... GAS PENGOTOR HIDROGEN SULFIDA DAN ...2.1 Gas Sweetening Gas alam yang masih mengandung H 2 S, CO...
16
Fikar Cita (12206042) 1 STUDI SENSITIVITAS KONSENTRASI LARUTAN METHYLDIETHANOLAMINE UNTUK PROSES PENGHILANGAN GAS PENGOTOR HIDROGEN SULFIDA DAN PENGOLAHAN LIMBAH SULFUR PADA LAPANGAN GAS X Fikar Cita* Tutuka Ariadji ** Abstract Hydrogen Sulfide (H 2 S) is one of gas impurities that often occurs in natural gas. H 2 S is a corrosive and toxic gas. This gas can poses serious health and operational hazard. One of method that used in removal H 2 S is an amine absorption. The type of amine solution that often used is methyldiethanolamine (MDEA). In MDEA based gas sweetening unit, removal of H 2 S carried out in the amine absorber using counter-current principle. Due to the existing of H 2 S and CO 2 , removal of H 2 S is accompanied by absorption of CO 2 by MDEA. For regeneration, MDEA is heated in amine regenerator where H 2 S and CO 2 are liberated as acid gas. Basically, this study revealed the relationship of changing the concentration of MDEA will change its ability to overcome the variation of H 2 S concentration. The decreasing of MDEA concentration will increase the ability of MDEA to absorp the H 2 S. But, this process will decrease the ability of MDEA to absorp the CO 2 . Then after the regeneration process of MDEA there will be less of dissolved CO 2 in MDEA. The decreases of dissolved CO 2 in MDEA will increase the ability of MDEA to cope with varying concentrations of H 2 S. Hence, maintaining the concentration of MDEA in optimum condition will generate the effective absorption or removal of H 2 S. Off gas from gas sweetening process then processed in sulfur recovery unit so that the off gas is safe for environment. Several method is used in sulfur recovery unit such as LOCAT, SulFerox, Shell-Paques, and Sulfinol. In this study, LOCAT is used as sulfur recovery unit because it has the best efficiency in the process. Keywords: hydrogen sulfide, amine absorption, methyldiethanolamine, sulfur recovery unit Sari Hidrogen sulfida (H 2 S) merupakan salah satu zat pengotor yang sering terdapat di dalam gas. H 2 S bersifat beracun dan korosif yang dapat membahayakan kesehatan dan keselamatan kerja. Salah satu metode yang digunakan untuk mengurangi konsentrasi H 2 S dari gas adalah metode absorpsi amina. Jenis larutan amina yang paling sering digunakan adalah metildietanolamina atau MDEA. Dalam proses gas sweetening yang menggunakan MDEA, pengurangan konsentrasi H 2 S terjadi di dalam amine absorber dengan menggunakan prinsip counter current. Karena dalam sour gas terdapat H 2 S dan CO 2 , pengurangan konsentrasi H 2 S akan diikuti juga dengan penyerapan CO 2 oleh MDEA. Untuk regenerasinya, MDEA akan dipanaskan di amine regenerator dimana H 2 S dan CO 2 akan dilepaskan menjadi gas asam. Pada dasarnya, studi ini mempelajari bagaimana pengaruh perubahan konsentrasi MDEA terhadap kemampuannya untuk menanggulangi konsentrasi H 2 S yang bervariasi. Penurunan konsentrasi MDEA akan meningkatkan penyerapan atau selektivitas MDEA terhadap H 2 S. Dimana proses ini akan mengurangi penyerapan CO 2 yang nantinya akan mempengaruhi kondisi regenerasi dari MDEA. Hasil regenerasi MDEA menunjukkan penurunan konsentasi CO 2 terlarut di dalam MDEA. Penurunan konsentrasi CO 2 terlarut di MDEA akan meningkatkan kemampuan MDEA untuk menanggulangi konsentrasi H 2 S yang bervariasi. Oleh karena itu, mempertahankan konsentrasi MDEA pada konsentrasi yang optimal akan memberikan penyerapan H 2 S yang efektif. Gas keluaran dari proses gas sweetening kemudian diolah kembali dalam sistem pengolahan limbah sulfur. Hal ini dilakukan agar gas keluaran ini aman bagi lingkungan. Beberapa metode sistem pengolahan limbah sulfur antara lain metoda LOCAT, SulFerox, Shell-paques, dan Sulfinol. Dalam studi ini akan digunakan metode LOCAT untuk sistem pengolahan limbah sulfur karena memiliki nilai efisiensi yang paling tinggi. Kata Kunci: hidrogen sulfida, absorpsi amina, metildietanolamina, sistem pengolahan limbah sulfur *) Mahasiswa Program Studi Teknik Perminyakan – Institut Teknologi Bandung **)Dosen Pembimbing, Program Studi Teknik Perminyakan – Institut Teknologi Bandung
Transcript of ... GAS PENGOTOR HIDROGEN SULFIDA DAN ...2.1 Gas Sweetening Gas alam yang masih mengandung H 2 S, CO...

Fikar Cita (12206042) 1
STUDI SENSITIVITAS KONSENTRASI LARUTAN METHYLDIETHANOLAMINE
UNTUK PROSES PENGHILANGAN GAS PENGOTOR HIDROGEN SULFIDA
DAN PENGOLAHAN LIMBAH SULFUR PADA LAPANGAN GAS X
Fikar Cita*
Tutuka Ariadji **
Abstract
Hydrogen Sulfide (H2S) is one of gas impurities that often occurs in natural gas. H2S is a corrosive and toxic
gas. This gas can poses serious health and operational hazard. One of method that used in removal H2S is an
amine absorption. The type of amine solution that often used is methyldiethanolamine (MDEA). In MDEA
based gas sweetening unit, removal of H2S carried out in the amine absorber using counter-current principle.
Due to the existing of H2S and CO2, removal of H2S is accompanied by absorption of CO2 by MDEA. For
regeneration, MDEA is heated in amine regenerator where H2S and CO2 are liberated as acid gas.
Basically, this study revealed the relationship of changing the concentration of MDEA will change its ability to
overcome the variation of H2S concentration. The decreasing of MDEA concentration will increase the ability of
MDEA to absorp the H2S. But, this process will decrease the ability of MDEA to absorp the CO2. Then after the
regeneration process of MDEA there will be less of dissolved CO2 in MDEA. The decreases of dissolved CO2 in
MDEA will increase the ability of MDEA to cope with varying concentrations of H2S. Hence, maintaining the
concentration of MDEA in optimum condition will generate the effective absorption or removal of H2S.
Off gas from gas sweetening process then processed in sulfur recovery unit so that the off gas is safe for
environment. Several method is used in sulfur recovery unit such as LOCAT, SulFerox, Shell-Paques, and
Sulfinol. In this study, LOCAT is used as sulfur recovery unit because it has the best efficiency in the process.
Keywords: hydrogen sulfide, amine absorption, methyldiethanolamine, sulfur recovery unit
Sari
Hidrogen sulfida (H2S) merupakan salah satu zat pengotor yang sering terdapat di dalam gas. H2S bersifat
beracun dan korosif yang dapat membahayakan kesehatan dan keselamatan kerja. Salah satu metode yang
digunakan untuk mengurangi konsentrasi H2S dari gas adalah metode absorpsi amina. Jenis larutan amina yang
paling sering digunakan adalah metildietanolamina atau MDEA. Dalam proses gas sweetening yang
menggunakan MDEA, pengurangan konsentrasi H2S terjadi di dalam amine absorber dengan menggunakan
prinsip counter current. Karena dalam sour gas terdapat H2S dan CO2, pengurangan konsentrasi H2S akan
diikuti juga dengan penyerapan CO2 oleh MDEA. Untuk regenerasinya, MDEA akan dipanaskan di amine
regenerator dimana H2S dan CO2 akan dilepaskan menjadi gas asam.
Pada dasarnya, studi ini mempelajari bagaimana pengaruh perubahan konsentrasi MDEA terhadap
kemampuannya untuk menanggulangi konsentrasi H2S yang bervariasi. Penurunan konsentrasi MDEA akan
meningkatkan penyerapan atau selektivitas MDEA terhadap H2S. Dimana proses ini akan mengurangi
penyerapan CO2 yang nantinya akan mempengaruhi kondisi regenerasi dari MDEA. Hasil regenerasi MDEA
menunjukkan penurunan konsentasi CO2 terlarut di dalam MDEA. Penurunan konsentrasi CO2 terlarut di
MDEA akan meningkatkan kemampuan MDEA untuk menanggulangi konsentrasi H2S yang bervariasi. Oleh
karena itu, mempertahankan konsentrasi MDEA pada konsentrasi yang optimal akan memberikan penyerapan
H2S yang efektif.
Gas keluaran dari proses gas sweetening kemudian diolah kembali dalam sistem pengolahan limbah sulfur. Hal
ini dilakukan agar gas keluaran ini aman bagi lingkungan. Beberapa metode sistem pengolahan limbah sulfur
antara lain metoda LOCAT, SulFerox, Shell-paques, dan Sulfinol. Dalam studi ini akan digunakan metode
LOCAT untuk sistem pengolahan limbah sulfur karena memiliki nilai efisiensi yang paling tinggi.
Kata Kunci: hidrogen sulfida, absorpsi amina, metildietanolamina, sistem pengolahan limbah sulfur
*) Mahasiswa Program Studi Teknik Perminyakan – Institut Teknologi Bandung
**)Dosen Pembimbing, Program Studi Teknik Perminyakan – Institut Teknologi Bandung

