
Effect of Deformation-Induced ω Phase on the … of Deformation-Induced ½ Phase on the Mechanical...
6
Effect of Deformation-Induced ½ Phase on the Mechanical Properties of Metastable ¢-Type Ti-V Alloys Xingfeng Zhao 1,+1 , Mitsuo Niinomi 2,+2 , Masaaki Nakai 2 and Junko Hieda 2 1 Department of Materials Science, Graduate School of Engineering, Tohoku University, Sendai 980-8579, Japan 2 Institute for Materials Research, Tohoku University, Sendai 980-8577, Japan A series of metastable ¢-type binary Ti-(18-22)V alloys were prepared to investigate the effect of deformation-induced products (deformation-induced ½ phase transformation and mechanical twinning) on the mechanical properties of metastable ¢-type titanium alloys. The microstructures, Young’ s moduli, and tensile properties of the alloys were systemically examined. Ti-(18-20)V alloys subjected to solution treatment comprise a ¢ phase and a small amount of athermal ½ phase, while Ti-22V alloy subjected to solution treatment consists of a single ¢ phase. Ti-(18-20)V alloys subjected to solution treatment exhibit relatively low Young’ s moduli and low tensile strengths as compared to cold-rolled specimens. Both deformation-induced ½ phase transformation and {332} ¢ h113i ¢ mechanical twinning occur in all of the alloys during cold rolling. The occurrences of {332} ¢ h113i ¢ mechanical twinning and deformation- induced ½ phase transformation are dependent on the ¢ stability of the alloys. After cold rolling, all of the alloys comprise a ¢ phase and an ½ phase. The Young’ s moduli of Ti-(18-22)V alloys increase because of the formation of a deformation-induced ½ phase during cold rolling. The significant increase in tensile strength is attributed to the combined effect of the deformation-induced ½ phase transformation and work- hardening during cold rolling. [doi:10.2320/matertrans.M2012116] (Received March 26, 2012; Accepted May 16, 2012; Published July 11, 2012) Keywords: beta-type alloys, deformation-induced omega phase transformation, mechanical twinning, Young’ s modulus, tensile properties 1. Introduction Non-equilibrium phases, such as ¡A (hcp-structured martensite), ¡AA (orthorhombic-structured martensite), or ½ (simple hexagonal structure phase), can appear in certain metastable ¢-type titanium alloys during deformation. 1,2) It would appear that the deformation-induced products are related to the amount of ¢ stabilizing element that is present, i.e., the stability of the ¢ phase. As the amount of ¢ stabilizer increases, the stability of the ¢ phase increases so that such products change from deformation-induced martensites (¡A and ¡AA) to a deformation-induced ½ phase and mechanical twin. 3) Over the past few decades, deformation-induced martensites and their effect on the mechanical properties of titanium alloys have been extensively investigated. 4-10) Zhao et al. reported that deformation-induced ¡A transformation occurs in Ti-30Zr-4Cr alloy and result in decreasing of Young’ s modulus. 5) Kim et al. reported that stress-induced ¡AA transformation can take place in the metastable ¢ region in Ti-Nb-Si alloys, and result in pseudoelasticity. 6) Matsumoto et al. released that stress-induced ¡AA phase is formed by cold rolling in Ti-35Nb-4Sn alloy, and the Young’ s modulus of the alloy decreases after cold rolling, while the tensile strength increases. 8) Additionally, there are some reports that have reported on the phenomenon of deformation-induced ½ phase transformation in metastable ¢-type alloys. Kuan et al. 11) observed that the ½ phase was stress-induced during tensile deformation of quenched Ti-16 and Ti-20 mass% V single crystals. In addition, deformation-induced ½ phase transformation was also found in metastable ¢-type Ti-Cr, Ti-Fe and Ti-Mo alloys. 12,13) Nevertheless, there is very little literature available that has focused on the effect of deformation-induced ½ phase transformation on the mechanical properties, such as Young’ s modulus and tensile properties, for example. As mentioned above, the type of deformation-induced products are related to the stability of the ¢ phase. 3) There has a possibility that both of deformation-induced martensitic transformation and deformation-induced ½ phase transforma- tion occur simultaneously because they are competitive in a certain range of chemical composition. 5) In this case, it is difficult to clarify the effects of deformation-induced martensitic transformation and deformation-induced ½ phase transformation on the mechanical properties separately. It is necessary to eliminate the effect of the deformation-induced martensite on the mechanical properties to clarify the effect of the deformation-induced ½ phase on the mechanical properties. Therefore, a relatively large amount of ¢ stabilizer should be added to obtain a relatively high stability in the ¢ phase to avoid deformation-induced martensitic transforma- tion. Vanadium (V) is an effective ¢ stabilizer for designing ¢-type alloys, and Ti-V alloys have a large composition range capable of producing deformation-induced ½ phase trans- formation. 11,13) According to the previous reports, a compo- sition range of 18 to 22 mass% V is expected to produce deformation-induced ½ phase transformation for the binary Ti-V alloys. 11,13) Thus, in the present work, the effect of deformation-induced ½ phase on Young’ s modulus and tensile properties of ¢-type titanium alloys were systemati- cally investigated using the binary Ti-V alloys. 2. Materials and Methods 2.1 Material preparation A series of binary Ti-xV(x = 18, 20 and 22 mass%) alloys were prepared by the following procedure. Appropriate amounts of high-purity sponge Ti (99.7%) and lumps of V (99.7%) were mixed together. The mixtures were then arc melted with a non-consumable tungsten electrode under a +1 Graduate Student, Tohoku University +2 Corresponding author, E-mail: niinomi@imr.tohoku.ac.jp Materials Transactions, Vol. 53, No. 8 (2012) pp. 1379 to 1384 © 2012 The Japan Institute of Metals
Transcript of Effect of Deformation-Induced ω Phase on the … of Deformation-Induced ½ Phase on the Mechanical...

