means : ex. components, equipments, detection device…
• skills : ex. training to use correctly a machine, safety training…
F.M.E.C.A. Method : Step 5
1111
• skills : ex. training to use correctly a machine, safety training…
• methods : ex. instructions for preventive maintenance plan…
Action plan follow-up is essential. A new index C is worked out after every
change. The failure is corrected until the system be considered as acceptable.
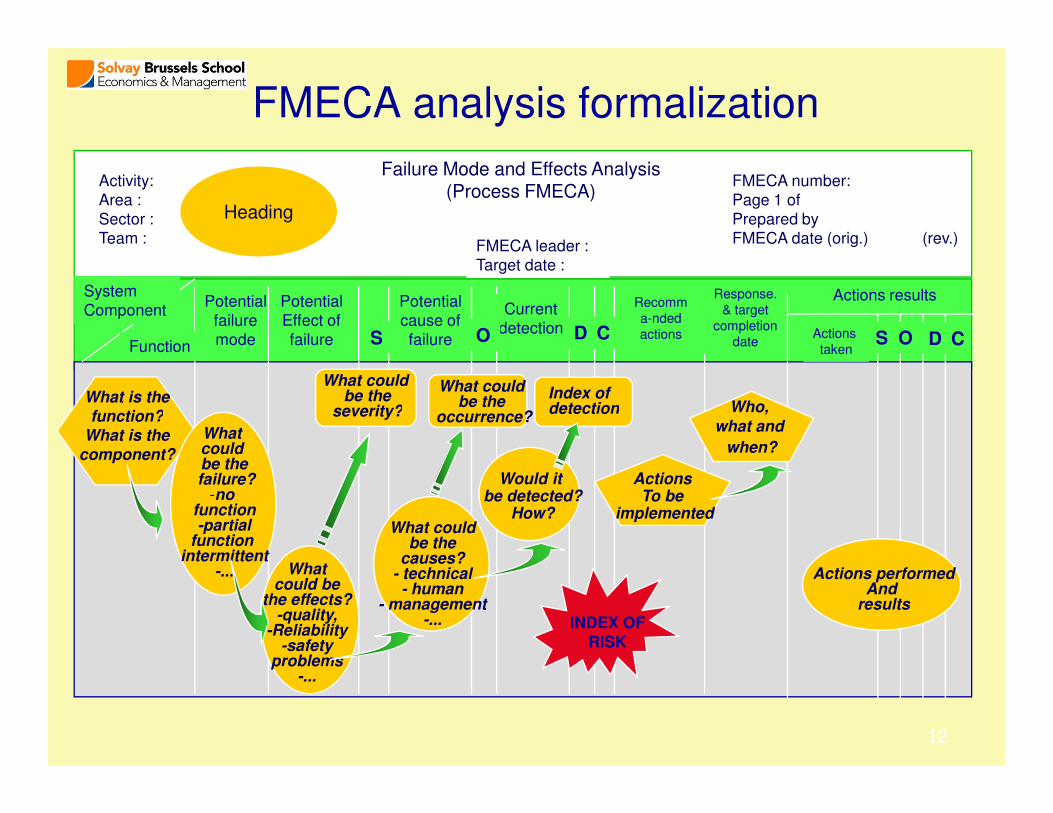
FMECA analysis formalization
Failure Mode and Effects Analysis(Process FMECA)
Activity:
Area :
Sector :
Team :FMECA leader :
Target date :
FMECA number:
Page 1 of
Prepared by
FMECA date (orig.) (rev.)
Process
Function
Operation
Component
Potential
failure
mode
Potential
Effect of
failure
Potential
cause of
failure
Current
detection
Recomm
a-nded
actions
Response.
& target
completion
date
Actions results
Actions
takenS O D C S O D C
What is the function?
What couldbe the
severity?
What could be the
Index of detection Who,
Heading
System
Component
Function
1212
function?What is the
component?
What could be thefailure?
-no function-partial
function intermittent
-... What could be
the effects?-quality,
-Reliability-safety
problems-...
severity?
What could be the
causes?- technical- human
- management-...
be the occurrence?
Would it be detected?
How?
detection
INDEX OFRISK
ActionsTo be
implemented
Who,
what and
when?
Actions performedAnd
results

Functional analysisExample : process component change…
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
System
Component
Function
1313
Simple identification of component, task, operation or function to analyse
New resin
coating
for the
module

Failure modes (how the system can fail?)
New
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
Coating not done
System
Component
Function
1414
New
resin
coating
for
module
Potential risksidentification ofdysfunction,non quality, non conformity…
not done
Coating incomplete
Coatingovermuch
Coatingfree-
running

Effects of the failure
Coating
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
Embedding
System
Component
Function
1515
Coating not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
New
resin
coating
for
module
What could be the consequences for the final customer or for the subsequent internal steps ?
