In Blending Good (1)
32
Chapter Outline Developing Linear Optimization Models Decision Variables Objective Function Constraints Softwater Optimization Model OM Applications of Linear Optimization OM Spotlight: Land Management at the National Forest Service Production Scheduling Blending Problems Transportation Problems A Linear Programming Model for Golden Beverages A Linear Programming Model for Crashing Decisions Using Excel Solver Modeling and Solving the Transportation Problem on a Spreadsheet Solved Problems Key Terms and Concepts Questions for Review and Discussion Problems and Activities Cases Haller’s Pub & Brewery Holcomb Candle Endnotes Learning Objectives • To recognize decision variables, the objective function, and con- straints in formulating linear optimization models. • To identify potential applications of linear optimization and gain ex- perience in modeling OM applications. • To be able to use Excel Solver to solve linear optimization models on spreadsheets. Modeling Using Linear Programming SUPPLEMENTARY CHAPTER C
-
Upload
valentinlezcano -
Category
Documents
-
view
248 -
download
1
description
investigacion operativa
Transcript of In Blending Good (1)
-
Chapter Outline
Developing Linear OptimizationModels
Decision VariablesObjective FunctionConstraintsSoftwater Optimization ModelOM Applications of Linear
OptimizationOM Spotlight: Land
Management at the NationalForest Service
Production SchedulingBlending ProblemsTransportation ProblemsA Linear Programming Model for
Golden Beverages
A Linear Programming Model forCrashing Decisions
Using Excel SolverModeling and Solving the
Transportation Problem on aSpreadsheet
Solved ProblemsKey Terms and ConceptsQuestions for Review and
DiscussionProblems and ActivitiesCases
Hallers Pub & BreweryHolcomb Candle
Endnotes
Learning Objectives
To recognize decision variables, the objective function, and con-straints in formulating linear optimization models.
To identify potential applications of linear optimization and gain ex-perience in modeling OM applications.
To be able to use Excel Solver to solve linear optimization modelson spreadsheets.
Modeling Using LinearProgramming
SUPPLEMENTARYCHAPTER C
-
Hallers Pub & Brewery is a small restaurant and microbrewery that makes sixtypes of special beers, each having a unique taste and color. Jeremy Haller,one of the family owners who oversees the brewery operations, has becomeworried about increasing costs of grains and hops that are the principal ingredi-ents and the difficulty they seem to be having in making the right product mixto meet demand and using the ingredients that are purchased under contractin the commodities market. Hallers buys six different types of grains and fourdifferent types of hops. Each of the beers needs different amounts of brewingtime and is produced in 30-keg (4,350-pint) batches. While the average customerdemand is 55 kegs per week, the demand varies by type. In a meeting withthe other owners, Jeremy stated that Hallers has not been able to plan effec-tively to meet the expected demand. I know there must be a better way ofmaking our brewing decisions to improve our profitability.
GE Capital provides credit card services for a consumer credit business thatexceeds $12 billion in total outstanding dollars. Managing delinquent accountsis a problem of paramount importance to the profitability of the company. Different collection strategies may be used for delinquent accounts, includingmailed letters, interactive taped telephone messages, live telephone calls, andlegal procedures. Accounts are categorized by outstanding balance and expectedpayment performance, which is based on factors like customer demographicsand payment history. GE uses a multiple time period linear programmingmodel to determine the most effective collection strategy to apply to its variouscategories of delinquent accounts. This approach has reduced annual lossesdue to delinquency by $37 million.1
Quantitative models that seekto maximize or minimizesome objective function whilesatisfying a set of constraintsare called optimizationmodels.
Quantitative models that seek to maximize or minimize some objective functionwhile satisfying a set of constraints are called optimization models. An important cat-egory of optimization models is linear programming (LP) models, which are usedwidely for many types of operations design and planning problems that involve al-locating limited resources among competing alternatives, as well as for many dis-tribution and supply chain management design and operations. The termprogramming is used because these models find the best program, or course ofaction, to follow. For Hallers Pub & Brewery, an LP model can be developed tofind the best mix of products to meet demand and effectively use available resources(see the case at the end of this supplement). A manufacturer might use an LP modelto develop a production schedule and an inventory policy that will satisfy sales de-mand in future periods while minimizing production and inventory costs, or to findthe best distribution plan for shipping goods from warehouses to customers. Ser-vices use LP to schedule their staff, locate service facilities, minimize the distancetraveled by delivery trucks and school buses, and, in the case of GE Capital, designcollection strategies to reduce monetary losses. We first introduce the basic con-cepts of optimization modeling, then present some OM applications of LP, and fi-nally discuss the use of Excel Solver to solve LP models.
C2
-
Learning ObjectiveTo formulate a linear optimizationmodel by defining decisionvariables, an objective function,and constraints.
A decision variable is acontrollable input variablethat represents the keydecisions a manager mustmake to achieve an objective.
The constant terms in theobjective function are calledobjective function coefficients.
Any particular combinationof decision variables isreferred to as a solution.
Supplementary Chapter C: Modeling Using Linear Programming C3
DEVELOPING LINEAR OPTIMIZATION MODELSTo introduce the basic concepts of optimization modeling, we will use a simpleproduction-planning problem. Softwater, Inc. manufactures and sells a variety ofchemical products used in purifying and softening water. One of its products is apellet that is produced and sold in 40- and 80-pound bags. A common productionline packages both products, although the fill rate is slower for 80-pound bags.Softwater is currently planning its production schedule and wants to develop a lin-ear programming model that will assist in its production-planning effort.
The company has orders for 20,000 pounds over the next week. Currently, ithas 4,000 pounds in inventory. Thus, it should plan on an aggregate productionof at least 16,000 pounds. Softwater has a sufficient supply of pellets to meet thisdemand but has limited amounts of packaging materials available, as well as alimited amount of time on the packaging line. The problem is to determine howmany 40- and 80-pound bags to produce in order to maximize profit, given lim-ited materials and time on the packaging line.
Decision VariablesTo develop a model of this problem, we start by defining the decision variables. Adecision variable is a controllable input variable that represents the key decisions amanager must make to achieve an objective. For the Softwater problem, the man-ager needs to determine the number of 40- and 80-pound bags. We denote theseby the variables x1 and x2, respectively:
x1 number of 40-pound bags producedx2 number of 80-pound bags produced
Objective FunctionEvery linear programming problem has a specific objective. For Softwater, Inc., theobjective is to maximize profit. If the company makes $2 for every 40-pound bagproduced, it will make 2x1 dollars if it produces x1 40-pound bags. Similarly, if itmakes $4 for every 80-pound bag produced, it will make 4x2 dollars if it producesx2 80-pound bags. Denoting total profit by the symbol z, and dropping the dollarsigns for convenience, we have
Total profit z 2x1 4x2 (C.1)
Note that total profit is a function of the decision variables; thus, we refer to 2x1 4x2 as the objective function. The constant terms in the objective function arecalled objective function coefficients. Thus, in this example, the objective functioncoefficients are $2 (associated with x1) and $4 (associated with x2). Softwater, Inc.must determine the values for the variables x1 and x2 that will yield the highestpossible value of z. Using max as an abbreviation for maximize, the objective iswritten as
Max z 2x1 4x2
Any particular combination of decision variables is referred to as a solution.Suppose that Softwater decided to produce 200 40-pound bags and 300 80-poundbags. With Equation (C.1), the profit would be
z 2(200) 4(300) 400 1,200 $1,600
-
Solutions that satisfy allconstraints are referred to asfeasible solutions.
Any feasible solution thatoptimizes the objectivefunction is called an optimalsolution.
A constraint is somelimitation or requirement thatmust be satisfied by thesolution.
What if Softwater decided on a different production schedule, such as 400 40-poundbags and 400 80-pound bags? In that case, the profit would be
z 2(400) 4(400) 800 1,600 $2,400
Certainly the latter production schedule is preferable in terms of the stated objec-tive of maximizing profit. However, it may not be possible for Softwater to pro-duce that many bags. For instance, there might not be enough materials or enoughtime available on the packaging line to produce those quantities. Solutions that sat-isfy all constraints are referred to as feasible solutions.
For this example, we seek a feasible solution that maximizes profit. Any feasi-ble solution that optimizes the objective function is called an optimal solution. At thispoint, however, we have no idea what the optimal solution is because we have notdeveloped a procedure for identifying feasible solutions. This requires us to firstidentify all the constraints of the problem in a mathematical expression. A constraintis some limitation or requirement that must be satisfied by the solution.
