11 SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL … · 2021. 1. 8. · catalysts are...
72
11 SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
Transcript of 11 SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL … · 2021. 1. 8. · catalysts are...
-
11
SYNTHESISOF INTERMEDIATES
FOR THE PETROCHEMICALINDUSTRY
-
11.1.1 Gas phase oxidationprocesses
IntroductionSelective oxidation processes, in particular those that
make use of solid catalysts (heterogeneous oxidationprocesses), play a fundamental role in the petrochemicalindustry. About 50% of the principal chemical productsand over 80% of monomers are synthesized by means ofat least one stage of selective heterogeneous catalyticoxidation. Table 1 contains a list of the main selectiveoxidation processes for hydrocarbons using solidcatalysts, with an indication of the conversion andselectivity values obtained. In many commercial selectiveoxidation processes there is still scope for a significantmargin of improvement in performance. For example, thepotential increase in selectivity in the two main processesof selective oxidation (ethylene to ethylene oxide andpropylene to acrylonitrile) could result in annual savingsin reagent costs of around 800 million of euro.
The action of solid catalysts in oxidation processeshad already been noted by the beginning of theNineteenth century, but it was only towards the middleof the Twentieth century that a systematic study ofselective oxidation processes using solid catalysts andof their industrial applications was begun. The firstprocesses to be developed industrially were: oxidation and ammonia oxidation (oxidation in thepresence of ammonia) of propylene to produceacrolein and acrylonitrile respectively, oxidation ofethylene to ethylene oxide and the oxidation ofaromatics to form anhydrides (maleic and phthalicanhydrides). The development of these processes,which was also driven by the growing demand forthese types of products, led to the development offundamental research, with a synergistic effect on boththe development of new applications and theimprovement of those already on the market.
An example of this is the ammonia oxidation processof propylene using air and ammonia, which quicklyreplaced the previous process based on the reactionbetween acetylene and HCN, both because of the lowerraw material cost and the reduced safety issues. Thismade it possible to produce acrylonitrile with asignificant reduction in costs, which resulted in a rapidexpansion in the market for it between 1960-80. On theother hand, the success of this product stimulated thedevelopment of research into the catalysts being used(mixed Bi and Mo based oxides), resulting in theirgradual improvement. The first generation catalysts,based on supported Bi9PMo12O52, gave a yield of 55%,which increased to 65% with the development of secondgeneration systems containing iron as the redox elementand to about 75% with the development of thirdgeneration multi-component catalysts. The currentfourth generation catalysts, containing up to 25elements, allow yields in excess of 80% to be obtained.The development of new catalysts has brought about acomparable evolution in the type of catalytic reactorsused, initially fixed bed, then ‘bubbling’ fluid bed andfinally ‘braked’ fluid bed.
In the period from 1990-2005 development andinnovation in the sector was instead driven by thegrowing importance attached to environmental andsafety issues. However, in the last decade of that periodthe introduction of new processes was heavily influencedby the reduction of investment in petrochemicalsresulting from the restructuring taking place inbusinesses throughout the sector.
Below is a summary of the principal lines ofdevelopment during that time (Centi and Perathoner,2003b).
Use of new raw materials and alternative oxidizingagents. There has been an increasingly wider use ofalkanes as raw materials, instead of aromatics andalkenes; for example, the synthesis of acrylonitrile from
617VOLUME II / REFINING AND PETROCHEMICALS
11.1
Oxidation processes
-
propane instead of propylene and the synthesis of maleicanhydride from n-butane instead of benzene, aimed atreducing costs and/or improving the eco-sustainability ofthe process. New processes that use alternative oxidantsare being researched. An example is the direct synthesisof phenol from benzene (instead of the multi-stageprocessing of benzene with cumene as an intermediate),using N2O as the oxidizing agent instead of O2. This is inorder to reduce the complexity and the risks associatedwith the process, to avoid the co-production of acetoneand to make use of a by-product such as N2O (therebyalso reducing its disposal costs).
Development of new classes of catalysts andprocesses. The processes that use solid (heterogeneous)
catalysts are increasingly replacing the homogeneoustype, in order to reduce separation costs and theenvironmental impact and/or to use new raw materials,for example in the direct synthesis of acetic acid fromethane. The processes for oxidative dehydrogenation ofalkanes are increasingly more competitive than those fordehydrogenation of alkenes. New processes are alsobeing investigated which will enable the reduction orelimination of the formation of co-products and/or theformation of toxic or dangerous intermediates. Anexample is the synthesis of methacrylic acid throughdirect isobutane oxidation, as an alternative to thecommercial acetone cyanohydrin process, which usesHCN as a reagent and co-produces ammonium sulphate.
618 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
REAGENT Principal product Types of catalystsConversion* Selectivity*
(%) (%)
Methane/O2/NH3 HCN Lattice of Pt-Rh 100 60-70
CH4 or (CH2)x /O2 Syngas (CO/H2) Supported Rh or Ni �99 90-95
Methanol/air Formaldehyde Ag on a-Al2O3,or Fe-Mo oxides 97-99 91-98
Ethylene/O2/acetic acid Vinyl acetate Pd-Cu-K on a-Al2O3 8-12** 92
Ethylene/O2 Ethylene oxide Ag-K-Cl on a-Al2O3 13-18** 72-76
Ethylene/air or O2/HCl 1,2-dichloroethane Oxychlorides of Cu-Mg(K) on g-Al2O3 �95 93-96
Ethanol/O2 Acetaldehyde Ag, Cu 45-50** 94-96
Propylene/air Acrolein Bi-Mo-Fe-Co-Ksupported oxides 92-97 80-88
Propylene/air/NH3 Acrylonitrile Bi-Mo-Fe-Co-Ksupported oxides 98-100 75-83
Acrolein/air Acrylic acid V-Mo-W oxides �95 90-95
n-butane/air Maleic anhydride V-P oxides 75-80 67-72
n-butane/air Butenes/butadiene Bi-Mo-P oxides 55-65 93-95
tert-butyl alcohol Methacrolein Bi-Mo-Fe-Co-K oxides 99 85-90
Isobutene/air Methacrolein Bi-Mo-Fe-Co-K oxides �97 85-90
Methacrolein/air Methacrylic acid V-Mo-W oxides 97-99 95-98
Benzene/air Maleic anhydride V-Mo oxides 98 75
o-xylene/air Phthalic anhydride Oxides of V-P-Cs-Sb on TiO2 98-100 81-87
Naphthalene/air Phthalic anhydride Oxides of V-K on SiO2 100 84
Table 1. Principal processes of selective oxidation of hydrocarbons using solid catalystsand typical results obtained (Arpentinier et al., 2001; Centi et al., 2002)
* Conversion of the reagents and selectivity of the products compared with the hydrocarbon ** In the processes in which the operation includes recycling of the unconverted reagent, the conversion figure is for a single pass
-
Conversion of processes based on the use of air intoprocesses based on the feeding of pure oxygen. Theseprocesses enable a reduction in polluting emissions; asexamples there are the synthesis of formaldehyde frommethanol, the epoxidation of ethylene and theoxychlorination of ethylene to 1,2-dichloroethane.
Improvement of the productivity of the processes.This is the result of the development of new generationcatalysts with improved properties and/orimprovements in the engineering of the reactors (forexample, the introduction of a monolithic reactor in thesynthesis of formaldehyde, or of structured-bed reactorsin the synthesis of phthalic anhydride). Moreover,during the period from 2000-05 there was a significantincrease of interest in the development of new reactortechnologies (such as, for example, membranereactors), which made it possible to achieve savings inprocessing even for small-medium scale production(scale-down of the processes; Centi and Perathoner,2003a). The goal was to decentralize production andreduce its environmental impact, in contrast with thetrend typical of the Twentieth century of achievingsavings in processing costs through increases in scaleand high integration in large petrochemical facilities.This came about due to the high environmental impactand the strong public opposition to the latter approach,as well as due to problems linked to a sluggish marketwith large fluctuations in demand.
Selective catalytic oxidation processes can be dividedinto three categories. The first relates to oxidation ofinorganic molecules (for example, oxidation of ammoniato NO and of H2S by sulphur). The second class relatesto synthesis of basic chemical products (for example,ammonia oxidation of methane by HCN or the partialoxidation of methane by syngas; CO/H2 mixtures).Finally, the third category relates to conversion ofhydrocarbons by processing in the liquid phase(principally in the homogeneous phase even if there is agrowing interest in the use of heterogeneous catalysts)and processing in the gas phase, which is the mostcommonly used industrially (see again Table 1). Itshould be pointed out that this last class of processesuses air or O2 as the oxidant (other than the cited processof direct hydroxylation of benzene by phenol with N2O),while in the liquid phase processes, in addition to O2,extensive use is also made of other oxidizing agents suchas alkyl peroxides and H2O2 (Centi and Perathoner,2003b).
The different categories of gas phase selectiveoxidation processes (over solid catalysts) and the relatedprincipal industrial reactions are summarized in Table 2(Arpentinier et al., 2001; Centi et al., 2002). Someimportant classes of reactions, which are not mentionedin the table, since they are not yet used commercially,include: oxidative dehydrogenation of C2-C5 alkanes to
their corresponding olefins; selective oxidation ofalkanes such as synthesis of phthalic anhydride andmaleic anhydride from n-pentane, of acrylic acid frompropane and of methacrolein or methacrylic acid fromisobutane; and ammonia oxidation of propane intoacrylonitrile.
The catalysts used for these reactions can beclassified on the basis of their characteristic reactionmechanisms.