Embeddingimpossible
Breakdown in use
Bad mechanickeeping
Filmunusable
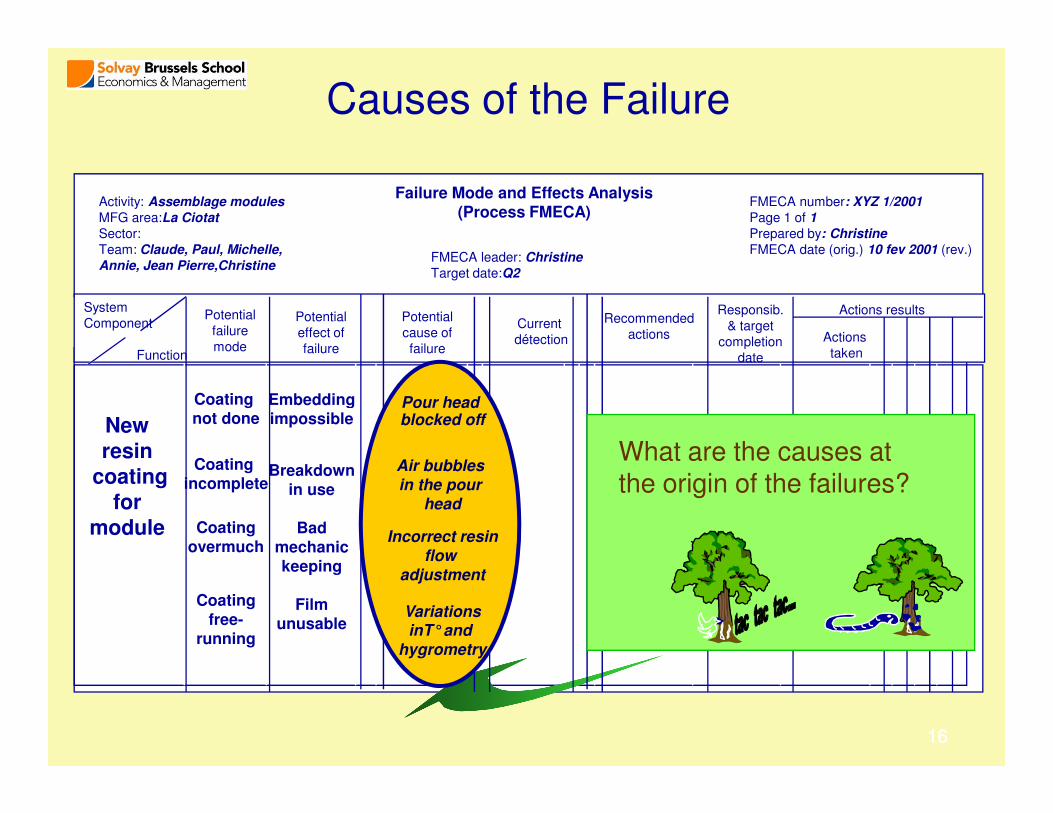
Causes of the Failure
Coating Embedding
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,ChristineFMECA leader: Christine
Target date:Q2
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
Pour head
System
Component
Function
1616
Coating not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
Embeddingimpossible
Breakdown in use
Bad mechanic keeping
Filmunusable
New
resin
coating
for
module
What are the causes at the origin of the failures?
Pour head blocked off
Air bubbles in the pour
head
Incorrect resinflow
adjustment
VariationsinT°and
hygrometry
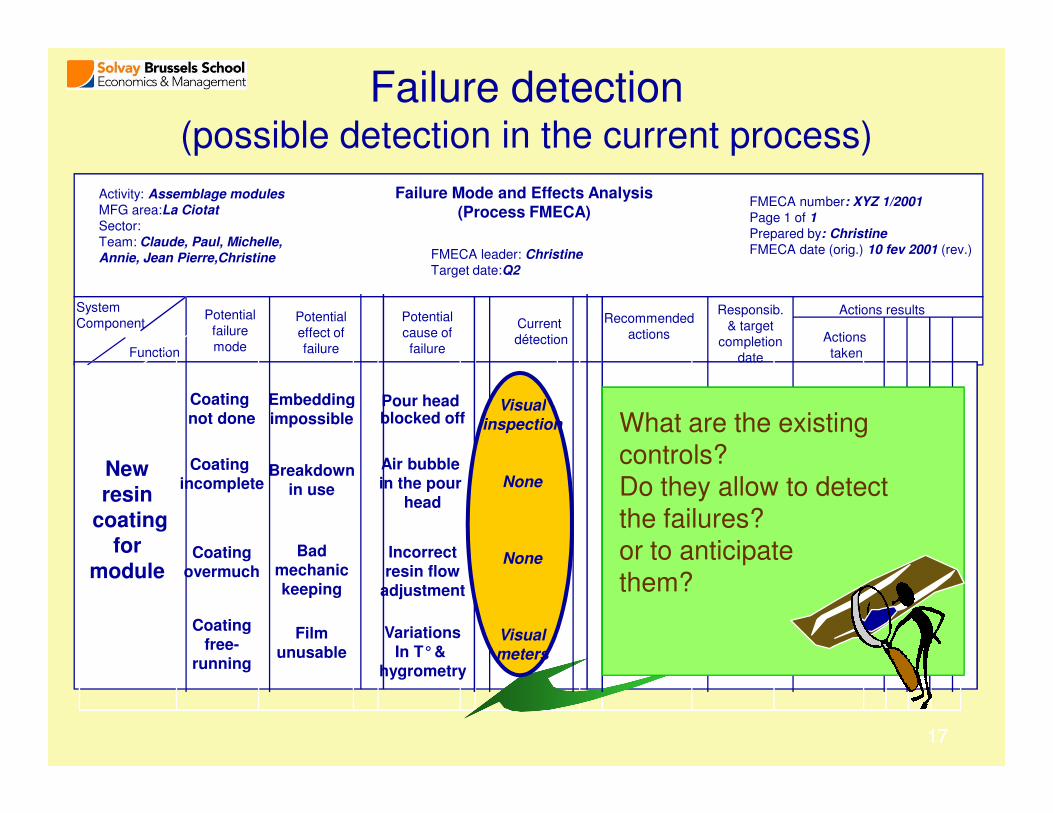
Failure detection (possible detection in the current process)
Coating Embedding Pour head
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
Visual
System
Component
Function
1717
Coating not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
Embeddingimpossible
Breakdown in use
Bad mechanic keeping
Filmunusable
Pour head blocked off
Air bubble in the pour
head
Incorrectresin flow
adjustment
VariationsIn T°&
hygrometry
New
resin
coating
for
module
What are the existing controls? Do they allow to detect the failures?or to anticipate them?
