
3280 Hr Innovations
9
SIDERURGIA 129 JUN / JUL 2005 26 LAMINACION PANORAMA E l mercado es la fuerza de impulso de avances innova- dores en equipo y servicios para el laminado en caliente. Las metas clave de los productores de acero incluyen la fabricación de pro- ductos “cero defectos”, tolerancias más estrictas de dimensión, mejores perfil y planeza, buena formabilidad, aceros de más alta resistencia y las correspondientes reducciones de peso. Para alcanzar estos objetivos, es necesario un continuo desarrollo del equipo y el proceso. Tolerancias dimensionales más es- trictas pueden obtenerse solamente por medio de la reducción de las to- lerancias en el espesor de la línea de centro y el perfil de la tira por medio de la reducción tanto de la desviación promedial del valor objetivo, como de las desviaciones del valor promedio. Estas mejorías pueden obtenerse mediante el uso de equipo con mayo- res capacidades de control, un control más estricto del proceso (tanto del montaje como del control en línea) Tendencias Innovadoras en el Laminado en Caliente así como un mejor conocimiento de los respectivos procesos. Considerablemente mejor perfil de tira y planeza pueden alcanzarse a través de la instalación de los nuevos paquetes tecnológicos ofrecidos por V AI. Estos incluyen el nuevo contorno de rodillo SmartCrown, el sistema de flexionado y desplazamiento Bloque L, un modelo de deflexión del cañón de rodillos en línea, un diseño espe- cial de estantes del molino para aga- rre reducido, una estrategia optimiza- da de desplazamiento de los rodillos de trabajo, enfriamiento dinámico de los rodillos de trabajo, y un modelo de control de perfil y planeza altamente eficiente. Los objetivos clave de estos paquetes de soluciones son alcanzar un amplio rango de control, una fácil implementación de las características de control, un diseño flexible del pro- grama de pases, supresión de todos Theo Nijhuis, Alois Seilinger, Thomas Kierner, Gerlinde Djumlija, VOEST -ALPINE Industrieanlagenbau GmbH & Co (V AI) Varios avances innovadores de VAI en el campo de la tecnología de laminación en caliente con- tribuyen sustancialmente a mejores tolerancias dimensionales, planeza, perfil y propiedades mecáni- cas del producto de tira laminada. Estas soluciones son parte de un avanzado paquete tecnológico denominado Paquete de Tecnología SmartCrown, que incluye el contorno SmartCrown de rodillos de trabajo, el sistema de flexionado y desplazamiento Bloque L (estantes de molino), el sistema de flexionado Bloque C (estantes de molino), el Hot-PLANICIM ® Roll, para medir la planeza de la tira en caliente, enfriamiento dinámico de los rodillos de trabajo, estrategia optimizada de desplazamiento, estantes de molino de agarre reducido y un avanzado sistema de control de perfil y planeza. Este artículo describe estas soluciones, con ejemplos de aplicación en varias plantas acereras. Figura 1: Propiedades Mecánicas de Aceros Avanzados de Alta Resistencia E l o n g a c i ó n A [ % ] Aceros isotrópicos Aceros endurecidos al horno Aceros microaleados de alta resistencia Calidad de embutido profundo y embutido profundo especial Aceros IF e IF de alta re sistencia Aceros aleados con fósfo ro Aceros de doble fase Aceros TRIP Aceros Multifase *Aceros de fase martensitica BTR, TMS, USIBOR
-
Upload
anonymous-v6nxz0 -
Category
Documents
-
view
220 -
download
0
Transcript of 3280 Hr Innovations

8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 1/9
SIDERURGIA 129 JUN / JUL 200526
LAMINACION
PANORAMA
E l mercado es la fuerza deimpulso de avances innova-dores en equipo y servicios
para el laminado en caliente. Lasmetas clave de los productores deacero incluyen la fabricación de pro-ductos “cero defectos”, toleranciasmás estrictas de dimensión, mejoresperl y planeza, buena formabilidad,aceros de más alta resistencia y lascorrespondientes reducciones depeso. Para alcanzar estos objetivos,es necesario un continuo desarrollodel equipo y el proceso.