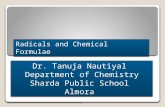
Allylic oxidation. For these reactions catalysts basedon mixed oxides of transition metals are used. Thesecatalysts are capable of selectively extracting a hydrogenatom by breaking a C�H bond in the allyl position andif necessary replacing it with an oxygen atom. Industrialcatalysts are generally multi-component (for example,Bi-Mo oxides, used in the synthesis of acrylonitrile frompropylene, contain various promoters such as Fe, Cu, W,Te, Sb and K), but typically a principal phase can beidentified (Bi-molybdate) which is able to catalysedifferent reactions, such as: the synthesis of acroleinfrom propylene, the ammonia oxidation of propylene toacrylonitrile, the dimerization of propylene tocyclohexene and the oxidative dehydrogenation ofbutenes to butadiene. These reactions are characterizedby a common first stage of allylic oxidation (Fig. 1),where the extraction of a hydrogen atom in the allylposition gives rise to a chemisorbed p-allylic complexon the transition metal. The nature of the subsequentstages determines the type of reaction and product that isobtained. Oxidation and ammonia oxidation of a sidechain of alkyl aromatics (for example, the oxidation oftoluene to benzaldehyde or benzonitrile respectively) inprinciple follow a similar reaction mechanism, but theinteraction of the aromatic ring with the surface isdifferent and therefore different types of catalysts areused, such as vanadium oxides supported on TiO2 orcatalysts based on molybdate of Fe-(V, P, K).
Nucleophilic oxidation to the C�O group (oxidativedehydrogenation of alcohols and oxidation of aldehydesto acids). Although this type of reaction has similaritiesto the mechanism previously described, there are varioustypes of substrates such as alcohols (methanol) oraldehydes (acrolein or methacrolein) which interact toostrongly with the surface of the catalyst when catalystsbelonging to the first category are used. In theconversion of methanol into formaldehyde, the catalystmost often used on an industrial level is iron molybdate(which also contains other components in smallquantities), while multi-component catalysts, based onMo-V oxides or heteropolyacids of P-Mo-V, are used forthe conversion of aldehydes into their correspondingacids.
Electrophilic insertion of an oxygen atom. Thecatalysts for this category of reaction are highly specific.Examples are the systems based on Ag/a-Al2O3 for the
619VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
-
synthesis of ethylene oxide from ethylene (this catalyst,for example, when applied to the synthesis of propyleneoxide from propylene, is not selective) and Fe/ZSM-5 forthe hydroxylation of phenol with N2O as the oxidant.
Oxidation (or ammonia oxidation) of alkanes. In thiscase the slow stage is the initial selective activation ofthe alkane, for example for the concerted extraction of a
hydrogen atom by a surface Lewis site (a transitionmetal) and of a second hydrogen atom by a base site(oxygen atoms) to give an alkene, which is immediatelyconverted into an oxygenated product through oxidationor allylic ammonia oxidation mechanisms. Catalystswith properties which differ from those of catalystsbelonging to the first reaction category are necessary
620 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
C C
C
HH
HH
H
H
H
H
H
H
C
H
H
H
HC
O
C CC
C
O
O O O
O OBi Mo
OOH
O
O OBi Mo
OOH
O
O
H
OBi Mo
OMe Me O
HH
O
H
OOMe Me Me OMe Me Me
H
p-allylic complex
anionic vacancy
Fig. 1. General outline of the allylic oxidation mechanism and example of the oxidation of propylene on bismuth molybdate to obtain acrolein.
Type of reaction Examples
Allylic oxidation – propylene to acrolein or acrylic acid – isobutene to methacrolein or methacrylic acidSynthesis of the acids can be carried out in a single stage from the alkene,but commercially it is preferred to use two stages for the best possible selectivities
Oxidative dehydrogenation – butenes to butadiene and isopentenes to isoprenes– methanol to formaldehyde – isobutyric acid to methacrylic acid
Electrophilic insertion of an oxygen atom – epoxidation of ethylene to ethylene oxide with O2– direct synthesis of phenol from benzene with N2O
Acetoxylation synthesis of vinyl acetate from ethylene and acetic acid
Oxychlorination synthesis of 1,2-dichloroethane from ethylene and HCl in the presence of O2
Ammonia oxidation – propylene to acrylonitrile– isobutene to methacrylonitrile – a-methylstyrene to atroponitrile
Synthesis of anhydrides – n-butane to maleic anhydride – o-xylene to phthalic anhydride
Table 2. Different classes of gas phase selective oxidation processes (on solid catalysts) and the relativeindustrial reactions (Arpentinier et al., 2001; Centi et al., 2002)
-
because of the weak interaction of the substrate with thesurface, and the activation mechanism. For example,catalysts based on vanadyl pyrophosphate are used forthe oxidation of n-butane to maleic anhydride, or thosebased on vanadium antimonates are used for theammonia oxidation of propane. In the latter case,antimony oxide is active in the ammonia oxidation ofpropylene, but is not able to activate the propanemolecule; the addition of V gives the system thecapability of oxidizing the alkane.
Wacker-type oxidation mechanism. Vinyl acetate isproduced through acetoxylation of ethylene with aceticacid in the presence of oxygen, with catalysts based onsupported Pd/Au. Pd supported on V2O5/Al2O3 orV2O5/TiO2 is selective in the gas phase synthesis ofacetaldehyde from ethylene or of methylethylketonefrom 1-butene, with a similar reaction mechanism.
Oxychlorination. 1,2-dichloroethane is producedcommercially from ethylene, HC1 and O2 on supportedcopper chloride based catalysts. The mechanism consistsof a direct addition of chlorine atoms by the catalyst ontothe olefin, rather than in oxidation of hydrochloric acidto molecular chlorine, followed by chlorination of thedouble bond.
Addition of oxygen to the aromatic nucleus, with ringopening. The electrophilic attack of oxygen onhydrocarbon substrates typically leads to the formationof carbon oxides, however in the case of the oxidation ofbenzene, selective oxidation to maleic anhydride isobtained. This process, which employs catalysts basedon mixed vanadium and molybdenum oxides, has beenpartially replaced by the synthesis by oxidation ofn-butane. Similar catalysts are used in the selectiveoxidation of polyaromatic compounds.
Non-classic oxidation mechanisms. Ethylbenzenecan be oxidatively dehydrogenated, with high selectivity,to styrene on various catalysts such as oxides andphosphates, but the active phase is constituted by theformation of a thin surface layer of carbon containingthe active sites of the reaction. Recently even some typesof carbon and carbon nanotubes have shown highselectivity in oxidative dehydrogenation of ethylbenzeneto styrene. Another example is the ammoximation ofcyclohexanone (to cyclohexanone oxime) overamorphous silica.
Characteristics of gas phase oxidation processes
General aspects Although the petrochemical industry uses selective
oxidation processes both in the gas phase and in theliquid phase, those in gas phase are more widespread.Typically, oxygen (or air) is used as the oxidizing agent,although the species involved in the selective oxidationreaction are usually made up, not of adsorbed oxygen on
the catalyst, but rather of the structural oxygen of thecatalyst (typically mixed oxides, see again Table 1). TheO2� oxygen ion removes the hydrogen atoms from thehydrocarbon with the subsequent formation of water or,if inserted into the molecular structure of the reagent, itgives rise to the formation of oxygenated compounds(see again Fig. 1). Instead, the gaseous oxygenintervenes in the reoxidation mechanism of the reducedcatalyst, known as the Mars-van Krevelen mechanism(Fig. 2).
The oxidation of the catalyst by O2 comes aboutthrough the formation of intermediate oxygen speciessuch as O2
� and O�, which have electrophiliccharacteristics and tend to make an addition to the
621VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
oxidized catalyst
reduced catalyst
H2O
M2m� M1
n�O2
oxide (catalyst)
oxidizedproduct
hydrocarbon
M(n�1)� O2� O2�O2�
O2� O2�
O2� O22�
O2
O2�O�
O2�
Mn� Mn�
Mn� M(n�1)� O2�O2� O2� Mn�
C
C
H
C
C
products with ruptureof C C bond andformation of COx
electrophilicoxygen species(O2
�, O�, ...)
O2 activation
nucleophilicoxygenspecies(O2�)
products of selectiveoxidation(e.g. aldehydes)
Fig. 3. A, schematic mechanism of the incorporation ofoxygen into oxide based catalysts; B, outline of differenttypes of attack on the hydrocarbon by nucleophilic andelectrophilic species of oxygen(Centi et al., 2002).
A
B
Fig. 2. Mars-van Krevelen mechanism of selective oxidationof hydrocarbons on oxide based catalysts.
-
unsaturated molecule, breaking the double bond andending with the formation of carbon oxides; in contrast,the structural oxygen of the catalyst (O2�) hasnucleophilic characteristics (Fig. 3).
Hence, in order to be selective, a catalyst must notonly possess activation sites for the hydrocarbon and forselective insertion of the oxygen on the substrate, butmust also be rapidly reoxidizable. This is so as to preventthe non-selective chemisorbed oxygen species fromhaving a lifetime long enough to allow combustionreactions to take place. This mechanism is generallyaccepted for the oxidation of alkenes on mixed oxides,but there are doubts about its validity in the case ofoxidation of other substrates, such as alkanes.
A general characteristic of selective oxidationprocesses of hydrocarbons is the complexity of thereactions involved. For example, the oxidation of n-butane to maleic anhydride is a reaction whichinvolves 14 electrons, the removal of 8 hydrogenatoms and the insertion of 3 oxygen atoms on thesubstrate, with the involvement of another 4 oxygenatoms of the catalyst to form 4 molecules of water.Notwithstanding the complexity of the transformation,the reaction takes place without the formation ofproducts with intermediate levels of oxidation;selectivity of between 70 and 85% is achieved,depending on the reaction conditions. Therefore thecatalyst, made up of a mixed oxide of V and P with thecomposition (VO)2P2O7, possesses characteristics suchas to avoid both the desorption of the reactionintermediates and their non-selective transformationinto carbon oxides.
