2.1. Plasma treatment of plant fibers
32
Chapter -2 Literature Review School of Chemistry 19 The surfaces of plant fibers can be modified by conventional/chemical treatments and environment friendly methods for better binding between fibers and matrix for a wide range of applications. Chemical treatments include mercerization, acetylation, peroxide, benzoylation, coupling agents and polymer grafting. Environment friendly methods include treating fibers with plasma, enzyme, fungi and coating with nanocellulose. This chapter consists of review of literature regarding biological methods for natural fibers surface modification and their further applications in different fields. 2.1. Plasma treatment of plant fibers There are different types of plasma sources available to treat fibers or textile material with plasma (Schutze et al., 1998). Low-pressure plasma treatment is used to modify the surface of plant fibers by generating plasma discharge at atmospheric or under vacuum conditions (Kalia et al., 2009). A major advantage of employing low-pressure plasma treatment is that such plasma can be generated at low power output, i.e. 60– 100 W. By using smaller output, it is possible to minimize the thermal damage caused by the plasma treatment on the plant fibers, thereby preserving the properties of plant fibers (Yuan et al., 2004). Other advantages include uniform glow, low breakdown voltages, high concentration of reactive species and generation of non-thermal plasma. But being a batch process, low-pressure plasma does not meet the requirements of continuous processing of textiles. Moreover, it requires sustaining the vacuum leading to limitations on machine productivity. This limitation leads to the development of the atmospheric pressure plasma technology to fulfill the need of the textile industry (Samanta et al., 2006). Jeong et al. (1998) have developed the APPJ for etching materials at atmospheric pressures and between 100 and 275 ⁰C. This is different from thermal torches, arcs (>10,000 ⁰C), corona (>500 ⁰C), etc. because it produces uniform plasma at low temperature that may be used for materials processing on relatively large substrates. Wolter et al. (2009) have used the APPJ for the treatment of temperature-sensitive materials with melting points below 150 ⁰C. Their work was focused on the formation of HMDSO-based coating on polymethyl methacrylate (PMMA) substrates using APPJ with a maximum substrate temperature measured to be around 55 ⁰C. The influence of AGD plasma treatment on the
Transcript of 2.1. Plasma treatment of plant fibers

Chapter -2 Literature Review
School of Chemistry 19
The surfaces of plant fibers can be modified by conventional/chemical treatments and
environment friendly methods for better binding between fibers and matrix for a wide
range of applications. Chemical treatments include mercerization, acetylation,
peroxide, benzoylation, coupling agents and polymer grafting. Environment friendly
methods include treating fibers with plasma, enzyme, fungi and coating with
nanocellulose. This chapter consists of review of literature regarding biological
methods for natural fibers surface modification and their further applications in
different fields.
2.1. Plasma treatment of plant fibers
There are different types of plasma sources available to treat fibers or textile material
with plasma (Schutze et al., 1998). Low-pressure plasma treatment is used to modify
the surface of plant fibers by generating plasma discharge at atmospheric or under
vacuum conditions (Kalia et al., 2009). A major advantage of employing low-pressure
plasma treatment is that such plasma can be generated at low power output, i.e. 60–
100 W. By using smaller output, it is possible to minimize the thermal damage caused
by the plasma treatment on the plant fibers, thereby preserving the properties of plant
fibers (Yuan et al., 2004). Other advantages include uniform glow, low breakdown
voltages, high concentration of reactive species and generation of non-thermal
plasma. But being a batch process, low-pressure plasma does not meet the
requirements of continuous processing of textiles. Moreover, it requires sustaining the
vacuum leading to limitations on machine productivity. This limitation leads to the
development of the atmospheric pressure plasma technology to fulfill the need of the
textile industry (Samanta et al., 2006). Jeong et al. (1998) have developed the APPJ
for etching materials at atmospheric pressures and between 100 and 275 ⁰C. This is
different from thermal torches, arcs (>10,000 ⁰C), corona (>500 ⁰C), etc. because it
produces uniform plasma at low temperature that may be used for materials
processing on relatively large substrates. Wolter et al. (2009) have used the APPJ for
the treatment of temperature-sensitive materials with melting points below 150 ⁰C.
Their work was focused on the formation of HMDSO-based coating on polymethyl
methacrylate (PMMA) substrates using APPJ with a maximum substrate temperature
measured to be around 55 ⁰C. The influence of AGD plasma treatment on the

Chapter -2 Literature Review
School of Chemistry 20
morphology, wettability, and fine structure of jute fibers and its impact on the
interfacial adhesion of jute fibers/unsaturated polyester have been investigated (Kim
et al., 2008). Plasma treatment also results in rough surface morphology and
degradation of fiber due to an etching mechanism and the development of
hydrophobicity in fibers. However, among all treated fiber composites, the flexural
strength of composites prepared with fibers treated for 10 min only showed an
improved mechanical strength of approximately 14% in comparison to raw fiber
composites (Sinha and Panigrahi, 2009).
2.2. Pretreatment with bacterial nanocellulose
This method involves the addition of new material onto the surface of plant fibers.
This type of modification involves the deposition of nanosized cellulosic materials
onto the surface of plant fibers to enhance the interfacial adhesion between the fiber
and the matrix (Lee et al., 2011). By culturing cellulose-producing bacteria such as A.
xylinum in the presence of plant fibers in an appropriate culture medium, bacterial
cellulose is preferentially deposited in situ onto the surface of plant fibers. The
introduction of bacterial cellulose onto plant fibers provides new means of controlling
the interaction between plant fibers and polymer matrices. Coating of plant fibers with
bacterial cellulose not only facilitates good distribution of bacterial cellulose within
the matrix, but also results in an improved interfacial adhesion between fibers and the
matrix. This enhances the interaction between plant fibers and the polymer matrix
through mechanical interlocking.
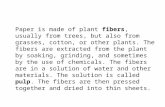
Figure 2.1. Photos of sisal fibers: (a) before and (b) after 2 days of bacterial
treatment. (c) SEM micrograph of sisal fiber surface after culture in fermentor,
showing that the sisal surface is partially covered by bacterial cellulose.
Reprinted from (Pommet et al., 2008), with permission from American Chemical
Society.

Chapter -2 Literature Review
School of Chemistry 21
Figure 2.1 displays how bacterial cellulose-coated plant fibers introduced
nanocellulose at the interface between the fibers and the matrix, leading to increased
stiffness of the matrix around the plant fibers (Juntaro et al., 2007; Juntaro et al.,
2008; Pommet et al., 2008). Sisal fibers were successfully modified by culturing
cellulose producing bacteria in the presence of fibers in an appropriate culture
medium (Pommet et al., 2008). Many researchers have worked on the optimization of
the conditions that are necessary for the proper cultivation of bacterial cellulose.
Many researchers (Panesar et al., 2009; Embuscado et al, 1994; Pourramezan et al.,
2009; Masaoka et al., 1993; Neelobon et al., 2007; Keshk and Sameshima, 2005)
have optimized the carbon sources, nitrogen sources, pH, temperature and incubation
time for the maximum microbial cellulose yield production. Panesar et al. (2009)
have concluded that among the carbon sources (sucrose, fructose, D-galactose, D-
glucose, lactose, mannitol and ethanol) mannitol and glucose are the best carbon
sources while among the nitrogen sources (ammonium sulphate, ammonium nitrate,
riboflavin, glycine, peptone, sodium nitrate and methionine), methionine and peptone
are found to be the best sources for the maximum production of the cellulose by
Acetobacter aceti at pH 6.5–7.0 and 28 ⁰C temperature conditions. While Embuscado
et al. (1994) optimized the conditions for A. xylinum, i.e. fructose is best carbon
source at pH 4.5 and temperature 30 ⁰C. Pourramezan et al. (2009) have found
sucrose as best carbon source at pH 7 and 30 ⁰C conditions for the Acetobacter sp. by
which production reaches up to 11.98 g/LBC. Panesar et al. (2012) have optimized
the various process parameters for the production of cellulose by A. aceti (MTCC
2623). Response surface methodology (RSM) was applied to optimize the process
parameters during production. RSM is a collection of statistical techniques for
experiments designing, building models, evaluation of factor and finding of the
optimum conditions for desirable results. RSM can identify and quantify the various
interactions among different parameters and it has been applied for optimization of
medium and process conditions in bioprocesses (Bogar et al., 2003; Panesar, 2008).
Maximum cellulose production (1.73 g/L) and sugar utilization (99.8 %) was obtained
at 2.25 % (w/v) glucose concentration, 1.16 % (w/v) sodium nitrate concentration,
27.5 ⁰C temperature, 159 h of incubation time and 7.0 pH (Figure 2.2). Figure 2.2a
shows that the increase in pH and incubation time resulted to an increase in cellulose
production. Minimum cellulose production was observed at lower pH and shorter

