03_Accesorios perforacion rotopercutiva
16
Capítulo 3 ACCESORIOS DE PERFORACION ROTOPERCUTIVA 1. INTRODUCCION Para realizar un trabajo de perforación específico pueden elegirse diversas combinaciones de acceso- rios. Los factores que hay que considerar en la selec- ción de sus componentes son: diámetro de los barre- nos y longitudes, estructura, resistencia y abrasividad de las rocas, tamaño y potencia de la perforadora, experiencias anteriores y facilidades de suministro. La sarta de perforación está constituida general- mente por los siguientes elementos: adaptadores de culata (1), manguitos (2), varillas de extensión (3) y bocas (4). Fig. 3.1. Los aceros empleados en la fabricación de estas herramientas deben ser resistentes a la fatiga, a la flexión, a los impactos y al desgaste en las roscas y culatas. ~ -J ~ ~~ ~~~ 2 Lo ideal es usar aceros con un núcleo no muy duro y una superficie endurecida y resistente al desgaste. Esta estructura se consigue en la práctica de dos for- mas: a) Aceros con alto contenido en carbono. Como el empleado en las barrenas integrales. La dureza deseada se consigue controlando la temperatura en el proceso de fabricación. La parte de la culata se trata por separado para conseguir una alta re- sistencia a los impactos. b) Aceros de bajo contenido en carbono. Usados en varillas, adaptadores, manguitos y bocas. Son aceros que contienen pequeñas cantidades de cromo o níquel, manganeso y molibdeno. Los tratamientos a los que sé someten los aceros suelen ser: 2 ~:~ [~;~~~ 1L-~~O 3 4 3 Figura 3.1. Sarta de perforación. - Endurecimiento superficial HF (Alta Frecuencia). Calentamiento rápido hasta 900°C y enfriamiento brusco en agua. Se obtiene una alta resistencia a la fatiga y se aplica en varillas, manguitos y algunas bocas. - Carburación. Aumento del contenido de carbono en la superficie del acero introduciendo las piezas durante algunas horas en un horno con una at- mósfera gaseosa rica en carQono y a una tempera- tura de 925°C. Se usa en las varillas y culatas para conseguir una alta resistencia al desgaste. - Bombardeo con perdigones de acero para au- mentar la resistencia a la fatiga en los materiales no sometidos a los tratamientos anteriores. - Protección frente a la corrosión, mediante fosfata- ción y aplicación de una fina capa de acero. En cuanto al metal duro de los botones e insertos de las bocas, se fabrica a partir de carburo de tungsteno y cobalto por técnicas de polvometalotecnia. Este mate- rial se caracteriza por su alta resistencia al desgaste y tenacidad, y pueden conseguirse diferentes combina- ciones variando el contenido en cobalto, entre un 6 y un 12%, y el tamaño de los granos del carburo de tungsteno. La unión entre el acero y el metal duro se puede hacer con soldadura en las bocas de insertos y por contracción o presión en el caso de las bocas de boto- nes. 57
Transcript of 03_Accesorios perforacion rotopercutiva

Capítulo 3
ACCESORIOS DE PERFORACION ROTOPERCUTIVA
1. INTRODUCCION
Para realizar un trabajo de perforación específicopueden elegirse diversas combinaciones de acceso-rios. Los factores que hay que considerar en la selec-ción de sus componentes son: diámetro de los barre-nos y longitudes, estructura, resistencia y abrasividadde las rocas, tamaño y potencia de la perforadora,experiencias anteriores y facilidades de suministro.
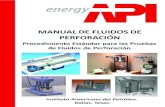
La sarta de perforación está constituida general-mente por los siguientes elementos: adaptadores deculata (1), manguitos (2), varillas de extensión (3) ybocas (4). Fig. 3.1.
Los aceros empleados en la fabricación de estasherramientas deben ser resistentes a la fatiga, a laflexión, a los impactos y al desgaste en las roscas yculatas.
~ -J~ ~~~~~
2
Lo ideal es usar aceros con un núcleo no muy duro yuna superficie endurecida y resistente al desgaste.Esta estructura se consigue en la práctica de dos for-mas:
a) Aceros con alto contenido en carbono. Como elempleado en las barrenas integrales. La durezadeseada se consigue controlando la temperaturaen el proceso de fabricación. La parte de la culatase trata por separado para conseguir una alta re-sistencia a los impactos.
b) Aceros de bajo contenido en carbono. Usados envarillas, adaptadores, manguitos y bocas. Sonaceros que contienen pequeñas cantidades decromo o níquel, manganeso y molibdeno.
Los tratamientos a los que sé someten los acerossuelen ser:
2
~:~ [~;~~~
1L-~~O3 4
3
Figura 3.1. Sarta de perforación.
- Endurecimiento superficial HF (Alta Frecuencia).Calentamiento rápido hasta 900°C y enfriamientobrusco en agua. Se obtiene una alta resistencia a lafatiga y se aplica en varillas, manguitos y algunasbocas.
- Carburación. Aumento del contenido de carbonoen la superficie del acero introduciendo las piezasdurante algunas horas en un horno con una at-mósfera gaseosa rica en carQono y a una tempera-tura de 925°C. Se usa en las varillas y culatas paraconseguir una alta resistencia al desgaste.
- Bombardeo con perdigones de acero para au-mentar la resistencia a la fatiga en los materiales nosometidos a los tratamientos anteriores.
- Protección frente a la corrosión, mediante fosfata-
ción y aplicación de una fina capa de acero.
En cuanto al metal duro de los botones e insertos delas bocas, se fabrica a partir de carburo de tungsteno ycobalto por técnicas de polvometalotecnia. Este mate-rial se caracteriza por su alta resistencia al desgaste ytenacidad, y pueden conseguirse diferentes combina-ciones variando el contenido en cobalto, entre un 6 yun 12%, y el tamaño de los granos del carburo detungsteno.
