
電力・機器用保護機器/電力量センサ テクニカルガ …...電力・機器用保護機器/電力量センサ テクニカルガイド ご購入 当社代理店
Upload
duongthienCategory
view
227download
0
©2008 西岡靖之/法政大学
製造現場の情報連携へ向けたXML技術の活用事例
2008年3月5日
西 岡 靖 之
製造業XML推進協議会
法政大学デザイン工学部
XMLコンソーシアム主催 XML1.0勧告10周年記念イベント
『XML Today & Tomorrow』

©2008 西岡靖之/法政大学
本日の内容
• はじめに
• インテグレーション実施例
• システム連携のための仕様
• 製造現場の情報連携へ向けて
• まとめ

©2008 西岡靖之/法政大学
コントロールから管理へ
• FDTグループ
– フィールド機器とのインタフェース仕様
• ECT(EDDL Cooperation Team)– フィールド機器固有情報の定義言語仕様
2008年内に統合Fieldbus Foundation
HART Communication Foundation
Profibus Nutzer Organization
OPC Foundation
デバイスレベル
装置レベル
現場レベル
工場レベル
企業レベル
アセット管理設備保守管理
との統合
IEC61804
IEC62541
FDI
©2008 西岡靖之/法政大学
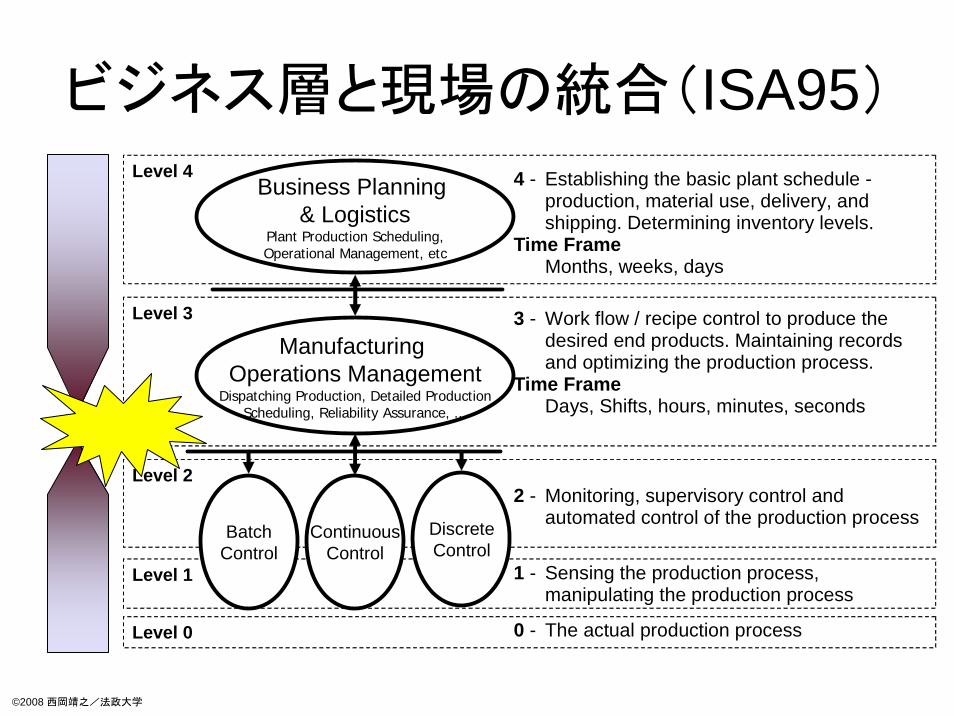
ビジネス層と現場の統合(ISA95)Level 4
Level 1
Level 2
Level 3
Business Planning & Logistics
Plant Production Scheduling,Operational Management, etc
Manufacturing Operations Management
Dispatching Production, Detailed ProductionScheduling, Reliability Assurance, ...
BatchControl
DiscreteControl
ContinuousControl
1 - Sensing the production process, manipulating the production process
2 - Monitoring, supervisory control and automated control of the production process
3 - Work flow / recipe control to produce the desired end products. Maintaining records and optimizing the production process.
Time FrameDays, Shifts, hours, minutes, seconds
4 - Establishing the basic plant schedule -production, material use, delivery, and shipping. Determining inventory levels.
Time FrameMonths, weeks, days
Level 0 0 - The actual production process

©2008 西岡靖之/法政大学
何が起きているのか?
• 機器販売(製品中心)からサービス主体へ
• マルチベンダー化とインテグレーション
• ソフトウェア相互接続性とオープン標準
• グローバル化と知識集約化への対応

