01 Robert Conti Lean Production Job Stress 0240260904
26
The effects of lean production on worker job stress Robert Conti School of Management, Bryant University, Smithfield, Rhode Island, USA Jannis Angelis Warwick Business School, Coventry, UK Cary Cooper Lancaster University Management School, Lancaster University, Lancaster, UK Brian Faragher Manchester Business School, Manchester, UK, and Colin Gill Institute for Manufacturing, University of Cambridge, Cambridge, UK Abstract Purpose – This empirical paper seeks to address the neglected work condition aspect of lean production (LP) implementation, specifically the relationship between LP and worker job stress. Design/methodology/approach – The Karasek job stress model was used to link shopfloor practices to expected worker stress. The model incorporates the effects of job demands (physical and psychological), job control and social support. The study employs management and worker questionnaires, management interviews and structured plant tours. The response variable is total worker job stress – the sum of the physical and mental stress levels. The independent variable for the first question is the degree of lean implementation at the sites. Findings – The results are based on 1,391 worker responses at 21 sites in the four UK industry sectors. About 11 tested practices are significantly related to stress and an unexpected non-linear response of stress to lean implementation is identified. Results indicate that LP is not inherently stressful, with stress levels significantly related to management decisions in designing and operating LP systems. Practical implications – The hypotheses tests shed light on the relationships between LP practices and job stress, and reveal a significant managerial influence on stress levels. The regression model shows the scale and significant lean practices of this influence, with the work practices explaining 30 percent of job stress variations. The stress reduction and stress control opportunities identified in the study show the potential for designing and operating effective lean systems while also controlling stress levels. Originality/value – This is the first known multi-industry empirical study of the relationship of job stress to a range of lean practices and to the degree of lean implementation. Keywords Lean production, Stress, Work study Paper type Research paper The current issue and full text archive of this journal is available at www.emeraldinsight.com/0144-3577.htm The authors wish to thank the Engineering and Physical Sciences Research Council (EPSRC) for funding our study, the University of Cambridge Institute for Manufacturing for administrative support, Professor Rick Delbridge, of Cardiff University, for proposing the blame hypothesis, and the other peer reviewers for their suggestions. The authors also wish to thank the anonymous journal reviewers for their insights and suggestions. The effects of lean production 1013 International Journal of Operations & Production Management Vol. 26 No. 9, 2006 pp. 1013-1038 q Emerald Group Publishing Limited 0144-3577 DOI 10.1108/01443570610682616
-
Upload
lisa-anggun-saraswati -
Category
Documents
-
view
78 -
download
0
Transcript of 01 Robert Conti Lean Production Job Stress 0240260904

The effects of lean production onworker job stress
Robert ContiSchool of Management, Bryant University, Smithfield, Rhode Island, USA
Jannis AngelisWarwick Business School, Coventry, UK
Cary CooperLancaster University Management School, Lancaster University, Lancaster, UK
Brian FaragherManchester Business School, Manchester, UK, and
Colin GillInstitute for Manufacturing, University of Cambridge, Cambridge, UK
Abstract
Purpose – This empirical paper seeks to address the neglected work condition aspect of leanproduction (LP) implementation, specifically the relationship between LP and worker job stress.
Design/methodology/approach – The Karasek job stress model was used to link shopfloorpractices to expected worker stress. The model incorporates the effects of job demands (physical andpsychological), job control and social support. The study employs management and workerquestionnaires, management interviews and structured plant tours. The response variable is totalworker job stress – the sum of the physical and mental stress levels. The independent variable for thefirst question is the degree of lean implementation at the sites.
Findings – The results are based on 1,391 worker responses at 21 sites in the four UK industrysectors. About 11 tested practices are significantly related to stress and an unexpected non-linearresponse of stress to lean implementation is identified. Results indicate that LP is not inherentlystressful, with stress levels significantly related to management decisions in designing and operatingLP systems.
Practical implications – The hypotheses tests shed light on the relationships between LP practicesand job stress, and reveal a significant managerial influence on stress levels. The regression modelshows the scale and significant lean practices of this influence, with the work practices explaining 30percent of job stress variations. The stress reduction and stress control opportunities identified in thestudy show the potential for designing and operating effective lean systems while also controllingstress levels.
Originality/value – This is the first known multi-industry empirical study of the relationship of jobstress to a range of lean practices and to the degree of lean implementation.
Keywords Lean production, Stress, Work study
Paper type Research paper
The current issue and full text archive of this journal is available at
www.emeraldinsight.com/0144-3577.htm
The authors wish to thank the Engineering and Physical Sciences Research Council (EPSRC) forfunding our study, the University of Cambridge Institute for Manufacturing for administrativesupport, Professor Rick Delbridge, of Cardiff University, for proposing the blame hypothesis,and the other peer reviewers for their suggestions. The authors also wish to thank theanonymous journal reviewers for their insights and suggestions.
The effects oflean production
1013
International Journal of Operations &Production Management
Vol. 26 No. 9, 2006pp. 1013-1038
q Emerald Group Publishing Limited0144-3577
DOI 10.1108/01443570610682616

IntroductionLean production (LP) is rooted in the Toyota Production System (TPS) of post WorldWar II Japan (Ohno, 1988). It diffused globally, initially as just-in-time production (JIT),arguably becoming the competitive standard for products assembled from discreteparts. Diffusion was aided by the International Motor Vehicle Project (IMVP), whichcoined the term “LP” to describe evolved JIT (Womack et al., 1990). LP cansimultaneously reduce costs and improve quality. The IMVP showed that, on average,lean built cars required one-third fewer hours and had one-third fewer defects thanthose from mass production. A study of 253 US manufacturers by Fullerton et al. (2003)concludes:
The evidence provides empirical support to the premise that firms that implement andmaintain JIT manufacturing systems will reap sustainable rewards as measured by improvedfinancial performance.
These accounts are countered by evidence of high stress in LP. (Lewchuck, et al., 2001;Bruno and Jordan, 2002; Brenner, et al., 2004), raising the question: “Is lean productiondeterministically stressful, with benefits gained at the expense of workers?”. Weaddress this question by measuring the relationships between job stress and both thedegree of lean implementation in the workplace and the work practices employed.
Job stressCranwell-Ward (1998, p. 285) describes the prevailing view of stress:
It (stress) is widely viewed today as the physiological and psychological reaction whichoccurs when individuals meet a threat or challenge and the individuals’ perception, whetherconsciously or subconsciously, is that it is beyond their immediate capacity.
Repeated exposure to this condition can result in strains that cause physical reactions(such as insomnia), emotional reactions (such as depression), and mental reactions(such as forgetfulness). We measured stress using the ASSET questionnaire. ASSETsubscales are described by Johnson and Cooper (2003), in an investigation of itsconstruct validity. ASSET is based on prevailing stress models, and employs twosubscales that assess physical health and psychological well-being. This provides theflexibility of either making separate measurements of physical and psychologicalstress or combining the two as a measure of total stress. Our study objective was toassess the effects of LP on total job stress, so we summed the two scale values. Theability to use our data to separately explore the physical and mental job stressresponses is a future research opportunity.
Stress coping skills can alter the perception of stress and stress responses. Whileprograms to enhance coping skills can be helpful, Cartwright and Cooper (2002)emphasise that “growing research evidence suggests that the most effective way inwhich organisations can reduce workplace stress is by eliminating or modifying thesources of stress inherent in the work environment”. Our study is designed to helpidentify these sources.
Lean production characteristics and job stressThe architects of the TPS, Ohno and Shingo, define its essence in complementaryways. Ohno (1981, p. 1) states that “the fundamental doctrine of the TPS is the totalelimination of waste”, with waste defined as any activity not adding customer value.
IJOPM26,9
1014

Shingo (1989, p. 3) emphasises high value-added production flow and defines seven“wastes” that are flow barriers. These barriers are addressed by a set of integratedtechniques, or elements, that evolved as part of the TPS and LP. Table I defines a set often key elements, with supporting references.
LP operates with balanced, synchronised material flow. The elements of Table I aidin achieving this flow with minimum use of “wasteful” contingencies of material,people and machinery. This improves performance but increases the intensity ofwork – the proportion of work time actually spent performing production tasks.Increased intensity increases job demands and the potential for job stress. Also,“poka-yoke” foolproof product and process designs, used to improve quality, alsode-skill production tasks – reducing worker job control. However, LP has offsettingstress reduction characteristics.
The frustration of assembling ill-fitting parts is largely eliminated by the use offoolproof designs (Womack et al., 1990, p. 101). Reductions in inventory make thefactory easier to navigate and locate parts. Repetitive flow lets workers develop afavourable rhythm for their tasks (Baldamus, 1961). Improvement projects offerworkers the opportunity to use their creativity and experience. Improved quality andcosts can generate pride and a sense of job security. (Koenigsaecker, 2000). Most leancharacteristics depend on management decisions, so it is likely that job stress dependsheavily on management policies and practices.
Effects of stressStress affects both individuals and organisations. Kvarnstrom (1997), of theInternational Labour Organisation, reports that stress may impair individual healthand the ability to cope with working and social situations, causing work performanceand relationship strains. For organisations, stress causes absenteeism, increasedmedical costs and higher turnover. Cox et al. (2000) report that 50-60 percent of all lostworking days are stress related. In Britain, this amounted to about 20 million lostworking days in 2001, more than 30 times greater than industrial action losses.Stress-related illnesses now exceed back problems as Britain’s most commonworkplace ailment, costing industry £370 million yearly. A survey of 630 UK tradeunion safety representatives (Sparks and Cooper, 1997) showed that 66 percent namedstress as the main health concern for workers.
Lean production job stress literatureThere is extensive and contradictory research on lean stress. Several studies areethnographic analyses of Japanese auto plants in the USA: Toyota (Parker andSlaughter, 1988), Mazda (Fucini and Fucini, 1990), Suburu/Isuzu (Graham, 1995) andMitsubishi (Bruno and Jordan, 2002) They depict fast paced, high intensity, high stressenvironments. However, accepting their observations as typical of LP is questionable.After six months working as a “covert observer” at a single Suburu-Isuzu plant,Graham (1995, p. 154) generalises that “The Japanese model (LP) is not equipped todeliver on its promises to its workers. During a corporation’s quest to maximise profits,workers simply become expendable”. Studies like Graham’s provide rich details andinsights not possible with survey research, but they lack the statistical validly togeneralise their results.
The effects oflean production
1015