ConstraintsEvery 40- and 80-pound bag produced must go through the packaging line. In anormal workweek, this line operates 1,500 minutes. The 40-pound bags, for whichthe line was designed, each require 1.2 minutes of packaging time; the 80-poundbags require 3 minutes per bag. The total packaging time required to produce x140-pound bags is 1.2x1, and the time required to produce x2 80-pound bags is 3x2.Thus, the total packaging time required for the production of x1 40-pound bagsand x2 80-pound bags is given by
1.2x1 3x2
Because only 1,500 minutes of packaging time are available, it follows that the pro-duction combination we select must satisfy the constraint
1.2x1 3x2 1,500 (C.2)
This constraint expresses the requirement that the total packaging time used can-not exceed the amount available.
Softwater has 6,000 square feet of packaging materials available; each 40-poundbag requires 6 square feet and each 80-pound bag requires 10 square feet of thesematerials. Since the amount of packaging materials used cannot exceed what isavailable, we obtain a second constraint for the LP problem:
6x1 10x2 6,000 (C.3)
The aggregate production requirement is for the production of 16,000 pounds ofsoftening pellets per week. Because the small bags contain 40 pounds of pellets andthe large bags contain 80 pounds, we must impose this aggregate-demand con-straint:
40x1 80x2 16,000 (C.4)
Finally, we must prevent the decision variables x1 and x2 from having negative val-ues. Thus, the two constraints
x1 and x2 0 (C.5)
must be added. These constraints are referred to as the nonnegativity constraints.Nonnegativity constraints are a general feature of all LP problems and are writtenin this abbreviated form:
x1, x2 0
C4 Supplementary Chapter C: Modeling Using Linear Programming
-
A function in which eachvariable appears in a separateterm and is raised to the firstpower is called a linearfunction.
Learning ObjectiveTo identify potential applicationsof linear programming and togain experience in formulatingdifferent types of models for OMapplications.
Exhibit C.1Three-Month Demand Schedulefor Bollinger ElectronicsCompany
April May June
Component 322A 1,000 3,000 5,000Component 802B 1,000 500 3,000
Supplementary Chapter C: Modeling Using Linear Programming C5
Softwater Optimization ModelThe mathematical statement of the Softwater problem is now complete. The com-plete mathematical model for the Softwater problem follows:
Max z 2x1 4x2 (profit)
subject to
1.2x1 3x2 1,500 (packaging line)6x1 10x2 6,000 (materials availability)40x1 80x2 16,000 (aggregate production)x1, x2 0 (nonnegativity)
This mathematical model of the Softwater problem is a linear program. A functionin which each variable appears in a separate term and is raised to the first poweris called a linear function. The objective function, (2x1 4x2), is linear, since eachdecision variable appears in a separate term and has an exponent of 1. If the ob-jective function were 2x21 4x2, it would not be a linear function and we wouldnot have a linear program. The amount of packaging time required is also a linearfunction of the decision variables for the same reasons. Similarly, the functions onthe left side of all the constraint inequalities (the constraint functions) are linearfunctions.
Our task now is to find the product mix (that is, the combination of x1 and x2)that satisfies all the constraints and, at the same time, yields a value for the objec-tive function that is greater than or equal to the value given by any other feasiblesolution. Once this is done, we will have found the optimal solution to the prob-lem. We will see how to solve this a bit later.
OM APPLICATIONS OF LINEAR OPTIMIZATIONIn this section we present some typical examples of linear optimization models inoperations management. Many more common OM problems can be modeled aslinear programs (see the OM Spotlight: Land Management at the National ForestService); we encourage you to take a look at the journal Interfaces, published byThe Institute for Operations Research and Management Sciences (INFORMS),which publishes many practical applications of quantitative methods in OM.
Production SchedulingOne of the most important applications of linear programming is for multiperiodplanning, such as production scheduling. Let us consider the case of the BollingerElectronics Company, which produces two electronic components for an airplaneengine manufacturer. The engine manufacturer notifies the Bollinger sales officeeach quarter as to its monthly requirements for components during each of the nextthree months. The order shown in Exhibit C.1 has just been received for the nextthree-month period.
One feasible schedule would be to produce at a constant rate for all threemonths. This would set monthly production quotas at 3,000 units per month for
-
O M S P O T L I G H T
Land Management at the National Forest Service2
The National Forest Service is re-sponsible for the management ofover 191 million acres of national for-est in 154 designated national forests.
The National Forest Management Act of 1976 mandated thedevelopment of a comprehensive plan to guide the man-agement of each national forest. Decisions need to be maderegarding the use of land in each of the national forests. Theoverall management objective is to provide multiple useand the sustained yield of goods and services from the Na-tional Forest System in a way that maximizes long-term netpublic benefits in an environmentally sound manner. Linearprogramming models are used to decide the number of acresof various types in each forest to be used for the many pos-sible usage strategies. For example, the decision variablesof the model are variables such as the number of acres ina particular forest to be used for timber, the number of acres
to be used for recreational purposes of various types, andthe number of acres to be left undisturbed.
The model has as its objective the maximization of thenet discounted value of the forest over the planning timehorizon. Constraints include the availability of land of differ-ent types, bounds on the amount of land dedicated to cer-tain uses, and resources available to manage land underdifferent strategies (for example, recreational areas must bestaffed; harvesting the land requires a budget for labor, thetransport of goods, and replanting). These LP planning mod-els are quite large. Some have over 6,000 constraints andover 120,000 decision variables! The data requirements forthese models are quite intense, requiring the work of liter-ally hundreds of agricultural resource specialists to estimatereasonable values for the inputs to the model. These spe-cialists are also used to ensure that the solutions make senseoperationally.
component 322A and 1,500 units per month for component 802B. Although thisschedule would be appealing to the production department, it may be undesirablefrom a total-cost point of view because it ignores inventory costs. For instance, pro-ducing 3,000 units of component 322A in April will result in an end-of-month in-ventory level of 2,000 units for both April and May.
A policy of producing the amount demanded each month would eliminate theinventory holding-cost problem; however, the wide monthly fluctuations in pro-duction levels might cause some serious production problems and costs. For ex-ample, production capacity would have to be available to meet the total 8,000-unitpeak demand in June. This might require substantial labor adjustments, which inturn could lead to increased employee turnover and training problems. Thus, it ap-pears that the best production schedule will be one that is a compromise betweenthe two alternatives.
The production manager must identify and consider costs for production, stor-age, and production-rate changes. In the remainder of this section, we show howan LP model of the Bollinger Electronics production and inventory process can beformulated to account for these costs in order to minimize the total cost.
We will use a double-subscript notation for the decision variables in the prob-lem. We let the first subscript indicate the product number and the second subscriptthe month. Thus, in general, xim denotes the production volume in units for prod-uct i in month m. Here i 1, 2, and m 1, 2, 3; i 1 refers to component 322A,i 2 to component 802B, m 1 to April, m 2 to May, and m 3 to June.