©2008 西岡靖之/法政大学
オープン化技術を推進する5団体による実証展示をSCFで実施
オープン化技術でオープン化技術で実現する実現する
ものづくりシステムものづくりシステム
FAOPFAOP
NPO法人
ものづくりAPS推進機構製造業XML推進協議会
文書連携プロジェクトMESXプロジェクト
日本OPC協議会
製造情報連携フォーラム
FAオープン推進協議会
M2Mコンソーシアム
現場管理層(製造管理システム)
実行・制御層(生産現場システム)
計画層(経営計画システム)
リアルタイム層
XMLコンソーシアム協力
©2008 西岡靖之/法政大学
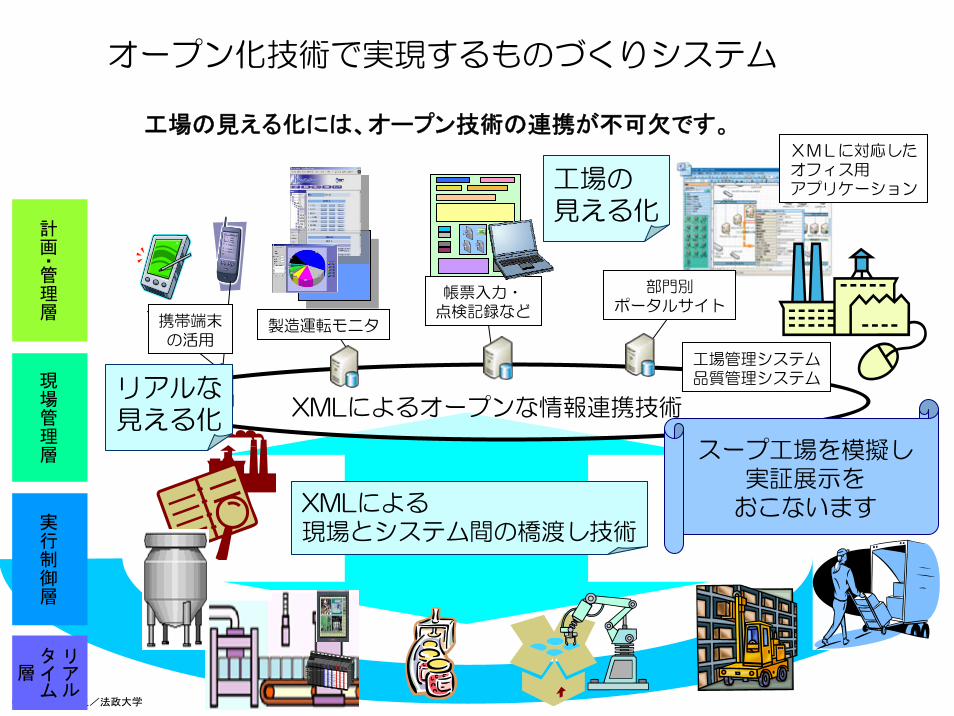
オープン化技術で実現するものづくりシステム
XMLに対応したオフィス用アプリケーション
携帯端末の活用
製造運転モニタ
EDMS部門別
ポータルサイト帳票入力・
点検記録など
XMLによるオープンな情報連携技術リアルな見える化
XMLによる現場とシステム間の橋渡し技術
工場の見える化
工場管理システム品質管理システム
リアル
タイム
層
実行制御層
現場管理層
計画・管理層
スープ工場を模擬し実証展示を
おこないます
工場の見える化には、オープン技術の連携が不可欠です。