LP element LP element definition References with pages
Set-upreduction
Reducing the time to change from making one item tomaking a different item. Shortens lead times and reducesinventory
Shingo (1981, p. 63),Schonberger (1982, p. 20),Krajewski and Ritzman (2003,pp. 439, 451) and Suzaki(1987, pp. 33, 167)
Inventoryand wastereduction
Waste is any activity that does not add value for thecustomer. Excess inventory is a major waste and a primereduction target
Shingo (1981, p. 112),Schonberger (1982, p. 18),Krajewski and Ritzman (2003,439) and Suzaki (1987, p. 7)
Kanban pullsignals
A shopfloor control system of visual signals from usingto supplying work centres indicating the need for moreparts. This ”pulls” the needed replacement parts basedon actual usage, or demand
Shingo (1981, p. 272),Schonberger (1982, p. 85),Krajewski and Ritzman (2003,pp. 437, 444) and Suzaki(1987, p. 146)
Supplierpartnerships
Lean firms form cooperative supplier relationships,sharing design and cost improvement responsibilitiesand emphasising the on-time delivery of high qualityparts
Shingo (1981, p. 219),Schonberger (1982, p. 157),Krajewski and Ritzman (2003,p. 441) and Suzaki (1987,p. 196)
Continuousimprovementprogram
An ongoing program of improving the quality, costs andlead times of processes and products, through thecooperative efforts of shop workers and engineers. Oftenreferred to as ”kaizen”
Shingo (1981, p. 7),Schonberger (1982, p. 181),Krajewski and Ritzman (2003,p. 443) and Suzaki (1987,p. 69)
Mixed-modelproduction
Assembling different products and product variationson the same line. Balances shopfloor workloads whencombined with level production schedules. Reduces leadtimes and inventories
Shingo (1981, pp. 191, 204),Schonberger (1982, 93),Krajewski and Ritzman (2003,440) and Suzaki (1987, p. 124)
Total qualitymanagement(TQM)
Integrated program for improving process and productquality through techniques such as statistical processcontrol (SPC), ”quality at the source” (workersself-inspect and stop the line if defects occur) andsupplier pre-delivery quality control
Shingo (1981, p. 34),Schonberger (1982, p. 49),Krajewski and Ritzman (2003,pp. 114, 438) and Suzaki(1987, p. 101)
Foolproof(poka-yoke)or design forassembly(DFA)systems
Foolproof techniques seek to eliminate judgement anddiscretion in performing production tasks to producehigh-reliability products. DFA is a computer rule-baseddesign system for reducing the parts in a product,improving quality and reducing costs
Shingo (1981, p. 25),Schonberger (1998, p. 3) andSuzaki (1987, p. 135)
Totalpreventivemaintenance(TPM)
Highly organised program of periodic machinemaintenance, and pre-emptive replacement ofcomponents such as bearings to minimise the frequencyand duration of machine break-downs. Routine minormaintenance during work hours is done by workers
Shingo (1981, p. 188),Schonberger (1982, p. 136),Krajewski and Ritzman (2003,p. 442) and Suzaki (1987,p. 113)
Standardoperatingprocedures(SOPs)
Detailed descriptions of production tasks aredocumented to aid in organisational learning, trainingand ISO 9000 compliance. Helps maintain thecumulative effect of continuous improvement
Shingo (1981, p. 219),Krajewski and Ritzman (2003,p. 441) and Suzaki (1987,p. 135)
Source: Fullerton et al. (2003)
Table I.Lean productionelements, definitions andreferences
IJOPM26,9
1016

The auto industry is a favourite among lean stress researchers. Berggren (1993)characterises auto production as “mean production”. Lewchuck and Robertson (1996)compared four types of Canadian auto organisations: LP firms, firms changing to lean,Ford mass production firms and “exploitative” companies. Of the 1,670 workersresponding at 16 plants, lean workers reported the greatest job stress, the heaviest andfastest workloads and the most difficulty getting time off or changing job features. Thestudy, however, gives no insights into the degree of lean implementation or the effectsof specific work practices. Klein (1989) does address specific stressors, offeringsuggestions for practices that can “mitigate the harsh effects of JIT” – but basedlargely on observations at a single engine plant.
In a longitudinal study of a UK manufacturer, Mullarkey et al.(1994), favourablyconclude “it is possible to introduce JIT and team working without detrimental effectson shop operator’s jobs and psychological well-being”. A comparison of lean andtraditional lines at a UK circuit board plant by Jackson and Martin (1996) found JITimplemented “without adverse impact in terms of employee strain”.
The polarity of the conflicting conclusions of LP research shows the need for whatOliver (1991) terms “hard evidence” on the effects of lean, in order to provide validguidance to lean system designers and operators. A barrier to generating hardevidence, and a contributor to polarized research, is the use of adversarial researchdesigns.
An example is the widely cited CAMI auto plant study (Rinehart, et al., 1997) – atwo year longitudinal examination of the effects of LP on the workforce. No formalhypothesis testing was performed, the survey included leading queries such as “Howoften do you find your job stressful?” and comparative percentages were presentedwithout accompanying statistical significance or confidence limits.
Reviews of the CAMI study book describe the use of “biased, inflammatoryquestions”, an “adversarial perspective that permeates the book” and “ubiquitouscynicism” (Besser, 1999); a “questionable generalization from specific facts to asweeping indictment.” (Florida, 1998); and “the authors’ reluctance to be forthcomingabout the nature of their bias and the effect on their work” (Frost, 2000).To provideusable guidance, studies must allow the effects of LP on workers to emerge in astatistically valid manner, based on the worker’s views and values.
Research contributionOur study contributes to job stress theory by examining the applicability of theKarasek model control effects to LP, and pointing out the need for further research.Manufacturers, unions and relevant agencies need valid information about the stressconsequences of lean practices to guide their actions. Anderson-Connolly et al. (2002)state that:
If it is accepted as inevitable that some workplace changes will occur, then the researcher canplay a more positive role by determining which particular changes are most beneficial andwhich are the most harmful . . . .
We help meet this need by addressing two questions:
(1) What is the relationship between job stress and the level of LP that workers areexposed to?
(2) What are the relationships between various work practices and worker stress?
The effects oflean production
1017

MethodologyVariables and surveysOur study employs management and worker questionnaires, management interviewsand structured plant tours. The response variable is total worker job stress – the sumof the physical and mental stress levels measured by the ASSET questionnaire. Theindependent variable for the first question is the degree of lean implementation at thesites, measured using the method of Powell (1995) in his landmark study of totalquality management (TQM) implementation and financial performance. Theimplementation level of each of the ten key lean elements of Table I was estimatedby the manufacturing and human resource management at each site, using a five-pointscale, ranging from ”will not implement” to “advanced implementation”, as part of themanagement questionnaire. Prior to reviewing the results in the managementinterview, the authors made a structured study of the shopfloor, focusing on leanpractices. Discrepancies between observations and management estimates werediscussed and resolved. The reliability of the ten-item scale, measured by the Cronbacha, is 0.816, central within the generally accepted threshold range of 0.70-0.90. The tenvalues were averaged to measure the degree of implementation.
The independent variables for the second question are the perceived work practicesreported on the workers’ questionnaire on five-point Likert scales. The validity of theitems was assessed by a panel of LP researchers, consultants and practitioners.
Sample size and site selectionFor five-point scales, the model of Research on Research, No. 37, Chicago Market Facts,requires approximately 50 responses for a precision of 10 at a 95 percent confidencelevel. This was used for the worker sample size at each site. The Survey ResearchHandbook states that “The maximum practical total sample is about 1,000respondents” (Alreck and Settle, 1995, p. 62). This value was chosen, setting thenumber of sites at twenty. Based on similar studies, a 50 percent response rate wasestimated, requiring an average distribution of 100 questionnaires per site. Allassemblers received questionnaires, up to a maximum of 300. For sites with more than300 assemblers, a random selection of 300 was made.
The sample space is the population of the UK assemblers at sites with 60 or moreassemblers, and some degree of lean implementation. The heterogeneity sampling planof Cook and Campbell (1979) was used to recruit sites differing widely in workpractices. Most firms in the manufacturing data base were in USA Standard IndustryCodes 35 (machinery), 36 (appliances and electronics), 37 (motor vehicles) and 38(instruments), similar to the concentration reported by Fullerton et al. (2003). All 21recruited sites are in these codes, all are “brownfield”, and a mix of union andnon-union workplaces (Table II).
Manufacturing executives were contacted and given a project overview,participation benefits, and time commitment estimate – and invited to review thequestionnaires and participate. Upon agreement, a date was set for a plant tour,management interview and distribution of worker questionnaires.
LP can be used for both assembly and machine operations, but only assemblers weresurveyed. They tend to outnumber machine operators in lean factories. A survey of 94firms of the American Production & Inventory Control Society RepetitiveManufacturing Group showed an average direct labour mix of 18.7 percent machine
IJOPM26,9
1018