Effect of Deformation-Induced ½ Phase on the Mechanical Propertiesof Metastable ¢-Type TiVAlloys
Xingfeng Zhao1,+1, Mitsuo Niinomi2,+2, Masaaki Nakai2 and Junko Hieda2
1Department of Materials Science, Graduate School of Engineering, Tohoku University, Sendai 980-8579, Japan2Institute for Materials Research, Tohoku University, Sendai 980-8577, Japan
A series of metastable ¢-type binary Ti(1822)V alloys were prepared to investigate the effect of deformation-induced products(deformation-induced ½ phase transformation and mechanical twinning) on the mechanical properties of metastable ¢-type titanium alloys. Themicrostructures, Young’s moduli, and tensile properties of the alloys were systemically examined.
Ti(1820)V alloys subjected to solution treatment comprise a ¢ phase and a small amount of athermal ½ phase, while Ti22V alloysubjected to solution treatment consists of a single ¢ phase. Ti(1820)V alloys subjected to solution treatment exhibit relatively low Young’smoduli and low tensile strengths as compared to cold-rolled specimens. Both deformation-induced ½ phase transformation and {332}¢h113i¢mechanical twinning occur in all of the alloys during cold rolling. The occurrences of {332}¢h113i¢ mechanical twinning and deformation-induced ½ phase transformation are dependent on the ¢ stability of the alloys. After cold rolling, all of the alloys comprise a ¢ phase and an ½
phase. The Young’s moduli of Ti(1822)V alloys increase because of the formation of a deformation-induced ½ phase during cold rolling. Thesignificant increase in tensile strength is attributed to the combined effect of the deformation-induced ½ phase transformation and work-hardening during cold rolling. [doi:10.2320/matertrans.M2012116]
(Received March 26, 2012; Accepted May 16, 2012; Published July 11, 2012)
Keywords: beta-type alloys, deformation-induced omega phase transformation, mechanical twinning, Young’s modulus, tensile properties
1. Introduction
Non-equilibrium phases, such as ¡A (hcp-structuredmartensite), ¡AA (orthorhombic-structured martensite), or ½
(simple hexagonal structure phase), can appear in certainmetastable ¢-type titanium alloys during deformation.1,2) Itwould appear that the deformation-induced products arerelated to the amount of ¢ stabilizing element that is present,i.e., the stability of the ¢ phase. As the amount of ¢ stabilizerincreases, the stability of the ¢ phase increases so that suchproducts change from deformation-induced martensites (¡Aand ¡AA) to a deformation-induced ½ phase and mechanicaltwin.3) Over the past few decades, deformation-inducedmartensites and their effect on the mechanical properties oftitanium alloys have been extensively investigated.410) Zhaoet al. reported that deformation-induced ¡A transformationoccurs in Ti30Zr4Cr alloy and result in decreasing ofYoung’s modulus.5) Kim et al. reported that stress-induced ¡AAtransformation can take place in the metastable ¢ region inTiNbSi alloys, and result in pseudoelasticity.6) Matsumotoet al. released that stress-induced ¡AA phase is formed by coldrolling in Ti35Nb4Sn alloy, and the Young’s modulusof the alloy decreases after cold rolling, while the tensilestrength increases.8) Additionally, there are some reports thathave reported on the phenomenon of deformation-induced½ phase transformation in metastable ¢-type alloys. Kuanet al.11) observed that the ½ phase was stress-induced duringtensile deformation of quenched Ti16 and Ti20mass% Vsingle crystals. In addition, deformation-induced ½ phasetransformation was also found in metastable ¢-type TiCr,TiFe and TiMo alloys.12,13) Nevertheless, there is verylittle literature available that has focused on the effectof deformation-induced ½ phase transformation on the
mechanical properties, such as Young’s modulus and tensileproperties, for example.
