
Cirkovic_Sima; Istorija srednjovekovne bosanske države, SKZ, Beograd, 1964.
Upload
vuongkhanhCategory
view
228download
3
Recent developments in flame retardants for sustainable fire safety solutions
Dr. Grace Han 4th International Conference on Flame Retardants
Chinese and International Markets
Requirements, Challenges and Innovations
19-20 May 2013
Agenda
Great Lakes Solutions Overview
Greener Innovation Strategies
Emerald InnovationTM 1000 – polymeric Flame Retardant
Solutions for Antimony Trioxide Reduction
Emerald InnovationTM 3000 – polymeric Flame Retardant
Global specialty chemical company listed on the New York Stock Exchange (“CHMT”)
Major markets served are energy & electronics, transportation, and agriculture
Committed to global sustainability and engineering chemical solutions that meet our customers’ evolving needs
More than 4,300 employees worldwide
Manufactures in 31 countries and sells products in over 100 countries
Global headquarters in Philadelphia, Pennsylvania
Regional headquarters and shared service centers in Sao Paulo, Brazil; Shanghai, China; Middlebury, Connecticut; and Manchester, United Kingdom
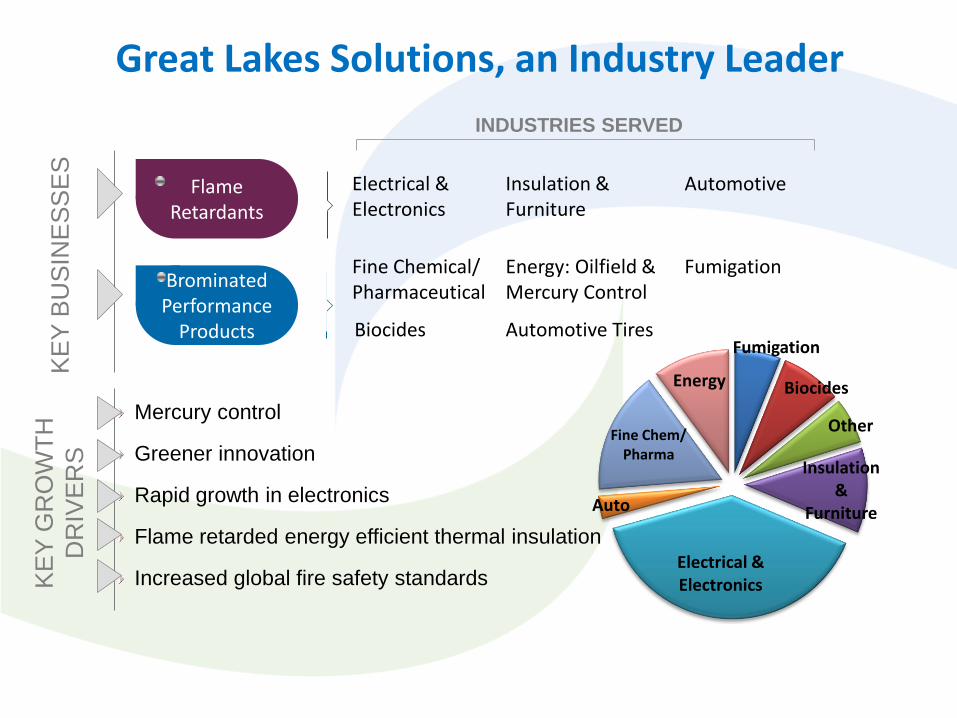
Great Lakes Solutions, an Industry Leader
Electrical & Electronics
Insulation & Furniture
Automotive
Fumigation Energy: Oilfield & Mercury Control
Fine Chemical/ Pharmaceutical
Biocides Automotive Tires Fumigation
Biocides
Other
Insulation &
Furniture
Electrical & Electronics
Auto
Fine Chem/ Pharma
Energy
Flame Retardants
Brominated Performance
Products
KE
Y B
US
INE
SS
ES
INDUSTRIES SERVED
Mercury control
Greener innovation
Rapid growth in electronics
Flame retarded energy efficient thermal insulation
Increased global fire safety standards KE
Y G
RO
WT
H
DR
IVE
RS
The Sustainability Challenge for Flame Retardants
In today’s society, products are expected to be “green”
But, what is green?
Ideally, this includes:
− Total Carbon Footprint
− Recyclability
− Green Chemistry & Engineering Principles
− Chemical Hazard Classification and Risk Assessment
5
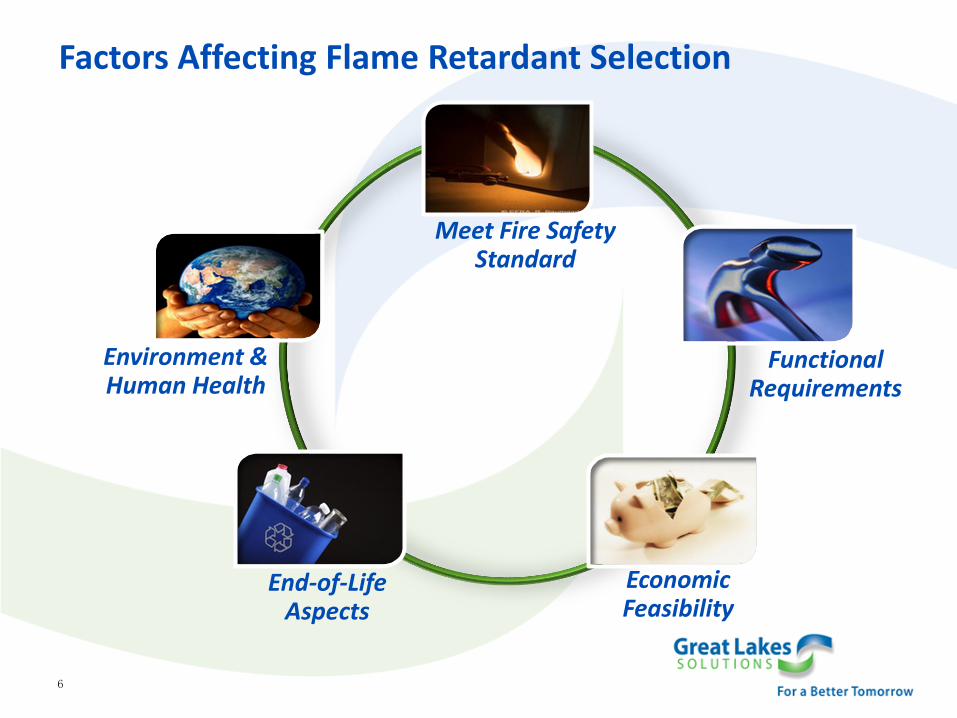
Factors Affecting Flame Retardant Selection
Environment & Human Health
Functional Requirements
End-of-Life Aspects
Economic Feasibility
Meet Fire Safety Standard
6
How Do We Move Towards Environmentally Friendly, Sustainable FR Solutions?
Chemtura is applying a “Greener is Better” philosophy...
Greener Innovation
“Greener is Better” FR Design Strategy
Greener Alternatives That Achieve targeted fire safety standards
Meet or exceed baseline performance and manufacturability
Are cost effective based on total system cost
Minimize transition costs
Strive for zero environmental release VECAP to prevent release from manufacture to fabrication
Durable & recyclable to allow low-risk rework and recycling
Structures that are inherently Not migratory
Not bioavailable
Not toxic