Tolerancias dimensionales más es-trictas pueden obtenerse solamentepor medio de la reducción de las to-lerancias en el espesor de la línea decentro y el perl de la tira por mediode la reducción tanto de la desviaciónpromedial del valor objetivo, como delas desviaciones del valor promedio.Estas mejorías pueden obtenersemediante el uso de equipo con mayo-res capacidades de control, un controlmás estricto del proceso (tanto delmontaje como del control en línea)
Tendencias Innovadoras en
el Laminado en Caliente
así como un mejor conocimiento delos respectivos procesos.
Considerablemente mejor perl detira y planeza pueden alcanzarse através de la instalación de los nuevospaquetes tecnológicos ofrecidos porVAI. Estos incluyen el nuevo contornode rodillo SmartCrown, el sistema deexionado y desplazamiento BloqueL, un modelo de deexión del cañónde rodillos en línea, un diseño espe-
cial de estantes del molino para aga-rre reducido, una estrategia optimiza-da de desplazamiento de los rodillosde trabajo, enfriamiento dinámico delos rodillos de trabajo, y un modelo decontrol de perl y planeza altamenteeciente. Los objetivos clave de estospaquetes de soluciones son alcanzarun amplio rango de control, una fácilimplementación de las característicasde control, un diseño exible del pro-grama de pases, supresión de todos
Theo Nijhuis, Alois Seilinger, Thomas Kierner, Gerlinde Djumlija,VOEST-ALPINE Industrieanlagenbau GmbH & Co (VAI)
Varios avances innovadores de VAI en el campo de la tecnología de laminación en caliente con-tribuyen sustancialmente a mejores tolerancias dimensionales, planeza, perl y propiedades mecáni-cas del producto de tira laminada. Estas soluciones son parte de un avanzado paquete tecnológicodenominado Paquete de Tecnología SmartCrown, que incluye el contorno SmartCrown de rodillosde trabajo, el sistema de exionado y desplazamiento Bloque L (estantes de molino), el sistema deexionado Bloque C (estantes de molino), el Hot-PLANICIM ® Roll, para medir la planeza de la tira encaliente, enfriamiento dinámico de los rodillos de trabajo, estrategia optimizada de desplazamiento,
estantes de molino de agarre reducido y un avanzado sistema de control de perl y planeza. Esteartículo describe estas soluciones, con ejemplos de aplicación en varias plantas acereras.
Figura 1: Propiedades Mecánicas de Aceros Avanzados de Alta Resistencia
E l o n g a c i ó n A
[ % ]
Aceros
isotrópicos
Acerosendurecidos
al horno Aceros microaleadosde alta resistencia
Calidad de embutido profundo y embutido profundo especial
Aceros IF e IF de alta resistencia
Aceros aleados con fósforo
Aceros de doble fase Aceros TRIP
Aceros Multifase*Aceros de fase martensiticaBTR, TMS, USIBOR

8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 2/9
SIDERURGIA 129 JUN / JUL 2005 27
los tipos de ondulaciones de centro,además de una sola recticación decilindros por estante del molino.
El mercado de productos laminadosno sólo demanda tolerancias dimen-sionales mejoradas, sino también eldesarrollo de nuevos grados de acero
de alta resistencia con propiedades deformabilidad excelentes . La Figura 1ilustra las propiedades mecánicas devarios aceros avanzados de alta re-sistencia, la producción de los cualesrequiere un estricto control de la com-posición química y de la temperaturaen tiempo real durante el proceso delaminado. Las mejoras de innovaciónen el equipo de enfriamiento son porello un asunto primordial en la lami-nación en caliente, y deben enfocar
diversos aspectos tales como altas ta-sas de enfriamiento —como se aplicaen el enfriamiento de placa— ademásde tolerancias estrictas en las desvia-ciones de temperatura a todo lo largoy ancho de la tira.
