091 096 12A3 4C v4 - FUJI KIKAI ·...
6
1.はじめに グラビア印刷機やラミネータ機でウェブ搬送上のトラブ ルが発生した場合は、勘と経験を頼りにした職人による現 場作業で何とか対応をしてきたのが実情である。トラブル の内容としては、①スリップによる擦り傷や蛇行、②搬送 途中でのシワ発生、③巻取部のシワや巻ズレ、がある。最 近はウェブハンドリング技術の研究が進んできていること から、理論を使ってトラブルの対応策を考えて欲しいとい う声もあるが、まだまだ理論だけで対応策が導き出せる所 にまでは至っていない。現状は、勘と経験で対応してきた 内容が理論的にも合っていたというのが確認できる程度で ある。しかしながら勘と経験の対応が理論的にも正しかっ たということが確認できれば、それ以降は自信を持って対 応できるようになるし、対応策の予測も可能となってくる。 簡単ではあるが当社が対応してきたトラブルの事例を示し、 その対応方法が理論的に見てどうなのかを説明する。 2. トラブル対応で知っておきたいウェ ブハンドリングの基礎理論 ウェブ搬送でのトラブルの多くはシワやスリップ(蛇行) である。トラブル対応を行う上で重要となってくるのが、ど うしてそのような現象が起きているのかを理解することで ある。そのためにはハンドリングの基本原理を知っておく 必要がある。最低限必要と考えるものを以下に記すが、こ れは参考書から抜粋したものであり、詳細は『ウェブハン ドリングの基礎理論と応用』 1) 『入門ウェブハンドリング』 2) を参照されたい。 2.1 ウェブの直角方向進入性 搬送中のウェブは、ウェブとローラ間の摩擦力が十分な 大きさを保持しながら搬送されている限り、下流側のロー ラ軸に対して直角方向に進入する(図1)。 2.2 径の大きい方へ移動 ローラ軸が平行であっても、ウェブとローラ間の摩擦力 が十分な大きさを保持しながら搬送されている限り、ウェ ブはローラ径の大きい方へ移動して行く(図2)。 どちらの性質もウェブとローラ間に十分な摩擦力がある 場合であり、十分な摩擦力が確保されていないとウェブは (a)ローラ間が平行な場合 (b)ローラ間にミスアライメントのある場合 U w U w U w U w θ A A B B ※橋本 巨 著『ウェブハンドリングの基礎理論と応用』p.53より引用 図 1 直角方向進入性 ※橋本 巨 著『入門ウェブハンドリング』p.238より引用 図 2 径の大きい方へ移動 コンバーテック 2016. 12 99 欠陥対策 ケ ー ス ス タ デ ィ ウ ェ ブ ハ ン ド リ ン グ 理 論 に よる 富士機械工業㈱ 技術部 西村 高博 ウェブハンドリング理論の実機への展開 Part3 問い合わせ [email protected]
Transcript of 091 096 12A3 4C v4 - FUJI KIKAI ·...

1.はじめにグラビア印刷機やラミネータ機でウェブ搬送上のトラブルが発生した場合は、勘と経験を頼りにした職人による現場作業で何とか対応をしてきたのが実情である。トラブルの内容としては、①スリップによる擦り傷や蛇行、②搬送途中でのシワ発生、③巻取部のシワや巻ズレ、がある。最近はウェブハンドリング技術の研究が進んできていることから、理論を使ってトラブルの対応策を考えて欲しいという声もあるが、まだまだ理論だけで対応策が導き出せる所にまでは至っていない。現状は、勘と経験で対応してきた内容が理論的にも合っていたというのが確認できる程度である。しかしながら勘と経験の対応が理論的にも正しかったということが確認できれば、それ以降は自信を持って対応できるようになるし、対応策の予測も可能となってくる。簡単ではあるが当社が対応してきたトラブルの事例を示し、その対応方法が理論的に見てどうなのかを説明する。
