
1 Warm Magnets Work Package Status J. Bauche, TE-MSC Technical Meeting, 9th January 2014.
18
1 Warm Magnets Work Package Status J. Bauche, TE-MSC Technical Meeting, 9th January 2014.
-
Upload
giles-carroll -
Category
Documents
-
view
214 -
download
0
Transcript of 1 Warm Magnets Work Package Status J. Bauche, TE-MSC Technical Meeting, 9th January 2014.

1
Warm Magnets Work Package Status
J. Bauche, TE-MSC Technical Meeting,
9th January 2014.

2
Outline
Magnet work packages
Warm magnets in LINAC and HEBT
Budget
Production status- Dipoles
- Quadrupoles
- H/V correctors
Magnetic measurements
Conclusions

3
Magnet Work Packages
TE/MSC/MNC
Design of magnets
Procurement in industry
Tests and electro-mechanical measurements
Installation and commissioning
TE/MSC/MM
Magnetic characterization of pre-series magnets and check of series magnets
Fiducialization of quadrupole magnets
Hall probes for on-line B field measurement on dipoles

4
4 + 3* dipoles(TESLA, UK)
24 + 8* quads(ELYTT, ES)
13 + 10*H/V steerers
(ANTEC, ES)
* Options additional to baseline order
Warm Magnets in LINAC and HEBT
HEBT magnet installation schedule: starts in September 2014

5
Budget
Overall envelope ~ 2 MCHF
(incl. 200 kCHF for magnetic measurements, and 300 kCHF for supporting system)

6
Dipoles
Curved C-shape magnet with PFR = ½ bending angle Glued laminated yoke with welded reinforcement plates Water-cooled racetrack coils (glass fiber - epoxy insulation)

7
Supply Contractual delivery dates
Manufacturing file, schedules and samples 13th December 2013
Pre-series dipole 30th May 2014
One series dipole 1st August 2014
Two series dipoles + coils 10th October 2014
Two optional series dipoles 5th December 2014
One optional series dipole 5th January 2015
1st b
eam
line
Contract placed at Tesla (lamination stamping at Righton & Sons, UK) Manufacturing file received (final iteration before approval) Raw materials ordered, tooling manufacture in progress
Dipole Production Status
- On schedule so far; magnet and tooling design convincing
- Stamping at sub-contractor to be carefully followed-up

8
Quadrupoles
Glued laminated yoke reinforced with solid end-plates and tie rods
Bolted assembly of quadrants Water-cooled racetrack coils (glass fiber -
epoxy insulation)

9
Supply Contractual delivery dates
Manufacturing file, schedules and samples 14th October 2013
Two pre-series quadrupoles 14th April 2014
Four series quadrupoles (batch #1) 30th May 2014
Four series quadrupoles (batch #2) 27th June 2014
Four series quadrupoles (batch #3) 25th July 2014
Four series quadrupoles (batch #4) 15th September 2014
Four series quadrupoles (batch #5) 13th October 2014
Two series quadrupoles + coils (batch #6) 27th October 2014
Four series quadrupoles (optional batch #1) 24th November 2014
Four series quadrupoles (optional batch #2) 22nd December 2014
1st b
eam
line
Quadrupole Production Status Contract placed at Elytt (lamination stamping at Omedec, FR) Manufacturing file received (final iteration before approval) Raw materials ordered, tooling manufacture in progress
- On schedule so far; transparent attitude form manufacturer- Not experienced with laminated yokes, but reactive to proposals