Chapter -2 Literature Review
School of Chemistry 22
incubation time, however longer incubation time and higher pH increases the
cellulose production. This indicates that alkaline pH is favorable for cellulose
production because of minimum conversion of glucose to gluconic acid (Masaoka et
al., 1993). Cellulose production also increased with longer incubation time but
decreased after 168 h because of the attainment of stationary phase by bacteria
beyond this time period. With increase in glucose and sodium nitrate, there was
increase in cellulose production (Figure 2.2b). However, excess sugar in fermentation
media reduced the cellulose yield because of conversion of excess of glucose into
gluconic acid (Vandamme et al., 1998).
Figure 2.2. Effect of: (a) incubation time and pH on cellulose production and (b)
glucose concentration and sodium nitrate concentration on cellulose production.
Reprinted from (Panesar et al., 2012), with permission from Elsevier.
Tantratian et al. (2005) have studied the effect of dissolved oxygen on cellulose
production by Acetobacter sp. and concluded that at high rotation speed, the dissolved
oxygen in the medium also increased which ultimately increased the gluconic acid
content and reduced the BC production. The addition of carboxymethyl cellulose to
the culture medium decreased the oxygen content resulting to reduced BC yield. So
this indicated that there was an optimum amount of oxygen, that when dissolved in
the culture medium would produce the higher cellulose yield. Gelin et al. (2007) have
characterized the water in the bacterial cellulose (A. xylinum) using dielectric
microscopy and electron microscopy. Freeze fracture transmission electron
microscopic indicated that the bulk-like water is not forming a continuous phase
throughout the gel rather it limited to the „„lakes‟‟. Water desorption isotherms

Chapter -2 Literature Review
School of Chemistry 23
suggest that these „„lakes‟‟ decrease in size with increasing oxygen concentration used
during the biosynthesis process of the gels. So, the optimization of oxygen content is
also an important aspect in the biosynthesis of bacterial cellulose. Figure 2.3 shows
the arrangement of microfibrils in ribbons that supports the „„lake‟‟ assumption. The
microfibrils are clearly woven together in a network that leaves some open space
where water may likely exist in bulk phase.
Figure 2.3. Freeze fracture TEM images of disintegrated BC20. Reprinted from
(Gelin et al., 2007), with permission from Elsevier.
2.3. Pretreatment with bacterial cellulase
Biodegradation of cellulose to glucose is the principal reaction in any application
involving the treatment of plant fibers with bacterial cellulase, e.g. wood fiber
modification, biomass conversion or even textile biopolishing. Depending on the
process objective, the extent of cellulase degradation and the properties of the
resulting products can be controlled by adjusting the treatment parameters such as
treatment time, enzyme loading and the composition of cellulase mixture (Table 2.1)
(Esteghlalian et al., 2002). Park et al. (2006) reported the change in surface and pore
structure as a result of enzymatic hydrolysis and characterized these changes using
various test methods for high (600 U/g) and low (60 U/g) dosage of cellulase
treatment. For high dosage treatment swelling capacity, concentration of small pores
increased and there was a significant change in the length of fibers. A decrease in
polymer adsorption and an increase in the crystallinity index were also observed. It
was found that the amorphous portion of the cellulose is more readily hydrolyzed than
the crystalline region (Table 2.2).

Chapter -2 Literature Review
School of Chemistry 24
Table 2.1. The role of major process variables in the treatment of natural fibers
with cellulase. Reprinted from (Esteghlalian et al., 2002), with permission from
Elsevier.
Application Desirable outcome Time Treatment parameter
Time cellulase
composition
Cellulsae
loading
Fiber
modification
Reduced cell wall
thickness, more
flexible and
collapsible fibers
Short monocomponents low
Cellulose
hydrolysis
to glucose
Full conversion of
cellulose to glucose
Longer (12-
24 h)
Complete (endo,
exo and β-G)
Relatively
high
Textile
biopolishing
Depilling and ageing
of fabric
Medium (20
min to 8 h)
Complete, EG or
EG-rich
Low
Table 2.2. Characteristics of cellulase treated fibers. Reprinted from (Park et al.,
2006), with permission from John Wiley and Sons.
Untreated Low dosage High dosage
Hydrolysis time (min) 0 60 240 60 240
Fiber length (mm) 2.56 2.49 2.54 1.76 0.32
Fiber width (μm) 30 30.1 30.4 31.2 33.4
Fiber content (%) 3.02 2.90 3.13 4.83 33.4
Degradationa (%) 0.00 0.92 1.78 25.7 46.3
Polymer adsorptiona
(μequiv./g)
40.6 36.2 40.12 35.8 23.8
Crystallinity indexb (%) 52.8 - - 54.8 54.3
aSamples for 30 and 120 min treatment were not measured.
bSamples for low dosage treatment and 30 and 120 min high dosage treatment were not measured.
Saikia et al. (2009) performed microbial degumming of ramie fibers and observed a
remarkable decrease in the residual gum content in 3–8 days treatment. The
percentage of residual gum content after 3–8 days was recorded as 13.50%, 10.40%,
10.0%, 9.70%, 8.20% and 7.10%. Tensile strength reduces with the increase in period
of treatment. The effect of temperature and pH was also studied and observed. The
optimum conditions were at 35 ⁰C and pH 7.5 for Bacillus subtilis, Aspergillus sp.

Chapter -2 Literature Review
School of Chemistry 25
and Curvularia sp. bacteria. Kalia and Sheoran (2009) have hydrolyzed the cellulose
present in ramie fibers with Streptomyces albaduncus. It was observed that there was
a remarkable change in the morphology of modified ramie fiber as comparison to the
unmodified and chemically modified samples. Fiber surface became soft and bright
due to the extracellular protuberant structures, although there was a diminishing effect
on the thermal stability and crystalline structure of the fibers. Kalia and Vashishta
(2012) have treated the sisal fibers with Brevibacillus parabrevis and reported the
smoothened shiny surface, enhanced thermal stability and crystallinity of modified
fibers. Bacterial degumming was observed to be a better option than any other method
for plant fiber modification. Wang et al. (2007) have obtained the plant Apocynum
venetum cellulose fibers from different degumming methods such as by hand (fiber-
H), by machine (fiber-M), as well as the bacterial degumming method (fiber-B) and
characterized these fibers by various techniques, i.e. FTIR, SEM, XRD, etc. In case of
crystallinity, the degree of orientation and the mechanical properties, fiber-B has only
slight differences with those of fiber-H and fiber-M. This suggests that bacterial
degumming method has more industrial applications due to its high efficiency, low
cost and especially environmentally benign nature than the chemical degumming
methods. The surface of the treated fibers (Figure 2.4 b–d) became smoother as
compared to that of untreated materials. The treated fibers (10–25 mm widths) can be
directly used in textile industry and other applications.
Figure 2.4. SEM micrographs of the four A. venetum samples: (a) the bast of A.
venetum (b) Fiber-M (c) Fiber-H (d) Fiber-B. Reprinted from (Wang et al., 2007),
with permission from Elsevier.