Fikar Cita (12206042) 2
I. PENDAHULUAN
1.1 Latar Belakang
Gas alam merupakan sumber daya alam yang
terdiri dari senyawa hidrokarbon (CxHy) dan
komponen non-hidrokarbon lainnya seperti N2, O2,
CO2, H2S, COS, RSH, dan lain-lain. Gas alam
merupakan gas nyata sehingga persamaan gas ideal
tidak dapat digunakan untuk perhitungan karena
kondisinya jauh dari keadaan ideal. Untuk itu,
suatu koreksi dilakukan terhadap volume gas pada
keadaan tekanan dan temperatur reservoir dengan
volume gas pada keadaan ideal atau standar yang
dinamakan sebagai faktor deviasi gas atau Z-factor.
Harga Z-factor dipengaruhi oleh tekanan,
temperatur, dan komposisi gas. Gas alam yang
dihasilkan di permukaan dikelompokkan menjadi
dua kategori:
Associated gas, yakni gas yang terproduksi
sebagai produk ikutan dari minyak bumi yang
terproduksi, dan
Non-associated Gas, yakni gas yang
terproduksi bukanlah sebagai produk ikutan
dari minyak bumi yang terproduksi,
melainkan memang sebagai produk utama
dari suatu reservoir
Kelompok yang kedua ini, walaupun di dalam
reservoir terbentuk dalam satu fasa, mungkin di
permukaan berubah menjadi gas dan cairan. Kadar
cairan menjadi patokan kasar pembagian lebih
lanjut dari non – associated gas menjadi gas kering
dan gas basah (kondensat). Gas disebut kering bila
GOR > 100000 scf/stb, sebaliknya apabila GOR
berkisar 70000 – 100000 scf/stb maka disebut
sebagai gas basah. Klasifikasi yang tepat baru
diperoleh dari diagram fasa dari fluida reservoir.
Gambar 1. Contoh Diagram Fasa(1)
1.1.1 Sifat – sifat Gas Ideal
Suatu gas ideal adalah fluida yang :
a. Memiliki volume dari molekul relative dapat
diabaikan dibandingkan dengan volume dari
fluida secara menyeluruh.
b. Tidak memiliki gaya tarik atau gaya tolak antara
sesame molekul atau antara molekul dengan
dinding dari tempat dimana gas itu berada.
c. Semua tubrukan dari molekul bersifat elastik
murni, yang berarti tidak ada kehilangan energy
dalam akibat tubrukan tadi.
Dasar untuk menggambarkan suatu gas ideal
datang dari percobaan – percobaan yang kemudian
dikenal sebagai hukum – hukum gas.(2)
a. Hukum Boyle
Mengatakan bahwa perubahan volume dari
suatu gas ideal berbanding terbalik dengan
tekanan pada temperature konstan.
(1)
b. Hukum Charles
Mengatakan bahwa perubahan volume
sebanding dengan perubahan temperature pada
tekanan yang konstan.
(2)
c. Hukum Avogadro
Mengatakan bahwa pada kondisi tekanan dan
temperature yang sama suatu gas ideal dengan
volume yang sama akan mempunyai jumlah
molekul yang sama.
Dari gabungan ketiga hukum di atas maka didapat
suatu persamaan kesetimbangan,
(3)
1.1.2 Sifat – sifat Gas Nyata
Beberapa asumsi telah digunakan untuk
memformulasikan persamaan kesetimbangan untuk
gas ideal. Namun asumsi tersebut tidak tepat untuk
gas yang berada pada kondisi jauh dari kondisi
ideal atau standar. Untuk menanggulangi hal
tersebut digunakan suatu koreksi yang dinamakan
sebagai faktor deviasi gas (Z). Faktor deviasi gas
didefinisikan sebagai perbandingan antara volume
gas pada keadaan tekanan dan temperature
sebenarnya dibagi dengan volume gas pada
keadaan ideal atau standar.
atau (4)
Persamaan kesetimbangan menjadi
(5)
Dimana untuk gas ideal harga Z = 1.
Harga faktor deviasi gas tergantung dari perubahan
tekanan, temperature atau komposisi gas. Gambar
2. (Z vs P) menunjukkan Z yang umum terhadap
tekanan untuk suatu temperature dan komposisi gas
tertentu.

Fikar Cita (12206042) 3
Gambar 2. Z-faktor vs P(3)
1.1.3 Komposisi Gas Alam
Sebelum gas alam diproses, komposisi dari gas
alam terlebih dahulu dianalisis. Hal ini dilakukan
karena data komposisi fluida sangat diperlukan
untuk perancangan Fasilitas Permukaan. Komposisi
dari suatu campuran gas alam diekspresikan
sebagai fraksi mol, fraksi volume atau fraksi berat
dari setiap komponen. Atau dapat juga
diekspresikan sebagai persen mol, persen volume,
dan persen berat.
Fraksi mol, , didefinisikan sebagai :
(6)
sehingga berat molekul total untuk suatu campuran
adalah
(7)
Fraksi volume, , didefinisikan sebagai:
(8)
Fraksi berat, , didefinisikan sebagai:
(9)
1.1.4 Gas Ikutan
Gas alam yang diproduksikan dari suatu reservoir
gas mengandung berbagai macam komponen
hidrokarbon ringan dan hidrokarbon yang lebih
berat, serta komponen non-hidrokarbon, dengan
komponen utama yaitu metana.
Gas alam yang masih mengandung pengotor
(impurities) memerlukan penanganan tertentu
sebelum dijual sehingga memenuhi spesifikasi
yang telah ditetapkan. Spesifikasi gas jual (sales
gas) dapat dinyatakan berdasarkan komposisi, sifat
hidrokarbon, dan nilai kalor dari gas yang
terproduksi. Pemilihan rancangan dan sistem
pengoperasian yang dibutuhkan untuk proses
penghilangan impurities CO2 dan H2S bergantung
pada sifat fluida reservoir.
Komponen gas ikutan atau impurities dari gas alam
seperti karbon dioksida (CO2) dan hidrogen sulfida
(H2S) harus dihilangkan dengan cara menurunkan
konsentrasinya agar dapat diterima oleh pihak
pembeli gas. Spesifikasi produk jual gas yang
berlaku yakni < 4 ppm-mol H2S dan 5%-mol CO2.
Komponen gas ikutan ini dikenal dengan istilah gas
asam atau acid gas. CO2 dapat bereaksi dengan air
membentuk asam karbonat (H2CO3), sedangkan
H2S dapat bereaksi dengan air membentuk asam
sulfat (H2SO4).
Salah satu contoh gas pengotor ialah hydrogen
sulfide atau biasa disebut H2S. Hidrogen sulfida
merupakan jenis gas yang sangat beracun, tidak
terlihat dan dapat menyebabkan ledakan. Formula
kimia dari gas ini adalah H2S. Hidrogen Sulfida
memiliki bau menyerupai telur busuk, dan pada
konsentrasi yang tinggi dapat menyebabkan
kematian yang cepat. Tabel 1. menunjukkan akibat
yang akan ditimbulkan oleh H2S dalam berbagai
konsentrasi.
Tabel 1. Toksisitas Hidrogen Sulfida(4)
PPM 0-2 min 2-15 min 15-30 min
5-100 - - -
100-150 - Batuk , Iritasi pada
mata
Gangguan pada
pernapasan dan
sakit pada mata
150-200 - Kehilangan
kemampuan indra
pembau
Iritasi pada
tenggorokkan dan
mata
250-350 - Iritasi mata,
kehilangan
kemampuan indra
pembau
Iritasi pada mata
350-450 - Kehilangan
kemampuan
membau
Kesulitan bernapas
500-600 Batuk,
Kolaps
Gangguan
pernapasan,
Kolaps
Iritasi serius pada
mata, light shy,
Memungkinkan
terajadinya
kematian
>600 Tidak
sadar
Kematian Kematian