©2008 西岡靖之/法政大学
リアルタイム層
実行制御層
現場管理層
計画・管理層
生産管理Server 生産計画
受注管理BOM/レシピ
管理
SCADA
OPC-UAServer
DADA
DA
DA
DA
Server
Client
UAUA
MESServer
工程スケジューラ
PLC機器
MESアプリ
周辺機器クライアント
周辺機器データサーバ
無線/有線
機器
PIMS/LIMSモバイル
端末
EDMSServer
報告書作成アプリ
モバイル端末
モバイル用サーバ
ServerICタグ
保守管理
モバイル端末
SCADADA Client
DA
UA
前工程 後工程
MESサーバ
工程スケジューラ
PLC機器
箱型抜き・印刷箱組立て機
FFC
APSOM
横河電機
OPC
東芝 GEファナック
山武 たけびし三菱電機
ケーティーシステム
MfgX MESX
三井情報
マイクロソフトMfgX文書連携
アッカネットワークス
日新システムズ
オムロン日立製作所
Willcom
M2M
横河電機
実証デモンストレーションの情報連携
日立製作所デジタル東京電機
FAOP
保守計画NTT ドコモ 関西
製品
在庫管理
タグR/W
機器 機器
DCS PLC機器機器
オムロン富士電機
法政大学
法政大学
法政大学
©2008 西岡靖之/法政大学
© 2007 XMLコンソーシアム
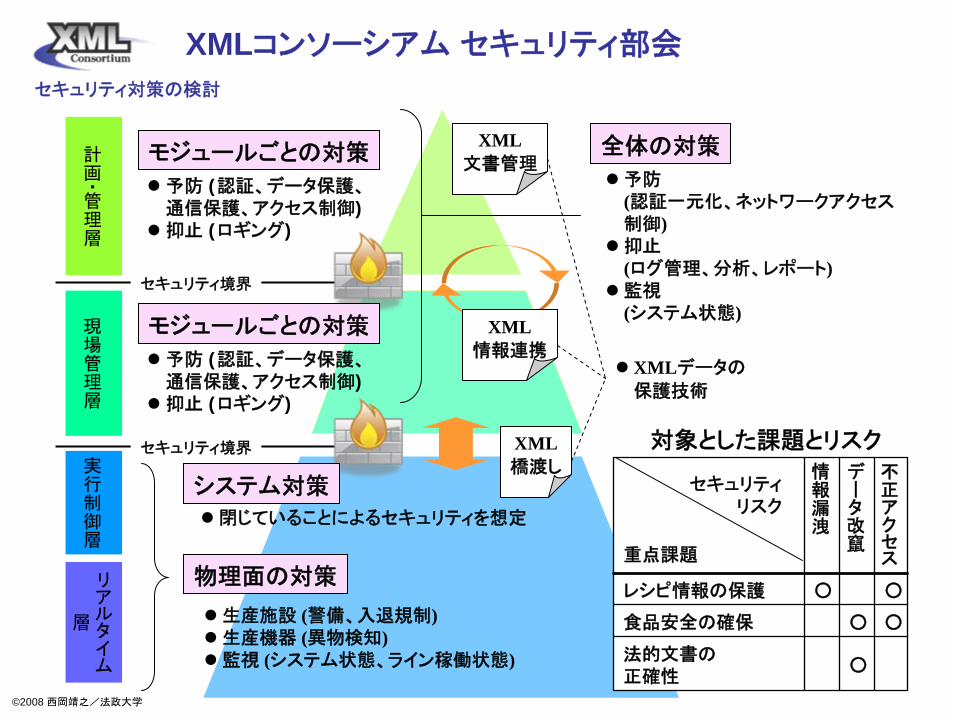
対象とした課題とリスク情報漏洩
データ改竄
不正アクセス
レシピ情報の保護 ○ ○
食品安全の確保 ○ ○
法的文書の正確性
○
重点課題
セキュリティリスク
セキュリティ境界
セキュリティ境界
閉じていることによるセキュリティを想定
予防(認証一元化、ネットワークアクセス制御)抑止(ログ管理、分析、レポート)監視(システム状態)
生産施設 (警備、入退規制)生産機器 (異物検知)監視 (システム状態、ライン稼働状態)
予防 (認証、データ保護、通信保護、アクセス制御)抑止 (ロギング)
予防 (認証、データ保護、通信保護、アクセス制御)抑止 (ロギング)
XML橋渡し
XML情報連携
XML文書管理
XMLデータの
保護技術
リアルタイム
層
実行制御層
現場管理層
計画・管理層
モジュールごとの対策
モジュールごとの対策
システム対策
物理面の対策
全体の対策
セキュリティ対策の検討
XMLコンソーシアム セキュリティ部会
©2008 西岡靖之/法政大学
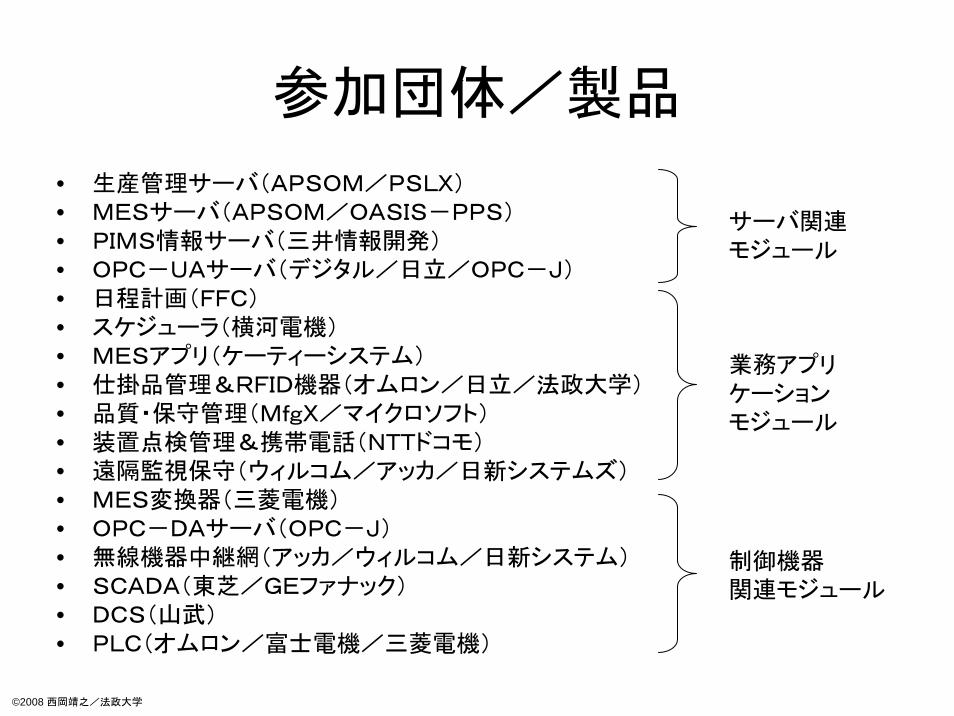
参加団体/製品
• 生産管理サーバ(APSOM/PSLX)• MESサーバ(APSOM/OASIS-PPS)• PIMS情報サーバ(三井情報開発)• OPC-UAサーバ(デジタル/日立/OPC-J)• 日程計画(FFC)• スケジューラ(横河電機)• MESアプリ(ケーティーシステム)• 仕掛品管理&RFID機器(オムロン/日立/法政大学)• 品質・保守管理(MfgX/マイクロソフト)• 装置点検管理&携帯電話(NTTドコモ)• 遠隔監視保守(ウィルコム/アッカ/日新システムズ)• MES変換器(三菱電機)• OPC-DAサーバ(OPC-J)• 無線機器中継網(アッカ/ウィルコム/日新システム)• SCADA(東芝/GEファナック)• DCS(山武)• PLC(オムロン/富士電機/三菱電機)
サーバ関連モジュール
業務アプリケーションモジュール
制御機器関連モジュール

©2008 西岡靖之/法政大学
インテグレーションプロジェクト
1. 対象領域と問題の確定
2. 情報モデルの定義
3. 共通シナリオの設定
4. 分担範囲の明確化
5. インタフェースの確定
6. メッセージまたはスキーマ定義
7. 同期化とIOの詳細定義

©2008 西岡靖之/法政大学
設定したシナリオ
A:後工程での品質ばらつきの管理と早期対応
B:不良原価削減:チョコ停対策と予防保全
C:生産指示の適正化と段取り替え管理
D:中間在庫の管理(在庫適正化)
E:管理ワークシートと携帯電話の利活用