Chapter -2 Literature Review
School of Chemistry 26
2.4. Fungal treatment of natural fibers
Treatment of plant fibers with the fungi is also one of the alternate methods to the
chemical methods. Fungal treatment is an ecofriendly and efficient method. Fungi
cause the removal of lignin from plant fibers. It reduces the hydrophobicity of the
fiber by increasing the solubility of hemicelluloses. Fungal treatment causes the
formation of holes (pits) on fiber surface, which provides roughness to the fiber
surface and ultimately increases the interfacial adhesion between fiber and matrix
(Kabir et al., 2012; Jafari et al., 2007). Fungal treatment starts with the sterilization of
fibers at 121 ⁰C for 15 min. Then it is followed by the addition of fungi to the fiber.
After incubation of the culture set for 2 weeks at 27 ⁰C, the fibers were then washed
and dried. The use of white rot fungus in the treatment of plant fibers can be found in
literature (Pickering et al., 2007). Pickering et al. (2007) have treated hemp fibers
with five different white rot fungi. The species used were Phanerochaete sordid
(D2B), Pycnoporus species (Pyc), and Schizophyllum commune (S. com) of the
basidiomycetes group, Ophiostoma floccosum (F13) of the ascomycetes group, and
Absidia (B101), a zygomycete. An extra feature observed for D2B treated fibers was
pits in the surface of the fiber, believed to be where fungal hyphae had grown.
Standard BET analysis was carried out to assess the effect of treatment on surface
area. D2B treated fiber was found to have an effective area of almost twice that of
untreated fiber (3.13 versus 1.7 m2/g). Fungal treatment resulted in higher crystallinity
index as compared to the untreated fibers. This is a direct result of the fungi‟s ability
to remove non-cellulosic compounds such as amorphous lignin, thereby increasing the
crystallinity index. Cavaco-Paulo (1998) has studied the mechanism of fungi cellulase
action in textile processes using the Trichoderma reseei, fungi belonging to the class
ascomycetes, which produces the cellulase. Yu and Yu (2007) have carried out a
study on the microbe retting of kenaf fiber, a process of the separation of bast fibers
from its non-fibrous components. They have optimized the conditions for the proper
fungal growth so as to carry out best retting. The optimum retting conditions were: 32
⁰C culture temperature, initial culture medium pH of 6.0, 24 h cultivation time, 21 h
retting time and 25% inoculation size. Kenaf was retted under optimal conditions, and
then the constituents in retted fiber were tested as shown in Table 2.3. Pectin is

Chapter -2 Literature Review
School of Chemistry 27
removed followed by hydrotrope and hemicellulose while the removal of lignin is
almost inconspicuous. After microbe retting of kenaf under the optimal condition, the
resultant fiber has only 14.46% of the original gum. The removal of pectin is 91.31%.
The effective retting fungus is also observed as one kind of filamentous epiphyte (Yu
and Yu, 2007).
Table 2.3. Ingredients of kenaf fiber before and after retting. Reprinted from
(Yu and Yu, 2007), with permission from Elsevier.
Ingredients
Cellulose Wax Hydrotrope Pectin Hemicelluloses Lignin Gum
Raw
kenaf (%) 53.18 0.46 14.99 8.86 14.33 8.18 35.17
Retted
kenaf (%) 75.81 0 2.03 0.77 13.33 8.06 14.46
Removal
rate (%) - 100 86.46 91.31 6.98 1.47 58.89
2.5. Enzymatic pretreatment of natural fibers
The use of enzyme is becoming increasingly substantial for the processing of plant
fibers. Currently, the use of enzymes in the field of textile and plant fiber modification
is also rapidly increasing. A major reason for using enzyme is the fact that its
application is environmentally friendly. The reactions catalyzed are highly specific.
Enzymatic treatment of plant fibers results in separation of fibers from its non-fiber
components (Bledzki et al., 2010). Treatments utilizing hydrolases and
oxidoreductases are well studied for the polymer modifications. Within the class of
hydrolases, the most frequently used enzymes for enzymatic synthesis and polymer
modifications are glycosidases, proteases and lipases, whereas in the class of
oxidoreductases; tyrosinase, laccase and peroxidase have been in use for years (Gulitz
and Paulo, 2003). Recently, laccase had been used for the bonding of fiber boards,
particle boards, paper boards and kraft-liner boards. It had also been reported that the
strength properties of laccase-bonded fiber boards are more than those bonded using
urea formaldehyde adhesive (Felby et al., 2002). An alkaline pectinase that removes
pectin without significant degradation of cellulose (Scourzyme, Products & Solutions,
2009) has also been utilized to treat hemp fibers (Lee et al., 2011).

Chapter -2 Literature Review
School of Chemistry 28
2.5.1. Laccase-assisted biografting
There has been a growing interest in the development of green technologies for
surface functionalization of lignocellulosic materials. In this section, two important
green approaches for surface functionalization of lignocellulosics i.e. laccase-assisted
biografting and chemo-enzymatic grafting are discussed Laccase enzyme assisted
biografting is a new and green approach to graft antibacterial, hydrophobic and other
functional molecules to impart better and new properties to lignocellulosic biomass
and biografted lignocellulosics can find potential applications in for various fields.
Laccase-assisted grafting of functional molecules on lignocellulosic materials is
summarized in Table 2.4 (Chandra and Ragauskas, 2002; Chandra et al., 2004;
Schroder et al., 2007; Nyanhongo et al., 2010; Fackler et al., 2008; Chandra et al.,
2004a; Elegir et al., 2008; Kudanga et al., 2011; Kenealy et al., 2004; Liu et al., 2009;
Suurnakki et al., 2006; Kudnga et al., 2010; Kudanga et al., 2008, Kudanga et al.,
2009; Kudanga et al., 2010a; Kudanga et al., 2010b; Witayakran and Ragauskas,
2009; Hadzhiyska et al., 2006). Enzymatic activation of lignin in cellulosic fiber was
studied by Felby et al. (1997) in 1997 through the formation of phenoxy radicals,
which facilitated cross-linking of fibers during board manufacturing. Radical coupling
reactions have been used to attach low-molecular weight compound to lignin rich
cellulosic fibers and they develop increased interest as the key mechanisms behind the
concept of biografting (Chandra et al., 2004; Liu et al. 2009). Two-step processes for
enzymatic functionalization with phenolics were well proposed by Acero et al.
(2012). In first step hydrolysis of amide bond was carried out by polyamidase (from
Nocardia farcinica) which form a surface having amines and carboxylic acids. In
second step, ferulic acid was grafted on the surface of polyamide by laccase (from
Trametes hirsuta) (Scheme 2.1). Modification of surface properties of lignocellulosic
materials by functionalization, coupling and grafting could enhance the surface
characteristics for their better performance. Laccase treatments can improve the
physical and chemical properties of different fibers to obtain better performance or
new value-added products (Polak and Jarosz-Wilkolazka, 2012).

Chapter -2 Literature Review
School of Chemistry 29
Table 2.4. Laccase-assisted grafting of functional molecules on lignocellulosic
materials. Reprinted from (Kudanga et al., 2011), with permission from Elsevier.
Lignocellulosic
materials
Functional molecule Source
of laccase
Improved
properties
References
Kraft paper, soft
woods pulp
4-Hydroxyphenylacetic
acid, 4-hydroxybenzioc
acid,gallic acid,syringic
acid,vanillic acid
T. villosa Improving strength
properties (increase
in burst, tear and
tensile indexes)
Chandra &
Ragauskas,2002;Chand
ra et al.,2002;Schroder
et al.,2007;Chandra et
al.2004;Chandra,2003;
Chandra & Ragauskas,
2001;Kenealy et
al.,2004
Flax fibers Hydroquinone,ferulic
acid,guaiacol,vanillin,methy
l-3-hydroxy-4-
methoxybenzoate,2-
methoxy-5-nitrophenol
Trametes
hirsuta
Improvement of
color and
antibacterial
properties
Nyanhongo et al., 2010
Wood (spruce)
chips
4-hydroxy-3-
methoxybenzylurea
T. villosa Increase in internal
bond
Fackler et al., 2008
Kraft pulp Methyl syringate Aspergillu
s oryzae
Improvement in wet
strength (wet tensile
index doubled)
Liu et al., 2009
Bleached and
unbleached
TMP handsheets
Lauryl gallate Trametes
hirsuta
Improvement of
hydrophobicity
Suurnakki et al., 2006
Unbleached
kraft liner fibers
Caffeic acid,4-
hydroxybenzoic acid,
isoeugenol
Trametes
pubescens
Improvement of
antibacterial
properties of
prepared
handsheets;oligomer
ic forms of caffeic
acid and isoeugenol
were most effective
against both gram
positive and gram
negative bacteria
Elegir et al., 2008
Beech wood 3-
hydroxytyramine,tyramine,
3-O-methyldopamine,4-
hydroxy-3-
methoxybenzylamine
T. hirsute,
T. villosa,
bacillus
SF
Antifungal agents
onto wood due to
creation of stable
reactive surface
Kudanga et al., 2010;
Kudanga et al., 2008;
Kudanga et al., 2009
Beech veneers 4-
(trifluoromethoxy)phenol,4-
fluoro-2-methylphenol,4-[4-
(trifluoromethyl)phenoxy]p
henol
T. villosa,
T. hirsuta
Improvement of
hydrophobicity
Kudanga et al., 2010;
Kudanga et al., (101)
2010
Beech veneers dodecylamine T. hirsuta Improvement of
hydrophobicity
Kudanga et al., (149)
2010
Pulp and paper dihexylamine T. villosa Improving strength
properties
Witayakran and
Ragauskas, 2009
Cotton cellulose 2,5-diaminobenzenesulfonic
acid and 1-hydroxyphenol
(catechol)
Trametes
sp.
Coloration of cotton
fibers
Hadzhiyska et al.,
2006