Fikar Cita (12206042) 4
1.2 Tujuan Penelitian
Tujuan dari penelitian ini adalah :
a. Memahami pengaruh perubahan konsentrasi
larutan amine (MDEA) terhadap konsentrasi
H2S.
b. Mendapatkan konsentrasi larutan MDEA
optimal untuk menanggulangi keberadaan H2S.
c. Merekomendasikan sistem pengolahan limbah
sulfur yang sesuai dengan kondisi lapangan gas
X dan memenuhi aturan yang ada.
d. Memahami pengaruh perubahan konsentrasi
H2S terhadap kemampuan sistem pengolahan
limbah sulfur di lapangan gas X.
II. Teori Dasar
2.1 Gas Sweetening
Gas alam yang masih mengandung H2S, CO2, dan
senyawa asam lainnya disebut sour gas, sedangkan
gas alam yang sudah dihilangkan kandungan
asamnya disebut sweet gas. Proses penghilangan
komponen – komponen asam dari gas alam disebut
proses gas sweetening. Baik H2S maupun CO2
merupakan senyawa yang tidak diinginkan berada
di dalam gas alam. Hal tersebut disebabkan karena
komponen gas asam tersebut bersifat korosif, dapat
menurunkan kandungan panas sehingga
menurunkan harga jual gas dan berdampak buruk
bagi lingkungan. Sehingga, perlu pengolahan gas
lebih lanjut untuk memenuhi spesifikasi produk
jual gas.
Beberapa faktor yang harus dipertimbangkan dalam
menentukan proses pengolahan gas adalah sebagai
berikut:
a. Jenis kontaminan gas asam yang terkandung di
dalam aliran gas alam atau sour gas
b. Konsentrasi dari tiap kontaminan dan derajat
penghilangan yang diinginkan
c. Jumlah atau volum gas yang akan diproses,
meliputi temperatur dan tekanan gas
d. Kemungkinan terjadinya recovery sulfur
e. Selektif dalam menyingkirkan satu atau lebih
jenis kontaminan tanpa menghilangkan
komponen yang lain.
f. Keberadaan dan jumlah fraksi berat
hidrokarbon dan aromatik di dalam gas.
Dalam pemilihan proses ini, perlunya penentuan
terhadap laju alir, temperatur, tekanan, konsentrasi
gas asam di sour gas.
2.2 Amine Scrubbing System
Selama kurang lebih 70 tahun, proses alkanolamine
menjadi teknik terbaik dalam menghilangkan H2S
dan CO2 dari gas alam. Teknik ini didasarkan pada
reaksi alkanolamine dan H2S dan/atau CO2 untuk
memberikan suatu garam water-soluble amine acid
gas. Reaksi ini menghasilkan garam amine-sulfide
yang dapat reversible pada temperatur tinggi dan
memperbolehkan amine untuk diregenerasi dan di
daur ulang. Namun demikian, sebagian amine yang
terdegradasi tidak dapat diregenerasi dan harus di-
purging. Hal ini disebabkan amine yang
terdegradasi tersebut telah kehilangan
kemampuannya untuk mengadsorpsi gas asam.
Jenis amine yang tersedia antara lain
monoethanolamine (MEA) dan diglycolamine
(DGA) yang merupakan amina primer,
diethanolamine (DEA) dan diisopropanolamine
(DIPA) yang merupakan amina sekunder,
methyldiethanolamine (MDEA) dan
triethanolamine (TEA) yang merupakan amina
tersier. Akan tetapi, aplikasi Triethanolamine
(TEA) masih jarang digunakan.. Zat pengotor
selain CO2 dan H2S, seperti COS, CS2, merkaptan,
HCN, NH3, dan hidrokarbon berat lainnya akan
secara langsung mempengaruhi pemilihan proses.
COS dan CS2 akan bereaksi tak reversibel dengan
MEA dan akan menyebabkan kehilangan pelarut.
Kehilangan pelarut akan menyebabkan biaya
operasi menjadi semakin besar. Karena MDEA
tidak akan bereaksi dengan COS dan CS2, maka
MDEA merupakan pilihan yang lebih baik jika
menggunakan pelarut alkanoamina. Tabel 2. dan
Tabel 3. menunjukkan beberapa keterangan
tambahan mengenai proses absorpsi dengan proses
alkanolamine.
Tabel 2. Pelarut Teknologi Absorpsi Kimia(5)
Proces Absorpsi Kimia Pelarut
MEA 2,5 n monoethanolamine and
chemical inhibitors
Amine Guard (MEA) 5n monoethanolamine and
chemical inhibitors
Econamine (DGA) 6 n diglycolamine
ADIP (DIPA & MDEA) 2-4n diisopropanolamine 2n
methyldiethanolamine
MDEA 2 n methyldietanolamine
Flexorb/KS-1, KS-2, KS-3 Hindered amine
Tabel 3. Kondisi Proses Teknologi Absorpsi
Kimia(5)
Proces Absorpsi Kimia Kondisi Proses
MEA 40oC, ambient-intermediate
pressures
Amine Guard (MEA) 40oC, ambient intermediate
pressures
Econamine (DGA) 80-120oC 6.3 MPa
ADIP (DIPA & MDEA) 35-40oC, >0.1 MPa
MDEA -
Flexorb/KS-1, KS-2, KS-3 -

Fikar Cita (12206042) 5
Tabel 4. Pengembang Teknologi Absorpsi Kimia(5)
Proces Absorpsi Kimia Pengembang
MEA Dow Chemical, USA
Amine Guard (MEA) Union Carbide, USA
Econamine (DGA) SNEA version by Societe
National Elf Aquitane,
France
ADIP (DIPA & MDEA) Shell, Netherland
MDEA Exxon, USA: M.H.I
Flexorb/KS-1, KS-2, KS-3
Tabel 5. Proses Absorpsi Kimiawi(6)
Parameter Proses Amina
Absorban MEA, DEA, DGA, MDEA
Tekanan operasi, psi ~ 1000
Temperatur operasi, oF 100 – 400
Recovery absorban Reboiled stripping
Biaya utilitas Tinggi
Selektivitas H2S/CO2 Selektif untuk beberapa
amine (MDEA)
Kehadiran O2 Degradasi produk
Penghilangan CO2 & CS2 MEA – not removed
DEA – slightly removed
DGA – removed
Kendala operasi Solution degradation
Foaming
Corrosion
Pelarut MDEA sering digunakan untuk
menyingkirkan CO2, H2S, COS, dan RSH dari gas
sintetik, gas alam atau gas lainnya, dengan rasio
CO2 terhadap H2S yang sangat besar. Produk dari
proses ini adalah gas dengan kandungan gas inert
yang sangat kecil (memisahkan H2S sampai kurang
dari 4 ppmv dan konsentrasi CO2 sampai 2%).
Proses ini dapat menghasilkan food-grade CO2
dengan kemurnian CO2 minimal 99.9 %-v dan
maksimal H2S 1 ppm v/v.
Reaksi H2S dengan MDEA melibatkan
perpindahan proton seperti yang terjadi pada amina
lainnya. Reaksi kimia H2S dengan MDEA adalah
sebagai berikut: (7)
H2S + R2NCH3 R2NCH4 + + HS- (1)
Karena MDEA merupakan amina tersier dan tidak
memiliki atom hidrogen, maka reaksi CO2 hanya
dapat terjadi setelah terbentuknya ion bikarbonat.
Reaksi kimia CO2 dengan air adalah sebagai
berikut : (7)
CO2 + H2O HCO3-+ H+ (2)
Reaksi pembentukan bikarbonat berjalan lambat.
Bikarbonat merupakan bagian dari reaksi gas asam
dengan amina untuk menghasilkan reaksi CO2
keseluruhan. (7)
H2O + CO2 + R2NCH3 R2NCH4 + +HCO3
- (3)
Laju absorpsi CO2 oleh MDEA dapat meningkat
secara signifikan dengan menambahkan amina
primer atau sekunder pada konsentrasi yang kecil
sebagai sebuah aktivator. Akselator umum yang
digunakan adalah DEDA (Di-Ethylene-Di-Amine)
atau piperazin, senyawa diamine yang berbentuk
cincin.
Proses sirkulasi yang terjadi pada amine scrubbing
system dapat dijelaskan sebagai berikut:
Sour gas masuk ke dalam absorber column dari
bagian inlet di bagian bawah dan dikontakkan
dengan larutan amine secara counter-current.
Gas alam yang telah dimurnikan (sweet gas)
keluar dari bagian outlet absorber column di
bagian atas.
Larutan amine yang membawa gas asam (rich
amine) keluar dari bagian outlet absorber
column di bagian bawah menuju lean/rich
amine heat exchanger.
Rich amine dipanaskan di dalam heat exchanger
memanfaatkan panas dari lean amine (larutan
amine yang telah diregenerasi dan tidak
mengandung gas asam).
Rich amine kemudian dipanaskan lebih lanjut di
dalam regeneration column dengan
memanfaatkan panas dari steam yang
dibangkitkan di dalam reboiler sehingga
kandungan gas asam (H2S dan CO2) terlepas
dan larutan amine teregenerasi.
Steam dan gas asam yang dipisahkan dari rich
amine dikondensasikan dan didinginkan di
dalam reflux condenser.
Steam yang terkondensasi dipisahkan di dalam
reflux accumulator dan dikembalikan ke dalam
reboiler, sedangkan gas asam dialirkan di-flare
atau di alirkan ke sulfur recovery system.
Lean amine kemudian didinginkan lanjut di
dalam heat exchanger dan dialirkan kembali ke
absorber column dari inlet bagian atas.
2.3 Teknik Membran
Teknologi Membran adalah salah satu teknologi
alternatif untuk memisahkan gas CO2
(karbondioksida) dan H2S (hidrogen sulfida) atau
disebut juga gas yang bersifat asam (acid gas) dari
gas alam agar kualitas gas alam menjadi lebih baik
sesuai dengan tuntutan/kebutuhan konsumen atau
aliran proses berikutnya.