As mentioned above, the type of deformation-inducedproducts are related to the stability of the ¢ phase.3) There hasa possibility that both of deformation-induced martensitictransformation and deformation-induced ½ phase transforma-tion occur simultaneously because they are competitive ina certain range of chemical composition.5) In this case,it is difficult to clarify the effects of deformation-inducedmartensitic transformation and deformation-induced ½ phasetransformation on the mechanical properties separately. It isnecessary to eliminate the effect of the deformation-inducedmartensite on the mechanical properties to clarify the effectof the deformation-induced ½ phase on the mechanicalproperties. Therefore, a relatively large amount of ¢ stabilizershould be added to obtain a relatively high stability in the ¢
phase to avoid deformation-induced martensitic transforma-tion. Vanadium (V) is an effective ¢ stabilizer for designing¢-type alloys, and TiValloys have a large composition rangecapable of producing deformation-induced ½ phase trans-formation.11,13) According to the previous reports, a compo-sition range of 18 to 22mass% V is expected to producedeformation-induced ½ phase transformation for the binaryTiV alloys.11,13) Thus, in the present work, the effect ofdeformation-induced ½ phase on Young’s modulus andtensile properties of ¢-type titanium alloys were systemati-cally investigated using the binary TiV alloys.
2. Materials and Methods
2.1 Material preparationA series of binary TixV (x = 18, 20 and 22mass%) alloys
were prepared by the following procedure. Appropriateamounts of high-purity sponge Ti (99.7%) and lumps of V(99.7%) were mixed together. The mixtures were then arcmelted with a non-consumable tungsten electrode under a
+1Graduate Student, Tohoku University+2Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 53, No. 8 (2012) pp. 1379 to 1384©2012 The Japan Institute of Metals
high-purity argon (Ar) atmosphere. The ingots were invertedand remelted at least six times to ensure compositionalhomogeneity. The arc-melted ingots of the TixValloys werehomogenized at 1373K for 21.6 ks in an Ar atmosphere, afterwhich they were subjected to water quenching. The alloyswere then hot rolled into plates with a reduction ratio of70% at 1273K in the same atmosphere and subjected toair cooling. Then, the hot-rolled specimens were subjectedto solution treatment at 1123K for 3.6 ks under vacuumconditions, followed by water quenching. Finally, tointroduce deformation-induced products into the Ti(1822)V alloys, the solution-treated samples were cold rolledwith a reduction ratio of 10% at room temperature. Thesolution-treated and cold-rolled specimens are labeled ST andCR, respectively. More particularly, from here on they arereferred to as Ti18VST, Ti20VST and Ti22VST, andTi18VCR, Ti20VCR and Ti22VCR, respectively.
2.2 Microstructural analysisThe phase constitutions were identified by X-ray diffrac-
tion (XRD) analysis using a Bruker D8 Discover two-dimensional X-ray diffractometer with Cu-K¡ radiation at anaccelerating voltage of 40 kV and a current of 40mA. Themicrostructures were examined by optical microscopy (OM;Olympus BX51), electron backscatter diffraction (EBSD;Quanta 200 3D SEM-TSL), and transmission electronmicroscopy (TEM; JEOL JEM-2000EX). For OM and EBSDobservations, the specimens were mechanically polishedusing SiC waterproof papers of up to #2400 grit and a col-loidal SiO2 suspension. The mirror-polished specimens werethen etched with mixed aqueous solutions of hydrofluoricacid and nitric acid. The specimens for TEM were preparedby mechanical polishing and ion milling. Specifically, thesamples were first mechanically polished to a thickness ofapproximately 50 µm, after which they were dimpled with aphosphor bronze ring to a thickness of around 15 µm. Finally,the specimens were ion milled to a thin foil. TEM observa-tions were conducted at an accelerating voltage of 200 kV.
2.3 Evaluation of mechanical propertiesThe mechanical properties of the prepared alloys were
evaluated by performing Young’s modulus measurementsand tensile tests.
Specimens, of size 40mm © 10mm © 1.5mm, were cutfrom ST and CR plates for Young’s modulus measurements,with their longitudinal direction parallel to the rollingdirection. These specimens were polished using SiC water-proof papers of up to #2400 grit. The Young’s moduli of thealloys were measured at room temperature in air using a freeresonance method (Nippon Techno-Plus Co., Ltd. JE-RT3).
For the tensile tests, specimens with a thickness of 1.5mm,width of 3mm, and gage length of 13mm were cut from theST and CR plates. The longitudinal directions of thesespecimens were parallel to the rolling direction. The tensiletest specimens were polished using SiC waterproof papers ofup to #2400 grit. The tensile tests were performed at acrosshead speed of 8.33 © 10¹6m s¹1, at room temperature inair, using an Instron-type machine (Shimadzu AGS-20kNG).The Young’s modulus measurements and tensile tests wereperformed in triplicate to minimize the experimental errors.