Chapter -2 Literature Review
School of Chemistry 30
Scheme 2.1. Proposed reaction mechanism for two-step enzymatic grafting of PA
with phenolics. The reaction involves first the hydrolysis of PA with a
recombinant polyamide from N. farcinica followed by laccase-catalyzed grafting
with ferulic acid. Reprinted from (Acero et al., 2012), with permission from
Elsevier.
2.5.1.1. Biografting of phenolics
Antimicrobial packaging has attracted much attention in food-industry because of
costumers demand for less processed and preservative-free products. Various
researchers across the world worked in this direction and developed antimicrobial
packaging material. Hydrophilicity is one of the main disadvantages of lignocellulosic
materials, which makes it unsuitable for various industrial applications. There are
many chemical methods to reduce hydrophilicity but laccase-mediated reactions
found to be more interesting keeping in mind the concept of green chem-istry.

Chapter -2 Literature Review
School of Chemistry 31
Laccase-assisted biografting of hydrophobicity enhancing molecules is an interesting
study to reduce the chances of growth of microorganisms that are responsible for
biodeterioration (Nyanhongo et al., 2011). Laccase-assisted biografting of phenolics
on lignocellulosic materials was found to enhance hydrophobic properties and
antimicrobial activities.
Laccase polymerization of unbleached kraft liner fibers in the presence of several
phenolic compounds was found to enhance the antimicrobial activity by radical
coupling between phenolic compounds and lignin. Laccase-assisted antibacterial
handsheet paper were fabricated in the presence of caffeic acid. This handsheet paper
showed strong bactericidal effect on Staphylococcus aureus at low monomer
concentration i.e. 4 mM, while high concentration required for killing Escherichia
coli. Among the various essential oils, isoeugenol found to be most effective against
Bacillus subtilis. Dopamine was effective against both gram positive and gram
negative bacteria (Elegir et al., 2008). Laccase-induced coating of flax fibers was
evaluated by obtained coloration and color depth. Pre-treated flax fiber were
incubated in citrate buffer at 50 ◦ C at different ratios, enzyme concentration and
incubation time. Coating with ferulic acid and hydroquinone resulted in enhanced
antimicrobial activity against B. subtilis and S. aureus, while methoxyphenols showed
different coloration. Ferulic acid found to be most active, guaiacol and vanillin
showed weak antibacterial activities while non-coated samples showed no
antibacterial activity (Schroeder et al., 2007). Laccase–FRC (ferulic acid) system was
investigated by Aracri et al. (2011). They carried out the functionaliza-tion of sisal
pulp fibers by laccase-catalyzed grafting of ferulic acid by treating a mixture of
sodium tartrate buffer and sisal pulp with different laccase and ferulic acid (FRC)
concentration in a reactor at 50 ◦ C for 1 h or 4 h. Effect of the laccase–FRC system on
the refined and unrefined pulp fibers was investigated. Increased grafting and
handsheets with improved strength properties were obtained with refining before the
enzyme treatment.
Analytical pyrolysis was first time used by Aracri et al. (2010) to study the
functionalization of sisal and flax pulp fibers by the laccase-induced grafting of
simple phenols like syringaldehyde, acetosyringone, p-coumaric acid,
coniferaldehyde, sinapaldehyde, ferulic acid and sinapic acid. Functionalization was
carried out in oxygen pressurized reactor containing fiber pulp, sodium tartrate buffer,

Chapter -2 Literature Review
School of Chemistry 32
laccase and Tween 80 as surfactant. Pulp samples treated under same conditions
without phenolic compounds were used as control. Analytical pyrolysis is a powerful
and sensitive tool for the „in-situ‟ analysis of mechanism of laccase-induced coupling
of natural phenols on to the natural fibers (Del-Rio et al., 2001). Chandra et al.
(2004a) have studied the change in the physical properties of high yield kraft pulp by
treatment with laccase, syringic acid and vanillic acids. A mixture of kraft pulp and
phenolic acid was suspended in a Kapak bag and stirred in a water bath at 45 ◦ C
followed by addition of laccase. This treatment enhanced the attachment of acidic
groups on the fiber surface. Enhancement in the paper strength properties has also
been reported by Chandra et al. (2004b) by treating kraft pulp with laccase system in
the presence of gallic acid. Laccase-assisted grafting of gallic acid on kraft pulp was
performed in a Kapak bag under stirring conditions at 45 ◦ C. An improvement in
burst, tensile and wet strength was observed by grafting of kraft pulp in presence of
gallic acid by laccase. An innovative method has been developed by Garcia-Ubasart
et al. (2011) for analyzing the internal sizing capability of kraft pulp, by using laccase
from Trametes villosa and nine differ-ent products (ethyl gallate (r1), propyl gallate
(r2), octyl gallate (r3), lauryl gallate (r4), b-sitosterol (r5), a-tocopherol (r6), 4-[4-
(trifluoromethyl)phenoxy]phenol (r7), isoamyl salicylate (r8) and 2,4,6-tris(1-
phenylethyl)phenol (r9) containing hydrobhobic moieties. Fibers were suspended in a
mixture of buffer aqueous solution, respective reactant (r1–r9) and laccase under
shaking con-dition at 50 ◦ C for 1 h. Lauryl gallate have shown the strongest internal
sizing effect. Recently, Pei et al. (2013) have carried out the enzymatic
functionalization of unbleached kraft fiber in the presence of different phenolic
compounds (isoeugenol, butyl p-hydroxybenzoate, p-coumaric acid and ferulic acid)
to develop antimicrobial activities of the pulp. Enzymatic treatment was car-ried out
in a solution consists of kraft pulp, sodium tartrate buffer, laccase and phenolic
compounds. Handsheets with most signifi-cantly increased bacterialcidal effect were
produced using laccase in the presence of butyl p-hydroxybenzoate. It has been
observed from Figure 2.5 that control fibers having smooth surface while laccase-
treated fibers showing adhesion with adjacent fibers and surface became rough. In
last, agglutination can be seen to a large area which is contributed to the increased
kappa number and coarseness of fibers.