2.�トラブル対応で知っておきたいウェブハンドリングの基礎理論
ウェブ搬送でのトラブルの多くはシワやスリップ(蛇行)である。トラブル対応を行う上で重要となってくるのが、どうしてそのような現象が起きているのかを理解することである。そのためにはハンドリングの基本原理を知っておく必要がある。最低限必要と考えるものを以下に記すが、これは参考書から抜粋したものであり、詳細は『ウェブハンドリングの基礎理論と応用』1)『入門ウェブハンドリング』2)
を参照されたい。
2.1 ウェブの直角方向進入性搬送中のウェブは、ウェブとローラ間の摩擦力が十分な大きさを保持しながら搬送されている限り、下流側のローラ軸に対して直角方向に進入する(図1)。
2.2 径の大きい方へ移動ローラ軸が平行であっても、ウェブとローラ間の摩擦力が十分な大きさを保持しながら搬送されている限り、ウェブはローラ径の大きい方へ移動して行く(図2)。どちらの性質もウェブとローラ間に十分な摩擦力がある場合であり、十分な摩擦力が確保されていないとウェブは
(a)ローラ間が平行な場合
(b)ローラ間にミスアライメントのある場合
Uw
Uw
Uw
Uw
θ
A
A
B
B
※橋本 巨 著『ウェブハンドリングの基礎理論と応用』p.53より引用
図 1 直角方向進入性
※橋本 巨 著『入門ウェブハンドリング』p.238より引用
図 2 径の大きい方へ移動
コンバーテック 2016. 12 99
欠陥対策ケーススタデ
ィ
ウェブハンドリング理論による 富士機械工業㈱
技術部
西村 高博
ウェブハンドリング理論の実機への展開
Part3
問い合わせ
12A-3 5校
091_096_12A3_4C_v4.indd 91 2016/12/01 17:16
剛性により直進しようとする。図2では径の大きい方ではなく、径の小さい方へと滑り落ちて逆方向に曲がって行く場合もあるので、注意が必要である。
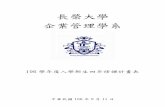
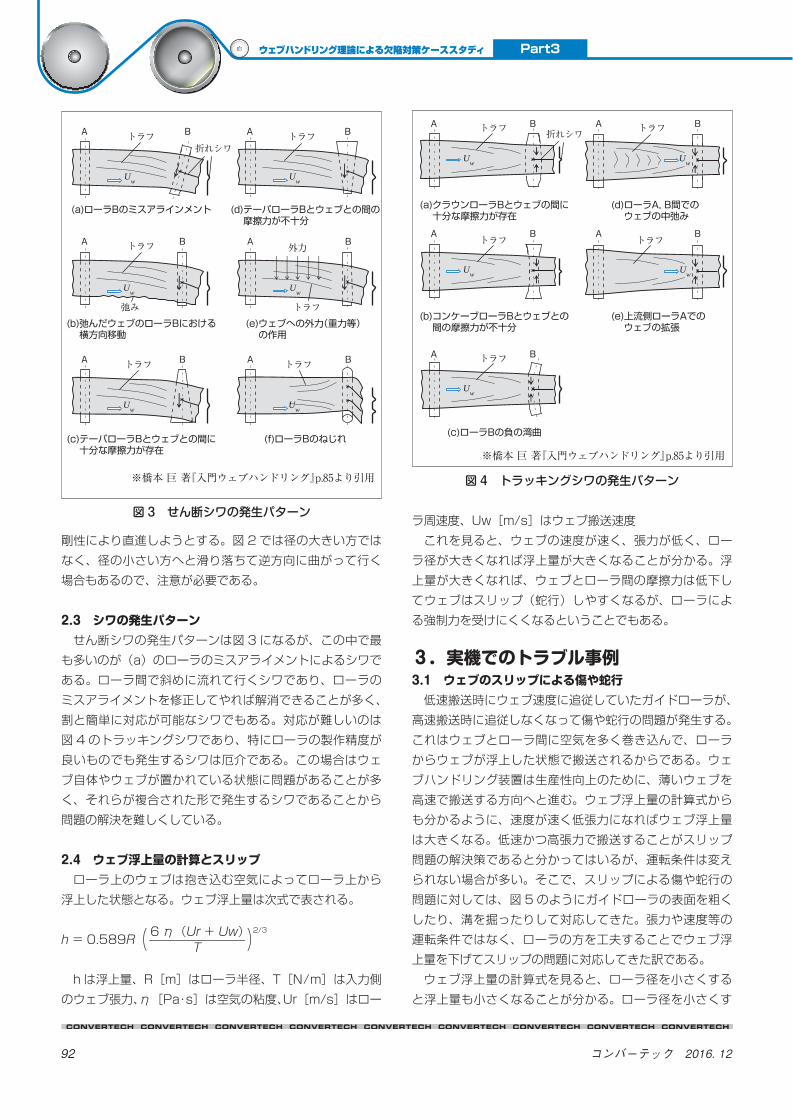
2.3 シワの発生パターンせん断シワの発生パターンは図3になるが、この中で最も多いのが(a)のローラのミスアライメントによるシワである。ローラ間で斜めに流れて行くシワであり、ローラのミスアライメントを修正してやれば解消できることが多く、割と簡単に対応が可能なシワでもある。対応が難しいのは図4のトラッキングシワであり、特にローラの製作精度が良いものでも発生するシワは厄介である。この場合はウェブ自体やウェブが置かれている状態に問題があることが多く、それらが複合された形で発生するシワであることから問題の解決を難しくしている。
2.4 ウェブ浮上量の計算とスリップローラ上のウェブは抱き込む空気によってローラ上から浮上した状態となる。ウェブ浮上量は次式で表される。
h= 0.589R( 6η(Ur + Uw)————————T )2/3
h は浮上量、R[m]はローラ半径、T[N/m]は入力側のウェブ張力、η[Pa・s]は空気の粘度、Ur[m/s]はロー
ラ周速度、Uw[m/s]はウェブ搬送速度これを見ると、ウェブの速度が速く、張力が低く、ローラ径が大きくなれば浮上量が大きくなることが分かる。浮上量が大きくなれば、ウェブとローラ間の摩擦力は低下してウェブはスリップ(蛇行)しやすくなるが、ローラによる強制力を受けにくくなるということでもある。