operators and 81.3 percent assemblers. (Conti, 1990) The IMVP studied only assemblers,because “A large part of work in the auto industry involves assembly” (Womack et al.,1990, p. 78). Surveying only assemblers increased the potential study sites since manyUK lean plants perform only assembly. Finally, assemblers and machine operators facemany different stressors, making a joint survey of feasible length questionable.
Selected assemblers received instructions and were given questionnaires instamped envelopes, for anonymous posting to the authors. Reminders were distributedone week later. The response was 1,391 out of 2,555 questionnaires distributed (54.4percent).
Work practice hypothesesTheoretical basisThe Karasek job stress model was used to link shopfloor practices to expected workerstress (Karasek and Theorell, 1990, p. 57). The model incorporates the effects of jobdemands (physical and psychological), job control and social support. High stress jobsare associated with high job demands, low job control and low social support. Theconcept of support includes physical and technical support (Payne and Fletcher, 1983).Research shows that support effectiveness depends on the source and nature of thestressors (Terry et al., 1993). Our stressors are shopfloor practices and we emphasisephysical and technical support. Conti and Gill (1998) developed the initial hypothesesby examining the expected stress outcomes for a variety of lean practices. Thehypotheses were reviewed by a panel of lean researchers, consultants andpractitioners, leading to an expanded set of 20. The tested practices are acombination of those associated with LP, such as continuous improvement programs;as well as general practices like ergonomic difficulties and long working hours, whoseinfluences are magnified by LP.
Job demand hypothesesThe Karasek model predicts that practices with high levels of physical andpsychological job demands will be associated with high job stress levels. Practices thatreduce these demands will accordingly be associated with lower stress levels.
SIC Number of sites PercentagePercentage
production employeesa
35xx 5 23.8 33.836xx 5 23.8 25.737xx 8 38.1 29.238xx 3 14.3 11.0Country of ownershipThe UK 11The USA 6Germany 2Japan 2Mean number of assemblers (range) 127 (62-412)Mean JIT/LP implementation score 3.72 (2.06-4.87) out of 5.00
Source: aLabour Market Trends(2001)
Table II.Site characteristics
The effects oflean production
1019

Work pace and intensity. The “Bristol stress and health at work” studies showed strongassociations between perceived stress and several working conditions, including“having to work fast” (Smith, 2001). The stress of “working fast” is understandable.The energy to perform a task is proportional to the work rate, determined by therequired work pace and intensity (Conti and Gill, 1998). Physical job demands aregreater at higher energy levels. Therefore:
H1. Job stress is positively related to work pace and intensity.
Resource removal. A TPS developed technique removes workers from a smoothlyoperating line to highlight improvement opportunities (Schonberger, 1982, p. 224).Remaining workers must work faster to maintain the same output, and job demandsincrease until improvements are made. When a new equilibrium is reached, theprocedure is repeated, in what Buchanan (1994, p. 220) describes as “the ruthlesspursuit of continuous improvement”. Therefore:
H2. Job stress is positively related to the frequency of resource removal.
Working longer hours than desired. LP requires levelled production rates. To increaseoutput, it is most efficient to work more hours at the same rates – using overtime. Inthe Bristol studies (Smith, 2001), long hours and overtime were strongly associatedwith high stress, from increased demands and reduced control over personal time.Therefore:
H3. Job stress is positively related to working longer hours than desired.
Cycle time. LP tends to use short cycle (or “takt”) times – the time for completing oneset of work tasks. As cycle times decrease, repetition increases, since more tasks occurper unit of time. Melamed et al. (1995) found that short cycle, highly repetitive workincreased psychological distress among the 1,278 responding workers. Short cyclesalso increase exposure to the stress of exceeding task times and delaying adjacentworkers. Therefore:
H4. Job stress is positively related to decreasing cycle time.
Doing the work of absent workers. “Leanness” can lead to low manning levels, withoutprovisions for absenteeism. This can force co-workers to “pitch in” and do the work ofan absent colleague, as well as their own. They must work faster to maintainproduction output, increasing job demands and stress. At a UK lean producer Kerrin(1998) observed that “pressure on team members not to take ‘sickies’ (sick days) wascommon, as the rest of the team would have to do their work”. Therefore:
H6. Job stress is positively related to the frequency of having to do the work ofabsent fellow workers.
Blame for defects. “Quality at the source” inspections by assemblers, and stopping theline when defects are found, makes defect locations highly visible in LP. Huber andBrown(1981), state that “Because feedback is more immediate and shared by groupmembers, employees may feel more accountable for their work. This may increasestress levels.”. Delbridge and Turnbull (1992) suggest that the interdependent flow ofLP, with defects traceable to individuals, encourages a “blame culture”. Schonberger
IJOPM26,9
1020

(1996, p. 186) describes a Boeing consultant suggesting the substitution of “mishap” for“error” or “defect”, to minimise feelings of blame. Therefore:
H7. Stress is positively related to the perception of being blamed for defects.
Display of individual output. Forza (1996) found faster, more visible feedback to leanworkers than to workers in traditional plants. This reduces role ambiguity but also is apotentially stressful form of coercion. Field evidence of the latter was reported by ourreview panel, therefore:
H8. Job stress is positively related to the frequency of displaying individualoutput.
Ergonomic difficulties. The task work level is the product of the required force and thedistance through which it acts. Process designs determine the forces and distances, andthe difficulty in accessing and positioning components. Greater difficulty leads togreater job demands. Therefore:
H9. Job stress is positively related to ergonomic difficulty experienced inperforming tasks.
Job support hypothesesThe Karasek model predicts that practices with low support levels will be associatedwith high levels of worker stress. Practices that tend to increase support willaccordingly be associated with lower levels.
Team working. Teams are widespread in LP, (Forza, 1996), with mixed results.They can increase job demands if team members are expected to help members who donot keep up the pace. A study of the Volvo-Mitsubishi NedCar plant reported ”theburden of keeping teams together is too often borne by a few individuals” (Niepce andMolleman, 1996). Work sharing can also lead to interpersonal conflicts. However,teams can provide favourable social support. We tentatively assume a net positiveoutcome, therefore:
H10. Job stress is negatively related to the opportunity for team working.
Peer and supervisor support. Keeping up with continuous lean product flow can bedemanding. Help in meeting time and quality standards can moderate these demands.Therefore:
H11. Job stress is negatively related to support from peers and supervisors inmeeting time and quality standards.
Ill-fitting parts. Womack, et al. (1990:78, 101) describe workers struggling to assemble“poorly fitting parts in the Oldsmobile models they were building”, observing that“mass production is often filled with mind-numbing stress, as workers struggle toassemble un-manufacturable products.”. Interdependent flow LP can be sensitive tothese same stressors, therefore:
H12. Job stress is positively related to the frequency of parts fit problems.
Work flow interruptions. LP emphasises high value-added flow. Interruptions arequickly addressed to determine causes and make corrections. These intense efforts,
The effects oflean production
1021

combined with the pressure of meeting schedules, can be stressful. Frequentinterruptions during the early TPS days discouraged workers, increasingpsychological demands (Womack et al, 1990, p. 57). The resulting stress graduallyfaded as quality improved and interruptions were virtually eliminated. Massproduction avoids interruptions with large standby resources, but LP eliminates thiswaste. Therefore:
H13. Job stress is positively related to the frequency of production interruptions.
Adequate training and tools. Training and tools are forms of technical support.Graham (1995, p. 58) describes the gap between “training ideals and work realities” at alean auto plant. Training emphasised “a common theme – to create a cooperativeworkforce willing to conform to company demands” – rather than developing workskills. DeSantis (1999) describes working in a Canadian van plant. A lack of adequatetools in her various jobs forced her to lift and install wheels by hand (36), exertexcessive force installing screws (66), face great difficulty in aligning three layers ofsheet metal holes to install screws (60) and repeatedly lift and install 45 pound mufflers(107). Inadequate training or tools can increase stress because of increased physicaland psychological job demands and a lack of support. Therefore:
H14. Job stress is positively related to a lack of adequate training; and
H15. Job stress is positively related to a lack of adequate tools and equipment.
Job control hypothesesThe Karasek model relates job control to the degree of job decision latitude andautonomy, with lower control associated with higher levels of stress.
Buffer inventory. Buffers between work stations increase pace/intensity control, byallowing a worker to speed up to build a buffer and then relax while it is consumed bythe next worker. Buffers also reduce stressful delays at adjacent work stations causedby a worker exceeding the allowed task time. Therefore:
H5. Job stress is negatively related to the level of buffer inventories between workstations.
Work pace control and autonomy for process improvements. Two lean characteristicsreduce job control: the production rate determines the pace for each line assembler, andthe assembly of reliable products requires eliminating discretion and judgement inproduction tasks (Conti and Warner, 1997). Both characteristics reduce workerautonomy, which is a stress reducer in the Karasek model. Therefore:
H16 Job stress is negatively related to the level of work pace control; and
H17. Job stress is negatively related to the level of autonomy for making processchanges.
Consultation on changes in working conditions. Forza (1996) found much higher workerconsultation on proposed workplace changes in lean plants than traditional plants – aform of favourable job control. Therefore:
H18. Job stress is negatively related to the ability to comment on proposed workchanges.
IJOPM26,9
1022