Fikar Cita (12206042) 6
Membran merupakan suatu saringan tipis yang
bersifat semi-permeable. Saat ini, membran
komersial yang digunakan untuk menghilangkan
CO2 terbuat dari bahan polimer, di antaranya
cellulose acetate, polyamides, polyimides,
polysulfonates, polycarbonates, dan
polyetherimide. CO2 dan H2S dipisahkan dari gas
alam dengan permeasi selektif melalui suatu
membran fiber lubang. Tenaga pendorongnya
adalah perbedaan tekanan parsial melewati
membran untuk CO2, H2S, CH4, dan komponen gas
lainnya. Komponen yang paling cepat melewati
membran adalah CO2 dan H2S, sedangkan CH4
adalah komponen yang paling lambat. Teknologi
membran berdasarkan polymeric hollow fiber
secara efektif memisahkan CO2 dari fasa gas
hidrokarbon. Kinerja membran sangat tergantung
pada kandungan CO2 di dalam gas umpan,
spesifikasi produk CO2, tekanan operasi, tekanan
permeasi, dan temperatur operasi. Untuk suatu
spesifikasi sales gas, pertambahan kandungan CO2
dalam gas masukan memerlukan penambahan luas
permukaan membran.
Dipilihnya teknologi membran untuk
penyingkiran/pemisahan gas CO2 & H2S dengan
beberapa alasan, antara lain: investasi relatif
rendah, bentuknya kompak dan mudah
dioperasikan, tidak membutuhkan bahan kimia,
biaya operasi/pemeliharaan rendah, fleksibel dan
dapat disesuaikan dengan kebutuhan pemakai.
Peralatan berbasis membran sangat cocok untuk
ditempatkan pada daerah terpencil (remote area)
atau lepas pantai (offshore) dengan fasilitas utilitas
terbatas. Namun, hal ini akan merugi bila tidak
memperhatikan faktor yang harus diantisipasi,
antara lain : Biasanya pada aliran (stream) gas alam
ada liquid (cairan) terikut seperti air, glycol, amina,
pelumas, maka akan menyebabkan membran
membengkak (swelling) merusak keutuhan
membran, juga hydrocarbon berat (> C15) yang
terikut akan melapisi permukaan membran
sehingga mengurangi kecepatan permeasi, di
samping itu material padatan akan menutup daerah
resapan dari membran serta juga senyawa
corrosion inhibitor atau additive yang dipakai
untuk sumur pengeboran.
Di Indonesia, teknologi membran untuk
memisahkan gas CO2 dan H2S dari gas alam masih
belum banyak digunakan.
2.4 Teknik Pengolahan Limbah Sulfur
Off gas dari proses gas sweetening harus diproses
lebih lanjut dalam Sulfur Recovery Unit (SRU)
untuk mengurangi konsentrasi H2S dan kandungan
mercaptan (RSH) yang masih terdapat di dalam off
gas tersebut. H2S dan mercaptan nantinya akan
dijadikan padatan sulfur yang dapat bernilai
ekonomis dan aman bagi lingkungan. Ada banyak
reaksi terjadi dalam SRU, namun secara umum
adalah sebagai berikut:
1. Desulfurisasi H2S :
2. Desulfurisasi Mercaptan (asumsi: metil
mercaptan) :
Berdasarkan PERMENLH No.13 Tahun 2009, ada
dua batas baku emisi untuk limbah sulfur, yaitu
baku emisi pembakaran gas (150 mg/m3) dan emisi
sulfur recovery unit (minimum recovery SRU
95%).
2.4.1 LOCAT
LOCAT digunakan untuk memisahkan H2S dan
memproduksi sulfur dengan kandungan sulfur yang
tinggi dari aerobik maupun anaerobik termasuk gas
wellhead, fuel gas, acid gas, natural gas dan karbon
dioksida, claus tail gas, syntehsis gas dan saluran
udara. Penurunan yang tidak terbatas tergantung
dengan konsentrasi H2S, laju sulfur dan laju gas
dengan kapasitas dari hanya beberapa pound per
hari hingga lebih dari 25 tpd.
Produk akhir dari sistem ini berupa produk sulfur seperti slurry, filter cake atau sulfur cair dengan
kandungan tinggi. Umumnya, cake sulfur dapat
dikumpulkan di lahan yang tidak berbahaya.
2.4.2 SulFerox
SulFerox digunakan untuk memisahan Hidrogen
Sulfida (H2S) dari rentang produksi sulfur 0,1 s.d.
20 tpd. Aplikasi sulferox dapat digunakan pada gas
alam, amine tail gas, enhanced oil recovery CO2
recycle, refinery gas, geothermal, syngas, dan gas
produksi offshore. Produk akhir dari sistem ini
berupa bubuk sulfur.
2.4.3 Shell-Paques
Shell-paques merupakan sistem dengan proses
desulfurisasi biologis dari gas bertekanan tinggi,
synthesis gas dan Claus tail gas. Unit Shell-Paques
dapat dirancang untuk menangani gas yang
mengandung 5 ppmv H2S dimana menghasilkan
recovery sulfur lebih dari 99.99% sulfur dari
sumber gas. Biosulfur yang diproduksikan dapat
digunakan langsung sebagai pupuk karena
mempunyai karakter hidrophilic. Bio-sulfur dapat
dicuci dan dilelehkan untuk memproduksi produk
berupa sulfur cair yang dapat digunakan untuk
kebutuhan industri. Karakter hidrophilic bio-sulfur
akan hilang setelah dilelehkan.

