
14. Gyalulás Jav
11
14. TÉTEL Gyalulás, vésés A gyalulás és vésés egyélű szerszámmal, egyenes vonalú, váltakozó irányú főmozgással és szakaszos mellékmozgással (előtolással) végzett forgácsolás. A gyalulás és a vésés közös jellemzője, hogy állandó keresztmetszetű forgács leválasztásával történik. Gyaluláskor a forgácsolómozgást vagy a munkadarab (hosszgyalulás), vagy a szerszám (harántgyalulás) végzi. Az előtolómozgást szintén végezheti a munkadarab is (harántgyalulás) és a szerszám is (hosszgyalulás). A szerszám csak a munkalöket alatt forgácsol. Visszafutás után, a munkalöket előtt a munkadarab vagy a szerszám a beállított előtolással elmozdul. A gyalulás síkfelületek megmunkálására való. Termelékenysége kicsi, a szerszám viszont olcsó, a gyalugép pedig egyszerű. A gyalugépek az egyedi gyártásban nélkülözhetetlenek. A gyalulás pontossága nagyoláskor IT12, simításkor IT9-10, az érdesség nagyoláskor R a = 12,5-100 m, simításkor: R a = 3,2-12,5 m. , A vésés a munkadarab belső üregeiben levő hornyok és egyéb alakzatok megmunkálására való. Sok tekintetben a gyaluláshoz hasonló. A vésés jellegzetessége, hogy a forgácsoló főmozgás párhuzamos a szerszám szárával. A főmozgást a szerszám, az előtolást a gép asztalára fogott munkadarab végzi. A vésőkéseken a kés élszögei a gyalukés élszögeihez viszonyítva szerepet cserélnek (1.54. ábra). 1 / 11
-
Upload
veres-gabor -
Category
Documents
-
view
37 -
download
2
description
Gépgyártástechnológiai technikus szóbeli tétel
Transcript of 14. Gyalulás Jav

14. TÉTEL
Gyalulás, vésés
A gyalulás és vésés egyélű szerszámmal, egyenes vonalú, váltakozó irányú főmozgással és szakaszos mellékmozgással (előtolással) végzett forgácsolás. A gyalulás és a vésés közös jellemzője, hogy állandó keresztmetszetű forgács leválasztásával történik.
Gyaluláskor a forgácsolómozgást vagy a munkadarab (hosszgyalulás), vagy a szerszám (harántgyalulás) végzi. Az előtolómozgást szintén végezheti a munkadarab is (harántgyalulás) és a szerszám is (hosszgyalulás). A szerszám csak a munkalöket alatt forgácsol. Visszafutás után, a munkalöket előtt a munkadarab vagy a szerszám a beállított előtolással elmozdul.
A gyalulás síkfelületek megmunkálására való. Termelékenysége kicsi, a szerszám viszont olcsó, a gyalugép pedig egyszerű. A gyalugépek az egyedi gyártásban nélkülözhetetlenek. A gyalulás pontossága nagyoláskor IT12, simításkor IT9-10, az
érdesség nagyoláskor Ra = 12,5-100 m, simításkor: Ra = 3,2-12,5 m.
,
A vésés a munkadarab belső üregeiben levő hornyok és egyéb alakzatok megmunkálására való. Sok tekintetben a gyaluláshoz hasonló. A vésés jellegzetessége, hogy a forgácsoló főmozgás párhuzamos a szerszám szárával. A főmozgást a szerszám, az előtolást a gép asztalára fogott munkadarab végzi. A vésőkéseken a kés élszögei a gyalukés élszögeihez viszonyítva szerepet cserélnek (1.54. ábra).
A gyalulás és vésés szerszámai
A gyaluláshoz alkalmazott szerszámok szabályos élgeometriájú, egyélű forgácsolókések, legtöbbször gyorsacél, ritkábban keményfémlapkával. Gyaluláshoz általában az esztergakések is felhasználhatók. A speciálisan gyaluláshoz készített szerszámok főleg hosszúságukban térnek el az esztergakésektől. A jellegzetes gyalukéseket az 1.63. ábra foglalja össze.