©2008 西岡靖之/法政大学
中間在庫の管理(在庫適正化)
(D-1) 中間在庫用タンクにICタグを装着する。
(D-2) 前工程が完了したら、ロットと対応する中間タンクICタグを関係づける。
(D-3) 作業者が定期的にタンクの位置をチェックし携帯電話で報告する。
(D-4) 後工程の開始は、中間在庫の対応付けが行われてから実行する。
(D-5) 画面上で、現時点での中間在庫の位置と数量を把握する。
(D-6) スケジューリング結果をもとに将来の中間在庫量の理論値を表示する。
(D-7) 適切な中間在庫量(バッファ量)を画面で設定する。
(D-8) 生産計画において、中間在庫量を考慮して前工程の生産時期と数量
を決める。
©2008 西岡靖之/法政大学
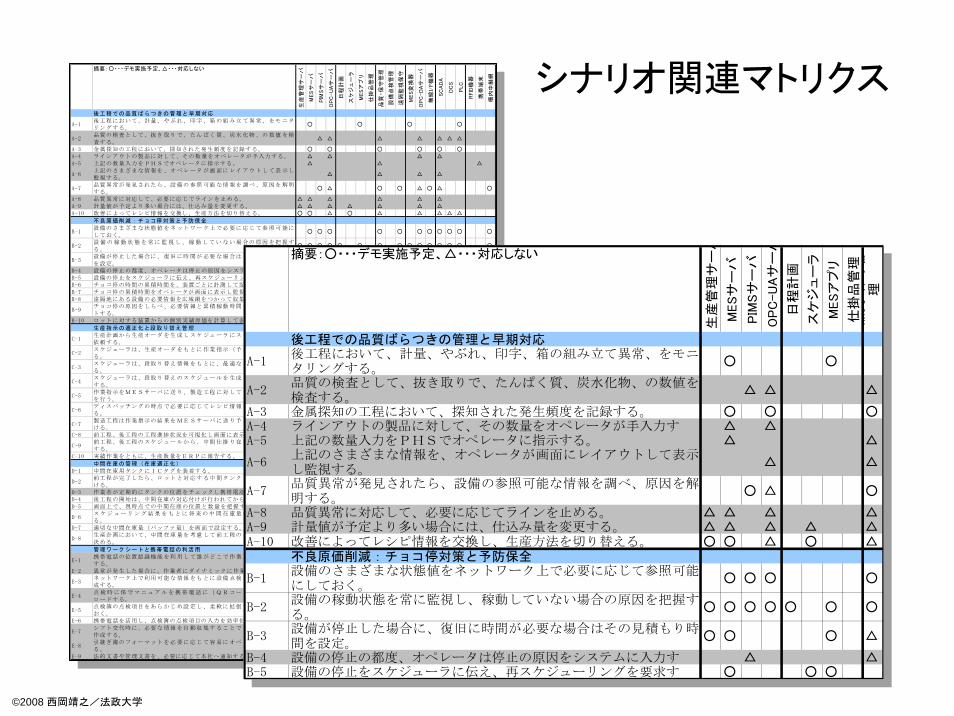
摘要:○・・・デモ実施予定、△・・・対応しない
生産
管理
サー
バ
MES
サー
バ
PIM
Sサ
ーバ
OP
C-U
Aサ
ーバ
日程
計画
スケ
ジュ
ーラ
MES
アプ
リ
仕掛
品管
理
品質
・保
守管
理
設備
点検
管理
遠隔
監視
保守
MES
変換
器
OP
C-D
Aサ
ーバ
無線
I/F機
器
SC
AD
A
DC
S
PLC
RFID
機器
携帯
端末
構内
中継
網
後工程での品質ばらつきの管理と早期対応
A-1後工程において、計量、やぶれ、印字、箱の組み立て異常、をモニタリングする。
○ ○ ○ ○
A-2品質の検査として、抜き取りで、たんぱく質、炭水化物、の数値を検査する。
△ △ △ △ △ △ △
A-3 金属探知の工程において、探知された発生頻度を記録する。 ○ ○ ○ ○ ○ ○A-4 ラインアウトの製品に対して、その数量をオペレータが手入力する。 △ △ △ △A-5 上記の数量入力をPHSでオペレータに指示する。 △ △ △
A-6上記のさまざまな情報を、オペレータが画面にレイアウトして表示し監視する。
△ △ △ △
A-7品質異常が発見されたら、設備の参照可能な情報を調べ、原因を解明する。
○ △ ○ ○ △ ○ △ ○
A-8 品質異常に対応して、必要に応じてラインを止める。 △ △ △ △ △ △A-9 計量値が予定より多い場合には、仕込み量を変更する。 △ △ △ △ △ △ △A-10 改善によってレシピ情報を交換し、生産方法を切り替える。 ○ ○ △ ○ △ △ △ △ △
不良原価削減:チョコ停対策と予防保全
B-1設備のさまざまな状態値をネットワーク上で必要に応じて参照可能にしておく。
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
B-2設備の稼動状態を常に監視し、稼動していない場合の原因を把握する。
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
B-3設備が停止した場合に、復旧に時間が必要な場合はその見積もり時間を設定。
○ ○ ○ △ ○
B-4 設備の停止の都度、オペレータは停止の原因をシステムに入力する。 △ △ △B-5 設備の停止をスケジューラに伝え、再スケジューリングを要求する。 ○ ○ ○ ○B-6 チョコ停の時間の累積時間を、装置ごとに計測して記録する。 ○ ○ ○ ○ ○ ○ ○B-7 チョコ停の累積時間をオペレータが画面に表示し監視する。 ○ ○ ○ ○B-8 遠隔地にある設備の必要情報を広域網をつかって収集する。 ○ ○ ○ ○ ○
B-9チョコ停の原因をしらべ、必要情報と累積稼動時間をまとめてレポートする。
○ ○
B-10 ロットに対する装置からの個別実績原価を計算して表示する。 △ △ △ △ △ △
生産指示の適正化と段取り替え管理
C-1生産計画から生産オーダを生成しスケジューラにスケジューリングを依頼する。
○ ○ ○
C-2スケジューラは、生産オーダをもとに作業指示(予定作業)を生成する。
○ ○ ○
C-3スケジューラは、段取り替え情報をもとに、 適な生産順序を計算する。
○ ○
C-4スケジューラは、段取り替えのスケジュールを生成して作業者に指示する。
○ ○ ○ ○
C-5作業指示をMESサーバに送り、製造工程に対してディスパッチングを行う。
○ ○ ○ ○ ○ ○ ○ ○ ○
C-6ディスパッチングの時点で必要に応じてレシピ情報をアップロードする。
△ ○ ○ △ △ △ ○
C-7製造工程は作業指示の結果をMESサーバに送り予定と実績を対応づける。
○ ○ ○ ○ ○ ○ ○ ○
C-8 前工程、後工程の工程進捗状況を可視化し画面に表示する。 ○ ○ ○
C-9前工程、後工程のスケジュールから、中間仕掛り在庫量を計算し表示する。
○ ○ ○ ○
C-10 実績作業をともに、生産数量をERPに報告する。 ○ ○ ○
中間在庫の管理(在庫適正化)D-1 中間在庫用タンクにICタグを装着する。 ○ ○
D-2前工程が完了したら、ロットと対応する中間タンクICタグを関係づける。
○ ○