La unión entre el acero y el metal duro se puedehacer con soldadura en las bocas de insertos y porcontracción o presión en el caso de las bocas de boto-nes.
57

Foto 3.1. Accesorios de perforación (Cortesia de Kometa).
2. TIPOS DE ROSCAS Las características que determinan si las varillas sonfácilmente desacoplables o no son: el áO9,ulodel perfily el paso de rosca. Un paso mayor junto a un ángulo deperfil menor hará que la rosca sea fácil de desacoplar,comparando roscas de un mismo diámetro.
Las roscas tienen como función unir las culatas, losmanguitos, las varillas y las bocas durante la perfora-ción. El ajuste debe ser eficiente para que los elemen-tos de la sarta se mantengan bien unidos en el fin deconseguir una transmisión directa de energía. Sinembargo, el apriete no debe ser excesivo pues difi-cultaría el desacoplamiento del conjunto de varillascuando éstas fueran retiradas del barreno.
Los principales tipos de rosca son:
Rosca R. (Soga). Se usa en barrenos pequeñoscon varillas de 22 a 38 mm y perforadoras poten-tes de rotación independiente con barrido de aire.
'¡'
~ T R C GD
PAR DE APRIETE
Figura 3.2. Tipos de roscas (Atlas Capeo).
58

Tiene un paso corto de 12,7 mm y un ángulo deperfil grande.
- Rosca T. Es adecuada para casi todas las condi-ciones de perforación y se usa en diámetros devarillas de 38 a 51 mm. Tiene un paso mayor y unángulo de perfil menor que hace más fácil el desa-coplamiento que con la rosca R, y además uno delos flancos presenta un gran volumen de desgasteque le proporciona una gran duración.
- Rosca C. Se usa en equipos con varillas grandes de51 y 57 mm. Tiene un paso grande y ángulo de perfilsemejante al de la rosca anterior.
- Rosca GD o HI. Tiene unas características interme-dias entre la rosca R y la T. Posee un diseño de per-fil asimétrico denominado de diente de sierra y seusa en diámetros de 25 a 57 mm.
~
....Figura 3.3. Perfiles de las roscas R, T, e y GD.
Cuando se perforan ciertas rocas blandas las roscaspueden tener una longitud doble, de esta forma cuandose gesgasta el primer tramo se corta y se continúa tra-bajando con el segundo.
También existen roscas especiales, como la rosca enespiral a todo lo largo de la varilla. También presentan laventaja de mayor aprovechamiento, al irse cortando lostramos gastados, pero el inconveniente de no trabajarcon longitudes estándar. Los diámetros de estas varillasdisponibles son 32, 38 Y 45 mm.
3. ADAPTADORES
Los adaptadores de culata o espigas son aquelloselementos que se fijan a las perforadoras para transmitirla energía de impacto, la rotación del varillaje y el em-puje.
Básicamente, existen dos tipos de adaptadores, Fig.3.4. 1) De arrastre Leyner y 2) Adaptadores estriados.
- L d h~~ 1illADAPTADOR LEYNER
~0J~~
~~ bS~=1 I rnADAPT ADORES ESTRIADOS
Figura 3.4. Adaptadores de culata
El primer tipo es usado con varillas de 25 y 32 mm,mientras que los adaptadores de estrías se empleancon diámetros de 38, 44 Y50 mm, con martillos de rota-ción independiente y teniendo entre 4 y 8 estrías. En lasmodernas perforadoras con una potencia de impacto de,al menos, 18 kW los adaptadores se diseñan sin cola -zona delgada detrás de las estrías -,reforzándose así lasuperficie de impacto.
El sistema de barrido puede ser central, en cuyo casolos adaptadores disponen de una empaquetadura osello interior que es el elemento que entra en contactocon la aguja de soplado, o lateral, Fig. 3.5, teniendoentonces un orificio entre las estrías y la rosca por elque entra el fluido de barrido a través de un dispositivocon empaquetaduras adosado concéntricamente conel adaptador.
Figura 3.5. Adaptador con barrido lateral.
Otro diseño, como se ve en el siguiente epígrafe,consiste en las varillas que poseen en un extremo unaculata. Fig. 3.6. Se usa en las perforadoras manuales ocon los martillos más pequeños en diámetros de 19, 22Y 25 mm con sección transversal hexagonal.
1: ~ l2 r~~i~~Figura 3.6 Varilla con culata.
59

4. VARILLAJE
Los elementos de prolongación de la sarta son ge-neralmente,
- Varillas o barras.
- Tubos.
Las primeras son las que se utilizan cuando se per-fora con martillo en cabeza y pueden tener secciónhexagonal o redonda. Las varillas tienen roscas exter-nas macho y son acopladas por manguitos.
c::;]a) HEXAGONAL
~
¡¡,';;: ; nCJb) REDONDA
C)~
Y.JJJJJJJU0J1J1 c:Jc) ROSCADOBLE
c:J JiJJJJ/JJJ!i!JJJ!Jl!J
~d) LIGERA
~
t_LICJ.) CON ACOPLAMIENTO INTEGRADO
CJ1I::J
CJI] 'LI~"" ":1I ,,"'"f)VARILLA PARA TUNELES y GALERIAS
~g)BARRENA INTEGRAL ROSCADA
Q
~h) ROSCADA CON CULATA
fJ1IXJ
~~¡)CONICA CON CULATA
~j) INTEGRAL CON CULATA
~--_u uk) INTEGRAL CON BOCA DE TRES INSERTOS
~
;d
---~
~~~~:~::::¡;;;;;;~1) REDONDA CONTINUA
Figura 3,7 Tipos de varillas.