Visualinspection
None
None
Visual meters

FMECA analysis in short…
Component, operation, task / function,…
Failure Modes
Consequences (effects)
1818
Consequences (effects)
Causes
Detection
Prevention

Index of risk or Criticity
SEVERITY
X OCCURRENCE
X Non DETECTION
1919
= SODINDEX OF RISKor CRITICITY
•• Occurrence = frequency or probability of event emergence
• Severity = magnitude of the damage that depends both on the event
intensity and target vulnerability
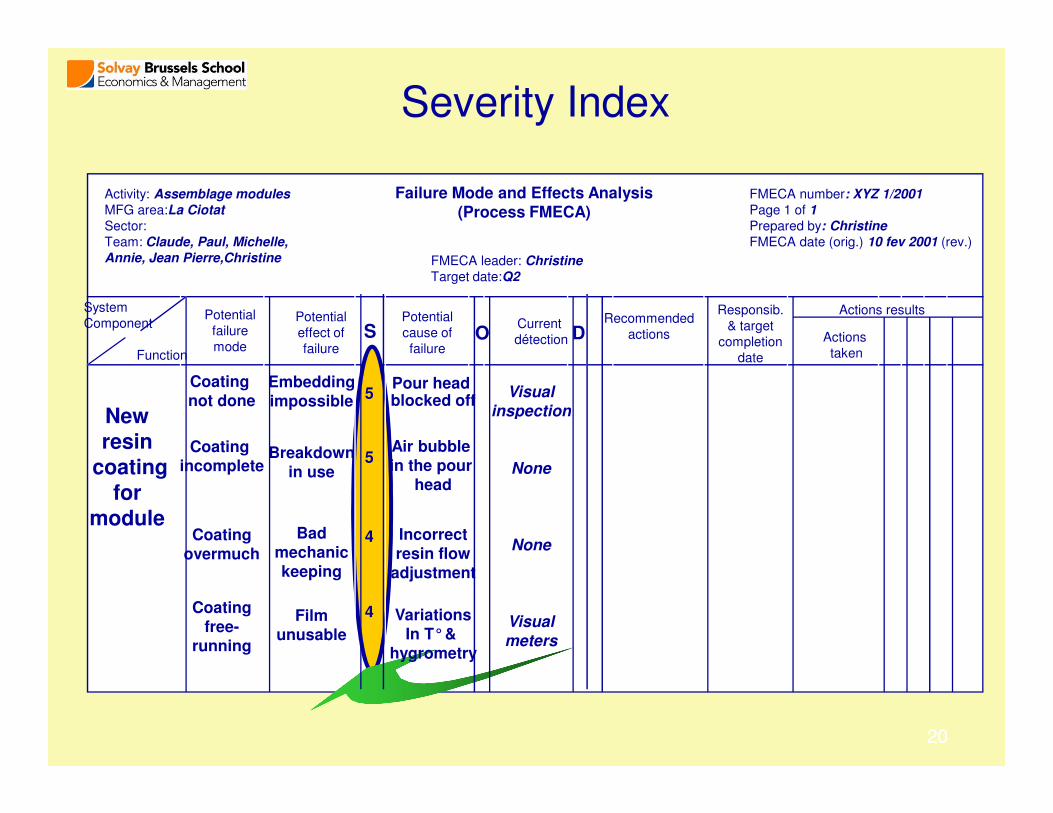
Severity Index
5
New
Coating not done
Embeddingimpossible
Pour head blocked off
Visualinspection
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
S
System
Component
Function
O D
2020
5
4
4
New
resin
coating
for
module
not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
impossible
Breakdown in use
Bad mechanic keeping
Filmunusable
blocked off
Air bubble in the pour
head
Incorrectresin flow
adjustment
VariationsIn T°&
hygrometry
inspection
None
None
Visual meters

Criteria cotation for Severity of Failure(qualitative & quantitative index examples for manufacturing process)
NoNo
perceivedperceived
effecteffect
1 = 1 point 2 = 3 pt 3 = 5 pt 4 = 8 pt 5 = 12 pt
Minor : Minor :
visual visual
defect defect
Major : Major :
disconfort disconfort
in use in use