Finally, another characteristic of selective oxidationcatalysts is their multi-functionality, which is necessaryfor the transformation of the hydrocarbon into the finalproduct; in fact, to bring about the complex mechanismdescribed above, it is necessary that the catalyst becapable of actuating different types of transformationson the substrate (Arpentinier et al., 2001). Moreover, it isnecessary for the different stages involved in thetransformation to have similar rates. Different relativerates could lead to the desorption of intermediateproducts or an increase in the rate of parallel reactions,with a reduction in the selectivity for the desiredproduct. This is well illustrated in the selective oxidationof n-butane (Fig. 4).
Combined design of the catalyst and the reactor Optimizing the yield, productivity and selectivity of
selective oxidation reactions requires not only a detailedknowledge of the nature of the catalyst and themechanism of the interaction of the reagents andproducts with the catalyst itself, but also the optimizationof the reactor used. Recently, new reactor solutions(which enable, for example, the separation of the two
stages of interaction of the catalyst with the hydrocarbonand with oxygen) have led to the development of newclasses of catalysts. The two aspects, involving thedevelopment of the catalyst and the engineering of thereactor, are therefore closely correlated.
Industrial reactors used in the petrochemicalindustry for highly exothermic reactions, such as thosefor selective oxidation, are typically either of themulti-tubular fixed-bed or fluid-bed type.Nevertheless, there is a growing interest in thedevelopment of new reactor solutions, such as forexample, the circulating fluid-bed reactor, recentlyapplied by DuPont to the synthesis of maleicanhydride from n-butane. The ‘uncoupling’ of the tworedox reactions, of oxidation of the hydrocarbon by thecatalyst and the reoxidation of the latter by oxygen(see again Fig. 2), makes it possible to increase theselectivity towards maleic anhydride compared withthe reaction carried out in the simultaneous presenceof both the hydrocarbon and oxygen. Other advantagesof this type of reactor are isothermicity and areduction of the risk of explosion. Nevertheless, alimiting factor is its low productivity; in fact it isnecessary to circulate large quantities of the catalyst(equal to about 1 kg per g of maleic anhydrideproduced) between the two reactor vessels, each ofwhich is adapted to one of the reaction stages.
Another example of a new reactor configuration,adopted for petrochemical processes, is the monolithictype of reactor; these reactors combine the advantages ofthe possibility of autothermic conduction of the reaction
622 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
n-butane
concerted abstractionof 2 H atoms
isomerization
allylic H abstraction
1,4-oxygen insertion
oxygen insertion
allylic dehydrogenationand/or allylic oxygeninsertion
maleicanhydride
COx, H2O
O OO
Fig. 4. Outline of the reaction mechanism in the selectiveoxidation of n-butane to maleic anhydride on catalysts basedon (VO)2P2O7, showing the multifunctional character of thecatalyst.
-
and a reduction in the loss of pressure. The newgenerations of processes for oxidation of methanol toformaldehyde use a final adiabatic stage (post-reactor),with a catalyst structured in the form of a monolith.
Very interesting results have been obtained usingreactor with extremely short contact times (on theorder of milliseconds, compared with times measuredin seconds in conventional reactor), where the catalystconfiguration is also of a non-conventional type (forexample, in a grid form). Given the high spatial ratesused (that is the high ratio between the input rate ofthe reagents and the quantity of the catalysts) and thetype of mechanism involved, it is possible to avoidsubsequent oxidations and therefore to obtain highselectivity of the intermediate products (for example,in the oxidative dehydrogenation of alkanes intoalkenes).
Finally, it is worth remembering the developments inthe field of catalytic membrane reactors, which allow thecontinuous removal of one of the products or thedifferential addition along the catalytic bed of one of thereagents (for example, oxygen). This makes it possible tomaintain the optimum hydrocarbon/O2 ratio along theentire profile, to limit the formation of hot spots and tocontrol the state of oxidation of the catalyst.Nevertheless, one of the current limiting factors is itslow productivity, apart from the high cost of themembrane itself.
Even conventional fixed-bed reactors can beimproved through greater integration of the design of thecatalyst and that of the reactor. In the process of thesynthesis of phthalic anhydride from o-xylene,specialized catalytic beds are used, that is, containingdifferent layers of catalysts each having a differentcomposition, in order to optimize the axial activity andselectivity profile of the catalyst itself.
A new reactor technique being developed consists ofsystems in which the flow is periodically reversed; thismakes it possible to make the activity and temperatureprofile in the reactor more uniform, even though thereare still some significant problems involving thedifficulty of managing non-stationary operations andtheir potential danger. Also in this case, the design of thecatalyst is different from that for operations in stationaryconditions.
Use of air and pure oxygen as oxidizing agentsCurrently, air is the most widely used reagent in
gas phase oxidation processes, but there is a growinginterest in the use of pure O2 as a means of increasingthe productivity and reducing pollutant emissions andenergy consumption. Table 3 illustrates an example ofthe emissions from the process of oxychlorination ofethylene, where air and oxygen are used as theoxidizing reagents. The significant reduction in theenvironmental impact of the second type of processcan be seen.
The following gas phase processes use pure O2, orair enriched with oxygen, as an alternative to air:a) partial oxidation (to syngas) of heavy fractions fromthe distillation of petroleum; b) oxidation of methanolto formaldehyde (air or enriched air); c) oxidation ofethylene to ethylene oxide (air or oxygen, the latterparticularly in new plants); d) oxychlorination ofethylene to 1,2-dichloroethane (air or oxygen, thelatter particularly in new plants); e) acetoxylation ofethylene to vinyl acetate (oxygen); f ) oxidation ofn-butane to acetic acid (air or oxygen); g) oxidation ofethylene to acetaldehyde (air or oxygen); h) oxidationof acetaldehyde to acetic anhydride (air or oxygen);and i) ammonia oxidation of propylene to acrylonitrile(oxygen enriched air).
623VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
ComponentProcess using air Process using O2
Content (vol%); flow (m3/h)
O2+Ar 4-8; 400-2,400 0.1-2.5; �25
Ethylene 0.1-0.8; 10-24 2-5; �50
COx (CO2/CO=3-4/1) 1-3; �100-900 15-30; �300
DCE and chlorinated compounds 0.02-0.2; 2-60 0.5-1; �10
N2 remainder remainder
Waste (m3/h)* 10,000-30,000 �1,000
Table 3. Composition of the emissions from the process of oxychlorination of ethylene where air and oxygenare used (Arpentinier et al., 2001). DCE: 1,2-dichloroethane; VCM: vinyl chloride monomer
*Approximately 300-900 m3 per t of VCM produced
-
Selective oxidation catalysts for hydrocarbons
Characteristics of oxidation catalystsOxidation catalysts belong to a wider class of
materials having redox or oxidoreductive typecharacteristics; systems which catalyse reactions ofhydrogenation, dehydrogenation, halogenation anddehalogenation also belong to this class. The mostimportant catalysts in the field of petrochemicals for theoxidation of hydrocarbons for processes carried out inthe gas phase are listed in Table 1. In addition to these, itis worth mentioning catalysts used for the oxidation ofinorganic compounds, such as those employed for theoxidation of SO2 to SO3 (based on supported vanadiumoxide), of ammonia to NO (based on Pt/Rh) and ofhydrogen chloride to molecular chlorine (based onsupported copper chloride).
Below is a list of the principal characteristics ofoxidation catalysts for gas phase reactions.
Presence of a transition metal as the principal activecomponent (V, Mo, Cu, Fe, Pd, Pt, Rh, Ag). Often inthese cases, a second element is also present which canbe transition or post transition (for example, P, Sb or Bi),which contributes to establishing the reactivecharacteristics of the catalyst. This effect can beexplained by the formation of a ‘mixed oxide’ (that is, ofa specific compound, such as for example Bi2Mo2O9,possibly only on the surface of another oxide, of a solidsolution or of an oxide doped with the other element),with reactive characteristics different from those of thesingle elements, if present in distinct phases. In somecases the element is initially present in a metallic form,but under reaction conditions it can generate thecorresponding oxide (or chlorides or oxychlorides).
Presence of small quantities of ‘promoter’ (or‘doping’) elements. The purpose of these elements is tooptimize the performance of the principal activeelements. The nature of the promoters can vary and theycan therefore play different roles in the transformation ofthe reagents. The active elements and the promoterelements, constitute the active phase, that is the phasedirectly involved in the transformation of the reagentsinto products.
Presence of a support (usually silica, alumina ortitanium oxide). This support in the catalyst’sformulation can fulfil a variety of tasks. A primary taskis that of dispersing the active elements, conferring alarger surface area to the active phase compared withwhat would have existed in the absence of the support. Itis clear, therefore, that the support must have surfacearea characteristics suitable for the reaction of interest.In selective oxidation, where the selectivity in theformation of the partially oxidized product is heavilydependent on the subsequent reactions to undesiredproducts (for example, carbon oxides, which are
thermodynamically favoured), a support is needed with asurface area which is not too large. In this way the rate ofthe undesired secondary reactions, which are alsodependent on the time needed by the product to diffusefrom the active centre into the gas phase, is limited. Afurther task of the support is that of providing theresistance of the active phase to phenomena which cancause abrasion or disintegration, especially for thoseapplications which involve particular mechanicalstresses on the catalyst (for example, in fluidized-bedreactors), in addition to avoiding powdering during theloading of the catalyst into packed fixed-bed reactors.Finally, in some cases the support serves to alter thecharacteristics of the intrinsic chemical reactivity of theactive phase, through the effects of the interactionbetween the latter and the support itself. This comesabout when the support presents functional groups on itssurface which can lead to the formation of chemicalbonds with the elements of the active phase, or it takesplace as a result of particular crystallographicsimilarities between the surface and the support. Theseinteractive effects can be positive for the reactivity of thecatalyst itself, altering its oxidoreductive characteristicsor reducing its volatility; the undesirable effects of lossby sublimation of components of the active phase arethus reduced.