If component 322A costs $20 per unit to produce and component 802B costs$10 per unit to produce, the production-cost part of the objective function is
20x11 20x12 20x13 10x21 10x22 10x23
Note that in this problem the production cost per unit is the same each month, andthus we need not include production costs in the objective function; that is, no mat-
C6 Supplementary Chapter C: Modeling Using Linear Programming
-
ter what production schedule is selected, the total production costs will remain thesame. In cases where the cost per unit may change each month, the variable pro-duction costs per unit per month must be included in the objective function. Wehave elected to include them so that the value of the objective function will includeall the relevant costs associated with the problem. To incorporate the relevant in-ventory costs into the model, we let Iim denote the inventory level for product i atthe end of month m. Bollinger has determined that on a monthly basis, inventory-holding costs are 1.5 percent of the cost of the productthat is, 0.015 $20 $0.30 per unit for component 322A, and 0.015 $10 $0.15 per unit for com-ponent 802B. We assume that monthly ending inventories are acceptable approxi-mations of the average inventory levels throughout the month. Given thisassumption, the inventory-holding cost portion of the objective function can bewritten as
0.30I11 0.30I12 0.30I13 0.15I21 0.15I22 0.15I23
To incorporate the costs due to fluctuations in production levels from monthto month, we need to define these additional decision variables:
Rm increase in the total production level during month m compared withmonth m 1
Dm decrease in the total production level during month m compared withmonth m 1
After estimating the effects of employee layoffs, turnovers, reassignment trainingcosts, and other costs associated with fluctuating production levels, Bollinger esti-mates that the cost associated with increasing the production level for any givenmonth is $0.50 per unit increase. A similar cost associated with decreasing the pro-duction level for any given month is $0.20 per unit. Thus, the third portion of theobjective function, for production-fluctuation costs, can be written as
0.50R1 0.50R2 0.50R3 0.20D1 0.20D2 0.20D3
By combining all three costs, we obtain the complete objective function:
20x11 20x12 20x13 10x21 10x22 10x230.30I11 0.30I12 0.30I13 0.15I21 0.15I22 0.15I230.50R1 0.50R2 0.50R3 0.20D1 0.20D2 0.20D3
Now let us consider the constraints. First we must guarantee that the schedulemeets customer demand. Since the units shipped can come from the current monthsproduction or from inventory carried over from previous periods, we have thesebasic requirements:
(Ending inventory
(Current
(This monthsfrom previous month) production) demand)
The difference between the left side and the right side of the equation will be theamount of ending inventory at the end of this month. Thus, the demand require-ment takes the following form:
(Ending inventory
(Current
(Ending inventory
(This monthsfrom previous month) production) for this month) demand)
Suppose the inventories at the beginning of the three-month scheduling period were500 units for component 322A and 200 units for component 802B. Recalling thatthe demand for both products in the first month (April) was 1,000 units, we seethat the constraints for meeting demand in the first month become
500 x11 I11 1,000 and 200 x21 I21 1,000
Supplementary Chapter C: Modeling Using Linear Programming C7
-
Machine Labor Storage(hours/unit) (hours/unit) (sq. ft./unit)
Component 322A 0.10 0.05 2Component 802B 0.08 0.07 3
Exhibit C.3Machine, Labor, and StorageRequirements for Components322A and 802B
Machine Capacity Labor Capacity Storage Capacity(hours) (hours) (square feet)
April 400 300 10,000May 500 300 10,000June 600 300 10,000
Exhibit C.2Machine, Labor, and StorageCapacities
Moving the constants to the right side of the equation, we have
x11 I11 500 and x21 I21 800
Similarly, we need demand constraints for both products in the second and thirdmonths. These can be written as follows:
Month 2: I11 x12 I12 3,000I21 x22 I22 500
Month 3: I12 x13 I13 5,000I22 x23 I23 3,000
If the company specifies a minimum inventory level at the end of the three-monthperiod of at least 400 units of component 322A and at least 200 units of compo-nent 802B, we can add the constraints
I13 400 and I23 200
Let us suppose we have the additional information available on production, labor,and storage capacity given in Exhibit C.2. Machine, labor, and storage space re-quirements are given in Exhibit C.3. To reflect these limitations, the following con-straints are necessary:
Machine capacity:
0.10x11 0.08x21 400 (month 1)0.10x12 0.08x22 500 (month 2)0.10x13 0.08x23 600 (month 3)
Labor capacity:
0.05x11 0.07x21 300 (month 1)0.05x12 0.07x22 300 (month 2)0.05x13 0.07x23 300 (month 3)
Storage capacity:
2I11 3I21 10,000 (month 1)2I12 3I22 10,000 (month 2)2I13 3I23 10,000 (month 3)
We must also guarantee that Rm and Dm will reflect the increase or decrease inthe total production level for month m. Suppose the production levels for March,the month before the start of the current scheduling period, were 1,500 units ofcomponent 322A and 1,000 units of component 802B for a total production level
C8 Supplementary Chapter C: Modeling Using Linear Programming
-
of 1,500 1,000 2,500 units. We can find the amount of the change in pro-duction for April from the relationship
April production March production Change
Using the April production decision variables, x11 and x21, and the March pro-duction of 2,500 units, we can rewrite this relationship as
x11 x21 2,500 Change
Note that the change can be positive or negative, reflecting an increase or decreasein the total production level. With this rewritten relationship, we can use the in-crease in production variable for April, R1, and the decrease in production variablefor April, D1, to specify the constraint for the change in total production for themonth of April:
x11 x21 2,500 R1 D1
Of course, we cannot have an increase in production and a decrease in pro-duction during the same one-month period; thus, either R1 or D1 will be zero. IfApril requires 3,000 units of production, we will have R1 500 and D1 0. IfApril requires 2,200 units of production, we will have R1 0 and D1 300. Thisway of denoting the change in production level as the difference between two non-negative variables, R1 and D1, permits both positive and negative changes in thetotal production level. If a single variablesay, cmhad been used to representthe change in production level, only positive changes would be permittedbecauseof the nonnegativity requirement.
Using the same approach in May and June (always subtracting the previousmonths total production from the current months total production) yields theseconstraints for the second and third months of the scheduling period:
(x12 x22) (x11 x21) R2 D2(x13 x23) (x12 x22) R3 D3
Placing the variables on the left side and the constants on the right side, we havethe complete set of what are commonly referred to as production-smoothing con-straints:
x11 x21 R1 D1 2,500 x11 x21 x12 x22 R2 D2 0 x12 x22 x13 x23 R3 D3 0
The initially rather small, two-product, three-month scheduling problem hasnow developed into an 18-variable, 20-constraint LP problem. Note that this prob-lem involves only one machine process, one type of labor, and one storage area.Actual production scheduling problems typically involve several machine types, sev-eral labor grades, and/or several storage areas. A typical application might involvedeveloping a production schedule for 100 products over a 12-month horizonaproblem that could have more than 1,000 variables and constraints.
Blending ProblemsBlending problems arise whenever a manager must decide how to combine two ormore ingredients in order to produce one or more products. These types of prob-lems occur frequently in the petroleum industry (such as blending crude oil to pro-duce different octane gasolines) and the chemical industry (such as blendingchemicals to produce fertilizers, weed killers, and so on). In these applications, man-agers must decide how much of each resource to purchase in order to satisfy prod-uct specifications and product demands at minimum cost.
Supplementary Chapter C: Modeling Using Linear Programming C9
-
Product Specifications
Regular gasoline At most 30% Component 1At least 40% Component 2At most 20% Component 3
Premium gasoline At least 25% Component 1At most 40% Component 2At least 30% Component 3
Exhibit C.5Component Specifications forGrand Strands Products
Petroleum Component Cost/Gallon Amount Available
Component 1 $0.50 5,000 gallonsComponent 2 $0.60 10,000 gallonsComponent 3 $0.82 10,000 gallons
Exhibit C.4Petroleum Component Cost and Supply
To illustrate a blending problem, consider the Grand Strand Oil Company,which produces regular-grade and premium-grade gasoline products by blendingthree petroleum components. The gasolines are sold at different prices, and the pe-troleum components have different costs. The firm wants to determine how to blendthe three components into the two products in such a way as to maximize profits.
Data available show that the regular-grade gasoline can be sold for $1.20 per gallon and the premium-grade gasoline for $1.40 per gallon. For the currentproduction-planning period, Grand Strand can obtain the three components atthe costs and in the quantities shown in Exhibit C.4. The product specifications forthe regular and premium gasolines, shown in Exhibit C.5, restrict the amounts ofeach component that can be used in each gasoline product. Current commitmentsto distributors require Grand Strand to produce at least 10,000 gallons of regular-grade gasoline.
The Grand Strand blending problem is to determine how many gallons of eachcomponent should be used in the regular blend and in the premium blend. Theoptimal solution should maximize the firms profit, subject to the constraints onthe available petroleum supplies shown in Exhibit C.4, the product specificationsshown in Exhibit C.5, and the requirement for at least 10,000 gallons of regular-grade gasoline. We can use double-subscript notation to denote the decision vari-ables for the problem. Let
xij gallons of component i used in gasoline j
where
i 1, 2, or 3 for component 1, 2, or 3
and
j r if regular or p if premium
The six decision variables become
x1r gallons of component 1 in regular gasolinex2r gallons of component 2 in regular gasolinex3r gallons of component 3 in regular gasolinex1p gallons of component 1 in premium gasolinex2p gallons of component 2 in premium gasolinex3p gallons of component 3 in premium gasoline
C10 Supplementary Chapter C: Modeling Using Linear Programming
-
With the notation for the six decision variables just defined, the total gallonsof each type of gasoline produced can be expressed as the sum of the gallons of theblended components:
Regular gasoline x1r x2r x3rPremium gasoline x1p x2p x3p
Similarly, the total gallons of each component used can be expressed as these sums:
Component 1 x1r x1pComponent 2 x2r x2pComponent 3 x3r x3p
The objective function of maximizing the profit contribution can be developed byidentifying the difference between the total revenue from the two products and thetotal cost of the three components. By multiplying the $2.20 per gallon price bythe total gallons of regular gasoline, the $2.40 per gallon price by the total gallonsof premium gasoline, and the component cost per gallon figures in Exhibit C.5 bythe total gallons of each component used, we find the objective function to be
Max 2.20(x1r x2r x3r) 2.40(x1p x2p x3p) 1.00(x1r x1p) 1.20(x2r x2p) 1.64(x3r x3p)
By combining terms, we can then write the objective function as
Max 1.20x1r 1.00x2r 0.56x3r 1.40x1p 1.20x2p 0.76x3p
Limitations on the availability of the three components can be expressed by thesethree constraints:
x1r x1p 5,000 (component 1)x2r x2p 10,000 (component 2)x3r x3p 10,000 (component 3)
Six constraints are now required to meet the product specifications stated in Ex-hibit C.5. The first specification states that component 1 must account for at most30 percent of the total gallons of regular gasoline produced. That is,
x1r /(x1r x21 x3r) 0.30 or x1r 0.30(x1r x2r x3r)
When this constraint is rewritten with the variables on the left side of the equationand a constant on the right side, the first product-specification constraint becomes
0.70x1r 0.30x2r 0.30x3r 0
The second product specification listed in Exhibit C.5 can be written as
x2r 0.40 (x1r x2r x3r)
and thus
0.40x1r 0.60x2r 0.40x3r 0
Similarly, the four additional blending specifications shown in Exhibit C.5 can bewritten as follows:
0.20x1r 0.20x2r 0.80x3r 00.75x1p 0.25x2p 0.25x3p 0
0.40x1p 0.60x2p 0.40x3p 00.30x1p 0.30x2p 0.70x3p 0
The constraint for at least 10,000 gallons of the regular-grade gasoline is written
x1r x2r x3r 10,000
Supplementary Chapter C: Modeling Using Linear Programming C11
-
The transportation problemis a special type of linearprogram that arises inplanning the distribution ofgoods and services fromseveral supply points toseveral demand locations.