D-3 作業者が定期的にタンクの位置をチェックし携帯電話で報告する。 △ △D-4 後工程の開始は、中間在庫の対応付けが行われてから実行する。 ○ ○ ○D-5 画面上で、現時点での中間在庫の位置と数量を把握する。 ○ ○ ○
D-6スケジューリング結果をもとに将来の中間在庫量の理論値を表示する。
○ ○
D-7 適切な中間在庫量(バッファ量)を画面で設定する。 ○ ○ ○
D-8生産計画において、中間在庫量を考慮して前工程の生産時期と数量を決める。
○ ○ ○
管理ワークシートと携帯電話の利活用
E-1携帯電話の位置認識機能を利用して誰がどこで作業しているかを把握する。
△ △ △
E-2 異常が発生した場合に、作業者にダイナミックに作業を割り当てる。 △ △ △ △ △ △ △ △
E-3ネットワーク上で利用可能な情報をもとに設備点検記録簿を簡単に作成する。
○ ○ ○
E-4点検時に保守マニュアルを携帯電話に(QRコードで)自動ダウンロードする。
△ △
E-5点検簿の点検項目をあらかじめ設定し、柔軟に拡張できるようにしておく。
○ ○ ○
E-6 携帯電話を活用し、点検簿の点検項目の入力を効率化する。 ○ ○ ○ ○
E-7シフト交代時に、必要な情報を自動収集することで引継ぎ簿を容易に作成する。
△ △ △ △ △ △ △
E-8引継ぎ簿のフォーマットを必要に応じて容易にオペレータが変更できる。
△
E-9 法的文書や管理文書を、必要に応じて本社へ通知する。 △ △
摘要:○・・・デモ実施予定、△・・・対応しない
生産
管理
サー
バ
MESサ
ーバ
PIM
Sサ
ーバ
OP
C-U
Aサ
ーバ
日程
計画
スケ
ジュ
ーラ
MESア
プリ
仕掛
品管
理品
質保
守管
理
後工程での品質ばらつきの管理と早期対応
A-1後工程において、計量、やぶれ、印字、箱の組み立て異常、をモニタリングする。
○ ○
A-2品質の検査として、抜き取りで、たんぱく質、炭水化物、の数値を検査する。
△ △ △
A-3 金属探知の工程において、探知された発生頻度を記録する。 ○ ○ ○A-4 ラインアウトの製品に対して、その数量をオペレータが手入力す △ △A-5 上記の数量入力をPHSでオペレータに指示する。 △ △
A-6上記のさまざまな情報を、オペレータが画面にレイアウトして表示し監視する。
△ △
A-7品質異常が発見されたら、設備の参照可能な情報を調べ、原因を解明する。
○ △ ○
A-8 品質異常に対応して、必要に応じてラインを止める。 △ △ △ △A-9 計量値が予定より多い場合には、仕込み量を変更する。 △ △ △ △ △A-10 改善によってレシピ情報を交換し、生産方法を切り替える。 ○ ○ △ ○ △
不良原価削減:チョコ停対策と予防保全
B-1設備のさまざまな状態値をネットワーク上で必要に応じて参照可能にしておく。
○ ○ ○ ○
B-2設備の稼動状態を常に監視し、稼動していない場合の原因を把握する。
○ ○ ○ ○ ○ ○ ○
B-3設備が停止した場合に、復旧に時間が必要な場合はその見積もり時間を設定。
○ ○ ○ △
B-4 設備の停止の都度、オペレータは停止の原因をシステムに入力す △ △B-5 設備の停止をスケジューラに伝え、再スケジューリングを要求す ○ ○ ○
シナリオ関連マトリクス
©2008 西岡靖之/法政大学
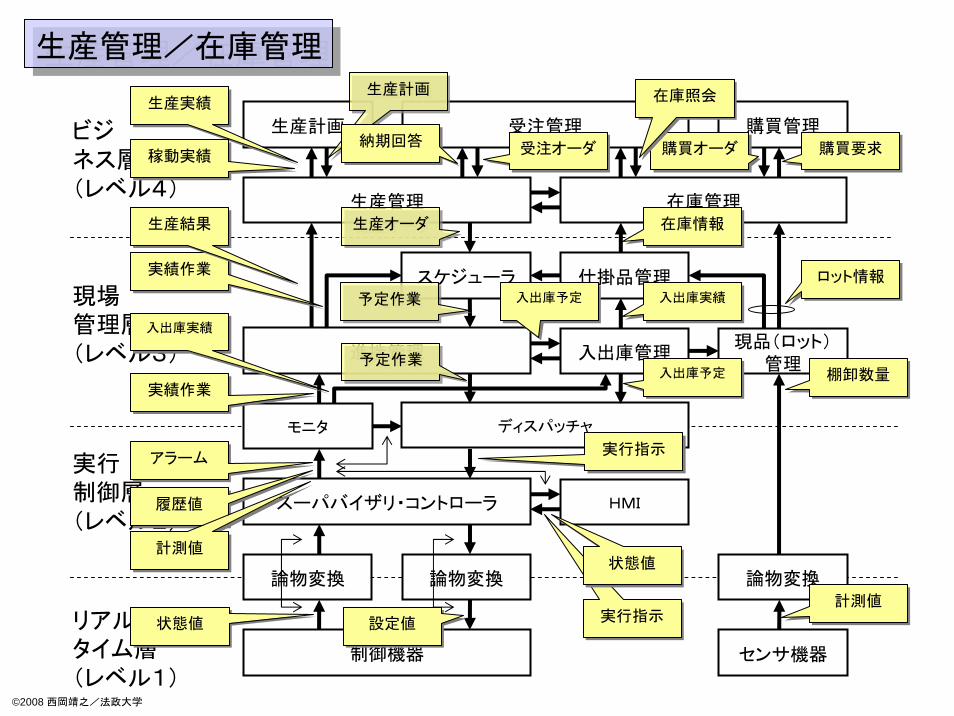
ディスパッチャ
スーパバイザリ・コントローラ
論物変換
進捗管理
スケジューラ
生産管理
受注管理
制御機器
モニタ
論物変換
生産計画
HMI
在庫管理
購買管理
入出庫管理
仕掛品管理
現品(ロット)管理
ビジネス層(レベル4)
実行制御層(レベル2)
現場管理層(レベル3)
リアルタイム層(レベル1)
センサ機器
論物変換
生産計画生産計画生産実績生産実績
受注オーダ受注オーダ
生産オーダ生産オーダ
予定作業予定作業
実績作業実績作業
実行指示実行指示
在庫情報在庫情報
アラームアラーム
履歴値履歴値
状態値状態値
稼動実績稼動実績
設定値設定値
納期回答納期回答購買オーダ購買オーダ 購買要求購買要求
在庫照会在庫照会
ロット情報ロット情報
入出庫実績入出庫実績入出庫予定入出庫予定
予定作業予定作業入出庫予定入出庫予定
実績作業実績作業
入出庫実績入出庫実績
実行指示実行指示
状態値状態値
計測値計測値
棚卸数量棚卸数量
生産管理/在庫管理生産管理/在庫管理
計測値計測値
生産結果生産結果
©2008 西岡靖之/法政大学
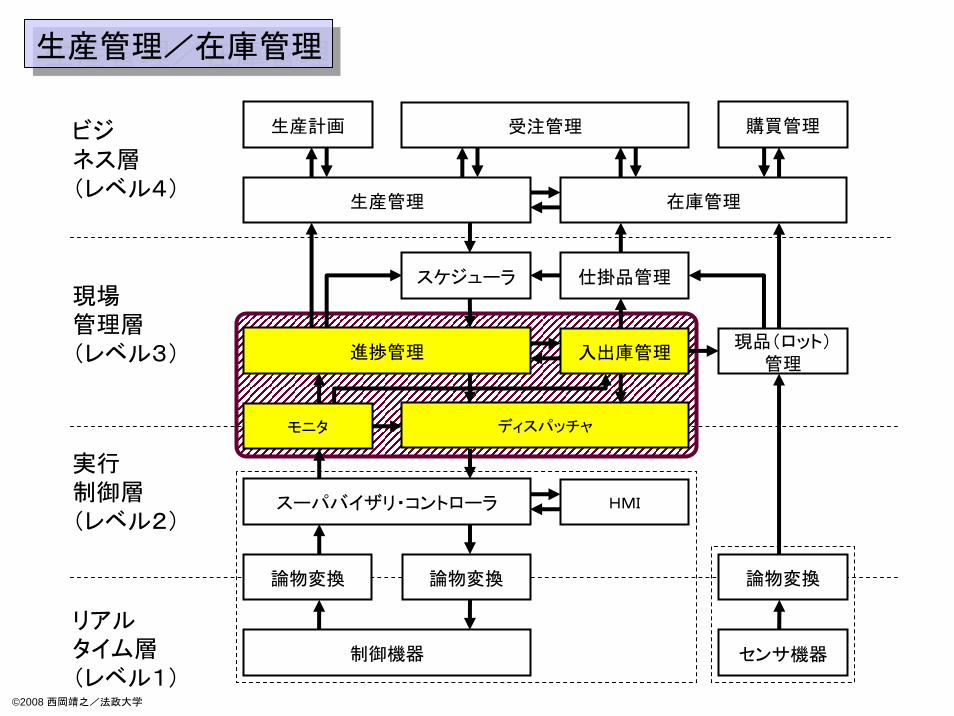
ディスパッチャ
スーパバイザリ・コントローラ
論物変換
進捗管理
スケジューラ
生産管理
受注管理
制御機器
モニタ
論物変換
生産計画
HMI
在庫管理
購買管理
入出庫管理
仕掛品管理
現品(ロット)管理
生産管理/在庫管理生産管理/在庫管理
ビジネス層(レベル4)
実行制御層(レベル2)
現場管理層(レベル3)
リアルタイム層(レベル1)
センサ機器
論物変換