Critical : Critical :
loss of loss of
performance performance
Total loss Total loss
of function of function
or unsafe or unsafe
CCUUSSTTOOMMEE
Product NC
(type,defect,
quantity…)
No No
perceivedperceivedPartial Partial
deliverydeliveryDelayDelay
<= 1 day <= 1 day
DelayDelay
< 7days < 7days
DelayDelay
> 7 days > 7 days
Impact on
time delivery
FAILURE
RANK
2121
EERR
IINNTTEERRNNAALL
perceivedperceived
effecteffectdeliverydelivery <= 1 day <= 1 day < 7days < 7days > 7 days > 7 days time delivery
Breaking
downStoppingStopping
< 3mn < 3mn < 1 hour < 1 hour < 8 hours < 8 hours < 3 days < 3 days > 3 days > 3 days
Workers
safety
Inoffensive Inoffensive
accident accident
Begnin body Begnin body
injury injury
Serious Serious accident accident
with leave with leave > > 1 day1 day
Cost Weak * Weak * NA NA Medium * Medium * Strong * Strong * Total loss of Total loss of
profitabilityprofitability
Irreversible Irreversible
effects/effects/
deathdeath
Body injury Body injury
With leave With leave
<< 1 day 1 day
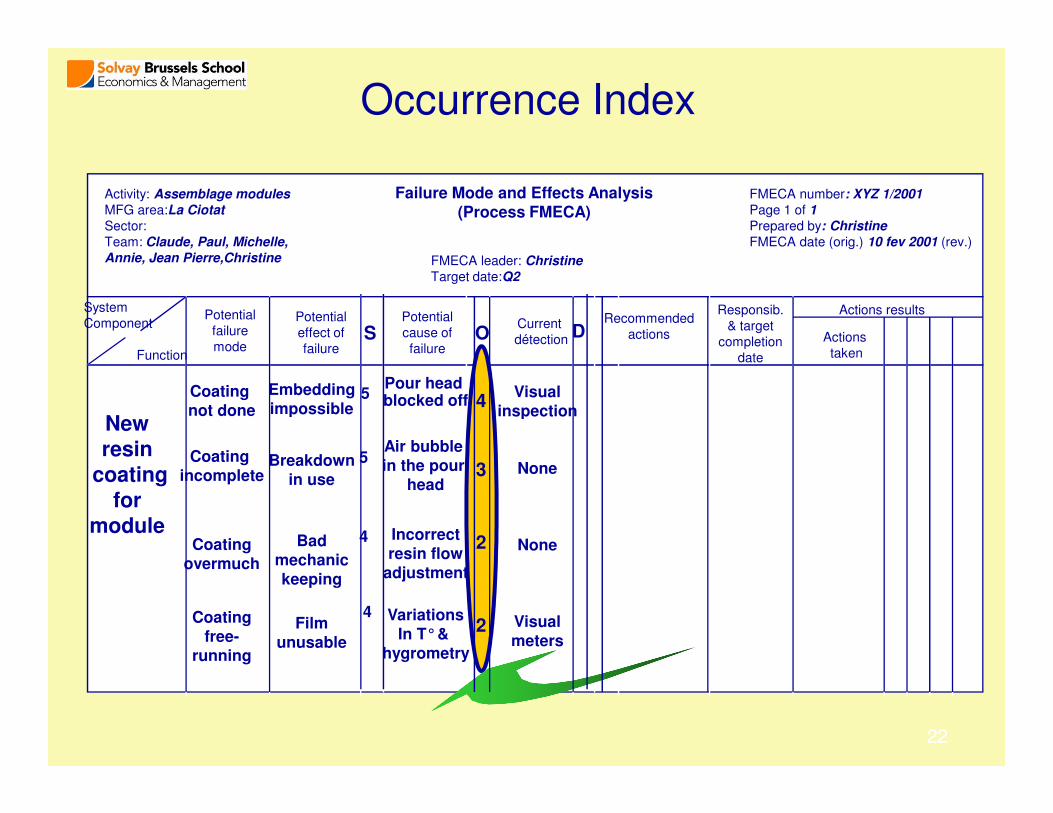
Occurrence Index
5 4Coating not done
Embeddingimpossible
Pour head blocked off
Visualinspection
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
O
5
S
System
Component
Function
D
2222
5
4
4
4
3
2
2
New
resin
