数字控制机床
47
数数数数数数 数数数数数数 实实实实 实实实实 CAI CAI
-
Upload
lorimer-sutherland -
Category
Documents
-
view
33 -
download
1
description
数字控制机床. 实验教学 CAI. 实验二 数控原理实验. 实验内容一 步进电机脉冲分配器软件设计. 实验目的:. 1 .理解步进电机的工作原理和控制方法;. 2 .掌握脉冲分配器的工作原理;. 3 .掌握应用计算机软件实现步进电机自动控制的方法;. 4 .掌握应用计算机软件实现步进电机自动升降速 控制的原理;. 5 .掌握逐点比较法进行直线、圆弧插补的软件设计方法. 实验原理:. (一)、步进电机的控制原理:. 步进电机是一种将电脉冲信号变换成机械角位移的执行装置,由于所用电源是脉冲电源,故也称为脉冲马达。. - PowerPoint PPT Presentation
Transcript of 数字控制机床

数字控制机床数字控制机床
实验教学实验教学 CAICAI

实验二 数控原理实验实验二 数控原理实验
实验内容一 实验内容一 步进电机脉冲分配器软件设计步进电机脉冲分配器软件设计

实验目的:实验目的: 11 .理解步进电机的工作原理和控制方法;.理解步进电机的工作原理和控制方法;22 .掌握脉冲分配器的工作原理;.掌握脉冲分配器的工作原理;33 .掌握应用计算机软件实现步进电机自动控制的方法;.掌握应用计算机软件实现步进电机自动控制的方法;
44 .掌握应用计算机软件实现步进电机自动升降速.掌握应用计算机软件实现步进电机自动升降速 控制的原理;控制的原理;
55 .掌握逐点比较法进行直线、圆弧插补的软件设计方法.掌握逐点比较法进行直线、圆弧插补的软件设计方法

实验原理:实验原理:
(一)、步进电机的控制原理:(一)、步进电机的控制原理:

步进电机是一种将电脉冲信号变换成机械角位移的执行装置,由于所用电源是脉冲电源,故也称为脉冲马达。

对步进电机每施加一个脉冲信号,它就转过一个确定的角度即步距角。步进电机的步距角与输入脉冲个数成正比,在时间上与输入脉冲同步。

因此只需控制输入脉冲的数量数量 、、 频率频率 及及 电机绕组通电相电机绕组通电相序序,便可获得所需的转角、转速及转向。

步进电机在运转过程中,需要使定子线步进电机在运转过程中,需要使定子线圈各相绕组按次序轮流通电,实现这一圈各相绕组按次序轮流通电,实现这一功能的电路即称为脉冲分配器。功能的电路即称为脉冲分配器。

脉冲分配器的作用是将数控装置送来的脉冲分配器的作用是将数控装置送来的一系列指令脉冲按一定的分配方式的顺一系列指令脉冲按一定的分配方式的顺序输入给步进电机的各项励磁绕组,实序输入给步进电机的各项励磁绕组,实现对步进电机的控制。现对步进电机的控制。

脉冲分配器可由集成电路的逻辑门、脉冲分配器可由集成电路的逻辑门、触发器等逻辑单元构成,也可以根据触发器等逻辑单元构成,也可以根据通电方式直接选用集成块脉冲分配器。通电方式直接选用集成块脉冲分配器。还可以用软件来实现。还可以用软件来实现。

本实验采用三相六拍工作方式,由软件脉冲分配器来实现对步进电机的控制。
微机利用其输入、输出端口或扩展口( I/O )来控制步进电机。

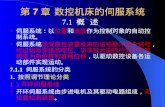
图 1- 为控制原理图。
X 向步进电机
Y 向步进电机
A
B
C
A
B
C
微 I/O 口
机
Xa
Xb
Xc
Ya
Yb
Yc
功率放大器

通过编程使微机向 I/O 口输出不同的数据,
控制步进电机各相绕组的通电和断电,
使步进电机完成所要求的动作。

设 X 向步进电机的 A 、 B 、 C 三相绕组分别由 I/O 的 D0 、 D1 、 D2 位控制, Y 向步进电机的 A 、 B 、 C 三相绕组分别由 I/O 的 D3 、D4 、 D5 位控制,
当任一位输出高电平时,相应的一相绕组通电, X 向或 Y 向电机的三相通电状态可以用I/O 口的输出数据控制,一种通电状态对应于一个输出数据。

我们把三相六拍控制方式的六种通电状态码按顺序经 I/O 口输出,就会使步进电机按三相六拍控制方式工作。

1. 1. 通电状态码和电机正反转的实现通电状态码和电机正反转的实现
三相六拍控制方式通电状态码如表所示。三相六拍控制方式通电状态码如表所示。

正转
反转
正转
反转
步进电机 D7 D6 D5 D4 D3 D2 D1 D0 十六进制数 通电状态
X 向
0 0 0 0 0 0 0 10 0 0 0 0 0 1 10 0 0 0 0 0 1 00 0 0 0 0 1 1 00 0 0 0 0 1 0 00 0 0 0 0 1 0 1
01H03H02H06H04H05H
AABBBCCCA
Y 向
0 0 0 0 1 0 0 00 0 0 1 1 0 0 00 0 0 1 0 0 0 00 0 1 1 0 0 0 00 0 1 0 0 0 0 00 0 1 0 1 0 0 0
08H18H10H30H20H28H
AABBBCCCA

