






Languages
Pages
Legal


AECL-9107
A T O M I C ENERGY I J W t L'ENERGIEATOMIQUE
OF CANADA LIMITED V * ^ / DU CANADA LIMITEE
STEAM GENERATOR TUBE PERFORMANCE:EXPERIENCE WITH WATER-COOLED NUCLEAR POWER
REACTORS DURING 1983 AND 1984
Fonctionnement des tubes de generateurs de vapeur:experience avec les reacteurs nucleaires a refroidissement
par eau au cours de 1983 et 1984
O.S. TATOIME, P. MEINDL and G.F. TAYLOR
Chalk River Nuclear Laboratories Laboratoires nucleaires de Chalk River
Chalk River, Ontario
June 1986 juin

ATOMIC ENERGY OF CANADA LIMITED
STEAM GENERATOR TUBE PERFORMANCE:
EXPERIENCE WITH WATER-COOLED NUCLEAR POWER
REACTORS DURING 1983 AND 1984
O.S. Tatone, P. Meind l and G.F. T a y l o r
Information Services BranchChalk River Nuclear LaboratoriesChalk River Ontario. KOJ 1JO
1986 June
AECL-91O7

'ENERGIE ATOMIQUE DU CANADA, LIMITEE
, FONCTIONNEMENT DES TUBES DE GENERATEURS DE VAPEUR:EXPÉRIENCE AVEC LES REACTEURS NUCLEAIRES À REFROIDISSEMENT
PAR EAU AU COURS DE 1983 ET 1984
par
O.S. Tatone, P. Meinril and G.F. Taylor
RESUME
Un examen du fonctionnement des tubes de générateurs de vapeur desréacteurs nucléaires à refroidissement par eau a montré qu'il y avait destubes bouchés dans 47 (35,6%) des réacteurs en 1983 et dans 63 d'entre eux(42,6%) au cours de 1984. En 1983 et 1984, on a mis hors servicerespectivement 3291 et 3335 tubes, à peu près le même nombre qu'en 1982.Les causes principales attribuées à la rupture des tubes ont été lafissuration par corrosion sous contrainte provenant du côté primaire et lafissuration par corrosion sous contrainte ou attaque intergranulaireprovenant du côté secondaire. En outre, on a réparé, pour remise enservice, 5668 tubes en y montant des manchons intérieurs. On pense que laplupart d'entre eux se sont détériorés par l'un des mécanismes ci-dessus oupar piqûres. Il y a une tendance continue à utiliser des matériaux pourtubes de condenseurs à haute intégrité dans les réacteurs refroidis par eausaumâtre ou eau de mer.
Services d'InformationLaboratoires Nucléaires de Chalk River
Chalk River, Ontario. KOJ 1J01986 juin
AECL-9107

ATOMIC ENERGY OF CANADA LIMITED
STEAM GENERATOR TUBE PERFORMANCE: EXPERIENCE WITHWATER-COOLED NUCLEAR POWER REACTORS DURING 1S83 AND 1984
O.S. Tatone, P. Meindl and G.F. Taylor
ABSTRACT
A review of the performance of steam generator tubes in water-cooled nuclearpower reactors showed tha t tubes were plugged a t 47 (35.6k) of the reactorsin 1983 and at 63 (42.6%) of the reactors during 1984. In 1983 and 19843291 and 3335 tubes, respec t i ve l y , were removed from serv ice , about the sameas in 1982. The leading causes assigned to tube f a i l u r e were stresscor ros ion cracking from the primary side and stress corros ion cracking orin te rg ranu la r at tack from the secondary s ide . In add i t ion 5668 tubes wererepaired for further service by ins ta l la t ion of internal sleeves. Most ofthese were believed to have deteriorated by one of the above mechanisms orby p i t t i n g . There is a continuing trend towards high- integr i ty condensertube materials at sites cooled by brackish or sea water.
Information Services BranchChalk River Nuclear Laboratories
Chalk River, Ontario. KOJ 1J01986 June
AECL-91O7

CONTENTS
1. INTRODUCTION 1
2. SUMMARY OF 1983 AND 1984 EXPERIENCE 1
3. HISTORICAL PERSPECTIVE 14
4. ASSIGNED CAUSES OF 1983 AND 1904 TUBE DEFECTS 19
5. LOCATION OF DEFECT INDICATIONS REQUIRING TUBE PLUGGING
IN 1983 AND 1984 22
6. SECONDARY WATER CHEMISTRY CONTROL 22
7. STEAM GENERATOR TUBE MATERIALS 22
8. STEAM GENERATOR TUBE REPAIRS 28
9. TUBESHEET SLUDGE DEPOSITS 30
10. IN-SERVICE INSPECTION OF STEAM GENERATORS 31
11. CONDENSER TUBE MATERIALS 3512. ACKNOWLEDGEMENTS 39
13. REFERENCES 40
APPENDIX A: DESIGN PARAMETERS 43
APPENDIX B: CUMULATIVE EXPERIENCE 47
APPENDIX C: INDIVIDUAL PLANT EXPERIENCES - 1983 51
APPENDIX D: INDIVIDUAL PLANT EXPERIENCES - 1984 65

TABLES
1A. EXPERIENCE DURING 1983 3
IB. EXPERIENCE DURING 1984 8
2. TUBES PLUGGED BY YEAR 15
3. ASSIGNED CAUSES OF 1983 AND 1984 TUBE DEFECTS 20
4. LOCATION OF PLUGGABLE INDICATIONS IN 1983 AND 1984 23
5A. 1983 SECONDARY WATER CHEMISTRY vs. TYPE OF COOLING WATER 24
5B. 1984 SECONDARY WATER CHEMISTRY vs. TYPE OF COOLING WATER 24
6A. SECONDARY WATER CHEMISTRY vs. CORROSION DEFECTS IN 1983 25
6B. SECONDARY WATER CHEMISTRY vs. CORROSION DEFECTS IN 1984 26
7. EXPERIENCE WITH STEAM GENERATOR TUBE MATERIALS IN 1983 AND 1984 27
8. TUBE REPAIRS BY SLEEVING 29
9A. SUMMARY OF IN-SERVICE INSPECTIONS DURING 1983 32
9B. SUMMARY OF IN-SERVICE INSPECTIONS DURING 1984 33
10. METHODS USED TO INSPECT STEAM GENERATORS DURING 1983 AND 1984 i4
FIGURES
1. HISTORY OF TUBE FAILURE MECHANISMS 16
2. SCHEMATIC OF A RECIRCULATING STEAM GENERATOR 17
3. CUMULATIVE STEAM GENERATOR TUBE PERFORMANCE 18
4. CONDENSER TUBE MATERIALS AT FRESH 'AATER SITES 36
5. CONDENSER TUBE MATERIALS AT BRACKISH WATER SITES 37
6. CONDENSER TUBE MATERIALS AT SEA WATER SITES 38

INTRODUCTION
Nuclear power reactors using pressurized l i gh t or heavy water as the primaryreactor coolant use steam generators to transfer heat produced by thenuclear fuel to a secondary f l u i d for power generation. The steamgenerators are large tube-in-shell heat exchangers with the reactor coolantpassing through several thousand thin-walled tubes, thereby transferr ingheat to the secondary c i r cu i t where steam is generated and used to drive aturbine/generator set. After giving up i t s energy, the steam is condensedand returned to the steam generator to repeat the cycle.
I t has become evident from operating experience that steam generator tubesare prone to fa i lu re by a variety of mechanisms. This is a result ofseveral factors including high flow, high temperature and concentration ofcorrosive chemicals. Calori and co-workers have estimated that between 1971and 1982, almost 80 b i l l i o n kWh of e lec t r i c i t y production was lost becauseof steam generator problems(l). This represents a considerable economicloss to the u t i l i t y , i t s shareholders and consumers. In some cases wherethe fa i lu re rate is high, additional d i rect costs arise for repair andinspection.
Atomic Energy of Canada Limited has conducted annual reviews of steamgenerator tube performance at operating plants to aid our understanding ofthe factors that result in fa i l ures(2-13). This report surveys results for1983 and 1984 in the context of previous experience. The general format i sthat used for previous surveys. Design data for individual reactors isprovided in Appendix A and cumulative experience to the end of 1984 is givenin Appendix B. Individual plant experiences for reactors at which tubeswere plugged is summarized in Appendix C for 1983 and in Appendix D for1984.
SUMMARY OF 1983 AND 1984 EXPERIENCE
During 1983, 132 reactors with more than 100 ef fect ive full-power days(EFPD) of operation were surveyed. The comparable number for 1984 was 148reactors, representing approximately 111 000 MW net of e lect r ica l generatingcapacity. They were of the following types:
1983 1984
Pressurized Water (PWR)Pressurized Heavy Water (PHWR)Water-Cooled.Graphi te-Moderated
The main source of data was the u t i l i t i e s operating these reactors, viaquestionnaires (of which 87% were returned), with supplementary informationfrom the l i t e ra tu re .
112191
12423
1
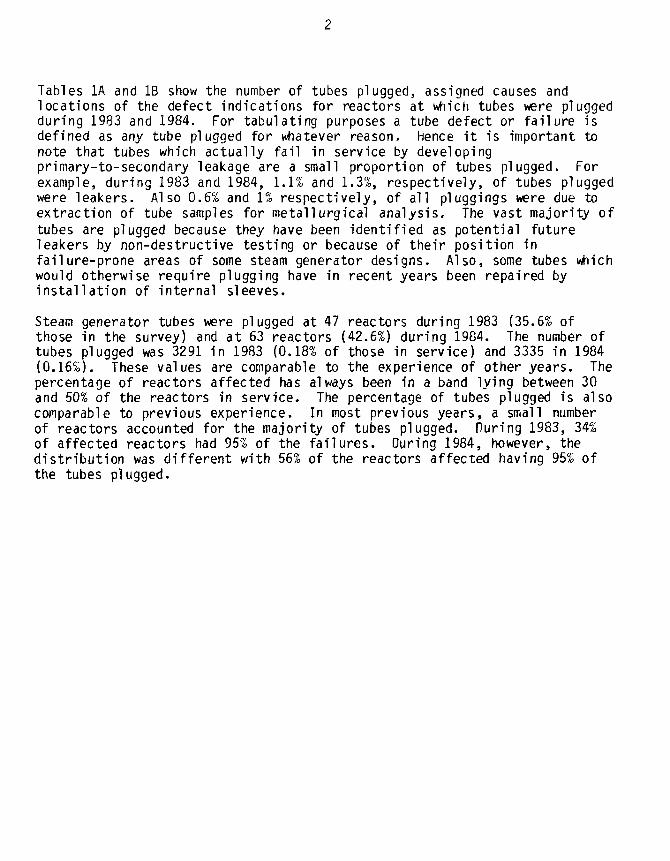
Tables 1A and IB show the number of tubes plugged, assigned causes andlocations of the defect indications for reactors at which tubes were pluggedduring 1983 and 1984. For tabulating purposes a tube defect or fa i lure isdefined as any tube plugged for whatever reason. Hence i t is important tonote that tubes which actually fa i l in service by developingprimary-to-secondary leakage are a small proportion of tubes plugged. Forexample, during 1983 and 1984, 1.1% and 1.3%, respectively, of tubes pluggedwere leakers. Also 0.6% and 1% respectively, of a l l pluggings were due toextraction of tube samples for metallurgical analysis. The vast majority oftubes are plugged because they have been ident i f ied as potential futureleakers by non-destructive testing or because of their position infailure-prone areas of some steam generator designs. Also, some tubes whichwould otherwise require plugging have in recent years been repaired byins ta l la t ion of internal sleeves.
Steam generator tubes were plugged at 47 reactors during 1983 (35.6% ofthose in the survey) and at 63 reactors (42.6%) during 1984. The number oftubes plugged was 3291 in 1983 (0.18% of those in service) and 3335 in 1984(0.16%). These values are comparable to the experience of other years. Thepercentage of reactors affected has always been in a band lying between 30and 50% of the reactors in service. The percentage of tubes plugged is alsocomparable to previous experience. In most previous years, a small numberof reactors accounted for the majority of tubes plugged. During 1983, 34%of affected reactors had 95% of the fa i lu res. During 1984, however, thed is t r ibut ion was d i f ferent with 56% of the reactors affected having 95% ofthe tubes plugged.

TABLE 1A
EXPERIENCE DURING 1983
REACTOR TUBES
PLUGGED
ASSIGNED
FAILURE CAUSE AND LOCATION
SECONDARY
CHEMISTRY
CONTROL
CONDENSER
COOL ING
WATER
OONDENSER
LEAKS
COMI ENTS
Arkansas One-1
A tucha - I
Beaver V a l l e y - I
Beznau-I
Beznau-2
B i b l i s A
B i b l i s B
8layais-1
Bruce-1
Bruce-3
Bruce-4
172 143 SCC/IGA in tubesheet crevice
1 SCC/IGA at tubesheet
24 SCC/IGA at tube supports
4 others
I undetermined at U-bend
8 3 cold-leg thinning at tube supports5 mechanical damage above tubesheet
15 14 SCC/IGA in tubesheet crevice1 other at U-bend
6 5 SCC/IGA in tubesheet crevice1 f re t t ing at U-bend
159 wastage at U-bend
7 wastage above tubesheet
1 SCC(ID) at tubesheet
1 undetermined at tube support
4 3 fat igue at tube support
1 f r e t t i ng at tube support
5 1 fat igue at U-bend
4 others
AVT/CD fresh 1 leaker
P04
AVT
AVT
AVT
fresh
fresh
fresh
fresh
26
93
1 leaker
37 tubes sleeved
17 tubes sleeved
P04
P04
AVT
AVT
AVT
AVT
fresh
fresh
brackish
fresh
fresh
fresh
0
0
0
0
0
0
2 leakers
3 leakers,
3 tubes extracted
1 leaker