©2008 西岡靖之/法政大学
ディスパッチャ
モニタ
装置管理進捗管理
仕掛品管理
UAサーバ
ディスパッチャ
モニタ
MESアプリ
スケジューラ 装置情報
在庫情報
入出庫管理
保全管理
装置管理
PIMSサーバ
実行制御層(レベル2)
UAサーバ
スケジューラ
保全管理
仕掛品管理
現場管理層(レベル3)
予定作業予定作業
実績作業実績作業
装置情報装置情報
装置状態装置状態
実行指示実行指示
故障情報故障情報
実績作業実績作業
予定作業予定作業 稼動実績稼動実績
故障情報故障情報
入庫情報入庫情報 出庫情報出庫情報
MESサーバ(APSOM/OASIS-PPS)MESサーバ(APSOM/OASIS-PPS)
ビジネス層(レベル4)
日程管理
生産オーダ生産オーダ生産結果生産結果
在庫数
生産管理サーバ
在庫数
復旧通知復旧通知
故障通知故障通知
©2008 西岡靖之/法政大学
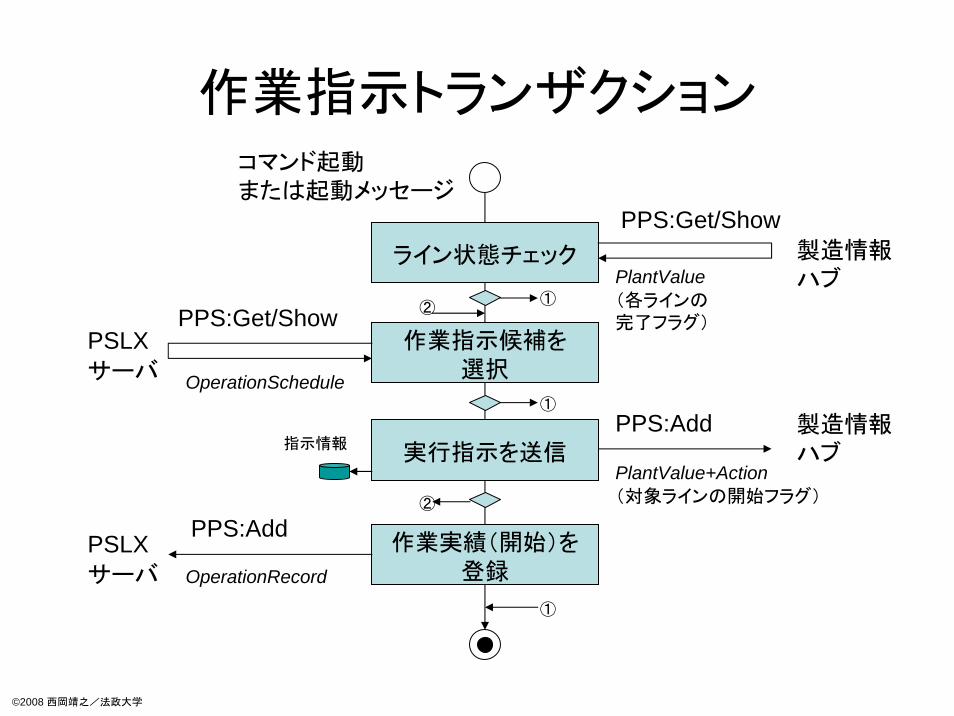
作業指示トランザクション
ライン状態チェック
作業指示候補を選択
コマンド起動または起動メッセージ
PPS:Get/Show
PlantValue(各ラインの完了フラグ)
作業実績(開始)を登録
PPS:Add
PPS:Add
OperationRecord
製造情報ハブ
①
PPS:Get/Show
OperationSchedule
PSLXサーバ
PlantValue+Action(対象ラインの開始フラグ)
実行指示を送信
PSLXサーバ
①
①
②
②
製造情報ハブ
指示情報