Conclusions of USEPA Decabromodiphenyl ether alternatives assessment2
- “Large polymers (greater than 1,000 daltons) had generally low concerns because they cannot be absorbed or easily metabolized.”
- “Large discrete chemicals and large polymers (both halogenated and non-halogenated) had generally low ecotoxicity hazards. The larger chemicals and compounds with high Kow are not expected to be bioavailable in the water column. Most hazard designations based on SAR predicted ‘no effects at saturation’.
2. Lavoie, E.. USEPA , Conference Procedings, Fire Retardants in Plastics 2012, June 2012
9
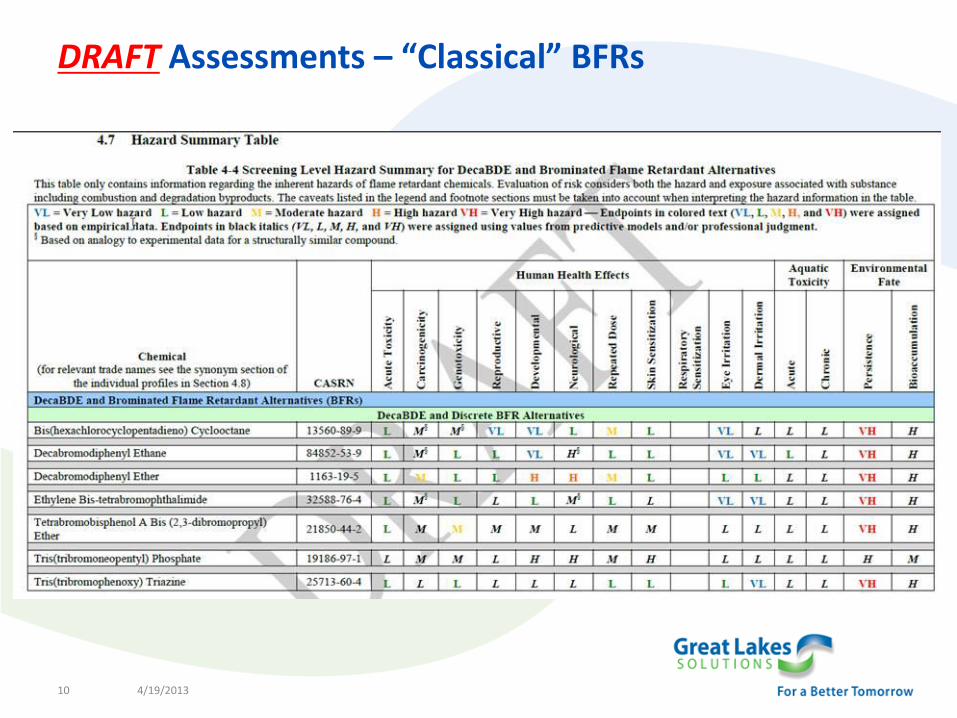
DRAFT Assessments – “Classical” BFRs
4/19/2013 10
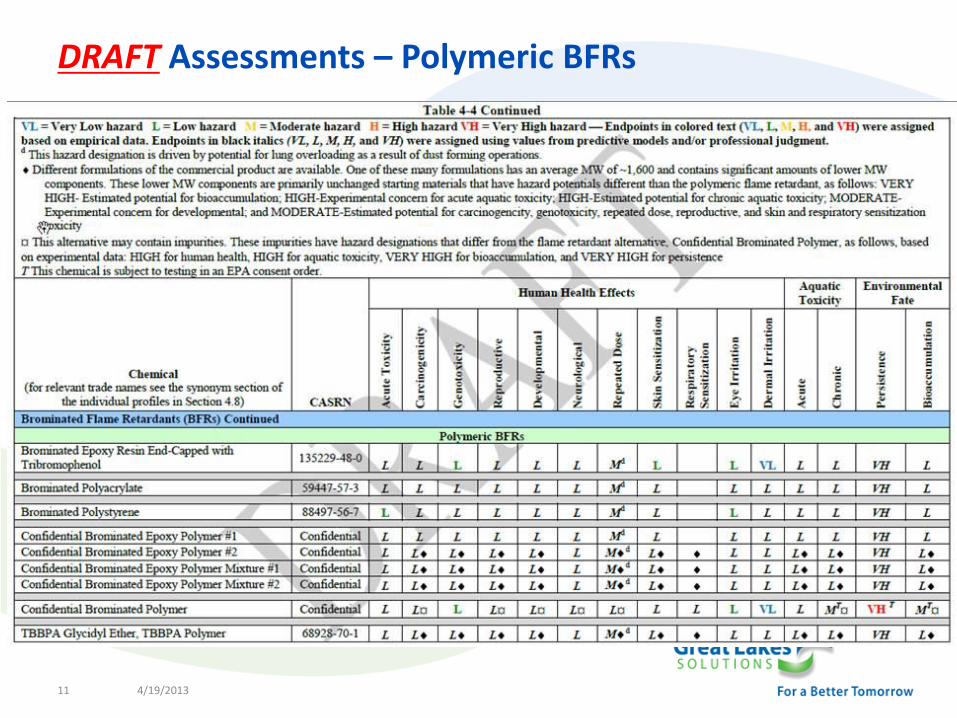
DRAFT Assessments – Polymeric BFRs
4/19/2013 11
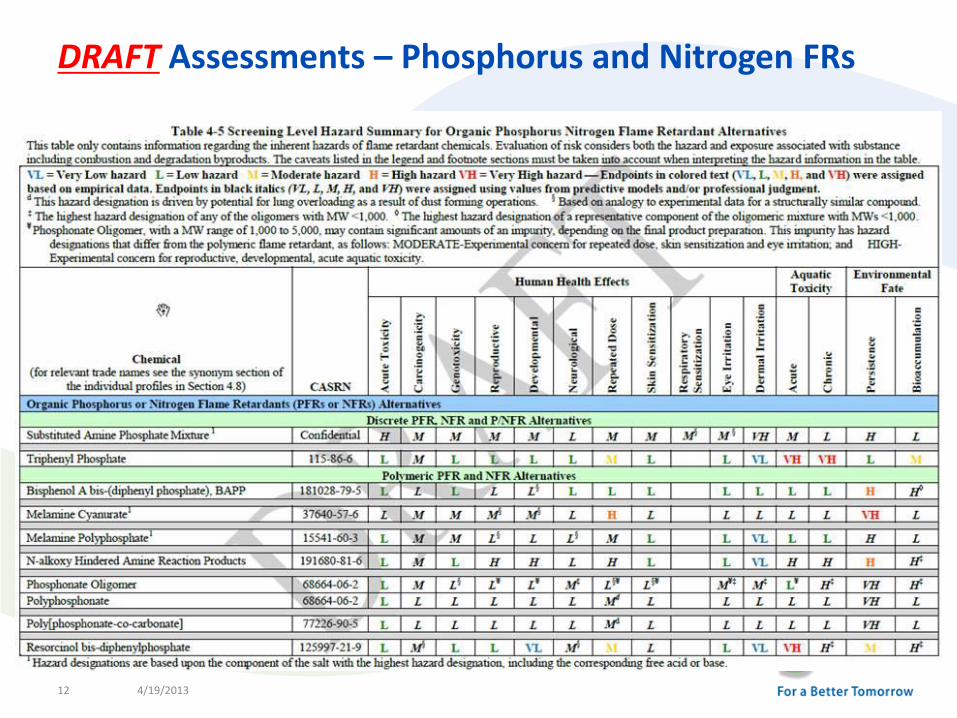
DRAFT Assessments – Phosphorus and Nitrogen FRs
4/19/2013 12
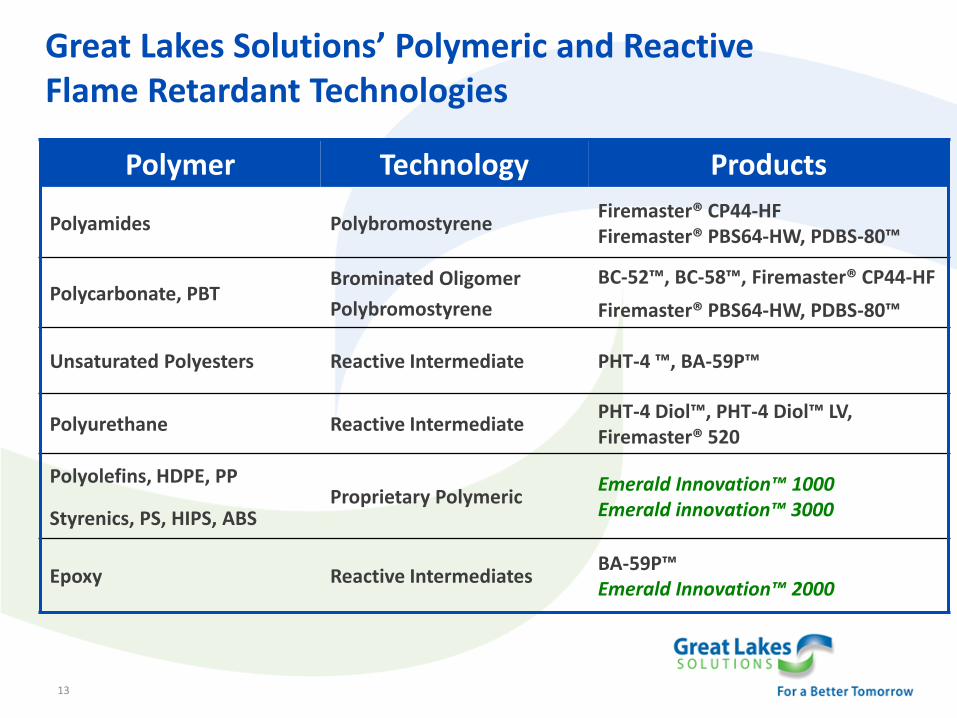
Great Lakes Solutions’ Polymeric and Reactive Flame Retardant Technologies
Polymer Technology Products
Polyamides Polybromostyrene Firemaster® CP44-HF Firemaster® PBS64-HW, PDBS-80™
Polycarbonate, PBT Brominated Oligomer
Polybromostyrene
BC-52™, BC-58™, Firemaster® CP44-HF
Firemaster® PBS64-HW, PDBS-80™
Unsaturated Polyesters Reactive Intermediate PHT-4 ™, BA-59P™
Polyurethane Reactive Intermediate PHT-4 Diol™, PHT-4 Diol™ LV, Firemaster® 520
Polyolefins, HDPE, PP Proprietary Polymeric
Emerald Innovation™ 1000 Emerald innovation™ 3000 Styrenics, PS, HIPS, ABS
Epoxy Reactive Intermediates BA-59P™ Emerald Innovation™ 2000
13

Introducing Emerald Innovation™ Our Next Generation of Flame Retardant Products
Why Emerald Innovation™? Products are innovative, reliable and also minimize the impact on our environment and human health while maintaining superior performance and quality

EMERALD INNOVATION™ 1000 VERSATILE, EFFICIENT, SUSTAINABLE FLAME RETARDANT SOLUTION FOR IGNITION RESISTANT POLYMERS
Polymeric structure, not readily bioavailable1, offers sustainability replacement solutions for decabromodiphenyl oxide (DE-83R™) and decabromodiphenyl ethane (Firemaster® 2100R)
High bromine content, more efficient than other alternatives to DE-83R™ and Firemaster® 2100R
Offers an excellent balance of physical properties, flammability performance and process ability
Cost-effectively provides UL-94 V-0 performance in Polyolefin and Styrenic based formulations and other resins
1 49 Federal Register 46066 (Nov. 11, 1984), 40 CFR 723.250
Emerald Innovation™ 1000
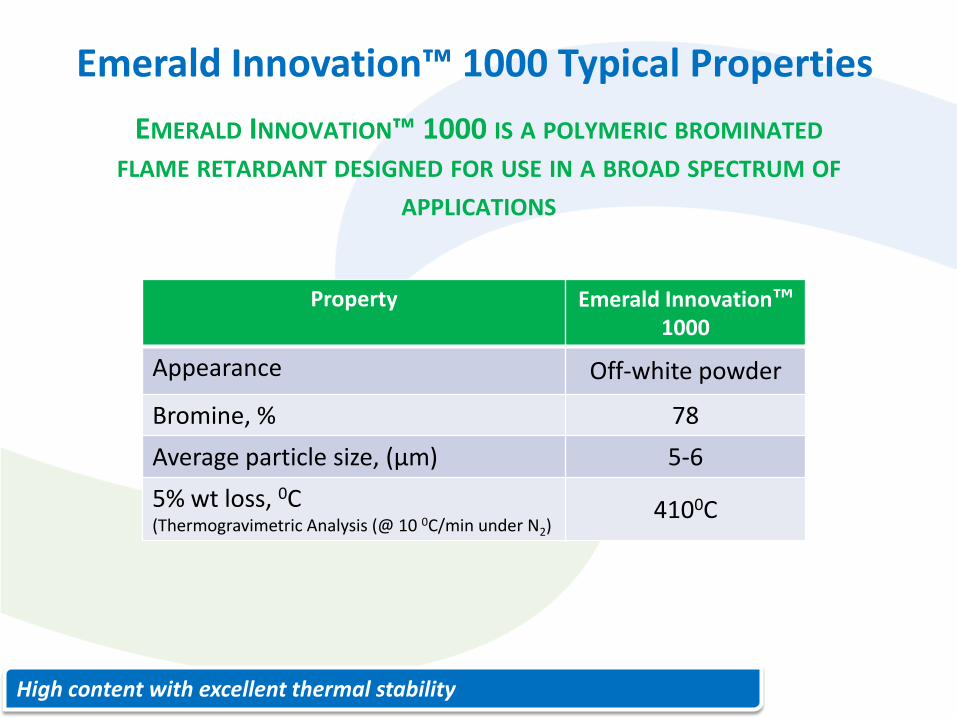
EMERALD INNOVATION™ 1000 IS A POLYMERIC BROMINATED FLAME RETARDANT DESIGNED FOR USE IN A BROAD SPECTRUM OF
APPLICATIONS
Emerald Innovation™ 1000 Typical Properties
High content with excellent thermal stability
Property Emerald Innovation™ 1000
Appearance Off-white powder
Bromine, % 78
Average particle size, (µm) 5-6
5% wt loss, 0C (Thermogravimetric Analysis (@ 10 0C/min under N2)