The most suitable combination of the type andnumber of active phases (including the promoters) andthe type of support is dependent on the characteristics ofthe reaction and the type of reactors used. In particular,below are listed the factors that have the greatestinfluence on the formulation and the morphology of thecatalyst used for oxidation reactions.
Type of chemical transformation involved andmechanism through which it takes place. With increasingcomplexity of the transformation the composition of thecatalyst also becomes the more complex, in terms of thenumber of elements making up the active phase, or ofthe structural complexity (the formation of crystallinephases having multi-functional characteristics). Forexample, catalysts used for oxidation or allylic ammoniaoxidation always contain Mo as the principal element forthe active phase, while catalysts for the synthesis ofanhydrides or of acids almost always contain V.
Optimization of the redox characteristics or of theacidity or basicity properties of the catalyst. Thepromoters (or doping agents) can play a fundamentalrole in the control of these properties. Promoters withbase-type characteristics (alkaline or alkaline earth metaloxides) can reduce the surface acidity of the activephase, with a consequent improvement of selectivitythrough the suppression of the acid-catalysed reactions(cracking, formation of oligomers of unsaturatedcompounds). Promoters with acid-type characteristicscan reduce the interaction between the active phase and
624 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
-
intermediates of the reaction which have acid-typecharacteristics, thus favouring their desorption into gasphase and limiting the contribution of the subsequentundesired reactions. Other promoters can optimize theoxidoreductive properties of the active phase, by amodification of the overall electronic properties of thesolid.
Reaction scheme. The presence of consecutivereactions (typically, combustion reactions of the desiredproduct, or reactions which lead from the reagent to thedesired product through the formation of intermediateproducts with an increasing state of oxidation) involvesthe use of a catalyst with characteristics such as to limit(or, alternatively, to favour) the contribution of thesereactions. This can be achieved not only by control of theintrinsic activity of the catalyst, but also by amodification of the porosity of the active phase (andtherefore of the support, if present). High surface areaand porosity values entail effective intra-particleresidential times which are much higher that thosecalculable from the feeding capacity of the reactor, andtherefore a significant contribution from the consecutivereactions for a given conversion of the reagent. This canhave a considerable influence on the selectivity of thedesired product.
Reaction heat levels. Highly exothermic reactionsinvolve the need both for fluidized-bed catalytic reactors,which are more efficient in removing heat than multi-tubular reactors, and for catalysts capable of operating inconditions of high mechanical stress. In these casesfluidizable supports are used, which feature particleswith an average diameter of between 50 and 150 mm,resistant to abrasion and with an appropriate density. Formedium-low heat levels, tubular or tube-bundle(multi-tubular) reactors can be used. In these cases thecatalysts have a characteristic morphology for theseapplications and are produced in the form of extrusions(or pellets). When possible, supports with a high heatconduction capacity are used, such as SiC, in order toassist the dissipation of the heat from the reaction.
Spatial rates in the reactor. High spatial rates inpacked catalytic beds can lead to a high loss of pressure,and therefore to the need for heavy compression of theflow upstream of the reactor. It is possible to minimizethe loss of pressure by increasing the vacuum level in thecatalytic bed, through the use of special structures of thecatalyst particles. This can be instrumental inconditioning the performance of the process, as in thecase of oxidative dehydrogenation of methanol toformaldehyde. In this case, the use of cylindrical pelletswith an axial hole enables the loss of pressure to bereduced and therefore, the linear rate in the reactor to beincreased for a given rate of feeding. This involvesshorter contact times, better reaction temperature controland reduced catalyst deactivation effects.
Oxidation catalyst mechanisms in gas phaseThe principal catalytic oxidation mechanisms are
listed in Table 2. The redox type mechanism is the onethat is used in the majority of oxidation reactions. Itworks through a series of successive stages, whichinclude: the adsorption of the reagent (the substrate to beoxidized) on the active centre; the transfer of electronsfrom the reagent to the active centre and thesimultaneous transfer of oxygen ions from this to thereagent (the oxygen is incorporated into the substrate, oralternatively returns in the formation of co-producedwater); and finally, the desorption of the product. Thesame sequence of stages involves the molecule ofoxygen for the catalyst reoxidation stage: co-ordinationat the metallic centre; transfer of electrons (up to 4 foreach oxygen molecule); dissociation of the molecule intotwo atomic species in ionic form; finally incorporationof the oxygen in its ionic form within the active phase.
One or more active centres may be involved for eachreagent molecule, depending on the following factors:a) the overall number of electrons transferred andtherefore of oxygen ions involved in the oxidoreductiveprocess; b) the ionic and electronic conduction capacityof the solid, and therefore of the surface active phaseunder reaction conditions; c) the level of cover of theactive phase by the adsorbed molecules (reagents andproducts); d) the surface mobility of the reactionintermediates; and e) the number of active centres closeto the one in which the activation of the hydrocarbontook place.
On the basis of the redox model, the selectivity ofthe process, that is the relationship between the quantityof the product formed and the total quantity of reagenttransformed, can be traced back to two differentsituations. First and foremost the selectivity depends onthe nature of the oxygen ions present as speciesadsorbed on the active phase and on the interactionbetween them and the reagent or the reactionintermediates. As previously stated, the O2� species,incorporated in the lattice of the oxide, is considered tobe the selective species, while the O2
� and O� specieshave electrophilic characteristics and are considered tobe non-selective species. Since the formation of the firstspecies comes about by the intermediate formation ofthe electrophilic species, it is clear that thetransformation rate of each of them and their reactivitywith the reaction intermediates obtained throughactivation of the substrate determine the selectivity ofthe process (Bielanski and Haber, 1991).
Moreover, the selectivity of the oxidation process istraceable to the concentration of O2� speciesincorporated in the metal oxide lattice, and thereforedirectly to the average state of oxidation of the catalyst(Grasselli, 2002). A strongly oxidized catalyst has a highdensity of active centres capable of receiving electrons
625VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
-
from the substrate and of releasing O2� ions, andtherefore it is able to transform that substrate intomolecules with a high state of oxidation (for example,into combustion products). In contrast, a catalyst madeup of a partially reduced oxide has a modest oxidizingcapacity, and therefore is potentially more selective forthe partially oxidized products. According to the redoxmodel, the state of oxidation of a metal oxide in astationary state is dependent on the conditions of thereaction; this implies that the selectivity in its turn isdependent on the operating parameters, such as thecomposition of the feed (that is the relationship betweenthe substrate to be oxidized and the oxidizing agent) orthe reaction temperature.
Both models have been experimentally verified fordifferent oxidation reactions, and still remain valid todayfor the explanation of the selectivity of oxidationprocesses involving reactions with redox type mechanisms.
Principal industrial processes and relevantapplications
Oxidative dehydrogenation of methanol to formaldehyde
Formaldehyde (HCHO) is among the top twentychemical compounds produced on a world scale, and isused in the synthesis of various resins (urea-formaldehyde, phenol-formaldehyde, and polyacetals)which find applications in the construction, automotive,textile and paper sectors. Methanol can be converted intoformaldehyde both by direct oxidative dehydrogenation:
CH3OH�0.5O2�� HCHO�H2O∆H°=�155 kJ/mol
or by dehydrogenation combined with oxidation of the H2product:
CH3OH�� HCHO�H2 ∆H°= 84 kJ/mol
H2�0.5O2�� H2O ∆H°=�238 kJ/mol
The two processes differ in their operating conditionsand type of catalysts. In the first process lowconcentrations of methanol are used in the feed, in orderto avoid the formation of explosive mixtures and tocontrol the temperature of the reaction. Commercialcatalysts are based on iron molybdate, but also containan excess of molybdenum (Fe2(MoO4)3�MoO3), sincethe presence of molybdenum oxide is a necessarycondition for high selectivity. Typically a ratio of Mo/Fewithin the range of 1.5-3.0 is used; occasionally oxidesof Co and Cr are added as promoters. The excess ofmolybdenum is also necessary because the sublimationof the oxide (particularly at the points of greatestoverheating) cause the progressive depletion of the Moin the catalyst and the condensation of MoO3 in the
coldest parts of the reactor. This induces, not just thedeactivation of the catalyst, but also a progressiveincrease in pressure loss.
Reaction temperatures are typically within the rangeof 310-340°C, with conversions in excess of 98% andselectivity equal to 92-95%. Multi-tubular fixed-bedreactors are generally used. A recent development hasseen the introduction of a final (post-reactor) adiabaticstage.
In dehydrogenation combined with partialcombustion of H2 (the overall process turns out to bepartially exothermic) an understoichiometric oxygencurrent is fed in, to operate in the upper region at thelimit of flammability. Due to the thermodynamic limitsof dehydrogenation, it is necessary to operate at higherreaction temperatures than those for oxidativedehydrogenation. In this process use is made of Agbased catalysts supported on alumina with a low surfacearea, typically in spherical form with a diameter of 1-5 mm. If operating at temperatures in excess of 600°C(particularly 680-720°C), it is possible to obtain analmost total conversion of the methanol, while at lowertemperatures (500-550°C) the conversion is less efficient(65-75%) and it is necessary to recycle the methanolwhich failed to react. Moreover, it is necessary to useshort contact times in order to avoid decomposition ofthe formaldehyde.
Selectivity to formaldehyde of 98-99% is obtained,with the formation of the following by-products:dimethylether ((CH3)2O), whose formation is due to thepresence of acidic sites in the catalyst; methyl formate(HCOOCH3) obtained through disproportionation of theformaldehyde on basic sites; carbon oxides, derivedfrom both parallel and serial reactions. To limit theformation of carbon oxides, rapid cooling of the reactionproducts is necessary when they leave the catalyst bed.High selectivity is achieved through the optimization ofthe acid-base properties of the catalyst, limitation of theoxidation of the formaldehyde to formic acid (a productwhich decomposes easily) and control of the redoxproperties of the catalyst.