1 / 8

14. TÉTEL
A gyalukések kétféle szárkialakítással készülnek: egyenes és könyökös kivitelben
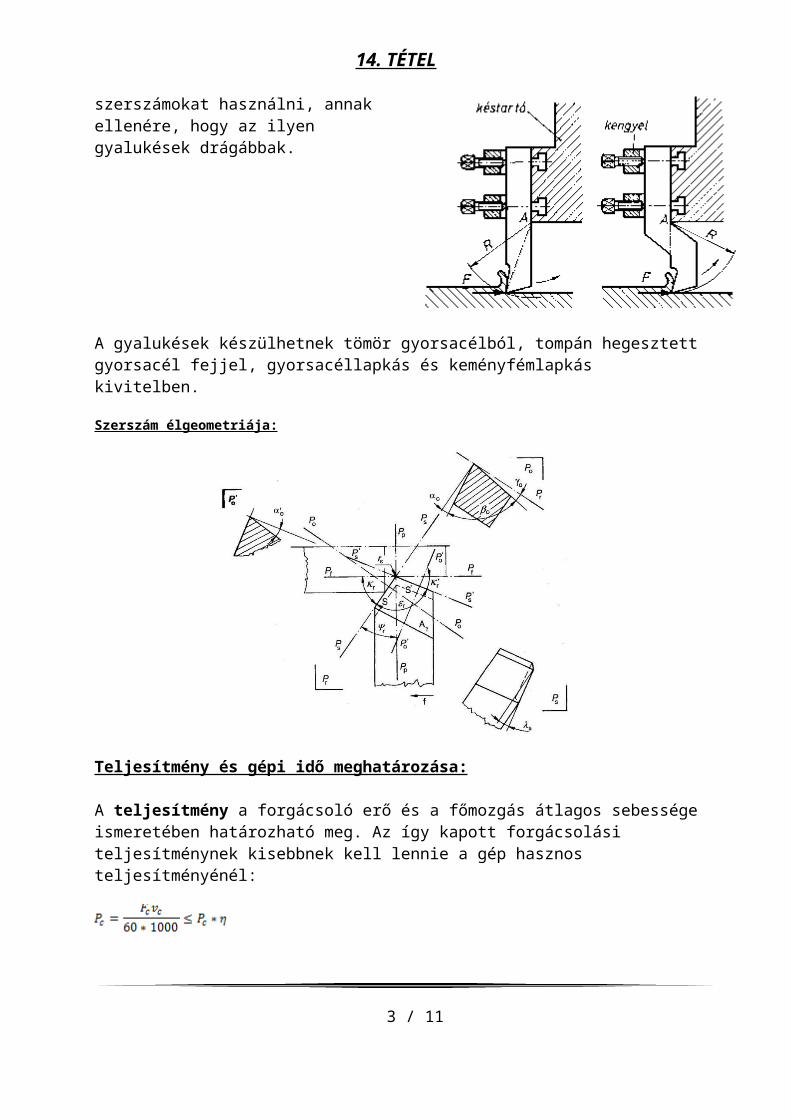
A hosszan kinyúló gyalukés a forgácsoló erő hatására kisebb-nagyobb mértékben hátrahajlik. Egyenesszárú kés esetén a szerszámcsúcs előbbre áll, mint az A forgáspont, ezért a kés R sugarú elhajláskor a kör mentén belemetsz a már megmunkált felületbe. Ilyenkor a fogásmélység az eredetileg beállított értéknél nagyobb lesz, ez a kés nagyobb terhelését jelenti, ami tovább növeli a kés elhajlását. Ezt a nem kívánt jelenséget a könyökös szárú kés alkalmazásával elkerülhetjük. Az ilyen kések csúcsa pontosan az A támasztási pont alá esik, tehát hátrahajláskor az R körív mentén nem metsz bele a megmunkált felületbe, ezért csökken a késre ható erő. Nagyobb forgácsolóerő és
egyenlőtlen anyagminőség esetén célszerű könyökös szerszámokat használni, annak ellenére, hogy az ilyen gyalukések drágábbak.