Además de estos paquetes, VAI hadiseñado una solución para el exio-
nado positivo y negativo de molinosde tira en caliente, una solución quefue exitosamente implementada en elmolino de tira en caliente de la plantasiderúrgica Fos-sur-Mer de Arcelor, en Francia.
Otros avances en desarrollo incluyen
sistemas de medición de planezapara la medición continua tanto de laforma inter-estantes como de la formade la tira tal como ésta deja el trende acabado. Esto se basa en el bienconocido sistema de medición deplaneza Hot-PLANICIM ® Roll, el cualha sido modicado para su aplicaciónen el ambiente del molino de tira encaliente. Las primeras pruebas coneste nuevo rodillo fueron realizadasen la planta de colada y laminado
de tira de Terni en Italia, donde loapropiado de este sistema para unaexacta medición del calibre de la tiraen caliente se conrmó plenamente.
Aspectos de Diseño del Molino
En el diseño de un molino moderno,los costos de inversión de los compo-
nentes, la conabilidad y los tiemposde entrega son factores clave. VAI haintroducido nuevos métodos de desa-rrollo con el n de identicar la mejorsolución para los requerimientosespecícos del cliente. La aplicaciónde técnicas de diseño paramétricoreduce el número requerido de horas
de ingeniería, costos de inversióny tiempos de entrega. Una lista deparámetros especica la informaciónmás importante de los componentes.Partes standard, tales como tornillosy cojinetes, pueden ser elegidos delas tablas relevantes de estas listas.Los parámetros son trasladados almodelo geométrico, el cual producelos dibujos del diseño.
Pruebas especiales del material se
llevaron a cabo para obtener informa-ción precisa sobre las propiedadesde fatiga del mismo, tomando enconsideración la historia de su ma-nufactura y las condiciones de límitesoperacionales del componente. Unmejor conocimiento de los límitesdel material lleva a mejoras en eldiseño. El sobredimensionado de
Anchura de Tira: 1275 mm
3er. Orden & WRB
Figura 2: Comparación de Desempeño entre el SmartCrown y Contornos de Rodillo de Tercer Orden

8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 3/9
8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 4/9
8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 5/9
SIDERURGIA 129 JUN / JUL 200530
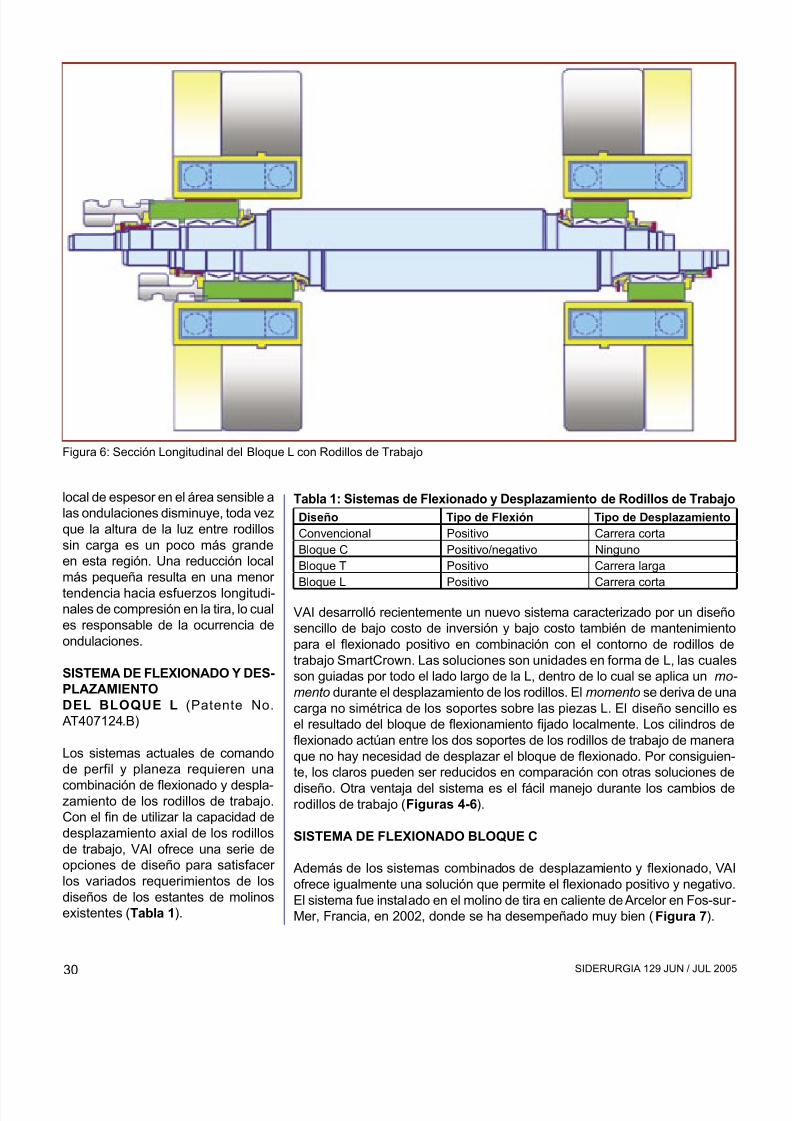