4100C
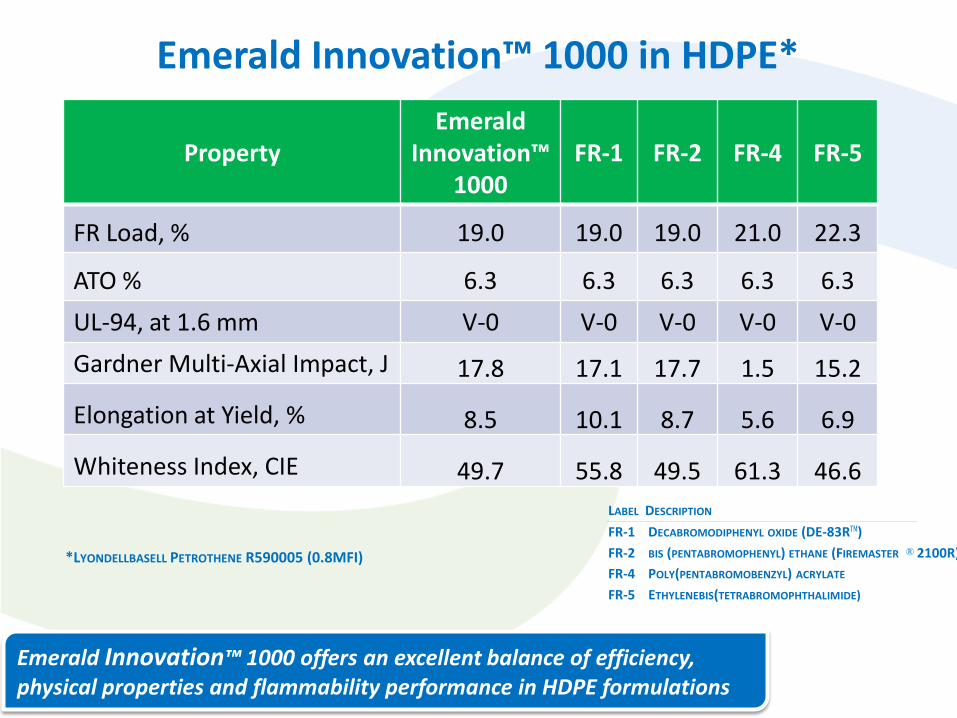
Emerald Innovation™ 1000 in HDPE*
*LYONDELLBASELL PETROTHENE R590005 (0.8MFI)
LABEL DESCRIPTION
FR-1 DECABROMODIPHENYL OXIDE (DE-83R™)
FR-2 BIS (PENTABROMOPHENYL) ETHANE (FIREMASTER ® 2100R)
FR-4 POLY(PENTABROMOBENZYL) ACRYLATE
FR-5 ETHYLENEBIS(TETRABROMOPHTHALIMIDE)
Property Emerald
Innovation™ 1000
FR-1 FR-2 FR-4 FR-5
FR Load, % 19.0 19.0 19.0 21.0 22.3
ATO % 6.3 6.3 6.3 6.3 6.3
UL-94, at 1.6 mm V-0 V-0 V-0 V-0 V-0
Gardner Multi-Axial Impact, J 17.8 17.1 17.7 1.5 15.2
Elongation at Yield, % 8.5 10.1 8.7 5.6 6.9
Whiteness Index, CIE 49.7 55.8 49.5 61.3 46.6
Emerald Innovation™ 1000 offers an excellent balance of efficiency, physical properties and flammability performance in HDPE formulations
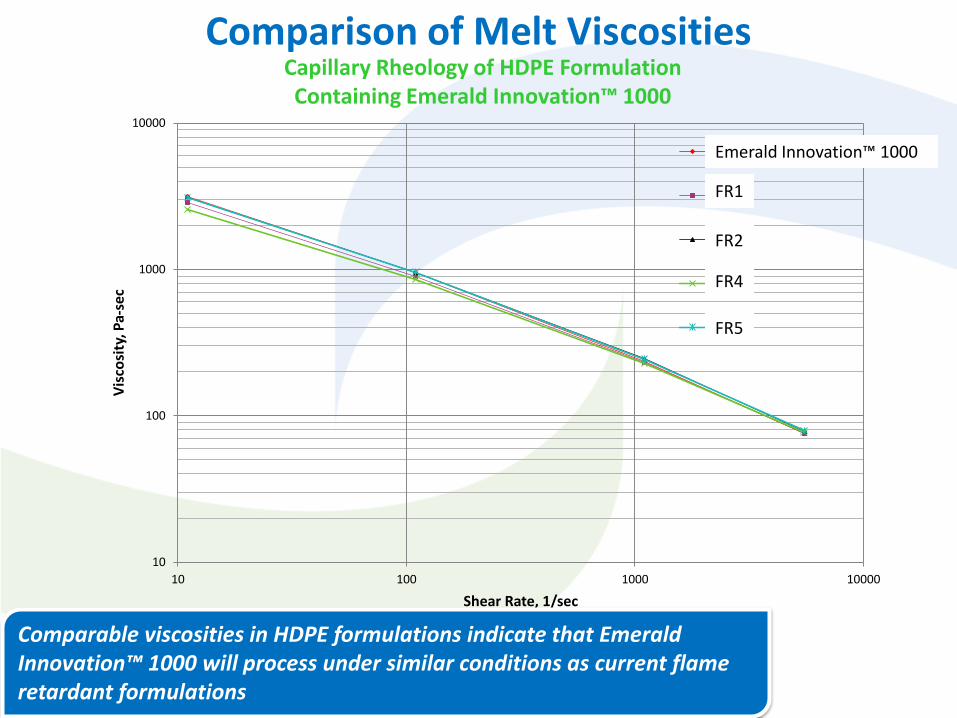
Comparison of Melt Viscosities Capillary Rheology of HDPE Formulation Containing Emerald Innovation™ 1000
10
100
1000
10000
10 100 1000 10000
Vis
cosi
ty, P
a-se
c
Shear Rate, 1/sec
Emerald Innovation 1000
FR1
FR2
FR3
FR4 FR5
FR4
FR2
FR1
Emerald Innovation™ 1000
Comparable viscosities in HDPE formulations indicate that Emerald Innovation™ 1000 will process under similar conditions as current flame retardant formulations
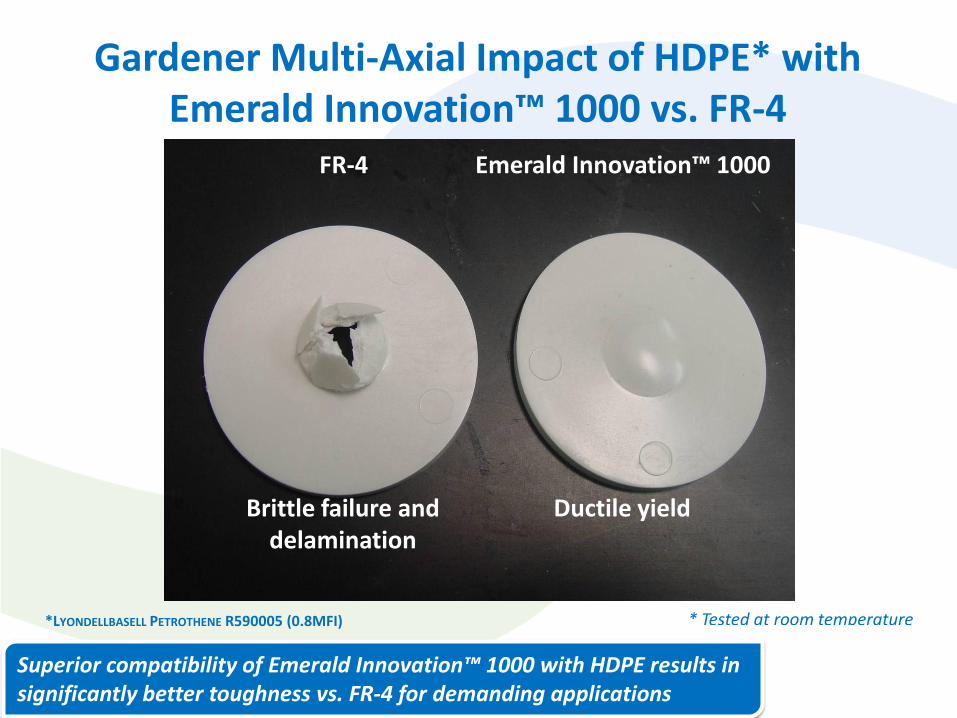
Gardener Multi-Axial Impact of HDPE* with Emerald Innovation™ 1000 vs. FR-4
FR-4 Emerald Innovation™ 1000
Brittle failure and delamination
Ductile yield
* Tested at room temperature
Superior compatibility of Emerald Innovation™ 1000 with HDPE results in significantly better toughness vs. FR-4 for demanding applications
*LYONDELLBASELL PETROTHENE R590005 (0.8MFI)
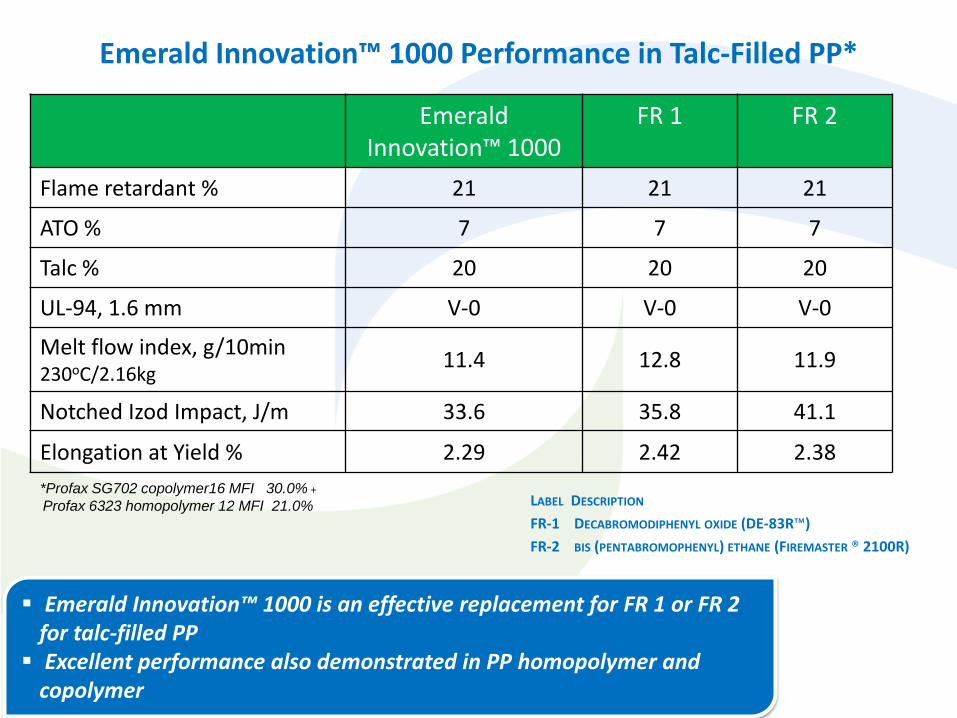
Emerald Innovation™ 1000 Performance in Talc-Filled PP*
Emerald Innovation™ 1000
FR 1 FR 2
Flame retardant % 21 21 21
ATO % 7 7 7
Talc % 20 20 20
UL-94, 1.6 mm V-0 V-0 V-0
Melt flow index, g/10min 230oC/2.16kg
11.4 12.8 11.9
Notched Izod Impact, J/m 33.6 35.8 41.1
Elongation at Yield % 2.29 2.42 2.38
LABEL DESCRIPTION
FR-1 DECABROMODIPHENYL OXIDE (DE-83R™)
FR-2 BIS (PENTABROMOPHENYL) ETHANE (FIREMASTER ® 2100R)
Emerald Innovation™ 1000 is an effective replacement for FR 1 or FR 2 for talc-filled PP
Excellent performance also demonstrated in PP homopolymer and copolymer
*Profax SG702 copolymer16 MFI 30.0% +
Profax 6323 homopolymer 12 MFI 21.0%
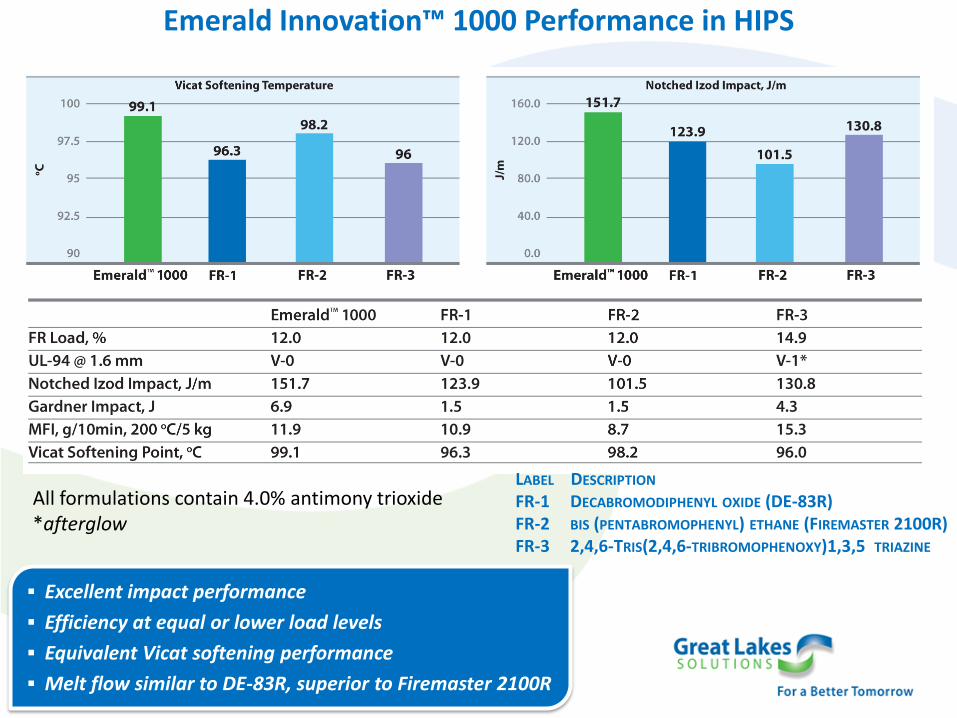
Excellent impact performance
Efficiency at equal or lower load levels
Equivalent Vicat softening performance
Melt flow similar to DE-83R, superior to Firemaster 2100R
Emerald Innovation™ 1000 Performance in HIPS
All formulations contain 4.0% antimony trioxide *afterglow
LABEL DESCRIPTION FR-1 DECABROMODIPHENYL OXIDE (DE-83R) FR-2 BIS (PENTABROMOPHENYL) ETHANE (FIREMASTER 2100R) FR-3 2,4,6-TRIS(2,4,6-TRIBROMOPHENOXY)1,3,5 TRIAZINE
SOLUTIONS FOR ANTIMONY TRIOXIDE REDUCTION
Why the Need for ATO Alternatives?