A gyalukések készülhetnek tömör gyorsacélból, tompán hegesztett gyorsacél fejjel, gyorsacéllapkás és keményfémlapkás kivitelben.
Szerszám élgeometriája:
2 / 8
14. TÉTEL
Teljesítmény és gépi idő meghatározása:
A teljesítmény a forgácsoló erő és a főmozgás átlagos sebessége ismeretében határozható meg. Az így kapott forgácsolási teljesítménynek kisebbnek kell lennie a gép hasznos teljesítményénél:
Gépi idő:
Erő számítása: Fc = kc*AJelentés:
A= Forgács keresztmetszet B= Munkadarab szélessége túlfutással
i = Fogások száma
A gyalulás és vésés forgácsolási jellemzői:
A munkadarabot rendszerint előrajzolás alapján, vagy a már megmunkált (bázis-) felület szerint fogjuk fel a gépre. A szerszámot próbafogással vagy a késszánmozgató orsó beállítótárcsájának skálabeosztása segítségével állítjuk méretre. A gyalulás technológiai adatait aszerint állítjuk be, hogy a megmunkáld, nagyoló, simító vagy finomgyalulás.
A nagyoló gyalulás lehet előkészítő vagy befejező művelet. Nagyoláskor a fogásmélység a ≥3 mm, az előtolás f≥ 0,4 mm. Nagyoló gyaluláskor hűtést általában nem használnak.
A simító gyalulást végezhetjük hegyes simítókéssel és széles simítókés- sel. Hegyes simítókés használata esetén a fogásmélység a ≤3 mm, az előtolás f= 0,2-0,3 mm/kettős löket. Széles simítókéssel a fogásvétel kicsi: a = 0,2-0,5 mm, az előtolás viszont nagy: f ≥ 10 mm/kettős löket. Simításhoz hűtőanyagként repceolajat vagy fúróolajat használunk.
A finomgyalulás befejező megmunkálás. A ráhagyást mereven befogott keményfém szerszámmal, két lépésben távolítjuk el. Az első lépésben a fogásmélység, a = 0,5-0,8 mm, a forgácsolósebesség pedig, vc = 15-20 m/min, a második lépésben, a = 0,05-0,08 mm és vc = 15-20 m/min. A hűtő-kenő folyadék finomgyaluláskor petróleum.
Elérhető pontosság és felületi érdesség:
3 / 8

14. TÉTEL
Nagyoló gyalulással IT12 pontosságú és Ra = 20-80 µm átlagos érdességű felület állítható elő. Hűtést általában nem használnak. Simítással a pontosság IT9- IT11, az átlagos érdesség pedig R a = 2,5-10 µm. Ilyenkor hűtő-kenő folyadékként acélok simító gyalulásához repceolajat vagy fúróolajat használunk. Az öntöttvas és az alumínium simító gyalulását szárazon végezzük. Finomgyalulással IT7-IT8 pontosságú és Ra = 1,25-2,5 µm átlagos érdességű felület készíthető.