Fig. 5 illustrates the reaction mechanism in the caseof direct oxidation of methanol on oxide based catalysts.The methoxy species is the first chemisorbed speciesthat is formed by the contact of methanol with thecatalyst; its subsequent transformation depends both onthe reaction conditions and on the properties of thecatalyst. If the concentration of methanol is high and therate of the subsequent oxidation of the methoxy speciesis low, a condensation reaction takes place that leads todimethylether (typical of the acidic oxides containingnon-reducible cations, such as alumina). Oxidation ofthe methoxy species (extraction of an atom of H andtransfer of an electron) leads to co-ordinatedformaldehyde, which is in equilibrium with the
626 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
-
dioxymethylene species. The reaction requires anucleophilic attack by the catalyst’s structural oxygen. Ifthe Me�O bond is of a covalent type, the equilibriumbetween the dioxymethylene and the co-ordinatedformaldehyde is shifted towards the latter species, whichin its turn is in equilibrium with the gas phaseformaldehyde. Ionic oxides, instead, favour theformation of the dioxymethylene species. This gives riseto the methoxy and formate species by Cannizzarodisproportionation; the formate can also form throughdirect oxidative dehydrogenation from thedioxymethylene. By reactions with methanol,dioxymethylene forms dimethoxymethane, which candesorb into gas phase. The formate species can also reactwith methanol to give methyl formate. The formation ofthis product requires that the desorption rate of theformaldehyde be low and that theoxidation/disproportionation rate be relatively high. Boththese reaction pathways contribute to the formation ofthe formate species. Their relative rates depend on thedegree of surface coverage of the dioxymethylenespecies and on the reaction conditions. Nevertheless, theformate species can also be converted and therefore theselective formation of methyl formate requires that theconversion rate of the formate species be low and thatthe concentration of methanol be relatively high.
A simplified outline of the commercial processes forconverting methanol to formaldehyde using ironmolybdate and supported Ag as the catalysts is shown inFig. 6.
Oxidative dehydrogenation of methanol on ironmolybdate based catalysts is carried out in a cooledmulti-tubular reactor (see again Fig. 6 A). Due to theprogressive deactivation of the catalyst (the lifespan is
from 1-2 years), it is necessary to gradually increase thetemperature of the reactor in order to keep theproductivity at a constant level. The formaldehyde yieldis about 95-96%. The oldest processes operate with afeed of 6% of methanol in air (a concentration which isless than the lower limit of flammability), but in this caseproductivity is low, the purity of the formaldehyde ispoor because of the formation of formic acid, thecatalyst’s lifespan is limited and it is necessary to operatewith high volumes of inert gas. For this reason, abouthalf of the plants have been converted to a feed withreduced levels of oxygen (�10%), and higherconcentrations of methanol (8.2%). On account of thehigh amount of heat generated, it is necessary to dilutethe catalyst and improve the efficiency of the reactor’scooling system. Some plants also use steam as a diluent.
When the gas leaves the reactor vessel, it undergoesa heat recovery stage, after which it is sent to an absorbercolumn, where water is used as a solvent. Theformaldehyde solution, from the bottom of the absorbercolumn, has a concentration of from 50-60%; it is thensent to an ionic exchange column for removal of theformic acid. On the other hand, the gas from the top ofthe column is recycled; the waste stream keeps thecomposition in the reactor constant.
The process using supported Ag as the catalyst (seeagain Fig. 6 B) has the advantage, in comparison withthe direct oxidation method, of producing a waste streamwhich can be sent directly for incineration, because itcontains H2, methanol and formaldehyde, as well assmall quantities of N2 and CO2. The combustion of thisflow produces the majority of the steam used in theprocess. The outline of the process is similar to thatdiscussed previously, however a purer methanol feed is
627VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
OH
H
�[H] metoxy dioxymethylene
disproportionation
�[H]
CH3OH CH2O
HCOOH H COCH3
�H2O
�H2O
OCH3
OCH3
�CH3OH
CH3OCH3�H2O
O OH
formaldehyde
dimethoxymethaneCH2
OO�
CH2 CH2
O
O
CH2
COx
formate
formic acid
methylformate
oxygen vacancy
O O
CH CH3OH
2CH3OHO OH
Fig. 5. Reaction mechanism of the oxidation of methanol on oxide based catalysts (Centi et al., 2002).
-
required (there must be no iron carbonyls or sulphurcompounds which would contaminate the catalyst), anda heat exchanger is required to heat the methanol.Furthermore, the reactor must operate with very shortcontact times and have a rapid cooling system (coolingtimes for the discharge flow from the catalyst bed of lessthan 0.02 s), in order to avoid consecutive reactions ofthe formaldehyde, and finally two absorber columns inseries should be used.
Epoxidation of ethylene to ethylene oxide Ethylene oxide is an intermediate product that is
synthesized on a large scale, being used in theproduction of ethylene glycol and polyglycols, ofethanolamine and non-ionic detergents, and of esters ofethylene glycol. There are two technologies: a process
using chlorohydrin, which is no longer used, and directoxidation of ethylene with oxygen over supported Agbased catalysts
CH2�CH2�0.5O2�� H2C�CH2
O∆H°��105 kJ/mol
CsCl and BaCl2 are used as promoters (theconcentration of these doping agents is of 0-10 ppm),since both the alkaline metals and the chloride ionspromote the selectivity.
In addition to CO2, the by-products are acetaldehydeand formaldehyde, but in concentrations no greater than0.1%. Although there are still conflicting opinions on thematter, a significant body of data indicates that the activecatalysing species is made up of Ag�O, withelectrophilic characteristics, while oxygen bridging atomsbetween the silver atoms (AgOAg) have a nucleophiliccharacter and are non-selective, contrary to what happensin the case of selective oxidation on oxides (see againFig. 3 B). In the past it was held that the selective speciesin epoxidation consisted of AgO2, which after theinsertion of oxygen into the ethylene left an adsorbed Oatom and AgO on the surface, which in turn wasresponsible for the non-selective oxidation of ethylene toCO2 and H2O. On the basis of this model, a maximumselectivity of 85.7% was hypothesized, whereas currentcommercial processes operate with greater selectivity (atlow conversion), in the range of 88-94%.
The reaction scheme is of a ‘triangular’ type, withtwo parallel reactions of the transformation of ethyleneinto ethylene oxide and CO2, and a consecutive reactionof ethylene oxide to CO2. The principal factorsinfluencing the reaction kinetics and hence the choice ofthe optimal reaction conditions are summarized here.The ethylene oxide formation rate increases as thepartial pressure of the oxygen increases, while amaximum rate is reached with respect to theconcentration of ethylene, as a result of the competitionbetween the ethylene and the ethylene oxide for the samecatalytic sites. The ethylene oxide formation ratedecreases on increasing the concentration of the chlorideions used as a doping agent (nevertheless, above acertain value traces of chlorinated compounds such asvinyl chloride and dichloroethylene form as by-products)and the concentration of CO2. From a practical point ofview, the concentration of ethylene is determinedessentially by the limits of flammability. The ratio of therate of the two parallel reactions of formation of ethyleneoxide and combustion, that is the initial selectivity, riseswith the concentration of chloride ions, with the contentof alkaline metal promoters and with the partial pressureof the ethylene.
The processes employed for oxidation of ethyleneoperate with air or with pure oxygen. The former are still
628 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
A
B
methanol
methanol
steam
recycle
recycle
catalyst
formaldehydesolution
formaldehydesolution
H2O
H2O
H2O
coolingwater
vent
waste
vent
air
air
A
B
Fig. 6. Simplified outline of the process of the synthesis offormaldehyde from methanol: A, direct oxidativedehydrogenation with catalysts based on iron molybdate; B, a process using catalysts based on supported Ag(Arpentinier et al., 2001).
-
very widespread, but new plants mainly use pureoxygen, which offers advantages in terms of higheryields and productivity, greater selectivity (due to thegreater partial pressure of the ethylene in the reactor),lower volumes of waste gas, the ability to choose the
type of diluent gas and lower reactor and equipmentcosts. On the other hand, the process using pure oxygenincurs greater costs due to its use and the need toseparate the CO2 produced. The simplified outline of thetwo processes is illustrated in Fig. 7. In the process using
629VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
light ends
air
steam
ventrecycle ethylene
oxide
heavy endsethylene
air
light ends
ethyleneoxide
heavy ends
recycle
purge
CO2 vent
ethylene
inert
O2
steam
steam
Fig. 7. Simplified outlineof the process of thesynthesis of ethyleneoxide from ethylene: A, processing with air; B, processing with pureoxygen (Arpentinier et al., 2001).
A
B
-
air, the ethylene is oxidized in a series of tubular reactors(two, or three in the bigger plants), in order to increasethe conversion and manage the heat from the reactionmore effectively (in the first reactor the conversion isaround 40%). The outflow from the reactor is cooled andthen sent to an absorber column with water, for therecovery of the ethylene oxide. Part of the gasdischarged from the absorber column is recycled, whileanother part is sent to a second reactor where theconversion reaches 80% (95% where there are threereactors in series). Selectivity is about 70% in the firstreactor, but is lower in the subsequent ones.