coating
for
module
not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
impossible
Breakdown in use
Bad mechanic keeping
Filmunusable
blocked off
Air bubble in the pour
head
Incorrectresin flow
adjustment
VariationsIn T°&
hygrometry
inspection
None
None
Visual meters
5
4
4
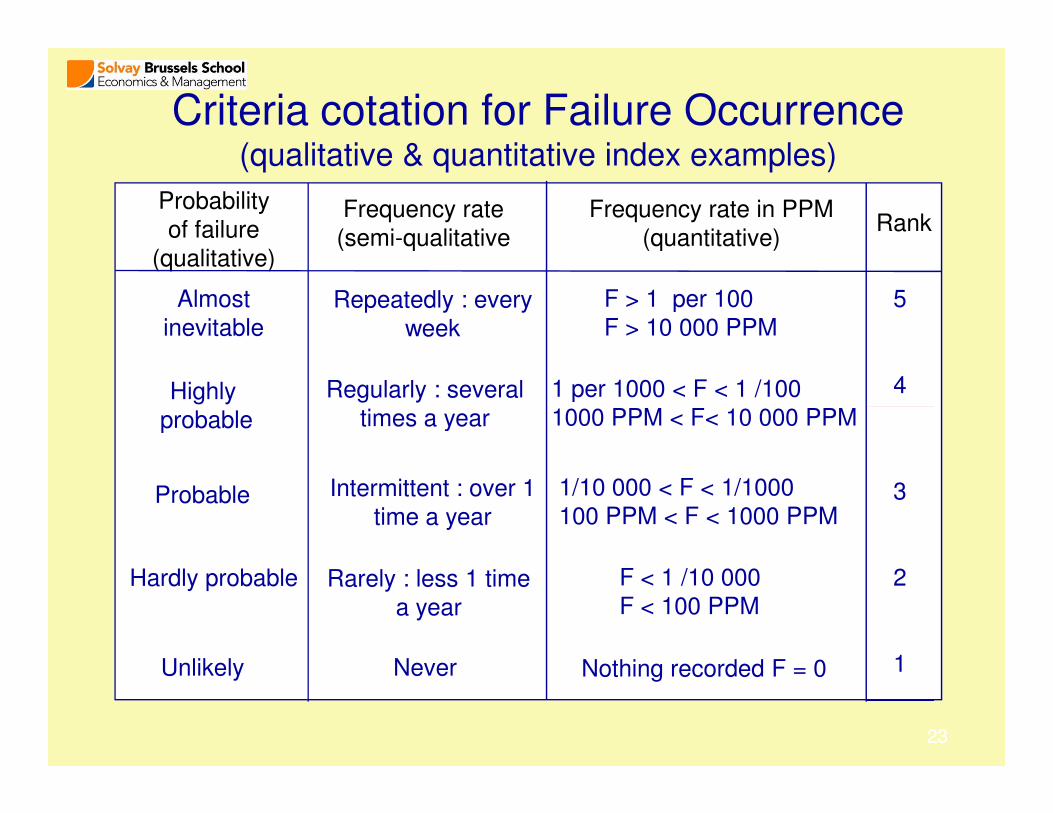
Criteria cotation for Failure Occurrence (qualitative & quantitative index examples)
Very high :
almost inevitable
5
4
Probability
of failure
(qualitative)
F > 1 per 100
F > 10 000 PPM
Highly
probable
1 per 1000 < F < 1 /100
1000 PPM < F< 10 000 PPM
Frequency rate in PPM
(quantitative)
Frequency rate
(semi-qualitative
Regularly : several
times a year
Repeatedly : every
week
Rank
Almost
inevitable
2323
3
2
1
Probable
Hardly probable
Nothing recorded F = 0
probable 1000 PPM < F< 10 000 PPM
1/10 000 < F < 1/1000
100 PPM < F < 1000 PPM
F < 1 /10 000
F < 100 PPM
Unlikely Never
Rarely : less 1 time
a year
Intermittent : over 1
time a year
times a year

Detection (Likelihood of non-detection)
5 433
Coating not done
Embeddingimpossible
Pour head blocked off
Visualinspectio
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
S O D
System
Component
Function
2424
5
4
4
3
2
2
33
55
55
22
New
resin
coating
for
module