TABLE 1A ( c o n t i n u e d )
REACTOR
Bugey-2
Bugey-3
Bugey-5
Calvert Cliffs-1
TUBESPLUGGED
10
3
3
5
ASS 16NEDFAILURE CAUSE AND LOCATION
SCC(ID) a t U-bend
2 SCC(ID) a t tubeshee t
1 o the r a t U-bend
SCC(ID) a t tubeshee t
4 coId-lea Dittinq
SECONDARYCHEMISTRY
CONTROL
AVT
AVT
AVT
AVT/CD
CONDENSERCOOLING
WATER
fresh
fresh
fresh
brack!sh
CONDENSER
LEAKS
3
1
0
0
COMNENTS
1 leaker
2 leakers,
2 tubes extracted
3 leakers
2 tubes extracted
Cook-1
Cook-2
Darnpierre-1
Damp! err e-2
Fessenheim-1
2
2
59
Fesseohe im-2
Genkal-1
1 f re t t ing at tube support
15 6 SCC/IGA at tubesheet AVT fresh
5 f ret t ing at U-bend
3 SCC(ID) at U-bend
1 other
8 3 SCC/IGA at tubesheet5 SCCtID) at U-bend
mechanical damage above tubesheet
SCC(ID) at tubesheet
45 SCC(ID) at tubesheet
2 SCCtID) at U-bend
1 f re t t ing at U-bend
11 others
4 1 mechanical damage above tubesheet AVT fresh3 others
176 168 SCC/IGA at tube supports AVT/CD sea
8 SCC/IGA at tubesheet
34 3 tubes extracted
AVT
AVT
AVT
AVT
fresh
fresh
fresh
fresh
105
1
2
1
4 leakers
1 leaker
11 leakers
1 leaker
1 tube extracted
Glnna SCC/IGA at tubesheet crevice AVT/CD fresh 78 tubes sleeved
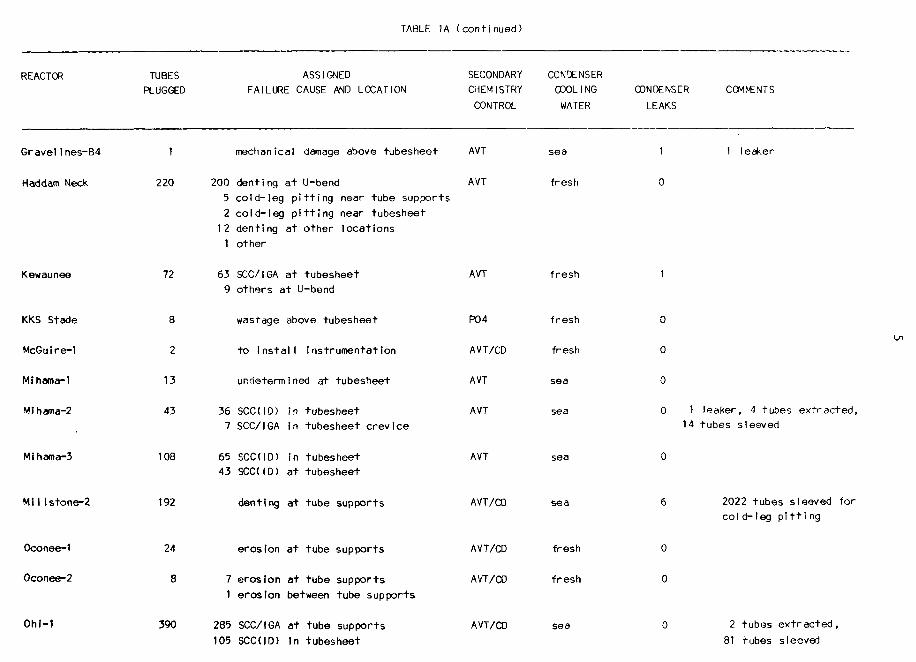
TABLE 1A ( c o n t i n u e d )
REACTOR TUBES
PLUGGED
ASSIGNED
FAILURE CAUSE AND LOCATION
SECONDARY
CHEMISTRY
CONTROL
AVT
AVT
CCKOENSER
COOL 1NG
WATER
sea
fresh
DON DENSER
LEAKS
1
0
COMI ENTS
1 leakerGravel ines-B4
Haddam Neck
Kewaunee
KKS Stade
McGuire-t
Mihama-1
Miharoa-2
Mihama-3
Mil lstone-2
Oconee-1
Oconee-2
8
2
13
43
108
192
24
8
Ohi-1
1 mechanical damage above tubesheet
220 200 denting a t U-bend5 cold- leg p i t t i n g near tube supports2 cold- leg p i t t i n g near tubesheet
12 denting at other locations1 other
72 63 SCC/IGA at tubesheet AVT fresh9 others a t U-bend
wastage above tubesheet
•to i n s t a l l ins t rumentat ion
undeterm i ned at tubesheet
36 SCC(ID) in tubesheet7 SCC/IGA in tubesheet c rev ice
65 SCC(ID) in tubesheet AVT sea43 SCC(ID) a t tubesheet
denting at tube supports
erosion at tube supports
7 erosion at tube supports1 erosion between tube supports
390 285 SCC/IGA at tube supports AVT/CD sea
105 SCC(ID) in tubesheet
P04
AVT/CD
AVT
AVT
fresh
fresh
sea
sea
0
0
0
0 1 leaker, 4 tubes extracted,14 tubes sleeved
AVT/CD
AVT/CD
AVT/CO
sea
fresh
fresh
6
0
0
2022 tubes sleeved forcol d-leg p i t t i ng
2 tubes ext racted,
31 tubes sleeved

TABLE 1A ( c o n t i n u e d )
REACTOR TUBESPLUGGED
ASSIGNEDFAILURE CAUSE AND LOCATION
SECONDARYCHEMISTRY
CONTROL
CONDENSERCOOL 1NG
WATER
CONDENSER
LEAKS
COMMENTS
Ohi-2
Point Beach-2
Prair ie lsland-1
Prai r ie lsland-2
Ringhals-2
Ringhals-4
Robinson-2
Salem-2
SENA(Chooz)
Sequoyah-2
63 53 SCC(ID) in tubesheet
10 SCC(ID) at tubesheet
3 1 SCC/IGA in tubesheet crevice
1 SCC/IGA at tubesheet
1 SCC/IGA at tube support
18 undetermined
20 19 coId-1 eg thinning at tube supports
1 undetermined at U-bend
83 71 SCC/IGA in tubesheet crevice
1 2 others
4 4 other
938 692 SCC/IGA at tubesheet108 SCC/IGA in tubesheet crev ice66 SCC/IGA at tube supports69 wastage above tubesheet
3 SCC/IGA a t U-bend
2 1 co Id- leg th inn ing a t tube support
1 undetermined
6 f r e t t i n g at U-bend
1 mechanical damage above tubesheet
AVT/CD
AVT
AVT
AVT
AVT
AVT
P04
sea
fresh
fresh
fresh
sea
sea
fresh
0
0
AVT/CD
AVT
AVT
brackish
fresh
fresh
0
2
3001 tubes sleeved
12 tubes extracted
2 leakers

TABLE 1A ( c o n t i n u e d )
REACTOR TUBES
PLUGGED
ASSIGNED
FAILURE CAUSE AND LOCATION
SECONDARY
CHEMISTRY
CONTROL
CONDENSER
COOL 1NG
WATER
CONDENSER
LEAKS
COMNENTS
Takahama-2 402 219 SCC/IGA a t t u b e s u p p o r t s
183 SCC/IGA a t t u b e s h e e t
AVT 2 tubes extracted
Tricastin-1 undetermined AVT fresh
SCC - stress corrosion crackingIGA - intergranular attackAVT - a l l - vo l a t i l e treatmentCD - condensate demineralIzation
PO4 - phosphate treatment

REACTOR
Angra-?
Arkansas One-1
TUBES
PLUGGED
4
99
TABLE
EXPERIENCE
ASSIGNEDFAILURE CAUSE AND LOCATION
undeterm i ned
94 SCC/IGA in tubesheet c rev ice
18
DURING 1984
SECONDARY
CHEMISTRY
CONTROL
AVT
AVT/CD
CONDENSER
00OL 1 NG
WATER
sea
fresh
OONDENSER
LEAKS
628
5
COMMENTS
10 tubes sleeved.
Beaver Valley-1
Beznau-1
B i b l i s A
Blayais-1
Blayais-2
Blayais-3
B1aya i s-4
Borssele
Bugey-2
9
55
19
2
1
8
3
87
Bugey-4
5 SCC/IGA at tube support
20 4 constr ic ted a t U-bend AVT6 mechanical damage above tubesheet
10 co Id - I eg th inn ing at tube supports
4 f r e t t i n g at U-bend AVT
5 SCC/IGA in tubesheet crevice
wastage at U-bend P04
17 SCC(ID) at tubesheet AVT
2 mechanical damage above tubesheet
SCC(ID) at tubesheet AVT
SCC(ID) at tubesheet AVT
3 SCC(ID) at tubesheet AVT
5 others
wastage above tubesheet P04
83 SCC (ID) at U-bend AVT
1 mechanical damage above tubesheet
3 others
97 94 SCC(ID) at U-bend AVT
3 SCC(ID) at tubesheet
fresh
fresh
fresh
brackish
brackish
brackish
brackish
fresh
fresh
37
0
1
0
3
0
28
1
10
1 tube extracted
1 leaker,35 tubes sleeved
lea'<er
3 leakers,1 tube extracted

TA3LE 18 ( c o n t i n u e d )
REACTOR TUBESPLUGGED
ASS IGNEDFAILURE CAUSE AND LOCATION
Bugey-5
C a l v e r t C l i f f s - 2
SECONDARYCHEMISTRY
CONTROL
CONDENSERCOOL I NG
WATER
CONDENSER
LEAKS
COMMENTS
58 57 SCC(ID) a t t u b e s h e e t
1 SCC(ID) a t U-bend
4 cold-1 eg p i t t i ng above tubesheet1 cold-leg p i t t i ng near tube support1 other
AVT
AVT/CD
fresh
bracki sh
13 leakers,5 tubes extracted,
18 tubes rotopeened
Cook-2 398
Dampierre-1
Dampierre-2
Dampierre-3
23
1
15
Damplerre-4
Dav i s-Besse-1
Farley-1
Farley-2
Fessenhelm-1
30
1
9
3
23
320 SCC(IO) at U-bend AVT fresh64 SCC/IGA a t tubesheet
5 SCC/IGA in tubesheet c rev ice1 frett ing at U-bend3 undetermined at tube supports5 others
22 SCC(ID) at tubesheet AVT fresh1 other
SCC(IO) at tubesheet AVT fresh
11 SCC(ID) a t tubesheet AVT fresh
2 mechanical damage above tubesheet2 others
SCC(ID) a t tubesheet AVT fresh
at tube support AVT/CD fresh
fretting at U-bend AVT fresh
2 mechanical damage above tubesheet AVT fresh
1 undetermined at U-bend
2 SCC(ID) at tubesheet AVT fresh15 SCC(ID) at U-bend6 fret t ing at U-bend
17 1 leaksr,
7 tubes extracted,
320 row i tubes
plugged as a
precaut ion
8 leakers,2 tubes extracted
1 leaker,1 tube extracted
1 leaker
1 leaker,1 tube extracted,
10 tubes sleeved
-X)
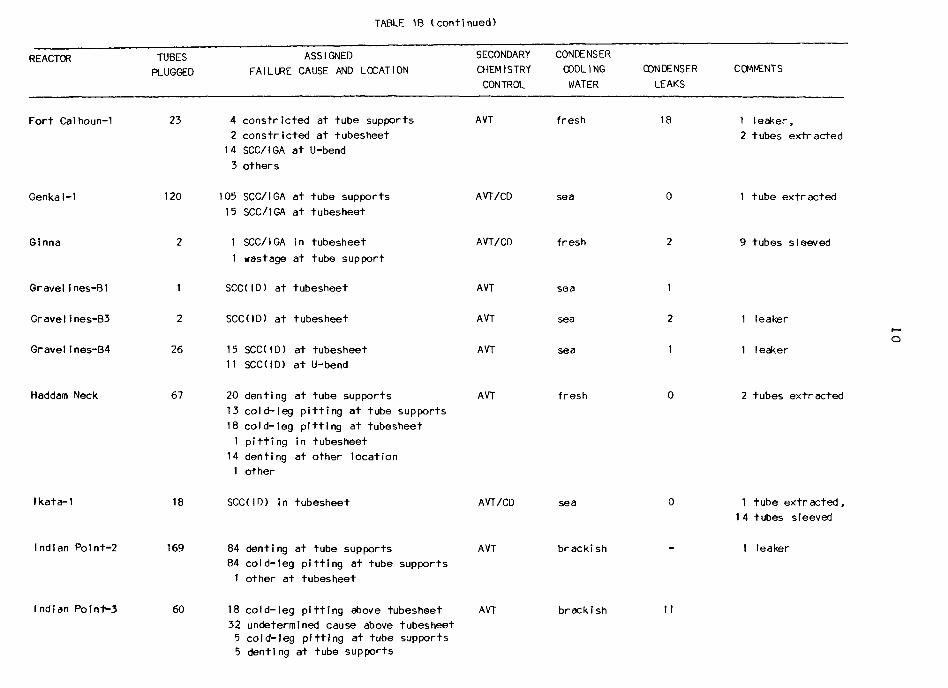
TABLE 16 ( c o n t i n u e d )
REACTOR
F o r t Calhoun-1
TUBES
PLUGGED
23
ASSIGNED
FAILURE CAUSE AND LOCATION
4 constr icted at tube supports2 constricted at tubesheet
14 SCC/IGA at U-bend3 others
SECONDARY
CHEMISTRY
CONTROL
AVT
CONDENSER
COOL 1NG
WATER
fresh
CONDENSER
LEAKS
18
COMMENTS
1 l e a k e r ,
2 tubes extracted
Genkai-1 120 105 SCC/IGA at tube supports15 SCC/IGA at tubesheet
AVT/CD sea 1 tube extracted
Ginna
Gravelines-BI
Gravelines-B3
Gravel Ines-B4
Haddam Neck
1
2
26
67
1 SCC/IGA in tubesheet AVT/CD fresh
1 wastage at tube support
SCC(ID) at tubesheet AVT sea
SCC(ID) a t tubesheet AVT sea
15 SCC(ID) a t tubesheet AVT sea
11 SCC(ID) a t U-bend
20 dent ing at tube supports AVT fresh13 cold- leg p i t t i n g at tube supports18 co Id-1 eg p i t t i ng at tubesheet
1 p i t t i n g in tubesheet14 denting at other location
1 other
9 tubes sleeved
1 leaker
1 leaker
2 tubes extracted
lkata-1 18 SCC(ID) in tubesheet AVT/CD 1 tube extracted,1 4 tubes sleeved
Indian Point-2 169 84 denting at tube supports84 coId-1 eg p i t t i n g at tube supports
1 other at tubesheet
AVT brackish I leaker
Indian Point-3 60 18 cold- leg p i t t i n g above tubesheet32 undetermined cause above tubesheet
5 coId-1 eg p i t t i n g ai tube supports5 denting at tube supports
AVT brackish I I

TABLE IB ( c o n t i n u e d )
REACTOR TUBES
PLUGGED
ASSIGNED
FAILURE CAUSE AND LOCATION
SECONDARY
CHEMISTRY
CONTROL
AVT
P04
AVT
AVT/CD
AVT/CD
CONDENSER
COOLING
WATER
fresh
fresh
sea
sea
sea
CONDENSER
LEAKS
1
0
0
0
4
COMNENTS
25 tubes sleeved
3 tubes extracted,2918 tube ends sleeved
Kewaunee
KKS Stade
Mihama-2
Mihama-3
Mil lstone-2
25
23
6
3
53
North Anna-1
North Anna-2
Pra i r i e lsland-1
27
284
NPD
Oconee-1
Oconee-3
Ohi-2
Point Beach-2
4
56
13
19
17
SCC/IGA at tubesheet
wastage above tubesheet
SCC/IGA in tubesheet
SCC(ID) at tubesheet
58 cold- leg p i t t i n g above tubesheet3 p i t t i n g at other locations2 denting at tubesheet
16 at tube supports
11 undetermined
281 preventive for SCC(ID) at U-bend2 mechanical damage above tubesheet1 undetermined at tube support
SCC/IGA at tubesheet
erosion at tube supports
erosion at tube supports
16 SCC(ID) in tubesheet
3 SCC(ID) at tubesheet
14 SCC(ID) in tubesheet1 denting at tube support2 others
5 SCC/IGA in tubesheet3 cold- leg thinning at tube supports1 undetermined in tubesheet
AVT(par t i a l CD)
AVT(pa r t i a l CD)
P04
AVT/CD
AVT/CD
AVT/CD
fresh
fresh
fresh
fresh
fresh
sea
AVT
AVT(pa r t i a l CD)
fresh
fresh
22
146
4
0
27
0
1 leaker
1 leaker
2 leakers
8 tubes sleeved
3 leakers