Continuous improvement programs. Forza (1996) found more extensive continuousimprovement participation in lean than in traditional plants. Solving productionproblems and devising process improvements can increase job control. Using theworkers’ intelligence, experience and creativity can also combat “qualitative work roleoverload”, caused by under-utilisation of skills. Therefore:
H19. Job stress is negatively related to the degree of participation in improvementprograms.
Job rotation. Job rotation regularly assigns workers to a set of different jobs – tomaintain multiple job proficiency and prevent repetitive strain injuries. Kamata (1982,p. 103) was sceptical of job rotation at Toyota, feeling that once all jobs are learned,workers “again hit that steel wall of monotony”. However, rotation can increase controlby expanding job knowledge and experience. It can also increase social supportthrough interaction with more co-workers. Therefore:
H20. Job stress is negatively related to the frequency of job rotation.
These 20 hypotheses were tested to assess the relationship of the relevant practices tototal job stress.
LP implementation hypothesisBy systematically eliminating “waste”, LP increases work intensity and the associatedjob demands. LP also reduces task discretion and autonomy, decreasing workercontrol. The Karasek model predicts that the increased demands and reduced controlwill increase stress. These effects will tend to increase with higher levels of leanimplementation. Therefore:
H21. Job stress is positively related to the level of LP implementation.
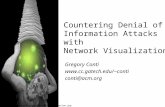
Implementation hypothesis test resultsAnalysis of the relationship between job stress and lean implementation revealed ahigh degree of non-linearity and the best fit was achieved with the convex quadraticcurve shown in Figure 1 (F ¼ 6.65, df ¼ 1388, p , 0.001). H21 is rejected since therelationship is more complex than hypothesised. It exhibits three stages. An initialstage is a zone of increasing stress as implementation proceeds at low levels. Stressthen levels off in a middle stage until it reaches an inflection point. Furtherimplementation is associated with decreasing stress.
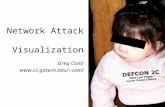
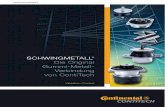
The ASSET questionnaire also measured job dissatisfaction, workercommitment, and perceived commitment of the firm to the worker. Thedissatisfaction plot in Figure 2 exhibits the same shape as the stress curve,consistent with the correlation between dissatisfaction and stress (r ¼ 0.511,p , 0.001). The commitment plots of Figures 3 and 4 are mirror images of the stressand dissatisfaction plots. This is expected, since the correlation with stress isnegative and significant for both worker commitment (r ¼ 20.208, p , 0.05) andperceived firm commitment (r ¼ 20.407, p , 0.05). The dissatisfaction andcommitment response curves appear consistent with the non-linear (possiblyquadratic) relationship of stress to lean implementation.
The effects oflean production
1023

Discussion of lean production implementation hypothesis (H21)H21 assumes that the intensity and repetitiveness of work will increase over the fullrange of lean implementation, with job stress increasing accordingly. Instead, thestress response exhibits the non-linear stages shown in Figure 1. It should be notedthat the relationship was derived from a cross-sectional study. The independentvariable is not time – it is the implementation level at the 21 sites. However, level andtime are significantly correlated (r ¼ 0.583, p ¼ 0.004), so the implementation levelappears to be a reasonable surrogate for implementation time.
The first stage in Figure 1 appears consistent with the major reactions to changedescribed by Fineman (2003). Any major change can cause a sense of loss and
Figure 1.Level of JIT/LP implementation
5.04.54.03.53.02.52.0
Phys
ical
and
men
tal s
tres
s
40
39
38
37
36
35
34
33
32
31
30
LinearJIT/LP
QuadraticJIT/LP
Figure 2.Level of JIT/LP implementation
5.04.54.03.53.02.52.0
Dis
satis
fact
ion
28
27
26
25
24
23
22
21
20
LinearJIT/LP
QuadraticJIT/LP
IJOPM26,9
1024

uncertainty, increasing stress. A change to LP exposes workers to new technologies,working relationships, and expectations about productivity and quality. The resultinguncertainty can create higher stress, increased dissatisfaction and lower workercommitment (Shapiro, 2001). Koenigsaecker (2000) experience with lean conversionsseems to correspond to our three stages. He characterises the first two years as a periodof “dissension and anti-change”, the third year as one of change stabilisation and“building the long-term foundation” and years four and beyond as the period when
Figure 3.Level of JIT/LP implementation
5.04.54.03.53.02.52.0
Em
ploy
ee c
omm
itmen
t
9.0
8.8
8.6
8.4
8.2
8.0
7.8
7.6
7.4
LinearJIT/LP
QuadraticJIT/LP
Figure 4.Level of JIT/LP implementation
5.04.54.03.53.02.52.0
Perc
eive
d or
gani
satio
nal c
omm
itmen
t
20.0
19.5
19.0
18.5
18.0
17.5
17.0
LinearJIT/LP
QuadraticJIT/LP
The effects oflean production
1025

change becomes the norm, “pride in lean accomplishments” develops and results beginto compound. It appears that the first stage resistance to change gives way to theeffects of higher levels of lean practices as the major determinants of stress in themiddle and higher implementation stages.
The shape of the stress response curve in the advanced stages of LP suggests thatthe favourable aspects of high-level implementation – such as continuousimprovement projects, improved quality, more orderly work places and morepredictable flow – can compensate for stressful high intensity and repetitiveness.
A quoted LP executive (Industry Week, 2002), recommends taking advantage of thiseffect:
Make a decision to implement LP and stick with it. We decided we were going leanand there was no turning back. We stopped “dabbling” in lean and went after it andgot tremendous results. Expect resistance but keep an unwavering focus on the project.
Commitment and continuity appear necessary for effectively reaching the desirableupper implementation stage.
Work practice hypothesis testing resultsStatistical procedureOur work practice questionnaire items employ five-point Likert scales. Analysis ofvariance was used to check the means and 95 percent confidence intervals for the stressresponses to each of the five levels. The confidence interval estimates were adjusted forboth finite population sampling and for the response rate at each site. The sum ofphysical and mental stress was the dependent variable.
The point-by-point ANOVA analysis provided important insights into someof the work practice-stress relationships. Noticeably, some were non-linear.To achieve more acceptably linear relationships for multivariate analysis,sequential levels where means did not differ significantly were combined andthe variable redefined for subsequent analysis. To make some allowance formultiple testing, the significance level for each of these analyses was set at a levelof 0.001 or less. Multiple regressions of the redefined variables were used to testthe hypotheses. For this analysis, the test criteria were significance levels of 0.05or less.
Regression resultsThe summary of the stepwise regression results for the hypothesised practices isshown in Table III. The model F is 30.771 (df ¼ 20.370), p , 0.001, and theadjusted-R 2 is 0.300. There is no evidence of collinearity, with all VIF valueswithin 1.500. Examination of the normal distribution plot of model residualsindicates an excellent fit to a linear model. The correlation matrix is shown in theAppendix.
About 11 hypotheses are supported at p ¼ 0.05 or less, and nine rejected. Themagnitudes of the coefficients are consistent with those normally encountered in jobstress studies and with the conclusion of McGrath and Beehr (1990), who state“Observed relations between stressor and stress related outcomes are usually small”.The results are examined by rejected and supported hypotheses, in the categories ofdemands, support and control.
IJOPM26,9
1026