Chapter -2 Literature Review
School of Chemistry 33
Figure 2.5. SEM images of unbleached kraft pulp fibers, showing: (a) control
fibers (b) laccase-treated and (c) laccase/BPH treated fibers. Reprinted from (Pie
et al., 2013), Open access.
Fillat et al. (2012) reported an enhancement in antimicrobial properties, when
unbleached flax fibers treated with the laccase (from Pycnoporus cinnabarinus) in the
presence of low-molecular weight phenols (syringaldehyde – SA, acetosyringone –
AS, p-coumaric acid – PCA). Grafting of flax pulp was carried out in a closed vessel
containing pulp, sodium tatrate buffer. P. cinnabarinus laccase, natural phenols and
Tween 80. Incubation was carried out under shaking conditions at 30 rpm, 50 ◦ C for 4
h. Widsten et al. (2010) have followed a complete environmentally friendly way to
impart the antimicrobial activity to the wood veneer and pulp. Succinate buffer
containing dissolved tannins and laccase were used for wood treatment. Reaction
mixture of kraft pulp, tannins, laccase and laccase mediators was stirred followed by
dilution of shaking beakers and preparation of paper handsheets. They have treated
the wood and pulp with tannins (natural polyphenols) in the presence or absence of
laccase. Tannic acid and laccase showed bacteriocidal effect on S. aureus and reduced
the growth of E. coli by 50%. Tannic acid without laccase only reduces the growth by
89%, which shows the effectiveness of Tannic acid–laccase system. Kudanga et al.
(2008) have successfully inserted the phenolic amines as anchor groups to the lignin
moieties on wood surface in the presence of laccase (Figure 2.6). 77% increase in the
coupling of propiconazole onto tyramine-functionalizes wood and 91% increase in
coupling of thiabendazole onto 3-(3,4-dihyoxyphenyl)-dl-alanine-functionalized wood
was observed. This was 42% and 58% increase in coupling of propiconazole and
thiabendazole respectively as compared to the coupling done by laccase only on the

Chapter -2 Literature Review
School of Chemistry 34
wood pieces. Amine functionalization of the wood surface enhances the binding of
the functional groups (propiconazole, thiabendazole) which is responsible for the
antimicrobial activity.
Figure 2.6. Attachment of anchor groups (i.e. phenolic amines) to lignin moieties
of wood for further functionalization. Reprinted from (Kudanga et al., 2008),
with permission from John Wiley & Sons.
A new procedure for the hydrophobization of cellulose fiber from hardwood kraft
pulp using laccase and a hydrophobic phe-nolic compound (lauryl gallate) was
developed. This treatment resulted in the internal sizing of paper and also
significantly reduced water penetration in the handsheets and wettability of the paper
surface (Garcia-Ubasart et al., 2012). Laccase-catalyzed method of covalently
grafting hydrophobicity enhancing fluorophenols onto Fagus sylvatica veneers was
studied. Laccase-catalyzed grafting of fluorophenols 4-[4-(trifluoromethyl)
phenoxy]phenol (4,4-F3MPP), 4-(trifluoromethoxy)phenol (4-F3MP) and 4-fluoro-2-
methyl-phenol (4,2-FMP) resulted in a fluorine content of 6.39%, 3.01% and 0.26%,
respectively and 65.5%, 28.6% and 9.6%, respectively increase in hydrophobicity
when compared to treatments with the respective fluorophenols in the absence of
laccase (Kudanga et al., 2010). Dong et al. (2014) have been grafted the hydrophobic
dodecyl gallate onto jute fibers by laccase and observed that there is enhancement in
the hydrophobicity. Ferulic acid biografted by Rencoret et al., 2014 onto sisal fiber
surface by enzyme (Trametes villosa). They have characterized the biografting by
pyrolysis and 2D NMR methods.

Chapter -2 Literature Review
School of Chemistry 35
2.5.1.2 Biografting of other functional molecules
In addition to phenolics, there are some other molecules which can be grafted onto
lignocellulose to enhance the antimi-crobial and hydrophobic properties. Kudanga et
al. (149) (2010) have carried out the lacasse catalyzed coupling of long chain alky-
lamines to lignocelluloses material, which resulted in an increase in hydrobhobicity.
Grafting of dodecylamine and dihexylamine onto beech veneers resulted in an
increase in contact angles which shows 53.8% and 84.2% increase in hydophobicity,
when compared to simple adsorption. Garcia-Ubasart et al. (2013) carried out laccase-
assisted coupling of short non-polar chains having aromatic groups onto flax fibers
and nanofibrillated cellulose to generate different levels of hydrophobicity (Figure
2.7).
Figure 2.7. Coupling of non-polar chains onto fiber surface. Reprinted from
(Garcia-Ubasart et al., 2013), with permission from American Chemical Society.
Coupling of dodecyl 3,4,5-trihydroxybenzoate was found to produce the highest
hydrophobicity and yielded water contact angles of 80–96◦, water absorption time
(drop tests) of ca.73 min. Ultra-thin films of nanofibrillated cellulose were also used
as substrates for enzyme-mediated hydrophobilization with dodecyl 3,4,5-
trihydroxybenzoate and water contact angle was achieved in the range of 87–104◦.
Laccase-catalyzed iodination of wood was carried out for enhancing the antimicrobial
activity. Norway spruce wood (Picea abies L.) was treated with laccase (Trametes
versicolor) in the presence of potassium iodide salt or some phenolic compounds
thymol and isoeugenol to impart antimicrobial property to wood surface. Laccase with
iodide found to show the bactericidal effect on E. coli, S. aureus and Saccharomyces
cerevisiae. This Method was found to be an efficient and eco-friendly method to
wood protection (Schubert et al., 2012). Chemical modification of cellulose material

Chapter -2 Literature Review
School of Chemistry 36
was carried out by Hou et al. (2009) in the presence of triazine derivatives containing
multi-cationic benzyl groups. Modified cellulose biomaterial has both cationic and
long carbon-chain groups (Figure 2.8), which enhances the antibacterial activity.
Witayakran and Ragauskas (2009) have treated the softwood kraft pulp with laccase
and various amino acids (glycine, phenylalanine, serine, arginine, histidine, alanine,
aspartic acid) (Scheme 2.2). After optimization of the conditions, histidine found to
give the best yield of acidic groups on the pulp fibers and it was then used for the
prepa-rations of the handsheets for physical strength test. SEM images (Figure 2.9) of
the handsheet surface of the control, laccase treated, and laccase-histidine treated pulp
show that the laccase-histidine treated fibers are more collapse than control and
laccase-treated fibers, which led to form better bonding between fibers in hand-sheet
resulting in increased paper strength of laccase-histidine treated pulp.
Figure 2.8. Chemical structure of modified cellulose. Reprinted from (Hou et al.,
2009), with permission from Elsevier.
Scheme 2.2. Propose mechanism for the grafting treatment of linerboard pulp
with laccase and amino acids. Reprinted from (Witayakran and Ragauskas,
2009), with permission from Elsevier.

Chapter -2 Literature Review
School of Chemistry 37
Figure 2.9. Scanning electron microscope (SEM) images of handsheets made
from: (a) control pulp (b) laccase-treated pulp (c) laccase-histidine treated pulp.
Reprinted from (Witayakran and Ragauskas, 2009), with permission from
Elsevier.
2.5.2. Chemo-enzymatic biografting
Cellulose is major constituent and percentage composition of lignin vary from 0% to
40% of total lignocellulose material (Jorgensen et al., 2007; Bledzki et al., 1996).
Biografting of organic molecules mainly targeted at lignin thereby leaving most of the
lignocellulosic surface unmodified. Therefore a new approach i.e. chemoenzymatic
grafting has been developed to functionalize the surface of lignocellulose material.
This technique is relatively non-selective and can be applied to all major constituents
of the lignocellulose material. This approach is considered as comparatively a more
effective way for surface functionalization of lignocellulose material. In chemo-
enzymatic method, completely new chemical functionalities can be grafted onto the
lignin-containing fibers (Gronqvist et al., 2006). Aracri and Vidal (2012) also
reported another method called laccase–TEMPO mediated systems for the oxidation
of sisal cellulose fibers. Biorefining potential of the enzyme mediator system was
found to be increased by increasing the pulp consistency chemo-enzymatically with
methyl syringate, p-hydroxybenzoic of the sisal pulp during the enhancement in the
effectiveness of laccase–TEMPO treatment. Contents of aldehyde group were
increased and carboxyl groups were increased after pulp refining. The biorefining
effect applied by the laccase–TEMPO system was observed in an increased
fibrillation degree of fibers after treatment. Also stronger compaction was observed in
oxidized pulp handsheets as comparison to the initial pulp, which results in increased
tensile strength. Increase in the kappa number and decrease in the brightness was
observed due to the formation of the chromophores groups as a result of oxidative
action of the enzyme treatment or the grafting of phenolic compounds onto the pulp.