TABLE IB (con t i nued )
REACTOR
Prair ie lsland-2
Rancho Seco
Ringhals-2
TUBES
PLUGGED
33
29
326
ASS 1GNED
FAILURE CAUSE AND LOCATION
27 coId-leg thinning at tube supports6 f ret t ing at U-bend
fatigue at tube supports
309 SCC/IGA in tubesheet crevice
SECONDARY
CHEMISTRY
CONTROL
AVT
(par t i a l CD)
AVT/CD
AVT
CONDENSER
COOL 1NG
WATER
fresh
fresh
sea
CONDENSER
LEAKS
1
2
0
COMf-ENTS
Ringhals-3
Ringhals-4
Salem-2
San Onofre-1
San Onofre-2
1 SCC(ID) in tubesheet3 SCC(IO) at U-bend1 f r e t t i n g at U-bend
12 others
1 SCC(ID) in tubesheet
1 SCC(ID) in tubesheet
42 41 mechanical damage at tubesheet
1 cold- leg thinning at tube support
I restriction in sleeve
331 249 f r e t t i n g at tube supports62 SCC(ID)
12 mechanical damage6 undetermined2 others
AVT
AVT
AVT/CD
P04
AVT
SENA (Chooz)
St. Lucie-1
Surry-1
5
133
4
f ret t ing at U-bend
U-bend
1 in tubesheet3 at tube supports
sea
brackish
AVT
AVT
AVT/CD
fresh
sea
brackish
1 leaker
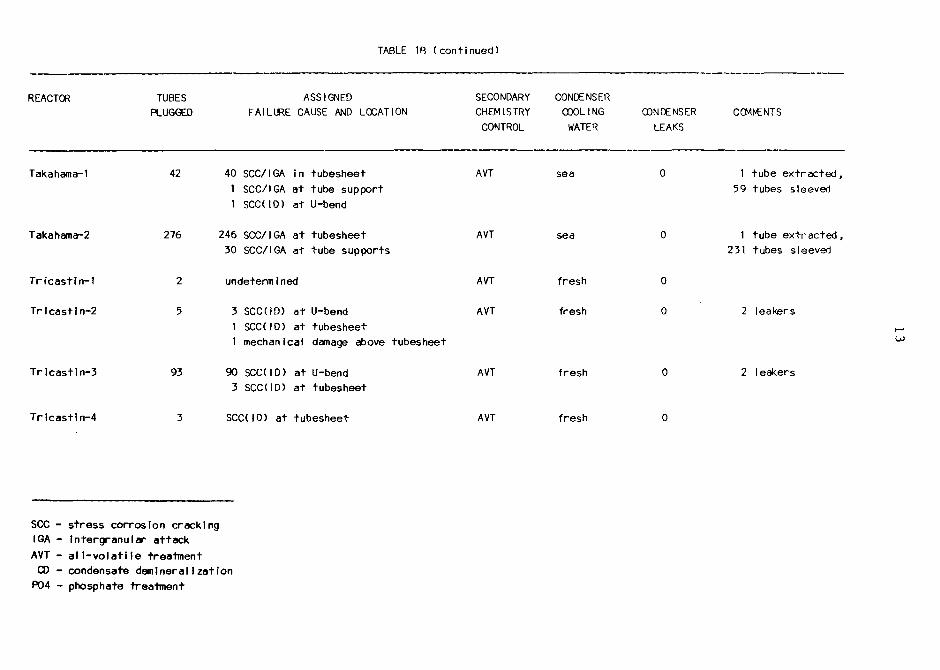
TABLE 1R (continued)
REACTOR TUBESPLUGGED
ASSIGNED
FAILURE CAUSE AND LOCATION
SECONDARY
CHEMISTRY
CONTROL
CONDENSER
COOL 1NG
WATER
CONDENSER
LEAKS
CCMf€NTS
Takahama-1
Takahama-2
Tricastin-J
Tricastin-2
Tr least in-3
Tr least! n-4
42 40 SCC/IGA in tubesheet AVT
1 SCC/IGA a t tube support1 SCC(ID) a t U-bend
276 246 SCC/IGA a t tubesheet AVT30 SCC/IGA a t tube supports
2 undetermfned AVT
5 3 SCC(iD) a t U-bend AVT
1 SCC(ID) at tubesheet1 mechanical damage above tubesheet
93 90 SCC(ID) a t U-bend AVT3 SCC(ID) a t tubesheet
3 SCC(ID) a t tubesheet AVT
sea
sea
fresh
fresh
fresh
fresh
0
0
1 tube extracted,59 tubes sleeved
1 tube extracted,231 tubes sleeved
2 leakers
2 leakers
SCC - stress corrosion crackingIGA - intergranular attackAVT - al l-volati le treatmentCO - condensate demineraIization
PO4 - phosphate treatment

14
HISTORICAL PERSPECTIVE
The year-by-year history of tubes plugged since 1971 is given in Table 2.The 32 reactors added to the survey in 1983 and 1984 is the largest two yearincrease since the survey began. I t is apparent that plugging in 1983 and1984, whether expressed as a percentage of reactors or of tubes, is notsubstantial ly d i f ferent from recent years. The rate of tube plugging peakedin 1973 when nearly 0.9% of the tubes in service were plugged primarilybecause of corrosion (wastage) by phosphate sal ts . Thereafter the annualfa i lu re incidence has remained in the 0.1 to 0.4% range. By the end of1984, 1.8% of the two mi l l ion tubes in service had been plugged.
Figure 1 summarizes the major causes assigned to steam generator tubedefects since 1972. Phosphate wastage (1973-75) and denting (1976-79)was the most serious problem during the seventies. Pi t t ing emerged as a newfa i lu re mechanism in 1981 but in 1983 and 1984 stress corrosion crackingfrom both the primary and secondary sides was the dominant mode. Corrosioncontinues to account for more than 30% of a l l defects.
Corrosion tends to occur in stagnant regions of steam generators whereimpurit ies can concentrate and attack the tubes. Figure 2 indicateslocations where indications of tube degradation have been found inrecirculat ing steam generators. Tube-to-tubesheet crevices, tube supportcrevices and the sludge zone above the tubesheet create environments thatare par t icu lar ly conducive to corrosion.
Early primary-side stress corrosion was caused by stresses which had thei ror ig in in denting. Recently, however, primary-side cracking is occurringwithout these added stresses.
The performance of steam generators to the end of 1984 is summarized in alog-log plot of fa i lure incidence (cumulated tubes plugged/100 tubes inservice) versus effect ive full-power days and % design l i f e (assuming 40years at a capacity factor of 70%)(Figure 3) . This figure is based on datain Appendix B. Each point on the figure represents one reactor. Pointswith bars indicate reactors with no tubes plugged. Three diagonal l inesrepresenting fa i lu re rates ( f ) of 0.U1 to 1% per effect ive full-power year(EFPY) have also been drawn. Points lying below f =0.01 indicate units withtube fa i lu re rates of less than 0.01% per EFPY; th is represents highlyrel iable steam generator performance. In contrast, units with fa i lure ratesof greater than 1% per EFPY ( i . e . above the l ine labelled f ' = l ) may requireforced derating, large-scale sleeving or replacement of steam generatorswell before they reach their design l i ves . Seven reactors in this categoryhave replaced their steam generators and several others are planning to doso. I t is also clear from Figure 1 that reactors of similar age (EFPD) havewidely varying fa i lure rates. In contrast to units with replaced steamgenerators, there are three reactors that have accumulated more than 2000EFPD with no tubes plugged and three others with only one tube plugged.Reactors in this category are Pickering-1, -3 , -4 , Bruce-1, Loviisa-1 andMZFR. The good experience of these units when compared with the poorperformance of many other units indicates that there is scope forsubstantial improvement in nuclear steam generator technology, whether i t beby design or improved operating techniques, or both.

15
TABLE 2
TUBES PLUGGED BY YEAR
Year Reactors Tubes
in with Tubes % with Tubes inSurvey Removed from Removed from Survey Plugged % Plugged
Service Service
1971*
1972
1973
1974
1975
1976
1977
1978
1979
1980
1981
1982
1983
1984
24
32
39
51
62
68
79
86
93
96
110
116
132
148
15
11
12
23
22
23
33
32
39
40
46
54
47
63
62.5
34.4
30.8
45.1
35.5
33.8
41.8
37.2
41.9
41.7
41.8
46.5
35.6
42.6
1
1
1
1
1
1
1
2
168
321
435
601
788
864
079
195
308
358
553
642
845
081
972
380
187
047
147
261
559
057
868
712
674
535
426
313
1
3
2
1
3
4
1
2
1
4
3
3
3
007
881
874
002
677
757
339
267
814
902
692
222
291
335
0.60
0.27
0.89
0.33
0.21
0.43
0.40
0.11
0.21
0.14
0.30
0.20
0.18
0.16
•Inclusive to 1971

16
LLJQ.
80
60
40
20
01
\ * "• * . • • ' * . »'. »"<, '• „ • o•''fc-i-Sc-i--"-:-:--
V-' "WASTAGE ;~}:XmmI • » " . o . <" ' • » • • » ' \-Z-C----~-V • • • ^ • • V - ~ ~ -~ -) • • „ . a . . • . . * - . « • • V C - - - - -Z
\ ° . • • • • • : • •* »« • • \ - > > - :
\ , • » " • o • a , „ <• "a • , \-Z
^ ^ ' >S \ / a
1 1 L 1
- 1 1 , , —
OTHER CAUSES
- " - " -~— \~ZT-Z~Zr^s~ -~—~-1rZr -"—"—Z*"Z""\ \:-: :: '
"-Z-Z-_"-~-Z-Z"-'-~-Z~_""-~-Z-Z--"'~'-Z""-~\ i
-.~-~-Z~Z"_'~-""-Z-Z-_""-"-Z'--"-™-Zi~Z--~-""-Z-Z--\*-Z-_--~~-Z-T--~---'-Z---"- '-•"-Z-Z~-"-" '-_--" -~""~A
iDENTING^^^^^ft
z^ffzzi^i^^^z^^&iizi-z^zi
^ y U / SCC(OD)VZ-Zr • « /
- * - 1 1 L ^
—i 1 1
A
• H V A mPlTT|G|jf 1 1IliiiiilillF ^Si 1
fay V t i
, Sm'01 I 1
-J—1 1 172 76 78
YEAR80 82
Figure 1: History of Tube Failure Mechanisms
Note that more than 80% of the defects are caused bycorrosion. SCC(OD) is secondary-side stress corrosioncracking and intergranular attack, SCC(ID) is primary-sidestress corrosion cracking.

17
AIMTIVIBRATION BARSWASTAGEFRETTING WEAR
U-BEND APEXSTRESS CORROSION CRACKING
PRE-HEATER BAFFLES -FRETTING WEAR
L
U-BEND TANGENTSTRESS CORROSION CRACKING
TUBE SUPPORTSSTRESS CORROSION CRACKINGINTERGRANULAR ATTACKDENTINGWASTAGETHINNING
BETWEEN SUPPORTSPITTING (COLD LEG)
.SLUDGE ZONE ABOVE TUBESHEETWASTAGESTRESS CORROSION CRACKINGINTERGRANULAR ATTACK
TUBESHEET CREVICESTRESS CORROSION CRACKINGINTERGRANULAR ATTACK
Figure 2: Schematic of a Recirculating Steam GeneratorShowing Failure Mechanisms and Locations

18
50
20
10
5.0
_ f'=FAILURE RATE (% per Effective Full-Power Year)• REPLACED STEAM GENERATORSo REPLACEMENT STEAM GENERATORS9 NO TUBE FAILURES
T
PERCENT OF DESIGN LIFE2 5 10 20T T
50 _ 100
10 2x10 5x10 102 2x102 5x102 103 2x103 5x103
EFFECTIVE FULL-POWER DAYS10*
Figure 3: Cumulative Steam Generator Tube Performance.
Log-log plot of failure incidence versus Effective Full-Power Days at the endof 1984. f is failure rate in % per Effective Full-Power Year (EFPY). Thesereactors with f' -=»1 may require large-scale repairs or steam generator replacement.

19
ASSIGNED CAUSES OF 1983 AND 1984 TUBE DEFECTS
The major causes assigned to tube defects in 1983 and 1984 (Table 3) wereprimary-side stress corrosion cracking (SCC), secondary-side Jtresscorrosion cracking and intergranular attack (IGA). The number of reactorsaffected by primary-side SCC has climbed from six in 1981 to 28 in 1984.
Primary-Side Stress Corrosion Cracking
In 1982 half of the fai lures assigned to primary-side SCC were associatedwith ident i f ied contamination of the system at Three Mile Island-1(14). In1983 and 1984, however, the fai lures were assigned to the suscept ib i l i ty ofhighly stressed Ailoy-600 to SCC in high temperature water - a phenomenonf i r s t reported by Coriou(15) in France and subsequently confirmed by otherworkers(16). Tight U-bends and ro l l t ransi t ion regions are part icuarlysusceptible to this mechanism. Steam generators tubed with Alloy-800,stainless steel and Monel-400 have not experienced this type of crackingafter more than 14 years operation.
Remedial and preventative measures for Alloy-600 tubed units are focussed onreducing residual stresses with roto-peening and shot peening becomingpart icuar ly common for the ro l l t ransi t ion region(17).
Secondary-Side SCC and IGA
Stress corrosion cracking and intergranular attack from the secondary sidewere reported at 14 reactors in both 1983 and 1984, almost the same numberas in 1981 and 1982. The two causes are grouped together here because theyoften occur at the same location and both are believed to be associated withan alkal ine environment. The problem led to large scale sleeving at PointBeach-2. Sleeving is a common method of repairing tubes affected by th istype of corrosion. Since a sleeved tube is not considered a defect in thisreview the data w i l l underestimate the extent of th is attack.
Secondary-side SCC and IGA are frequently reported in the crevices betweentube and tubesheet or the tube and tube support plate. The tubing is notusually sensitized nor is prior phosphate treatment a prerequisite for thisattack. Examination of tubes removed from steam generators indicate thatthe aggressive environment is most l i ke l y alkaline and, in the absence ofpr ior phosphate treatment, the most l i ke l y source is condenser coolingwater.
Pitt ing
Pitting occurs on the cold legs of steam generator tubes in the presence ofoxidizing, ionic copper solutions. I t was reported at one reactor in 1982,two in 1983 and five in 1984.
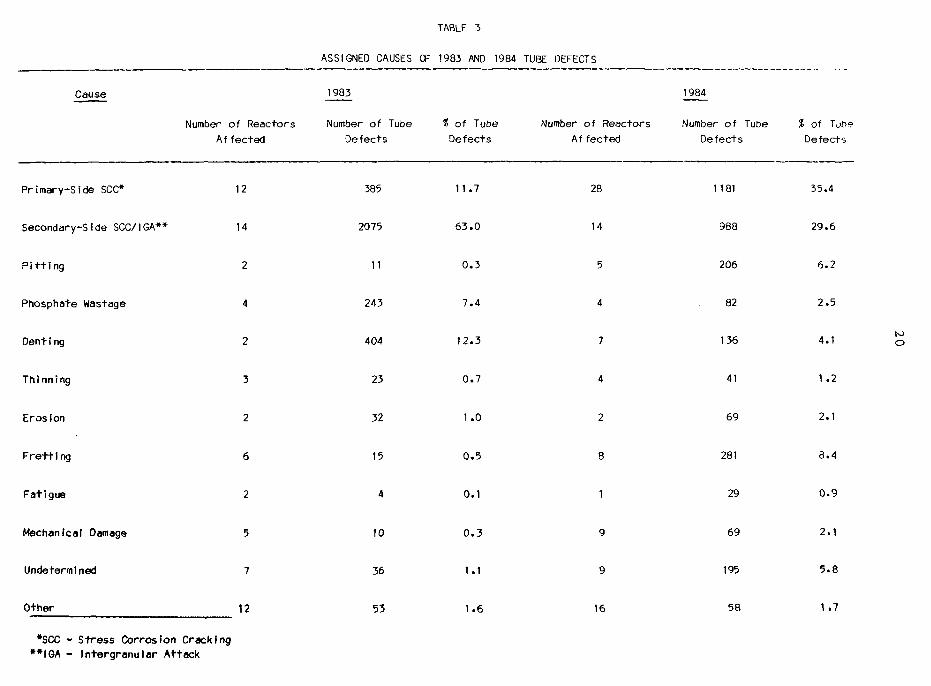
TABLE 3
ASSIGNED CAUSES OF 1983 AND 1984 TUBE DEFECTS
Cause 1983 1984
Primary-Side SCC*
Secondary-S i de SCC/1GA*
Pitting
Phosphate Wastage
Dent i ng
Thinning
Erosion
Fretting
Fatigue
Mechanical Damage
Undetermined
Other
Number of ReactorsAffected
12
14
Number of TubeDefects
385
2075
1 of Tube
Defects
11.7
63.0
Number
Af
of Reactors
fected
28
14
Number of Tube
Defects
1181
988
% of TubeDefects
35.4
29.6
5
7
12
11
243
404
23
32
15
0.3
7.4
12.3
0.7
1 .0
0.5
0.1
to
36
53
0.3
1.1
1.6 16
206
82
136
41
69
281
29
69
195
58
6.2
2.5
4.1
1 .2
2.1
8.4
0.9
2.1
5.8
1 .7
NJO
*SCC - Stress Corrosion Cracking
**IGA - Intergranular Attack

21
Thinning
Thinning occurs in the cold legs of some steam generator tubes at theintersection with the support plate. Tube samples subjected to destructiveexamination have shown broad pits or areas of localized wastage. These arebelieved to be associated with ingress of resin fines into the steamgenerators but the precise mechanism has not yet been established. Thinningwas reported at three reactors in 1983 and four reactors in 1984.
Phosphate Wastage
Although nine reactors remain on phosphate chemistry control the incidenceof wastage as a cause for tube plugging has dropped from eight reactors in1982 to four in 1983 and four in 1984. The incidence of wastage has beenreduced in most plants by removal of accumulated sludge during maintenanceoutages.
Denting
Denting is now a minor cause of tube defects. Although more tubes wereplugged in 1983 and 1984 than in 1982, the totals, 404 and 136 respectively,are considerably lower than before 1980. Most of the recent defectsoccurred in plants with a prior history of denting. Tubes were reported tobe constricted at the U-bend at Beaver Valley-1 and at tube support andtubesheet locations at Fort Calhoun-1. The cause of these is not known butmay be different than at other plants since design features and conditionsare different than that needed for the type of denting that was sotroublesome during the seventies.
Erosion
Erosion appears as a plant specific cause of tube defects at Oconee-1 and -2with a total of 101 tubes plugged in 1983 and 1984.
Fretting
Fretting continues to affect six or seven reactors over each of the lastfour years. Of the 295 tubes plugged in 1983 and 1984, 249 were at tubesupports in San Onofre-2 while most of the remaining 46 were at U-bendantivibration bars of plants with a history of the problem, e.g. Beznau andSENA.
Fatigue and Mechanical Damage
Fatigue and mechanical damage mechanisms accounted for 112 tubes plugged in17 reactors. In 1982 many mechanical failures were caused by lane blockingdevices coming loose in the steam generator. In 1983 and 1984, 11 reactorsexperienced tube damage by foreign objects and two reactors experienced tubedamage by loose flow lane blocking devices.