Work practice hypothesis test resultsJob demands rejected hypothesesDisplay of individual output (H8). The relationship between displaying individualoutput and stress is not significant and H8 is rejected ( p ¼ 0.700). The interdependentflow of LP does not lend itself to tracking the output of individual workers. Outputdisplays are at the aggregated level of teams, cells or lines at the sites, with littlenegative connotation for individuals.
Job support rejected hypothesesParts-fit difficulties (H12). The relationship between parts-fit difficulties and stress isnot significant ( p ¼ 0.887), and H12 is rejected. This may be due to the success ofpoka-yoke, Design for assembly, and continuous improvement programs inminimising parts fit difficulties at the sites.
Work flow interruptions (H13). H13 is rejected, with no significant relationshipbetween the frequency of work flow interruptions and job stress ( p ¼ 0.764). This maybe due to the widespread use of buffers at the survey sites. Also, the waste reduction ofquality problems, machine breakdowns and parts shortages minimises interruptions.There may be another contributor. Mitsubishi in Japan estimates that “50 percent oftheir very impressive productivity increase during the 1980s was due to the use ofdesign for easy manufacture techniques” (Berggren et al., 1994). Widespread use ofthese techniques at the sites may reduce interruptions.
Coefficientsa
Unstandardizedcoefficients
Standardizedcoefficients
Collinearitystatistics
Model 1 B Std. error b t Sig. Tolerance VIF
(Constant) 24.635 2.787 8.840 0.000Parts fit 24.048 £ 1022 0.284 20.004 20.142 0.887 0.794 1.260Flow interruptions 9.602 £ 1022 0.320 0.008 0.300 0.764 0.778 1.286Absentee worker 0.915 0.290 0.080 3.159 0.002 0.783 1.278Ergonomics 1.309 0.230 0.147 5.697 0.000 0.758 1.319Job rotation 20.121 0.521 20.006 20.233 0.816 0.864 1.158Removal frequency 0.744 0.284 0.065 2.620 0.009 0.810 1.235Team work 21.929 0.514 20.089 23.756 0.000 0.906 1.104Cycle time 1.693 0.547 0.079 3.094 0.002 0.779 1.284Pace control 20.302 0.279 20.028 21.079 0.281 0.723 1.383Pace/intensity 1.513 0.281 0.143 5.386 0.000 0.714 1.401Task support 21.451 0.516 20.068 22.811 0.005 0.851 1.176Lack of tools 0.894 0.346 0.065 2.584 0.010 0.803 1.246Buffer use 4.484 £ 1022 0.362 0.003 0.124 0.901 0.821 1.218Change autonomy 20.490 0.366 20.032 21.337 0.182 0.892 1.122Training 20.296 0.243 20.028 21.216 0.224 0.929 1.076Comments on change 20.245 0.328 20.018 20.748 0.455 0.910 1.098Indiv. output display 0.161 0.418 0.009 0.385 0.700 0.948 1.055Blame 1.584 0.284 0.142 5.582 0.000 0.776 1.289Improvement projects 21.360 0.522 20.062 22.605 0.009 0.887 1.127Lone hours 1.046 0.156 0.163 6.692 0.000 0.848 1.179
Note: aDependent variable: physical and mental stressTable III.
Regression results
The effects oflean production
1027

Lack of training (H14). The relationship between the lack of adequate training andjob stress is not significant and H14 is rejected ( p ¼ 0.224). It appears that variationsin performance attributed to training are not perceived as particularly stressful by theworkers. This may be due to sample bias, with widespread training employed by all ofour sites.
Job control rejected hypothesesBuffers and work pace control (H5, H16). The control of work pace and use of buffersare related, since buffers between work stations make it possible for workers to controlpace by “working ahead” to build up a buffer, and relaxing while it is depleted. H5 andH16, for buffer use and pace control, are both rejected with significance levels of 0.901and 0.281, respectively. While the survey sites employ a wide range of practices, theiruse of buffers is an exception. Of the 21 sites, only one operates with one-piece,synchronised, buffer-less flow that offers no pace control. This may account for theresults.
Autonomy for process changes (H17). The relationship between process changeautonomy and stress is not significant, and H17 is rejected ( p ¼ 0.182). Improvementprogram participation (H19), however, is significant. Workers appear to prefer formal,organised improvement programs for developing process changes instead of theautonomy to informally make changes without approval.
Worker “voice”: commenting on work changes (H18). Being consulted on proposedwork changes can provide workers with a “voice”. However, H18 is rejected. Thecoefficient has the hypothesised sign but the significance is only 0.455. Perhaps the lowfrequency of consultation opportunities, as compared to the higher frequency of otherpractices, reduces the importance of “voice” to the workers.
Job rotation (H20). The relationship between the frequency of job rotation andstress is not significant and H20 is rejected ( p ¼ 0.816). Job rotation can have mixedeffects for workers. While it can relieve repetitive task monotony, it can also interruptthe repetitive job task rhythm that some workers value (DeSantis, 1999, p. 106).
Job demand supported hypothesesWork pace/intensity (H1). The relationship of work pace/intensity to stress exhibits thethird largest coefficient (b ¼ 0.143, p , 0.001) and H1 is supported. Pace and intensityare measured by a WERS98 item – the extent to which workers feel that they do nothave enough time to “get their work done” (1999, p. 171). The bivariate correlationbetween pace/intensity levels reported by workers and the plant tour levels observedby the authors is significant (r ¼ 0.189, p , 0.001), indicating reasonably realisticworker perceptions. Support for H1 is consistent with the Beehr and Bhargat (1985)model, with a stressor’s effect proportional to its importance and duration. Thepace/intensity duration is continuous throughout each cycle. Therefore, if themagnitude is above normal, job demands can be very stressful.
Resource removal (H2). Pace and intensity can be increased indirectly – byremoving resources (e.g. line workers) from a smoothly running line without reducingoutput. These effects appears to be large enough to support H2 (b ¼ 0.065, p ¼ 0.009)and it seems preferable to remove resources only after improvements are made.
Working longer than desired hours (H3). The relationship between working longerhours than desired and stress is strongly supported, with the highest coefficient
IJOPM26,9
1028

(b ¼ 0.163, p , 0.001). Long hours create both higher physical job demands and lowercontrol over personal time. This outcome may be exacerbated by another stressor. Thediscretionary portion of total hours is scheduled overtime. In the WERS 98 study, 62percent of assemblers reported working overtime primarily for the money (Cully et al.,1999, p. 157). The conflict between financial pressure to work overtime and the physicaldemands of working long hours may increase the stress associated with these hours.
Cycle time (H4). H4, of a positive relationship between decreasing cycle times andstress, is supported (b ¼ 0.079, p ¼ 0.002). While the effective cycle time for a totalflow path is determined by the required output, the individual work station cycle timescan be favourably increased by using parallel flow paths or parallel work cells.
Doing work of absent workers (H6). The increased pace and intensity that workersexperience when performing both their tasks and those of absent colleagues increasesphysical job demands. Psychological job demands may also increase from feelings ofresentment. These effects appear to be strong enough to support H6 (b ¼ 0.080,p ¼ 0.002).
Feeling of blame for defects (H7). The strength of the blame relationship with stressis noteworthy considering the low frequency of defects in LP – in contrast to the highfrequency effects of pace/intensity and ergonomics. It appears that blame feelingspersist long after actual defect episodes, perhaps due to lingering apprehension aboutfuture defects. The strength of the support for H7 makes blame a major stressor, withthe fourth highest coefficient (b ¼ 0.142, p , 0.001).
Ergonomic difficulty (H9). H9 is supported, with the relationship of ergonomicdifficulty to stress having the second highest coefficient (b ¼ 0.147, p , 0.001). Likepace and intensity, ergonomics affect every work cycle. Since LP is predominantly ashort cycle, highly repetitive system, the ergonomic impact is repeated many times perhour, amplifying stressful outcomes.
Job support supported hypothesesTeam working (H10). The relationship between team working and stress is significantand the coefficient negative, supporting H10 (b ¼ 20.089, p , 0.001). It appears thatthe positive support of teams outweighs their shortcomings among the sampledworkers.
Task support (H11). H11, for a negative relationship between task support andstress, is supported (b ¼ 20.068, p ¼ 0.005). Task help from peers and supervisorsappears to favourably impact job stress by reducing demands and increasing support.
Lack of adequate tools (H15). H15, for the relationship between lack of proper toolsand stress, is supported (b ¼ 0.065, p ¼ 0.010). A lack of tools is a stressful absence oftechnical support and also increases the physical demands of meeting time standardsand overcoming ergonomic difficulties.
Job control supported hypothesesWorker participation in process improvement (H19). H19, for a negative relationshipbetween process improvement participation and stress is supported (b ¼ 20.062,p ¼ 0.009). Process improvement programs can be an important source of job controlby providing off-line opportunities to utilise higher level of skills and to improve jobtasks and product quality. It is noteworthy that the ANOVA analysis showed nosignificant differences in the stress responses between levels two through five. Therelationship converged to two states: participation and non-participation in
The effects oflean production
1029