Thus, the complete LP model with six decision variables and 10 constraints can bewritten as follows:
Max 1.20x1r 1.00x2r 0.56x3r 1.40x1p 1.20x2p 0.76x3p
subject to
x1r x1p 5,000 (component 1)x2r x2p 10,000 (component 2)x3r x3p 10,000 (component 3)0.70x1r 0.30x2r 0.30x3r 00.40x1r 0.60x2r 0.40x3r 00.20x1r 0.20x2r 0.80x3r 00.75x1p 0.25x2p 0.25x3p 00.40x1p 0.60x2p 0.40x3p 00.30x1p 0.30x2p 0.70x3p 0x1r x2r x3r 10,000x1r, x2r, x3r, x1p, x2p, x3p 0
Transportation ProblemsThe transportation problem is a special type of linear program that arises in planningthe distribution of goods and services from several supply points to several demandlocations. Usually the quantity of goods available at each supply location (origin)is limited, and a specified quantity of goods is needed at each demand location (des-tination). With a variety of shipping routes and differing transportation costs forthe routes, the objective is to determine how many units should be shipped fromeach origin to each destination so that all destination demands are satisfied with aminimum total transportation cost. The transportation problem was introduced inChapter 8 on designing supply and value chains. Here we show how to model thisproblem and later solve it with Microsoft Excel.
Let us consider the problem faced by Foster Generators, Inc. Currently, Fosterhas two plants: one in Cleveland, Ohio and one in Bedford, Indiana. Generatorsproduced at the plants (origins) are shipped to distribution centers (destinations) inBoston, Chicago, St. Louis, and Lexington, Kentucky. Recently, an increase in de-mand has caused Foster to consider adding a new plant to provide expanded pro-duction capacity. After some study, the location alternatives for the new plant havebeen narrowed to York, Pennsylvania and Clarksville, Tennessee.
To help them decide between the two locations, managers have asked for a com-parison of the projected operating costs for the two locations. As a start, they wantto know the minimum shipping costs from three origins (Cleveland, Bedford, andYork) to the four distribution centers if the plant is located in York. Then, findingthe minimum shipping cost from the three origins including Clarksville instead ofYork to the four distribution centers will provide a comparison of transportationcosts; this will help them determine the better location.
We will illustrate how this shipping-cost information can be obtained by solv-ing the transportation problem with the York location alternative. (Problem 16 atthe end of the chapter asks you to solve a transportation problem using theClarksville location alternative.) Using a typical one-month planning period, theproduction capacities at the three plants are shown in Exhibit C.6. Forecasts ofmonthly demand at the four distribution centers are shown in Exhibit C.7. Thetransportation cost per unit for each route is shown in Exhibit C.8.
A convenient way of summarizing the transportation-problem data is with atable such as the one for the Foster Generators problem in Exhibit C.9. Note thatthe 12 cells in the table correspond to the 12 possible shipping routes from the
C12 Supplementary Chapter C: Modeling Using Linear Programming
-
Origin Plant Production Capacity (units)
1 Cleveland 5,0002 Bedford 6,0003 York 2,500
Total 13,500
Exhibit C.6Foster Generators ProductionCapacities
Destination Distribution Center Demand Forecast (units)
1 Boston 6,0002 Chicago 4,0003 St. Louis 2,0004 Lexington 1,500
Total 13,500
Exhibit C.7Foster Generators MonthlyForecast
Destination
Origin Boston Chicago St. Louis Lexington
Cleveland $3 $2 $7 $6Bedford 7 5 2 3York 2 5 4 5
Exhibit C.8Foster GeneratorsTransportation Cost per Unit
Destination OriginOrigin 1 Boston 2 Chicago 3 St. Louis 4 Lexington Supply
3 2 7 61. Cleveland 5,000
x11 x12 x13 x14
7 5 2 32. Bedford 6,000
x21 x22 x23 x24
2 5 4 53. York 2,500
x31 x32 x33 x34
DestinationDemand 6,000 4,000 2,000 1,500 13,500
Cell corresponding to shipments Total supply andfrom Bedford to Boston total demand
Exhibit C.9Foster GeneratorsTransportation Table
three origins to the four destinations. We denote the amount shipped from origini to destination j by the variable xij. The entries in the column at the right of thetable represent the supply available at each plant, and the entries at the bottomrepresent the demand at each distribution center. Note that total supply equalstotal demand. The entry in the upper-right corner of each cell represents the per-unit cost of shipping over the corresponding route.
Supplementary Chapter C: Modeling Using Linear Programming C13
-
Looking across the first row of this table, we see that the amount shipped fromCleveland to all destinations must equal 5,000, or x11 x12 x13 x14 5,000.Similarly, the amount shipped from Bedford to all destinations must be 6,000, orx21 x22 x23 x24 6,000. Finally, the amount shipped from York to alldestinations must total 2,500, or x31 x32 x33 x34 2,500.
We also must ensure that each destination receives the required demand. Thus,the amount shipped from all origins to Boston must equal 6,000, or x11 x21 x31 6,000. For Chicago, St. Louis, and Lexington, we have similar constraints:
Chicago: x12 x22 x32 4,000St. Louis: x13 x23 x33 2,000Lexington: x14 x24 x34 1,500
If we ship x11 units from Cleveland to Boston, we incur a total shipping cost of3x11. By summing the costs associated with each shipping route, we have the totalcost expression that we want to minimize:
Total cost 3x11 2x12 7x13 6x14 7x21 5x22 2x23 3x24 2x31 5x32 4x33 5x34
By including nonnegativity restrictions, xij 0 for all variables, we have modeledthe transportation problem as a linear program.
A Linear Programming Model for Golden BeveragesIn Chapter 13, we examined aggregate planning strategies and noted that linearprogramming can be used to find an optimal solution. In this section we illustratehow such a model can be developed for the Golden Beverages problem described inthat chapter. Of course, the model is larger and more complex than the Softwaterexample and is representative of many practical situations that companies face.
In order to formulate the linear programming model, we define these variables,each expressed in number of barrels:
Xt production in period tIt inventory held at the end of period t
Lt number of lost sales incurred in period tOt amount of overtime scheduled in period tUt amount of undertime scheduled in period tRt increase in production rate from period t 1 to period tDt decrease in production rate from period t 1 to period t
M A T E R I A L - B A L A N C E C O N S T R A I N TThe constraint that requires the beginning inventory plus production minus salesto equal the ending inventory is called a material-balance equation. In the case ofGolden Beverages, it is possible for demand to exceed sales. This occurs when thereis a stockout and lost sales result. Thus, in words, the material-balance equationfor Golden Beverages in month t is
Note that the ending inventory in month t 1 is also the beginning inventory inmonth t. Each term in the material-balance equation is a variable, except for de-mand; demand is a constant given by the demand forecast. Putting the demand con-stant on the right side of the equation and using our previously introduced variabledefinitions, we can write the material-balance equation as
Xt It1 It Lt Demand in month t
Ending inventory in
month t
Lost salesin
month t
Demandin
month t
Productionin
month t
Ending inventory inmonth t 1
C14 Supplementary Chapter C: Modeling Using Linear Programming
-
The beginning inventory for the aggregate-planning problem is 1,000 barrels; there-fore, the material-balance equations for a 12-month planning horizon (with t 1corresponding to January) are
X1 I1 1,000 L1 1,500X2 I2 I1 L2 1,000X3 I3 I2 L3 1,900X4 I4 I3 L4 2,600X5 I5 I4 L5 2,800X6 I6 I5 L6 3,100X7 I7 I6 L77 3,200X8 I8 I7 L8 3,000X9 I9 I8 L9 2,000X10 I10 I9 L10 1,000X11 I11 I10 L11 1,800X12 I12 I11 L12 2,200
O V E R T I M E / U N D E R T I M E C O N S T R A I N TSince the normal production capacity is 2,200 barrels per month, any deviationfrom this amount represents overtime or undertime. The number of units producedon overtime and the number of units produced on undertime is determined by thisequation for month t:
Ot Ut Xt 2,200
Of course, we cannot have both overtime and undertime in the same month. IfXt 2,200, then Ot equals the excess production over normal capacity (Xt 2,200). If Xt 2,200, then Ut equals the amount of undercapacity production(2,200 Xt).