A harántgyalugép
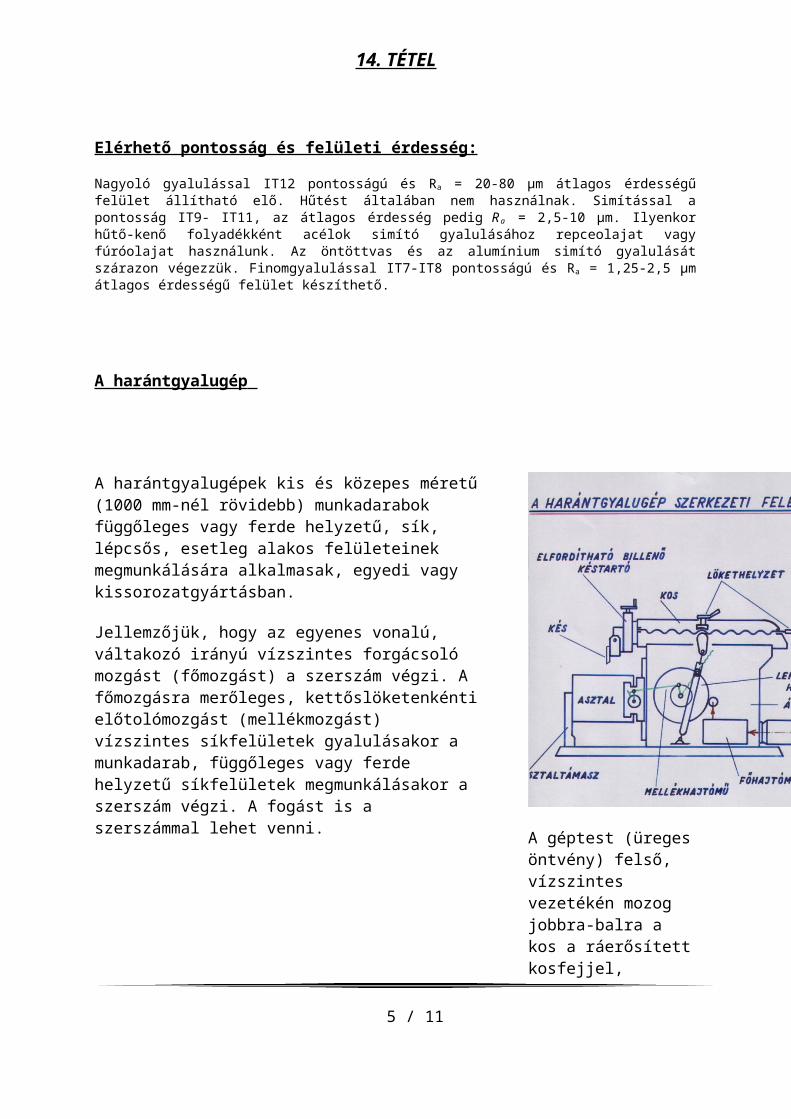
A harántgyalugépek kis és közepes méretű (1000 mm-nél rövidebb) munkadarabok függőleges vagy ferde helyzetű, sík, lépcsős, esetleg alakos felületeinek megmunkálására alkalmasak, egyedi vagy kissorozatgyártásban.
Jellemzőjük, hogy az egyenes vonalú, váltakozó irányú vízszintes forgácsoló mozgást (főmozgást) a szerszám végzi. A főmozgásra merőleges, kettőslöketenkénti előtolómozgást (mellékmozgást) vízszintes síkfelületek gyalulásakor a munkadarab, függőleges vagy ferde helyzetű síkfelületek megmunkálásakor a szerszám végzi. A fogást is a szerszámmal lehet venni.
A géptest (üreges öntvény) felső, vízszintes vezetékén mozog jobbra-balra a kos a ráerősített kosfejjel, oldalsó függőleges vezetékén pedig fel-le a szán (keresztszán). A keresztszán magassági irányban csavarorsó és anya segítségével kézzel állítható, és tetszés szerinti helyzetben rögzíthető. A keresztszán homloklapján kialakított vezetéken csúszik az asztal, amelyet a mellékhajtómű szakaszosan mozgat (előtoló mozgás) a holtlöket alatt. Az asztal üreges öntvény, felső részén és oldallapjain T-hornyok vannak a munkadarab, illetve a készülék felfogására. Az asztal forgácsolás közbeni lehajlása támasszal akadályozható meg, amely magassági irányban állítható és rögzíthető.
.