not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
impossible
Breakdown in use
Bad mechanic keeping
Filmunusable
blocked off
Air bubble in the pour
head
Incorrectresin flow adjustment
VariationsIn T°&
hygrometry
inspectio
None
None
Visual meters
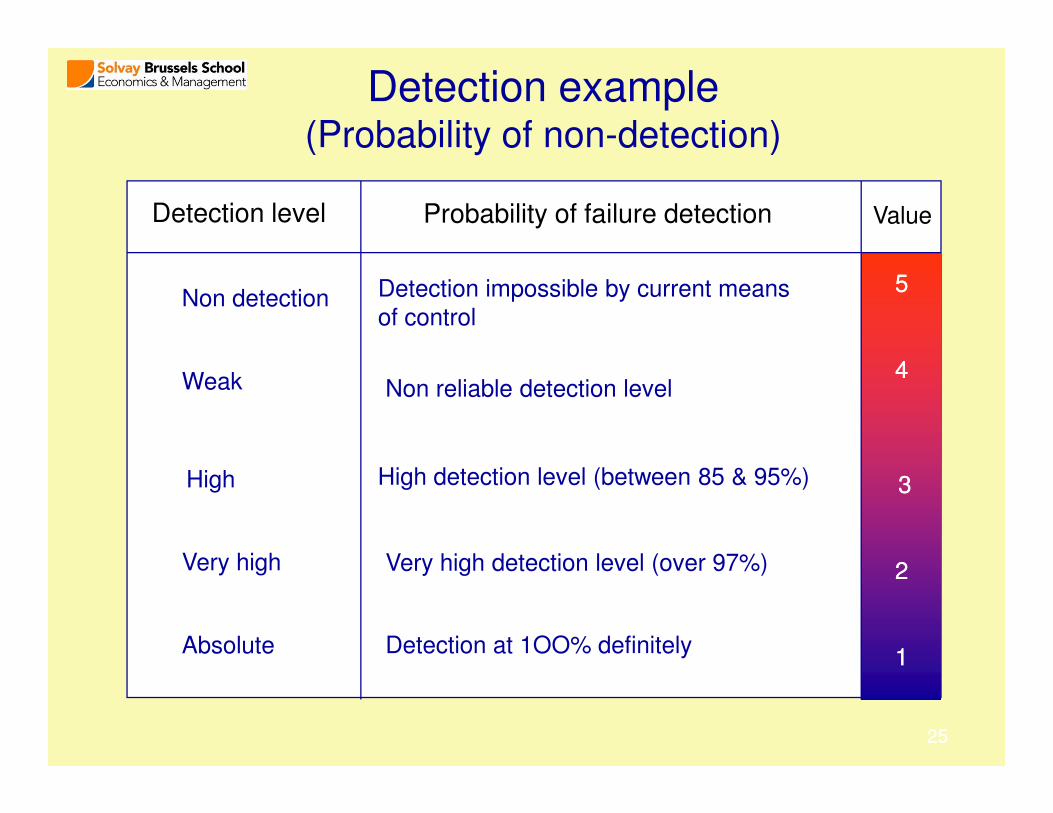
Detection example(Probability of non-detection)
Probability of failure detection
Detection impossible by current means
of control
Non reliable detection level
55
44
Detection level
Weak
Non detection
Value
2525
Detection at 1OO% definitely
33
22
11
High detection level (between 85 & 95%)
Very high detection level (over 97%)Very high
Absolute
High
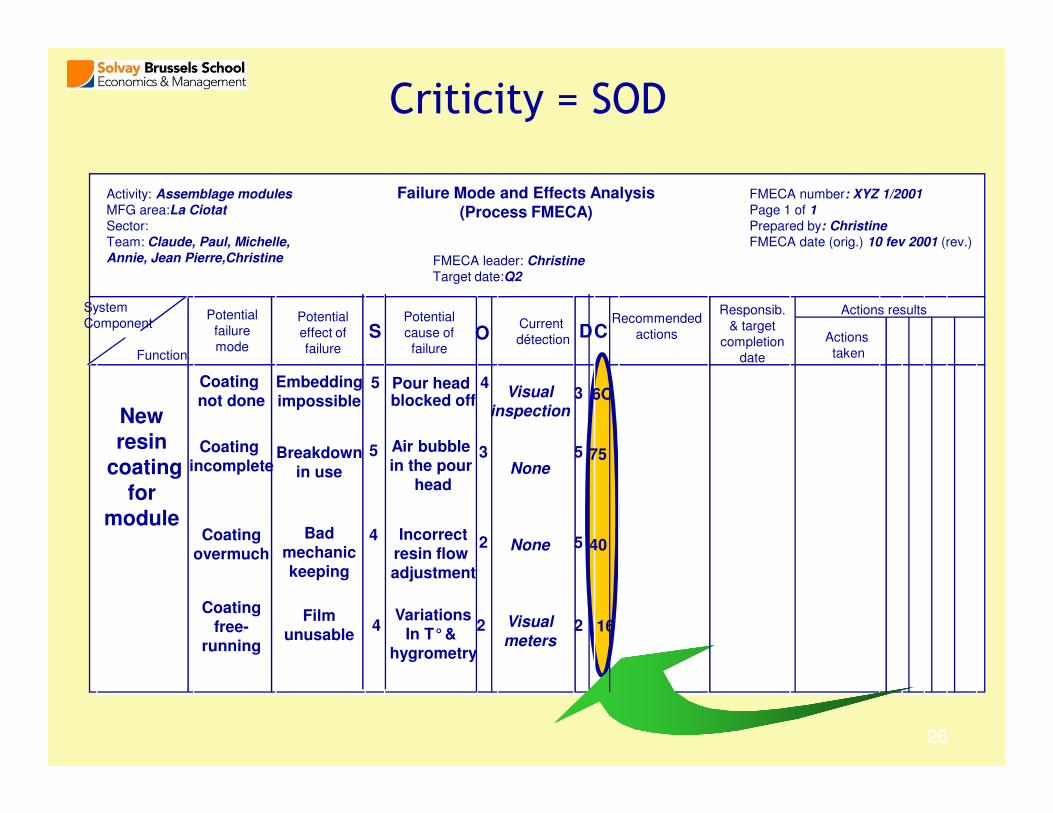
5 43 6O
Criticity = SOD
New
Coating not done
Embeddingimpossible
Pour head blocked off
Visualinspection
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
S O DC
System
Component
Function
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
2626
5
4
4
3
2
2
5
5
2
75
40
16
New
resin
coating
for
module
not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
impossible
Breakdown in use
Bad mechanic keeping
Filmunusable
blocked off
Air bubble in the pour
head
Incorrectresin flow adjustment
VariationsIn T°&
hygrometry
inspection
None
None
Visual meters
5 43 6O
New
Coating not done
Embeddingimpossible