Fikar Cita (12206042) 7
2.4.4 Sulfinol
Sulfinol digunakan untuk memisahkan H2S, COS,
RSH dan senyawa sulfur organik yang lain, serta
CO2 dari gas alam, gas sintesis dan refinery gas.
Total senyawa sulfur dapat diproses dan dikurangi
hingga mencapai level ultra-low ppm sehingga
sesuai dengan kebutuhan refinery-fuel dan
spesifikasi produk jual gas.
Aplikasi yang telah dikembangkan mampu secara
selektif memisahkan H2S, COS, RSH dan senyawa
sulfur organik yang lain untuk kebutuhan
spesifikasi produk jual gas, tetapi hanya
penyerapan sebagian untuk senyawa CO2 dengan
kandungan yang tinggi. Rangkaian proses
Sulfinol/Claus/SCOT dapat digunakan secara
ekonomis, dimana sistem Sulfinol yang terintegrasi
dapat menangani pemisahan H2S secara selektif
dan proses SCOT dapat mengolah offgas dari
proses Claus.
Tabel 6. Perbandingan SRU LOCAT dan
SulFerox(8)
Parameter LO-CAT SulFerox
Recovery
sulfur
Dapat
mengrecovery
Sulfur dari H2S
(99.9%) dan
mercaptan
Dapat
mengrecovery
Sulfur dari H2S
(99.5%) dan
mercaptan
(% tidak diketahui) (% tidak diketahui)
Kualitas
sulfur
Sulfur kemurnian
99,9%
Sulfur dengan
Kemurnian 80 s.d.
99,5%
Pertimbangan
feed
Dapat menangani
H2S dari beberapa
ppm s.d. 100 H2S.
Dapat menangani
H2S dari beberapa
ppm s.d. 100 H2S.
Aliran dari
beberapa pound
t/day s/.d lebih dari
25 t/day
Aliran dari 0.1 t/day
s.d. lebih dari 20
t/day
Kondisi
operasi
T ; 40 s.d. 140 oF T : 110 s.d. 140 oF
P: 14,7 s.d.
beberapa ratus psi
P : 14,7 s.d. 514,7
psi
Instalasi 119 unit telah
beroperasi
30 unit telah
beroperasi
Licensor Gas technology
product LLC, a
Merchem Co.
Shell Global
Solutions
International B.V.
Tabel 7. Perbandingan SRU Shell-Paques dan
Proprietary Claus(8)
Parameter Shell-Paques Proprietary Claus
Recovery
sulfur
Dapat merecovery
sulfur dari H2S
(99.9%) dan Tidak
dapat recover
mercaptan
Dapat merecovery
sulfur dari H2S
(99.9%) dan
merkaptan 99,9 %
Kualitas sulfur Lumpur Biosulfur.
sulfur dapat
dimurnikan hingga
99+%
99,8% murni sulfur
Pertimbangan
feed
Dapat menangani
aliran dengan
kandungan H2S
rendah s.d. 20 t/day
Dapat menangani
aliran dengan
kandungan H2S rendah
s.d. 100 t/day
Kondisi
operasi
T : 39 s.d. 50 oF T : 952 s.d.1200 oC
P: mencapai 1102,5
psi
Penurunan tekanan
4,41 s.d. 7,35 psi
Instalasi 1 unit telah di instal
dan 1 unit dalam
proses.(4)
Tidak diketahui
Licensor Shell-Paques ;
Paques B.V. dan
Shell Global
Solutions
International B.V.
Shell Global Solutions
International B.V.,
BVPI (Black and
Veatch Pritchard),
Parsons, Jacobs (Stork
Comprimo), Lurgi,
Davy, TPA, Siirtec
Nigi
III. Metode Penelitian
Untuk menghilangkan kandungan H2S dari gas
alam digunakan proses absorpsi kimia dengan
larutan methyldiethanolamine atau biasa disebut
juga dengan MDEA yang dikombinasikan dengan
teknologi membrane agar dapat mengurangi
konsentrasi H2S hingga 4 ppm. Pada penelitian ini
akan dilihat bagaimana pengaruh perubahan
konsentrasi larutan MDEA terhadap
kemampuannya untuk menanggulangi kandungan
H2S dalam gas alam. Data-data yang digunakan
adalah data dari lapangan gas X.
Langkah pertama yang dilakukan adalah membuat
process flow diagram (PFD) dari software
komersil yang akan digunakan. Dalam hal ini
dibuat PFD untuk proses acid gas removal unit
(AGRU) dan Sulfur Recovery Unit (SRU) .
Langkah selanjutnya adalah memilih model base
case yang akan digunakan. Dalam hal ini model
base case yang digunakan adalah kondisi awal dari
lapangan gas X. Data-data komposisi fluida dan
komponen AGRU yang digunakan merupakan
kondisi dari lapangan gas X.
Langkah selanjutnya adalah melakukan studi
sensitivitas dengan merubah parameter konsentrasi
MDEA dan H2S di inlet absorber sehingga dapat
melihat hubungan dari kedua parameter tersebut.
Dari hubungan kedua parameter tersebut kemudian
dapat dipilih kondisi optimal konsentrasi MDEA
yang dapat digunakan untuk lapangan gas X.
Langkah terakhir yang dilakukan adalah
merekomendasikan jenis SRU yang akan
digunakan. Jenis SRU yang dipilih harus mampu
memenuhi standar sesuai dengan PERMENLH No.
13 Tahun 2009 dalam berbagai konsentrasi H2S.
Setelah pemilihan proses SRU, dilakukan kembali
sensitivitas konsentrasi MDEA dan konsentrasi

Fikar Cita (12206042) 8
H2S untuk melihat pengaruhnya terhadap kinerja
proses yang dipilih.
3.1 Simulasi Software
Dalam melakukan penelitian ini, digunakan
software komersil. Data yang dimasukkan ke dalam
software ini adalah data komposisi fluida dari
lapangan gas X. Kemudian dari data komposisi ini
dilakukan simulasi untuk mendapatkan hubungan
antara konsentrasi larutan MDEA dan konsentrasi
H2S.
Selain itu, yang harus diperhatikan juga adalah data
tekanan dan temperatur dari komponen-komponen
penting dari sistem AGRU yang digunakan seperti
amine absorbe, membrane, dan amine regenerator.
3.2 Analisa Sensitivitas
Pada tahap ini, dilakukan berbagai perubahan
konsentrasi pada komposisi sour gas dan larutan
MDEA untuk mendapatkan hubungan antara
konsentrasi MDEA dengan konsentrasi H2S,
konsentrasi MDEA dengan output CO2, dan
konsentrasi H2S dengan CO2 terlarut di dalam
MDEA. Selain itu dilakukan juga sensitivitas
konsentrasi H2S terhadap kemampuan SRU yang
digunakan.
IV. Data dan Hasil Penelitian
4.1 Data Penelitian
Data yang digunakan dalam penelitian ini meliputi
data komposisi fluida dan tekanan serta temperatur
dari komponen-komponen AGRU seperti amine
absorbe, membrane, dan amine regenerator.
Tabel 8. Data Komposisi Fluida.
H2S 13000 ppm
CO2 30 % mol
N2 0.94 % mol
Metana 63.5 % mol
Etana 2 % mol
Propana 0.6 % mol
i-Butana 0.16 % mol
n-Butana 0.18 % mol
i-Pentana 0.08 % mol
n-Pentana 0.07 % mol
n-Hexana 0.1 % mol
C7+ 0.96%
H2O 0
M-Merkaptan 60 ppm
O2 0
S_Rhombic 0
Laju alir fluida = 30 MMSCFD
Tabel 9. Kondisi amine absorber.
T inlet sour gas
120 F
48.7 C
P inlet sour gas 610 psia
T inlet MDEA
127 F
52.7 C
P inlet MDEA 600 psia
T absorber
122 F
50 C
P absorber 600 psia
T out sweet gas
127.3 F
52.9 C
P out sweet gas 598.7 psia
T out rich amine
164 F
73.3 C
P out rich amine 600.7 psia
Tabel 10. Kondisi membrane.
P inlet 589.7 psia
P out sweet gas 579.7 psia
P out acid gas 19.7 psia
Tabel 11. Kondisi amine regenerator.
T inlet
192.2 F
88.9 C
P inlet 29.9 psia
P condenser 29.74 psia
P reboiler 30.46 psia
T out acid gas
122 F
50 C
P out acid gas 29.74 psia
T out lean amine
248.7 F
120.4 C
P out lean amine 30.46 psia
Tabel 12. Kondisi inlet SRU
Temperature 120 F
48.7 C
Pressure 2 psig

Fikar Cita (12206042) 9
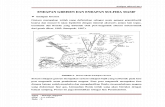
4.2 Pembuatan Process Flow Diagram (PFD)
Sistem acid gas removal unit (AGRU) yang
digunakan pada lapangan gas ini memiliki 3
komponen penting yaitu amine absorber,
membrane, dan amine regenerator. Proses
pembuatan PFD ini adalah untuk membuat skema
alir dari proses sweetening. Gambar 3 merupakan
PFD dari sistem AGRU yang digunakan sebagai
base case untuk studi ini.
Skema di atas merupakan PFD yang digunakan
untuk simulasi yang akan dilakukan. Sour gas akan
masuk di bagian bawah amine absorber dan
MDEA masuk di bagian atas amine absorber.
MDEA dan sour gas akan dikontakkan secara coun
ter-current. Gas yang telah dimurnikan (sweet gas)
akan keluar dari bagian atas amine absorber
menuju sweet gas cooler dan sweet gas kick off
drum sebelum masuk ke membran untuk dilakukan
penghilangan gas asam yang masih tersisa di dalam
gas. Rich amine keluar dari bagian bawah amine
absorber menuju amine low pressure flash untuk
diturunkan tekanannya kemudian masuk ke dalam
amine regenerator untuk memurnikan kembali
larutan MDEA. Larutan MDEA ini kemudian akan
digunakan kembali untuk melarutkan gas asam di
amine absorber.
4.3 Hasil Penelitian
Berikut ini disajikan hasil studi sensitivitas yang
dilakukan dengan menggunakan software.
Tabel 13. Sensitivitas H2S vs larutan MDEA
Input H2S MDEA
H2S @
MDEA
CO2 @
MDEA
(ppm) (fraksi massa) (fraksi massa) (fraksi massa)
14000 0.4958 0.0004 0.0069
15000 0.4887 0.0004 0.0067
16000 0.4834 0.0004 0.0065
17000 0.4777 0.0004 0.0064
18000 0.4732 0.0004 0.0062
19000 0.4690 0.0004 0.0061
20000 0.4647 0.0004 0.0060
21000 0.4603 0.0004 0.0059
22000 0.4566 0.0004 0.0058
23000 0.4533 0.0004 0.0057
24000 0.4499 0.0004 0.0056
25000 0.4469 0.0004 0.0055
Tabel 14. Sensitivitas H2S vs perbandingan zat
terlarut dalam MDEA
Input H2S MDEA : H2S @
MDEA
MDEA : CO2 @
MDEA (ppm)
14000 1209.4347 71.6220
15000 1214.6668 72.8654
16000 1209.5776 73.8585
17000 1213.6705 74.9068
18000 1208.4832 75.7474
19000 1209.1868 76.5344
20000 1211.1005 77.3492
21000 1213.4006 78.1835
22000 1210.2869 78.9059
23000 1209.3749 79.5485
24000 1209.3741 80.1880
25000 1207.0121 80.7712
Tabel 15. Sensitivitas MDEA vs output CO2
H2S MDEA CO2
(ppm) (fraksi massa) (fraksi mol)
13000 0.4930 0.0340
15000 0.4887 0.0343
17000 0.4777 0.0347
20000 0.4652 0.0353
22000 0.4572 0.0357
25000 0.4471 0.0363
Tabel 16. Mass Flow H2S dan CO2 di SRU
H2S
(ppm)
Mass Flow H2S (kg/h) Mass Flow CO2 (kg/h)
Inlet SRU Outlet SRU Inlet SRU Outlet SRU
13000 654.5584 0.65455842 18156.62 18156.619
15000 761.4708 0.76147084 18152.82 18152.82
17000 863.0376 0.86303758 18135.8 18135.796
20000 1015.503 1.01537447 18114.52 18114.842
22000 1117.046 1.11704587 18100.54 18100.545
25000 1269.674 1.26967403 18083.45 18083.449