4 / 8
14. TÉTEL
Lengőhimbás hajtómű:
A lengőhimbás hajtóműben a forgattyútárcsa egyenletes forgómozgást végez, ezért a kos mozgásának sebességét a forgattyútárcsa elfordulására vonatkoztatva kell vizsgálni (1.57. ábra). A munkalöket alatt a forgattyúcsap a kulisszakővel együtt távolabb van a himbakar csuklópontjától, mint a holt löketben ( < ), ezért a üreslöket sebessége nagyobb, mint a
munkalöket sebessége. Mind a munkalöket, mind a üreslöket sebessége a löketen belül változó (1.58. ábra). A kos hátsó holtpontjában a munkalöket kezdetén a sebesség nulla.
Innen indulva (A) a kos kezdetben gyorsul, elér egy maximumot (vm,max) majd lassulva a löket végén megáll. Ezután gyorsulva megindul visszafelé (holtlöket), eléri a maximumot (vh,max), majd lassulva megáll. A forgácsolási sebességet a közepes sebesség (vköz) alapján számítjuk.
1.57. ábra 1.58. ábra
A mellékhajtómű kilincsműves megoldású, amely a lengőhimbás hajtóműről levezetett forgómozgást az asztal szakaszos mellékmozgásává alakítja át A kisméretű munkadarabokat a gép asztalára erősített gépsatuba, edzett pofák közé fogják. A még nyers, durva felületű darabokhoz recézett, a már megmunkált felületekhez sima betétpofákat kell használni, de szükség szerint lágy pofákat is lehet alkalmazni, vagy kis keménységű (alumínium, vörösréz) lemezalátéteket kell az edzett szorítópofák és a munkadarab közé helyezni. Hengeres munkadarabokat vízszintes- vagy függőleges prizmájú pofák közé célszerű befogni.
A gépsatuba már nem fogható nagyobb méretű darabokat közvetlenül a gép asztalára lehet felfogni. Ilyenkor a munkadarabot szorítóvasakkal, támasztó és szorítótuskókkal vagy szorítóékekkel lehet rögzíteni az asztal T-hornyaihoz.
A hosszgyalugép
A hosszgyalugépek több ezer mm munkadarabokon vízszintes-, függőleges- és ferde helyzetű sík-, lépcsős-, esetleg
alakos felületek megmunkálására alkalmasak. Jellemzőjük, hogy az egyenes vonalú, váltakozó irányú, vízszintes
5 / 8

14. TÉTEL
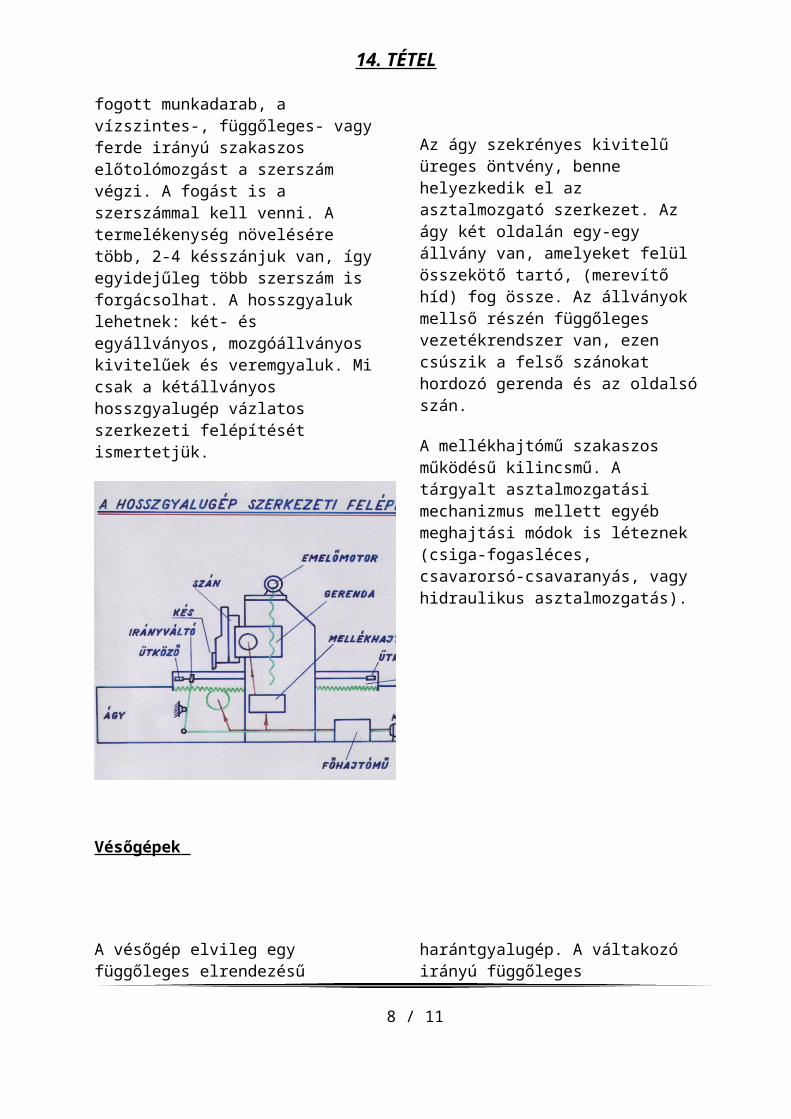