improvement programs. It appears that the opportunity to participate in an ongoingprogram may be more important to workers than the frequency of program activities.This is what Hodson (2002) concluded: “Employee involvement is associated withsignificant improvements in the quality of work life”, but “The differences betweenvarious types of participation, while sometimes notable, appear to be much lesssignificant than the simple contrast between participation and lack of participation”.
Work practice analysis summaryThe hypotheses tests shed light on the relationships between LP practices and jobstress. They reveal a significant managerial effect on stress levels. The regressionmodel indicates the scale of this influence, with work practices explaining 30 percent ofjob stress variations. The cited ethnographic studies clearly demonstrate the potentialof LP to create a hostile, high stress environment. In contrast, the stress reduction andstress control opportunities identified in our study show the potential for designingand operating effective lean systems while also controlling stress levels.
Based on the Karasek model, there are three work practice hypothesis categories:demand, support and control. The test results show major categorical differences in thepercentage of supported hypotheses: 87.5 percent in job demands, 50.0 percent in jobsupport and only 16.7 percent in job control. The low response to job control levels isdiscussed in the analysis of the applicability of the Karasek model to LP.
Influence of confounding variablesBeehr (1995) observes that in job stress studies, “researchers usually studyrelationships between work-related variables without reference to employee’s livesoutside of the workplace”. He also notes that workers “enter work organizations aswhole people, bringing with them a host of personal characteristics, situations,strengths and weaknesses” – factors that may influence job stress. We tested therobustness of our work practice results by incorporating the following control variablesin the regression model: age, gender (female ¼ 1, male ¼ 0), years of service, size ofoperation (ln of production employees), union membership (no ¼ 1, yes ¼ 0), type ofjob (1 ¼ work alone, 2 ¼ with others on line or cell), “marital” status (married or livingwith partner ¼ 1, other ¼ 0), frequency of exercise (six-point scale with higher value¼ lower frequency), smoking (yes ¼ 1, no ¼ 0), drinking (yes ¼ 1, no ¼ 0), abilityto “relax and wind down” (four-point scale, with higher value ¼ lower ability), hobby(yes ¼ 1, no ¼ 0), socialise with colleagues (yes ¼ 1, no ¼ 0).
Regression results with control variablesStepwise regression of the expanded model of 20 work practice variables and 13control variables yielded values of F ¼ 26.206 (0.000) and R 2 ¼ 0.374. Therelationships between stress and the variables in Table IV are significant at p ¼ 0.05.
Discussion of resultsOur work practice outcomes appear to be robust with control variables in the model.Ten of the 11 originally supported work practices retained their significance. Onlycycle time dropped out of the model. LP tends to be a high volume, low cycle timeenvironment, so cycle time stress effects are of considerable interest. The cycle timeresult of our expanded model points to the need for further research on this aspect ofLP. Six of the control variables exhibit significant relationships with stress ( p ¼ 0.05
IJOPM26,9
1030

or less): the ability to relax and wind down (favourable), gender (mean stress of womenhigher than men), socialising with colleagues (favourable), union membership(favourable), size of operation (unfavourable), and years of service (unfavourable).
The addition of the control variables result in an increase of 0.074 in the model R-2,explaining an additional 7.4 percent of the job stress variations. A discussion of thesignificant control variables is beyond the scope of this paper, however, theirrelationships to job stress appear to be consistent with prior research. Further studiesof the stress effects of demographic and lifestyle variables appear worthwhile to aid inthe design of LP stress reduction programs.
ConclusionsIs lean mean?Is lean mean? Is it worth implementing? Our results indicate that LP is not inherentlystressful and worker well-being is not deterministic. It depends heavily onmanagement choices in designing and operating lean systems. Adler (1998),responds to the question of whether LP can be compatible with reasonable healthstandards with a “maybe” – conditional on “good implementation”. A goodimplementation appears worthwhile. Our site managers reported that LP has improvedtheir plant performance, with significant correlations between the degree of leanimplementation and levels of improvement in quality (r ¼ 0.749, p , 0.001),productivity (r ¼ 0.429, p ¼ 0.046) and delivery times (r ¼ 0.577, p ¼ 0.005).
Performance improvements may be positively associated with lean implementation,but are they also dependent on the use of stressful practices? It appears not. None of thecorrelations between reported improvements and average stress levels at the sites aresignificant: neither quality (r ¼ 0.113, p ¼ 0.625), nor productivity (r ¼ 0.143,p ¼ 0.536) nor delivery (r ¼ 0.022, p ¼ 0.925). Stressful practices do not appear to bea necessary condition for achieving the benefits of a lean system. This has been true at
Std. b t Sig.
Constant 4.315 0.000Long hours 0.152 6.587 0.000Pace/intensity 0.133 5.450 0.000Ergonomics 0.128 5.393 0.000Blame 0.117 4.921 0.000Absentee worker 0.074 3.140 0.002Task support 20.062 22.764 0.006Team work 20.054 22.464 0.014Removal frequency 0.057 2.464 0.014Logunion 20.058 22.394 0.017Lack of tools 0.054 2.326 0.020Improvement projects 20.047 22.113 0.035Logrelax 0.232 10.426 0.000Loggender 0.126 5.459 0.000Logsocialise 0.076 3.526 0.000Logsize 0.070 3.100 0.002Logyears 0.048 2.087 0.037
Note: Dependent variable: physical and mental stress
Table IV.Regression results with
control variables
The effects oflean production
1031

the Toyota Kyushu plant, built in 1993, where the lean system was based on theupdated Toyota philosophy that “JIT (LP) should not be applied to the people”(Shimizu, 1995). Several “humane” practices, many confirmed in our findings, wereemployed to reduce job stress, hiring difficulties, and high labour turnover. Thesechanges did not degrade performance. The 2001 JD power initial quality study ratedKyushu the best auto plant in the world.
Does the Karasek model fit lean production?In our study, the job stress responses to job demand and job support practices aremuch stronger than those for job control. Seven of eight job demand and three of sixjob support hypotheses are supported, but only one of the six practices linked to jobcontrol. The control response is important since LP is inherently a low job controlenvironment. The need for low worker autonomy led Klein (1989) to warn againstover-promising autonomy when introducing LP. Such promises led tomanagement-labour conflict at Mitsubishi (Bruno and Jordan, 2002). Kleinrecommends that “they (management) ought not to promise workers autonomywhen they mean them to deliver an unprecedented degree of cooperation”.
A typical lean plant provides low levels of job control. Standard products are built,often using poka-yoke foolproof process designs. Workers follow standard operatingprocedures (SOPs) in performing their job tasks, with automatic “pull” signalstriggering component replenishments. While the Karasek model links this low controlto high stress, low lean control can actually improve both product and work-lifequality. Conti and Warner (1997) show that non-discretionary production tasks arenecessary for high quality assembled products. High quality can provide workers witha sense of pride and a feeling of job security. Product pride may help explain why theonly supported job control practice is continuous improvement programs – whichenhance product quality. Non-discretionary, high reliability lean designs also reducethe frustration of searching for parts and tools and attempting to assemblepoorly-fitting parts. The end result can be a reduction of job stress with lower jobcontrol – as evidenced by the reduced stress at higher lean levels exhibited by ourstudied workers. The Karasek job control theory may be flawed when applied to LPpractices and implementation, since reduced lean control can provide workers withhigh utility benefits, and accompanying lower stress.
Limitations and future researchThis is the first known large-scale, multi-industry study of job stress and LP. Studyingthe effects of 20 work practices, as well as lean implementation, required a trade-off oflower measurement reliability for an increased scope of the data collected, with manyvariables measured by single survey items. Combining items into scales would haveincreased reliability, but at the expense of not being able to assess the stressimplications of a broad range of practices in a survey of feasible length.
The 1,391 worker returns represent a very large sample. Although the sample sizeof 21 survey sites may appear moderate, this was addressed by a heterogeneitysampling plan for recruiting sites that employ a variety of processes and practices.Like most occupational stress research, we employed self-reported employeemeasurements of relevant variables. This approach is susceptible to the influence ofnegative affectivity (NA) – “. . . a stable disposition toward a dysphoric (anxious,depressed) mood that permeates much of the individual’s attitude and behaviour”
IJOPM26,9
1032

(Schonfeld, et al., 1995, p. 325). At times, NA “artificially inflates obtained relationshipsbetween self-reported measures of stress variables” (Beehr, 1995). We minimised theinfluence of NA by “avoiding the use of the word ‘stress’ in questionnaire items, andthe use of job dissatisfaction as a strain measure” (Beehr, 1995, p. 131).
The sample of manufacturers is not random, and the sites are likely biased towardenlightened human resource practices, based on their willingness to participate in astress study. Despite this bias, a wide range of practices were encountered – aided byour sampling plan. All sites are in the UK, controlling cultural differences in stressresponses. This may, however, limit the applicability of our results to other countries.
The relationship between stress levels and LP implementation is based on across-sectional study. There is, however, a significant correlation betweenimplementation levels and implementation elapsed times. If our curvilinear stressresponse curve is typical of lean implementation, it represents a valuablecontribution. Therefore, the relationship should be examined further in a study ofa larger group of sites, across a wide range of implementation levels, includingnon-lean producers – to measure stress levels at zero implementation.
For further research, our large worker data base permits the study of genderdifferences in stress responses. This extension has been completed by the authors. TheASSET measurements of worker job satisfaction, commitment to the firm andperceived commitment of the firm, make it possible to explore the relationshipsbetween the studied work practices and each of these important factors. Also, with theseparate ASSET physical and mental stress scales, the relationships of lean practicesand implementation to each of these stress components can be studied; for addedinsights into worker responses and corrective actions.
References
Adler, P. and Landsbergis, P. (1998), “Lean production and worker health: a discussion”, NewSolutions, Vol. 8 No. 4, pp. 499-523.
Alreck, p. and Settle, R. (1995), The Survey Research Handbook, 2nd ed., Irwin, Chicago, IL.
Anderson-Connolly, R., Grunberg, L., Greenberg, E. and Moore, S. (2002), “Is lean mean?Workplace transformation and employee well-being”, Work, Employment & Society,Vol. 16 No. 3, pp. 387-411.
Baldamus, G. (1961), Efficiency and Effort, an Analysis of Industrial Administration, Tavistock,London.
Beehr, T. (1995), Psychological Stress in the Workplace, Routledge, London.
Beehr, T. and Bhargat, R. (1985), “The role of social support in coping with organizationalstress”, in Beehr, T. and Bhargat, R. (Eds), Human Stress and Cognition in Organizations,Wiley, New York, NY.
Berggren, C. (1993), “Lean production – the end of history?”, Work, Employment & Society, Vol. 7No. 2, pp. 163-88.
Berggren, C., Adler, P. and Cole, R. (1994), “NUMMI vs Uddevalla”, Sloan Management Review,Winter, pp. 37-49.
Besser, T. (1999), “Globalization and internal organizational responses”, Qualitative Sociology,Vol. 22 No. 1, pp. 83-91.
Brenner, M., Fairris, D. and Ruser, J. (2004), “‘Flexible’ work practices and occupational safetyand health: Exploring the relationship between cumulative trauma disorders andworkplace transformation”, Industrial Relations, Vol. 43, pp. 242-66.
The effects oflean production
1033