Fikar Cita (12206042) 10
Tabel 17. Mass Flow RSH dan Total Volume Flow
di SRU
H2S
(ppm)
Mass Flow RSH (kg/h) Volume Flow (m3/h)
Inlet SRU Outlet SRU Inlet SRU Outlet SRU
13000 4.13989 0.004140 11101.9 10646.1423
15000 4.127407 0.004127 11178.8 10648.9355
17000 4.115549 0.004116 11245.06 10644.7996
20000 4.097996 0.004098 11346.54 10640.6957
22000 4.08629 0.004086 11414.06 10637.737
25000 4.06872 0.004069 11517.57 10635.4587
Tabel 18. Produk Sulfur dan Efisiensi SRU
H2S
(ppm)
Sulfur Product (ton/day)
H2S RSH Total Eff
13000 15.69369 0.099258 15.79295 0.999
15000 18.25702 0.098959 18.35598 0.999
17000 20.69219 0.098674 20.79086 0.999
20000 24.34769 0.098254 24.44594 0.999
22000 26.78229 0.097973 26.88026 0.999
25000 30.4417 0.097552 30.53926 0.999
Tabel 19. Kondisi Off Gas dari SRU H2S
(ppm)
Emisi Pembakaran Gas
(mg/m3)
Outlet CO2
@ SRU
13000 61.4832 91.63%
15000 71.5068 91.58%
17000 81.0760 91.53%
20000 95.4237 91.46%
22000 105.0078 91.42%
25000 119.3812 91.35%
V. Pembahasan
5.1 Acid Gas Removal Unit (Gas Sweetening)
Proses gas sweetening yang akan dilakukan di
lapangan ini dipilih berdasarkan komponen gas
alam dan laju alirnya. Berdasarkan data yang ada,
lapangan ini memproduksi gas sebesar 30 MMscfd
dengan kontaminan CO2 30 %, dan H2S sebesar
13000 ppm, maka metode yang direkomendasikan
untuk penanganan zat impurities CO2 dan H2S pada
lapangan ini yaitu kombinasi teknik absorpsi kimia
dengan pelarut alkanolamina MDEA (metil
dietanolamina) dan teknik membran dengan
menggunakan modul Hollow Fiber Cellulose
Acetate. Proses ini dipilih agar sistem mampu
menghilangkan kandungan gas asam (H2S dan
CO2) sampai batas maksimal konsentrasi keduanya
di dalam spesifikasi gas jual, yaitu 4 ppmv untuk
H2S dan 30 % mol untuk CO2.Proses ini dipilih
berdasarkan pada Gambar 4.
Gambar 4. Grafik hubungan konsentrasi CO2, laju
alir gas dan teknik penanganan yang
direkomendasikan(9)
Setelah memilih jenis proses yang akan dilakukan
di lapangan ini, kemudian dilakukan simulasi untuk
mencari hubungan antara konsentrasi MDEA yang
dibutuhkan untuk menangani konsentrasi H2S yang
bervariasi sehingga bisa didapatkan konsentrasi
MDEA yang optimal pada proses gas sweetening di
lapangan ini. Proses ini dilakukan dengan merubah
konsentrasi MDEA untuk tiap konsentrasi H2S
hingga mendapatkan konsentrasi keluaran H2S
yang diinginkan yaitu 4 ppm. Dalam simulasi ini
digunakan software komersil untuk memodelkan
proses yang terjadi.
Pada kondisi awal, dimana kandungan CO2 30%
dan H2S 13000 ppm, konsentrasi MDEA yang
digunakan adalah 0.492 fraksi massa. Kemudian
dilakukan sensitivity dengan merubah input
konsentrasi H2S serta input dari MDEA di inlet
amine absorber. Konsentrasi H2S itu sendiri
berkisar dari 13000 ppm sampai 25000 ppm.
Sedangkan untuk konsentrasi MDEA berkisar
antara 0.41 sampai 0.5 fraksi massa, karena apabila
input berada di luar kisaran tersebut sistem tidak
akan konvergen untuk kondisi lapangan gas X.
Untuk konsentrasi CO2 dan laju alir gas dibuat
konstan sesuai dengan kondisi awalnya dimana gas
mengalir sebesar 30 MMSCFD dan konsentrasi
CO2 30%. Konsentrasi MDEA di inlet absorber
sendiri masih terkandung impurities seperti CO2
dan H2S karena larutan amine yang masuk di inlet
absorber merupakan hasil recycle dari proses
sebelumnya, sehingga konsentrasi CO2 dan H2S di
inlet amine absorber ini pun akan bervariasi
dengan adanya perubahan konsentrasi MDEA
bergantung kepada kemampuan larutan amine
untuk menyerap acid gas dan digunakan kembali.
CO2=30%
Gas Flow Rate=30MMSCFD
Gas Flow
Rate=30MMSCFD

Fikar Cita (12206042) 11
Untuk output H2S di amine absorber
diseragamkan turun hingga mencapai 10 ppm
kemudian dialirkan menuju membrane sehingga
konsentrasinya turun hingga 4 ppm sedangkan CO2
< 5% mol, sesuai dengan batasan maximum
kandungan H2S dan CO2 di produk jual gas.
Gambar 5. Grafik hubungan antara H2S vs MDEA
Gambar 5. menunjukkan pengaruh dari perubahan
konsentrasi H2S terhadap konsentrasi MDEA yang
dibutuhkan. Dari grafik tersebut dapat dilihat
bahwa penambahan konsentrasi H2S ternyata
berbanding terbalik dengan kebutuhan MDEA.
Dimana dengan semakin betambahnya konsentrasi
H2S konsentrasi MDEA yang dibutuhkan menjadi
lebih sedikit.
Gambar 6. Grafik hubungan antara H2S vs MDEA
berbanding CO2 terlarut.
Gambar 6. menunjukkan tentang hubungan dari
konsentrasi H2S terhadap perbandingan konsentrasi
MDEA dan CO2 yang terlarut dalam MDEA di
inlet amine absorber. Gambar tersebut
menunjukkan bahwa dengan penambahan
konsentrasi H2S yang diikuti dengan penurunan
konsentrasi MDEA di inlet amine absorber
ternyata membuat perbandingan konsentrasi
MDEA berbanding CO2 terlarut di inlet amine
absorber menjadi meningkat. Ini menunjukkan
bahwa dengan penurunan konsentrasi MDEA akan
mengurangi absorpsi CO2 sehingga konsentrasi
CO2 yang di-recycle menjadi lebih sedikit.
Akibatnya konsentrasi CO2 terlarut di MDEA
menjadi berkurang dengan penurunan konsentrasi
MDEA.
Gambar 7. Grafik hubungan antara MDEA vs CO2
Gambar 7. menunjukkan hubungan dari perubahan
konsentrasi MDEA di inlet absorber terhadap
output CO2 setelah membran. Dari gambar tersebut
dapat dilihat bahwa penurunan konsentrasi MDEA
membuat output CO2 setelah membrane menjadi
lebih besar. Ini diakibatkan dari berkurangnya
konsentrasi MDEA membuat proses penyerapan
MDEA terhadap CO2 menjadi berkurang.
Analisa yang dapat diambil dari ketiga gambar di
atas adalah, penurunan konsentrasi MDEA akan
menyebabkan penurunan kemampuan penyerapan
MDEA terhadad CO2. Hal ini dapat terlihat dari
semakin membesarnya output CO2 akibat
penurunan konsentrasi MDEA. Ini dikarenakan
MDEA lebih utama digunakan untuk penyerapan
CO2 dan menyerap H2S secara selektif. Penurunan
tersebut membuat proses recycle MDEA akan
mengandung lebih sedikit CO2 seiring dengan
kenaikan konsentrasi H2S atau penurunan
konsentrasi MDEA. Hal ini membuat konsentrasi
CO2 terlarut di inlet amine absorber akan menjadi
lebih kecil dan membuat MDEA akan lebih selektif
terhadap penyerapan H2S. Sehingga penurunan
konsentrasi MDEA dapat membuat MDEA lebih
mampu menanggulangi konsentrasi H2S yang lebih
besar, walaupun output dari CO2 akan meningkat.
Akan tetapi output konsentrasi CO2 maupun H2S
tetap berada pada kondisi batas standar produk jual
gas. Selain itu, penambahan konsentrasi MDEA
berlebihan akan membuat kondisi penyerapan
0.44
0.45
0.46
0.47
0.48
0.49
0.5
0 10000 20000 30000
MD
EA (
mas
s fr
acti
on
)
H2S (ppm)
MDEA vs H2S
70
72
74
76
78
80
82
0 10000 20000 30000
MD
EA :
CO
2
H2S (ppm)
H2S – (MDEA : CO2)
3.35E-02
3.40E-02
3.45E-02
3.50E-02
3.55E-02
3.60E-02
3.65E-02
0.44 0.46 0.48 0.5C
O2
(m
ol F
ract
ion
)
MDEA (mass fraction)
MDEA - CO2