local de espesor en el área sensible alas ondulaciones disminuye, toda vezque la altura de la luz entre rodillossin carga es un poco más grandeen esta región. Una reducción localmás pequeña resulta en una menortendencia hacia esfuerzos longitudi-nales de compresión en la tira, lo cuales responsable de la ocurrencia deondulaciones.
SISTEMA DE FLEXIONADO Y DES-PLAZAMIENTODEL BLOQUE L (Patente No.
AT407124.B)
Los sistemas actuales de comandode perfil y planeza requieren una
combinación de exionado y despla-zamiento de los rodillos de trabajo.Con el n de utilizar la capacidad dedesplazamiento axial de los rodillosde trabajo, VAI ofrece una serie deopciones de diseño para satisfacerlos variados requerimientos de losdiseños de los estantes de molinosexistentes ( Tabla 1 ).
Tabla 1: Sistemas de Flexionado y Desplazamiento de Rodillos de TrabajoDiseño Tipo de Flexión Tipo de DesplazamientoConvencional Positivo Carrera cortaBloque C Positivo/negativo NingunoBloque T Positivo Carrera largaBloque L Positivo Carrera corta
VAI desarrolló recientemente un nuevo sistema caracterizado por un diseñosencillo de bajo costo de inversión y bajo costo también de mantenimientopara el exionado positivo en combinación con el contorno de rodillos detrabajo SmartCrown. Las soluciones son unidades en forma de L, las cualesson guiadas por todo el lado largo de la L, dentro de lo cual se aplica un mo-mento durante el desplazamiento de los rodillos. El momento se deriva de unacarga no simétrica de los soportes sobre las piezas L. El diseño sencillo esel resultado del bloque de exionamiento jado localmente. Los cilindros deexionado actúan entre los dos soportes de los rodillos de trabajo de maneraque no hay necesidad de desplazar el bloque de exionado. Por consiguien-te, los claros pueden ser reducidos en comparación con otras soluciones dediseño. Otra ventaja del sistema es el fácil manejo durante los cambios derodillos de trabajo ( Figuras 4-6 ).
SISTEMA DE FLEXIONADO BLOQUE C
Además de los sistemas combinados de desplazamiento y exionado, VAIofrece igualmente una solución que permite el exionado positivo y negativo.El sistema fue instalado en el molino de tira en caliente de Arcelor en Fos-sur-Mer, Francia, en 2002, donde se ha desempeñado muy bien ( Figura 7 ).