3. Results and Discussion
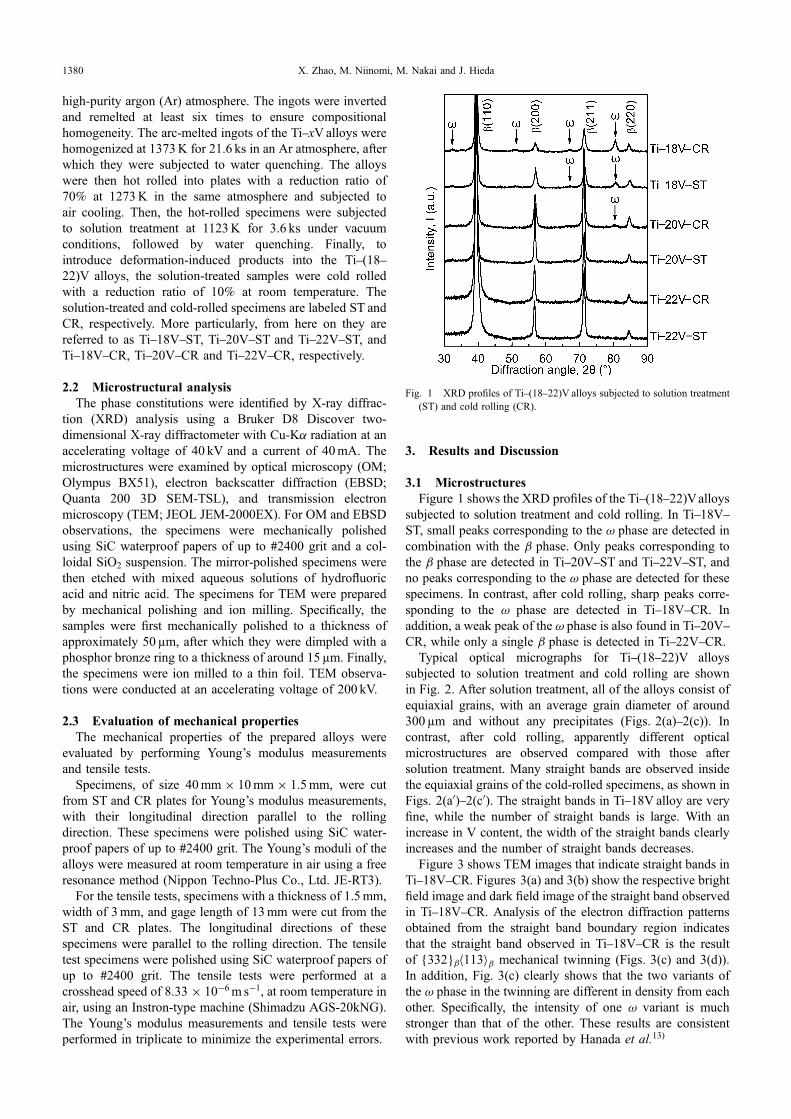
3.1 MicrostructuresFigure 1 shows the XRD profiles of the Ti(1822)Valloys
subjected to solution treatment and cold rolling. In Ti18VST, small peaks corresponding to the ½ phase are detected incombination with the ¢ phase. Only peaks corresponding tothe ¢ phase are detected in Ti20VST and Ti22VST, andno peaks corresponding to the ½ phase are detected for thesespecimens. In contrast, after cold rolling, sharp peaks corre-sponding to the ½ phase are detected in Ti18VCR. Inaddition, a weak peak of the ½ phase is also found in Ti20VCR, while only a single ¢ phase is detected in Ti22VCR.
Typical optical micrographs for Ti(1822)V alloyssubjected to solution treatment and cold rolling are shownin Fig. 2. After solution treatment, all of the alloys consist ofequiaxial grains, with an average grain diameter of around300 µm and without any precipitates (Figs. 2(a)2(c)). Incontrast, after cold rolling, apparently different opticalmicrostructures are observed compared with those aftersolution treatment. Many straight bands are observed insidethe equiaxial grains of the cold-rolled specimens, as shown inFigs. 2(aA)2(cA). The straight bands in Ti18V alloy are veryfine, while the number of straight bands is large. With anincrease in V content, the width of the straight bands clearlyincreases and the number of straight bands decreases.
Figure 3 shows TEM images that indicate straight bands inTi18VCR. Figures 3(a) and 3(b) show the respective brightfield image and dark field image of the straight band observedin Ti18VCR. Analysis of the electron diffraction patternsobtained from the straight band boundary region indicatesthat the straight band observed in Ti18VCR is the resultof {332}¢h113i¢ mechanical twinning (Figs. 3(c) and 3(d)).In addition, Fig. 3(c) clearly shows that the two variants ofthe ½ phase in the twinning are different in density from eachother. Specifically, the intensity of one ½ variant is muchstronger than that of the other. These results are consistentwith previous work reported by Hanada et al.13)
Fig. 1 XRD profiles of Ti(1822)V alloys subjected to solution treatment(ST) and cold rolling (CR).