Las varillas de extensión de sección completa hexa-gonal a) o redonda b) (Fig. 3.7) tienen la misma dimen-sión en el centro de la varilla que en las roscas, En lasprimeras el hexágono circunscribe al círculo que corres-ponde a las similares de sección redonda, por lo queson más rígidas y también un poco más pesadas,
Cuando las condiciones de perforación son talesque las vidas de las varillas dependen sólo del desgastede las roscas, se emplean varillas con roscas dobles c).Así, cuando se gasta la primera parte de la rosca, éstase corta y se puede entonces seguir perforando con lasegunda parte.
Las varillas de extensión ligeras d) tienen seccionestran)3versales, normalmente hexagonales, menoresque las de la rosca, La designación de este tipo devarillas se refiere a las dimensiones de las roscas.
60
Recientemente, han aparecido en el mercado las va-rillas de acoplamiento integrado e), que permiten unamanipulación más sencilla, eliminan el uso de mangui-tos, la transmisión de energía es mejor, los barrenosson más rectos y la operación más segura. El precio deestas varillas es equivalente al de una convencionalmás un manguito, pero presentan el inconveniente deque en caso de rotura en las uniones se utilizan.
Dentro del varillaje para túneles y galerias se disponede diversos tipos entre los que destacan: las varillas deextensión ligera f) uno de cuyos extremos tiene roscade mayor diámetro que el de la sección central de lamisma. La dimensión con la que se designan se refiereal tamaño de la rosca en el extremo de la culata.
Las barrenas integrales rascadas g) de sección he-xagonal que disponen de boca de insertos en un ex-tremo y rosca en el opuesto. Las varillas rascadas conculata h) tienen una culata hexagonal en un lado yrosca en el otro y las varillas cónicas con culata i).
Por último está el grupo de las barrenas integralescon culata (Fig. 3.8), que a su vez se subdividen segúnla forma de la boca y forma de los insertos,
Las barrenas integrales están ordenadas en series,donde el diámetro del inserto disminuye conformeaumenta la longitud de las mismas. Los principalestipos son:
- Barrenas de tipo cincel. Son las más usadas y secaracterizan por su fácil afilado y bajo coste.
- Barrenas de insertos múltiples. Se usan en la per-foración mecanizada de rocas blandas y fisuradas.
- Barrenas de botones. Se emplean en rocas pocoabrasivas de fácil penetración, como por ejemplo elcarbón.
- Barrenas para trabajos en mármol. Disponen decuatro insertos y canales especiales para evacuarlos detritus.
En la perforación a cielo abierto, generalmente, lasvarillas hexagonales se usan con equipos ligeros y cam-bio manual, mientras que las de sección redonda se uti-lizan cuando las perforadoras disponen de cambiadores
En la Tabla 3.1. se indican los diámetros disponibles ylongitudes estándar de las varillas más comunes.
TABLA 3.1
Por otro lado, en la Tabla 3.2. se recogen los diáme-tros del varillaje y longitudes máximas perforadas parabarrenos de diferente sección.
TIPO DEVARILLA DIAMETROS LONGITUDESDISPONIBLES(mm) DISPONIBLES(mm)
Hexagonal, normal 25,28,32,38 3050,3660Redonda, normal 32,38,45,51 3050,3660,6100Redonda, MF 32,38,4551 3050,3660,6100

ABB.B2B3eDEFGHK
BarraBocaAnchura de la bocaAnchura de la plaquitaAnchura del filoCollarDiámetro de la bocaCulataMarcaMarca de la fechaAltura de la plaquitaCapucha de plástico (para barrenas standard, capuchaamarilla para barrenas especiales, capucha roja)Longitud efectivaMarca que indica el diámetro de la bocaRadio del filoAngula de holguraAngula del filo
~G'/11:J
LA
LMRQ{3
e
'1 II 'I !
EI-1! IK
Figura 3,8, Barrenas integrales (Sandvik-Coromant),
TABLA 3.2
Con la aplicación de las perforadoras hidráuliéas conmartilloen cabeza a la perforación de barrenos de gran-des diámetros, superiores a los 115 mm, se han diseña-do recientemente unos tubos de perforación semejantesa los que se emplean en los trabajos con martillos enfondo.
Las principales ventajas de este varillaje tubular son:
.'
1 ~
.~.~ ':~ "~ "
Mayor rigidez. Se reducen las desviaciones y lasparedes irregulares de los barrenos al tener unosdiámetros mayores (76 a 165 mm).Mejortransmisión de la energía al no ser preciso eluso de manguitos.Barrido más eficiente al mejorar la velocidad delaire en el espacio anular y al poder aumentar lacantidad de aire bombeado.
1.
2.
3.
Figura 3.9. Tubos de perforación (Tamrock).
61
Tilla
K M
F-ml lB+§I'' B,
D
DIAMETRODE DIAMETROS LONGITUDMAXIMA
VARILLA DE BOCAS(mm) DE BARRENO
(mm) (pulg) RECOMENDADA(m)
25 1 38/41/45/51 6... 828 1 1/8 38/41/45/51 8 n. 1032 1 1/4 48/51/57/64/76 12 n. 1538 1 1/2 64/70/76/89/102 15... 1845 1 3/4 76/89/102/115 18 n. 2251 2 89/102/115/127 25... 28

En la Fig. 3.10 se indican los diámetros de los tubosque se recomiendan en función del tamaño de los barre-nos.