22
LOCATION OF DEFECT INDICATIONS REQUIRING TUBE PLUGGING IN 1983 AND 1984
Table 4 shows the assigned locations of tube defects. As in past yearscorrosion indicat ions on the secondary side occurred in areas of flowstarvat ion such as the sludge above the tubesheet and crevices formed by thetube with the tubesheet and support p lates. The numbers in parentheses arethe reactors and the tubes that had indicat ions of stress corrosion crackingfrom the primary side. This invar iably occurs at highly stressed regionssuch as the small bend radius at U-bends and the r o l l - t r a n s i t i o n regionswi th in or at the tubesheet.
SECONDARY WATER CHEMISTRY CONTROL
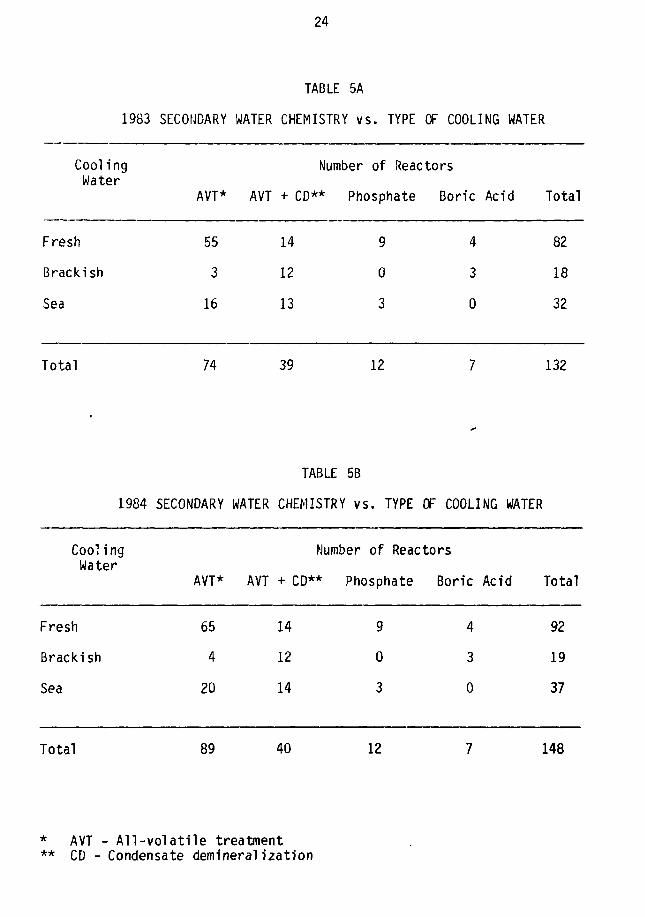
A l l - v o l a t i l e treatment (AVT) with or without condensate demineralization wasthe choice of almost a l l stat ions report ing to the survey for the f i r s t timein 1983 and 1984. The use of condensate demineralizers in new stat ionsseems to be res t r i c ted to those cooled by brackish or sea water where theto ta l has r isen from 14 in 1981 to 26 in 1984. The use of phosphate orboric acid remains the choice of a constant but small minor i ty of plants(Tables 5A and 5B).
The re la t ionship between secondary-side chemistry and secondary-sidecorrosion indicat ions is shown in Tables 6A and 6B. Great care has to betaken in drawing conclusions from th is part of the survey pa r t i cu l a r l y whenconsidering data from stat ions which have changed chemistry. I f oner e s t r i c t s in te rp re ta t ion to the one-chemistry stat ions i t could be deducedthat in 1983 AVT was more e f fec t ive than AVT plus condensatedemineral i za t ion which in turn was better than phosphate. In 1984, with theshutdown and removal of the HB Robinson plant from the database, the tubedefect rate of plants using phosphate dropped dramatical ly (0.862 to0.025%). Meanwhile the plugging rate at AVT plants rose one order ofmagnitude in each of 1983 and 1984 so that by the end of 1984 a l l threechemistries have plugging rates in the 0.01 to 0.07% range. Furtheranalysis of such data are not warranted because of other systematicva r ia t i ons , e .g . most plants with condensate demineralization are cooled bybrackish or sea water and most plants on phosphate are tubed with Al loy-800.Simi lar ly an analysis of plugging rate as a funct ion of a p lan t ' s a b i l i t y tomeet the Steam Generator Owners Group guidelines(18) is beyond the scope ofth i s review.
STEAM GENERATOR TUBE MATERIALS
Table 7 l i s t s tubes plugged in 1983 and 1984 as a funct ion of tube mater ia l .Alloy-600 continues to exh ib i t a suscep t ib i l i t y to more types of degradationthan any other material and consequently has a greater plugging ra te .

TABLE 4
LOCATION OF PLUGGABLE INDICATIONS IN 1983 AND 1984
Location 1983 1984
Number of Reactors
Affected
Number of Tubes
Plugged
% of Tubes
Plugged
Number of Reactors
Af fected
Number of Tubes
Plugged
% of Tubes
Plugged
Within Tubesheet 11 (4)* 611 (259) 18.6 15 (5) 519 (37) 15.6
U-bend 14 (4) 250 (20) 7.6 18 (11 ) 1085 (902) 32.5
Above Tubesheet 25 (7) 1331 (106) 40.4 39 (19) 809 (180) 24.2
Tube Supports 16 1025 31.1 26 773 23.2
Other 50 1.5 15 (1) 136 (62) 4.1
Undeterm i ned 24 0.7 13 0.4
"Primary-side defects are gfven In parentheses, e.g. 11(4) Indicatesthat of 11 reactors with indications at that location 4 had primary-side Indications.
24
TABLE 5A
1983 SECONDARY WATER CHEMISTRY v s . TYPE OF COOLING WATER
CoolingWater
Fresh
Brackish
Sea
AVT*
55
3
16
AVT +
14
12
13
Number of Reactors
CD** Phosphate Boric Acid
9
0
3
4
3
0
Total
82
18
32
T o t a l 74 39 12 132
TABLE 5B
1984 SECONDARY WATER CHEMISTRY v s . TYPE OF COOLING WATER
CoolingWater
Fresh
Brackish
Sea
AVT*
65
4
20
AVT +
14
12
14
Number of Reactors
CD** Phosphate Boric Acid
9
0
3
4
3
0
Total
92
19
37
Total 89 40 12 148
* AVT - A l l - vo la t i l e treatment** CD - Condensate demineralization
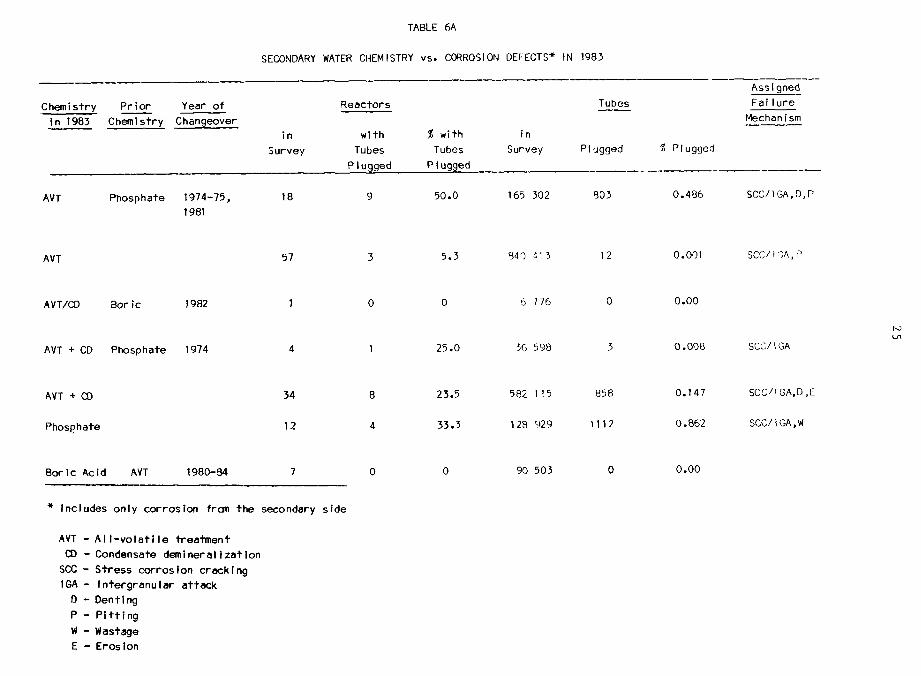
TABLE 6A
SECONDARY WATER CHEMISTRY v s . CORROSION DEFECTS* IN 1983
Chemistry
in 1983
AVT
Prior
Chemistry
Phosphate
Year of
Changeover
1974-75,
1981
in
Survey
18
Reactors
with
Tubes
P1ugged
9
% with
Tubes
Plugged
50.0
in
Survey
165 302
Tubes
Plugged
803
% Plugged
0.486
Assigned
Fai I ure
Mechanism
SCC/IGA,D,P
AVT 57 5 .3 840 41 3 12 0.001 SCC/IGA.P
AVT/CD Bor ic 1982 6 7 76 0.00
AVT + CD Phosphate 1974
AVT + CD
Phosphate
34
12
25.0 36 598 3
23.5 582 115 858
33.3 128 929 1112
0.008 SCiVlGA
0.147 SCC'IGA.D.E
0.862 SCC/IGA.W
Boric Acid AVT 1980-84
* Includes only corrosion frcm the secondary side
AVT - Al t -volat i le treatmentCD - Condensate demineraliza+ion
SCC - Stress corrosion crackingIGA - Intergranular attack
D - DentingP - Pitting
W - WastageE - Erosion
90 503 0 0.00

TABLE 6B
SECONDARY WATER CHEMISTRY vs. CORROSION DEFECTS* IN 1984
Chemistry Prior Year of Reactors
in 1984
AVT
Chemistry
Phosphate
Changeover
1974-75,
1982
in
Survey
18
withTubes
Plugged
10
% withTubes
P1ugged
55.5
Tubes
Survey Plugged % Plugged
Assigned
Failure
Mechanism
165 430 778 0.470 SCC/IGA,D,P
AVT 71 4.2 1 060 816 103 0.010 SCC/IGA,D,P
AVT/CD Boric 1982 6 776 0.00
AVT + CD Phosphate 1974 25.0 36 598 0.005 SCC/IGA.Wto
AVT + CD 35 20.0 592 261 358 0.060 SCC/IGA,D,P,E
Phosphate 11 36.4 119 149 85 0.071 SCC/IGA.W
Boric Acid AVT 1980-84
* Includes only corrosion from the secondary side.
AVT - A l l - v o l a t i l e treatmentCD - Condensate demlneralization
SCC - Stress corrosion crackingIGA • Intergranolar attack
0 - DentingP - Pitt ing. - Wastager Erosion
28.6 90 503 196 0.217 D,P
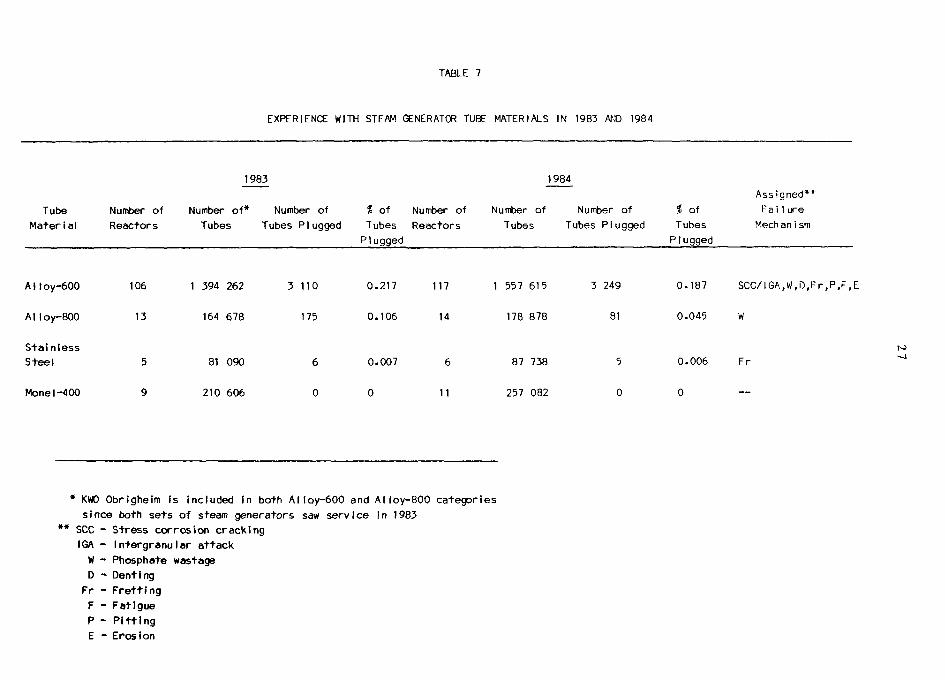
TABLE 7
EXPERIENCE WITH STEAM GENERATOR TUBE MATERIALS IN 1983 AND 1984
TubeMaterial
Alloy-600
Alloy-800
StainlessSteel
Mone1-400
Number of
Reactors
106
13
5
9
1983
Number o f * Number ofTubes Tubes Plugged
1 394 262 3 110
164 678 175
81 090 6
210 606 0
% ofTubes
Plugged
0.217
0.106
0.007
0
Number ofReactors
117
14
6
11
Number ofTubes
1 557 615
178 878
87 738
257 082
1984
Number of
Tubes Plugged
3 249
81
5
0
% ofTubes
Plugged
0.187
0.045
0.006
0
Assigned**Fai 1 ure
Mechan i sm
SCC/IGA,W,D,Fr,P,F,E
W
Fr
— —
* KW0 Obrigheim Is included in both Alloy-600 and Alloy-800 categoriessince both sets of steam generators saw service in 1983
** SCC - Stress corrosion crackingI6A - IntergranuIar attackW - Phosphate wastageD - Denting
Fr - FrettingF - FatigueP - PittingE - Erosion