X. Zhao, M. Niinomi, M. Nakai and J. Hieda1380
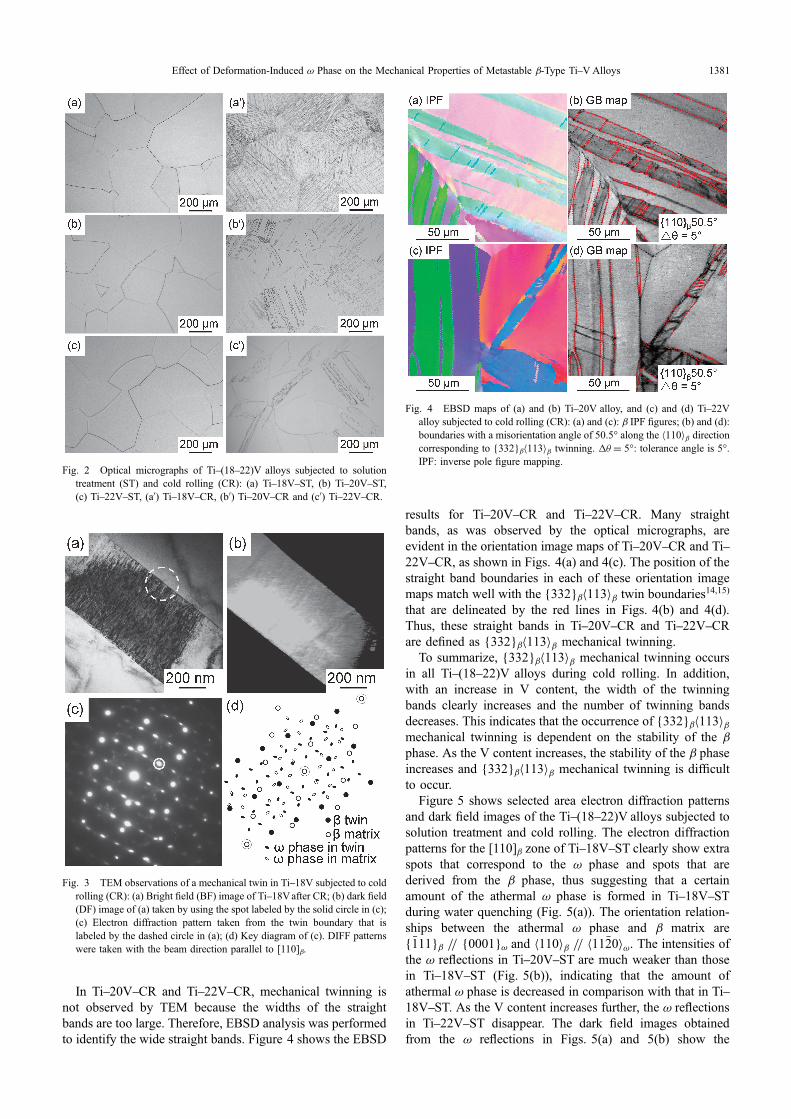
In Ti20VCR and Ti22VCR, mechanical twinning isnot observed by TEM because the widths of the straightbands are too large. Therefore, EBSD analysis was performedto identify the wide straight bands. Figure 4 shows the EBSD
results for Ti20VCR and Ti22VCR. Many straightbands, as was observed by the optical micrographs, areevident in the orientation image maps of Ti20VCR and Ti22VCR, as shown in Figs. 4(a) and 4(c). The position of thestraight band boundaries in each of these orientation imagemaps match well with the {332}¢h113i¢ twin boundaries14,15)
that are delineated by the red lines in Figs. 4(b) and 4(d).Thus, these straight bands in Ti20VCR and Ti22VCRare defined as {332}¢h113i¢ mechanical twinning.
To summarize, {332}¢h113i¢ mechanical twinning occursin all Ti(1822)V alloys during cold rolling. In addition,with an increase in V content, the width of the twinningbands clearly increases and the number of twinning bandsdecreases. This indicates that the occurrence of {332}¢h113i¢mechanical twinning is dependent on the stability of the ¢
phase. As the V content increases, the stability of the ¢ phaseincreases and {332}¢h113i¢ mechanical twinning is difficultto occur.
Figure 5 shows selected area electron diffraction patternsand dark field images of the Ti(1822)V alloys subjected tosolution treatment and cold rolling. The electron diffractionpatterns for the [110]¢ zone of Ti18VST clearly show extraspots that correspond to the ½ phase and spots that arederived from the ¢ phase, thus suggesting that a certainamount of the athermal ½ phase is formed in Ti18VSTduring water quenching (Fig. 5(a)). The orientation relation-ships between the athermal ½ phase and ¢ matrix are{�111}¢ // {0001}½ and h110i¢ == h11�20i½. The intensities ofthe ½ reflections in Ti20VST are much weaker than thosein Ti18VST (Fig. 5(b)), indicating that the amount ofathermal ½ phase is decreased in comparison with that in Ti18VST. As the V content increases further, the ½ reflectionsin Ti22VST disappear. The dark field images obtainedfrom the ½ reflections in Figs. 5(a) and 5(b) show the
Fig. 2 Optical micrographs of Ti(1822)V alloys subjected to solutiontreatment (ST) and cold rolling (CR): (a) Ti18VST, (b) Ti20VST,(c) Ti22VST, (aA) Ti18VCR, (bA) Ti20VCR and (cA) Ti22VCR.