Pour head blocked off
Visualinspection
Failure Mode and Effects Analysis
(Process FMECA)Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,Christine FMECA leader: Christine
Target date:Q2
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
S O DC
System
Component
Function
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
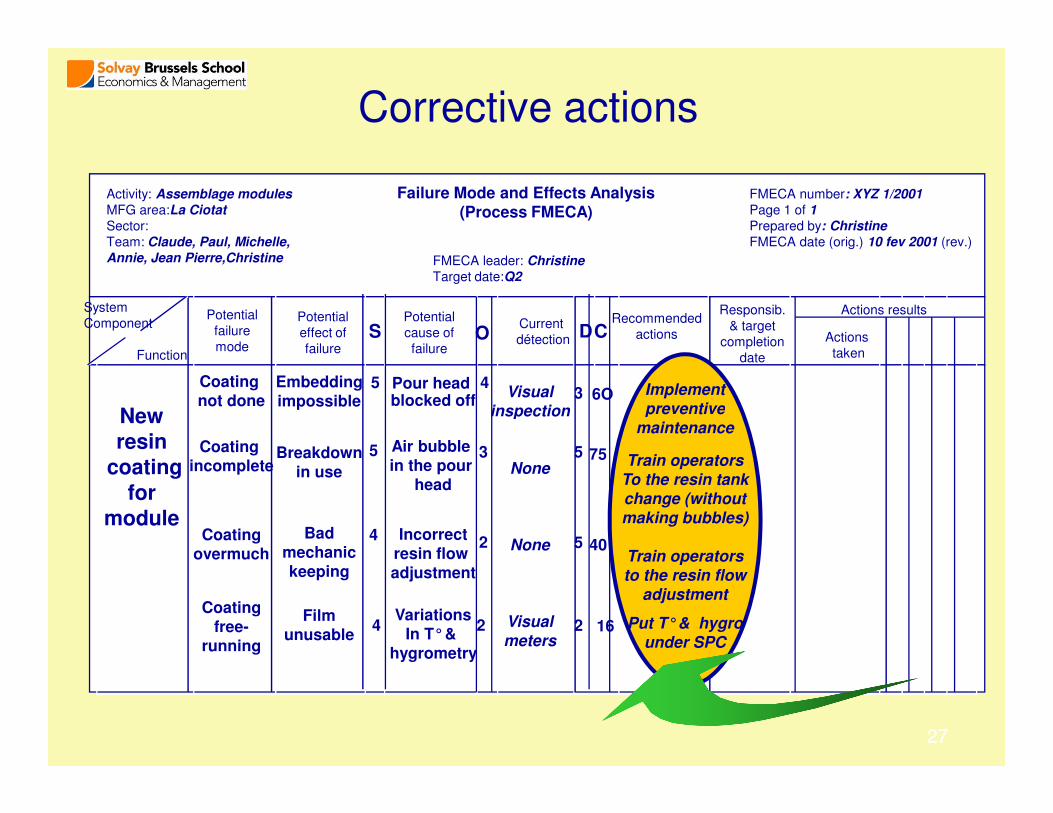
Implement preventive
Corrective actions
2727
5
4
4
3
2
2
5
5
2
75
40
16
New
resin
coating
for
module
not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
impossible
Breakdown in use
Bad mechanic keeping
Filmunusable
blocked off
Air bubble in the pour
head
Incorrectresin flow adjustment
VariationsIn T°&
hygrometry
inspection
None
None
Visual meters
preventivemaintenance
Train operatorsTo the resin tank change (without making bubbles)
Train operators to the resin flow
adjustment
Put T°& hygrounder SPC
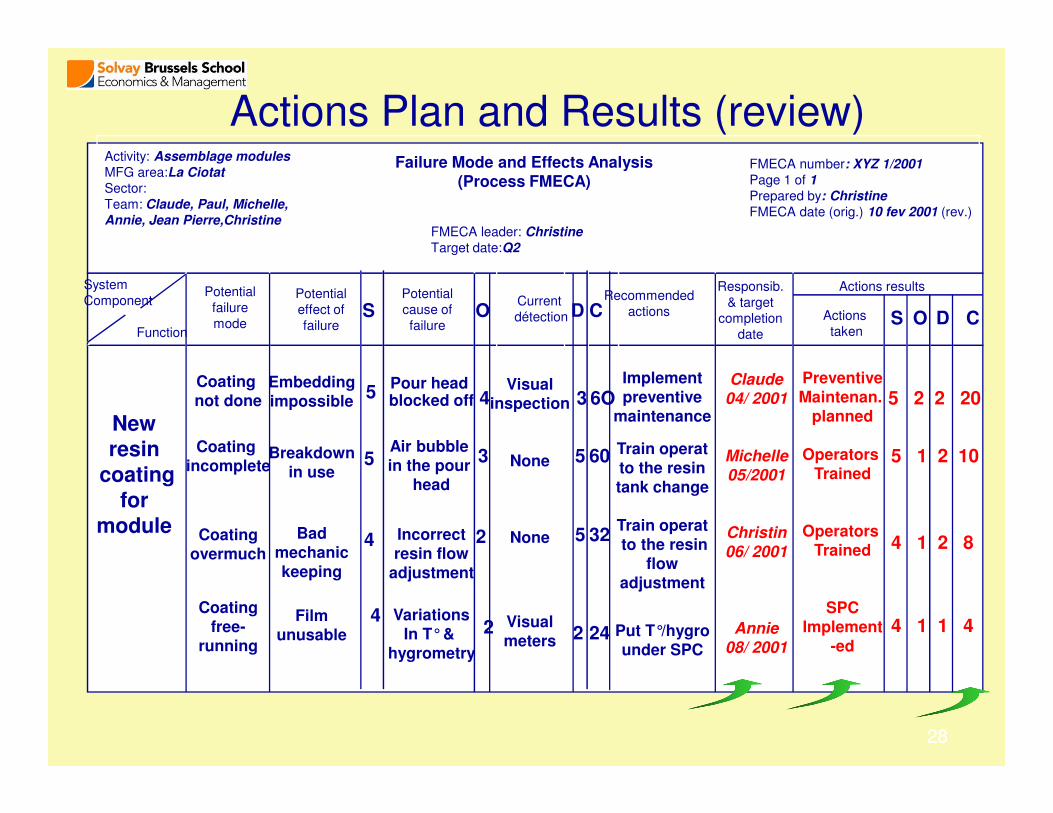
Actions Plan and Results (review)
Claude04/ 2001
PreventiveMaintenan.
planned5 2 2 205 4 3 6O
Coating not done
Embedding
impossiblePour head blocked off
Visualinspection
Implement preventive
maintenance
Failure Mode and Effects Analysis(Process FMECA)
Activity: Assemblage modules
MFG area:La Ciotat
Sector:
Team: Claude, Paul, Michelle,