3.実機でのトラブル事例3.1 ウェブのスリップによる傷や蛇行低速搬送時にウェブ速度に追従していたガイドローラが、高速搬送時に追従しなくなって傷や蛇行の問題が発生する。これはウェブとローラ間に空気を多く巻き込んで、ローラからウェブが浮上した状態で搬送されるからである。ウェブハンドリング装置は生産性向上のために、薄いウェブを高速で搬送する方向へと進む。ウェブ浮上量の計算式からも分かるように、速度が速く低張力になればウェブ浮上量は大きくなる。低速かつ高張力で搬送することがスリップ問題の解決策であると分かってはいるが、運転条件は変えられない場合が多い。そこで、スリップによる傷や蛇行の問題に対しては、図5のようにガイドローラの表面を粗くしたり、溝を掘ったりして対応してきた。張力や速度等の運転条件ではなく、ローラの方を工夫することでウェブ浮上量を下げてスリップの問題に対応してきた訳である。ウェブ浮上量の計算式を見ると、ローラ径を小さくすると浮上量も小さくなることが分かる。ローラ径を小さくす
(a)ローラBのミスアラインメント (d)テーパローラBとウェブとの間の摩擦力が不十分
(b)弛んだウェブのローラBにおける横方向移動
(e)ウェブへの外力(重力等)の作用
(c)テーパローラBとウェブとの間に十分な摩擦力が存在
(f)ローラBのねじれ
A B A B
A B A B
A B A B
トラフ トラフ
トラフ
トラフ
トラフ トラフ
折れシワ
Uw
Uw
Uw Uw
Uw
Uw
弛み
外力
※橋本 巨 著『入門ウェブハンドリング』p.85より引用
図 3 せん断シワの発生パターン
(a)クラウンローラBとウェブの間に十分な摩擦力が存在
(d)ローラA, B間でのウェブの中弛み
(b)コンケーブローラBとウェブとの間の摩擦力が不十分
(c)ローラBの負の湾曲
(e)上流側ローラAでのウェブの拡張
A Bトラフ
Uw
A Bトラフ
Uw
A Bトラフ
Uw
A Bトラフ
Uw
A Bトラフ
Uw
折れシワ
※橋本 巨 著『入門ウェブハンドリング』p.85より引用
図 4 トラッキングシワの発生パターン
99 コンバーテック 2016. 12
ウェブハンドリング理論による欠陥対策ケーススタディ Part3 ウェブハンドリング理論による欠陥対策ケーススタディ
12A-3 5校
091_096_12A3_4C_v4.indd 92 2016/12/01 17:16

ればスリップ防止策になる訳であるが、張力に見合った強度のローラを設置しなければならないことから、現実的にはローラ径を極端に小さくしていくことは難しい。
3.2 ニップロール部でのシワ(張力低下によるシワ)図6に示すのは、グラビア印刷機のアウトフィードローラ部である。ここではウェブの中央付近に波状のシワがよく発生していた。このフィードローラにはニップローラが付いて、印刷部の張力と巻取部の張力に分ける働きをしている。通常はフィードローラより上流側の印刷部張力よりも、下流側の巻取張力の方が低くなるように設定されており、その張力差が大きくなればなるほど、シワも沢山発生していた。このシワ問題に対しては、ローラの設置精度と製作精度を疑ってみたが、どちらも問題はなかった。ウェブハンド
リング理論を勉強する前であったことから、どうしてシワが発生するのかが理解できず、具体的な対応策も出てこなかった。そこで仕方なく思い付く対策を手当たり次第、効果があるかどうか試してみた。図7は、その試した内容を示している。この中でシワ防止に効果があったのは、ローラ径を大きくすることと表面溝なしローラにすることであった。ウェブハンドリング理論の基礎を理解している現在は、このシワの原因についても考察することができるようになっている(図8)。シワのパターンとしてはトラッキングシワであることが分かるが、ローラの設置精度や製作精度に問題がないことから、図4の(e)上流側ローラAでの拡幅に似た状況である。