Fig. 3 TEM observations of a mechanical twin in Ti18V subjected to coldrolling (CR): (a) Bright field (BF) image of Ti18Vafter CR; (b) dark field(DF) image of (a) taken by using the spot labeled by the solid circle in (c);(c) Electron diffraction pattern taken from the twin boundary that islabeled by the dashed circle in (a); (d) Key diagram of (c). DIFF patternswere taken with the beam direction parallel to [110]¢.
Fig. 4 EBSD maps of (a) and (b) Ti20V alloy, and (c) and (d) Ti22Valloy subjected to cold rolling (CR): (a) and (c): ¢ IPF figures; (b) and (d):boundaries with a misorientation angle of 50.5° along the h110i¢ directioncorresponding to {332}¢h113i¢ twinning. ¦ª = 5°: tolerance angle is 5°.IPF: inverse pole figure mapping.
Effect of Deformation-Induced ½ Phase on the Mechanical Properties of Metastable ¢-Type TiVAlloys 1381

presence of a dispersion of fine ½ particles in the ¢ matrix ofTi18VST and Ti20VST, as shown in Figs. 5(aA) and5(bA), respectively. The size and number of ½ particlesdecrease with an increase in V content such that no ½
particles are found in the ¢ matrix of Ti22VST (Fig. 5(cA)).These results indicate that the formation of the athermal ½phase during water quenching is suppressed by increasing theamount of ¢ stabilizer, i.e., V.
In contrast, after cold rolling, the reflections of the ½ phasein the matrix of Ti18VCR and Ti20VCR specimens(Figs. 5(d) and 5(e), respectively) are much sharper thanthose in Ti18VST and Ti20VST (Figs. 5(a) and 5(b)),respectively. The size and number of ½ particles in the¢ matrix of Ti18VCR (Fig. 5(dA)) and Ti20VCR(Fig. 5(eA)) are greater than those in the ¢ matrix of Ti18VST and Ti20VST (Figs. 5(aA) and 5(bA), respectively),indicating that the amount of ½ phase increases as a resultof cold rolling. In addition, ½ phases are also found in thematrix of Ti22VCR, as shown in Figs. 5(f ) and 5(f A),suggesting that a considerable amount of ½ phase is formedin Ti22VCR. An increase in the intensity of the ½ phasein metastable ¢-type Ti alloys after deformation has been
observed by other researchers.1,2,16,17) These findings confirmthat deformation-induced ½ phase transformation occurs inall Ti(1822)V alloys during cold rolling. The orientationrelationships between the deformation-induced ½ phase and ¢matrix are {�111}¢ // {0001}½ and h110i¢ == h11�20i½, whichare the same as the orientation relationships between theathermal ½ phase and ¢ matrix. It is found that the size andnumber of ½ particles decrease with an increase in V content,suggesting that deformation-induced ½ phase transformationbecomes difficult.
In summary, with an increase in V content, the totalamount of the ½ phase (athermal ½ phase + deformation-induced ½ phase) in the Ti(1822)V alloys decreases. Thephase constitutions of Ti(1822)V alloys subjected tosolution treatment and cold rolling are shown in Table 1.
3.2 Mechanical properties3.2.1 Young’s modulus
Figure 6 shows the Young’s moduli of the Ti(1822)Valloys subjected to solution treatment and cold rolling. TheYoung’s moduli of the alloys subjected to solution treatmentfirst significantly decrease from 94GPa in Ti18VST to
Fig. 5 Selected area electron diffraction patterns and dark field images of Ti(1822)Valloys subjected to solution treatment (ST) and coldrolling (CR): (a) and (aA): Ti18VST; (b) and (bA): Ti20VST; (c) and (cA): Ti22VST; (d) and (dA): Ti18VCR; (e) and (eA): Ti20VCR; and (f ) and (f A): Ti22VCR. DIFF patterns were taken from the matrix with the beam direction parallel to [110]¢, and dark fieldimages were taken from the diffraction patterns corresponding to the ½ phase.
X. Zhao, M. Niinomi, M. Nakai and J. Hieda1382

76GPa in Ti20VST, after which they slightly decrease to75GPa in Ti22VST. The microstructural analysis of Ti(1822)V alloys reveal that a small amount of the athermal ½phase exists in Ti18VST and Ti20VST. It is well knownthat the ½ phase has a significant effect on the mechanicalproperties of Ti alloys18) and that it is likely to increase theYoung’s modulus. In addition, the solid solution strengthen-ing with V also has an effect on the Young’s modulus.19)
Thus, the change in Young’s modulus is a combined effect ofthe athermal ½ phase and the solid solution strengthening.However, the athermal ½ phase in the ¢ matrix is thedominant factor in changing the Young’s modulus. Accord-ing to the microstructural analysis, as the V content increases,i.e., as we go through the range of Ti18V to Ti22V, theamount of the athermal ½ phase first significantly decreasesand then decreases only slightly. Therefore, the Young’smoduli of Ti(1822)V alloys first decrease significantly andthen decrease slightly.