28
STEAM GENERATOR TUBE REPAIRS
Throughout the history of nuclear power generation with reactors employingpressurized primary systems, i t has been common practice to plug tubes thatare believed to be defect ive. Most steam generators are fabricated with 10to 20« excess heat transfer area to accommodate occasional plugging of tubesor loss of heat transfer due to deposits on the tubes. When the rate oftube plugging is high and the excess margin is consumed, i t becomesnecessary to derate the reactor, repair the tubes or replace the steamgenerators. A large number of plugged tubes also becomes the l im i t i ngfactor in certain accident scenarios and this may lead to derating.
When the defective region occurs within or j us t above the tubesheet, i t ispossible to i ns ta l l internal sleeves of new mater ia l . These are expandedand welded at the primary end and expanded (hydrau l ica l l y ) , brazed or weldedat the higher e levat ion. Table 8 shows reactors at which sleeving has beenperformed. Sleeves have been insta l led in 19 reactors to-date. Theseranged from experimental campaigns of less than 100 tubes to large scalerepairs of thousands of tubes.
Creacy and Houchens(19) have shown that ins ta l la t ion costs per sleeve reducedramatically as the number of sleeves increases. This is reasonable becauseof the f ixed-cost component associated with planning, t r a in ing , preparationof the steam generators and methods qua l i f i ca t ion . Of the more than 18 000tubes sleeved, approximately 95% are in four reactors. Some of these havenow operated for several years without developing serious problems.
Whereas sleeves can be insta l led when the defective region l ies below theelevation of the f i r s t tube support, they can be used only with d i f f i c u l t ywhere the defective region l ies at higher elevations or at the U-bend. I thas been necessary to replace the steam generators at seven reactors, whileother u t i l i t i e s are act ively planning for replacement. Steam generatorreplacement is a major undertaking requiring considerable resources andlengthy down-time. The work at Turkey Point-3 and -4(20) , Surry-1 and-2(21) and Point Beach-1(22) has been described. During the period coveredby th is survey, steam generators were replaced at Obrigheiin and PvObinson-2.At Obrigheim the steam generators were removed in one piece and replacedwith components that had been stored on s i te under nitrogen gas since 1976.The replacement un i ts , fabricated by Kraftwerk Union AG, have Alloy-800tubes shot-peened on the outer surfaces and f u l l y expanded tubesheetjo in ts (23,24) . At Robinson-2, the channel head cut method, similar to thatemployed at Turkey Point was used. The replacement steam generators areWestinghouse model 44F with thermally treated Alloy-600 tubes, stainlesssteel support plates and f u l l y expanded tubesheet j o i n t s . Othermodifications made during the shutdown included ins ta l la t ion of f u l l - f l o wcondensate demineralizers, improved blowdown system and conversion of thesecondary side to a l l - fe r rous(25) . Steam generator replacement, repair andmaintenance have been described in considerable deta i l (26) .
Other repair methods include re - ro l l i ng to eliminate the tubesheet crevice,which has now been performed on a l l the applicable reactors in Japan(27,28).

29
TABLE 8: TUBE REPAIRS BY SLEEVING
REACTOR NAME
ARKANSAS ONE-1
BEZNAU-1
BEZNAU-2
DOEL-2
FESSENHEIM-1
GINNA
IKATA-1
INDIAN POINT-3
MIHAMA-2
MILLSTONE-2
OCONEE-1
OHI-1
OHI-2
PALISADES
POINT BEACH-1
POINT BEACH-2
RINGHALS-2
SAN ONOFRE-1
TAKAHAMA-1
TAKAHAMA-2
YEAR
84
81828384
8384
82
84
80818384
84
82
828384
8384
78
83
84
7678
81
83
84
80
80818284
84
TUBES
2
CO
OJ
3
6
SLEEVED
10
3243735
1717
133
10
515789
14
971
31425
022918
6
81
8
1023
12
001
35
523
24
3259
231
COMMENTS
SCC/IGA
SCC(OD)SCC(OD)SCC/IGASCC/IGA
SCC/IGASCC/IGA
SCC(ID)
SCC(ID)
SCC/IGASCC/IGASCC/IGASCC/IGA
SCC(ID)
PITTING
SCC/IGASCC(ID),SCC/IGASCC/IGA
PITTINGPITTING,WASTAGE
FATIGUE
SCC(ID)
SCC(ID)
WASTAGEWASTAGE
SCC/IGA
SCC/IGA,WASTAGE
SCC/IGA
WASTAGE,SCC/IGA
SCC(ID)SCC(ID)SCC(ID),SCC(OD)SCC/IGA
SCC/IGA

30
I t is not certain that closing the crevice will reduce the rate of failureassigned to SCC/IGA since i t is impossible to know whether crevice boil-outprocedures have removed sufficient sludge from the crevice to substantiallylower the caustic content.
Mi 11-annealed Alloy-600 is susceptible to stress corrosion cracking from theprimary side in regions of high residual stress such as are found at therol l - transit ion area within the tubesheet. Methods for shot-peening orroto-peening this region to induce compressive stress at the tube surfacehave been developed. Eighteen tubes were roto-peened at Bugey-5 during1984. The rol l-transit ion zones of the tubes at Doel-3 were shot-peenedduring 1985 and further work at Bugey-5 was scheduled(17).
TUBESHEET SLUDGE DEPOSITS
Information on tubesheet sludge is available for 90 reactors in 1984 and 78reactors in 1983. The proportion of reactors reporting soft sludge remainedsimilar to previous years - 60 to 70%. No conclusions could be drawnregarding the effect of secondary chemical control on sludge consistency andtherefore ease of removal. Most of the plants using phosphate treatmentreported hard sludge, but 20 to 30% of plants using volatile treatment alsoreported hard sludge. In some cases such as at Bruce and Pickering, i t maybe possible that condenser leaks give rise to the hard iron-sil icatedeposits.
Sludge depth was measured at 20 reactors during 1984 and the same numberduring 1983. Most height measurements were taken with eddy-currentinstrumentation. Such measurements should be interpreted with caution.Although sludge tends to be deepest towards the centre, in a kidney-shapedarea, i t cannot be certain that the point of maximum depth has beenmeasured. Furthermore, corrosion film on the tubes can give rise toerroneous measurements. At Borssele, eddy-current readings indicated 124 mm(5 in) of sludge on the tubesheet. During visual inspection, however, i twas observed that there was l i t t l e sludge, but there was a noticeable filmon the tube secondary surfaces corresponding to the eddy-currentmeasurements. At Bruce-3, the eddy-current readings indicated a sludgedepth of 75 mm (3 in) while physical measurement showed a depth of only20 mm (.9 in ) . There is some evidence that this may also be the case atMaine Yankee.
At least one set of sludge analyses are available for 32 reactors over theperiod 1981 to 1984. At 25 reactors the sludge contains more than 10%copper and at 15 reactors more than 20% copper is present. Where analysesare available for more than one year, the results are generally consistent.Alloy-600 and Alloy-800 undergo rapid pitt ing in the temperature range 100to 200°C in the presence of dissolved copper under oxidizingconditions(29,30). Hence i t is important to remove copper-rich sludge byany means available, especially at brackish and sea water sites, and tominimize i ts formation in the secondary system.

31
Approximately 60% of the reactors had sludge removed by lancing during eachyear of the survey. At half of these, lancing was performed both in 1983and 1984. The quantit ies removed from each reactor were usually in therange of several hundred kilograms. At Millstone-3 a copper removal soakwas included in the wet lay-up procedure.
IN-SERVICE INSPECTION OF STEAM GENERATORS
A variety of methods are used to inspect steam generator tubes. Tables 9Aand 9B show the number of tubes inspected during 1983 and 1984,respectively. Of 132 reactors in the survey in 1983, inspection data wasavailable for 99 (75%). Seventy-three of these (55.3% of those in service)reported inspecting at least some tubes. For 1984, inspection data wasavailable for 105 reactors (71%, of which 81 or 55% inspected some tubes).Although the proportion of reactors performing inspection during a givenyear has remained re la t ive ly constant, the proportion performing fu l l - lengthtube inspections has increased from 32.8% in 1982 to 41.9% in 1984. Forseveral years i t has been the practice in Japan to perform eddy-currenttesting on al l tubes for their f u l l length. This is now being adoptedelsewhere. During the years covered by this survey, fu l l - length inspectionof al l tubes was performed at Trojan, Arkansas One-1, Salem-2, Cook-2, FortCalhoun and San Onofre-2. Ful l- length testing was performed on asubstantial number of tubes at reactors in France, Germany and the UnitedStates.
Methods used for in-service inspection are l i s ted in Table 10. Automated,mult iple frequency eddy-current testing is the most widely used technique.Ultrasonic inspection is performed on a few tubes at reactors in Germany andthe Netherlands as a check on eddy-current results. Visual inspection usingf ibreopt ics or television cameras is widely used to check for foreignobjects on the secondary side as well as to monitor the condition of tubes,the sludge p i le and support plates.

TABLE 9A
SUMMARY OF IN-SERVICE INSPECTIONS DURING 1983
Inlet
through
the
Tubesheet
Inlet
to the
Supports
Frcm Inlet
through
the U-bend
Outlet
to the
Supports
Ful I
Length Total
Number of
Tubes 3 363 106 644 22 308 53 300 216 050 401 665
% of Tubes
I n Serv i ce 0.2 5.8 1.2 2.9 11 .7 21.8
Number of
Reactors 10 21 10 52 73
* Of
Reactors 7.6 15.9 6.8 7.6 39.4 55.3

TABLE 9B
SUMMARY OF IN-SERVICE INSPECTIONS DURING 1984
InletthroughtheTubesheet
Inletto theSupports
From Inletthroughthe U-bend
Outlet
to the
SupportsFul ILength Total
Number ofTubes 11 159 178 407 26 526 97 907 244 836 558 835
% of TubesIn Service 0.5 8.6 1.3 4.7 11 .8 26.8
Number of
Reactors 27 10 11 62 81
1 of
Reactors 6.1 18.2 6.8 7.4 41 .9 54.7

34
TABLE 10
METHODS USED TO INSPECT STEAM GENERATORS DURING 1983 & 1984
Inspection Method Number of Reactors
Automated eddy-current
Manual eddy-current
Helium leak test ing
Ultrasonic testing
Visual
Eddy-current profi lometry
1983
67
3
1
1
5
1
1984
78
3
1
3
3
3

35
CONDENSER TUBE MATERIALS
Condenser integrity is important to steam generator re l iab i l i ty , particu-larly at plants located on brackish or sea water sites. In-leakage of airand cooling water carrying impurities such as sodium and chloride createconditions in the steam generators that are conducive to certain types ofcorrosion. Acid chloride conditions cause rapid corrosion of carbon steelcomponents. In steam generators, the support plates corrode and constrictthe tubes, which then fai l by primary-side stress corrosion cracking.Forces exerted on the support plates also cause cracking of the platesthemselves and closing of flow slots. Chlorides and oxidized copper speciesmay also play a role in pitt ing of steam generator tubes above the tubesheetor at higher levels in the cold-leg. Because of various problemsexperienced with copper alloys in the secondary system, there is a trendtowards converting condensers and feedwater heaters to other materials.Aside from corrosion by the cooling water, some copper alloys such asadmiralty are susceptible to corrosion from excess ammonia on the steamside.
Figure 4 shows condenser tube materials used at fresh-water cooled plants.Admiralty brass is used at approximately 60% of the plants in service whilestainless steel is used at approximately 25% of the plants in service. Theother alloys include aluminum brass, copper, titanium, 90-10 Cupronickel and70-30 Cupronickel. Admiralty brass tubes are not trouble free(31) but areconsidered adequate in most cases. In both France and Canada, all of thenewer plants use this material. In the United States, most of the reactorswith once-through steam generators and several with recirculating steamgenerators with all-ferrous secondary sides use stainless steel condensertubes. In the Federal Republic of Germany there is a significant trendtowards replacing admiralty tubes with stainless steel. Eight reactors atfresh water sites have replaced admiralty with more corrosion resistantmaterial, usually stainless steel, and one reactor has converted fromarsenical copper to stainless steel.
The greatest diversity in condenser tube materials exists at brackish watersites. Figure 5 shows that since 1979, the copper alloy tubes have beenprogressively replaced by materials such as titanium and chloride-resistantstainless steels l ike alloy AL6X. Seven out of 19 reactors at brackishwater sites have retubed the condensers. In four cases copper alloy tubeswere replaced with corrosion resistant alloys of the AL6X type and in threecases the copper alloy was replaced with titanium.
At sea water sites the trend towards more corrosion resistant condensertubes is more noticeable (Figure 6). Whereas in 1978 al l sea-water cooledcondensers were tubed with either aluminum brass or one of the cupronickels,by the end of 1984, 54% of sea water condensers were tubed with titanium.In France, Canada, the United States, Japan and Sweden all pressurized waterreactors being brought on-line at sea water sites have titanium condensertubes. This does not in i tse l f guarantee leak tightness. Whereas thepressurized water reactors in Japan have experienced wery few leaks in the

NUMBER OF 21REACTORS"*
80
60
PERCENT
40
20
32 40 52 62 74
OTHER ALLOYS
STAINLESS STEEL
ADMIRALTY
1972 1974 1976 1978 1980YEAR
92
1982 1984
Figure 4: Condenser Tube Materials at Fresh Water Sites

NUMBER OFREACTORS
70-30 CuNi
PERCENT
ALUMINUMBRASS
90-10 CuNi
ADMIRALTY
1973 1975 1977 1979YEAR
1981 1983
Figure 5: Condenser Tube Materials at Brackish Water Sites
Note the increasing use of titanium and highchromium, high molybdenum stainless steels.

NUMBER OF ,REACTORS-"
8
60
PERCENT
40
20
13 17
1972
ALUMINUM BRASS
19 26 37
00
1974 1976 1978YEAR
1980 1982 1984
Figure 6: Condenser Tube Materials at Sea Water Sites
Note the increasing use of titanium tubing.

39
aluminum brass condensers (mainly because of extensive eddy-current test ingand re- ro l l ing of j o i n t s ) , titanium tubes are s t i l l susceptible to leakagecaused by factors unrelated to corrosion such as debris and fatigue. PointLePreau-1, Borssele and Wolsung-1 have al l experienced leakage from thesefactors during 1983 or 1984. Seven reactors at sea water sites have retubedcondensers. Six of these converted to titanium while one converted toanother copper al loy. Overall, 22 reactors have retubed the condensers andthree or four others are progressively doing so or have announced plans todo so.
ACKNOWLEDGEMENTS
Part of this work was funded by the Electr ic Power Research Inst i tu te undercontract RP-2599-3 with T. Oldberg as program manager. This assistance hasenabled us to produce the report several months ear l ier than would otherwisehave been the case. Special thanks are due to the reactor personnel whoprovide the data without which the survey would not be possible. Themanuscript was typed by Mrs. Jo-Anne Festarini and Mrs. Bev Drouin whoseassistance is also warmly acknowledged.