I~a~~a,::mI I 121100mm Iluboa
112151mm var.1 I 121127mm Ilubos
112176mm var.1 1121152 mm tubos I
112187 mm lub.1 I 0165mmtubosI76
I ~9 200
DIAMETRO DEL BARRENO (mm)
Figura 3.10. Varillaje recomendado para distintos diámetrosde perforación.
También existen en el mercado las varillas o tubosguía, que llevan una o dos secciones en los extremoscon cuatro aletas exteriores longitudinales. Se fabricancon rosca macho y hembra en los extremos, con lo cualse eliminan los manguitos. Estas varillas permiten reali-zar la perforación con desviaciones inferiores al 1% Yson adecuadas tanto para la perforación de superficiecomo subterránea.
Los tubos guía se colocan detrás de la boca de perfo-ración, proporcionando puntos de apoyo adicionales. Elresto de la sarta de apoyo está constituida por varillasde 45 a 51 mm. Como el tubo guía se encuentra en elfondo del barreno tiene un efecto similar a una sarta for-mada totalmente por tubos.
Finalmente, cuando se perfora con martillo en fondose emplean tubos, como ya se ha indicado, con unaslongitudes de 3 a 7,5 m con roscas macho y hembra en
~
ACCIONAOORDEL TUBO
>?
(TRANSMITE ROTACION)
los extremos. Próximo a estas zonas presentan unoschaflanes o entalladuras para facilitar el empalme y de-senroscado de los tubos.
Los tamaños estándar, para cada diámetro de tubo, yel peso aproximado del mismo se indica en la Tabla 3.3.
TABLA 3.3
Recientemente, Atlas Capeo ha introducido un nuevosistema de transmisión de energía en la perforación ro-topercutiva con martillo en cabeza, en el que la percu-sión y la rotación se ejercen sobre el útil de perforacióna través de dos sartas independientes, pero coaxiales.
El sistema, conocido por COPROD, está constituidopor unas varillas centrales sin rosca montadas unas so-bre otras en el interior de unos tubos de mayor diámetro,unidos con roscas cónicas. Las varillas transmiten laenergía de impacto a la roca y los tubos exteriores pro-porcionan la rotación, Fig.3.11.
SECCION COPROO CABEZA COPROD
-~
oVARILLA DEPERCUSION
TUBO DE ROTACIONTUBO DELA BOCA
MANDRIL DELA BOCA
Figura 3.11. Sarta de perforación COPROO (Atlas Capeo).
62
DIAMETRO DE TUBERIA LONGITUD ROSCA PESO(mm) (mm) APIreg (kg)
76 1500 23/s" 1576 3000 2 3/s" 2589 1500 2 3/s" 2289 3000 2 3/s" 4489 4500 2 3/s" 63
114 1500 3'12" 45114 3000 3 ';2' 61114 6100 3 '/2" 170115 7600 3'12" 199127 6100 3 ';2' 204127 7600 3'12" 257

./
./
Los martillos desarrollados para este varillaje estánequipados con una culata que transmite la percusión yun tubo mandril que transmite la rotación.
Este nuevo tipo de sarta presenta las siguientes ven-tajas:
- Posibilidad de usar perforadoras más potentes.- Altas velocidades Qepenetración.- Elevada efectividad de perforación, similar a un
tubo en martillo en fondo.- Mayor duración de la sarta, superior que con marti-
llo en cabeza y similar que con tubos con martilloen fondo.
- Barridcr más efectivo que con varillaje convencio-nal.
- Menores desviaciones de los barrenos.
./
/
./
./
./' 5. MANGUITOS
./Los manguitos sirven para unir las varillas unas a
otras hasta conseguir la longitud deseada con ajustesuficiente para asegurar que los extremos estén encontacto y que la transmisión de energía sea efectiva.
Los tipos de manguitos disponibles son:./
./
a) Simples.
b) Con semipuente.
c) Con puente.
d) Con estrías.
e) Con aletas de gran diámetro../
./
./ a) r:~=;jb)~
d)~
.)~--'
./ C)~
./Figura 3.12. Tipos de manguitos.
.,¡'
./ Los manguitos con tope central b) y c) evitan eldeslizamiento de ese elemento sobre el varillaje. Seusan en todas las roscas T, y en el extremo de la culatade las varillas para perforación de túneles.
Los manguitos con estrías d) se utilizan con bocasretráctiles en barrenos con tendencia a atascamientos.
Los manguitos con aletas se emplean en barrenos lar-gos de gran diámetro y sirven para centralizar y estabi-lizar las varillas.
Los tratamientos térmicos de fabricación son el en-durecimiento superficial, lacarburación total o interiorsolamente.
./
./
./
./
En la Tabla 3.4 se indican los diámetros de los man-guitos para varillaje de diferente tamaño.
TABLA 3.4
6. BOCAS
Las bocas que se emplean en la perforación rotoper-cutiva son de dos tipos:
- Bocas de pastillas o plaquitas, y- Bocas de botones.
Nomenclatura
,.9 f
~9
hh
',. k
b k l. D
Boca en cruz Boca en X
9
~ml. ..0
a Anchura de la plaquitab Longitud de la plaquitac Altura de lá plaquitad Diámetro del faldóne Longitud cfel faldónf Ranura del detritusg Orificio de barrido lateralh Orificio de barrido centrali Anchura del flancok Dado centralI Botón centralm Botón periféricoO Diámetro de la bocaa Angula de holguw
Bocas de botones
Figura 3.13. Bocas de perforación (Sandvik-Coromant).
Algunas características de diseño comunes a ambostipo:, de boca son las siguientes:
- Las varillas se atornillan hasta el fondo de la roscade la boca con el fin de que la transmisión de laenergía de impacto sea lo más directa posible so-bre la roca.