Antimony trioxide (ATO) is typically used as a synergist with aromatic brominated flame retardants (BFR) in plastics
ATO functions via the formation of flame quenching
antimony tri-halides through a gas-phase mechanism. It is not absolutely necessary but makes the system more cost effective
Alternatives to ATO are sought due to: Cost volatility of antimony metal Higher cost of ATO
8,000
9,000
10,000
11,000
12,000
13,000
14,000
15,000
16,000
17,000
18,000
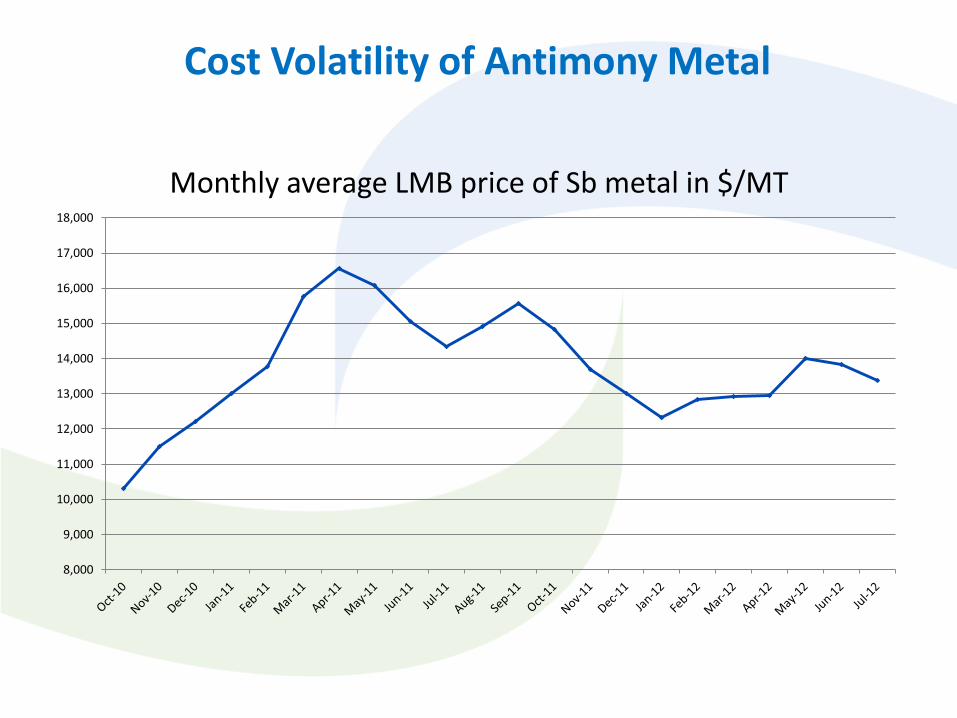
Monthly average LMB price of Sb metal in $/MT
Cost Volatility of Antimony Metal
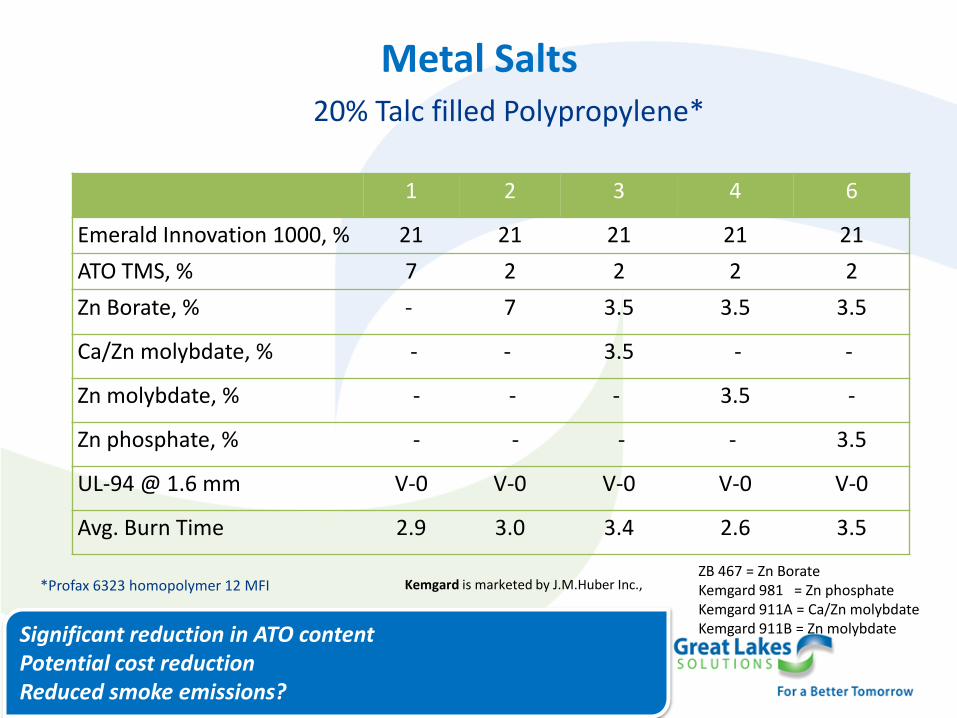
Metal Salts
1 2 3 4 6
Emerald Innovation 1000, % 21 21 21 21 21
ATO TMS, % 7 2 2 2 2
Zn Borate, % - 7 3.5 3.5 3.5
Ca/Zn molybdate, % - - 3.5 - -
Zn molybdate, % - - - 3.5 -
Zn phosphate, % - - - - 3.5
UL-94 @ 1.6 mm V-0 V-0 V-0 V-0 V-0
Avg. Burn Time 2.9 3.0 3.4 2.6 3.5
20% Talc filled Polypropylene*
Significant reduction in ATO content Potential cost reduction Reduced smoke emissions?
ZB 467 = Zn Borate Kemgard 981 = Zn phosphate Kemgard 911A = Ca/Zn molybdate Kemgard 911B = Zn molybdate
*Profax 6323 homopolymer 12 MFI Kemgard is marketed by J.M.Huber Inc.,
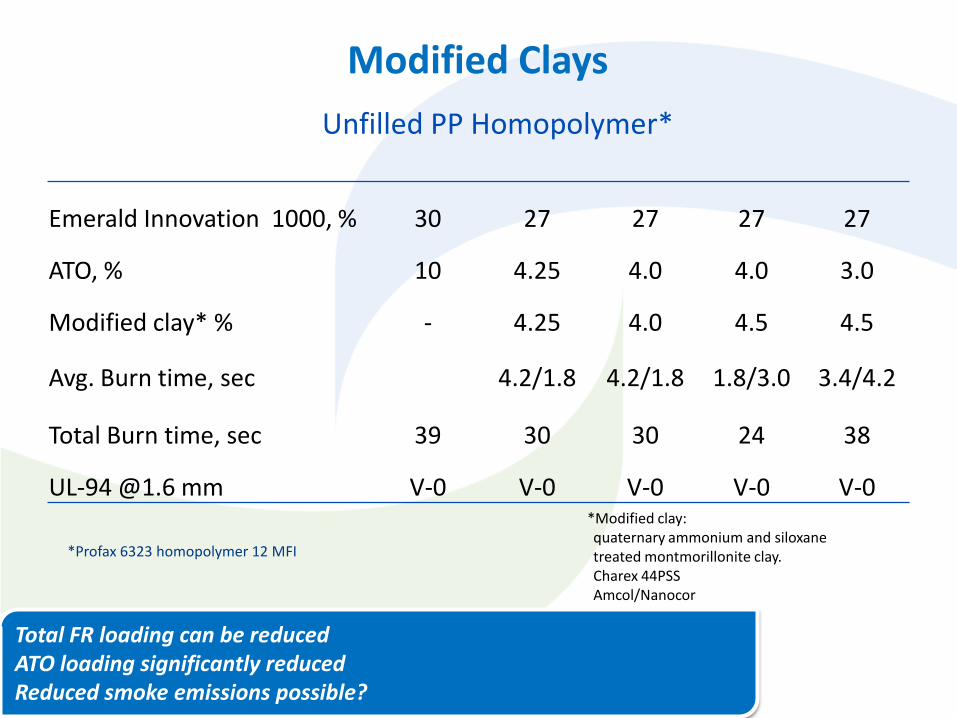
Emerald Innovation 1000, % 30 27 27 27 27
ATO, % 10 4.25 4.0 4.0 3.0
Modified clay* % - 4.25 4.0 4.5 4.5
Avg. Burn time, sec 4.2/1.8 4.2/1.8 1.8/3.0 3.4/4.2
Total Burn time, sec 39 30 30 24 38
UL-94 @1.6 mm V-0 V-0 V-0 V-0 V-0
Modified Clays
Unfilled PP Homopolymer*
*Modified clay: quaternary ammonium and siloxane treated montmorillonite clay. Charex 44PSS Amcol/Nanocor
Total FR loading can be reduced ATO loading significantly reduced Reduced smoke emissions possible?