Annie, Jean Pierre,ChristineFMECA leader: Christine
Target date:Q2
Potential
failure
mode
Potential
effect of
failure
Potential
cause of
failure
Current
détection
Recommended
actions
Responsib.
& target
completion
date
Actions results
Actions
taken
S SDO DOC C
System
Component
Function
FMECA number: XYZ 1/2001
Page 1 of 1
Prepared by: Christine
FMECA date (orig.) 10 fev 2001 (rev.)
2828
04/ 2001
Michelle05/2001
Christin06/ 2001
Annie08/ 2001
planned
Operators Trained
Operators Trained
SPCImplement
-ed
5 2 2 20
5 1 2 10
4 1 2 8
4 1 1 4
5
4
4
4
3
2
3
5
5
2
6O
60
32
242
New
resin
coating
for
module
not done
Coating incomplete
Coatingovermuch
Coatingfree-
running
impossible
Breakdown in use
Bad mechanic keeping
Filmunusable
blocked off
Air bubble in the pour
head
Incorrectresin flow
adjustment
VariationsIn T°&
hygrometry
inspection
None
None
Visual meters
maintenance
Train operatto the resin tank change
Train operatto the resin
flow adjustment
Put T°/hygrounder SPC
















![[TRANH THÊU CHỮ THẬP/TRANH THÊU …€¦ · [TRANH THÊU CHỮ THẬP/TRANH THÊU 3D][] [HOTLINE: 091 910 55 11] Page 8/10 H3D0228 Tên sản phẩm : H3D0228 Kích thước](https://static.fdocuments.net/doc/165x107/5f985c6d1c827b386422c4cc/tranh-thu-ch-thptranh-thu-tranh-thu-ch-thptranh-thu-3d.jpg)