フィードローラの上流側は張力が高いことから、ウェブは長手方向に強く引っ張られて幅方向には縮んでいるはずであり、逆にフィードローラの下流側では張力が低いことから、幅方向に縮んでいたものが広がろうとするはずである。それが下流側のローラで上手く広がらなければシワになるものと推定した。シワの原因がこれであれば効果のあった対策も理解ができる。大きなローラ径と表面溝なしローラであれば、ウェブとローラ間に空気を抱き込んで滑りやすくなり、ウェブが幅方向に上手く広がるようになるはずである。確認項目には記さなかったが、以前は下流側ローラの表面にアルマイト処理をしている時期もあった。それはシワ対策ではなく別の理由で採用していた訳であるが、その時期にシワの問題が発生していなかったことを考えると、ローラ表面が滑らかであることによってシワを上手く伸ばしていたのだと推定する。ローラの表面処理を変えていくこともこのようなシワに対しては効果があることが分かる。
3.3 巻取部のシワ(巻き付け時)巻取では巻き取った後の菊模様や巻ズレが大きな問題となるが、巻き付け時に発生するシワも大きな問題である。特に巻き始め部分でシワが発生してしまうと、その上に巻き上げていくウェブにも影響を与え、シワが発生し続ける
表面梨地+溝加工
溝加工のみ
図 5 表面溝加工ローラ
シワ発生
広い
狭い
中央部にシワ発生拡幅できなかった場合
巻取張力(低い)
印刷張力(高い)
巻取へ
ニップローラアウトフィードローラ(駆動)
ガイドローラ
図 8 シワ発生の概念図
シワ発生
図 6 フィードローラ後の波シワ
効果あり
効果なし
溝なし
(e)ガイドローラ表面変更
(c)ガイドローラ位置変更
(b)ニップローラ位置変更(b)ニップローラ位置変更
(a)駆動ローラ径変更
巻取へ
ニップローラ
アウトフィードローラ(駆動ローラ)
ガイドローラ
中央部にシワ発生
(d)ガイドローラ径変更
大径
図 7 シワ対策確認項目
コンバーテック 2016. 12 99
ウェブハンドリング理論による欠陥対策ケーススタディ ウェブハンドリング理論による欠陥対策ケーススタディ
12A-3 5校
091_096_12A3_4C_v4.indd 93 2016/12/01 17:16

ことになる。そうなると巻取製品のかなりの部分を廃棄することになり、その損失は大きなものとなってくる。図9に示すのが、巻取軸に巻かれた時にウェブの中央付近に発生するシワである。この問題もシワの発生原因が分からなかったために、様々な対応をして効果があったものを採用してきたというのが実情である。具体的に効果があったものを列記する。①巻取装置自体の剛性向上②巻取手前ガイドローラと巻取軸の設置精度向上③巻取軸の回転精度向上(振れなく回転させる)④巻取コアの強度を上げる(材質変更、コア径大)⑤巻取コアの精度を上げる(円筒度、振れ)⑥巻取ウェブをコアに最初から綺麗に巻き付かせる⑦�巻取手前ガイドローラから巻取軸までの距離をできるだけ短くする(巻取ニアロールの設置)⑧�巻取ニップローラ(=タッチローラ)の位置をウェブが巻き込む位置から遠くする⑨巻取ニップローラの強度を上げる⑩�巻取ニップローラを特殊形状(中凸や幅狭ローラ)にする⑪巻取ニップローラを使わない(側板巻取)以前は分からなかったこのシワの原因も、現在では考察できるようになっている。図10を見ていただきたい。巻取部も一般のローラ搬送部と同様に、上流のローラから下