*Profax 6323 homopolymer 12 MFI
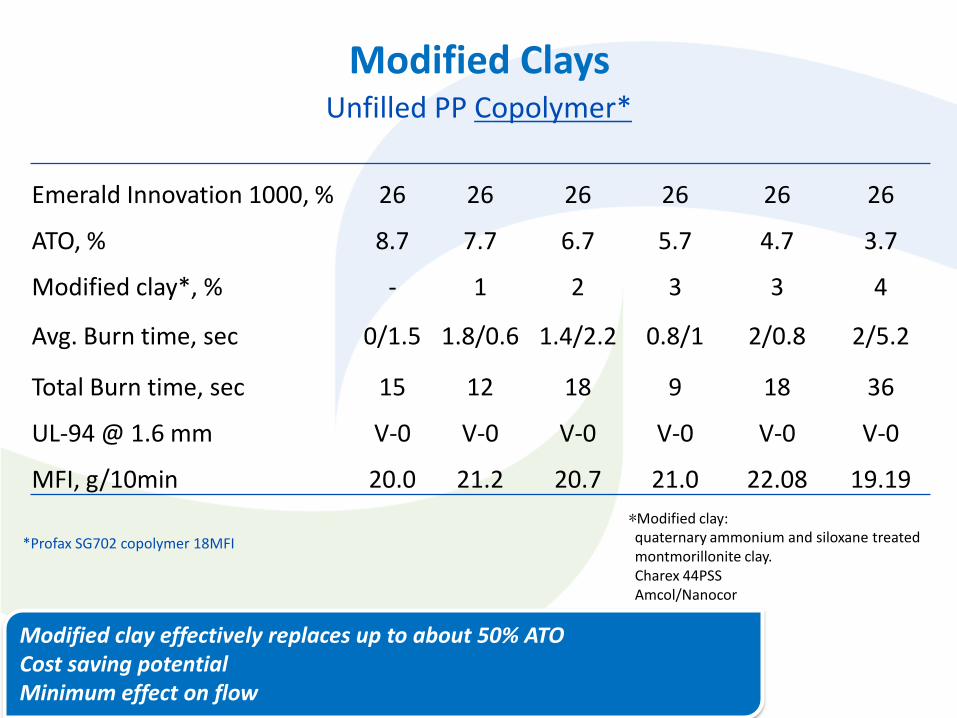
Emerald Innovation 1000, % 26 26 26 26 26 26
ATO, % 8.7 7.7 6.7 5.7 4.7 3.7
Modified clay*, % - 1 2 3 3 4
Avg. Burn time, sec 0/1.5 1.8/0.6 1.4/2.2 0.8/1 2/0.8 2/5.2
Total Burn time, sec 15 12 18 9 18 36
UL-94 @ 1.6 mm V-0 V-0 V-0 V-0 V-0 V-0
MFI, g/10min 20.0 21.2 20.7 21.0 22.08 19.19
Modified Clays Unfilled PP Copolymer*
*Modified clay: quaternary ammonium and siloxane treated montmorillonite clay. Charex 44PSS Amcol/Nanocor
Modified clay effectively replaces up to about 50% ATO Cost saving potential Minimum effect on flow
*Profax SG702 copolymer 18MFI
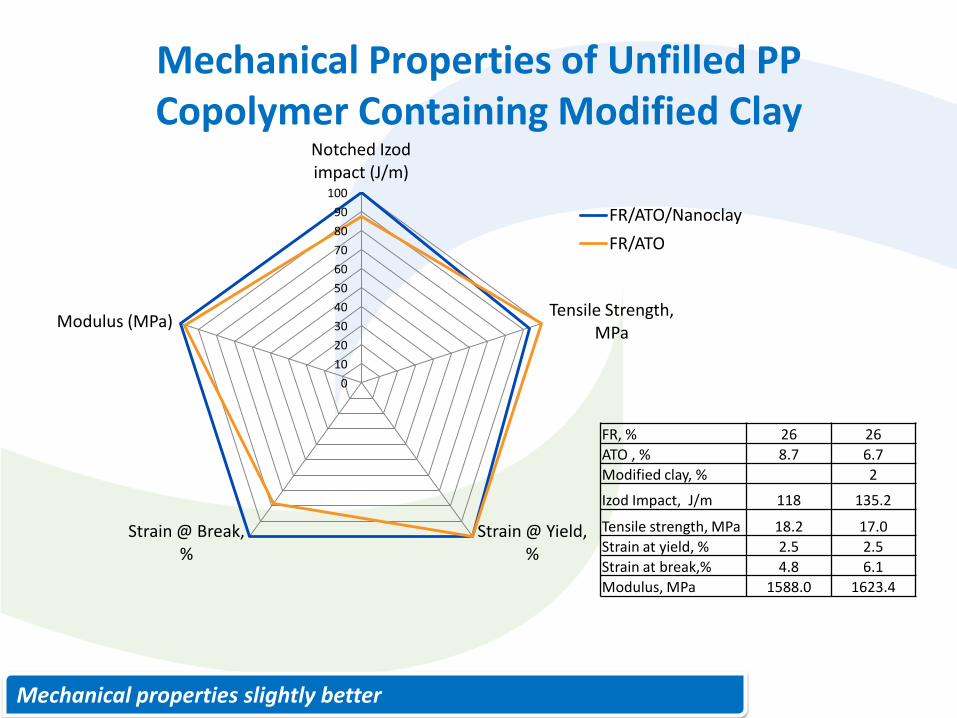
Mechanical Properties of Unfilled PP Copolymer Containing Modified Clay
0
10
20
30
40
50
60
70
80
90
100
Notched Izod impact (J/m)
Tensile Strength, MPa
Strain @ Yield, %
Strain @ Break, %
Modulus (MPa)
FR/ATO/Nanoclay
FR/ATO
FR, % 26 26
ATO , % 8.7 6.7
Modified clay, % 2
Izod Impact, J/m 118 135.2
Tensile strength, MPa 18.2 17.0
Strain at yield, % 2.5 2.5
Strain at break,% 4.8 6.1
Modulus, MPa 1588.0 1623.4
Mechanical properties slightly better
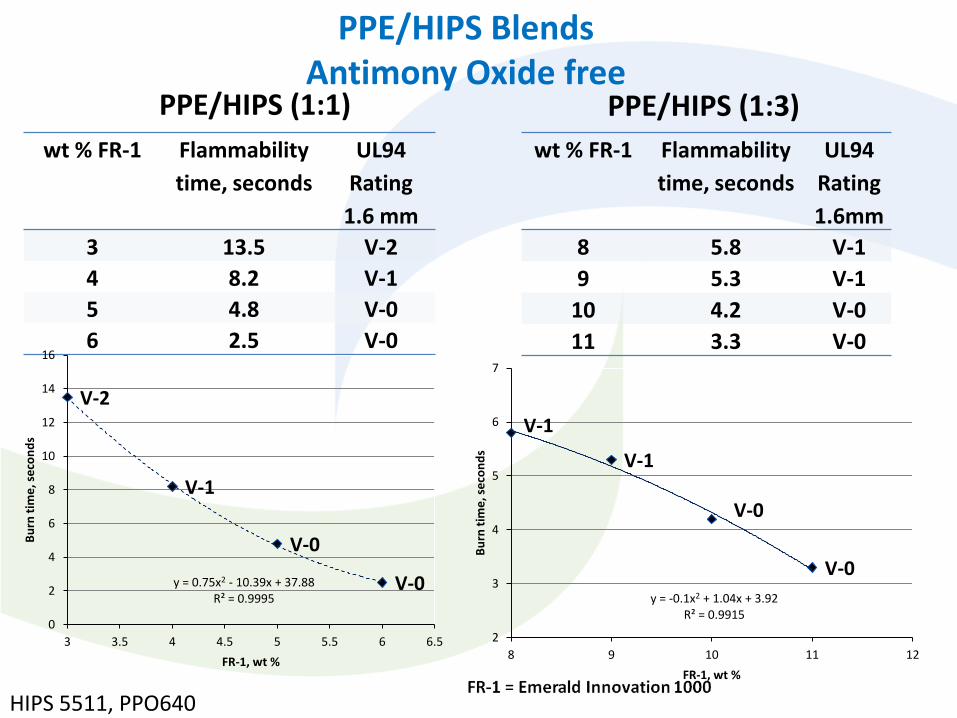
PPE/HIPS Blends Antimony Oxide free
wt % FR-1 Flammability
time, seconds
UL94
Rating
1.6 mm
3 13.5 V-2
4 8.2 V-1
5 4.8 V-0
6 2.5 V-0
wt % FR-1 Flammability
time, seconds
UL94
Rating
1.6mm
8 5.8 V-1
9 5.3 V-1
10 4.2 V-0
11 3.3 V-0
V-2
V-1
V-0
V-0 y = 0.75x2 - 10.39x + 37.88 R² = 0.9995
0
2
4
6
8
10
12
14
16
3 3.5 4 4.5 5 5.5 6 6.5
Bu
rn t
ime
, se
con
ds
FR-1, wt %
V-1
V-1
V-0
V-0
y = -0.1x2 + 1.04x + 3.92 R² = 0.9915
2
3
4
5
6
7
8 9 10 11 12
Bu
rn t
ime
, se
con
ds
FR-1, wt %
PPE/HIPS (1:1) PPE/HIPS (1:3)
HIPS 5511, PPO640
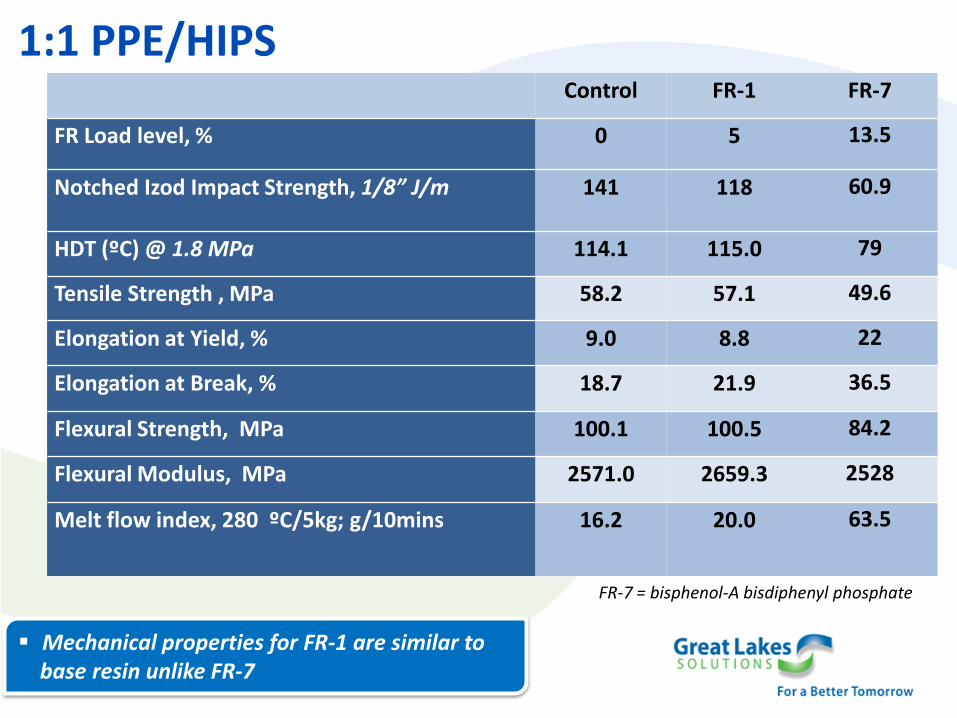
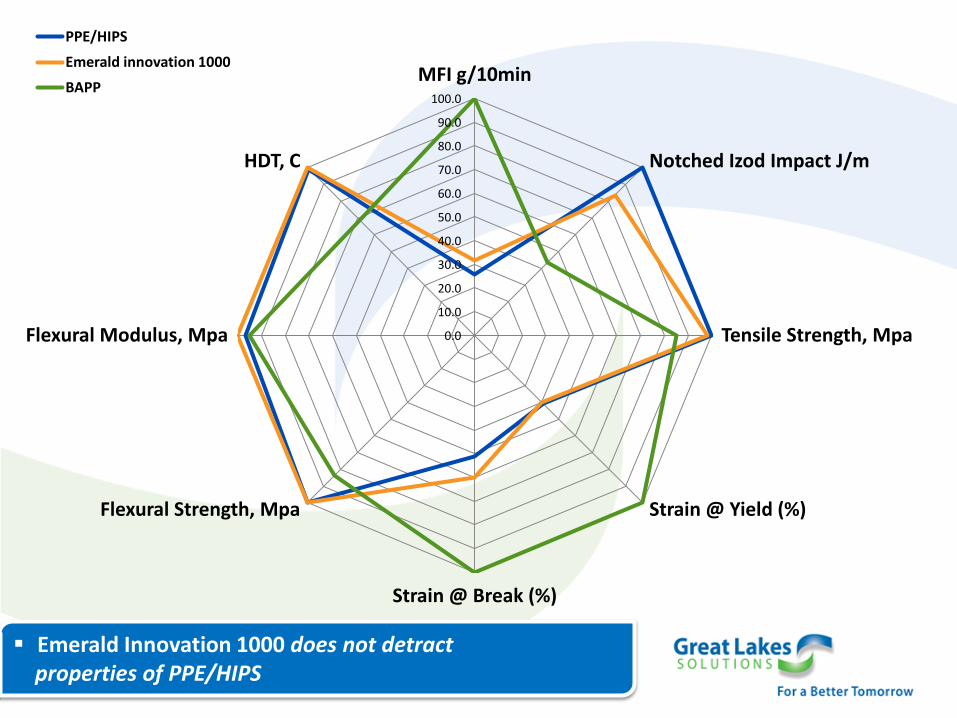
Mechanical properties for FR-1 are similar to base resin unlike FR-7
1:1 PPE/HIPS Control FR-1 FR-7
FR Load level, % 0 5 13.5
Notched Izod Impact Strength, 1/8” J/m 141 118 60.9
HDT (ºC) @ 1.8 MPa 114.1 115.0 79
Tensile Strength , MPa 58.2 57.1 49.6
Elongation at Yield, % 9.0 8.8 22
Elongation at Break, % 18.7 21.9 36.5
Flexural Strength, MPa 100.1 100.5 84.2
Flexural Modulus, MPa 2571.0 2659.3 2528
Melt flow index, 280 ºC/5kg; g/10mins 16.2 20.0 63.5
FR-7 = bisphenol-A bisdiphenyl phosphate