Bruno, R. and Jordan, L. (2002), “Lean production and the discourse of dissent”, Working USA,Vol. 6 No. 1, pp. 108-34.
Buchanan, D. (1994), “Cellular manufacturing and the role of teams”, in Storey, J. (Ed.), NewWaveManufacturing Strategy, Paul Chapman, London.
Cartwright, S. and Cooper, C. (2002), ASSET: An Organizational Stress Screening Tool, TheManagement Guide, RCI Ltd, Manchester.
Conti, R. (1990), “The effect of restrictive work practices on repetitive flow, just-in-timemanufacturing costs”, PhD dissertation, Lehigh University, University MicrofilmsInternational, Ann Arbor, MI.
Conti, R. and Gill, C. (1998), “Hypothesis creation and modelling in job stress studies: the effect ofjust-in-time and lean production”, International Journal of Employment Studies, Vol. 6No. 1, pp. 149-73.
Conti, R. and Warner, M. (1997), “Technology, culture and craft; job tasks and quality realities”,New Technology, Work and Employment, Vol. 12 No. 2, pp. 123-35.
Cook, C. and Campbell, R. (1979), Quasi-Experimentation – Design and Experimentation Issuesfor Field Studies, Houghton and Mifflin, Boston, MA.
Cox, T., Griffiths, A. and Rial-Gonzales, E. (2000), Research on Work- related Stress, Office forOfficial Publications of the European Communities, Luxembourg.
Cranwell-Ward, J. (1998), “Stress”, in Poole, M. and Warner, M. (Eds), The Handbook of HumanResource Management, International Thomson Business Press, London.
Cully, M., Woodland, S., O’Reilly, A. and Dix, G. (1999), Britain at Work as Depicted by the 1998Workplace Employee Relations Survey, Routledge, London.
Delbridge, R. and Turnbull, P. (1992), “Human resource maximisation”, in Blyton, P. andTurnbull, P. (Eds), Reassessing Human Resource Management, Sage, Newbury Park, CA.
DeSantis, S. (1999), Life on the Line, Doubleday, New York, NY.
Fineman, S. (2003), Understanding Emotions at Work, Sage, London.
Florida, R. (1998), “Book review”, American Journal of Sociology, Vol. 104 No. 1, pp. 225-55.
Forza, C. (1996), “Work organization in lean production and traditional plants what are thedifferences?”, International Journal of Operations & ProductionManagement, Vol. 16 No. 2,pp. 42-62.
Frost, A. (2000), “Book review”, Journal of Labor Research, Vol. 21 No. 1, Winter, pp. 181-5.
Fucini, J. and Fucini, S. (1990), Working for the Japanese, The Free Press, New York, NY.
Fullerton, R., McWatters, C. and Fawson, C. (2003), “An examination of the relationships betweenJIT and financial performance”, Journal of Operations Management, Vol. 21, pp. 383-404.
Graham, L. (1995), On the Line at Suburu-Isuzu: The Japanese Model, ILR Press, Ithaca, NY.
Hodson, R. (2002), “Worker participation and teams: new evidence from analyzing organizationalethnographies”, Economic and Industrial Democracy, Vol. 23 No. 4, pp. 491-528.
Huber, V. and Brown, K. (1981), “Human resource issues in cellular manufacturing – asociotechnical analysis”, Journal of Operations Management, Vol. 10 No. 1, pp. 138-58.
Industry Week (2002), “Sharing lessons learned”, Industry Week, 1 October, pp. 8-16.
Jackson, P. and Martin, R. (1996), “Impact of just-in-time on job content, employee attitudes andwell being: a longitudinal study”, Economics, Vol. 39 No. 1, pp. 1-16.
Johnson, S. and Cooper, C. (2003), “The construct validity of the ASSET stress measure”, Stressand Health, Vol. 19, pp. 181-5.
Kamata, S. (1982), Japan in the Passing Lane, George Allen and Unwin, Boston, MA.
IJOPM26,9
1034

Karasek, R. and Theorell, T. (1990), Healthy Work, Basic Books, New York, NY.
Kerrin, M. (1998), “The internal dependency relationship in ‘Japanized’ organizations-experiencesof a UK automotive component company”, Employee Relations, Vol. 20 No. 3, pp. 303-18.
Klein, J. (1989), “The human costs of manufacturing reform”, Harvard Business Review,March-April, pp. 60-6.
Koenigsaecker, G. (2000), “Multiple sites multiply change and management challenges”, TheLean Manufacturing Advisor, June, pp. 3-7.
Krajewski, L. and Ritzman, L. (2003), Foundations of Operations Management, Prentice-Hall,Upper Saddle River, NJ.
Kvarnstrom, S. (1997), “Stress prevention for blue-collar workers in assembly-line production”,CONDI/TWP.1.
Labour Market Trends (2001), Vol. 109 No. 6.
Lewchuck, W. and Robertson, D. (1996), “Working conditions under lean production: aworker-based benchmarking study”, paper presented at The Globalisation of Productionand the Regulation of Labour Conference, University of Warwick, 11-13 September.
Lewchuck, W., Stewart, P. and Yates, C. (2001), “Quality of working life in the automobileindustry: a Canada – UK comparative study”, New Technology, Work, and Employment,Vol. 16 No. 2, pp. 72-87.
McGrath, J. and Beehr, T. (1990), “Some temporal issues in the conceptualization andmeasurement of stress”, Stress Measurement, Vol. 6, pp. 93-104.
Melamed, S., Ben-Avi, I., Luz, J. and Green, M. (1995), “Objective and subjective work monotony:effects on job satisfaction psychological distress and absenteeism in blue-collar workers”,Journal of Applied Psychology, Vol. 18 No. 1, pp. 29-42.
Mullarkey, S., Jackson, P. and Parker, S. (1994), “Introducing JIT and product teams in a highinvolvement organisation: impacts on job content and job related stress”, in Platts, K.,Gregory, M. and Neely, A. (Eds), Operations Strategy and Performance, ManufacturingEngineering Group, University of Cambridge, Cambridge, pp. 189-94.
Niepce, W. and Molleman, E. (1996), “Characteristics of work organization in lean production andsociotechnical system”, International Journal of Operations & Production Management,Vol. 16 No. 2, pp. 77-90.
Ohno, T. (1988), Toyota Production System, Beyond Large-Scale Production, Productivity Press,Portland, OR.
Oliver, N. (1991), “The dynamics of just-in-time”, New Technology, Work and Employment, Vol. 6.
Parker, M. and Slaughter, J. (1988), Choosing Sides: Unions and the Team Concept, South EndPress, Boston, MA.
Payne, R. and Fletcher, B. (1983), “Job design support and constraints as predictors ofpsychological stress among school teachers”, Journal of Vocational Behavior, Vol. 22,pp. 136-47.
Powell, T. (1995), “Total quality management as competitive advantage: a review and empiricalstudy”, Strategic Management Journal, Vol. 16, pp. 15-37.
Rinehart, J., Huxley, C. and Richardson, D. (1997), Just Another Car Factory? Lean Production andIts Discontents, ILR Press, Ithaca, NY.
Schonberger, R. (1982), Japanese Manufacturing Techniques, Lessons in Simplicity, The FreePress, New York, NY.
Schonberger, R. (1996), World Class Manufacturing: The Next Decade, The Free Press, NewYork, NY.
The effects oflean production
1035