- Las bocas disponen de una serie de orificioscentra-les y laterales por los que se inyecta el fluidode ba-rrido para remover el detrito y poseen unas hendidu-ras por las que pasan y ascienden las partículas deroca producidas.
63
DIAMETRO DIAMETRO DIAMETRODEBOCA DELVARILLAJE DELOSMANGUITOS
(mm) (pulg) (mm) (pulg.) (mm) (pulg)
41 1 5/8 25 1 36 1 7/1645 1 3/4 28 1 1/8 40 1-5/851 2 32 1 1/4 44 1 3/457 21/4 32 1 1/4 44 1 3/464 21/2 38 1 1/2 55 2 5/3270 23/4 38 1 1/2 55 2 5/3276 3 45 13/4 63 231/6489 31/2 51 2 72 27/8

- Las bocas se diseñan con una pequeña conicidad,siendo la parte más ancha la que está en contactocon la roca, con el fin de contrarrestar el desgasteque sufre este accesorio y evitar un ajuste excesivocon las paredes del barreno.
a. Bocas de botones
Estas bocas disponen de unos botones o insertoscilíndricos de carburo de tungsteno distribuidos sobrela superficie de la misma. Se fabrican en diámetros quevan desde los 50 mm hasta los 251 mm.
Las bocas de botones se adaptan mejor a la perfora-ción con rotación, obteniéndose velocidades de avance
superiores que con bocas de pastillas. También presen-tan una mayor resistencia al desgaste, debido no sólo ala forma de los botones sino incluso a la sujeción másefectiva del acero, por contracción o presión en frío, so-bre todo el contorno de los insertos.
b. Bocas de pastillas
Se dispone de dos configuraciones de diseño: (1)Bocas en Cruz y (2) Bocas en X. Las primeras estánconstruidas con cuatro plaquitas de carburo detungsteno dispuestas en ángulo recto, mientras que enlas bocas en X estas plaquitas forman ángulos de 75° y1050 unas con otras.
Estas bocas se fabrican a partir de diámetros de 35mm, siendo habitual llegar hasta los 57 mm en las bocasen cruz, y usar a partir de los 64 mm y hasta 127 mm lasbocas en X, pues son más rápidas y además se evita latendencia de las otras a abrir barrenos con seccionespentagonales en los grandes diámetros.
c. Bocas especiales
Las bocas con diseño especial son las conocidaspor:
- Bocas retráctiles.- Bocas de escariar.- Bocas de centro hundido.- Bocas balísticas.
""
~~
8GI}
~ ZI f
~
Figura 3.14. Bocas retráctiles.
64
Las bocas retráctiles se usan en aquellas formacio-nes rocosas donde las paredes de los barrenos tiendena desmoronarse y, por lo tanto,es preciso evitar atran-ques y pérdidas de varillaje. Disponen de estrias ydientes por detrás del frente que permiten realizar laperforación en retroceso.
Una variante de la boca anterior es la boca retráctilde faldón largo. Con este útil el corte en retroceso esmás intenso y al tener un diámetro constante en todosu cuerpo se consiguen barrenos más rectos.
Las bocas de escariar de botones o plaquitas seutilizan en labores subterráneas para abrir los barre-nos centrales de mayor diámetro en los cueles parale-los. Estas bocas se utilizan con varillas pilotos o convarillas de extensión y adaptadores pilotos. Poseen unorificio centr.al troncocónico que permite que éstas sesitúen por detrás de la piloto de menor diámetro.
VARILLA PILOTO
b-:J
~ ...
- ....
L
ADAPTADOR PILOTO
cc siBOCA ESCAR/ADORA
riJ'4ft @
Figura 3.15. Boca de escariar, varilla piloto y adaptador pi-loto.
Las bocas de centro hundido poseen unas excelentescaracterísticas de barrido, ya que éste se realiza princi-palmente por la parte frontal. Se usan en rocas blandasfáciles de perforar. Asimismo, estos accesorios mejoranla rectitud de los barrenos.
Las bocas balísticas disponen de insertos en forma deproyectiles que son más largos que los están dar y pro-porcionan mayores v~locidades de penetración y un ba-rrido más eficiente. En rocas blandas el frente de laboca no impacta contra la roca del fondo del barreno de-bido a la altura de los botones, por lo que la limpieza delos detritus es más completa. Comparadas con las bo-cas estándar de botones, las bocas balísticas dan velo-
cidades de penetración de un 25 a un 50% superiores,según el tipo de roca que se perfore.
El principal inconveniente que presentan es el riesgode rotura de los botones, sobre todo cuando el cuerpode la boca sufre un desgaste más fuerte que los boto-nes.

TABLA 3.5
R = Recomendada.A = Adecuada.N = No recomendada.
En la Tabla 3.5. se indican los tipos de bocas que serecomiendan para perforar diferentes formaciones roco-sas.
- -1
o
C?
oo
<::::>
él
oo
o =C> o
Figura 3.16. Boca convencional y boca balística.
=o CC:J
=o C:J
C>
d. Bocas de martillo en fondo
=C> o
o
Las bocas de martillos en fondo llevan incorporadasen su diseño las culatas sobre las que golpean direc-tamente los pistones. Los diám'etros usuales de estosútiles van desde los 85 mm hasta los 250 mm, aunqueexisten bocas de mayor calibre.
.¡'
Figura 3.17. Bocas de martillo en fondo.
Los principales tipos de bocas son los siguientes:
- De Botones. Son las más utilizadas y son de aplica-ción en cualquier tipo de roca. Se subdividen en:
. Bocas con núcleo rompedor.
. Bocas cóncavas.
. Bocas convexas.
Bocas balísticas.o
<::::> - De Insertos
o . De cara completa. Con insertos en cruz o en Xsemejantes a las de martillo en cabeza y deaplicación en rocas blandas y sueltas.