forgácsoló főmozgást a gépasztalra fogott munkadarab, a vízszintes-, függőleges- vagy ferde irányú szakaszos előtolómozgást a szerszám végzi. A fogást is a szerszámmal kell venni. A termelékenység növelésére több, 2-4 késszánjuk van, így egyidejűleg több szerszám is forgácsolhat. A hosszgyaluk lehetnek: két- és egyállványos, mozgóállványos kivitelűek és veremgyaluk. Mi csak a kétállványos hosszgyalugép vázlatos szerkezeti felépítését ismertetjük.
Az ágy szekrényes kivitelű üreges öntvény, benne helyezkedik el az asztalmozgató szerkezet. Az ágy két oldalán egy-egy állvány van, amelyeket felül összekötő tartó, (merevítő híd) fog össze. Az állványok mellső részén függőleges vezetékrendszer van, ezen csúszik a felső szánokat hordozó gerenda és az oldalsó szán.
A mellékhajtómű szakaszos működésű kilincsmű. A tárgyalt asztalmozgatási mechanizmus mellett egyéb meghajtási módok is léteznek (csiga-fogasléces, csavarorsó-csavaranyás, vagy hidraulikus asztalmozgatás).
Vésőgépek
A vésőgép elvileg egy függőleges elrendezésű harántgyalugép. A váltakozó irányú függőleges forgácsolómozgást (főmozgást) a szerszám, az erre merőleges, kettőslöketenkénti előtolómozgást (mellékmozgást) a munkadarab végzi a vízszintes síkban. A mellékmozgás lehet: hossz- vagy keresztirányú, és körmozgás is. A főhajtómű legtöbbször fogaskerekes fokozathajtómű, amely a motortól kapott forgómozgást lelassítja, megsokszorozza,
és a kosmozgató mechanizmusnak továbbítja. A kosmozgatás lehet mechanikus (forgattyús, lengőhimbás, kulisszás stb.) vagy hidraulikus. A kisméretű vésőgépeken (maximális lökethossz 250 mm) forgattyús kosmozgatást alkalmaznak, a közepes nagyságú vésőgépek (maximális lökethossz 300...500 mm) kosmozgatását lengőhimbás szerkezettel biztosítják. A legnagyobb vésőgépek kosmozgatását
6 / 8

14. TÉTEL
hidraulikus szerkezettel végzik.A vésőgépeken úgy kell befogni a munkadarabot, hogy a szerszámnak szabad kifutása legyen, ezért a munkadarabot alátétre helyezik, és ezután végzik el a leszorítást.