40
REFERENCES
1 . CALORI, F., SKJOELDEBRAND, R. and WHITE, D., "The IAEA Power ReactorInformat ion System (PRIS): Information on Nuclear Power PlantOutages". Nuclear Power Plant Outage Experience, Proceedings of anIn te rna t iona l Symposium, p. 217. In te rna t iona l Atomic Energy Agency,1984.
2 . STEVENS-GUILLE, P.D., "Steam Generator Tube Fa i l u res : A World Surveyof Water-Cooled Nuclear Power Reactors to the End of 1971" . AtomicEnergy of Canada L im i ted . Report AECL-4449 (1973).
3. STEVENS-GUILLE, P.D., "Steam Generator Tube Fa i lu res : World Experiencein Water-Cooled Nuclear Power Reactors During 1972". Atomic Energy ofCanada L im i ted , Report AECL-4753 (1974).
4 . STEVENS-GUILLE, P.D. and HARE, M.G., "Steam Generator Tube Fa i l u res :World Experience in Water-Cooled Nulcear Power Reactors i n 1973".Atomic Energy of Canada L im i t ed , Report AECL-5013 (1975).
5. HARE, M.G. , "Steam Generator Tube Fa i l u res : World Experience inWater-Cooled Nuclear Power Reactors in 1974". Atomic Energy of CanadaL im i ted , Report AECL-5242 (1976).
6 . HARE, M.G., "Steam Generator Tube Fa i l u res : World Experience inWater-Cooled Nuclear Power Reactors i n 1975". Atomic Energy of CanadaL im i ted , Report AECL-5625 (1976).
7. TATONE, O.S. and PATHANIA, R.S., "Steam Generator Tube Performance:Experience wi th Water-Cooled Nuclear Power Reactors During 1976".Atomic Energy of Canada L im i ted , Report AECL-6095 (1978).
8 . PATHANIA, R.S. and TATONE, O.S., "Steam Generator Tube Performance:Experience wi th Water-Cooled Nuclear Power Reactors During 1977".Atomic Energy of Canada L im i t ed , Report AECL-6410 (1979).
9. TATONE, O.S. and PATHANIA, R.S., "Steam Generator Tube Performance:Experience wi th Water-Cooled Nuclear Power Reactors During 1978".Atomic Energy of Canada L im i ted , Report AECL-6852 (1980).
10. TATONE, O.S. and PATHANIA, R.S., "Steam Generator Tube Performance:Experience wi th Water-Cooled Nuclear Power Reactors During 1979".Atomic Energy of Canada L im i t ed , Report AECL-7251 (1981).
1 1 . TATONE, O.S. and PATHANIA, R.S., "Steam Generator Tube Performance:Experience wi th Water-Cooled Nuclear Power Reactors During 1980".Atomic Energy of Canada L im i ted , Report AECL-7689 (1982).
12. TATONE, O.S. and PATHANIA, R.S., "Steam Generator Tube Performance:Experience wi th Water-Cooled Reactors During 1981" . Atomic Energy o fCanada L im i ted , Report AECL-8179 (1983).

41
13. TATONE, O.S. and PATHANIA, R.S. "Steam Generator Tube Performance:Experience with Water-Cooled Reactors During 1982". Atomic Energy ofCanada Limited, Report AECL-8268 (1984).
14. JONES, R.L., LONG, R.L. and OLSZEWSKI, J.S. , "The Origin of theExtensive Cracking of the Steam Generator Tubing at TMI Unit 1 " . Paper141 presented at Corrosion 83, Anaheim, Cal i forn ia, April 18-22, 1983.
15. CORIOU, H., GRALL, L., MAHIE1J, C. and PELRAS, M., "Sensi t iv i ty toStress Corrosion and Intergranular Attack of High Nickel Al loys".Corrosion 22(10), 280 (1966).
16. BULISCHEK, T.S. and VAN R'HJ/rM; P., "Effect of Environmental Variableson the Stress Corrosion Cracking of Inconel-600 Steam GeneratorTubing". Nuclear Technology 55, 383 (1981).
17. "Doel-3 Steam Generator Tubes Shot Peened". Nuclear EngineeringInternat ional , 30(374), p. 5, September 1985.
18. BELL, M.J. et a l . , "PWR Secondary Water Chemistry Guidelines".Electr ic Power Research Ins t i t u te , Report EPRI-2704-SR, (October1982).
19. CREACY, C.A. and HOUCHENS, E.L., "Economics of Sleeving SteamGenerators". Proceedings of the American Power Conference, 45, p. 811,1983.
20. MANTZ, H.D., "Steam Generator Replacement at Turkey Point".Transactions of the American Nuclear Society, 44, p. 500, 1983.
21. MCKAY, H.S., "Steam Generator Replacement at Surry Power Station andOperational Experience with the New Steam Generators". Transactions ofthe American Nuclear Society, 46(1), p. 93, 1984.
22. RAPP, C.J. and TATE, D.B., "Point Beach Unit 1 Steam GeneratorReplacement Project". Transactions of the American Nuclear Society,46(1), p. 90, 1984.
23. SCHENK, H. and HUMMELER, A., "The Replacement of the Steam Generatorsat Obrigheim Nuclear Power Plant". Transactions of the AmericanNuclear Society, 46(1), p. 89, 1984.
24. RUF, R. and HUMMELER, A., "Steam Generator Replacement at the ObrigheimNuclear Power Plant". Nuclear Power Plant Outage Experience,Proceedings of an International Symposium, p. 299. InternationalAtomic Energy Agency, 1984.
25. Nucleonics Week, p. 7, 24 January 1985.

42
26. DELOZIER, P.G., SCARBOROUGH, J.C., GREENAWAY, W.R. and PETTIT, P.J. ,"Environmental, Regulatory, and Occupational Constraints on SteamGenerator Replacement, Repair, and Maintenance". Report AIF/NESP-029,Atomic Industrial Forum, October 1984.
27. "Preventing Tube Degradation in Japan", Muclear EngineeringInternat ional , 30(365), p. 43, February 1985.
28. "Report on U.S.-Japan 1983 Meetings on Steam Generators", ReportNUREG-1056, United States Nuclear Regulatory Commission, April 1984.
29. AGRAWAL, A.K., SYKES, J .F . , STIEGELMEYER, W.N. and BERRY, W.E.,"P i t t ing of Alloy 600 Steam Generator Tubes in Indian Point No. 3".Proceedings of the International Symposium on Environmental Degradationof Materials in Nuclear Power Systems - Water Reactors, p. 223.National Association of Corrosion Engineers, 1984.
30. STELLWAG, B., BEYER, W. and WIELING, N., "Influence of Steam GeneratorWater Treatment, Temperature, Cl~ and O2 Content on the P i t t ingPerformance of Alloy 800". Proceedings of the International Symposiumon Environmental Degradation of Materials in Nuclear Power Systems -Water Reactors, p. 947. National Association of Corrosion Engineers,1984.
31 . BELLAMY, G., "Experience with Copper Alloy Heat Exchangers Using GreatLakes Water", in Materials to Supply the Energy Demand, p. 566.American Society for Metals, 1981.

43
APPENDIX A
DESIGN DATA RELEVANT TO STEAM GENERATOR TUBE PERFORMANCE

APPENDIX A - DESIGN DATA RELEVANT TO STEAM GENERATOR TUBE PERFORMANCE
REACTORNAME
ALMARAZ-1ALMARAZ-2ANGRA-1ARKANSAS ONE-1ARKANSAS ONE-2ASCO-1ATUCHA-1BEAVER VALLEY-1BEZNAU-1BEZNAU-2BIBLIS ABIBLIS 8BLAYAIS-1BLAYAIS-2BLAYAIS-3BLAYAIS-4BORSSELEBRUCE-1BRUCE-2BRUCE-3BRUCE-4BRUCE-6BUGEY-2BUGEY-3BUGEY-4BUGEY-5CALVERT CLIFFS-1CALVERT CLIFFS-2CHINON-B1CHINON-B2COOK-1C00K-2
SIZEMW(E)NET
11
11
930930626820860887320852350350146240910910910910447750750750750750920920920920850850870870054065
FIRSTCOMMERCIALOPERATION
81/1281/1084/0674/1280/0384/0674/0677/0469/0971/1275/0377/0181/1283/0283/1183/1073/1077/0977/0978/0279/0184/0479/0279/0279/0779/1275/0577/0484/0284/0875/0878/06
NO.OFSG
33222323224433332888883333223344
TUBESPERSG
444158433224433334444443333883333
674674674531411674945388604604060021361329329330234200200200200200388388388388519519329330388388
AREAPER SG(M**2)
44412
434334444443222224444884444
459459459304
4594547850970975103357 6698698700600368368368368416785785785785424424698700784784
SGTUBEMATERIAL
600600600600600600800600600600800800600600600600800600600600600600600600600600600600600600600600
SUPPORTPLATEMATERIAL
CS-DRILLEDCS-DRILLEDCS-DRILLEDCS-BROACHEDSS-EGG CRATECS-DRILLEDSS-LATTICECS-DRILLEDCS-DRILLEDCS-DRILLEDSS-LATTICESS-LATTICECS-DRILLEDCS-BROACHED3S-BR0ACHEDSS-BROACHEDSS-LATTICECS-BROACHEDCS-BROACHEDCS-BROACHEDCS-BROACHEDCS-BROACHEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-EGG CRATECS-EGG CRATECS-BROACHEDCS-BROACHEDCS-DRILLEDCS-DRILLED
BUILDER
WWWBWCEWGHHWWWKWU/DBWKWUFRAMFRAMFRAMFRAMBALCKEBW(CAN)BW(CAN)BW(CAN)BW(CAN)BW(CAN)FRAMFRAMFRAMFRAMCECEFRAMFRAMWW
CONDENSERTUBEMATERIAL
ADMIRALTYADMIRALTYAL BRASSADMIRALTY70-30 CUNIADMIRALTYADMIRALTYSS70-30 CUZN70-30 CUZNSSSSTITANIUMTITANIUMTITANIUMTITANIUMTITANIUMADMIRALTYADMIRALTYADMIRALTYADMIRALTYADMIRALTYADMIRALTYADMIRALTYADMIRALTYADMIRALTYSSTITANIUMADMIRALTYADMIRALTYASCUSS-304

REACTORNAME
CRUAS-1CRUAS-3CRYSTAL RIVER-3DAMPIERRE-1DAMPIERRE-2DAMPIERRE-3DAMPIERRE-4DAVIS-BESSE-1DOEL-1DOEL-2DOEL-3DOUGLAS POINTEMBALSE-1FARLEY-1FARLEY-2FESSENHEIM-1FESSENHEIM-2FORT CALHOUN-1GENKAI-1GENKAI-2GENTILLY-2GINNAGKN NECKARGOESGENGRAFENRHEINFELD-1GRAVELINES-B1GRAVELINES-B2GRAVELINES-B3GRAVELINES-B4HADDAM NECKIKATA-1IKATA-2INDIAN POINT-2INDIAN POINT-3
SIZEMW(E)NET
880880825900900900890906392392900208600829829890890457529529638490855920
1 225900900900900575538566864965
JOSE CABRERA(ZORITA) 153
FIRSTCOMMERCIALOPERATION
84/0484/0877/0380/0681/0281/0583/1177/1175/0275/1182/0768/0983/1177/1281/0777/1278/0374/0675/1081/0383/0970/0976/1079/1182/0680/1180/1281/0681/1068/0177/0982/0374/0776/0869/08
NO.OFSG
33233332223843333222423343333422441
TUBESPERSG
33153333153331
33333533334443333333332
330330457361361361361457260260361950550388388388388005388388550260052106106361361361361794388382260260604
AREAPEF\ SG(M**2)
44124444
12444
24444444344554444244442
700700245746746746746245130130750970768784784785785428784784177129270400400746746746746573785782129129308
TUBEMATERIAL
600600600600600600600600600600600400800600600600600600600600800600800800800600600600600600600600600600600
SUPPORTPLATEMATERIAL
SS-BROACHEDSS-BROACHEDCS-BROACHEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-BROACHEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-BROACHEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-EGG CRATECS-DRILLEDCS-DRILLEDSS-BROACHEDCS-DRILLEDSS-LATTICESS-LATTICESS-LATTICECS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLED
BUILDER
FRAMFRAMBWFRAMFRAMFRAMFRAM3WCKLCKLCKLMLWBW(CAN)WWFRAMFRAMCEMHIMHIBW(CAN)WGHH/BALCKEKWU/GHHKWUFRAMFRAMFRAMFRAMWMHIMHIWWW
CONDENSE!'.TUBEMATERIAL
ADMIRALTYADMIRALTY70-30 CUNIADMIRALTYADMIRALTYADMIRALTYADMIRALTYSS-304AL BRASSAL BRASSAL BRASSADMIRALTYADMIRALTYTITANIUMTITANIUMADMIRALTYADMIRALTYSS-304AL BRASSAL BRASSADMIRALTYADMIRALTYADMIRALTYSSADMIRALTYTITANIUMTITANIUMTITANIUMTITANIUMSSAL BRASSAL BRASSADMIRALTYADMIRALTYADMIRALTY

REACTORNAME
KANUPPKEWAUNEEKKS STADEKKU UNTERWESERKOEBERG-1KORI-1KORI-2KRSKO-1KWO OBRIGHEIMLOVIISA-1LOVIISA-2MAINE YANKEEMAPP-1MCGUIRE-1MCGUIRE-2MIHAMA-1MIHAMA-2MIHAMA-3MILLSTONE-2MZFRN-REACTORNORTH ANNA-1NORTH ANNA-2NPDOCONEE-10C0NEE-2OCONEE-3OHI-1OHI-2PALISADESPICKERING-1PICKERING-2PICKERING-3PICKERING-itPICKERING-5PICKERING- f-
SIZEMW(E)NET
1
11
11
1265406302309225976056153284404207902201601603204707807965286094390722871871871120120700514514514514516516
FIRSTCOMMERCIALOPERATION
72/1274/0672/0579/1084/0478/0483/0781/1283/0977/0581/0172/1284/0181/1284/0370/1172/0776/1275/1266/1266/0778/0680/1262/0373/0774/0974/1279/0379/1272/0371/0771/1272/0673/0683/0584/02
NO.OFSG
6244322226638442232210331222442121212121212
TUBESPERSG
1324335425551444338
1332151515338222222
355388993021388388626674605536536703950674674426260388519765920388388069531531531388388519600600600600573573
AREAPER: SG(M**2)
42444542225
443448
144
121212447111111
705785930335785785110459750510510405970459459381130785424920486785785577304304304785785368858858858858843843
SGTUBEMATERIAL
400600800800600600600600800SSSS600800600600600600600600SS600600600600600600600600600600400400400400400400
SUPPORTPLATEMATERIAL
CS-LATTICECS-DRILLEDSS-LATTICESS-LATTICECS-DRILLEDCS-DRILLEDSS-BROACHEDCS-DRILLEDSS-LATTICECS-LAT.SS-PLCS-LAT,SS-PLCS-EGG CRATECS-DRILLEDCS-DRILLEDCS-DRILLEDCS,DRILL,EGGCS-DRILLEDCS-DRILLEDCS,DRILL,EGG
CS-STRAPCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-BROACHEDCS-BROACHEDCS-BROACHEDCS-DRILLEDCS-DRILLEDCS,14DR,2EGGCS-LATTICECS-LATTICECS-LATTICECS-LATTICECS-LATTICECS-LATTICE
BUILDER
BW(CAN)WDBWKWUFRAMWWWKWUAEEAEECELTWWCEMHIMHICEGHH/BALCKECEWWBW(CAN)BWBWBWWMHICEBW(CAN)BW(CAN)BW(CAN)BW(CAN)BW(CAN)BW(CAN)
CONDENSERTUBEMATERIAL
AL BRASSADMIRALTYADMIRALTYTITANIUM(66$)
AL BRASSAL BRASSADMIRALTYSS70-30 CUNI70-30 CUNIAL6X
SS-304SS-304AL BRASSAL BRASSAL BRASS70-30 CUNIADMIRALTYADMIRALTYSS-304SS-304AL BRASSSS-304SS-304SS-304AL BRASSAL BRASS90-10 CUNIADMIRALTYADMIRALTYADMIRALTYADMIRALTYADMIRALTYADMIRALTY