©2008 西岡靖之/法政大学
メッセージの構造
業務メッセージ
Documentドメイン文書
ドメイン文書
メッセージ制御情報
Domain Objectドメインオブジェクト
Add - Confirm Change -Confirm
Remove -Confirm
Get - Show Sync - Notify
Any elementsdefined In profile
<Condition><Selection><Header>…
<Plan><Order><Party><Item><Resource><Process><Lot><Task><Operation>

©2008 西岡靖之/法政大学
ドメインオブジェクト
プリミティブオブジェクト
ドメインオブジェクト
*
<Plan><Order><Party><Item><Resource><Process><Lot><Task><Operation>
<Resource type=“Personnel”><Spec type=“name” value=“Group1”/><Spec type=“section” value=“S1”/><Spec type=“grade” value=“A”/><Spec type=“rate” value=“high”/><Date value=“2007-07-11:10:00:00”/>
</Resource>
Product / MaterialCustomer / SupplierSales Order / Purchase OrderProduction OrderInventory OrderProduction PlanCapacity PlanProduction ProcessInventory ProcessMaintenance ProcessQA ProcessResource CapacityEquipment CapacityPersonnel CapacityRouting RecordEquipment RecordPersonnel RecordEquipment / PersonnelLot / Task / Operation

©2008 西岡靖之/法政大学
XMLによる照会の方法
オブジェクト
オブジェクト
オブジェクト
オブジェクト
オブジェクト
オブジェクト
オブジェクト
オブジェクト
オブジェクト
ドメイン文書
メッセージ制御情報
Condition
Selection
Get メッセージ
1) Condition要素がデータベース内のオブジェクトを
選択する。
オブジェクト
Show メッセージ
プロパティ2) その上で Selection要素が返信メッセージ
に含めるプロパティ項目を指定する注)すべてのプロパティが返信されるわけではない
©2008 西岡靖之/法政大学
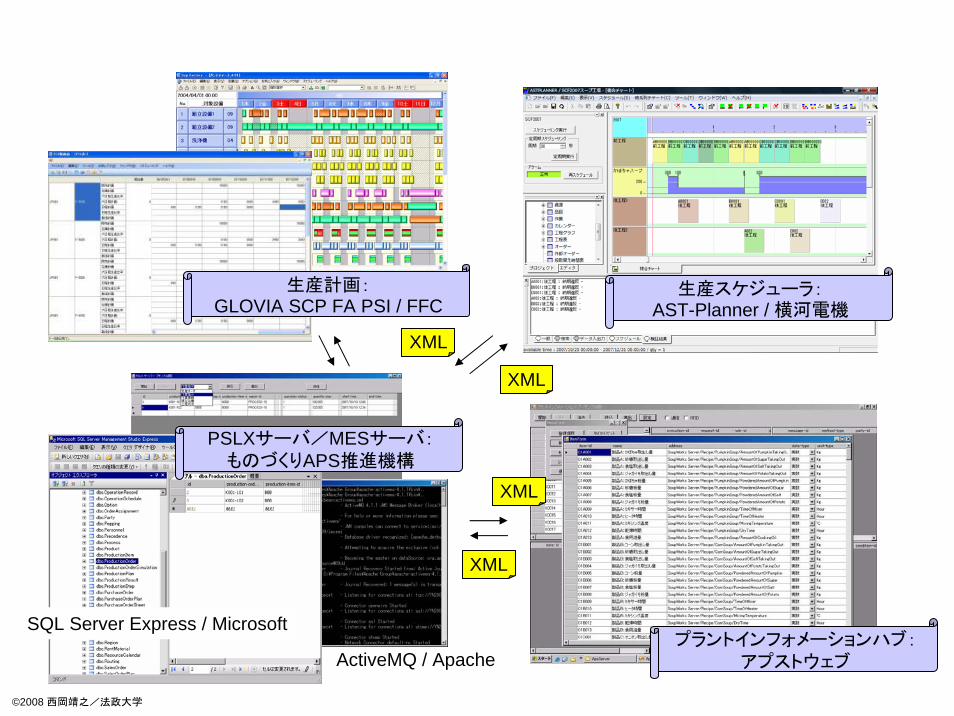
生産計画:GLOVIA SCP FA PSI / FFC
生産スケジューラ:AST-Planner / 横河電機
プラントインフォメーションハブ:アプストウェブActiveMQ / Apache
SQL Server Express / Microsoft
PSLXサーバ/MESサーバ:ものづくりAPS推進機構
XML
XML
XML
XML