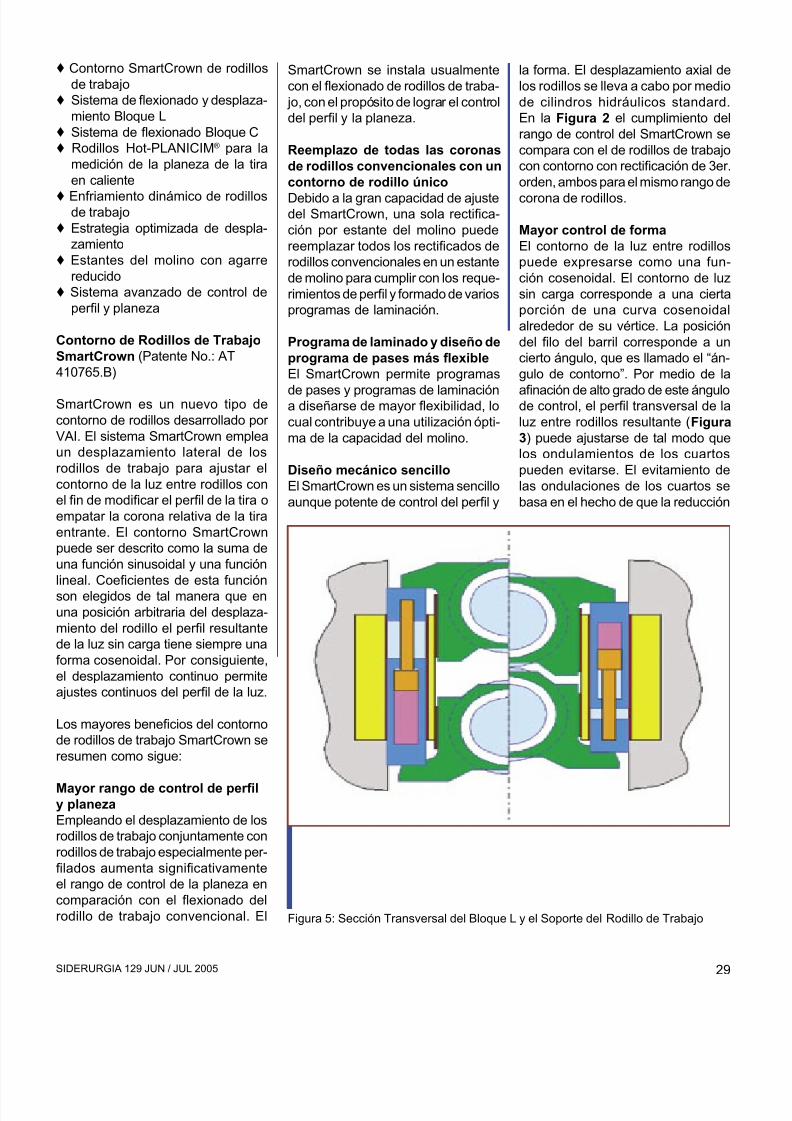
Figura 6: Sección Longitudinal del Bloque L con Rodillos de Trabajo

8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 6/9

8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 7/9
SIDERURGIA 129 JUN / JUL 200532
Resultados
Los resultados de las primeras corridasconrman lo adecuado del diseño:t Validación del sistema de enfria-
miento: la temperatura del rodillopuede ser mantenida fácilmentedebajo de 100 ºC con una tasa
aceptable de ujo de enfriamiento(150 a 300 l/min.).
t Validación del diseño del rodillo:todo el equipo es capaz de resistirel ambiente del molino de tira encaliente.
t El rodillo mide la distribución de latensión de la tira relativa a la cargaaplicada durante el contacto con latira.