Chapter -2 Literature Review
School of Chemistry 38
TEMPO mediated oxidation is an efficient method for introducing carboxyl and
aldehyde functional groups into cellulose in aqueous media at room temperature.
Laccase–TEMPO system resulted in a modest increase in carboxyl groups in cellulose
fibers and as suggested by the viscosity results, wet strength improvement obtained
and the formation of a substantial amount of aldehyde groups that provide inter fiber
bonding through hemiacetal linkages (Aracri et al., 2011).
Surface properties of lignin-containing nanofibrillated cellulose were modified by
chemo-enzymatic derivatization method using the high redox potential T. hirsuta
laccase and hydrophobic dodecyl gallate as the derivatizing agent. Nanofibrillated
cellulose modi-fied with T. hirsuta laccase and dodecyl gallate showed decreased
hydrophilicity as compared to native nanofibrillated cellulose. A cross-linked product
with increased strength and stiffness was obtained by laccase treatment with and
without dodecyl gallate (Saasamoinen et al., 2012). Unbleached softwood kraft pulp
was functionalized acid, gallic acid and syringaledhyde. The wet strength of fibers
treated with methyl syringate, and syringaledhyde increased by 57.9% and 31.9%,
respectively. The dry strength of fibers treated with p-hydroxybenzoic acid, gallic
acid and syringaledhyde increased from about 64 N m/g to 68 N m/g. The
participation of phenolic compounds enhanced the reactivity of fibers to laccase in
varying degree and decreases the brightness and curl index of fibers (Liu et al., 2013).
Grafting of acrylamide was carried out onto lignin matrix catalyzed by fungal laccase
in combination with dioxane peroxide in aqueous organic solvent mixtures. It was
further reported that the reactivity of phenoxy radicals generated by laccase catalysis
was not sufficient to start side chain polymerization and alkoxy radicals generated by
reduction of peroxides were supposed to initiate homopolymerization of acrylamide.
Lignin graft copolymers were then formed by covalent bonding between radical end
of the growing, „living‟ polyacrylamide homopolymer and phenoxy radicals of the
lignin backbone (Mai et al., 2000). Laccase was not only able to polymerized lignin in
aqueous dioxane but also copolymerize lignin of a different origin with low-molecular
weight compounds (Milstein et al., 1994). It was reported that laccase caused free
radical copolymerization of acrylamide and lignin. In the presence of organic
peroxides particularly dioxane peroxide, tetrahydrofuran peroxide and t-
butylhydroperoxide. Dioxane peroxide was reported to be better than the other
organic peroxides in a laccase-mediated acrylamide-lignin copolymerization (Mai et

Chapter -2 Literature Review
School of Chemistry 39
al., 1999). The variation of phenol and laccase concentration presents a means to
control the molecular weight of the copolymers under moderate reaction conditions.
Moreover, the application of simple lignin-like phenolics provides further insight into
the mechanism involved in the chemo-enzymatic grafting of lignin. Copolymerization
of acrylamide and acrylic acid and phenolics initiated by a Fenton-like reaction was
compared to the initiation of a phe-noloxidase/peroxide system. It was reported that
extent of phenol incorporation into the polymer chain was enhanced by the presence
of laccase in the reaction mixture and was significantly higher than in polymerization
initiated by a Fenton-like reaction (Mai et al., 2001).
Scheme 2.3. Proposed mechanism of chemo-enzymatically induced graft
copolymerization. Reprinted from (Mai et al., 2002), with permission from
Elsevier.

Chapter -2 Literature Review
School of Chemistry 40
The mechanism of laccase-assisted chemo-enzymatic synthesis of lignin graft-
copolymers was investigated by Mai et al. (2002). As per the proposed mechanism,
the formation of a covalent bond between lignin sulfonate and the acrylic side chain
occurs through a termination reaction of growing (“living”) acrylic chains with the
unpaired electron of a phenoxy radical (step 4) (Mai et al., 1999). In addition to the
contribution in termination reaction, phenoxy radicals may also generate alkoxy or
peroxy radicals. Peroxides were reduced to alcoxy radicals whereas the phenoxy
radicals were oxidized to quinones in case of transferring an electron onto the
peroxide by phenoxy radicals (step 2a) (Mai et al., 1999). Further, peroxy radicals
might possibly be generated through the oxidation of peroxides (dioxane peroxide, t-
butylhydroperoxide) which were mediated by phenoxy radicals and then back-
reduced to phenols (step 2b) (Scheme 2.3).
2.6. Effect of environmentally friendly methods on properties of plant
fibers
Surface features and tensile strength of jute fibers treated with enzymes like pectinase,
hemicellulase, xylanase, laccase and cellulase were investigated. Lignin and
hemicelluloses constitu-ents were removed from the surface of the fiber by enzymatic
treatment and breaking strength of the treated fibers reduced by 15–25% (Joko et al.,
2002). Effect of white rot fungi cellulase enzyme and a mixture of enzymes (cellulase,
xylanase and pectinase) on the physical properties of jute fibers was investigated.
Enzyme treatment degraded the lignin polymers and a reduction in flexural rigidity
and tenacity was observed (Jayapriya and Vigneswaran, 2010). Pommet et al. (2008)
have used the A. xylinum to modify the surface of sisal and hemp fibers and found
deposition of the bacterial cellulose on the fiber surface due to the strong hydrogen
bonding between hydroxyl group present in the bacterial cellulose and lignocelluloses
in plant fibers, due to which 5–6% weight found to be increased of the treated plant
fibers (Figure 2.1). The modification did not affect the mechanical properties of sisal
fibers but significantly reduced the mechanical properties of the hemp fibers (Table
2.5).

Chapter -2 Literature Review
School of Chemistry 41
Table 2.5. The mechanical properties of natural fibers modified with bacterial
cellulose nanofibrils. Reprinted from (Pommet et al., 2008), with permission from
American Chemical Society..
Natural fibers Young’s modulus
(GPa)
Tensile strength
(MPa)
Elongation at
break (%)
Neat sisal fiber 15.0±1.2 342±33 2.9±0.1
Bacterial cellulose-
modified sisal fiber 12.5±1.0 324±33 4.5±0.4
Bacterial cellulose
modified sisal fiber
with purificationa
12.0±0.9 310±32 4.1±0.5
Neat hemp fiber 21.4±2.0 286±31 2.0±0.2
Bacterial cellulose
modified hemp
fiber
8.8±0.7 171±11 2.9±0.2
Bacterial cellulose
modified hemp
fiber with
purificationa
8.0±0.6 130±12 2.9±0.2
apurification indicates the extraction of post-bacterial cellulose-modified sisal fiber with NaOH at
80 ⁰C.
Enzymatic hydrolysis caused an increase in the elastic modulus from 33.4 4.3 to 140.6
MPa, whereas the tensile strength increased from 1.09 0.39 MPa in the bacterial
cellulose nano-fibers (Woehl et al., 2010). Fungal treatment of hemp fibers have
reduced the tensile strength because it gave the roughness, striations and holes to the
fiber surface which resulted into the increased stress concentration and therefore
lowered the fiber strength (Pickering et al., 2007). Cotton fibers lost its strength when
treated with EG (endoglucanase) due to the splitting and the fibrillation of the outer
layer of the cotton fibers (Verenich et al., 2008). Rough surface appearance has been
observed on the ramie fibers when treated with plasma and plasma treated ramie
fibers showed 50% increase in interfacial shear strength (Zhou et al., 2011). Pine
fibers were modified with cellulase enzyme from T. reseei and a significant increase
in the crystallinity index was observed (Park et al., 2006). The lower crystallinity