The process with pure oxygen (purity �97%) issingle stage and uses multi-tubular reactors. Theethylene/O2 ratio is typically 3.0-3.5, while the O2concentration is kept below 9% to avoid the formation ofinflammable mixtures. Conversion through the passageof ethylene is in the range 10-15%, while overall it isgreater than 97%. Selectivity typically is greater than80%. After cooling, the gases leaving the reactor are sentto the ethylene oxide absorber column, while the gasescoming out of the column are compressed and recycled.Part of the gas is sent to a column to eliminate CO2through hot absorption in an aqueous solution ofpotassium carbonate. A small fraction of the gases (lessthan 1%) is discharged, to prevent an accumulation ofinert gases. In some processes a diluent, such as methaneor ethane, is also used. Although CO2 itself can be aneffective diluent, it can contaminate the catalyst andtherefore it is necessary to keep its concentrationlevel low.
Oxychlorination of ethylene The oxychlorination (oxidation in the presence of
HC1) reaction of ethylene to 1,2-dichloroethane(DCE)
CH2�CH2�2HCl�0.5O2�� CH2Cl�CH2Cl∆H°=�238 kJ/mol
is the basis for the production of the vinyl chloridemonomer (CH2�CHCl), used in the production ofhomo- and copolymers in PVC.
Three different processing options are possible,depending on the technology used and the operatingconditions: the reactors can be based on fixed orfluidized beds; either air or pure O2 can be used; and astoichiometric value or an excess of ethylene may beemployed. Generally, pure oxygen is used whenoperating in a fixed-bed reactor, with a large excess ofethylene (compared with the stoichiometric value) wherethe unconverted ethylene is recycled, or when usingstoichiometric ratios, where high conversion levels ofethylene are achieved, but the gas flow is in any caserecycled so as to reduce the environmental impact of theprocess (see again Table 3).
The use of an excess of ethylene, which has betterthermal conduction properties than nitrogen, offersadvantages such as a more uniform temperature profilein the reactor (which results in better selectivity due toless combustion and reduced formation of secondaryproducts such as trichloroethane), better conversion ofthe HC1 and a longer catalyst life (thanks to a lowersublimation of the active phase and a reduced formationof charcoal on the catalyst’s surface). Since theproductivity of fixed-bed reactor is limited by thecapacity for transferring the heat to the cooling fluid, agas phase with higher conductivity results in an increasein productivity.
The principal problem related to the use of O2 isrepresented by its higher cost compared with air and theneed for more complex systems for operating under safeconditions. Nevertheless, many plants using air have beensatisfactorily modified to operate with oxygen. The mostwidely used reactor is the multi-tubular fixed bed, becauseof the higher productivity attainable; nevertheless, thehigher investment needed (corrosion resistant steel has tobe used) leads to a preference for fluidized-bedtechnology in the construction of new plants.
In Fig. 8 a simplified outline is portrayed of anair-fed fixed-bed process. Three multi-tubular reactorsin series are used; the catalyst is diluted with graphite,in order to reduce the thermal gradients in the reactor;and a fourth reactor is used for direct chlorination ofthe residual ethylene with Cl2. The gases are cooled tocondense the DCE (1,2-dichloroethane), which is thensent to the purification columns: the first removes thewater, the second the light products (ethylene chloride,vinyl chloride, 1,1-dichloroethane anddichloroethylene) and the third the heavy products(trichloroethane, perchloroethane andperchloroethylene).
To optimize the local ethylene/O2 ratio and to obtainbetter control over the temperature in the reactors andhence of the selectivity, ethylene and HC1 are fed intothe first reactor, while the air or oxygen feed isdistributed over the three reactors in series. This alsomakes it possible to operate outside the limits offlammability, to reduce the formation of CO2, to have amore homogeneous temperature profile and finally toincrease the lifespan of the catalyst. The oxygen andethylene are fed at slightly higher levels with respect tothe stoichiometric quantities, in order to achieve aconversion of the HC1 greater than 99.5%. On the otherhand, in processes that operate with oxygen and a largeexcess of ethylene, the unconverted hydrocarbon isseparated and recycled.
The catalysts are based on copper chloride supportedon alumina and the promoters, made up of alkaline oralkaline-earth metals, play a fundamental role. Thereaction temperatures are between 220 and 250°C, with
630 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
-
pressures up to 5 bar. Selectivity of the DCE product isbetween 93 and 97%.
Acetoxylation of ethylene Acetoxylation (oxidation in the presence of acetic
acid) in the gas phase of ethylene with acetic acid and O2is the primary process for producing vinyl acetate(CH3C(O)OCH�CH2). Pd supported on silica is used,promoted by gold and alkaline metals (potassiumacetate). The gold allows the reduction of the secondaryreaction that forms ethyl acetate. Processing takes placewith pure O2 at a temperature of around 150°C, withpressures in the range of 8-10 bar. In these conditions thereaction takes place in a liquid film, formed throughcapillary condensation in the pores of the catalyst.
The reaction mechanism involves the reduction ofthe Pd acetate to metallic Pd through reaction withethylene and reoxidation of the Pd0 by the oxygen.Selectivity levels can reach 98%, although in industrialprocesses they are typically between 92 and 95%.Conversion per pass is around 10%.
After pre-heating, the cool ethylene, mixed with therecycled ethylene and with acetic acid, is sent to thereactor containing the catalyst, previously mixed with O2.The typical composition is as follows: 40-55% ethylene,
10-20% acetic acid and 7-8% O2, as well as inertingredients (CO2, ethane, Ar, N2 and H2O). After thereaction, the gases are cooled causing condensation of theacetic acid, the water and the majority of the vinyl acetate.The liquid stream is split through azeotropic distillation torecover the acetic acid and the vinyl acetate. Neverthelessadditional purification columns are necessary to achievethe required purity of the vinyl acetate, in particular tolower the concentration of ethyl acetate below 150 ppm.The gas phase of the first condensation columnis sent to an absorber column into which acetic acid is fedto remove the vinyl acetate, and then to a second columnfed with a solution of NaOH to remove the CO2. Thegases are then recycled to the main reactor.
Oxidation of propylene to acrolein and oxidation ofacrolein to acrylic acid
Oxidation of propylene to acrylic acid (used in theproduction of acrylic esters) is achieved through theintermediate formation of acrolein:
C3H6�O2�� CH2�CHCHO�H2O ∆H°=�339 kJ/mol
CH2�CHCHO�0.5O2�� CH2��CHCOOH�H2O ∆H°=�255 kJ/mol
631VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
NaOHH2O
Cl2
vent
light ends
heavy ends
1,2-dichloroethane
ethyleneHCl
air
water(to purification)
Fig. 8. Simplified outline of the process of the oxychlorination of ethylene in a fixed-bed reactor (air based process)(Arpentinier et al., 2001).
-
By-products of the reaction are carbon oxides, aceticacid, propionic acid, formaldehyde, maleic acid,acetaldehyde and acetone. For the first reactionmulti-component catalysts based on bismuth molybdatesare used (for example, Mo12BiFe3Co4.5Ni2.5Sn0.5K0.1Ox),while for the second reaction the catalysts are based onmolybdenum and vanadium oxides (for example,Mo12V3Cu2.5Fe1.25Mn0.1Mg0.1P0.1Ox). It is possible tocarry out the synthesis in a single stage but, because ofthe strong exothermicity of the reaction the lifespan ofthe catalyst is reduced. Moreover, the overall selectivityis greater in a two stage process, as it is possible tooptimize each independently. In the first stage theselectivity of acrolein is typically greater than 85% andthe conversion of propylene exceeds 90%, while in thesecond stage the selectivity of acrylic acid is greater than95%, with yields of between 90 and 96%.
Multi-tubular fixed-bed reactors are used in series.The first reactor operates with a temperature in the rangeof 330-400°C, and a spatial rate of 1,300-2,600 h�1 (thepressure is 2-2.5 bar), while the second operates at lowertemperatures (250-300°C), higher spatial rates (1,800-3,600 h�1) and lower pressures (due primarily to the lossof pressure in the first reactor).
The concentration of propylene entering the firstreactor is 5-8% in air. Recirculating gas and/or steam areused as diluents, in order to operate outside the limits ofexplosion. The use of steam also allows the reactions inhomogeneous phase to be reduced, the thermal transferto be improved and selectivity to be increased, favouringthe desorption of acrolein and acrylic acid. Nevertheless,excessive concentrations of steam lower theconcentration of the acrylic acid solution.
The gases leaving the reactor, after cooling and heatrecovery, are sent to an absorber column with water. Aninhibitor is added to avoid polymerization of the acrylicacid. The discharge gases are then sent for incinerationand in part are recycled, after the elimination ofcondensable compounds. The solution of acrylic acid issent to the purification section, which consists of a seriesof azeotropic distillation columns (withmethylethylketone as the third component). In the caseof diluted solutions it is possible, as an alternative, tocarry out a separation by extraction, using ethyl acetateor aromatic compounds as solvents. The variousindustrial processes differ in the composition of thecatalyst and in the separation section.
Synthesis of methyl methacrylateMethyl ester of methacrylic acid,
CH2�C(CH3)COOCH3, is used in the production ofvinyl polymers. The acetone cyanohydrin process (whichconsists of a reaction between acetone and HCN,followed by a reaction of acetone cyanohydrin withsulphuric acid and a final hydrolysis of the adduct in the
presence of methanol) is the most widely used for thesynthesis of methyl methacrylate and has manydisadvantages, linked to the toxicity of HCN and theco-formation of high quantities of ammonium sulphate,which is generated in the ratio of 2:1 with methylmethacrylate. The alternative process is direct oxidationof isobutene in the gas phase (with subsequent orintegrated stages of esterification); however, this processgives yields and selectivity which are too low to becompetitive.
Alternative methods of synthesis are: a) directoxidation of isobutane (a process which is still in theresearch phase), which has the advantage of lower rawmaterial costs and lower environmental impact; b)oxidation of isobutyric aldehyde to isobutyric acid,which is then converted into methacrylic acid byoxidative dehydrogenation (Mitsubishi Kasei/Asahimethod); c) oxidation of tert-butyl alcohol tomethacrolein, followed by oxidation to methacrylic acidand esterification; and d) hydroformylation of ethyleneto propionic aldehyde, which is then condensed withformaldehyde to give methacrolein, which finally isoxidized to methacrylic acid and esterified (BASFprocess). Among these alternatives, direct synthesis ofisobutane is the most interesting; nevertheless, theselectivity obtained and the stability of the catalysts arenot sufficient for it to be developed industrially.