ENFRIAMIENTO DINAMICO DE
RODILLOS DE TRABAJO Además de otros objetivos, la soluciónde VAI para el enfriamiento de losrodillos de trabajo en molinos de tiraen caliente se enfoca en el mejora-miento de la calidad de la tira a travésde un mayor control de la forma. Elajuste de tasas especícas de ujoen toda la longitud del barril, con lacombinación apropiada de cabezalesde enfriamiento, permite la expansióntérmica de los rodillos de trabajo ycontrolar con precisión el perfil dela luz entre rodillos con carga. Trescabezales por rodillo y por lado sonempleados normalmente; uno paraenfriamiento básico en combinacióncon dos cabezales adicionales para elrodillo de trabajo. Por medio del usode tasas dinámicas de ujo en cadacabezal, es posible ampliar el rango deajuste del sistema de desplazamientoy exionado de los rodillos de trabajo.Si la corona térmica excede un ciertolímite, el exionado del rodillo de tra-bajo podría no tener la capacidad decompensar la expansión, y podríanocurrir defectos de perl o planeza. Elenfriamiento dinámico de los rodillosde trabajo asegura que las fuerzas deexionado puedan permanecer dentrode cierto rango, y que el perl objetivode la tira pueda alcanzarse siempre.
ESTRATEGIA OPTIMIZADA DEDESPLAZAMIENTO
La aplicación de una estrategia op-timizada de desplazamiento de los
rodillos de trabajo tiene el objetivo desatisfacer el cumplimiento requeridode perl y planeza al tiempo de mini-mizar el desgaste de rodillos, y conello, extender las campañas de lami-nado. Las siguientes metas fueronconsideradas durante el desarrollo dela estrategia de desplazamiento:t Mejoramiento del contorno de la
tira mediante la reducción de pun-tos altos.
t Ampliación de los programas delaminado
t Incremento en la productividad delmolino
t Disminución del desgaste de losrodillos
t Laminado libre de programa
Esos objetivos pueden alcanzarsemediante el precálculo de las po-siciones de desplazamiento de losrodillos de trabajo para minimizar lasanomalías en el contorno para todaslas tiras. Esto se realiza mediante
la optimización matemática de unprograma completo de laminado conla consideración del desgaste y lacorona térmica. Comparaciones dela estrategia optimizada de despla-zamiento fueron preparadas para unprograma de laminado con anchurasiguales de tira, para un programa delaminación con una distribución de
anchura de tira totalmente libre, ypara un programa de laminado deformas de ataúd. Después de lami-nar siempre las mismas 120 tiras,pero en diferentes secuencias, la
máxima diferencia de desgaste enla longitud del barril pudo reducirsede 60 µm para el laminado sin des-plazamiento, a alrededor de 40 µmpara el desplazamiento cíclico, y a 20µm con desplazamiento optimizadopara tiras de la misma anchura. Paraun programa de formas de ataúd esposible reducir el desgaste de rodillosdespués de 120 tiras, de 50 µm sindesplazamiento a 30 µm con des-plazamiento cíclico, y a 10 µm condesplazamiento optimizado.
Para encontrar las posiciones ópti-mas de desplazamiento, se utilizanfunciones objetivo. Una evaluación dela calidad de contornos de rodillos detrabajo causada por desgaste y coronatérmica se efectúa en la zona de con-tacto de la tira por medio de funcionesde calidad en cada pase del progra-ma de laminación. Las restriccionesutilizadas son la máxima posición dedesplazamiento del rodillo de trabajo y
la máxima distancia de desplazamientoentre dos pases consecutivos.
DISEÑO DEL BASTIDOR DEL MOLINO CON AGARRE REDUCID(patente pendiente)
Debido al agarre del bastidor del es-tante del molino durante el laminado,
Figura 8: Versión más reciente del Hot-PLANICIM ® Roll
8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 8/9
SIDERURGIA 129 JUN / JUL 2005 33
deben considerarse los claros entre elbastidor y los soportes. Debido a losclaros requeridos, el cruce de rodillospuede ocurrir, lo cual puede inuenciarel contorno de la luz entre rodillos. Parareducir la posibilidad de cruce de rodi-llos, los claros, y por ello el agarre delbastidor del estante del molino, debenreducirse. Por consiguiente, se llevarona cabo fases de optimización para redu-cir el estirado y estricción del bastidor.Pudo alcanzarse una reducción dealrededor del 60% de la estricción encomparación con los diseños conven-cionales de estantes de molino.