We need a separate overtime/undertime constraint for each month in the plan-ning horizon. The 12 constraints needed are
X1 O1 U1 2,200X2 O2 U2 2,200X3 O3 U3 2,200X4 O4 U4 2,200X5 O5 U5 2,200X6 O6 U6 2,200X7 O7 U7 2,200X8 O8 U8 2,200X9 O9 U9 2,200X10 O10 U10 2,200X11 O11 U11 2,200X12 O12 U12 2,200
P R O D U C T I O N - R A T E - C H A N G E C O N S T R A I N T SIn order to determine the necessary decreases or increases in the production rate,we write a constraint of this form for each period:
Xt Xt1 Rt Dt
Note that Xt Xt1 is simply the change in production rate from period t 1 toperiod t. If the difference between the production rate, Xt, and the rate in the pre-vious period, Xt1, is positive, then the increase, Rt, equals Xt Xt1 and the de-crease, Dt, equals zero; otherwise, Dt equals Xt1 Xt and Rt equals zero to reflectthe decrease in production rate. Obviously, Rt and Dt cannot both be positive. Weneed one production-rate-change constraint for each month in the planning horizon.
Supplementary Chapter C: Modeling Using Linear Programming C15
-
A10
B14
D11
E8
F0
C6
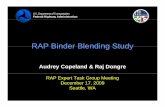
Exhibit C.10Project Network Diagram
Letting X0 denote the production rate in the last months production, we obtainthese 12 constraints:
X1 X0 R1 D1X2 X1 R2 D2X3 X2 R3 D3X4 X3 R4 D4X5 X4 R5 D5X6 X5 R6 D6X7 X6 R7 D7X8 X7 R8 D8X9 X8 R9 D9X10 X9 R10 D10X11 X10 R11 D11X12 X11 R12 D12
O B J E C T I V E F U N C T I O NA summary of the costs for the Golden Beverages aggregate-production-planningproblem is
Cost Factor Cost
Production $70 per barrelInventory holding $1.40 per barrel per monthLost sales $90 per barrelOvertime $6.50 per barrelUndertime $3 per barrelProduction-rate change $5 per barrel
The objective function calls for minimizing total costs. It is given by
z 70(X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 X11 X12) 1.4(I1 I2 I3 I4 I5 I6 I7 I8 I9 I10 I11 I12) 90(L1 L2 L3 L4 L5 L6 L7 L8 L9 L10 L11 L12) 6.5(O1 O2 O3 O4 O5 O6 O7 O8 O9 O10 O11 O12) 3(U1 U2 U3 U4 U5 U6 U7 U8 U9 U10 U11 U12) 5(D1 D2 D3 D4 D5 D6 D7 D8 D9 D10 D11 D12) 5(R1 R2 R3 R4 R5 R6 R7 R8 R9 R10 R11 R12)
A Linear Programming Model for Crashing DecisionsIn Chapter 18 we discussed crashing in projects. To illustrate the formulation of alinear programming model for crashing, we use the simple project network shownin Exhibit C.10. This is in activity-on-node format with normal times shown. In-
C16 Supplementary Chapter C: Modeling Using Linear Programming
-
Normal Max. Crash Normal CrashActivity Time (tni) Time (tci) Cost (Cni) Cost (Cci) K
A 10 7 $5,000 $11,000 $2,000B 14 10 $9,000 $13,000 $1,000C 6 4 $5,000 $10,000 $2,500D 11 9 $6,000 $9,000 $1,500E 8 4 $4,000 $6,000 $500
Exhibit C.11Normal and Crash Data
cluded is a dummy activity at the end of the project with a duration of 0, which isnecessary for the LP model. Exhibit C.11 shows the other relevant data (refer toChapter 18 to understand what these data mean).
To construct a linear programming model for the crashing decision, we definethe following decision variables:
xi start time of activity iyi amount of crash time used for activity i
Note that the normal-time project cost of $2,900 (obtained by summing the col-umn of normal costs in Exhibit C.11) does not depend on what crashing decisionswe will make. As a result, we can minimize the total project cost (normal costs pluscrashing costs) by minimizing the crashing costs. Thus, the linear programming ob-jective function becomes
Min 2,000 yA 1,000 yB 2,500 yC 1,500 yD 500 yE
The linear programming constraints that must be developed include those thatdescribe the precedence relationships in the network, limit the activity crash times,and result in meeting the desired project-completion time. The constraints used todescribe the precedence relationships are
xj xi tni yi
for each precedence, that is, each arc from activity i to activity j in the network.This simply states that the start time for the following activity must be at least asgreat as the finish time for each immediate predecessor with crashing applied. Thus,for the example, we have
xB xA 10 yAxD xB 14 yBxC xB 14 yBxE xD 11 yDxE xC 6 yCxF xE 8 yE
Alternatively, each constraint may be written as
xj (xi tni yi) 0
The maximum allowable crash-time constraints follow; the right-hand sides aresimply the difference between tni and tci:
yA 3yB 4yC 2yD 2yE 4
Supplementary Chapter C: Modeling Using Linear Programming C17
-
Learning ObjectiveTo be able to use Excel Solver tosolve linear optimization modelson spreadsheets.
Exhibit C.12Excel Model for the Softwater,Inc. Problem
Finally, to account for the desired project completion time of 35 days, we add theconstraint
xF 35
as well as nonnegativity restrictions. We will ask you to set up an Excel model andsolve this as an exercise.
USING EXCEL SOLVERIn this section we illustrate how to use Excel Solver to solve linear programs. Todo so, we return to the Softwater, Inc. example. The first step is to construct aspreadsheet model for the problem, such as the one shown in Exhibit C.12 for Soft-water. The problem data are given in the range of cells A4:E8 in the same way thatwe write the mathematical model. Cells B12 and C12 provide the values of the de-cision variables. Cells B15:B17 provide the left-hand side values of the constraints.For example, the formula for the left side of the packaging constraint in cell B15is B6*B12C6*C12. The value of the objective function, B5*B12C5*C12, isentered in cell B19.
To solve the problem, select the Solver option from the Tools menu in theExcel control panel. The Solver dialog box will appear as shown in Exhibit C.13.The target cell is the one that contains the objective function value. Changing cellsare those that hold the decision variables. Constraints are constructed in the con-straint box or edited by using the Add, Change, or Delete buttons. Excel doesnot assume nonnegativity; thus, this must be added to the model by checking theAssume Nonnegative box in the Options dialog. You should also check AssumeLinear Model in the Options dialog. Then click on Solve in the dialog box, andExcel will indicate that an optimal solution is found as shown in Exhibit C.14.Exhibit C.15 shows the final results in the spreadsheet.
C18 Supplementary Chapter C: Modeling Using Linear Programming
-
Exhibit C.13Solver Dialog Box
Exhibit C.14Solver Results Dialog
Exhibit C.15Results of Solver Solution
Supplementary Chapter C: Modeling Using Linear Programming C19
-
Exhibit C.16Solver Answer Report
After a solution is found, Solver allows you to generate three reportsanAnswer Report, a Sensitivity Report, and a Limits Reportfrom the solution dia-log box as shown in Exhibit C.14. These reports are placed on separate sheets inthe Excel workbook. The Answer Report (Exhibit C.16) provides basic informa-tion about the solution. The Constraints section requires further explanation. CellValue refers to the left side of the constraint if we substitute the optimal valuesof the decision variables:
Packaging line: 1.2(500) 3(300) 1,500 minutesMaterials: 6(500) 10(300) 6,000 square feetProduction: 40(500) 80(300) 44,000 pounds
We see that the amount of time used on the packaging line and the amount ofmaterials used are at their limits. We call such constraints binding. However, theaggregate production has exceeded its requirement by 44,000 16,000 28,000pounds. This difference is referred to as the slack in the constraint. In general, slackis the absolute difference between the left and right sides of a constraint. The lasttwo constraints in this report are nonnegativity and can be ignored.
The top portion of the Sensitivity Report (Exhibit C.17) tells us the ranges forwhich the objective-function coefficients can vary without changing the optimalvalues of the decision variables. They are given in the Allowable Increase andAllowable Decrease columns. Thus, the profit coefficient on 40-pound bags mayvary between 1.6 and 2.4 without changing the optimal product mix. If the coef-ficient is changed beyond these ranges, the problem must be solved anew. The lowerportion provides information about changes in the right-side values of the con-straints. The shadow price is the change in the objective function value as the rightside of a constraint is increased by one unit. Thus, for the packaging-line constraint,an extra minute of line availability will improve profit by 67 cents. Similarly, a re-duction in line availability will reduce profit by 67 cents. This will hold for in-creases or decreases within the allowable ranges in the last two columns.