流のローラにウェブは流れて行く。しかしながら大きく違うのは、巻取は下流側ローラが金属製で強度のあるローラではなく、通常は紙や樹脂でできたコアである。ローラの場合は搬送するウェブの張力に見合うだけの強度を持ったものを設計して取り付けるが、コアはどのような強度のものが取り付けられるのか分からない。グラビア印刷機の場合には、コアとして3インチ紙管が使用されることが多く、金属製ローラと比較すると強度が相当弱いことは誰にでも想像が付く。そして取り付けられたコアは巻取張力により引っ張られて湾曲することになる。湾曲したコアに対してウェブは直角方向に進入することから、ウェブが中央に寄り、シワ発生パターンの図4(c)通りのシワが発生することになる。巻取にはこれ以外にもシワを発生させる要因が多くある。巻取コアの強度も重要であるが、精度の方も重要となってくる。ローラであれば精度良く機械加工したものを取り付けているが、コアは製作精度が不明な上に、何度も使い回して変形したものや傷付いたものも使われており、精度はどうなっているのか分からないのが実情である。さらにコアのチャックされる部分が変形していれば、巻取軸側の回転精度を上げていても巻取コアは精度良く回転してくれない。また、巻取軸は巻取が進むにつれて重量が重くなり回転軸部分が撓むことになる。左右均等に撓めばまだ良いが、そうでないと巻取軸の据付精度を狂わせる原因となる。その上、巻取装置は連続した生産を行うために2軸で旋回できる構造になっているため、旋回動作中のどの位置でも巻取軸の据付精度を良好な状態に保つのは至難の業である。巻取でのシワは巻取装置側だけでなく、巻き付けるウェブの側にも問題がある。図11に示すが、巻き取るウェブに厚薄があると巻取自体の形状が変化してしまう。均一な厚みのウェブで巻取自体が真円筒状になっていくのが巻取の理想ではあるが、実際はウェブの厚薄(厚みムラや印刷柄)により真円筒状にはならず、発生パターンに示した通りのシワが発生してしまう。このように巻取軸は変動要素が多
シワ発生
図 9 巻き付け時のシワ
コアの強度や製作精度?
下流側ローラ
(=巻取コア)
シワ発生
上流側ローラ
【巻取部】
精度の良い金属製ローラ
下流側ローラ
上流側ローラ
【一般ローラ部】
図 10 巻き付け時シワの原因(巻取部状況)
ウェブや印刷、コーティング状態によっては……
下流側ローラ
(=巻取原反)
上流側ローラ
真円筒が理想
図 11 巻取途中の状態
99 コンバーテック 2016. 12
ウェブハンドリング理論による欠陥対策ケーススタディ Part3 ウェブハンドリング理論による欠陥対策ケーススタディ
12A-3 5校
091_096_12A3_4C_v4.indd 94 2016/12/01 17:16

く非常に不安定なものであり、シワが発生するのも当然だと言える。ここで先程のシワに対して効果があったものを考察してみたい。①~⑥項はシワの原因で解説してきたように、下流側ローラ(=巻取軸)の強度と精度を向上させる内容になっている。⑦項の巻取ニアロールの設置についてはシワの原因の中で解説していないが、巻取軸までの距離が短いとウェブの剛性が上がり、ウェブがコアの中央に向かって曲がりにくくなるためである。巻き付け時のシワ対策としては特に効果があるものになる。図12は巻取直前に配置したニアローラの有無を同条件で比較したものである。巻取軸までの距離が短い方がシワは発生していないのが分かる。巻取ニップローラ(=タッチローラ)は巻取に抱き込む空気を排除して巻ズレを防止することを目的で設置している。そのため、ウェブが巻取に入り込む位置を押さえるのが一番効果的と考えるが、理論上は何処を押さえても空気の排出効果は同じということになっている。しかしながら現実は、図13に示すように、ニップローラが押さえる位置をウェブが入り込む位置から遠くすると巻取は柔らかくなり、逆に近くすると固くなる。実際にはニップローラの押さえる位置により巻取内部に含まれる空気の量は変わっ