Schonberger, R. (1998), “The Japanese era (1970s) and its influence on OM”, paper presented atthe POMS Conference, Santa Fe, NM, March 30-31.
Schonfeld, I., Rhee, J. and Xia, F. (1995), “Methodological issues in occupational stress research”,in Sauter, S. and Murphy, L. (Eds), Organizational Risk Factors for Job Stress, AmericanPsychological Association, Washington, DC.
Shapiro, G. (2001), “Exploring the impact of changes in work organisation on employees”, Vol. 15Nos 1/2, pp. 4-21.
Shimizu, K. (1995), “Humanization of the production system and work at Toyota motor companyand Toyota motor kyushu”, in Sandberg, A. (Ed.), Enriching Production, Avebury,Aldershot.
Shingo, S. (1981), Study of the Toyota Production System from an Industrial EngineeringViewpoint, Japanese Management Association, Tokyo.
Shingo, S. (1989), A Study of the Toyota Production System, Productivity Press, Portland, OR.
Smith, A. (2001), “Perceptions of stress at work”, Human Resource Management Journal, Vol. 11No. 4, pp. 74-86.
Sparks, K. and Cooper, C. (1997), Organisational Awareness and Response to Workplace Stress: ASurvey of TGWU Health and Safety Representatives, UMIST, Manchester.
Suzaki, K. (1987), The New Manufacturing Challenge: Techniques for Continuous Improvement,The Free Press, New York, NY.
Terry, D., Neilsen, M. and Perchard, L. (1993), “Effects of work stress on psychological well-beingand job satisfaction: the stress buffering role of social support”, Australian Journal ofPsychology, Vol. 45, pp. 168-75.
Womack, J., Jones, D. and Roos, D. (1990), The Machine that Changed the World, RawsonAssociates, New York, NY.
Further reading
Berggren, C. (1992), Alternatives to Lean Production, Work Organization in the Swedish AutoIndustry, ILR Press, Ithaca, NY.
Jaffe, D. (1996), “The healthy company: research paradigms for personal and organizationalhealth”, in Sauter, S. and Murphy, L. (Eds), Organizational Risk Factors for Job Stress, 2nded., American Psychological Association, Washington, DC.
Palmer, G. (1996), “Reviving resistance: the Japanese shop floor in Britain”, Industrial RelationsJournal, Vol. 27 No. 2, pp. 129-42.
Smith, A., Brice, C., Collins, A., Matthews, V. and McNamara, R. (2000), The Scale of OccupationalStress: A Further Analysis of the Impact of Demographic Factors and Type of Job, Health &Safety Executive, Norwich.
Appendix. Correlation matrixAppendix follows overleaf
Corresponding authorJannis Angelis can be contacted at: [email protected]
To purchase reprints of this article please e-mail: [email protected] visit our web site for further details: www.emeraldinsight.com/reprints
IJOPM26,9
1036

Str
ess
Par
tsfi
tF
low
Ab
sen
tee
wor
ker
Erg
onom
ics
Rot
atio
nR
emov
alT
eam
sC
ycl
eti
me
Pac
eco
ntr
olP
ace/
Inte
nsi
ty
Str
ess
1
Par
tsfi
t0.
190
0.00
0F
low
inte
rru
pt
0.16
70.
324
10.
000
0.00
0A
bse
nte
ew
ork
er0.
243
0.17
00.
302
10.
000
0.00
00.
000
Erg
onom
ics
0.32
10.
269
0.30
70.
318
10.
000
0.00
00.
000
0.00
0Jo
bro
tati
on2
0.07
40.
028
0.07
90.
052
20.
021
10.
006
0.29
80.
003
0.05
20.
428
Rem
oval
frq
0.23
50.
164
0.17
20.
273
0.17
90.
129
10.
000
0.00
00.
000
0.00
00.
000
0.00
0T
eam
wor
k2
0.10
30.
021
0.09
80.
091
20.
015
0.19
90.
123
10.
000
0.44
10.
000
0.00
10.
566
0.00
00.
000
Cy
cle
tim
e0.
164
0.00
90.
031
0.10
50.
082
0.11
00.
195
0.07
61
0.00
00.
741
0.25
30.
000
0.00
20.
000
0.00
00.
004
Pac
eco
ntr
ol2
0.23
02
0.16
52
0.14
42
0.15
52
0.10
80.
004
20.
237
20.
065
20.
364
10.
000
0.00
00.
000
0.00
00.
000
0.88
10.
000
0.01
50.
000
Pac
e/in
ten
sity
0.34
30.
273
0.13
50.
228
0.22
42
0.14
40.
224
20.
033
20.
004
20.
228
10.
000
0.00
00.
000
0.00
00.
000
0.00
00.
000
0.21
30.
896
0.00
0T
ask
sup
por
t2
0.22
92
0.06
72
0.07
32
0.11
22
0.11
00.
136
20.
110
0.11
32
0.12
90.
181
20.
221
0.00
00.
013
0.00
60.
000
0.00
00.
000
0.00
00.
000
0.00
00.
000
0.00
0L
ack
ofto
ols
0.25
20.
211
0.15
00.
174
0.27
62
0.05
30.
122
20.
066
20.
049
20.
112
0.31
20.
000
0.00
00.
000
0.00
00.
000
0.04
90.
000
0.01
30.
069
0.00
00.
000
Bu
ffer
use
20.
155
20.
094
20.
097
20.
059
20.
071
0.01
52
0.11
70.
014
20.
218
0.28
92
0.17
70.
000
0.00
00.
000
0.02
70.
008
0.57
60.
000
0.61
00.
000
0.00
00.
000
Ch
ang
eau
ton
omy
20.
121
20.
086
20.
090
20.
086
20.
005
20.
020
20.
145
0.00
02
0.12
00.
207
20.
059
0.00
00.
001
0.00
10.
001
0.84
10.
467
0.00
00.
989
0.00
00.
000
0.02
7T
rain
ing
0.02
10.
053
20.
032
0.05
30.
057
20.
045
0.00
92
0.09
02
0.07
50.
021
0.10
70.
439
0.05
00.
232
0.04
60.
035
0.09
60.
737
0.00
10.
005
0.43
00.
000
Ch
ang
eco
mm
ents
20.
114
20.
090
0.02
10.
007
20.
088
0.10
32
0.03
40.
091
20.
001
0.09
82
0.10
90.
000
0.00
10.
438
0.80
10.
001
0.00
00.
207
0.00
10.
969
0.00
00
000
Ou
tpu
td
isp
lay
0.02
52
0.02
00.
012
0.00
62
0.00
20.
129
0.08
10.
091
0.09
22
0.06
72
0.02
40.
343
0.46
30.
651
0.82
30.
935
0.00
00.
002
0.00
10.
001
0.01
30.
373
Bla
me
0.33
80.
213
0.13
30.
165
0.18
92
0.09
50.
185
20.
034
0.03
72
0.21
40.
327
0.00
00.
000
0.00
00.
000
0.00
00.
000
0.00
00.
205
0.16
20.
000
0.00
0Im
pro
v.
pro
ject
s2
0.17
42
0.08
32
0.09
72
0.02
52
0.15
90.
113
20.
089
0.06
02
0.15
60.
205
20.
029
0.00
00.
002
0.00
00.
357
0.00
00.
000
0.00
10.
026
0.00
00.
000
0.27
7L
ong
hou
rs0.
328
0.17
60.
124
0.09
00.
185
20.
102
0.15
72
0.06
70.
138
20.
188
0.24
70.
000
0.00
00.
000
0.00
10.
000
0.00
00.
000
0.01
30.
000
0.00
00.
000
(continued
)
Table AI.
The effects oflean production
1037

Su
pp
ort
Too
lsB
uff
ers
Ch
ang
eau
ton
omy
Tra
inin
gC
han
ge
com
men
tsO
utp
ut
dis
pla
yB
lam
eIm
pro
v.
pro
ject
Lon
gh
ours
Str
ess
Par
tsfi
t
Flo
win
terr
up
t
Ab
sen
tee
wor
ker
Erg
onom
ics
Job
rota
tion
Rem
oval
frq
Tea
mw
ork
Cy
cle
tim
e
Pac
eco
ntr
ol
Pac
e/in
ten
sity
Tas
ksu
pp
ort
1
Lac
kof
tool
s2
0.16
21
0.00
0B
uff
eru
se0.
227
20.
048
10.
000
0.07
6C
han
ge
auto
nom
y0.
119
0.01
10.
231
10.
000
0.67
30.
000
Tra
inin
g2
0.05
60.
141
0.04
800
.040
10.
038
0.00
00.
074
0.13
6C
han
ge
com
men
ts0.
141
20.
113
0.12
40.
081
20.
157
10.
000
0.00
00.
000
0.00
30.
000
Ou
tpu
td
isp
lay
0.05
32
0.01
80.
030
20.
047
20.
017
0.04
21
0.04
70.
502
0.26
50.
078
0.51
90.
115
Bla
me
20.
201
0.26
82
0.16
72
0.14
80.
079
20.
117
0.07
91
0.00
00.
000
0.00
00.
000
0.00
30.
000
0.00
3Im
pro
v.
pro
ject
s0.
079
20.
064
0.07
10.
089
20.
007
0.08
30.
019
20.
172
10.
003
0.01
80.
008
0.00
10.
793
0.00
20.
480
0.00
0L
ong
hou
rs2
0.14
20.
147
20.
158
20.
074
20.
041
20.
119
0.04
60.
225
20.
089
10.
000
0.00
00.
000
0.00
60.
124
0.00
00.
089
0.00
00.
001
Table AI.
IJOPM26,9
1038