. De núcleo rompedor. Bocas con cuatro inser-tos cortos y uno o dos botones en el centroque sirven para romper el núcleo de roca quese forma en cada golpe.
D
7. CALCULO DE NECESIDADES DEACCESORIOS DE PERFORACION
~La cantidad de varillaje que se precisa para realizarun trabajo depende de diversos factores:
- Volumen de roca.
- Perforación específica.
- Perforabilidad y abrasividad de la roca, y
- Método de perforación.
La vida en servicio del varillaje e,stá marcada bási-camente por los dos últimos factores, y sobre todo porla perforabilidad en rocas abrasivas. Frecuentemente,la vida de estos accesorios se expresa en «Metros-vari-lla», debido a que el número de metros perforados conuna varilla dada es función de la longitud de ésta y de laprofundidad de los barrenos.
65
BOCASDEINSERTOS BOCADEBOTONESTIPODE ROCA
Normal Heavy-duty Retráctil Normal Heavy-duty Retráctil
Blanda R N N R N NMedio dura A R N R A NDura N A N A R N
Desgaste lateral intenso N R N N A N
Desgaste frontal intenso N A N A R N
Desgaste frontal moderado N N N R A NFisurada N N R N N R

Ejemplo:
Longitud de barreno = 12 m.Longitud de varilla = 3,05 m.
Total metros-varillas = 30 m-v = 2,5 m-v/mTotal metros perforados 12 m
Cuando la longitud de la varílla es de 3 m, enton-ces el valor medio es de 7,5 metros-varilla para elbarreno de la profundidad indicada.
En general se tendrá:
MV= L x [ L + Lv ]2Lv
donde:
L = Profundidad del barreno.
Lv = Longitud de cada varilla.
MV= Metros-varilla.
Para estimar los accesorios de perforación que seprecisan en un proyecto dado pueden aplL¡;;arse lassiguientes expresiones:
1. Número de bocas N B = VR x PSVB
2. Número de varillasVR x PS L + Lv
N = x-v Vy 2Lv
3. Número de adaptadores NA = Ny/3
4. Número de manguitos NM= 1,5 x Nv
66
donde:
VR = Volumen de roca a volar (m3).
PS = Perforación específica (mi 1m3).
L = Profundidad de los barrenos (m).
Vi - Vida en servicio de cada accesorio.
A título orientativo, las vidas de los diferentes tipos
de bocas pueden estimarse para distintos trabajos deperforación en banco y avance de túneles y galerías apartir de las Tablas 3.6 y 3.7.
TABLA 3.6. VIDA DE ACCESORIOSEN PERFORACION EN BANCO
ACCESORIO
BARRENAS INTEGRALES. Intervalo de afilado. Vida de servicio
BOCAS DE PASTILLAS. Intervalo de afilado. Vida de servicio
BOCAS DE BOTONES- Diámetro ~ 64 mm
. Intervalo de afilado
. Vida de servicio- Diámetro <57 mm
. Intervalo de afilado
. Vida de servicio
TIPO DE ROCA
ABRASIVA I POCO IABRASIVA
20-25150-200
20-25200-400
60-100400-1000
100-150300-600
BOCAS DE BOTONES PARAMARTILLO EN FONDO
I
. Intervalo de afilado 40-60
. Vida de servicio 400-100
VARILLAS EXTENSIBLES. Vida de servicio
MANGUITOS. Vida de servicio
ADAPTADORES. Vida de servicio- Perforadoras
neumáticas- Perforadoras
hidráulicas
NOTA: Cifras en metros.FUENTE: Atlas Capeo.
150600-800
150800-1200
3001200-2500
300900-1300
3001200-2500
600-1800
100% vida de varillas
~
1500-2000
3000-4000
Número de Metros-varilla perforadosvarilla con una varílla
1 122 93 64 3
Total 30

TABLA 3.7. VIDA DE ACCESORIOS ENTUNELES y GALERIAS
NOTA: Cifras en metros
FUENTE: Atlas Capeo
Nv= L/Lv
Nv= NI? DE VARILLASPOR BARRENO
L = PROFUNDIDAD DEBARRENO
Lv= LONGITUD DECADA VARILLA
En la perforación de recubrimientos la duración de losaccesorios puede estimarse a partir de la Tabla 3.8.
TABLA 3.8
Nota: Cifras en metros.
0.8 1.0
1.2
1.4
1.6
1.8
2.0
VP =VELOCIDAD DEPENETRACION
1000 2000 3000
Figura 3.18. Ejemplo de cálculo de vida en servicio del vari l/aje (Kometa).
67
TIPO DE ROCA
ACCESORIO
ABRASIVA I
POCOABRASIVA
BARRENAS INTEGRALES. Intervalo de afilado 20-25 150.Vida de servicios 200-300 700-800
BOCAS DE PASTILLAS. Intervalo de afilado 20-25 150.Vida de servicios 250-350 900-1.200
BOCAS DE BOTONES.Vida de servicio 250-550 1.000-1 .300
VARILLAJE EXTENSIBLE.Vidas de servicio- Perforadoras
neumáticas 1.000-1.500- Perforadoras
hidráulicas 1.600-1.400
VARILLAS INTEGRALESROSCADAS.Vida de servicio 600-800MANGUITOS.Vida de servicio 100 % vida de varillas
ADAPTADORES.Vida de servicio- Perforadoras
neumáticas 1.200-1.600- Perforadoras
hidráulicas 2.500-3.500
METOOO OOEX
Boca piloto 200 - 600Escariador 100 - 300Guía 400 - 1.200
METOOO 00
Tubo de extensión 1.000 - 1.500
Acoplamiento de tubo 800 - 1.000Boca de corona 150 - 400
Manguito adaptador 1.000 - 1.200
Boca de perforación 400 - 700
METOOO OOEX y 00
Adaptador de culata 800 - 1.000Varillas de extensión 1.000 - 1.500
Manguitos 800 - 1.000

En cuanto al varillaje, su duración puede determi-narse conociendo los siguientes factores:
i - Tipo y tamaño de las roscas.- Número (Ny)y longitud de las varillas (LJ necesa-
rias para un barreno con una profundidad (L).- Velocidad de penetración (VP), que a su vez de-
pende del tipo de roca, diámetro de perforación ytipo de martillo. Fig. 3.18.