The Young’s moduli of the alloys subjected to cold rollingare increased compared to those subjected to solutiontreatment, and the biggest change in the Young’s modulusis obtained in Ti20Valloy. Generally, the change in Young’smodulus of a Ti alloy is not sensitive to deformation.18)
However, the Young’s modulus of Ti alloy is sensitive to thesecondary phase or precipitates within the ¢ matrix.18) Theresults of microstructural analysis indicate that deformation-induced ½ phase transformation occurs in all the alloys.Therefore, the increase in the Young’s moduli of the alloys bycold rolling is attributed to the deformation-induced ½ phasetransformation that occurred during cold rolling. In addition,with an increase in V content, deformation-induced ½
phase transformation becomes increasingly difficult. With
an increase in the V content, the total amount of the ½ phase(athermal ½ phase + deformation-induced ½ phase) in theTi(1822)V alloys subjected to cold rolling decreases. Thus,the Young’s moduli of Ti(1822)V alloys subjected to coldrolling decrease with an increase in the V content.3.2.2 Tensile properties
Figure 7 shows the tensile properties of the Ti(1822)Valloys subjected to solution treatment and cold rolling. Ti18VST shows low 0.2% proof stress and considerable work-hardening, resulting in excellent ductility. With an increase inV content, the 0.2% proof stress increases, while the ductilitydecreases. According to the results of the microstructuralanalysis, both {332}¢h113i¢ mechanical twinning anddeformation-induced ½ phase transformation occur in all ofthe alloys. There is a small amount of athermal ½ phase thatexists in Ti18VST and Ti20VST. In general, deformationproceeds via {332}¢h113i¢ mechanical twinning and defor-mation-induced ½ phase transformation results in low 0.2%proof stress and good ductility. By increasing the ¢ stabilityof the alloys, {332}¢ mechanical twinning and deformation-induced ½ phase transformation become difficult. Thus, thetriggering stress for the {332}¢h113i¢ mechanical twinningand deformation-induced ½ phase transformation increaseswith an increase in the V content. Additionally, the athermal½ phase seems to increase the 0.2% proof stress and decreasethe ductility. Nevertheless, the effects of {332}¢h113i¢mechanical twinning and deformation-induced ½ phasetransformation are dominant. Therefore, the 0.2% proofstress of the alloys subjected to solution treatment increaseswith an increase in the V content, whereas the ductility of thealloys subjected to solution treatment decreases.
After cold rolling, the tensile strengths of all the alloysincrease significantly, but the elongation decreases. Morespecifically, Ti18VCR shows the highest tensile strengthand least elongation. The tensile strengths of Ti20VCR andTi22VCR are lower than those of Ti18VCR, whereaselongations of Ti20VCR and Ti22VCR are greater thanthose of Ti18VCR. As mentioned previously, both defor-mation-induced ½ phase transformation and {332}¢h113i¢mechanical twinning occur during cold rolling. The size andnumber of ½ particles in the ¢ matrix of Ti18VCR
Table 1 Summary of phase constitutions of Ti(1822)V alloys subjectedto solution treatment and cold rolling.
AlloySubjected to solution
treatmentSubjected to solution treatment
and cold rolling
Ti18V ¢ + athermal ½ ¢ + athermal ½ + deformation-induced ½
Ti20V ¢ + athermal ½ ¢ + athermal ½ + deformation-induced ½
Ti22V ¢ ¢ + deformation-induced ½
Fig. 6 Young’s moduli of Ti(1822)V alloys subjected to solutiontreatment (ST) and cold rolling (CR).
Fig. 7 Tensile properties of Ti(1822)V alloys subjected to solutiontreatment (ST) and cold rolling (CR).
Effect of Deformation-Induced ½ Phase on the Mechanical Properties of Metastable ¢-Type TiVAlloys 1383

are greater than those of Ti20VCR and Ti22VCR(Figs. 3(dA)3(f A)). It is well known that the ½ phase is abrittle phase in comparison to the ¢ phase. Therefore, thenumerous, coarse ½ particles in Ti18VCR seem toeffectively restrict the slip of dislocations that largely limitthe capability of plastic deformation.20) Moreover, theextensive {332}¢h113i¢ mechanical twinning that occurs inTi18VCR during cold rolling produces considerable work-hardening, which is also expected to increase the tensilestrength and worsen the ductility. Therefore, the strength ofTi18V alloy is significantly increased by cold rolling, whilethe elongation drastically decreases. With an increase in Vcontent, the amount of the ½ phase and work-hardeningdecrease in the Ti(1822)V alloys subjected to cold rolling.Therefore, with an increase in the V content, the rate ofincrease of tensile strengths of Ti(1822)V alloys subjectedto cold rolling decreases, whereas elongations are improved.These results indicate that the deformation-induced ½ phaseshows similar effects on the mechanical properties of thealloys as the isothermal ½ phase and athermal ½ phase. Acoarse ½ phase in the ¢ matrix increases the tensile strength,but worsens the ductility.