APLICACIONES INDUSTRIALES
Varios de los paquetes tecnológicosdescritos arriba, especialmente losmodelos de control, están siendo ac-tualmente instalados en el molino detira en caliente de voestalpine Stahl ,de Linz, Austria. El claro objetivo aquíes mejorar el cumplimiento del perl yplaneza de la tira laminada mediante
el reemplazo del sistema existente decontrol, que permanecía desde antesde 1995. El núcleo del nuevo sistemaes un modelo en línea de deexión delcañón de rodillo de elementos nitosen 3D de alta precisión desarrolladopor VAI, el cual es capaz de ejecutarcálculos en 50 milisegundos. Ademásde una mayor precisión de perl yplaneza, el nuevo sistema de controlprovee ventajas adicionales talescomo una más elevada exibilidaden la utilización de los comandos deperl y planeza del molino, resultadosmejorados de planeza inter-estantesy menores cambios de forma de tirapor estante para el logro de condicio-nes de laminado más seguras.
Con el n de demostrar el diseñoconable del Bloque L y vericar lasmejoras posibles, se simularon laspeores situaciones de carga en unaprueba de largo plazo fuera de línea.Fuerzas de exión hasta de 640 kNfueron aplicadas. Durante la prueba,
se simularon 52,000 golpes de puntasde cola. El bloque fue desmanteladoy vericado posteriormente. El bloquese encontró en muy buenas condicio-nes, el desgaste fue prácticamenteinsignicante, y el diseño probó asíestar listo para su aplicación en unmolino de tira en caliente.
El estante de molino de agarre re-ducido se encuentra en uso en elmolino tándem de laminado en fríode Bethlehem Steel , en EstadosUnidos de América, y será usadopara alcanzar el mismo tipo de me-
joras en un molino de tira en caliente.El modelo de deexión del cañón derodillo en línea se encuentra ya enuso en el molino de tira en calientede Ispat Annaba en Argelia, en elmolino de placa de voestalpineGrobblech en Linz, Austria, y enla línea EUROSTRIP ® en TKN enKrefeld, Alemania. El sistema deenfriamiento dinámico de rodillos detrabajo se encuentra en operación en
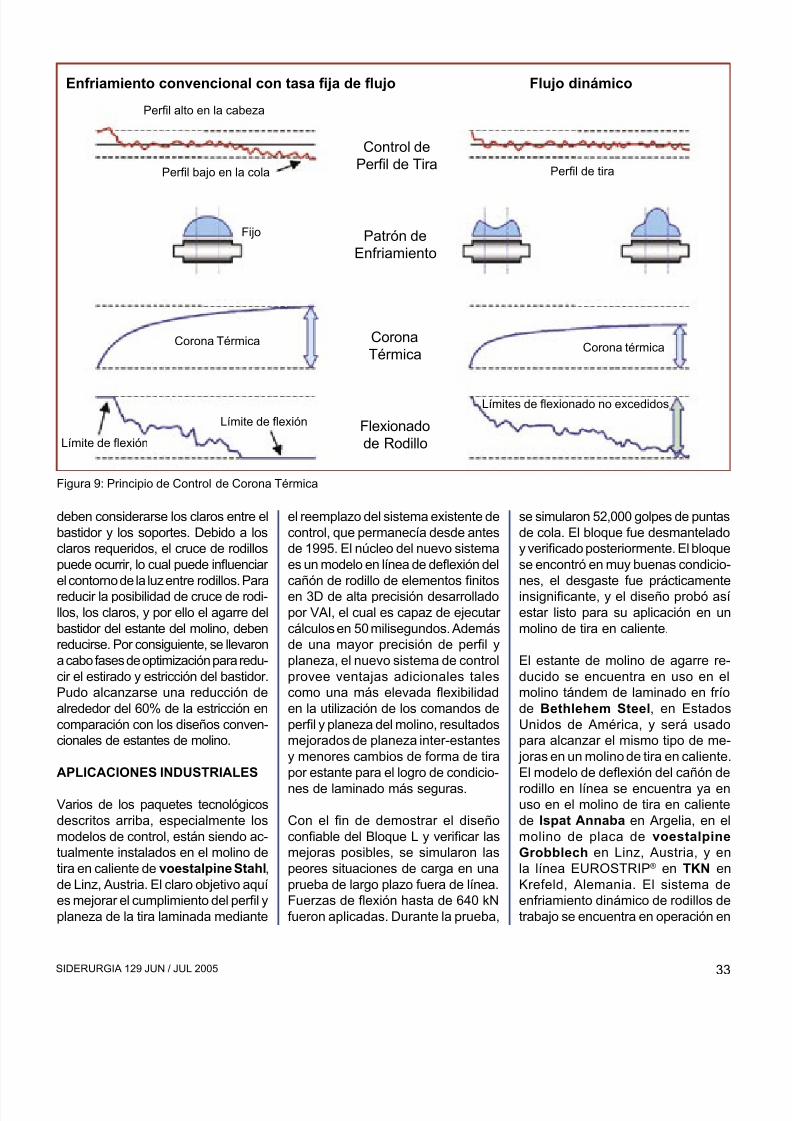
Enfriamiento convencional con tasa ja de ujo
Perl alto en la cabeza
Perl bajo en la cola
Fijo
Corona térmica
Límite de exión
Límite de exión