La vida de los manguitos se considera que es igual ala del varillaje, aunque suelen durar algo menos.
8. CUIDADO Y MANTENIMIENTO DE BOCAS
El acondicionamiento de las bocas tiene como obje-tivo obtener una velocidad óptima de penetración yaumentar la vida de dichos útiles.
En efecto, si las pastillas o botones de metal duro y elresto del cuerpo de la b9ca no tienen u na forma ade-cuada no se conseguirá alcanzar la mayor velocidad depenetración posible y además, se generarán esfuerzosy tensiones tanto en el propio útil como en el resto delvarillaje pudiendo dar lugar a graves daños o roturas.
A continuación, se indica para las bocas de botones,de pastillas y barrenas integrales cuándo debe efec-tuarse el afilado y el modo de Ilevarlo a cabo.
a. Bocas de botones
Las bocas de botones deben ser reacondicionadascuando:
1. Elcuerpo de la boca se desgasta más que los boto-nes, haciendo .que éstos sobresalgan excesiva-mente. Así se evitará que los botones se claven enla roca o quiebren. Esto sucede frecuentemente enterrenos blandos y abrasivos.
"
Figura 3.19. Desgaste del cuerpo.
2. Cuando los botones se desgastan más rápida-mente que el cuerpo, especialmente en rocas du-ras y abrasivas, los botones deben ser afilados confrecuencia. Fig. 3.20.
3. Si en rocas no abrasivas los botones se pulenmostrando señales de fractu ración en su superfi-cie con aspecto de piel de reptil. Esto evita que lasfracturas superficiales se propaguen, lo cual podríaprovocar la destrucción de los botones. Fig. 3.21.
68
Figura 3.20. Desgaste de botones.
Figura 3.21. Pulido de botones con aspecto de piel de reptil.
El afilado de botones tiene por objeto devolverles suforma esférica original, pero sin reducir' demasiado sualtura. Por lo general, no necesitan afilado del diáme-tro.
El intervalo de afilado puede elegirse en función delos diferentes tipos de roca y condiciones de perfora-ción, por ejemplo, al cabo de un determinado númerode barrenos, que coincida aproximadamente cuandose haya consumido la mitad del diámetro del botón.
D
~Figura 3.22. Medida del desgaste de botones.
Si las bocas están muy gastadas, puede ser necesa-rio afilar el acero alrededor de los botones para quesobresalgan lo suficiente. La altura visible debe estarpróxima a la mitad del diámetro del botón.
Todos los botones deben afilarse cada vez, aunqueno se haya alcanzado el desgaste límite. Las bocas

están en condiciones de perforar siempre que los bo-tones periféricos estén bien, ya que son más impor-tantes que los del resto. Especial atención se pondrá enla limpiezade los orificiosy estrías o canales de barrido.
Elafilado de botones se realizará con esmeriladorasy deberá controlarse con plantillas de medición ade-cuadas.
b. Bocas de pastillas
Las bocas de pastillas deben afilarse cuando:
1. El filo se haya desgastado y la superficie cortantemida de 2,4 mm a 5 mm del diámetro del exteriorde la boca.
Figura 3.23. Desgaste del filo de las pastillas.
2. Cuando la esquina exterior de la pastilla se hayadesgastado hasta un radio mayor de 5 mm.
Figura 3.24. Desgaste de esquinas.
3. Cuando la cara de la boca comience a tener undiámetro inferior al del cuerpo; entonces se esme-rilará el diámetro exterior para eliminar los contra-.,;<conos."
Figura 3.25. Contracono.
4. En terrenos no abrasivos donde las pastillas pre-sentan áreas muy pulidas o pequeñas fracturacio-
nes en superficie, que es preciso eliminar periódi-camente.
Figura 3.26. Pulido de pastillas.
El afilado de este tipo de bocas debe hacerse de talmanera que el ángulo de filo sea de 110° y el ángulo delcuerpo de unos 3°. .
Figura 3.27. Afilado de pastillas.
No deben afilarse las esquinas de las pastillas, sinodejar un ligero biselado. Debe evitarse que los insertosqueden formando cuña, se recomienda una forma li-geramente convexa con un ángulo máximo de 10 a 15°.
Figura 3.28. Forma de las pastillas.
Si el afilado se hace en seco, las bocas deben en-friarse lentamente con el aire antes de continuar reafi-lándolas. Los filos de los insertos, una vez esmeriladaslas bocas deben biselarse hasta alcanzar una anchurade 0,4 a 0,8 mm.
Figura 3.29. Biselado de aristas.
69

Si el cuerpo de la boca se ha desgastado, debeesmerilarse 10 que sobresalga de los insertos, hastaquedar a ras con el cuerpo. Deben también acondicio-narse las estrías de barrido y engrasar las bocas des-pués del afilado y antes de usarse otra vez.
c. Barrenas integrales
Estos accesorios deben afilarse cuando el ancho dela superficie plana del inserto sea de 3 mm, medidos a 5mm del borde. En rocas. abrasivas o perforación conaire, también deben afilarse los bordes que se hayanredondeado tomando forma cónica hasta una altura de8 mm.