REACTORNAME
POINT BEACH-1POINT BEACH-2POINT LEPREAU-1PRAIRIE ISLAND-1PRAIRIE ISLAND-2RANCHO SECORAPP-1RAPP-2RINGHALS-2RINGHALS-3RINGHALS-4ROBINSON-2R0BINS0N-2SALEM-1SALEM-2SAN ONOFRE-1SAN ONOFRE-2SAN ONOFRE-3SENA(CHOOZ)SENDAI-1SEQUOYAH-1SEQUOYAH-2ST. LAURENT-B1ST. LAURENT-B2ST. LUCIE-1ST. LUCIE-2SUMMER-1SURRY-1SURRY-2TAKAHAMA-1TAKAHAMA-2THREE MILE ISLAND-1TIHANGE-1TIHANGE-2
SIZEMW(E)NET
11
11
11
497U97640520520913207207822915915700700090115430100100280846148200880880802802900788788780780792880900
FIRSTCOMMERCIALOPERATION
84/0472/1083/0173/1274/1275/0473/1281/0475/0481/0483/1171/0385/0177/0681/1068/0183/0884/0467/0484/0781/0782/0683/0883/0876/1283/0884/0181/0780/0874/1175/1174/0975/1083/06
NO.OFSG
2242228833333443224344332233333233
TUBESPERSG
333331511
344333339913333388433331533
260550388388457950950388674674260260388388794350350662382388388361361485519674388388388388531388361
AREAPER! SG(M**2)
4434412
444444H299144444
8444441244
038129177786786245970970784459459128128784784573673673385780785785746746
424459784784785785034788785
SGTUBEMATERIAL
600600800600600600400400600600600600600600600600600600SS600600600600600600600600600600600600600600600
SUPPORTPLATEMATERIAL
SS-DRILLEDCS-DRILLEDCS-BROACHEDCS-DRILLEDCS-DRILLEDCS-BROACHEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLED
CS-DRILLEDCS-DRILLEDCS-DRILLEDCS-EGG CRATECS-EGG CRATECS-DRILLEDSS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-EGG CRATECS-EGG CRATECS-DRILLEDSS-BROACHEDSS-BROACHEDCS-DRILLEDCS-DRILLEDCS-BROACHEDCS-DRILLEDCS-DRILLED
BUILDER
WWBiV(CAN)WWBWMLWLTWWWWWWWWCECECKLMHIWWFRAMFRAMCECEWWWWMHIBWCKLCKL
CONDENSERTUBEMATERIAL
ADMIRALTYADMIRALTYTITANIUMSSSSSSADMIRALTYADMIRALTYTITANIUMTITANIUMTITANIUMSS-439SS-439AL6XAL6XTITANIUMTITANIUMTITANIUMADMIRALTYTITANIUM90-10 CUNI90-10 CUNIADMIRALTYADMIRALTYTITANIUMTITANIUM
TITANIUMTITANIUMAL BRASSAL BRASSSSADMIRALTYADMIRALTY

REACTORNAME
TRICASTIN-1TRICASTIN-2TRICASTIN-3TRICASTIN-4TRINO VERCELLESETROJANTURKEY POINT-3TURKEY POINT-4WOLSUNG-1YANKEE ROWEZION-1ZION-2
SIZEMW(E)NET
920900900900242
1 130693693629175
1 0501 050
FIRSTCOMMERCIALOPERATION
80/0080/1281/0581/1165/0176/0582/0483/0483/0461/0773/1274/09
NO.OFSG
333344334444
TUBESPERSG
3 3613 3613 3613 3611 6623 3883 2603 2603 3581 6203 2603 260
AREAPER SG(M**2)
4 7464 7464 7464 7H61 3844 7854 1284 1283 1271 2484 1284 128
SGTUBEMATERIAL
600600600600SS600600600800SS600600
SUPPORTPLATEMATERIAL
CS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRILLEDCS-DRIXLEDCS-DRILLEDSS-BROACHEDSS-BROACHED600-LATTICECS-DRILLEDCS-DRILLEDCS-DRILLED
BUILDER
FRAMFRAMFRAMFRAMWWW
wFW(CAN)WWW
CONDENSERTUBEMATERIAL
ADMIRALTYADMIRALTYADMIRALTYADMIRALTYCUNIADMIRALTYTITANIUMTITANIUMTITANIUMADMIRALTYSSSS
ABBREVIATIONS USED IN APPENDIX A 00
MATERIALS
70-30 CUNI70-30 CUZN90-10 CUNI400600800ADMIRALTYAL6XAL BRASSASCUCSSS-304SS-439 'SS-CLSS
7O^CU-3O?NI7OS&CU-3O5SZN90S&CU-1O5&NIMONEL 400ALLOY 600ALLOY 800ADMIRALTY BRASS(28?ZN-1?SN-CU)HIGH ALLOY STAINLESS STEELALUMINUM BRASS (22$ZN-2?£AL-CU)ARSENICAL COPPER(>1%CU)CARBON STEELTYPE 304 STAINLESS STEELTYPE 439 STAINLESS STEELSTAINLESS STEEL CLADSTAINLESS STEEL
AEEBALCKEBWBW(CAN)CECKLDBWFRAMGHHKWULTMHIMLWW
STEAM GENERATOR MANUFACTURERS
ATOMENERGOEXPORTBALCKE-DUERR AGBABC0CK AND WILCOX COMPANYBA3C0CK AND WILCOX CANADA, LTD.COMBUSTION ENGINEERING, INC.COCKERILL SADEUTCHE BABCOCK UND WILCOX-DAMPFKESSELWERKE AGFRAMATOMEGUTENHOFFNUNGSHUTTE STERKRADE AGKRAFTWERK UNIONLARSEN & TOUBRO(INDIA)MITSUBISHI HEAVY INDUSTRIESMONTREAL LOCOMOTIVE WORKSWESTINGHOUSE ELECTRIC CORPORATION
49
APPENDIX B
CUMULATIVE STEAM GENERATOR EXPERIENCE TO DECEMBER 3 1 , 1984

REACTORNAME
ALMARAZ-1*ALMARAZ-2*ANGRA-1ARKANSAS ONE-1ARKANSAS ONE-2ASCO-1ATUCHA-1BEAVER VALLEY-1BEZNAU-1BEZNAU-2BIBLIS ABIBLIS BBLAYAIS-1BLAYAIS-2BLAYAIS-3BLAYAIS-4BORSSELEBRUCE-1BRUCE-2BRUCE-3BRUCE-4BRUCE-6BUGEY-2BUGEY-3BUGEY-4BUGEY-5CALVERT CLIFFS-1CALVERT CLIFFS-2CHINON-B1CHINON-B2COOK-1COOK-2CRUAS-1CRUAS-3CRYSTAL RIVER-3
SIZEMW(E)NET
11
11
930930626820860887320852350350146240910910910910447750750750750750920920920920850850870870054065880880825
APPENDIX B
NUMBEROF SGTUBES
141493116147
5161610999833333333331010101017179913139930
022022348062822022890164?08208240084083987987990468600600600600600164164164164038038987990552552990990914
- CUMULATIVE
SECONDARYCHEMISTRYCONTROL
AVTAVTAVTAVT/CDBORICAVTP04AVTAVTAVTP04P04AVTAVTAVTAVTP04AVTAVTAVTAVTAVTAVTAVTAVTAVTAVT/CDAVT/CDAVTAVTAVTAVTAVTAVTAVT/CD
STEAM GENERATOR EXPERIENCE
PREVIOUSCHEMISTRYCONTROL
AVT
P04P04
CONDENSERCOOLINGWATER
FRESHFRESHSEAFRESHFRESHFRESHFRESHFRESHFRESHFRESHFRESHFRESHBRACKISHBRACKISHBRACKISHBRACKISHSEAFRESHFRESHFRESHFRESHFRESHFRESHFRESHFRESHFRESHBRACKISHBRACKISHFRESHFRESHFRESHFRESHFRESHFRESHSEA
TC) DECEMBER 31, 1984
EFPD
21
214421
32221
111122
21
1
599314163081104210993217252107499986814613360428279345255197894109398463500400571242409260363610280155714
CUMULATEDTUBESPLUGGED
004
29710229
1 125337223262021897114960973977131800554570052
PLUGGINGSPER TUBEYEAR(10E-4)
0.000.009.5816.770.200.000.318.56
185.4357.5120.062.178.891.191 .026.8312.750.050.670.450.340.0024.920.7423.2218.212.580.760.000.006.2776.450.000.003.58

REACTORNAME
DAMPIERRE-1DAMPIERRE-2DAMPIERRE-3DAMPIERRE-4DAVIS-BESSE-1DOEL-1*DOEL-2*DOEL-3*DOUGLAS POINTEMBALSE-1FARLEY-1FARLEY-2FESSENHEIM-1FESSENHEIM-2FORT CALHOUN-1GENKAI-1GENKAI-2GENTILLY-2GINNAGKN NECKARGOESGENGRAFENRHEINFELD-1GRAVELINES-B1GRAVELINES-B2GRAVELINES-B3GRAVELINES-B4HADDAM NECKIKATA-1IKATA-2INDIAN POINT-2INDIAN POINT-3JOSE CABRERA(ZORITAKANUPP*KEWAUNEEKKS STADE
SIZEMW(E)NET
900900900890906392392900208600829829890890457529529638490855920
1 225900900900900575538566864965
)* 153126540630
NUMBEROF SGTUBES
101010103066101514101010101066146121216101010101566131328611
083083083083914520520083600200164164164164010776776200520156318424083083083083176776764040040604130776972
SECONDARYCHEMISTRYCONTROL
AVTAVTAVTAVTAVT/CDAVT/CDAVT/CDAVT/CDAVTAVTBORICAVTAVTAVTAVTAVT/CDAVT/CDAVT/CDAVT/CDPO4AVTAVTAVTAVTAVTAVTAVTAVT/CDAVT/CDBORICBORICPO4AVTAVTPO4
PREVIOUSCHEMISTRYCONTROL
P04PO4
PO4
AVT
PO4
P04
PO4
AVTAVT
PO4
CONDENSERCOOLINGWATER
FRESHFRESHFRESHFRESHFRESHBRACKISHBRACKISHBRACKISHFRESHFRESHFRESHFRESHFRESHFRESHFRESHSEASEAFRESHFRESHFRESHFRESHFRESHSEASEASEASEAFRESHSEASEABRACKISHBRACKISHFRESHSEAFRESHFRESH
EFPD
1
132
3
1111221
321
1
42
114123
115980962830195068585772133235619067681814585530323387745236664929013971980829712017927991383012166977951
CUMULATEDTUBESPLUGGED
2531530837161020
296289103426530
00
292720102273551610
2881 393
7097240
PLUGGINGSPER TUBEYEAR(10E-4)
8.121 .115.6413.080.796.7534.870.000.150.0065.6697.2722.000.793-67
112.840.000.0043.650.940.360.000.360.000.7411.7918.1243.000.0040.49281.932.450.0017.5518.52

REACTORNAME
KKU UNTERWESERKOEBERG-1*KORI-1KORI-2KRSKO-1*KWO OBRIGHEIMLOVIISA-1LOVIISA-2MAINE YANKEEMAPP-1*MCGUIRE-1MCGUIRE-2MIHAMA-1MIHAMA-2MIHAMA-3MILLSTONE-2MZFRN-REACTORNORTH ANNA-1NORTH ANNA-2NPDOCONEE-1OCONEE-2OCONEE-3OHI-1OHI-2PALISADES*PICKERING-1PICKERING-2PICKERING-3PICKERING-4PICKERING-5PICKERING-6POINT BEACH-1POINT BEACH-2
SIZEMW(E)NET
1
11
11
23092259760561532844042079022016016032047078079652860943907228718718711201207005U514514514516516497497
NUMBEROF SGTUBES
1610611953333171518188610171191010231313113131731313131303066
084164776252348210216216109600696696852520164038530200164164069062062062552552038200200200200876876428520
SECONDARYCHEMISTRYCONTROL
P04AVTAVT/CDAVT/CDAVTAVTAVT/CDAVT/CDBORICAVTAVT/CDAVTAVTAVTAVT/CDAVT/CDAVT/CDAVTBORICBORICP04AVT/CDAVT/CDAVT/CDAVT/CDAVT/CDAVT/CDAVTAVTAVTAVTAVTAVTAVTAVT
PREVIOUSCHEMISTRYCONTROL
BORIC
AVT
P04P04
AVTAVT
P04
P04
CONDENSERCOOLINGWATER
FRESHSEASEASEAFRESHFRESHBRACKISHBRACKISHBRACKISHSEAFRESHFRESHSEASEASEASEAFRESHFRESHFRESHFRESHFRESHFRESHFRESHFRESHSEASEAFRESHFRESHFRESHFRESHFRESHFRESHFRESHFRESHFRESH
EFPD
1
1
212
1222421
52221113333
3
833180589441700421168242925238570348334541061121210971380992387635449425287352884683598660488554313258550
CUMULATEDTUBESPLUGGED
2
1
1
3
00000011280130
240-383111641
0333362845139247
128216147747
1200000
138
PLUGGINGSPER TUBEYEAR(10E-4)
0.000.000.000.000.000.000.050.092.040.004.450.00
692.3884.3819.34
165.750.002.1187.44102.8116.7017.482.266.20
254.4729.28
426.070.030.070.000.000.000.000.0021 .76

REACTORNAME
POINT LEPREAU-1*PRAIRIE ISLAND-1PRAIRIE ISLAND-2RANCHO SECORAPP-1*RAPP-2*RINGHALS-2RINGHALS-3RINGHALS-4ROBINSON-2R0BINS0N-2SALEM-1SALEM-2SAN ONOFRE-1SAN 0N0FRE-2SAN ONOFRE-3SENA(CHOOZ)SENDAI-1SEQUOYAH-1SEQUOYAH-2ST. LAURENT-B1ST. LAURENT-B2ST. LUCIE-'IST. LUCIE-2SUMMER-1*SURRY-1SURRY-2TAKAHAMA-1TAKAHAMA-2THREE MILE ISLAND-1TIHANGE-1*TIHANGE-2*TRICASTIN-1TRICASTIN-2TRICASTIN-3
SIZEMW(E)NET
11
11
11
640520520913207207822915915700700090115430100100280846148200880880802802900788788780780792880900920900900
NUMBEROF SGTUBES
14663015151014149913131118186101313101016171410101010311010101010
200776776914600600164022022780780552552382700700648146552552083083970038022164164164164062164083083083083
SECONDARYCHEMISTRYCONTROL
PO4AVTAVTAVT/CDAVTAVTAVTAVTAVTPO4
AVT/CDAVT/CDP04AVTAVTAVTAVT/CDAVTAVTAVTAVTAVTAVTAVTAVT/CDAVT/CDAVTAVTAVT/CDAVT/CDAVT/CDAVTAVTAVT
PREVIOUSCHEMISTRYCONTROL
PO4PO4
PO4
PO4PO4
CONDENSERCOOLINGWATER
SEAFRESHFRESHFRESHFRESHFRESHSEASEASEAFRESHFRESHBRACKISHBRACKISHSEASEASEAFRESHSEAFRESHFRESHFRESHFRESHSEASEAFRESHBRACKISHBRACKISHSEASEAFRESHFRESHFRESHFRESHFRESHFRESH
EFPD
2211
2
2
1
3
3
1
11212
111
690999845778154621122573379964366244561427363224810333869671453560962427402786184888119245670582124101048
CUMULATEDTUBESPLUGGED
0511436500
757565
1 9140864498033105000100
2510040
5058748704503593
PLUGGING^PER TUBEYEAR(10E-4)
0.0010.9627.084.320.000.00
128 .1125.443.43
241.000.0018.6221 .1291 .70177.980.007.210.000.000.400.000.0027.520.000.001.830.00
96.05148.1282.116.050.000.971 .64
32.12