Chapter -2 Literature Review
School of Chemistry 42
index of ramie fibers after enzyme treatment was observed (Kalia and Sheoran, 2009).
On the other hand, an increase in the crystalline index was observed in case of sisal
fibers, because there was a decrease in the amount of amorphous and gel like
polysaccharide layer on the surface of fibers (Kalia and Vashista, 2012). Hemp fibers
showed an increase in the crystallinity when treated with the fungi as compared to the
untreated hemp fibers (Pickering et al., 2007). Kalia and Sheoran (2009) have treated
the ramie fibers with S. albaduncus that resulted into enhanced softness and
brightness due to the removal of gum materials from fibers. Similar morphology was
observed in the case of sisal fibers when treated with B. parabrevis. Verenich et al.
(2008) have subjected the raw cotton fibers to the high EG and observed the surface
of fiber faces with shallow holes. Hemp fibers subjected to the fungal treatment have
less glossy surfaces and striations became more visible along the fiber length as
compare to the untreated fibers (Pickering et al., 2007). Bledzki et al. (2010) have
studied the morphology of enzyme treated abaca fibers. The surface morphologies of
enzyme treated and untreated abaca fibers are shown in Figure 2.10. In Figure 2.10 a,
it was observed that the untreated fiber surface is rough, containing waxy and
protruding parts. The surface morphology of treated fibers is displayed in Figure 2.10
b and c. The surface becomes smoother after the removal of the waxy material and
cuticle. Fibrillation is also known to occur when the binding materials are removed
from the surface of the treated fibers. Fiber surface damage was also observed for
digested fibers which occur in plant digestion systems. Treatment of ramie fibers with
cellulase did not affect their thermal stability, while enhanced thermal stability was
observed in case of sisal fibers treated with cellulase (Kalia and Vashista, 2012).
Hemp fibers showed increased thermal stability after fungal treatment due to reduced
non-cellulosic material and increased crystallinity (Pickering et al., 2007).
Figure 2.10. Micrograph of abaca fiber surface morphology: (a) unmodified (b)
plant system digestion (NDS) modified and (c) fibrillation. Reprinted from
(Bledzki et al, 2010), with permission from Elsevier.

Chapter -2 Literature Review
School of Chemistry 43
2.7. Applications of modified natural fibers
2.7.1. Reinforcement in composite materials
Plant fibers modified by the green methods can be used as a reinforcing material to
form composites with green image, i.e. ecofriendly biocomposites. Biocomposites are
the combination of plant fibers such as wood fibers or non-wood fibers (e.g. wheat,
kenaf, hemp, jute, sisal and flax etc.) with polymer matrices from both of renewable
and nonrenewable resources. Biocomposites have a wide range of applications in
various fields such as building industry, medical aerospace, automobiles, electronic
industries, etc. (Kalia et al., 2014). Pommet et al. (2008) have modified the surface of
the sisal and hemp fibers with cellulose producing bacteria A. xylinum. These
modified fibers were then incorporated into the PLLA and CAB (cellulose acetate
butyrate) matrices to obtain a new class of model hierarchical composites, which are
better options than polypropylene-based composites to be used in the automobile
industries because of its enhanced mechanical properties and green image. The
interfacial adhesion between the modified fibers and the polymer matrices was
quantified using the single fiber pull-out test. The IFSS (interfacial shear strength) of
the bacterial cellulose modified fibers increased significantly as compared to the
unmodified sisal (Table 2.6).
Table 2.6. Interfacial Shear Strength (IFSS) between fibers and renewable
matrices. Reprinted from (Pommet et al., 2008), with permission from John
Wiley & Sons, and (Juntaro et al., 2008), with permission from American
Chemical Society.
Treatment
IFSS To CAB
(MPa)
IFSS To
PLLA31
(MPa)
Natural Sisal Fiber (Sisal-N) 1.02 ± 0.06 12.1 ± 0.5
Sisal Fiber Modified With Bacterial
Cellulose (Sisal-NBC) 1.49 ± 0.03 14.6 ± 1.2
Acetone-Treated Sisal Fiber 9.5 ± 0.7
Acetone-Treated Sisal Fiber,
Modified With Bacterial Cellulose Internal Failure
Natural Hemp Fibers (Hemp-N) 0.76 ± 0.06
Hemp Fiber Modified With Bacterial
Cellulose (Hemp-NBC) 1.83 ± 0.12

Chapter -2 Literature Review
School of Chemistry 44
SEM images (Figure 2.11b) of both the pulled-out fiber fragment and the cavity
matrix showed that the outer layer of the bacterial cellulose modified sisal fibers
remained adhered to the matrix. In contrast, all the other fibers exhibited clean,
smooth surfaces after pull-out (Figure 2.11a).
Figure 2.11. SEM micrographs of: (a) bacterial cellulose-modified sisal (b)
acetone-treated and bacterial cellulose-modified sisal fibers and the
corresponding CAB matrix cavities after single fiber pull-out testing. Reprinted
from (Pommet et al., 2008), with permission from American Chemical Society.
Figure 2.12. Single fiber pullout results for hemp and sisal fibers in CAB matrix
(&) plant sisal fiber (Sisal-N) (*) sisal fiber modified with bacterial cellulose
(Sisal-NBC) (^) plant hemp fiber (Hemp-N) (~) hemp fiber modified with
bacterial cellulos (Hemp-NBC). Reprinted from (Pommet et al., 2008), with
permission from American Chemical Society.

Chapter -2 Literature Review
School of Chemistry 45
To determine the average IFSS between the modified fibers and the polymer, the
maximum pull-out force was plotted as a function of the embedded fiber area. Figure
2.12 displays the exemplary pull-out data for the hemp and sisal fibers from CAB
(Pommet et al., 2008). Pickering et al. (2007) have investigated the use of fungi to
treat hemp fibers to create better bonding characteristics between plant fibers and
composites. They observed 22% improvement in the composite strength than
untreated fiber reinforced composites. Composite fracture surface supported the
improved interfacial bonding having high degree of influence on strength. The
improvement in interfacial bonding was due to the production of holes in the fiber
walls.
Kim et al. (2008) have used the atmospheric glow discharge (AGD) to modify the
surface properties of wood powder as well as plant fiber to improve the compatibility
between the fiber surface and PP matrix. The AGD surface modification process
allows the constituents to disperse evenly within the matrix with a strong interfacial
bonding between the fiber and the polymer matrix (Figs. 2.13 and 2.14). The tensile
strength of the wood powder/PP composites, coir/PP composites and jute/PP
composites has been examined. The tensile strength of plasma treated Jute/PP
composites increased by 50 and 114% and for Coir/PP increased by 22 and 92%
compared with NaOH treated and raw fibers. Effect of APPJ treatment on ramie fibers
was observed by Zhou et al. (2011) and polypropylene (PP) composites reinforced
with modified ramie fibers were also prepared. APPJ treatment has increased the
roughness of the fiber surface in comparison to the untreated fibers which helps in the
enhancement of the interfacial adhesion between the two phases and hence the
mechanical properties (Figure 2.15). Foulk et al. (2006) have compared the dew-
retted flax fibers reinforced high-density polyethylene (HDPE) compo-sites with the
enzyme-retted flax fiber reinforced (HDPE) composites. Flax fibers were extracted
with Viscozyme L. (Novozyme, Bagsvaerd, Denmark) and a chelator, mayoquest 200
(chelator that contains 36–38% sodium EDTA and 40% total dissolved salts).
Chelators are used to improve the efficiency of enzyme activity. It helps in removing
pectin and calcium, therefore imparting enhanced interfacial adhesion between the
fibers and the matrix. Dynamic mechanical and thermal properties of polyester

Chapter -2 Literature Review
School of Chemistry 46
composites reinforced with enzyme-treated and NaOH-treated jute fabrics were
investigated. Storage modulus of the composites increased by using modified jute
fibers in comparison to untreated fibers. Thermal stability of the composites decreased
due to the removal of thermally more stable lignin polymers by NaOH and enzyme
treatments (Karaduman et al., 2013). Karaduman et al. (2013) improved the fiber–
matrix interface and mechanical properties of jute fiber-reinforced polyester
composites by enzymatic treatments. Jute fabrics were treated with pectinase, laccase,
cellulase and xylanase enzyme solutions with varying enzyme mixtures and treatment
time. Dong et al. (2014) have bografted the jute fiber with hydrophobic dodecy
gallate by laccase which resulted into the increased hydrophobicity, these modified
jute fibers were novely used for the composite preparation. Jute fiber/polypropylene
composites were observed to have increased breaking strength, regular and neat
fracture section due to laccase assisted grafting with dodecyl gallate.
Figure 2.13. SEM of 50 % jute fiber/PP composites. Reprinted from (Kim et al.,
2008), with permission from WIT Press.
Figure 2.14. SEM of 50 wt % of wood powder within PP. The wood powder is
circled. (Kim et al., 2008), with permission from WIT Press.