A kör keresztmetszetű darabokat tokmányba fogva helyezik alátétre. Ha íves felületet, vagy több, egymáshoz képest adott szögben elhelyezkedő alakzatot (pl. hornyot) kell vésni, akkor körasztalra fogják fel a munkadarabot, így elvégezhető a pontos osztás.
Biztonságtechnikai követelmények:
Gyalugépeken a főmozgást végző szerkezeti elem (asztal, kos) váltakozó mozgása következtében szerszám és a munkadarab között szűkülő rés keletkezik, amelyet a baleset-megelőzés céljából el kell kerülni, ill. védőburkolatokkal és korlátokkal elhatárolni.
A korlát és a gép véghelyzetben lévő része között 500 mm szabad hely maradhat.A hosszgyalugép asztala a jelentős tömegerők miatt műszaki hiba esetén elhagyhatja a
pályáját. A gép telepítésekor erre az eshetőségre gondolni kell, ezért az asztal előtt és mögött állandó munkahely, tartózkodótér nem lehet.
A gép védőberendezéseit a gépkönyvben előírtaknak megfelelően kell használni, azokat eltávolítani, kiiktatni vagy nélkülük forgácsolni tilos!
A gép bekapcsolása előtt meg kell győződni a munkadarab biztonságos felfogásáról. A szerszám vagy munkadarab cseréje csak a gép motorjának leállítása után végezhető.
Veszélyes forgácsleválasztás esetén a dolgozót védőlemezekkel kell védeni. A jelentős keresztmetszetű forgácsot biztonságosan össze kell szedni (kefével, seprűvel vagy fogóval). A forgácsképződést állandóan figyelemmel kell kísérni, s ha kell, a gép kikapcsolása és teljes megállása után a veszélyes forgácsot a munkatérből el kell távolítani.
Forgácsolás közben a munkadarab jelentős oldalirányú terhelését a megfelelő befogásnak és megtámasztásnak kell ellensúlyoznia. Gondosan leerősített munkadarab esetén is próbafogást kell végezni, és ezután a rögzítéseket ismét ellenőrizzük. Az elmozduló munkadarab szerszám- vagy géptörést okoz.
A munkadarab alak- és méretellenőrzését csak a gép leállítása után szabad elvégezni. A munka elvégzése után a munkadarab cseréjénél a kost, ill. az asztalt hozzuk véghelyzetbe, hogy a szerszám ne okozzon sérülést.
Különleges gyalugépek:
Lemezél – gyalugép:
7 / 8
14. TÉTEL
A lemezél-gyalugép kazán- és hajóépítő üzemekben nagy lemezek ferde vagy egyenes éleinek megmunkálására használják. A megmukálandó lemezt a gép mozdulatlan asztalára rögzítik. Az összes forgácsoló mozgást a szerszám végzi. A késszán váltakozó irányú főmozgást a gépágy hosszirányú vezetékén csavarorsós hajtással biztosítják. Legnagyobb gépek gyalulási hossza 22000mm, a legnagyobb lemezvastagság 200mm. A gép billenő késtartója mindkét irányba való gyalulást lehetővé teszi.
Bélyegvésőgép:
A bélyegvésőgép a vésőgépek egyikkülönleges fajtája. A bélyegvésőgépen rendszerint kivágó-lyukasztó szerszám bélyegét készítik. A gépet az jellemzi hogy a munkalöket végén a kés a munkadarabot íves pályán hagyja el. A körív alku kifutást a bélyeg lábát erősíti. Ezen mozgás miatt ezeket a gépeket kapagyalunak is nevezik. Az utóbbi időben a modernebb szerszámgyártási technológiák(szikraforgácsolás, profilos köszörülés) kidolgozása miatt ezek a gépek alkalmazása csökkenő.
Hűtő- kenőanyagok:
Nagyoláskor: nem használunk.
Simításkor: acélnál repceolaj,fúróolaj. Öntöttvasnál és alumíniumnál nem használunk
8 / 8


