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
100.0
MFI g/10min
Notched Izod Impact J/m
Tensile Strength, Mpa
Strain @ Yield (%)
Strain @ Break (%)
Flexural Strength, Mpa
Flexural Modulus, Mpa
HDT, C
PPE/HIPS
Emerald innovation 1000
BAPP
Emerald Innovation 1000 does not detract properties of PPE/HIPS
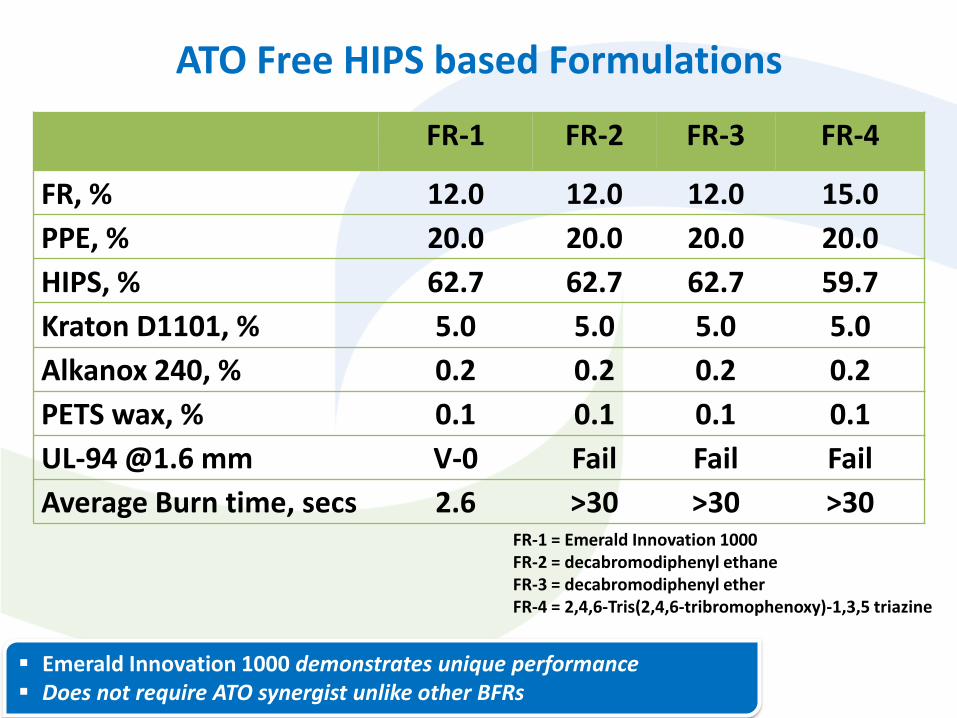
ATO Free HIPS based Formulations
FR-1 FR-2 FR-3 FR-4
FR, % 12.0 12.0 12.0 15.0
PPE, % 20.0 20.0 20.0 20.0
HIPS, % 62.7 62.7 62.7 59.7
Kraton D1101, % 5.0 5.0 5.0 5.0
Alkanox 240, % 0.2 0.2 0.2 0.2
PETS wax, % 0.1 0.1 0.1 0.1
UL-94 @1.6 mm V-0 Fail Fail Fail
Average Burn time, secs 2.6 >30 >30 >30 FR-1 = Emerald Innovation 1000 FR-2 = decabromodiphenyl ethane FR-3 = decabromodiphenyl ether FR-4 = 2,4,6-Tris(2,4,6-tribromophenoxy)-1,3,5 triazine
Emerald Innovation 1000 demonstrates unique performance Does not require ATO synergist unlike other BFRs
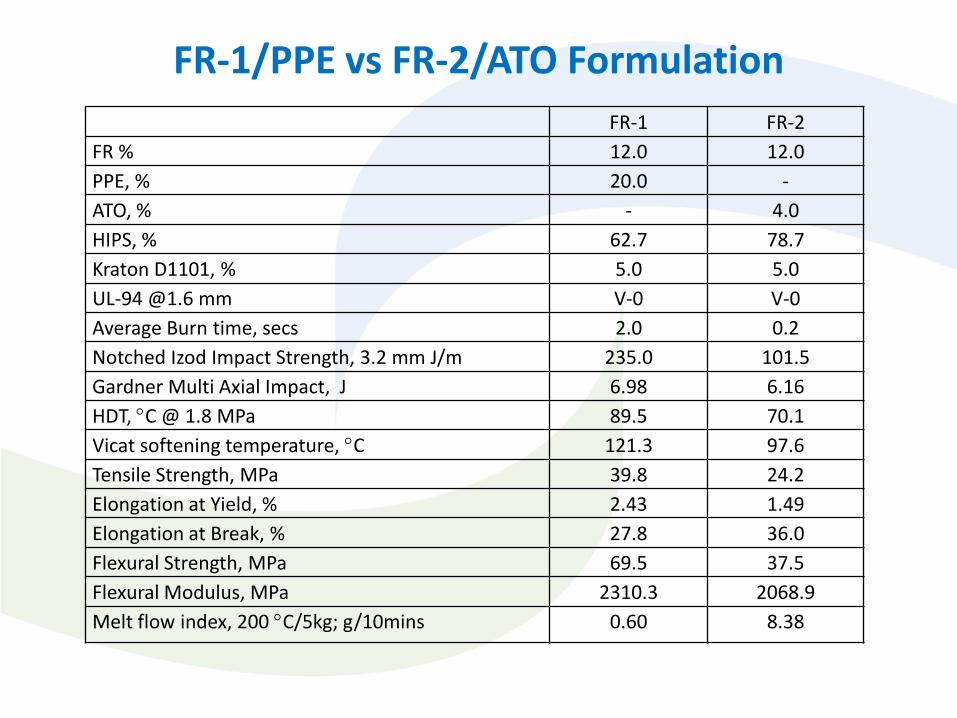
FR-1/PPE vs FR-2/ATO Formulation
FR-1 FR-2
FR % 12.0 12.0
PPE, % 20.0 -
ATO, % - 4.0
HIPS, % 62.7 78.7
Kraton D1101, % 5.0 5.0
UL-94 @1.6 mm V-0 V-0
Average Burn time, secs 2.0 0.2
Notched Izod Impact Strength, 3.2 mm J/m 235.0 101.5
Gardner Multi Axial Impact, J 6.98 6.16
HDT, C @ 1.8 MPa 89.5 70.1
Vicat softening temperature, C 121.3 97.6
Tensile Strength, MPa 39.8 24.2
Elongation at Yield, % 2.43 1.49
Elongation at Break, % 27.8 36.0
Flexural Strength, MPa 69.5 37.5
Flexural Modulus, MPa 2310.3 2068.9
Melt flow index, 200 C/5kg; g/10mins 0.60 8.38
0
2
4
6
8
10
12
14
16
18
20
190 200 210 220 230 240 250 260
MFI
, g/1
0m
ins
Temperature, C
PPO 640
PPO 630
8890C FR2/ATO
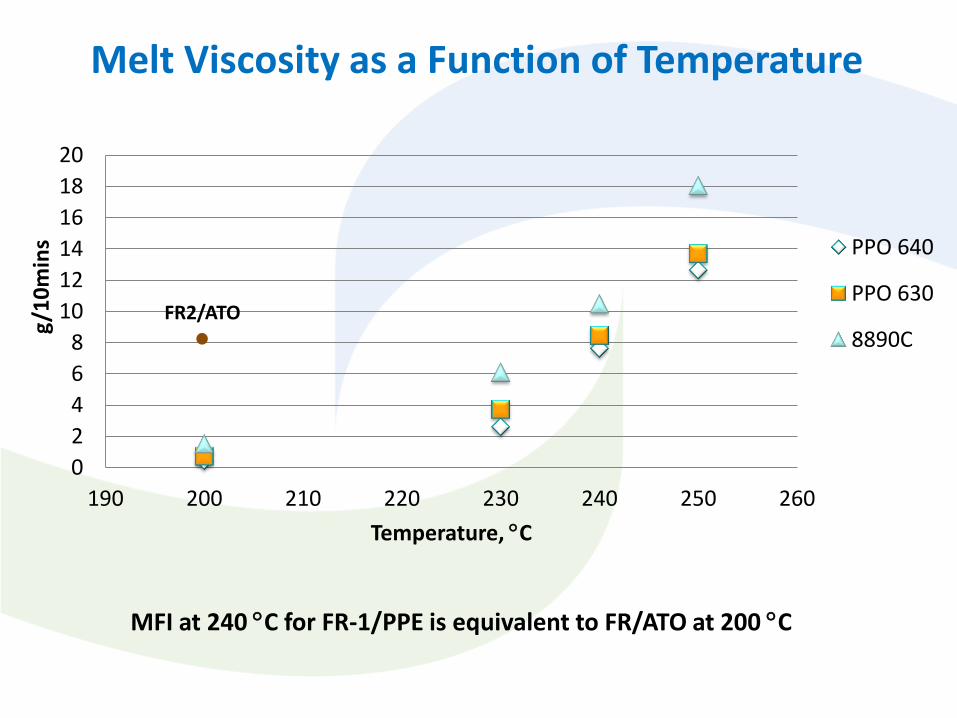
Melt Viscosity as a Function of Temperature
MFI at 240 C for FR-1/PPE is equivalent to FR/ATO at 200 C
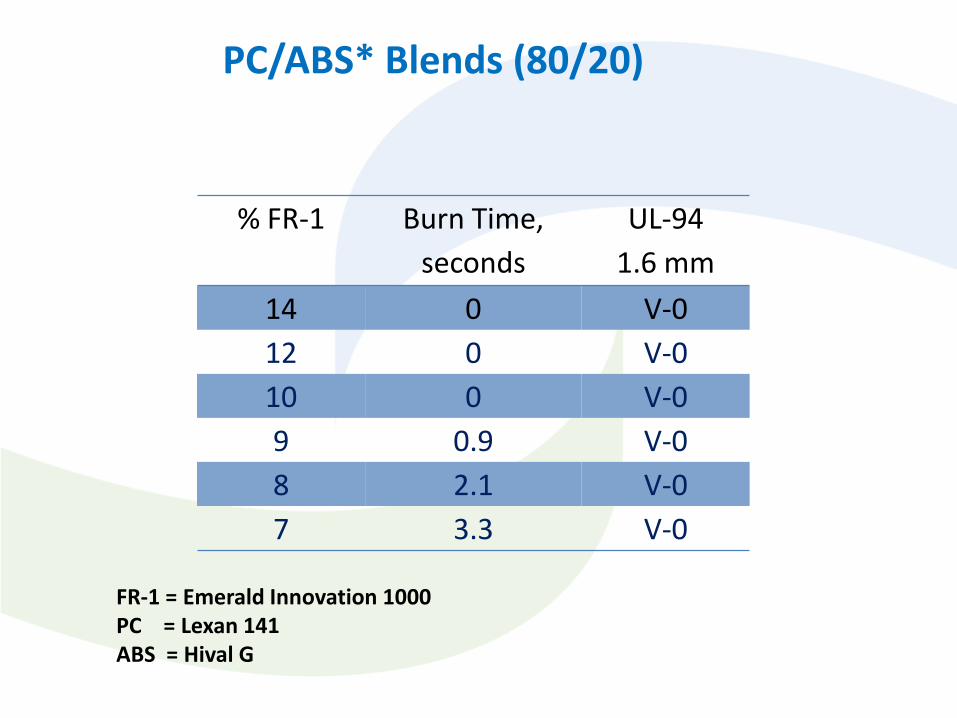
PC/ABS* Blends (80/20)
% FR-1 Burn Time,
seconds
UL-94
1.6 mm
14 0 V-0
12 0 V-0
10 0 V-0
9 0.9 V-0
8 2.1 V-0
7 3.3 V-0
FR-1 = Emerald Innovation 1000 PC = Lexan 141 ABS = Hival G
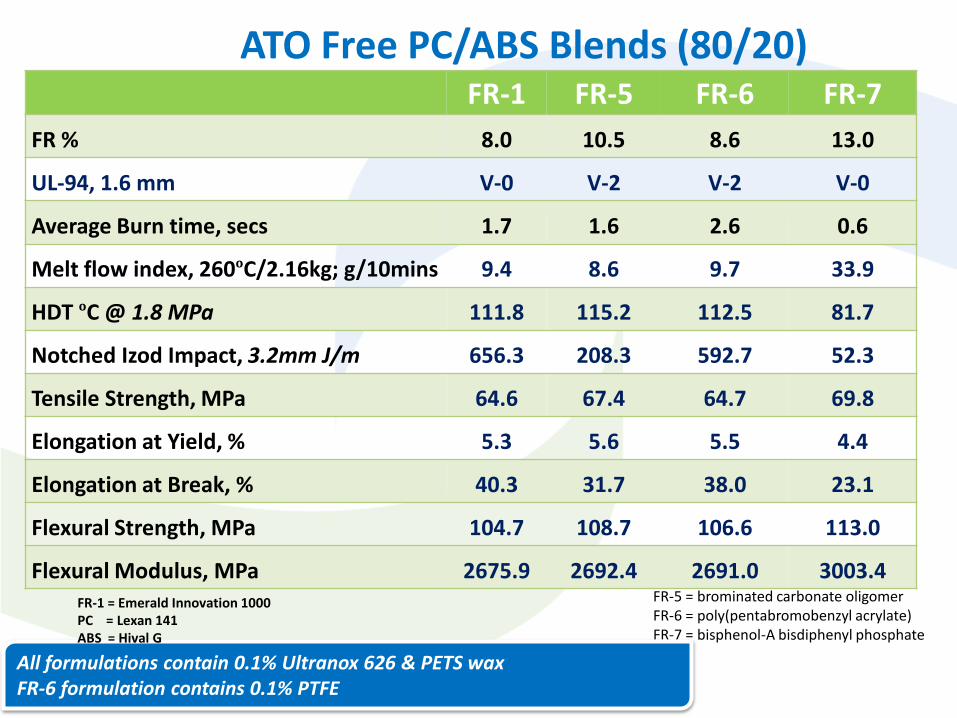
ATO Free PC/ABS Blends (80/20) FR-1 FR-5 FR-6 FR-7
FR % 8.0 10.5 8.6 13.0
UL-94, 1.6 mm V-0 V-2 V-2 V-0
Average Burn time, secs 1.7 1.6 2.6 0.6
Melt flow index, 260ºC/2.16kg; g/10mins 9.4 8.6 9.7 33.9
HDT ºC @ 1.8 MPa 111.8 115.2 112.5 81.7