Fikar Cita (12206042) 12
terhadap H2S menjadi tidak optimal. Penurunan
konsentrasi MDEA ini sendiri harus tetap berada di
antara kisaran kerja optimal MDEA untuk lapangan
gas X, yaitu 0.41 sampai 0.5 fraksi massa.
Oleh karena itu, penggunaan MDEA sebesar 0.447
mass fraction di inlet MDEA merupakan
konsentrasi MDEA yang lebih optimal
dibandingkan dengan penggunaan konsentrasi
MDEA pada kondisi awal sebesar 0.492 mass
fraction. Ini dikarenakan dengan penggunaan
konsentrasi MDEA lebih kecil, sistem dapat
menanggulangi H2S hingga 25000 ppm dan
konsentrasi CO2 30% mol. Kemudian dilakukan
simulasi kembali dengan memasukkan data kondisi
awal lapangan gas X dimana konsentrasi H2S
13000 ppm dan CO2 30% mol dengan
menggunakan konsentrasi MDEA 0.447 mass
fraction. Hasilnya adalah H2S dapat diturunkan
menjadi 3 ppm walaupun konsentrasi CO2
meningkat menjadi 3.58% mol. Sebelumnya
dengan penggunaan MDEA 0.492 mass fraction,
kandungan H2S turun sampai 4 ppm dan CO2 turun
hingga 3.4% mol. Akan tetapi penggunaan MDEA
0.447 mass fraction tetap memberikan output yang
sesuai dengan batas standar produk jual gas.
5.2 Sulfur Recovery Unit
Kapasitas sulfur yang dihasilkan berdasarkan
kondisi base case adalah gas mengandung 13000
ppm H2S, 30%mol CO2, dan RSH 60 ppm.
Berdasarkan studi literatur yang dilakukan,
direkomendasikan metoda LOCAT untuk
digunakan sebagai sistem SRU untuk studi ini.
Alasan-alasan kenapa LOCAT dianggap paling
sesuai untuk sebagai sulfur recovery unit adalah
sebagai berikut :
Efisiensi Kerja LOCAT tergolong tinggi yaitu
mencapai 99.9%. Efisiensi kerja ini melebihi
batas minimal efisiensi kerja SRU yang
diharuskan yaitu 95% (PERMENLH No. 13
tahun 2009).
LOCAT dapat menangani merkaptan.
Kebutuhan zat kimia LOCAT lebih sedikit
dibandingkan SRU yang sejenis dengan
LOCAT yaitu SulFerox.
Unit LOCAT dibandingkan unit SRU seperti
SulFerox dan Shell-Paques paling banyak
digunakan di seluruh dunia. Sebanyak 119 Unit
LOCAT telah digunakan (sumber: Gas
Processing Hand Book, 2004).
Produk sulfur mempunyai kemurnian tinggi
(apabila gas mengandung merkaptan dalam
jumlah yang sangat kecil sekali).
Sulfur Recovery Unit LOCAT memiliki harga
yang lebih murah dibandingkan dengan
SulFerox, Shell-Paques, dan Claus.
Sulfur Recovery Unit tipe LOCAT memiliki 2
komponen utama yaitu Liquid-full Absorber dan
Oxidizer. Fungsi dari absorber ini adalah untuk
menyerap H2S ke dalam larutan alkali sedangkan
fungsi dari oxidizer adalah mengkonversi bentuk
H2S menjadi sulfur padatan melalui penambahan
auxiliary redox reagent. Gambar 8. menunjukkan
PFD dari SRU LOCAT.
Sour gas mengalami kontak dengan larutan catalist
iron chelate di absorber, dimana H2S akan diabsorb
dan dioksidasi menjadi sulfur padatan. Larutan
katalis yang tereduksi dikembalikan ke oksidizer
dimana udara mengoksidasi larutan katalis. Larutan
katalis kemudian dikembalikan ke dalam absorber.
Regenerasi secara kontinyu larutan katalis
membuat biaya operasi kimia menjadi rendah.
Tabel 20. Kondisi Inlet dan Outlet SRU Pada
Kondisi Base Case
Kondisi Operasi Satuan Inlet SRU Outlet SRU
Volume Flow mmscfd 9.43 9.04
Mass Flow kg/h 19550 18887.15
Mass flow H2S kg/h 654.56 0.65
Mass Flow CO2 kg/h 18157 18157
Mass Flow RSH kg/h 4.14 0.19 x10-6
fraksi Volume:
CO2 % 87.87 91.63
H2S ppm 40910.18 42.66
RSH(M-Merkaptan) ppm 183.28 0.19
produk sulfur
Sulfur ton/day 15.7
RSH(M-Merkaptan) ton/day 0.099
Total ton/day 15.8
Effisiensi % 99.99
Pada kondisi base case, LOCAT dapat menangani
hidrogen sulfida (H2S) dan mercaptan kemudian
menghasilkan produk sulfur sebesar 15.8 ton/day.
Efisiensi LOCAT mencapai 99.99% (> 95%) dan
emisi pembakaran gas sebesar 61.5 mg/m3 (< 150
mg/m3). Kedua hal tersebut memenuhi kondisi
standar dari PERMENLH No. 13 Tahun 2009
sehingga dapat digunakan sebagai sistem SRU
untuk lapangan gas X. Efisiensi kerja sistem ini
dilihat dari kemampuan sistem merubah total sulfur
yang masuk ke dalam sistem menjadi total padatan
sulfur. Sedangkan emisi pembakaran gas adalah
konsentrasi maksimal suatu zat diperbolehkan
untuk dibuang atau dibakar agar aman bagi
lingkungan.