Finally, the Limits Report (Exhibit C.18) shows the feasible lower and upperlimits on each individual decision variable if everything else is fixed. Thus, if thenumber of 80-pound bags is fixed at 300, the number of 40-pound bags can go as
C20 Supplementary Chapter C: Modeling Using Linear Programming
-
Exhibit C.17Solver Sensitivity Report
Exhibit C.18Solver Limits Report
low as zero or as high as 500 and maintain a feasible solution. If it drops to zero,the objective function (target result) will be $1,200.
Modeling and Solving the Transportation Problem on a SpreadsheetExhibit C.19 is a spreadsheet model of the Foster Generators transportation problemalong with the Solver Parameters dialog box from Excel. Cells in the range A3:F8provide the model data. Solver works best when all the data have approximately thesame magnitude. Hence, we have scaled the supplies and demands by expressingthem in thousands of units so that they are similar to the unit costs. Thus, the valuesof the decision variables and total cost are also expressed in thousands of dollars.
In Exhibit C.19, the range B13:E15 corresponds to the decision variables (amountshipped) in the problem. The amount shipped out of each origin (Cleveland, Bedford,and York), cells F13:F15, is the sum of the changing cells for that origin. Thesevalues cannot exceed the supplies in F4:F6. For destinations (Boston, Chicago, St.Louis, and Lexington), the amount shipped into each destination is the sum of thechanging cells for that destination (cells B16:E16), which must be equal to thedemands in cells B8:E8. The target cell to be minimized, B18, is the total cost. Thesolution to the Foster Generators transportation problem is summarized in ExhibitC.20.
Supplementary Chapter C: Modeling Using Linear Programming C21
-
Exhibit C.19Foster GeneratorsTransportation Optimal Solution
Route
From To Units Shipped Unit Cost ($) Total Cost ($)
Cleveland Boston 3,500 3 10,500Cleveland Chicago 1,500 2 3,000Bedford Chicago 2,500 5 12,500Bedford St. Louis 2,000 2 4,000Bedford Lexington 1,500 3 4,500York Boston 2,500 2 5,000
39,500
Exhibit C.20Foster GeneratorsTransportation Summary
SOLVED PROBLEMS
SOLVED PROBLEM #1
Par, Inc., is a small manufacturer of golf equipment andsupplies. Par has been convinced by its distributor thata market exists for both a medium-priced golf bag, re-ferred to as a standard model, and a high-priced golfbag, referred to as a deluxe model. The distributor is soconfident of the market that if Par can produce the bagsat a competitive price, the distributor has agreed to pur-chase all the bags that Par can manufacture over thenext three months. A careful analysis of the manufac-turing requirements resulted in Exhibit C.21.
The director of manufacturing estimates that 630hours of cutting and dyeing time, 600 hours of sewingtime, 708 hours of finishing time, and 135 hours ofinspection and packaging time will be available for theproduction of golf bags during the next three months.
Solution:Let x1 be the number of standard bags to produce andx2 be the number of deluxe bags to produce. The con-
C22 Supplementary Chapter C: Modeling Using Linear Programming
-
Production Time (hours per bag)
Cutting/ Inspection/ ProfitProduct Dyeing Sewing Finishing Packaging per Bag
Standard 7/10 1/2 1 1/10 $10Deluxe 1 5/6 2/3 1/4 $ 9
Exhibit C.21Data for Solved Problem 1
SOLVED PROBLEM #2
Make or buy. The Carson Stapler Manufacturing Com-pany forecasts a 5,000-unit demand for its Sure-Holdmodel during the next quarter. This stapler is assem-bled from three major components: base, staple car-tridge, and handle. Until now Carson has manufacturedall three components. However, the forecast of 5,000units is a new high in sales volume, and the firm doubtsthat it will have sufficient production capacity to makeall the components. It is considering contracting a localfirm to produce at least some of the components. Theproduction-time requirements per unit are given in Exhibit C.22 at the bottom of the page.
After considering the firms overhead, material, andlabor costs, the accounting department has determinedthe unit manufacturing cost for each component. Thesedata, along with the purchase price quotations by thecontracting firm are given in Exhibit C.23. Formulate alinear programming model for the make-or-buy deci-sion for Carson that will meet the 5,000-unit demandat a minimum total cost.
Solution:Let
x1 number of units of the base manufacturedx2 number of units of the cartridge manufacturedx3 number of units of the handle manufactured
x4 number of units of the base purchasedx5 number of units of the cartridge purchasedx6 number of units of the handle purchased
Min 0.75x1 0.40x2 1.10x3 0.95x4 0.55x5 1.40x6
subject to
0.03x1 0.02x2 0.05x3 400 (Dept. A)0.04x1 0.02x2 0.04x3 400 (Dept. B)0.02x1 0.03x2 0.01x3 400 (Dept. C)x1 x4 5,000x2 x5 5,000x3 x6 5,000x1, x2, x3, x4, x5, x6 0
Production Time (hours)TotalDepartment Time
Department Base Cartridge Handle Available (hours)
A 0.03 0.02 0.05 400B 0.04 0.02 0.04 400C 0.02 0.03 0.01 400
Exhibit C.22Data for Solved Problem 2
Exhibit C.23 Additional Data for Solved Problem 2
Manufacturing PurchaseComponent Cost ($) Cost ($)
Base $0.75 $0.95Cartridge 0.40 0.55Handle 1.10 1.40
straints represent the limitations on the time availablein each department. The LP model is
Max 10x1 9x27/10x1 1x2 630
1/2x1 5/6x2 6001x1 2/3x2 708
1/10x1 1/4x2 135x1, x2 0
Supplementary Chapter C: Modeling Using Linear Programming C23
-
C24 Supplementary Chapter C: Modeling Using Linear Programming
SOLVED PROBLEM #3
Consider the transportation problem data shown next.
Cost per UnitFairport Mendon Penfield Supply
Corning 16 10 14 600Geneva 12 12 20 300Demand 300 200 300
a. Develop a linear program for this problem.
b. Find the optimal solution using Excel Solver
Solution:
a. Min 16x11 10x12 14x13 12x14 12x15 20x16
subject to
Corning: x11 x12 x13 600Geneva: x21 x22 x23 300Fairport: x11 x21 300Mendon: x21 x22 200Penfield: x31 x32 300
xij 0
b.
KEY TERMS AND CONCEPTS
ConstraintDecision variablesFeasible solutionsLinear functionsLinear programNonnegativity constraintsObjective function
Objective function coefficientsOptimal solutionOptimization modelsSolutionTransportation problemTransportation tableau
QUESTIONS FOR REVIEW AND DISCUSSION
1. What is an optimization model? Provide some ex-amples of optimization scenarios in operations man-agement.
2. What is an objective function?
3. What are the characteristics of a linear function?
4. Explain the difference between a feasible solutionand an optimal solution.
5. Describe different applications of the transportationproblem. That is, to what might origins and desti-nations correspond in different situations?
-
6. Explain how to model linear programs on a spread-sheet and solve them using Microsoft Excels Solver.
7. Describe how to handle the following special situa-tions in the transportation problem:
a. Unequal supply and demand.b. Maximization objective.c. Unacceptable transportation routes.
Supplementary Chapter C: Modeling Using Linear Programming C25
PROBLEMS AND ACTIVITIES
1. The Erlanger Manufacturing Company makes twoproducts. The profit estimates are $25 for each unitof product 1 sold and $30 for each unit of product2 sold. The labor-hour requirements for the prod-ucts in the three production departments are shownin the following table.
ProductDepartment 1 2
A 1.50 3.00B 2.00 1.00C 0.25 0.25
The departments production supervisors estimatethat the following number of labor-hours will beavailable during the next month: 450 hours in de-partment A, 350 hours in department B, and 50hours in department C.
a. Develop a linear programming model to maxi-mize profits.
b. Find the optimal solution. How much of eachproduct should be produced, and what is theprojected profit?
c. What are the scheduled production time andslack time in each department?
2. M&D Chemicals produces two products sold as rawmaterials to companies manufacturing bath soaps,laundry detergents, and other soap products. Basedon an analysis of current inventory levels and poten-tial demand for the coming month, M&Ds managershave specified that the total production of products1 and 2 combined must be at least 350 gallons. Also,a major customers order for 125 gallons of product1 must be satisfied. Product 1 requires 2 hours ofprocessing time per gallon, and product 2 requires 1hour; 600 hours of processing time are available inthe coming month. Production costs are $2 per gal-lon for product 1 and $3 per gallon for product 2.
a. Determine the production quantities that will sat-isfy the specified requirements at minimum cost.
b. What is the total product cost?c. Identify the amount of any surplus production.