Notched Izod Impact, 3.2mm J/m 656.3 208.3 592.7 52.3
Tensile Strength, MPa 64.6 67.4 64.7 69.8
Elongation at Yield, % 5.3 5.6 5.5 4.4
Elongation at Break, % 40.3 31.7 38.0 23.1
Flexural Strength, MPa 104.7 108.7 106.6 113.0
Flexural Modulus, MPa 2675.9 2692.4 2691.0 3003.4 FR-5 = brominated carbonate oligomer FR-6 = poly(pentabromobenzyl acrylate) FR-7 = bisphenol-A bisdiphenyl phosphate
All formulations contain 0.1% Ultranox 626 & PETS wax FR-6 formulation contains 0.1% PTFE
FR-1 = Emerald Innovation 1000 PC = Lexan 141 ABS = Hival G
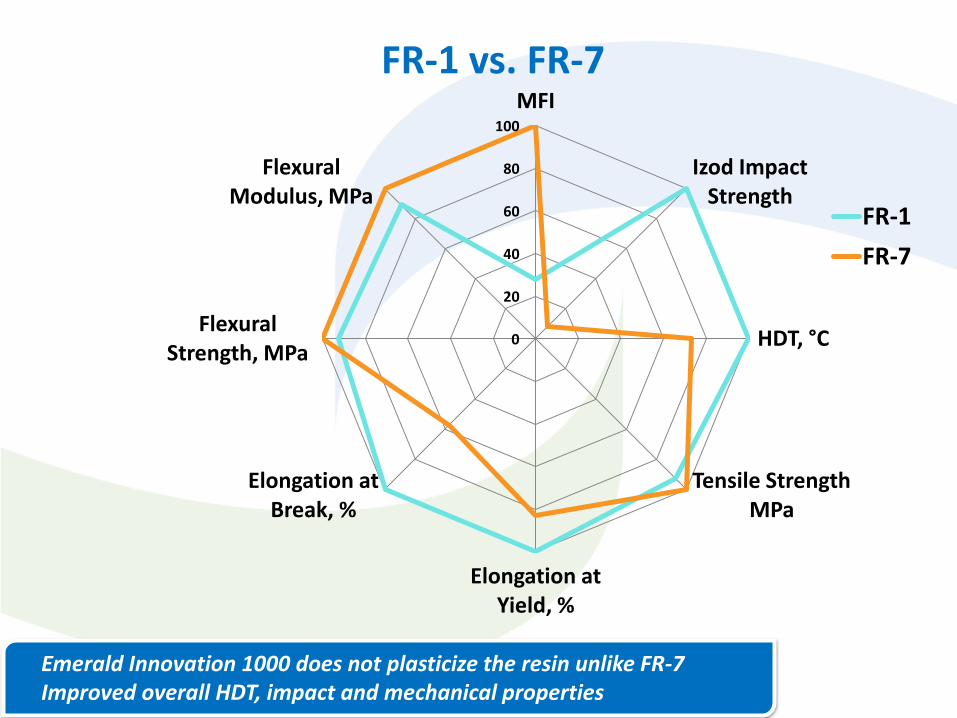
FR-1 vs. FR-7
0
20
40
60
80
100
MFI
Izod Impact Strength
HDT, °C
Tensile Strength MPa
Elongation at Yield, %
Elongation at Break, %
Flexural Strength, MPa
Flexural Modulus, MPa
FR-1
FR-7
Emerald Innovation 1000 does not plasticize the resin unlike FR-7 Improved overall HDT, impact and mechanical properties
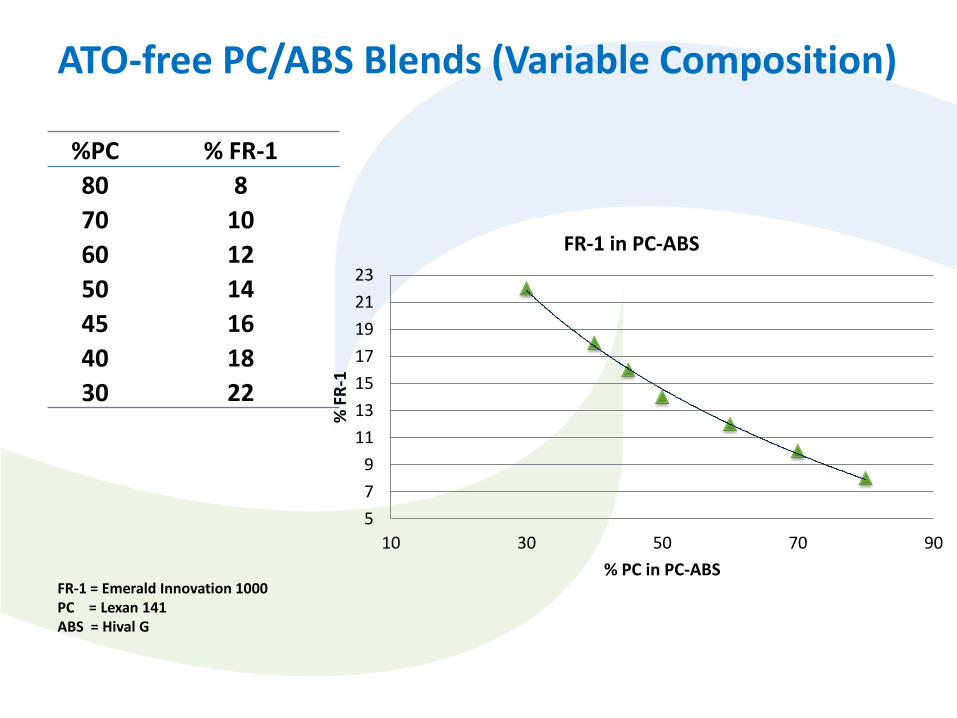
ATO-free PC/ABS Blends (Variable Composition)
5
7
9
11
13
15
17
19
21
23
10 30 50 70 90
% F
R-1
% PC in PC-ABS
FR-1 in PC-ABS
%PC % FR-1
80 8
70 10
60 12
50 14
45 16
40 18
30 22
FR-1 = Emerald Innovation 1000 PC = Lexan 141 ABS = Hival G

Conclusions
Performance comparisons for Emerald Innovation™ 1000 in polyolefins and styrenics demonstrate comparable efficiency at similar load levels over DE-83R™ and Firemaster® 2100R Emerald Innovation™ 1000 provides higher multi-axial impact strength than
other polymeric brominated flame retardants tested Evaluation of metal salts and modified clays show great potential to
significantly reduce the use of high cost ATO in polyolefins whilst maintaining flammability performance HIPS formulations containing Emerald Innovation™ 1000 & PPE exhibits V-0
performance without ATO In PC/ABS blends Emerald Innovation™ 1000 exhibits V-0 without ATO over a
wide range
V.2.0

Sustainable, Innovative, High Performance Polymeric Flame Retardant for Polystyrene Foams
V 2
.0
Emerald Innovation™ 3000 is an efficient, sustainable replacement for HBCD requiring minimal modification to current formulations or production processes.
Applicable fire safety standards covering polystyrene foam insulation can be achieved with Emerald Innovation™ 3000.
Synergists commonly used for EPS and XPS production are compatible with Emerald Innovation™ 3000.