Chapter -2 Literature Review
School of Chemistry 47
Figure 2.15. SEM of ramie fibers: (a) control (b) plasma treated for 24 s with
ethanol pretreatment. Reprinted from (Zhou et al., 2011), with permission from
Elsevier.
2.7.2. Textile industry
Sun and Stylios (2006) have studied the low temperature plasma treatment of wool
and cotton fabric specimens and found increased hydrophilicity, improvement in the
scouring and dyeing processing by nearly 50%. They concluded that the exposure of
cotton and wool fabrics to low temperature plasma treatment could produce rough
surface as well as smooth surface (Figure 2.16).
Figure 2.16. SEM images of: (a) untreated wool (b) C2F6 plasma treated wool (c)
O2 plasma treated wool (d) untreated cotton (e) C2F6 plasma treated cotton (f)
O2 plasma treated cotton. Reprinted from (Sun and Stylios, 2006), with
permission from Elsevier.

Chapter -2 Literature Review
School of Chemistry 48
A rougher surface fabric is a good padding cloth and is important in the conventional
aqueous textile finishing and dyeing processing because of the higher rate of liquid
uptake. They also observed that this treatment could bring changes in the chemical
composition of the fabric. In processing of textile fibers, enzymes can be used in order
to develop environmentally friendly alternatives to chemical processes. There are
already some commercially successful applications of enzymes in textile processing
such as amylases for desizing, cellulases and laccases for denim finishing, and
proteases incorporated in detergent formulations (Casal and Cavaco-Paulo, 2008).
2.7.3. Antimicrobial activities
Researchers have studied the antimicrobial activities of modified plant fibers. Fabrics
(cotton) having a smoother surface as a result of the low temperature plasma
treatment can be used in antibacterial treatments (Figures 2.17) (Sun and Stylios,
2006). The anti-microbial activity of the enzyme pre-treated cotton fabrics was
assessed after processing with neem leaf extract. The treated fabrics showed 100%
bacterial reduction against Staphylococcus aureus and 98% against Escherichia coli
organism (Nithya et al., 2012). A number of chemicals have been employed to impart
antimicrobial activity to textile materials. Most of them are toxic to humans and are
difficult to degrade within the environment. The textile industry continues to search
for eco-friendly processes as substitutes for toxic textile chemicals. An increasing
interest has been noticed in the functionalization based on environmentally friendly
and biodegradable reagents (Gao and Cranston, 2008). Plasma treatment of fibers can
be used for the surface activation of plant fibers and for chitosan adsorption (Strnad et
al., 2010). The effect of plasma treatment on the antimicrobial capacity of chitosan
treated fabrics was studied. It was reported that increased number of active functional
groups on the cellulose surface due to plasma activation enabled the adsorption of
higher amounts of chitosan and, consequently, a higher amount of amino groups
responsible for antimicrobial activity (Lim and Hudson, 2004; Kumar, 2000; Zitato et
al., 2003). The increased amino groups in plasma-activated–chitosan-treated samples
increase the probability that a protonated amino group met the bioplasm of the
bacteria and resulted in a greater bacterial reduction capacity (Zitato et al., 2003).
Mulberry bast fibers were obtained by alkali-assisted micro-wave and biological
enzymatic pretreatment technique. The morphology, microstructure, physic-
mechanical, and antibacterial properties of the mulberry bast fibers were investigated.
Pretreat-ment of fibers results in excellent antimicrobial activities against S. aureus.
So mulberry bast fibers are suitable for the new textile materials and they are
environmentally acceptable and renewable substitutes (Qu and Wang, 2011).

Chapter -2 Literature Review
School of Chemistry 49
Figure 2.17. Surface roughness of different plasma gases treated wool (left) and
cotton (right). Reprinted from (Sun and Stylios, 2006), with permission from
Elsevier.
Several authors have suggested that laccase treatments can improve physical
properties of different fibers by producing phenoxy radicals in the lignin matrix that
undergo cross-linking reactions (Gronqvist et al., 2003; Wong et al., 2000; Felby et
al., 2002). Many phenolic compounds such as eugenol, thymol, carvacrol etc.
extracted from natural sources have been shown to exhibit antimicrobial activity
against a wide spectrum of microorganisms due to phenolic acids present in these
extracts (Nohynek et al., 2006; Kubo et al., 2003; Rodriguez et al., 2007; Almeida et
al., 2006; Alakomi et al., 2007). These phenolic structures can react to different extent
with laccase and other enzymes to generate radicals and therefore potentially be
grafted on the lignocellulosics to develop covalently bound antimicrobial
lignocellulosic materials (Elegir et al., 2008). Antibacterial activities have been
developed by grafting of phenolics compounds onto flax fiber surface (Fillat et al.,
2012), kraft pulp (Pie et al., 2013), lignocellulosic model surfaces (Widsten et al.
2010; Schroeder et al., 2007).
2.8. Comparison of advantages and disadvantages of chemical and
green methods
Surface modification of plant fibers can be carried out by a number of methods such
as physical methods, chemical modification and some green approaches for their
better use in different applications. Every method has its advantages and
disadvantages. Some of advantages and disadvantages of these methods are
summarized in Table 2.7 (Kalia et al., 2013).

Chapter -2 Literature Review
School of Chemistry 50
Table 2.7. Advantages and disadvantages of some pre-treatment methods. Reprinted from (Kalia et al., 2013), with permission from
Elsevier.
Sr. no. Method Types Effects Advantages Disadvantages References
1 Chemical
treatment
Mercerization,
acetylation, peroxide
treatment, permanganate
treatment, isocyanate
treatment polymer
grafting, silanization,
benzoylation, etc.
Cleaned fiber surface,
chemically modify the surface,
stop the moisture absoption
process, increased surface
roughness, good interfacial
adhesion, improved fiber
strength
Easy processability, useful and
acceptable in diversified
applications, implemented at
industrial scale, most
commonly used methods
Use of hazardous
chemicals, proper
handling, solvent waste
disposal, increased cost of
final product
Kalia et al., 2009; John
and Anandjiwala, 2008;
Li et al. 2007; Lee et
al., 2011; Bogoeva-
Gaceva et al., 2007;
Cicala et al., 2010
2 Plasma Atmospheric pressure
plasma, low pressure
plasma, etc.
Removal of weakly attached
surface layers, formation of
new functional groups,
positive impact on the
mechanical properties,
enhanced hydrophobicity,
improved interfacial adhesion
No need of hazardous
chemicals or solvents,
minimized environmental
impact, low operating cost,
short treatment time, greater
flexibility
Low-pressure plasma
required a well-designed
plasma reactor system
along with expensive
vacuum systems, only
batch process is possible
Lee et al., 2011;
Schutze et al., 1998;
Bismarck, 2006; Tsai et
al., 1997; Noeske et al.,
2004., Shenton and
Stevens, 2001; Viol et
al., 2013
3 Nanocellu
lose
coating
Bacterial or microbial
cellulose
Addition of new material on
the surface of fibers, improved
interfacial adhesion
Environment friendly,
inexpensive and easiest
process
Hydrophilic nature of
bacterial cellulose, loss of
fiber strength in some
cases
Keshk and Sameshima,
2005; Juntaro et al.,
2007; Pommet et al.,
2008; Goelzer et al.,
2009; Lee et al., 2012
4 Enzymes Hemicellulase, laccase,
xylanase, pectinase,
cellulase etc.
Separation of fibers from non-
fiber components, improved
interfacial adhesion, cleaned
fiber surface, improved
appearance and color
brightness
Environment friendly, hig
quality fibers, well-controlled
environment treatment, low
fermentation waste
Expensive and limited to
pilot scale
Pallesen, 1996;
Buschle-Diller et al.
1999; Kenealy et al.
2003; Dam, 1999
5 Fungi Fungi belonging to
basidomycetes group,
ascomycetes group and
zygomycetes group
Removal of non-cellulosic and
amorphous compounds,
enhanced crystallinity index
Low cost, highly efficient and
ecofriendly
Proper care in choosing
the treatment time, long
treatment time may affect
the strength of fibers
Pickering et al. 2007;
Gutierrez et al. 2001;
Pickering and Farrell,
2009; Gulati and Sain,
2006