10
H/V correctors
Compact window frame solid iron yoke
Bolted assembly Water-cooled racetrack coils (glass
fiber - polyimide - epoxy insulation)
90 mm
11
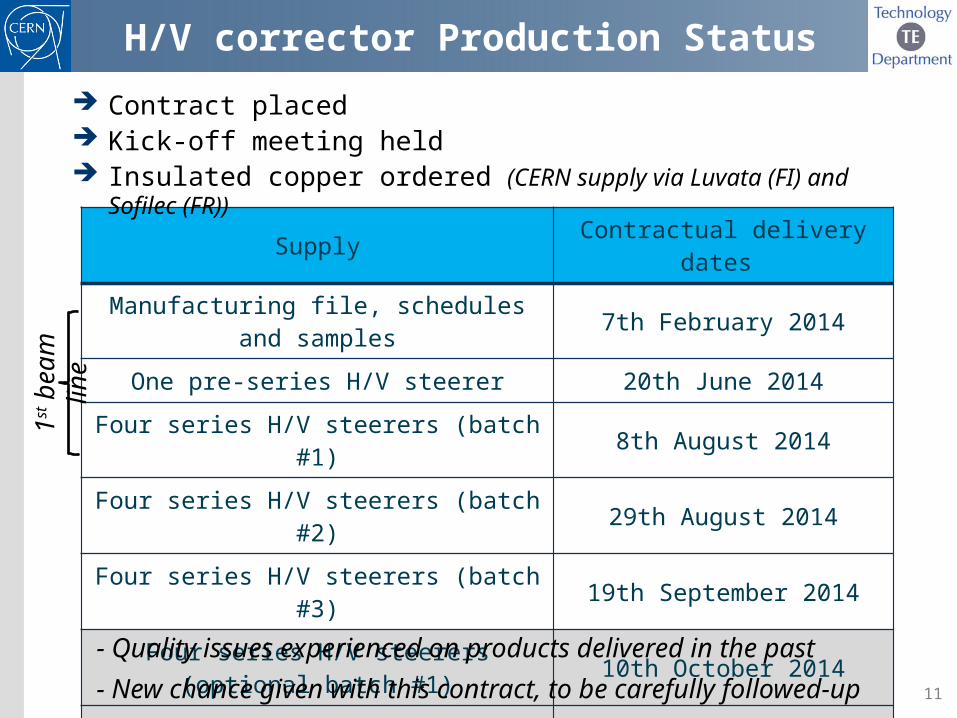
Supply Contractual delivery dates
Manufacturing file, schedules and samples 7th February 2014
One pre-series H/V steerer 20th June 2014
Four series H/V steerers (batch #1) 8th August 2014
Four series H/V steerers (batch #2) 29th August 2014
Four series H/V steerers (batch #3) 19th September 2014
Four series H/V steerers (optional batch #1) 10th October 2014
Four series H/V steerers (optional batch #2) 31st October 2014
Two series H/V steerers (optional batch #3) 14th November 2014
1st b
eam
line
H/V corrector Production Status
Contract placed Kick-off meeting held Insulated copper ordered (CERN supply via Luvata (FI) and Sofilec (FR))
- Quality issues experienced on products delivered in the past
- New chance given with this contract, to be carefully followed-up

12
Magnetic Measurements (1/2)
Bent flux-meter development
Magnetic measurement specification discussed with beam optics physicists need longitudinal distribution of the field
Dipole:
– Pre-series: full characterization requires Hall probe 3D mapper (LEP tool to be refurbished)
– Series: integrated field mapping with bent flux-meter

13
Magnetic Measurements (2/2)
Quadrupole:
– Pre-series: need measurement of field gradient in center + longitudinal profile (3D mapping, but few points and small size)
– Series: integrated field harmonics with rotating coil (existing equipment) + fiducialization with stretched wire
H/V correctors:
– Pre-series: measurement of field longitudinal profile (3D mapping, small size) + stray field at several locations (magnetic interference)
– Series: integrated field harmonics with rotating coil (existing equipment), possibly with sampling (one magnet per batch)
Important workload from this project, can be quite challenging in terms of resources

14
Magnet production– All contracts placed; budget within estimates
– Dipoles and quadrupoles: manufacturing design completed; raw materials ordered; tooling manufacture in progress
– H/V correctors: manufacturing design in progress
Technical (and schedule) risks– Dipoles: lamination stamping sub-contractor not experienced with accelerator magnets
– Quadrupoles: manufacturer unexperienced with laminated yokes
– Steerers: quality issues from manufacturer in the past
Magnetic measurements– Scope defined; standard measurements for quadrupoles and steerers
– Refurbishment / development of tooling required for dipoles
– Important workload of this project will add to the present situation
Conclusions

15
Spare slides

16
Dipoles
Parameters

17
Quadrupoles
Parameters

18
H/V correctors
Parameters


