Our strategy of greener innovation provides you with proven, sustainable alternatives
The Value of Emerald Innovation™ 3000
The polymeric structure of Emerald Innovation™ 3000 renders it not readily bioavailable*, thus addressing the environmental concerns that threaten the sustainability of many current products.
V 2
.0
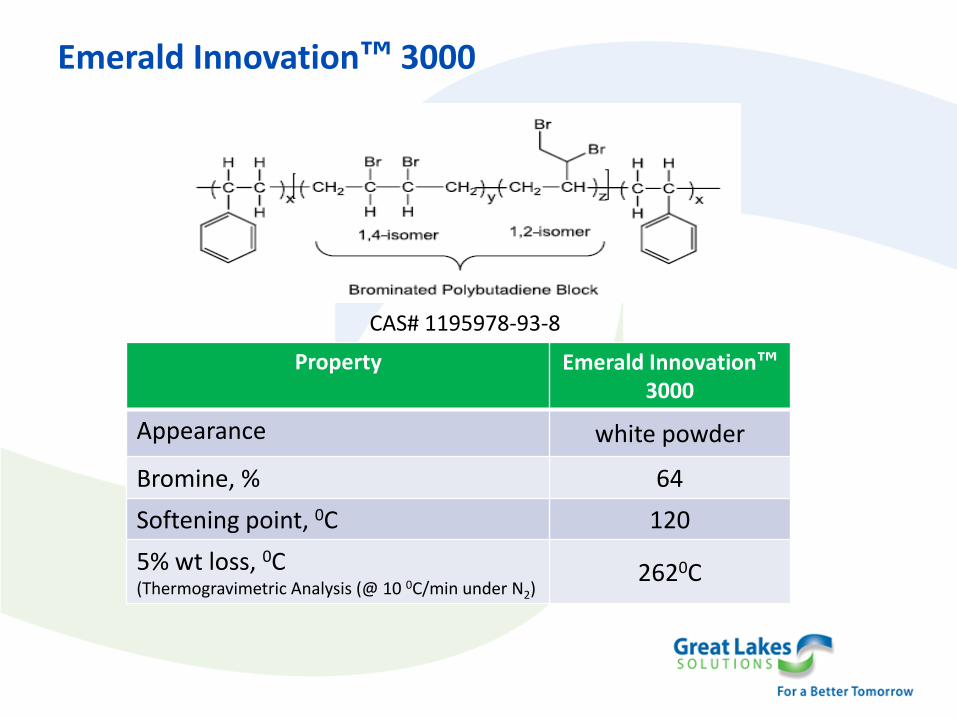
Emerald Innovation™ 3000
Property Emerald Innovation™ 3000
Appearance white powder
Bromine, % 64
Softening point, 0C 120
5% wt loss, 0C (Thermogravimetric Analysis (@ 10 0C/min under N2)
2620C
CAS# 1195978-93-8
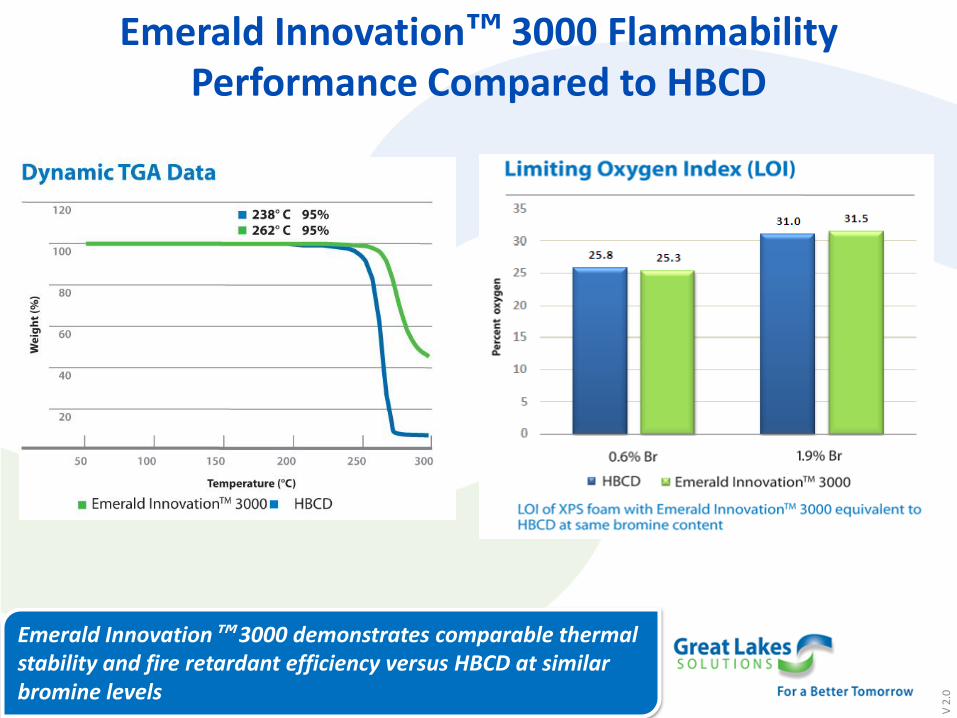
Emerald Innovation™ 3000 Flammability Performance Compared to HBCD
Emerald Innovation™ 3000 demonstrates comparable thermal stability and fire retardant efficiency versus HBCD at similar bromine levels
V 2
.0
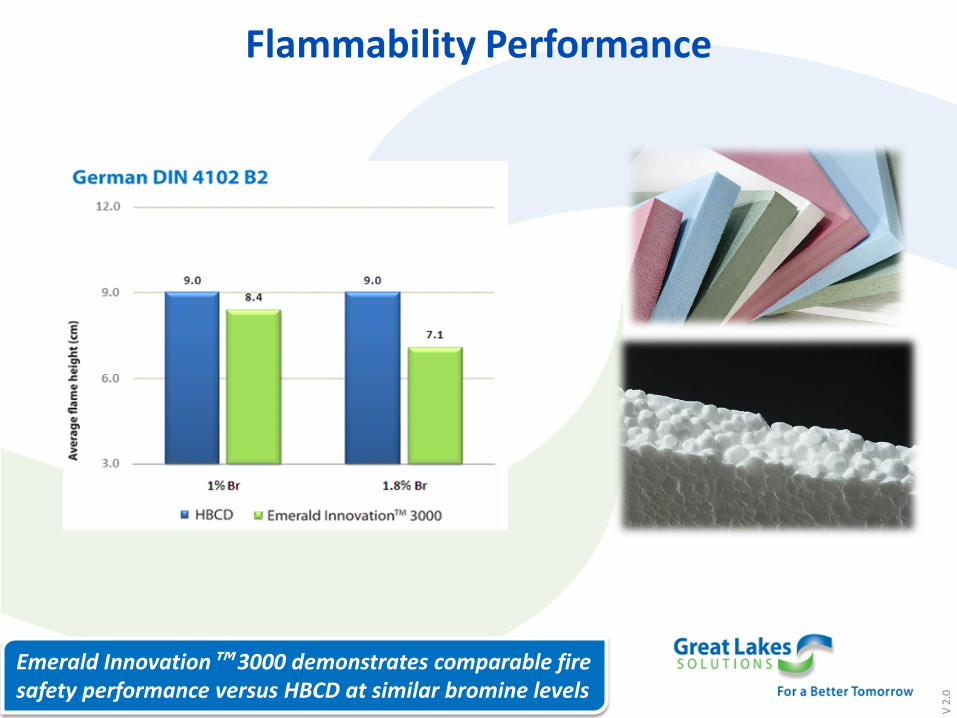
Emerald Innovation™ 3000 demonstrates comparable fire safety performance versus HBCD at similar bromine levels
Flammability Performance
V 2
.0
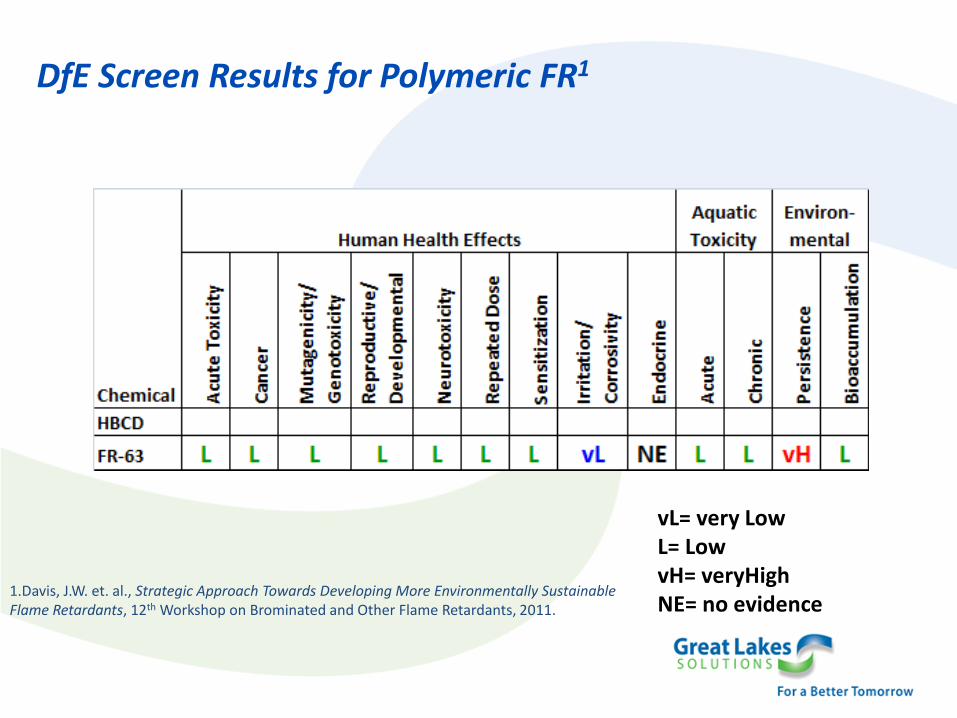
DfE Screen Results for Polymeric FR1
vL= very Low L= Low vH= veryHigh NE= no evidence
1.Davis, J.W. et. al., Strategic Approach Towards Developing More Environmentally Sustainable Flame Retardants, 12th Workshop on Brominated and Other Flame Retardants, 2011.
The polymeric nature of Emerald Innovation™ 3000 renders it more sustainable than other flame retardant alternatives. Emerald Innovation™ 3000 is the best choice when developing a sustainable product portfolio.
In EPS and XPS, Emerald Innovation™ 3000 demonstrates comparable efficiency at similar bromine content to HBCD.
Handling and processing of Emerald Innovation™ 3000 is comparable to HBCD.
Unlike HBCD, Emerald Innovation™ 3000 does not interfere in polystyrene polymerization chemistry, providing improved control of molecular weight during EPS production.
The high solubility of Emerald Innovation™ 3000 in styrene monomer allows for easy introduction into EPS production processes.
Emerald Innovation™ 3000 can be easily incorporated into a masterbatch for use in XPS.
Emerald Innovation™ 3000: Your Sustainable FR Solution for EPS and XPS
V 2
.0

Conclusions
GREAT LAKES SOLUTIONS IS
COMMITTED TO GREENER INNOVATION
4/19/2013 48
CONCLUSIONS
Recent introductions of new polymeric flame retardant platforms demonstrates the feasibility of sustainable flame retardant
This approach applies to both halogenated and non-halogenated flame retardants
Versatile, cost-effective approach across most polymer
systems Great Lakes Solutions provides Versatile, Sustainable
Flame Retardant Solutions for a variety of applications
Acknowledgements and Thanks
Great Lakes Solutions Applications Research Laboratory
Dr. Subra Narayan
Harry Hodgen
Julie McKeown
Ken Bol
Applied Market Information Ltd


