Control dePerl de Tira
Patrón deEnfriamiento
CoronaTérmica
Flexionadode Rodillo
Flujo dinámico
Perl de tira
Límites de exionado no excedidos
Figura 9: Principio de Control de Corona Térmica
Corona Térmica

8/19/2019 3280 Hr Innovations
http://slidepdf.com/reader/full/3280-hr-innovations 9/9
SIDERURGIA 129 JUN / JUL 200534
el molino de tira en caliente de TIS-CO y en el molino Steckel de JISCO ,ambos en China.
Al momento de escribir este artí-culo (abril de 2005) el contorno derodillos SmartCrown ya había sidoinstalado y se encontraba operandoexitosamente en un molino de lami-nación en frío de aluminio ( AMAG—Molino de Acabado Brillante No.3, Austria/2001), en molinos delaminado en frío ( Wuhan—moli-no tándem de laminado en frío,China/2003, Tangshan— molinoreversible de laminado en frío,China/2004, Tangshan— molinotándem de 6 rodillos de laminadoen frío, China/2005), en molinosSteckel (productor sueco de aceropara herramientas/2004, Jiuquan —China/2004) así como en un molinode tira en caliente ( ZhangjiagangHongchang—SHAGANG—Chi-na/2005).
Otras órdenes han sido recibidaspara instalación del contorno de rodi-llos SmartCrown de Formosa HeavyInd. (molino reversible de laminadoen frío/China) y el Maksi Group AST(Minimill/Rusia).
RECONOCIMIENTO
VAI agradece al “Austrian Fors-chungsförderungsfond”, el cual fon-deó parcialmente estos desarrollos.
CONTACT
VOEST-ALPINE IndustrieanlagenbauGmbH & Co (VAI) Turmstrasse 44
A-4031 Linz AustriaTel. : +43 70 6592 5390Fax : +43 70 6980 4773E-mail : [email protected]
Figura 10: Resultados de la Estrategia Optimizada de Desplazamiento Para un Programa de Laminado de Formas de Ataúd
Anchura de tira
Número de tiras
Contorno nal de luz entre rodillos sin carga
D e s g a s t e
[ µ m
]
A n c
h u r a
d e
t i r a [ m m
]
Posición del rodllo de trabajo
P o s i c i ó n d e l r o d l l o d e t r a b a j o [ m m ]
Número de tiras
Máxima diferencia de desgaste sobre anchura de tira
M a x .
d i f e r e n c i a
[ µ m
]
Número de tiras
Figura 11: Optimización por ElementosFinitos del Bastidor de Estante de Molino
Distancia desde el lo del barril del rodillo [mm]
Sin desplazamiento Desplazamiento cíclico Desplazamiento optimizado


