" '" '" " o"",1"""",1"""",1"""",1""",,,1
Figura 3.30. Control del desgaste.
La geometría que debe conseguirse en el afilado esde un ángulo de filo de 1100y una curvatura de 80 a 100mm.
110'
~"
Figura 3.31. Afilado de barrenas integrales.
9. CUIDADO Y MANTENIMIENTO DELVARILLAJE
Las recomendaciones que deben seguirse en el usodel .varillaje de perforación son las siguientes;,.
1. Invertir los extremos de las varillas para repartir losdesgastes de las roscas.
Rotar las varillas en las sartas de perforación paraque todas efectúen el mismo metraje.
2.
70
o e 1 ¡--e-o o--cJ
o o-o e-o e--cJ
o o-o o-o e--cJFigura 3.32. Rotación de varillas.
3. Proteger las varillas contra la corrosión y el polvo,almacenándolas de forma adecuada y maneján-dolas con cuidado.
~ ~Figura 3.33. Almacenamiento de varillas.
4. Engrasar las roscas de las varillas y manguitoscada vez que se utilicen.
5. Apretar a tope los acoplamientos durante la opera-ción para conseguir una mejor transmisión de laenergía y evitar los sobrecalentamientos del acero.
6. Utilizar las herramientas adecuadas para aflojar losacoplamientos.
7. No volver a utilizar las varillas y manguitos en losque se hayan producido desgastes excesivos enlas roscas.
10. GUlA PARA LA IDENTIFICACION DE LASCAUSAS DE ROTURA DE LOS ACCESO-RIOS DE PERFORACION
En la Tabla 3.9 se recogen los diferentes tipos derotura de diversos accesorios de perforación, varillas,
"roscas, manguitos, adaptadores y bocas, y las causasprobables origen de las mismas.
Cualquier daño o desperfecto se debe analizar eidentificar con el fin de corregir la fuente que lo ge-nera o la práctica operativa.

PROBLEMA
1. Varilla dañada en la superficie exterior.
~2. Corrosión en el orificio interno acelerada
por las condiciones de fatiga.
-$-3. Roturas de las varillas en las roscas que
entran en los manguitos.
m4. Orificios de barrido taponados y atasca-
m.ientos del varillaje.
5. Manguitos con daños en los extremos de lasroscas.
6. Manguitos rotos o rajados.
7. Manguitos con los extremos abocardados oremachados. fI'
.----------.----.-
TABLA 3.9
CAUSA PROBABLE
1. Mala manipulación de las varillas con gol-pes y caídas o defectos superficiales en elacero.
2. Defecto interno en el acero, p. e. una inclu-sión oxidada.
3. Varillas o manguitos con roscas desgasta-das y movimiento oscilante del varillaje.Desplazamiento de manguitos y mala me-canización del acero.
4. Caudales de barrido insuficientes y avancesexcesivos en terrenos agrietados y con pre-sencia de barro.
5. Varillas no acopladas a tope o desalinea~mientos. Mal tratamiento térmico del acero.
6. Deslizamiento entre el martillo y el centrali-zador, oscilación del tren de varillaje du-rante la perforación o roscas de varillas ina-decuadas.
7. Golpeo de los manguitos con el centraliza-dor.
71

8. Rotura del adaptador o espiga. 8. Buje desgastado, avance excesivo, falta delubricación o pistón roto.
8 tU ~ 10 ~-8-- . ---~3r-
9. Rotura del adaptador por las estrías.
10. Rotura del adaptador por las roscas.
11. Botones rotos o cizallados del cuerpo deacero de la boca.
12. Pérdida completa o escupido de botones.
13. Desgaste excesivo en los botones periféri-coso
13. Rotación excesiva, avance elevado y rocademasiado abrasiva.
BIBLlOGRAFIA
- ANONIMO: «Rock Drilling Seminar». Mining Magazine.July. 1979.
- ATLAS COPCO: «Manual Atlas Copco». 1984.- FAGERSTA-SECOROC: «Accesorios de Perforación».
1974.- GARDNER DENVER: «Rock Drilling Data». .- INGERSOLL-RAND:«La Boca de Botones Contra la
Roca».- KOMETA OY.: «Accesorios de Perforación». 1986.- OLIVER, J.: «Factors Influencing the Selection & Use
of DTH Button Bits in Rotary Percussive DríllingApplications». 11Simposium Nacional de Selección deMaquinaria en Minería e Industrias de la Construcción,1990. .
d'
72
9. Buje desgastado, par excesivo, falta de lu-bricación o pistón roto.
10. Varillas dañadas o rotas en los extremos,
manguitos dañados o perforación con os-cilación del varillaje. Mala mecanización otratamiento térmico del acero.
11. Rotación excesiva de la boca. Avance exce-sivo en roca dura. Perforación de formacio-
nes rocosas agrietadas o bocas mal afila-das.
12. Empuje insuficiente y falta de contacto en-tre la boca y la roca.
- SANDVIK AB.: «Rock Drilling Manual - Drill Steel'Applica-tions». 1979.
- SANDVIK-COROMANT: «Manual de Perforación de Rocas- Teoría y Técnica». 1983.
- TAMROCK: «Handbook of Underground Drilling". 1983.- TAMROCK.: «Handbook of Surface Mining». 1989.- TANTARIMAKI, K.: "Top-Hammer". World Mining
Equipment. September.1990.- TIMKEN: «Brocas de Percusión para Roca». 1981.- TRW Inc.: «Percusion Drilling Equipment Operation and
Maintenance Manual». 1985.
"
"