Fikar Cita (12206042) 13
Tabel 16 dan Tabel 17 menunjukkan kondisi inlet
dan outlet dari SRU dalam berbagai konsentrasi
H2S. Dari tabel tersebut dapat dilihat bahwa
semakin tinggi konsentrasi H2S dalam gas akan
meningkatkan mass flow dari H2S menuju SRU dan
menurunkan mass flow dari CO2 dan RSH. Hal itu
sesuai dengan yang terjadi pada proses
sebelumnya, dimana dengan konsentrasi H2S yang
tinggi, penyerapan terhadap CO2 akan berkurang
sehingga kondisi gas yang masuk menuju SRU
akan memiliki konsentrasi H2S yang meningkat
serta konsentrasi CO2 yang menurun seiring dengan
kenaikan konsentrasi H2S dalam gas alam.
Tabel 18 memperlihatkan jumlah produk sulfur
yang dihasilkan oleh SRU serta efisiensi dari SRU
tersebut. Dari tabel tersebut dapat diketahui bahwa
SRU LOCAT dapat menanggulangi jumlah produk
sulfur hingga 30 ton/day (saat konsentrasi H2S di
gas alam 25000 ppm) dengan efisiensi tetap
99.99%. Hal ini sesuai dengan kondisi yang
ditetapkan oleh PERMENLH No. 13 Tahun 2009
bahwa efisiensi minimal SRU adalah 95%.
Tabel 19 menunjukkan tentang kandungan off gas
dari SRU (H2S dan CO2). Dari tabel tersebut dapat
diketahui bahwa SRU LOCAT dapat
menanggulangi konsentrasi H2S di dalam gas alam
hingga 25000 ppm untuk kondisi lapangan gas X
tanpa melebihi batas emisi pembakaran gas untuk
H2S. Pada konsentrasi H2S 25000 ppm, emisi
pembakaran yang dihasilkan oleh SRU adalah
119.38 mg/m3. Hal tersebut masih memenuhi
kondisi yang ditetapkan oleh PERMENLH No. 13
Tahun 2009 dimana batas emisi pembakaran gas
untuk H2S adalah 150 mg/m3.
Setelah proses sensitivitas SRU dengan merubah
konsentrasi H2S dalam gas alam, dapat disimpulkan
bahwa SRU dengan menggunakan LOCAT dapat
menanggulangi pengolahan limbah sulfur di
lapangan gas X dan memenuhi peraturan tentang
limbah sulfur yang ada. Kemudian dilakukan studi
terakhir dengan mensimulasikan kondisi kerja SRU
dengan konsentrasi MDEA yang optimal yaitu
0.447 fraksi massa. Data hasil simulasi ditampilkan
dalam Tabel 21. Dari tabel tersebut dapat dilihat
untuk efisiensi SRU tetap 99.9 % dengan total
jumlah produk sulfur sebesar 15.94 ton/day. Untuk
kondisi off gas dari SRU dapat dilihat konsentrasi
CO2 sebesar 91.56 % dan emisi pembakaran gas
sebesar 62.32 mg/m3. Efisiensi SRU dan emisi
pembakaran gas masih memenuhi standar yang
berlaku sesuai dengan PERMENLH No. 13 Tahun
2009.
Tabel 21. Kondisi Inlet dan Outlet SRU Pada
Kondisi MDEA Optimal
Kondisi Operasi Satuan Inlet SRU Outlet SRU
Volume Flow mmscfd 9.38 8.99
Mass Flow kg/h 19471.86 18807.41
Mass flow H2S kg/h 660.97 0.661
Mass Flow CO2 kg/h 18074.96 18074.96
Mass Flow RSH kg/h 4.14 0.0041
fraksi Volume:
CO2 % 87.75 91.56
H2S ppm 41444 43
RSH(M-Merkaptan) ppm 183.82 0.192
produk sulfur
Sulfur ton/day 15.84
RSH(M-Merkaptan) ton/day 0.099
Total ton/day 15.94
Effisiensi % 99.99
VI. Kesimpulan
a. Hubungan antara konsentrasi MDEA dan
konsentrasi H2S berbanding terbalik, dimana
semakin besar konsentrasi MDEA semakin
kecil konsentrasi H2S yang dapat
ditanggulangi. Hal ini dikarenakan semakin
besar konsentrasi MDEA akan memperbesar
proses desorpsi H2S atau mengurangi
kemampuan MDEA dalam penyerapan H2S.
Akan tetapi, pengurangan konsentrasi MDEA
akan mengurangi kemampuan penyerapan
terhadap CO2. Penurunan konsentrasi MDEA
tetap harus berada dalam kisaran kerja optimal
MDEA untuk lapangan gas X yaitu 0.41
sampai 0.5 fraksi massa.
b. Kondisi optimal konsentrasi MDEA adalah
0.447 fraksi massa. Dimana dengan
konsentrasi sebesar itu dapat menanggulangi
konsentrasi H2S hingga 25000 ppm dan
apabila diaplikasikan ke dalam lapangan ini
akan mengurangi konsentrasi H2S dari 13000
ppm menjadi 3 ppm dengan kombinasi
penyerapan menggunakan larutan MDEA dan
teknologi membran.
c. Untuk sistem pengolahan limbah sulfur
direkomendasikan sistem LOCAT. Sistem
LOCAT memiliki efisiensi yang paling tinggi
dan mampu memenuhi standar peraturan yang
berlaku.

Fikar Cita (12206042) 14
d. Semakin besar konsentrasi gas H2S dalam gas
alam maka semakin besar pula konsentrasi
sulfur yang harus ditanggulangi. Sistem
LOCAT dapat menanggulangi konsentrasi H2S
dalam gas alam hingga 25000 ppm (30
ton/day) dengan tetap memenuhi standar
standar peraturan tentang gas buangan yang
berlaku yaitu nilai emisi pembakaran gas <
150 mg/m3 dan efisiensi SRU > 95%.
Daftar Simbol
P : tekanan
V : volume
Z : faktor kompresibilitas gas
n : jumlah mol gas
R : konstanta gas ( )
T : temperatur
: fraksi mol dari komponen i
: jumlah mol dari komponen i
: total mol dari seluruh komponen
campuran
: harga berat molekul total untuk suatu
campuran
: harga berat molekul untuk setiap
komposisi
: fraksi volume
: volume dari komponen i pada kondisi
standar
: volume total dari campuran pada
kondisi standar
: fraksi berat dari komponen i
: berat dari komponen i
: berat total dari campuran
TERIMAKASIH
Penulis mengucapkan puji syukur kepada ALLAH
Yang Maha Esa, orang tua, Bpk. Rahman Sidik dan
Ibu Harmini Sudjiman, serta keluarga atas doa, dan
dukungan selama ini. Penulis juga mengucapkan
terimakasih kepada Ir. Tutuka Ariadji, M.Sc., Ph.D. selaku pembimbing tugas akhir untuk bimbingan
dan kesediaan waktunya sehingga tugas akhir ini
selesai dengan baik. Penulis mengucapkan
terimakasih kepada Ir. Nenny M.Saptadji, Ph.D,
selaku wali penulis atas bimbingan dan
perhatiannya selama di perkuliahan. Tidak lupa
saya ucapkan terima kasih pada Mbak Sarah
Astelina dan Mas Donal Marta yang telah
membantu dalam proses analisis tugas akhir ini.
Seluruh teman-teman Teknik Perminyakan
angkatan 2006, teman-teman HMTM PATRA ITB,
dan semua orang yang tidak bisa disebutkan satu
persatu, terimakasih atas bantuannya. Semoga
ALLAH SWT membalas kebaikan kalian. Amin.
Daftar Pustaka
1. Sudarwoto, Rinaldi. 2009. Kajian Terpadu
Kinerja Reservoir, Perancangan Fasilitas
Permukaan, dan Keekonomian Lapangan Gas
X yang Memproduksikan Gas Ikutan CO2 dan
H2S. Master. Tesis, Institut Teknologi
Bandung.
2. Abdassah, Doddy.1998. Teknik Gas Bumi.
Bandung : Penerbit ITB.
3. B.I.Lee & M.G.Kesler., 1975. A Generalized
Thermodynamic Correlation based on Three-
Parameter Corresponding States. AIChE
Journal,21(3), pp. 510-527.
4. Scott Simonton,Ph.D., PE, Morgan Spears.
2007. Human Health Effects from Exposure to
Low-Level Concentrations of Hydrogen Sulfide
[online]. Available from :
http://ohsonline.com/articles/2007/10/human-
health-effects-from-exposure-to-lowlevel-
concentrations-of-hydrogen-sulfide.aspx.
[Diakses 2 Oktober 2010).
5. Gupta, M., Coyle, I., Thambimuthu, K., 2003.
CO2 capture technologies and opportunities in
Canada. Canadian CC&S Technology
Roadmap Workshop. Canada.
6. Astarita, Gianni.,David W. Savage, Attilio
Bisio. Gas Treating with Chemical Solvent.
New York: John Wiley & Sons
7. Zare, Aliabad and Mirzaei, S. 2009. Removal
of CO2 and H2S using Aqueous Alkanolamine
Solusions. World Academy of Science
Engineering and Technology.
8. Studi Penanganan Impurities Gas CO2 dan
H2S pada Lapangan Gas X, Pertamina.
9. Baker, W. Richard and Kaaeid Lokhandwala.,
2008. Natural Gas Processing with
Membranes: An Overview. California :
Membran Technology and Research, inc.
10. Kunal, Meht. 2010. Impact of Changing
MDEA Parameters on Absorption of H2S and
CO2 and its Implication. SPE 129101, SPE Oil
and Gas India Conference and Exhibition., 20-
22 Jan. 2010. India : Mumbai.
11. Mansourizadeh, A. 2008. Removal of Acid
Gas Emissions Using Hollow Fiber Gas
Absorption Membrane Contactors. IPTC
12481,International Petroleum Technology. 3-
5 Dec.2008. Malaysia: Kuala Lumpur.

Fikar Cita (12206042) 15
12. Peraturan Menteri Negara Lingkungan Hidup
Nomor 13 Tahun 2009 Tentang Baku Mutu
Emisi SUmber Tidak Bergerak Bagi Usaha
dan/ atau Kegiatan Minyak dan Gas Bumi.
13. Gas Process Handbook. 2004. Hydrocarbon
Processing.
14. Kirk-Othmer.Encyclopedia of chemical
technology.Vol. 23, 4th edition. New York :
John Wiley & Sons, Inc.

Fikar Cita (12206042) 16
Lampiran
Gambar 3. Process Flow Diagram Acid Gas Removal Unit
Gambar 8. Process Flow Diagram SRU LOCAT