4. Conclusions
Microstructures, Young’s moduli, and tensile propertieswere systematically investigated for binary Ti(1822)Valloys subjected to solution treatment and cold rolling. Thefollowing conclusions were drawn on the basis of the resultsobtained:
(1) Ti18V and Ti20V alloys subjected to solutiontreatment comprise a ¢ phase and a certain amount ofathermal ½ phase. The amount of ½ athermal phase decreaseswith increasing content of the ¢ stabilizer, V. Ti22V alloysubjected to solution treatment consists of a single ¢ phase.
(2) Deformation-induced ½ phase transformation and{332}¢h113i¢ mechanical twinning occur in all of the alloysduring cold rolling. Thus, after cold rolling, all of the alloyscomprise a ¢ phase and an ½ phase. The size and number of½ particles in the ¢ matrix of Ti(1822)V alloys subjectedto cold rolling decrease with an increase in V content. Theoccurrences of {332}¢h113i¢ mechanical twinning anddeformation-induced ½-phase transformation are dependenton the ¢ stability of the alloys.
(3) The Young’s moduli of Ti(1822)V alloys clearlyincrease as a result of the formation of a deformation-induced½ phase during cold rolling. In addition, the tensile strengthssignificantly increase by cold rolling, whereas the ductilityof the alloys decrease. The increase in tensile strength isattributed to a combined effect of the deformation-induced ½
phase transformation and work-hardening during cold roll-
ing. Numerous and coarse ½ particles in Ti18VCRsignificantly increase the tensile strength, but drasticallydecrease the ductility.
Acknowledgements
This study was supported in part by the IndustrialTechnology Research Grant Program in 2009 from the NewEnergy and Industrial Technology Development Organiza-tion (NEDO) of Japan, the Global COE Materials IntegrationProgram, Tohoku University, Sendai, Japan, the JapanSociety for the Promotion of Science (JSPS), Tokyo, Japan,and the inter-university cooperative research program“Highly-functional Interface Science: Innovation of Bioma-terials with Highly-functional Interface to Host and Parasite,Tohoku University and Kyushu University”, Ministry ofEducation, Culture, Sports, Science and Technology(MEXT), Tokyo, Japan.
REFERENCES
1) R. J. Talling, R. J. Dashwood, M. Jackson and D. Dye: Acta Mater. 57(2009) 11881198.
2) H. Matsumoto, S. Watanabe, N. Masahashi and S. Hanada: Metall.Trans. A 37 (2006) 32393249.
3) A. Jaworski and S. Ankem: J. Mater. Eng. Perform. 14 (2005) 755760.4) M. Niinomi, T. Kobayashi, I. Inagaki and A. W. Thompson: Metall.
Trans. A 21 (1990) 17331744.5) X. L. Zhao, M. Niinomi, M. Nakai, G. Miyamoto and T. Furuhara: Acta
Biomater. 7 (2011) 32303236.6) H. S. Kim, S. H. Lim, I. D. Yeo and W. Y. Kim: Mater. Sci. Eng. A
449451 (2007) 322325.7) T. Grosdidier, Y. Combres, E. Gautier and M. J. Philippe: Metall.
Mater. Trans. A 31 (2000) 10951106.8) H. Matsumoto, S. Watanabe and S. Hanada: Mater. Trans. 46 (2005)
10701078.9) Y. L. Hao, S. J. Li, S. Y. Sun, C. Y. Zheng and R. Yang: Acta Biomater.
3 (2007) 277286.10) Y. L. Hao, R. Yang, M. Niinomi, D. Kuroda, Y. L. Zhou, K. Fukunaga
and A. Suzuki: Metall. Mater. Trans. A 33 (2002) 31373144.11) T. S. Kuan, R. R. Ahrens and S. L. Sass: Metall. Trans. A 6 (1975)
17671774.12) S. Hanada and O. Izumi: J. Mater. Sci. 21 (1986) 41314139.13) S. Hanada and O. Izumi: Metall. Trans. A 17 (1986) 14091420.14) M. J. Blackburn and J. A. Feeney: J. Inst. Metal. 99 (1971) 132134.15) T. Furuta, S. Kuramoto, J. H. Hwang, K. Nishino and T. Saito: Mater.
Trans. 46 (2005) 30013007.16) M. Hida, E. Sukedai, C. Henmi, K. Sakaue and H. Terauchi: Acta
Metall. 30 (1982) 14711479.17) R. M. Wood: Acta Metall. 11 (1963) 907914.18) T. Akahori, M. Niinomi, H. Fukui, M. Ogawa and H. Toda: Mater. Sci.
Eng. C 25 (2005) 248254.19) X. F. Zhao, M. Niinomi, M. Nakai and J. Hieda: Acta Biomater. 8
(2012) 19901997.20) D. J. Lin, J. H. C. Lin and C. P. Ju: Mater. Chem. Phys. 76 (2002) 191
197.
X. Zhao, M. Niinomi, M. Nakai and J. Hieda1384


