状态码存放在微机的内存中状态码存放在微机的内存中
状态码按反向顺序输出时,步进电机则反转。状态码按反向顺序输出时,步进电机则反转。
状态码按正向顺序输出时,步进电机则正转;状态码按正向顺序输出时,步进电机则正转;

若需 X 向电机沿正向连续转动, I/O 口中应应 循环输出 6 个状态码,
01H 03H 02H 06H 04H 05H …… 。
在输出最后一个状态码 05H 之后

要修改状态地址码指针,即地址指针重新赋值。在内存中的代码表为:

ORG ××××H
00H00H 01H01H 03H03H 02H02H 06H06H 04H04H 05H05H 00H00H

00H 重新赋值标志在每输出一个状态码之前,先判断地址指针中的内容是否为 00H ,如果是 00H ,则地址指针重新赋值,将其地址中存放的状态码送到 I/O 口,然后地址指针加 1 ;重复上述过程,如此循环下去电机便可连续运转。

图图 2-22-2 是实现是实现 X X 相电机连续正转的程序框图相电机连续正转的程序框图。。


22 .步进电机转速的控制.步进电机转速的控制
改变输出状态码之间的时间间隔,改变输出状态码之间的时间间隔, 即可调整电机的转速。即可调整电机的转速。
间隔时间的定时,可用软件延时程间隔时间的定时,可用软件延时程序实现,也可由硬件定时器实现。序实现,也可由硬件定时器实现。

33 .进给控制字的设置.进给控制字的设置
进给控制字进给控制字 FCWFCW 用来控制步进电机的转用来控制步进电机的转动状态。动状态。 FCWFCW 在内存中占一个字节。在内存中占一个字节。

各位的意义如图所示:各位的意义如图所示:

1转动0- 停止
1正转0- 反转
1正转0- 反转
1转动0- 停止

44 .. 脉冲分配器软件子程序框图脉冲分配器软件子程序框图
脉冲分配器软件子程序框图如图脉冲分配器软件子程序框图如图 2.42.4 所示。所示。每调用一次脉冲分配器子程序,每调用一次脉冲分配器子程序, XX 向或向或YY 向电机就转过一个步距角。向电机就转过一个步距角。


实验二 数控原理实验实验二 数控原理实验
实验内容二实验内容二 步进电机的自动升降速控制原理步进电机的自动升降速控制原理

当步进电机工作在突跳频率以上时,在启动或停止时具有较大的加速度.会出现失步现象,即步进电机不能正确跟随指令脉冲。
为避免失步,要求步进电机在启动或停止时有一个逐渐升速或逐渐减速过程。

11 .自动升降速原理:.自动升降速原理:
步进电机自动升降速过程可以通过硬件步进电机自动升降速过程可以通过硬件电路实现,也可以通过微机由软件控制,电路实现,也可以通过微机由软件控制,

本实验是以软件通过孜变输出状态码之间的同隔时间来实现的,而间隔时间的定时是由软件延时子程序完成的。
即改变延时子程序中的时间常数 τ 就可以得到与之相应的转速。

如果能在步进电机运行中自动改变延时子程序中的时间常数.就可以不断玫变进给脉冲的周期,从而改变步进电机的运行速度.

即当不断自动减小时间常数,就可以达到升速目的:
不断自动增加时间常数,就可以达到降速目的;
当时间常数维持常数时,则电机恒速转动。

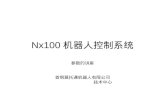
升降速控制中的速度曲线如图所示:升降速控制中的速度曲线如图所示:
tO
V
图 3. 1 速度曲线

根据上述原理编制步进电机自动升降速控制流程如图 3. 2 所示。


实验内容三实验内容三
逐点比较法直线插补原理 逐点比较法直线插补原理

根据加工直线或曲线确定出进给机根据加工直线或曲线确定出进给机构运动轨迹的过程叫做插补。构运动轨迹的过程叫做插补。
在直线或圆弧轮廓加工中.需要在直线或圆弧轮廓加工中.需要 XX向和向和 YY 向驱动电机同时转动,合成所需向驱动电机同时转动,合成所需要的轨迹。要的轨迹。

由于一个进给脉冲只能沿坐标轴由于一个进给脉冲只能沿坐标轴 (X(X 轴或轴或 YY轴轴 )) 进给一步,这个距离进给一步,这个距离 (( 步距步距 )) 称为脉冲当称为脉冲当量。量。
因此,进给机构的运动轨迹是一段一段沿坐际因此,进给机构的运动轨迹是一段一段沿坐际轴的直线段所组成,不能与所要求的理想直线轴的直线段所组成,不能与所要求的理想直线或其它曲线完全重合。或其它曲线完全重合。

进给机构每进给一步,计算新的坐标点和它与理想直线 ( 或曲线 ) 的偏差函数,根据偏差函数的正、负号来确定下一步是 X 向还是Y 向电机输出.使进给机构向减少偏差 ( 当流动坐标不在标准直线或圆弧时 ) 的方向进给。
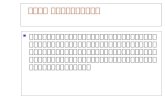
逐点比较法插补的基本原理

偏差判别偏差判别坐标进给坐标进给偏差计算偏差计算终点判别终点判别
逐点比较法直线、圆弧插补过程逐点比较法直线、圆弧插补过程分为四个阶段:分为四个阶段:

第一象限直线插补程序框图见图第一象限直线插补程序框图见图

第一象限逆圆弧插补程序框图如图第一象限逆圆弧插补程序框图如图 5.25.2