ているということである。⑧項のようにすれば空気を多く含んで巻取上のウェブは滑りやすい状態となり、シワが発生しにくくなるのである。ただし、空気を多く含むということは巻きズレを起こしやすくなるということでもあり、シワ防止とは相反する関係にあることから注意が必要である。⑨項は図 14に示すように、ニップローラの強度が十分ある場合は、巻取も真円筒状に巻かれていきシワは発生しない。しかしながらニップローラの強度が不足する場合には、ローラが撓み巻取の中央部を押さえる力が弱くなる。そうなると下流側ローラである巻取は中凸状態となり、図4(a)の通りウェブは中央に寄ろうとしてシワが発生する。ニップローラの径には制約があることも多く、径を単純に大きくしていくことができない場合には、高剛性の材料を使って撓みを防止する工夫も必要である。⑩項は巻取の形状変化を逆手に取ったものである。図15に示す通り、ニップローラを中凸状にすれば巻取は中凹形状になる。そうすればウェブは径の大きい方へ曲げられて
シワ発生 シワなし
短い
【ニアローラ使用時】
長い
【ニアローラ不使用時】
図 12 巻取ニアローラの有無
巻が固くなる(シワになりやすい)
巻が柔らかくなる(シワになりにくい)
巻取
巻取ニップローラ
図 13 巻取ニップローラ位置と巻状態
巻取が中凸になる【強度が不足の場合】【強度が十分な場合】
図 14 巻取ニップローラの強度
巻取が中凹になる【中凸ニップローラの場合】
図 15 巻取ニップローラの特殊形状
コンバーテック 2016. 12 99
ウェブハンドリング理論による欠陥対策ケーススタディ ウェブハンドリング理論による欠陥対策ケーススタディ
12A-3 5校
091_096_12A3_4C_v4.indd 95 2016/12/01 17:16

シワを伸ばす方向になる。また巻取全体をニップしていないことから、中央部以外の巻取内部に空気を含み、巻き付けたウェブが滑りやすくなることもシワを出にくくしている要因である。⑪項は、確かに巻付け時のシワに対しては大きな効果があるが、巻ズレが防止できなくなるという問題も含んでいる。このような場合には、巻取の両側に円板やローラ等を設置して、巻ズレを防止するための追加対策が必要となってくる。
4.おわりに巻取のシワで紹介してきたように、実機では多くの要因が絡み合ってシワが発生していることが分かる。そのことが問題解決を難しくしている訳であるが、シワの要因を1つひとつ取り除いて解決していくしか道はないと考える。またシワを防止すれば巻ズレが発生するように、トレードオフの関係にあることも問題解決を難しくしている要因であり、現場で実現象を見ながら適切に対応していくしか方法がないのも事実である。最近はウェブハンドリング理論を基にトラブル対応を理論
的に考えるようにしているが、理論通りにならないことも多くある。これは理論が間違っているというよりは、現実はもっと複雑であり、理論通りの単純な条件で再現できないからだと考えている。まだまだ分からないことが多く悩みは尽きないが、理論と現実の溝を埋める作業をして、ウェブハンドリング理論をトラブル解決に活用していきたい。
<参考文献>1)橋本�巨:ウェブハンドリングの基礎理論と応用,加工技術研究会(2008)2)橋本�巨:入門ウェブハンドリング,加工技術研究会(2010)3)森川�亮:ウェブハンドリングの現場的実践と理論的アプローチ,コンバーテック,加工技術研究会,38(11),58-63(2010)
東海大学教授 橋本 巨 著B5判 262頁発行日:2010年10月28日定価:4,000円+税(送料別)
入門ウェブハンドリング
99 コンバーテック 2016. 12
ウェブハンドリング理論による欠陥対策ケーススタディ Part3 ウェブハンドリング理論による欠陥対策ケーススタディ
12A-3 5校
091_096_12A3_4C_v4.indd 96 2016/12/01 17:16