The average composition of the catalysts for the lastof the above applications is as follows: (HmY0.2-1.5)(P1-1.2Mo12-nX0.4-1.5Ox), where Y is the ion of an alkalinemetal and X is an element such as V, As and Cu;moreover, various other additives are present. It isnecessary to use high concentrations of isobutane andsteam (up to 65%) to obtain good selectivity andstability of the catalysts.
Synthesis of acrylonitrile by ammonia oxidation ofpropylene
Acrylonitrile is produced on a large scale (over 5million tons per year) by the process of catalysedammonia oxidation (oxidation in the presence ofammonia) of gas phase propylene:
CH2�CH�CH3�NH3�1,5O2���� CH2�CH�CN +3H2O ∆H°=�515 kJ/mol
Acrylonitrile finds applications in the synthesis ofvarious homo- and copolymers used as fibres, resins andelastomers; it is also an intermediate in the production ofadiponitrile and acrylamide.
By-products of the reaction are HCN, acetonitrile, N2(from combustion of the ammonia) and carbon oxides.The reaction is strongly exothermic and to control thetemperature most plants use fluid-bed reactors. Thecommercial catalysts are multi-component, based onbismuth molybdate and supported on silica (for example,
632 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
-
(K, Cs)0.1(Ni, Mg, Mn)7.5(Fe, Cr)2.3Bi0.5Mo12Ox/SiO2). It is not necessary to recycle the propylene, since
conversion rates are as high as 95%, while maintaining ahigh selectivity to acrylonitrile (above 80%). The fluid-bed reactor contains a high quantity of catalyst, up to 70-80 tons, in the form of spherical particles with anaverage diameter of 40-50 mm, with a view to allowingan efficient fluidization. The purity of the feed must bevery high (�90% for the propylene and �99.5% for theNH3). The ratio of the ammonia/propylene feed is equalto 1.05-1.2, and the ratio of O2/propylene is within therange 10-15. The reaction temperature is between 420and 450°C and the pressure between 1.5 and 3 bar.Pressures above 1 bar have a negative effect on theselectivity to acrylonitrile, but are necessary in order toobtain good fluidization and to increase the productivity.
The reagents are fed into the reactor separately, tominimize reactions in the homogeneous phase andprevent the formation of explosive mixtures beforereaching the catalytic bed; the composition of themixture in the reactor is within the limits offlammability, but the presence of the fluid bed inhibitsthe propagation of radical reactions thereby blocking anyflame front. The fluid-bed reactor contains various coilsand systems to minimize the formation of slugs and toreduce the phenomena of retro-mixing of the fluid. Thetop of the reactor has a larger cross section, in order toreduce the velocity of the gas and to diminish theoccurrences of pneumatic transmission and elution ofthe catalyst. Appropriate cyclones allow the recovery ofthe catalyst particles and their reintroduction into thereactor.
The effluents from the reactor are sent to an absorbercolumn with water, while the unconverted ammonia isneutralized with sulphuric acid. The gases leaving thiscolumn, containing N2, carbon oxides and smallquantities of propylene, are sent for incineration. Theacetonitrile/acrylonitrile mixture forms an azeotropewith water that on separation gives rise to an aqueousphase (recycled to the absorber) and an organic phase,rich in acrylonitrile and HCN, that is sent forpurification. The aqueous solution of acetonitrile is
concentrated for azeotropic distillation. The acrylonitrileis purified in two columns in series, to recover thehydrogen cyanide and the impurities (acetone,acetaldehyde, propionaldehyde and acrolein). A finalstage of vacuum distillation is used to obtainacrylonitrile with purity above 99.4%.
Recently a number of studies have been devoted tothe use of propane as an alternative reagent to propylene,by virtue of its lower cost. New classes of catalysts (forexample those developed by Mitsubishi, composed ofquaternary oxides of molybdenum, vanadium, telluriumand niobium, MoV0.3Te0.23Nb0.12Ox) give yields ofacrylonitrile above 50%. This value could be sufficientto justify development of a new process starting withpropane, although a further increase in yield and stabilityof the catalyst would be hoped for.
Ammonia oxidation of alkyl aromaticsNumerous aromatic nitriles such as benzonitrile,
phthalonitrile, isophthalonitrile, terephthalonitrile andnicotinonitrile find applications in the synthesis ofproducts for fine chemicals. For example, nicotinonitrilecan be hydrolysed to the corresponding amine or tonicotinic acid, used for the synthesis of vitamin B.Isophthalonitrile is used in the synthesis of herbicidesand fungicides. Phthalonitrile is an intermediate forpigments based on phthalocyanine. A number ofcatalysts are active in the reaction: vanadium oxidesupported on TiO2 (preferably in the anatase crystallinestructure), doped with Cs, P and W; multi-componentcatalysts based on molybdates; vanadium antimonatesdoped with Bi and Fe; and supported heteropolyacids(PV3Mo12Ox on silica). Apart from maximizing theselectivity to nitrile, it is also important to minimize theoxidizing reaction of the ammonia to N2. Selectivitylevels above 90% are generally possible for conversionswhich are between 50 and 80%, even though the resultsvary considerably according to the type of substrate.
One of the principal problems in the industrialapplication of the process is the need to carry outsuccessive production runs with different types of alkylaromatics, as the market demand for these products is
633VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
CH3
CH3
CH3COx
CN
CN
CN
O2, NH3
V2Ox/TiO2
O2, NH3
V2Ox/TiO2
NH
O
O
tolunitrile
phthalonitrile
phthalimide
Fig. 9. Outline of the synthesis ofphthalimide by catalytic ammoniaoxidation of o-xylene in the gas phase.
-
insufficient to justify the use of the plant for a singlereaction. The aromatic imides can also be obtained bymeans of catalytic ammonia oxidation (Fig. 9), forexample feeding o-xylene and using a catalyst based onsupported vanadium oxide on titanium oxide.
Maleic anhydride from n-butaneMaleic anhydride is used as an additive in the
synthesis of various polymers, in the synthesis ofchemical products for agriculture and of malic andfumaric acids, as well as being an intermediate for thesynthesis of g-butyrolactone and of tetrahydrofuran.Today, most plants for production of maleic anhydrideuse n-butane as the feed; this process has replaced thatof benzene, by virtue of the smaller number ofby-products, the better atomic efficiency and the lowercosts, and the non-toxicity of the reagent. Theby-products obtained in the oxidation of n-butane arecarbon oxides and acetic acid, whereas numerousby-products are formed by benzene, or when usingbutenes or butadiene as the raw material.
The various commercial processes differ in theirreactor technology (fixed-bed, or fluid or circulating-bedreactor), in the percentage of n-butane in the input (lessthan 2% with fixed-bed reactors, between 2.6 and 5%for processes with fluid-bed reactors, and more than10% in the DuPont process, with circulating-bedreactors, similar to that used in catalytic cracking) and inthe method of recovery and purification of the maleicanhydride (use of organic or aqueous solvents in therecovery and purification method). In all processes thecatalyst consists of pyrophosphate of vanadyl(VO)2P2O7, where necessary promoted with dopingelements, although the methods of preparation,activation and formation and the dimensions of theparticles can vary.
The feed composition is directly related to the choiceof reactor as shown above. An increase in theconcentration of n-butane increases the productivity, butcalls for special precautions for dispersal of the reactionheat and to reduce the risks of explosion. Theunconverted n-butane is not recycled, but is used in theproduction of high temperature steam, since the value ofthis hydrocarbon is close to that of fuels.
The conversion rate of n-butane is between 80 and90% and the yield in maleic anhydride between 55 and65%. The working temperature is 400-450°C. Theprincipal processes are marketed by Denka/ScientificDesign, Amoco, BP-UCB, Lonza/Lummus, MitsubishiKasei, Mitsui Toatsu, Monsanto and DuPont.
Lonza’s ALMA process uses a fluid-bed reactor,while the DuPont process uses a circulating-bed reactor.Fig. 10 shows a simplified outline of the two processes.
In the ALMA process, after the separation of thecatalyst by means of two cyclones in series, the effluents
from the reactor are cooled to 200°C, filtered to removethe finest particles and sent to the maleic anhydriderecovery section. The latter is based on absorption incycloaliphatic solvents. The gases are sent forincineration for the production of high temperaturesteam, while the solution is sent to a stripping unit. Themaleic anhydride is then further purified to remove thelight products (which are sent for incineration), while thesolvent is recycled.
The process gives high productivity, production ofhigh temperature steam, reduced quantity of waste,low formation of fumaric acid and heavy products.The production of steam contributes to the economy ofthe process.
The DuPont process is characterized by the use ofan innovative reactor for the selective oxidation sectorderived from the catalytic cracking, that permitsseparate contact of the hydrocarbon and oxygen withthe catalyst. This brings about a significant increase inthe selectivity, but involves the need for higherrecirculation of the catalyst between the two reactors(the riser reactor for contact with the hydrocarbon andthe fluid-bed reactor for reoxidation of the catalyst).Furthermore it calls for the catalyst to have highmechanical resistance. The DuPont process forsynthesis of maleic anhydride is integrated with thedownstream hydrogenation section, for the productionof tetrahydrofuran. The absorption of the maleicanhydride is, in this case, performed with water.
Phthalic anhydride from o-xylenePhthalic anhydride is used in the preparation of
diesters (plasticizers for PVC), alkylic resins, polyestersand colourings. The original process used naphthalene asthe raw material, but today most plants use o-xylene, byvirtue of the reduced environmental and safetyproblems, as well as the greater purity of the product.