3. Photo Chemicals produces two types of photograph-developing fluids. Both products cost Photo Chem-icals $1 per gallon to produce. Based on an analysisof current inventory levels and outstanding ordersfor the next month, Photo Chemicals managers havespecified that at least 30 gallons of product 1 andat least 20 gallons of product 2 must be producedduring the next two weeks. They have also statedthat an existing inventory of highly perishable rawmaterial required in the production of both fluidsmust be used within the next two weeks. The cur-rent inventory of the perishable raw material is 80pounds. Although more of this raw material can beordered if necessary, any of the current inventorythat is not used within the next two weeks willspoilhence the management requirement that atleast 80 pounds be used in the next two weeks.
Furthermore, it is known that product 1 requires1 pound of this perishable raw material per gallonand product 2 requires 2 pounds per gallon. Sincethe firms objective is to keep its production costsat the minimum possible level, the managers arelooking for a minimum-cost production plan thatuses all the 80 pounds of perishable raw materialand provides at least 30 gallons of product 1 and atleast 20 gallons of product 2. What is the minimum-cost solution?
4. Managers of High Tech Services (HTS) would liketo develop a model that will help allocate techni-cians time between service calls to regular-contractcustomers and new customers. A maximum of 80hours of technician time is available over the two-week planning period. To satisfy cash flow require-ments, at least $800 in revenue (per technician) mustbe generated during the two-week period. Techni-cian time for regular customers generates $25 perhour. However, technician time for new customersgenerates an average of only $8 per hour because in
-
many cases a new-customer contact does not pro-vide billable services. To ensure that new-customercontacts are being maintained, the time techniciansspend on new-customer contacts must be at least 60percent of the time technicians spend on regular-customer contacts. Given these revenue and policyrequirements, HTS would like to determine how toallocate technicians time between regular customersand new customers so that the total number of cus-tomers contacted during the two-week period willbe maximized. Technicians require an average of 50minutes for each regular-customer contact and 1hour for each new-customer contact. Develop alinear programming model that will enable HTS todetermine how to allocate technicians time betweenregular customers and new customers.
5. Product mix. Better Products, Inc. is a small manu-facturer of three products it produces on two ma-chines. In a typical week, 40 hours of time areavailable on each machine. Profit contribution andproduction time in hours per unit are given in thefollowing table:
Product1 2 3
Profit/unit $30 $50 $20Machine 1 time/unit 0.5 2.0 0.75Machine 2 time/unit 1.0 1.0 0.5
Two operators are required for machine 1. Thus, 2hours of labor must be scheduled for each hour ofmachine 1 time. Only one operator is required formachine 2. A maximum of 100 labor-hours is avail-able for assignment to the machines during the com-ing week. Other production requirements are thatproduct 1 cannot account for more than 50 percentof the units produced and that product 3 must ac-count for at least 20 percent of the units produced.
a. How many units of each product should beproduced to maximize the profit contribution?What is the projected weekly profit associatedwith your solution?
b. How many hours of production time will bescheduled on each machine?
6. Hilltop Coffee manufactures a coffee product byblending three types of coffee beans. The cost perpound and the available pounds of each bean aregiven in the following table:
Bean Cost/Pound Available Pounds
1 $0.50 5002 0.70 6003 0.45 400
Consumer tests with coffee products were used toprovide quality ratings on a 0-to-100 scale, withhigher ratings indicating higher quality. Product-quality standards for the blended coffee require aconsumer rating for aroma to be at least 75 and aconsumer rating for taste to be at least 80. Thearoma and taste ratings for coffee made from 100percent of each bean are given in the followingtable:
Bean Aroma Rating Taste Rating
1 75 862 85 883 60 75
It is assumed that the aroma and taste attributes ofthe coffee blend will be a weighted average of theattributes of the beans used in the blend.
a. What is the minimum-cost blend of the threebeans that will meet the quality standards andprovide 1,000 pounds of the blended coffeeproduct?
b. What is the bean cost per pound of the coffeeblend?
7. Ajax Fuels, Inc. is developing a new additive forairplane fuels. The additive is a mixture of threeliquid ingredients: A, B, and C. For proper perfor-mance, the total amount of additive (amount of A amount of B amount of C) must be at least 10ounces per gallon of fuel. For safety reasons, how-ever, the amount of additive must not exceed 15ounces per gallon of fuel. The mix or blend of thethree ingredients is critical. At least one ounce of in-gredient A must be used for every ounce of ingredi-ent B. The amount of ingredient C must be greaterthan one-half the amount of ingredient A. If the costper ounce for ingredients A, B, and C is $0.10,$0.03, and $0.09, respectively, find the minimum-cost mixture of A, B, and C for each gallon of air-plane fuel.
8. Production routing. Lurix Electronics manufac-tures two products that can be produced on twodifferent production lines. Both products have theirlowest production costs when produced on themore modern of the two production lines. How-ever, the modern production line does not have thecapacity to handle the total production. As a result,some production must be routed to the older pro-duction line. Data for total production require-ments, production-line capacities, and productioncosts are shown in the table at the top of page C27.
Formulate an LP model that can be used to makethe production routing decision. What are the rec-
C26 Supplementary Chapter C: Modeling Using Linear Programming
-
ommended decision and the total cost? (Use nota-tion of the form x11 units of product 1 producedon line 1.)
9. The Two-Rivers Oil Company near Pittsburghtransports gasoline to its distributors by truck. Thecompany has recently received a contract to beginsupplying gasoline distributors in southern Ohio andhas $600,000 available to spend on the necessaryexpansion of its fleet of gasoline tank trucks. Threemodels of trucks are available, as shown in the tableat the bottom of the page.
The company estimates that the monthly de-mand for the region will be 550,000 gallons of gaso-line. Due to the size and speed differences of thetruck models, they vary in the number of possibledeliveries or round-trips per month; trip capacitiesare estimated at 15 per month for the Super Tanker,20 per month for the Regular Line, and 25 permonth for the Econo-Tanker. Based on maintenanceand driver availability, the firm does not want toadd more than 15 new vehicles to its fleet. In addi-tion, the company wants to purchase at least threeof the new Econo-Tankers to use on the short-run,low-demand routes. As a final constraint, the com-pany does not want more than half of its purchasesto be Super Tankers.
a. If the company wants to satisfy the gasoline de-mand with minimal monthly operating expense,how many models of each truck should it pur-chase?
b. If the company did not require at least threeEcono-Tankers and allowed as many SuperTankers as needed, what would the optimalstrategy be?
10. The Williams Calculator Company manufacturestwo models of calculators, the TW100 and theTW200. The assembly process requires three people,and the assembly times are given in the followingtable:
Assembler1 2 3
TW100 4 min. 2 min. 3.5 min.TW200 3 min. 4 min. 3 min.
Company policy is to balance workloads on all as-sembly jobs. In fact, managers want to schedulework so that no assembler will have more than 30minutes more work per day than other assemblers.This means that in a regular 8-hour shift, all as-semblers will be assigned at least 7.5 hours of work.If the firm makes a $2.50 profit for each TW100and a $3.50 profit for each TW200, how many unitsof each calculator should be produced per day? Howmuch time will each assembler be assigned per day?
11. An appliance store owns two warehouses and hasthree major regional stores. Supply, demand, andtransportation costs for refrigerators are provided inthe following table:
StoreWarehouse A B C Supply
1 6 8 5 802 12 3 7 40
Demand 20 50 50
a. Set up the transportation tableau.b. Find an optimal solution using Excel.
Supplementary Chapter C: Modeling Using Linear Programming C27
Table for Problem 8.
Production Cost/UnitModern Line Old Line Minimum Production Requirement
Product 1 $3.00 $5.00 500 unitsProduct 2 $2.50 $4.00 700 unitsProduction-line capacity 800 600
Table for Problem 9.
Capacity (gallons) Purchase Cost ($) Monthly Operating Costs ($)*
Super Tanker 5,000 $67,000 $550Regular Line 2,500 55,000 425Econo-Tanker 1,000 46,000 350
*Includes depreciation
-
12. A product is produced at three plants and shippedto three warehouses, with transportation costs perunit as follows. Find the optimal solution.
WarehousePlant
Plant W1 W2 W3 Capacity
P1 20 16 24 300P2 10 10 8 500P3 12 18 10 100
Warehouse 200 400 300Demand
13. Consider the following data for a transportationproblem:
Distribution CenterPlant Los Angeles San Francisco San Diego Supply
San Jose 4 10 6 100Las Vegas 8 16 6 300Tucson 14 18 10 300Demand 200 300 200
a. Construct the linear program to minimize totalcost.
b. Find an optimal solution.c. How would the optimal solution differ if we
must ship 100 units on the Tucson to San Diegoroute? Explain how you can modify the modelto incorporate this new information.
d. Because of road construction, the Las Vegas toSan Diego route is now unacceptable. Explainhow you can modify the model to incorporatethis new information.