©2008 西岡靖之/法政大学
作業指示メッセージ作業指示メッセージ
在庫照会メッセージ在庫照会メッセージ
故障通知メッセージ故障通知メッセージ

©2008 西岡靖之/法政大学
ガントチャートビューア(生産指示ビューア)
©2008 西岡靖之/法政大学
仕様書パブリックレビュー
1. OASIS PPS (Production Planning and Scheduling) Part 1: Core Elements – see http://docs.oasis-open.org/pps/v1.0/pps-core-elements-1.0.html
2. OASIS PPS (Production Planning and Scheduling) Part 2: Transaction Messages – see http://docs.oasis-open.org/pps/v1.0/pps-transaction-messages-1.0.html
3. PPS (Production Planning and Scheduling) Part 3: Profile Specifications – see http://docs.oasis-open.org/pps/v1.0/pps-profile-specifications-1.0.html

©2008 西岡靖之/法政大学
現場起点の知識創造
• 設計の現場
– 実際の知識を知っている(過去から今)
• 製造の現場
– 実際の製造を知っている(今この場所)
• 販売/サービスの現場
– 実際の要求を知っている(今から将来)
• 経営の現場
– 実際の利害を知っている(過去から将来まで)

©2008 西岡靖之/法政大学
生産現場(管理)のモデルが必要
• 計算機による管理
• 工場の早期立ち上げ
• 品質の監査、外部への説明
• 現場の見える化
• 知識の蓄積と伝承
• ソフトウェアのパッケージ化
• 計算機間で情報を交換
©2008 西岡靖之/法政大学
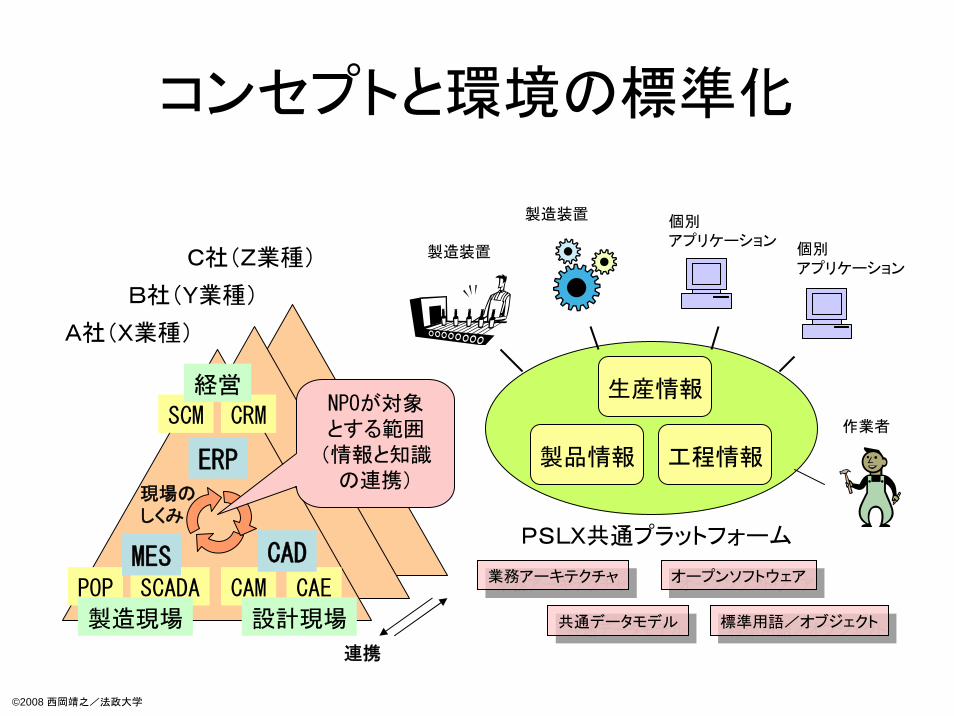
生産情報
製品情報 工程情報
PSLX共通プラットフォーム
製造装置
A社(X業種)
SCADA CAM CAE
SCM CRM
設計現場
POP
製造現場
経営
ERP
MES CAD
B社(Y業種)
C社(Z業種)
NPOが対象とする範囲
(情報と知識の連携)
業務アーキテクチャ業務アーキテクチャ
共通データモデル共通データモデル
オープンソフトウェアオープンソフトウェア
標準用語/オブジェクト標準用語/オブジェクト
連携
現場のしくみ
個別アプリケーション
個別アプリケーション
製造装置
作業者
コンセプトと環境の標準化

©2008 西岡靖之/法政大学
まとめ
• 共通モデルや標準があらかじめ存在することで、統合のしやすさはまったく異なる
• 多くのメンバーが納得いく共通モデルや標準をつくることはきわめて難しい
• 共通モデルや標準は、状況に応じて徐々に拡張できるしくみを備えるべき
• 主コントラクタがいない相互運用プロジェクトトのマネジメント技術が今後の課題
©2008 西岡靖之/法政大学
どうもありがとうございました。
http://www.apsom.orghttp://www.pslx.org/jp/
参考資料







![Ⅳ 機器 [1059kB]](https://static.fdocuments.net/doc/165x107/588c59c11a28ab78218b5950/-1059kb.jpg)