The principal by-products of o-xylene are o-tolualdehyde and phthalide, small quantities of maleicanhydride, benzoic acid, toluic acid, as well as carbonoxides. The formation of phthalide is a critical aspect ofthe process, in that, for applications in the polymersector, the concentration of this compound in phthalicanhydride must be very low. In a multi-tubular reactor,about a third of the catalytic bed enables over 90%conversion of the o-xylene to be obtained, while theremaining two thirds of the bed serves to reduce theconcentration of phthalide.
The catalysts are based on vanadium oxide supportedon TiO2 (in the octahedral crystalline form), with arelatively low surface area (around 10-20 m2/g). K, Cs,Sb, Nb, and P are used as promoters. The latestgeneration of reactors are loaded with two or three layersof catalyst whose compositions differ from one another(above all in terms of type and quantity of promoter
634 ENCYCLOPAEDIA OF HYDROCARBONS
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
-
elements); in this way it is possible to obtain maximumyield and selectivity, by optimizing the activity profileand minimizing ‘hot spots’ along the reactor. Promotersin the gas phase, such as SO2 also have a positive effecton performance, although they are no longer used today.
Various processes exist, among which the principalones are those developed by Wacker, BASF,Lonza-Alusuisse, Atochem and Nippon Shokubai. The processes differ in the type of reactor (fixed or fluidbed, although the former is used in the majority of cases),in the composition of the catalyst and in the
recovery/purification sections. Air is used as an oxidant,although the use of air enriched with oxygen allowshigher productivity. The concentration of o-xylene is notgreater than 1.2% in air, so as to avoid the formation offlammable mixtures and to achieve good control of theheat of the reaction. Recovery of the phthalic anhydride iscarried out by desublimation and then by absorption in oil.
The fixed-bed reactor operates at temperatures ofbetween 350-390°C and with low spatial rates, while theprocess in the fluid-bed reactor operates at highertemperatures (450-550°C) and with lower contact times.The o-xylene and the air, after preheating, are sent to amulti-tubular reactor operating at about 380°C andcooled with molten salts; these salts are cooled externallyin a heat exchanger, producing high temperature steam.
A yield of phthalic anhydride above 80% is obtainedand a conversion of o-xylene greater than 99%. Theeffluents from the reactor are cooled, producing lowpressure vapour, and then sent to an absorber columnwith water. The solution is first sent to a under vacuumsystem to decompose the impurities (polymerisationinhibitors are added) and then to a distillation column(also under vacuum) to separate the maleic anhydrideand the benzoic and toluic acids from the top. Thesolution collected at the bottom of the distillationcolumn is sent to a second column, to separate highpurity phthalic anhydride (�99.5% by weight).
References
Arpentinier P. et al. (2001) The technology of catalyticoxidations, Paris, Technip.
Bielanski A., Haber J. (1991) Oxygen in catalysis, New York,Marcel Dekker.
Centi G., Perathoner S. (2003a) Catalysis and sustainablegreen chemistry, «Catalysis Today», 77, 287-297.
Centi G., Perathoner S. (2003b) Selective oxidation. SectionE (Industrial processes and relevant engineering issues), in:Horvath I.T. (editor in chief) Encyclopedia of catalysis, NewYork, John Wiley, 6v.
Centi G. et al. (2002) Selective oxidation by heterogeneouscatalysis, New York, Kluwer Academic-Plenum.
Grasselli R.K. (2002) Fundamentals principles of selectiveheterogeneous oxidation catalysis, «Topics in Catalysis»,21, 79-88.
Fabrizio CavaniDipartimento di Chimica Industriale e dei Materiali
Università degli Studi di BolognaBologna, Italy
Gabriele CentiDipartimento di Chimica Industriale e
di Ingegneria dei MaterialiUniversità degli Studi di Messina
Messina, Italy
635VOLUME II / REFINING AND PETROCHEMICALS
OXIDATION PROCESSES
A
B
maleicanhydride
aqueoussolutionof maleicacid
H2
H2
recy
cle
reac
tor
air
air
ventdry
filter
vent
vent
tetr
ahyd
rofu
ran
fresh solvent
steam
steam
n-butane
n-butanen-butanerecycle
fluid-bedregeneration
reactor
by-p
rodu
cts
Fig. 10. Simplified outline of the process of the synthesisof maleic anhydride from n-butane: A, the ALMA process;B, the DuPont process.
A
B
-
636 ENCYCLOPAEDIA OF HYDROCARBONS
11.1.2 Oxidation processesin liquid phase with oxygen
Introduction
Liquid phase oxidation is widely applied in thechemical industry for the synthesis of intermediates bothfor the petrochemical industry and for the production ofspecialty chemicals and pharmaceuticals, as well as forwastewater decontamination.
Liquid phase oxidation is chosen rather thanheterogeneous gas phase catalysis in the following cases:when the products are thermally unstable (i.e. in theproduction of hydroperoxides and carboxylic acids, withthe exception of b-unsaturated compounds); when theproducts are so reactive that at high temperature they canbe further oxidized (i.e. epoxides, aldehydes andketones, with the exception of b-unsaturatedcompounds, ethylene oxide and formaldehyde); and, infine chemical production where liquid phase oxidation isespecially suitable due to the thermal instability and/orreactivity of the reagents themselves (i.e. in the oxidationof polyhydroxy alcohols).
In addition to being the largest application ofhomogeneous catalysis, liquid phase oxidation is moreimportant than heterogeneous gas phase oxidationprocesses, on the basis of tonnage and variety ofproducts (Prengle and Barona, 1970a; Lyons, 1980;Sheldon and Kochi, 1981). In homogeneous catalysis,the main technological issues also include selectivity,removal of the heat of reaction and safety considerations.
Liquid phase oxidations can be subdivided into thefollowing five types of catalytic processes, based onthe mechanism involved and the relative catalysts: a)free-radical, chain oxidation (with and withoutcatalyst), with molecular oxygen as the oxidizingagent; b) redox mechanism with Pd or Cu complexes,and molecular oxygen; c) catalytic oxygen transfer,with either alkylhydroperoxide or H2O2 as theoxidizing agent, and with either homogeneous orheterogeneous catalysts; d) oxidative dehydrogenationwith molecular oxygen and with supported, transitionmetal–based catalysts; e) photocatalytic processes.
The first class is the most important from anindustrial point of view and, therefore, the mostimportant technological aspects of this class ofreaction will be examined in detail.
Liquid phase homogeneousmetal–catalysed oxidations by molecular oxygen
The oxidation of organic substrates:substrate + oxygen donor �� oxidized substrate +
reduced donorhas considerable industrial importance and playsfundamental roles in biological processes. Oxotransfer oxygenations of organic substrates (mainlyalkanes and alkenes) are utilized in some processesand are the subject of several investigations. Differentoxygen donors may be used: molecular oxygen,peracids, alkylhydroperoxides, hydrogen peroxide,iodosylarenes, amine N-oxides, hypochlorite andammonium persulfate. Different catalysts areemployed, such as metalloporphyrins,metallophthalocyanines, soluble transition metal saltswith chelating ligands and Schiff base complexes.Polyoxometallates are among the most interestingsystems that have been receiving considerableattention in recent years.
Oxidation of a substrate with molecular oxygenmay involve two electrons (with the involvement ofonly one oxygen atom), or four electrons (with theinvolvement of both oxygen atoms). Coordination withthe metal modifies the features of oxygen (i.e. itsbasicity and radical character), making it moresusceptible to reaction with organic substrates. Asummary of the possible complexes betweenmolecular oxygen and metal ions is presented inTable 1 (Sheldon and Kochi, 1981).
In addition to the superoxo and peroxo species, oxometal species that occur via the transfer of two electronsfrom the metal to the oxygen atom will be addressed.
Hydroperoxo species can also form via hydrolysisof peroxo complexes, or by molecular oxygeninsertion in metal hydrides:
M�O�O�M�H��� M�O�OH��MM�H�O2�
� M�O�OH
The formation of oxo metal species takes place ifthe metal is able to furnish two electrons; such metals
SYNTHESIS OF INTERMEDIATES FOR THE PETROCHEMICAL INDUSTRY
M � H� M O OH�
OO
-
include the redox couples Mn�/M(n�2)�: Co(I)/Co(III),Ir(I)/Ir(III), Pd(0)/Pd(II), Pt(0)/Pt(II). Metals in higheroxidation states (III and IV) can not transfer electronsto molecular oxygen and do not form stable adducts.In this mechanism, the formation of high–valent oxometal species occurs through the O�O bond scissionof an intermediate m-peroxo dinuclear complex, withelectron transfer from the metal and with spin pairingin the molecular oxygen. A more suitablerepresentation would take into account the tworesonance structures:
M(IV)�O2����M(II)�O
The most usual representation of this moiety is M�O.Different classes of metal-catalysed oxidations by
O2 can be distinguished, according to the nature of thecomplex formed with the oxygen and the metaloxidation states formed (i.e. to the role played by themetal atom in the oxygen activation; Sheldon andKochi, 1981; Drago and Beer, 1992). Particularattention will be paid to the oxygenations by oxometals, which are oxidations of relevant importance inthe functionality of organic substrates.
Oxo metal species formed by interaction with peroxides and molecular oxygen
The mechanism for the formation of the M�Ospecies can be divided into two steps: the reaction forthe formation of the peroxide and that of the peroxidewith the metal complex to form the oxo metal species.The metal-catalysed oxidation does not occur as aconsequence of the activation of molecular oxygen bythe metal, since the metal characteristics do not allowthe electron transfer to oxygen. The presence of areductant enables the conversion of molecular oxygeninto H2O2 or into an alkylhydroperoxide (which arestronger oxidizing a