14. Find the optimal solution to the transportationproblem shown.
Customer ZoneDistribution Center 1 2 3 Availability
A 2 8 10 50B 6 11 6 40C 12 7 9 30
Demand 45 15 30
15. Reconsider the Foster Generators transportationand facilities-location problem. Assume that theYork plant location alternative is replaced with theClarksville, Tennessee location. Using the 2,500-unitcapacity for the Clarksville plant and the unit trans-portation costs shown at the top of the next column,determine the minimum-cost transportation-prob-lem solution if the new plant is located in Clarksville.
Shipping from Clarksville to Unit Cost
Boston 9Chicago 6St. Louis 3Lexington 3
Compare the total transportation costs of the Yorkand Clarksville plant locations. Which location pro-vides for lower-cost transportation?
16. Forbelt Corporation has a one-year contract to sup-ply motors for all refrigerators produced by the IceAge Corporation. Ice Age manufactures the refrig-erators at four locations around the country: Boston,Dallas, Los Angeles, and St. Paul. Plans call for thesenumbers (in thousands) of refrigerators to be pro-duced at the four locations.
Boston 50Dallas 70Los Angeles 60St. Paul 80
Forbelt has three plants that are capable of produc-ing the motors. The plants and their production ca-pacities (in thousands) follow:
Denver 100Atlanta 100Chicago 150
Because of varying production and transportationcosts, the profit Forbelt earns on each lot of 1,000units depends on which plant produced it and towhich destination it was shipped. The accounting de-partment estimates of the profit per unit (shipmentsare made in lots of 1,000 units) are as follows:
Shipped toProduced at Boston Dallas Los Angeles St. Paul
Denver 7 11 8 13Atlanta 20 17 12 10Chicago 8 18 13 16
Given profit maximization as a criterion, Forbeltwould like to determine how many motors shouldbe produced at each plant and how many should beshipped from each plant to each destination.
17. Arnoff Enterprises manufactures the central process-ing unit (CPU) for a line of personal computers. TheCPUs are manufactured in Seattle, Columbus, andNew York and shipped to warehouses in Pittsburgh,Mobile, Denver, Los Angeles, and Washington, D.C.
C28 Supplementary Chapter C: Modeling Using Linear Programming
-
for further distribution. The following data showthe number of CPUs available at each plant and thenumber of CPUs required by each warehouse. Theshipping costs (dollars per unit) are also shown.
a. Determine the number of CPUs that should beshipped from each plant to each warehouse tominimize the total transportation cost.
b. The Pittsburgh warehouse has just increased itsorder by 1,000 units, and Arnoff has authorizedthe Columbus plant to increase its productionby 1,000 units. Do you expect this development
to lead to an increase or a decrease in the totaltransportation cost? Solve for the new optimalsolution.
18. Set up an Excel model for the project-crashing prob-lem in this supplement and find the optimal solu-tion.
19. Develop and solve a linear programming model forcrashing the Wildcat Software Consulting problemin Chapter 18.
Supplementary Chapter C: Modeling Using Linear Programming C29
Table for Problem 17b.
WarehousePlant Pittsburgh Mobile Denver Los Angeles Washington Supply
Seattle 10 20 5 9 10 9,000Columbus 2 10 8 30 6 4,000New York 1 20 7 10 4 8,000Demand 3,000 5,000 4,000 6,000 3,000
CASES
HALLERS PUB & BREWERY
Jeremy Haller of Hallers Pub & Brewery, described inthe opening episode, has compiled data describing theamount of different ingredients and labor resourcesneeded to brew the six different types of beers that thebrewery makes. He also gathered financial informationand estimated demand over a 26-week forecast horizon.These data are shown in Exhibit C.24. The profits foreach batch of each type of beer are
Light Ale: $3,925.78Golden Ale: $4,062.75Freedom Wheat: $3,732.34Berry Wheat: $3,704.49Dark Ale: $3,905.79Hearty Stout: $3,490.22
These values incorporate fixed overhead costs of $7,500per batch.
a. Use the data in Exhibit C.19 to validate the profitfigures.
b. How many batches should Haller plan to make ofeach product? Develop and solve an LP model.
c. In the brewing business, the price of grain and hopsfluctuates fairly regularly. Examine the effect of a10 percent increase in the price of all grains andhops on the optimal solution.
d. Customer demand for beer at Hallers, especiallyduring holiday months and economic slowdowns,has a tendency to fluctuate just as the price of grainsand hops. Examine the effect of a 10 percent de-crease in overall customer demand.
e. Due to a shrinking interest in Stout beer, Hallerswould like to understand the effect on profitabilityof removing it from its product line. Assume that allStout beer drinkers would be lost with the elimina-tion of the beer (that is, they do not switch to an-other type of beer).
Summarize all your results in a memo to Jeremy Haller.
-
C30 Supplementary Chapter C: Modeling Using Linear Programming
Amounts for one batch (14 Barrels-30 kegs-4350 pints) of beer
Light Golden Freedom Berry Dark Hearty CostAle (A) Ale (G) Wheat Wheat Ale Stout Availability per Unit
Percent of Demand 27% 22% 19% 10% 11% 11%
American 2-Row Grain (lb.) 525.00 400.00 375.00 350.00 450.00 375.00 30,000 $0.35
American 6-Row Grain (lb.) 125.00 125.00 150.00 250.00 225.00 8,000 $0.40
American Crystal Grain (lb.) 175.00 175.00 5,000 $0.42
German Vienna Grain (lb.) 125.00 200.00 175.00 50.00 5,000 $0.45
Flaked Barley (lb.) 75.00 150.00 150.00 75.00 5,000 $0.47
Light Dry Malt Extract (lb.) 35.00 45.00 50.00 25.00 2,000 $0.37
Hallertauer Hops (lb.) 4.00 3.00 2.00 2.00 8.00 500 $0.32
Kent Goldings Hops (lb.) 1.00 4.00 4.00 500 $0.29
Tettnanger Hops (lb.) 4.00 2.00 2.00 4.00 2.00 500 $0.31
Brewing Labor (hr.) 70.00 72.00 81.00 83.00 75.00 96.00 4,032 $18.00
Average # Pints per Batch 4,350 4,350 4,350 4,350 4,350 4,350
Beer Price (per pint) $3.00 $3.00 $3.00 $3.00 $3.00 $3.00
Avg. Demand (pints/week) 2,153 1,755 1,515 798 877 877
Avg. Demand (batches/wk) 0.495 0.403 0.348 0.183 0.202 0.202
Avg. Demand (batches/26 wks) 12.870 10.487 9.057 4.767 5.243 5.243
Exhibit C.24 Data for Hallers Pub & Brewery
Exhibit C.25 Data for Holcomb Candle
8-oz. Jar 4-oz. Jar 6-in. Pillar 3-in. Pillar Votive pack Available
Wax (lb.) 0.5 0.25 0.5 0.25 0.3125 200,000Fragrance (oz.) 0.24 0.12 0.24 0.12 0.15 100,000Wick (ft.) 0.43 0.22 0.58 0.33 0.80 250,000Display space (ft.) 0.48 0.24 0.23 0.23 0.26 124,000Sales price $0.76 0.44 0.74 0.42 0.72Manufacturing cost $0.52 0.25 0.51 0.21 0.55
HOLCOMB CANDLE
Holcomb Candle has signed a contract with a nationalchain of discount department stores to supply a seasonalcandle set in the checkout aisle of its 15,000 stores. Eightfeet of display space has been designated for candles ineach store. The different types of candles that Holcombproduces are 8-ounce jars, 4-ounce jars, 6-inch pillars,3-inch pillars, and 4-packs of votive candles. The con-tract signed with the store specifies that at least 2 feetmust be dedicated to 8-ounce jars, at least 2 feet to 6-
inch pillars, and at least 1 foot to votives. The numberof jars shipped should be at least as many as the num-ber of pillars shipped.
Holcomb recently bought 200,000 pounds of waxfor a special price. Its inventory also includes 250,000feet of spooled wick and 100,000 ounces of holiday fra-grances. Relevant data are given in Exhibit C.25. For-mulate an LP model, solve it, and explain what thesolution means for the company.
-
Supplementary Chapter C: Modeling Using Linear Programming C31
ENDNOTES
1 Makuch, William M., Dodge, Jeffrey L., Ecker, Joseph E., Granfors, Donna C., and Hahn, Gerald J., Managing Consumer Credit Delin-quency in the U.S. Economy: A Multi-Billion Dollar Management Science Application, Interfaces 22, no. 1, JanuaryFebruary 1992, pp.90109.2 Field, Richard C. National Forest Planning is Promoting US Forest Service Acceptance of Operations Research, Interfaces 14, no. 5,SeptemberOctober 1984, pp. 6776.


