REACTORNAME
TRICASTIN-4TRINO VERCELLESE*TROJANTURKEY POINT-3TURKEY POINT-4WOLSUNG-1*YANKEE ROWE*ZION-1*ZION-2*
SIZEMW(E)NET
900242
1 130693693629175
1 0501 050
* DATA FOR 1983 AND 1981 NOT
ABBREVIATIONS USED
NUMBEROF SGTUBES
10 0836 64813 5529 7809 78013 4326 48013 04013 040
AVAILABLE.
IN APPENDIX
SECONDARYCHEMISTRYCONTROL
AVTAVTAVT/CDAVT/CDAVT/CDAVTAVTAVTAVT
B :
PREVIOUSCHEMISTRYCONTROL
P04
P04P04P04
CONDENSERCOOLINGWATER
FRESHFRESHBRACKISHSEASEASEAFRESHFRESHFRESH
EFPD
8943 3001 371776365441
6 0732 3762 271
CUMULATEDTUBESPLUGGED
36
376000
10737813
PLUGGINGSPER TUBEYEAR(10E-4)
1 .211 .00
73-870.000.000.009.92
44.531.60
Ol
AVT - ALL-VOLATILE TREATMENTBORIC - BORIC ACID ADDITIONSCD - CONDENSATE DEMINERALIZATIONEFPD - EFFECTIVE FULL-POWER DAYSPO4 - PHOSPHATE TREATMENTSG - STEAM GENERATOR

55
APPENDIX C
INDIVIDUAL PLANT EXPERIENCES DURING 1983
Arkansas One-1, USA
Of 168 tubes plugged because of stress corrosion cracking from the secondaryside, cracks in 143 were located within the upper tubesheet, one was locatedat the tubesheet and 24 were located at tube supports. Four tubes wereplugged because of obstructions at undetermined locations within the tubes.One of the tubes had leaked. Two tubes were extracted for destructiveexamination.
During the maintenance shutdown ending in May, a l l 31 033 unplugged tubes wereinspected for their f u l l length by automated eddy-current testing (ECT).During an outage in July , 368 tubes in steam generator A were inspected fromthe upper tubesheet to the uppermost, 15th support plate, 67 were inspectedfor their f u l l length and 50 were inspected within the upper tubesheet.
A hard deposit containing i ron, copper, sulphur and aluminum has collectedon the 15th tube support plate. This was removed by water lancing.
Seven condenser tubes were plugged.
Atucha-1, Argentina
One tube developed a leak in the U-bend area and was plugged. The cause offa i lure was not determined. The leak, detected by the presence of gammaac t i v i t y in the blowdown, was small since the plant was shut down manuallybefore alarm and actuation l im i ts were reached. Twenty-six condenser tubesleaked and were plugged.
Beaver Vai iey-1, USA
Three tubes were plugged because of eddy-current signals indicating thinningin the cold leg while three were plugged because of mechanical damage by aloose object just above the tube-sheet. Two additional tubes were pluggedbecause they had to be cut to remove the loose part.
Multifrequency eddy-current testing was used to inspect 740 tubes in the Bsteam generator for their f u l l length. One tube with an ECT signalindicating >40% wall loss (one of those plugged) and seven tubes with 20 to40% indications were found. In steam generator C, 3387 tubes were inspectedfrom end-to-end and this resulted in finding the two other tubes with ECTindications greater than 40% and eight additional tubes with 20 to 40%indicat ions. A visual inspection was performed on the secondary side.
Ninety-three condenser tubes were plugged during a single forced outage.

56 Plant Experiences during 1983
Beznau-1, Switzerland
Fi f teen tubes, including one leaker, were plugged. One tube was pluggedbecause of an indicat ion at the U-bend. Although 14 other tubes pluggedwere a t t r ibu ted to SCC/IGA wi th in the tubesheet, the tota l number of tubeswith new indicat ions of SCC/IGA was 48. Th i r ty - four of the tubes wererepaired by i n s t a l l i n g sleeves of new mater ia l . In add i t ion , three tubesthat had been previously plugged were restored by i n s t a l l a t i o n of sleeves.
Automated, multifrequency eddy-current test ing was used to inspect a l l tubesin both steam generators for the length of the hot leg . Tubes in rows 11 to40 ( i . e . with larger U-bend rad i i ) in both steam generators were inspectedthrough the U-bend.
Approximately 152 mm (6 in) of hard sludge has accumulated on the tubesheetsbut i t s composition is unknown.
Beznau-2, Switzerland
Six tubes were plugged and 17 sleeved. One tube indicated f r e t t i n g through60% of the wall thickness at the an t i v ib ra t ion bars. Twenty-two others, ofwhich f i ve were plugged, showed SCC/IGA wi th in the tubesheet crev ice.
Mul t ip le frequency eddy-current test ing was conducted on a l l tubes in bothsteam generators for the length of the hot l eg . Tubes between row 14 androw 40 were inspected through the U-bend. Th i r ty - four tubes were inspectedon the cold leg with both eddy-current and ultrasonic t es t i ng .
Hard sludge has accumulated on the tubesheets to a height of about 165 mm(6.5 i n ) , but i t s const i tu tents have not been determined. The sleevingtechnique used at both reactors was developed in-house and d i f f e r s from mostmethods in that the upper seal is formed by a f i l l e t weld rather than bymechanical or brazing methods.
Both Beznau-1 and -2 experienced excel lent condenser performance during1983, having no leaks and no days during which operating speci f icat ions wereexceeded.
B ib ! i s A, FRG
During 1983, 159 steam generator tubes were plugged at B ib l i s A. These werea t t r i bu ted to phosphate wastage at the U-bend and included 2 leakers.
Automated eddy-current test ing was used to inspect 20 452 tubes through thef i r s t tube support, 1084 tubes to the beginning of the U-bend and 205 tubesfor the i r f u l l length.

57 Plant Experiences during 1983
Bib!is B, FRG
Seven tubes were plugged. These were attr ibuted to phosphate wastage abovethe tubesheet.
Automated eddy-current testing was ured to inspect 6567 tubes through thef i r s t support, 1081 tubes to the beginning of the U-bend and 111 tubes fortheir f u l l length.
Sludge lancing was conducted at both Bibl is units and both had no condenserleakage during the year. (Condenser tube material at both units was changedfrom admiralty to stainless steel during the period 1980 to 1982.)
Blayais-1, France
One steam generator tube was plugged because of indications of primary-sidestress corrosion cracking at the ro l l - t rans i t i on zone at the tubesheet.
Automated eddy-current testing was used to inspect 3594 tubes for their f u l llength (approximately 33% in each steam generator) and an additional 34tubes at the ro l l - t r ans i t i on zone.
Bruce-1, Canada
One steam generator tube was plugged because of a blockage between the 5thand 6th tube support plates.
Eddy-current testing was used to inspect 61 tubes for their f u l l length.Sludge has accumulated on the tubesheet to a height of 175 mm (7 i n ) .
Bruce-3, Canada
Three leaking tubes were extracted and a total of seven tubes were plugged.Cause of fa i lure was fatigue at the uppermost support plate. One of thetubes extracted also showed some evidence of f r e t t i ng .
Ful l- length inspection was performed on 311 tubes, 113 by manual eddy-current testing and 198 by automated eddy-current test ing.
Bruce-4, Canada
One tube leaked; i t was extracted and the site was plugged. Four othertubes were also removed to allow removal of the leaker. Frett ing at theant iv ibrat ion bars was reported to be the cause of the defect.
F i f ty - four tubes were inspected for their f u l l length by manual eddy-currentinstrumentation. Sludge height was found to be approximately 100 mm(4 i n ) .
Al l four reactors at Bruce A experienced excellent condenser tubeperformance and secondary-side chemistry.

58 Plant Experiences during 1983
Bugey-2, France
Ten tubes, including two leakers, were plugged at Bugey-2 during 1983.These had shown indications of primary-side stress corrosion cracking at theU-bend.
Automated eddy-current test ing was used to inspect 188 tubes in steamgenerator 1 for the i r f u l l length.
Secondary water pH control was changed from ammonia to morpholine duringSeptember.
Bugey-3, France
Three steam generator tubes were plugged at Bugey-3 during 1983. Two ofthese were a t t r ibu ted to primary-side stress corrosion cracking at thetubesheet and one to a through-wall defect at the U-bend.
Automated eddy-current test ing was used to inspect 969 tubes in steamgenerator 2 fo r the i r f u l l length and 329 tubes at the r o l l - t r a n s i t i o n zone.Two tubes were extracted for metal lurgical examination.
Secondary water pH control was changed from ammonia to morpholine duringOctober.
One condenser tube was plugged during the period.
Bugey-5, France
Three tubes which leaked were plugged. The defects were located at ther o l l - t r a n s i t i o n zone at the tubesheet and were at t r ibuted to primary-sidestress corrosion cracking.
Automated eddy-current test ing was used to inspect 872 tubes for the i r f u l llength and 728 tubes through the r o l l - t r a n s i t i o n zone.
Sludge height of 120 mn (4.7 in) was measured and some was removed by waterlancing.
Secondary water pH control was changed from ammonia to morpholine duringOctober.
Calvert C 1 i f f s - 1 , USA
Five tubes were plugged. Four were at t r ibuted to p i t t i ng and one tof r e t t i n g at the tube support. Two tubes were removed for metal lurgicalexamination.

59 Plant Experiences during 1983
Automated eddy-current tes t ing was used to inspect 2092 tubes for t h e i r f u l ll eng th . Soft sludge has accumulated to 152 mm (6 in ) and was removed bywater lanc ing . In AECL-8268(13) we reported tha t 12 tubes were pluggedduring 1982 as par t of a mod i f i ca t ion program. In fac t 26 tubes wereplugged to e f f e c t the mod i f i ca t i ons .
Cook-1, USA
Eighteen steam generator tubes were plugged at Cook-1 during 1983. Sixwere a t t r i b u t e d to SCC/IGA at the tubesheet, three to pr imary-side SCC a tthe U-bend and f i v e to f r e t t i n g wear at the a n t i v i b r a t i o n bars. Three tubeswere extracted for f u r t he r examination: one defect ive tube, one somewhatdegraded tube and one sound, contro l tube.
Automated eddy-current tes t ing was used to inspect 2740 tubes in each of thefour steam generators. Ind ica t ions of imperfect ion (def ined as up to 20%through w a l l ) , degradation (21 to 39% through w a l l ) , and defects (>40%through w a l l ) , were found in the hot legs of a l l four steam generators.Some evidence of denting was found at the tubesheets.
A minimal amount of so f t sludge had accumulated on the tubesheets and wasremoved by water l anc ing . Chemical analysis found that the sludge consistedof 42% i ron and 16% copper. T h i r t y - f o u r condenser tubes were plugged duringthe year.
Cook-2, USA
Eight steam generator tubes were plugged at Cook-2 during 1983. Three wereattr ibuted to SCC/IGA at the tubesheet secondary face and f ive toprimary-side stress corrosion cracking at the U-bend. Four of theplugged tubes developed primary-to-secondary leakage but al l eight showedessential ly 100% penetration of the tube wall as indicated by ECT.
Automated eddy-current testing was used during the three forced outages toinspect approximately 1350 tubes. F i f ty tubes were inspected through theU-bend while 1300 were inspected for their f u l l length. Visual testing andhelium mass spectrometry leak-testing were also performed.
Considerable condenser leakage was experienced and 105 tubes were plugged.
Dampierre-1, France
Two steam generator tubes, including one leaker, were plugged at Dampierre-1The cause was reported to be mechanical damage caused by a foreign object.
Automated eddy-current testing was used to inspect 194 tubes in steamgenerator 1 for their f u l l length.
One condenser tube was plugged during the period.
60 Plant Experiences during 1983
Dampierre-2, France
Two steam generator tubes were plugged during 1983. The cause wasat t r ibuted to primary-side stress corrosion cracking at the tubesheet.
Automated eddy-current testing was used to inspect 906 tubes in steamgenerator 1 for thei r f u l l length and 41 tubes in steam generator 1 throughthe ro l l t rans i t ion zone.
Two condenser tubes were plugged during the period.
Fessenheim-1, France
A tota l of 59 steam generator tubes were plugged at Fessenheim-1 during1983. These included 45 a t t r i t u ted to primary-side stress corrosioncracking at the tubesheet, two at t r ibuted to primary-side stress corrosioncracking at row-1 U-bends and one at t r ibuted to f re t t i ng at theant iv ibrat ion bars. Eleven tubes had through-wall defects at thetubesheet.
Automated eddy-current testing was used to inspect 44 tubes in steamgenerator 2 for their f u l l length and 351 tubes in steam generator 3 throughthe r o l l - t r a n s i t i o n zone.
Sludge height was measured in steam generator 2 to be 80 mm (3 i n ) .Secondary water pH control was changed from ammonia to morpholine duringSeptember.
One condenser tube was plugged during the period.
Fessenheim-2, France
Four steam generator tubes were plugged, including one leaker jus t above thetubesheet caused by a loose part.
Automated eddy-current testing was used to inspect 907 tubes through thero l l - t r ans i t i on zone.
Secondary water pH control was changed from ammonia to morpholine duringJuly.
Genkai-1, Japan
During 1983, 176 steam generator tubes were plugged. Of these, 168 wereat t r ibuted to SCC/IGA at the tube support crevices and eight were at t r ibutedto SCC/IGA at the tubesheet. One tube was extracted for metallurgicalanalysis.
Remote eddy-current equipment was used to inspect 100% of the tubes forthei r f u l l length. This has been common practice in Japan for severalyears and is being used increasingly elsewhere.

61 Plant Experiences during 1983
The sludge accumulated on the tubesheet is hard but some was removed bywater lancing.
Performance of the aluminum brass condenser tubes was excellent and secon-dary chemistry was maintained within specifications throughout the year.
Ginna, USA
Following extensive inspection during the annual maintenance outage, threetubes were plugged in the B steam generator because of SCC/IGA within thetubesheet crevice. One tube was extracted for metallurgical examination and78 tubes were sleeved.
Automated, multifrequency eddy-current testing was used to inspect 3137tubes on the hot side and 633 tubes on the cold side of steam generator Aand 3096 hot-side and 832 cold-side tubes in steam generator B. Thisamounts to 100% of unplugged hot-side tubes and approximately 25% ofunplugged cold-side tubes.
Gravelines-B4, France
One tube that had developed primary-to-secondary leakage was plugged during1983. I t was attr ibuted to damage by a loose part and was located jus tabove the tubesheet.
Automated eddy-current testing was used to inspect 3625 tubes (approximately33% in each steam generator) for their f u l l length.
One condenser tube was plugged during the period.
Haddam Neck, USA
During 1983, 220 steam generator tubes were plugged at Haddam Neck. Sevenwere attr ibuted to cold-leg p i t t i n g , two above the tubesheet and f ive in thev i c i n i t y of support plates. Twelve tubes were constricted or dented. Al lrow 1 tubes were plugged in each of two steam generators as a precautionarymeasure. Visual inspection of the secondary side showed that some flowslots were d istor ted, a phenomenon known as hourglassing and normallyassociated with denting. Hourglassing causes the tube legs to be forcedtogether (hair-pinning) giving rise to the poss ib i l i ty that the small radiustubes w i l l develop suf f ic ient U-bend stress to fa i l by primary-side stresscorrosion cracking. In previous surveys, part icular ly those of 1978(9) and1979(10), we attr ibuted similar defects to denting. Here we propose tocontinue with this practice to distinguish between row 1 tubes pluggedbecause of support plate d istor t ion and those plugged because of residualstresses where there is no evidence of support plate d is tor t ion or tubeconst r ic t ion.
Eddy-current testing was used to inspect 3078 hot-leg tubes and 225 cold-legtubes. Profilometry was used to gauge the degree of tube constr ict ion and,as mentioned above, the secondary side was subjected to visual inspection.
62 Plant Experiences during 1983
Sludge samples were taken for chemical analysis. The average of al l foursteam generators was 40% Fe, 34% Cu, and 6% Ni . Chloride and sulphate werefound at parts-per-mi l l ion levels.
Kewaunee, USA
After nine years and 2400 ef fect ive full-power days of operation without asingle tube plugged, 72 steam generator tubes were plugged during 1983.Sixty-three were at t r ibuted to SCC/IGA at the tubesheet and nine wereat t r ibuted to defects at the U-bend. Kewaunee operated with phosphatetreatment for only about four months during 1974. However, phosphatespersist for many years. Sludge extracted in 1978 was analyzed and found tocontain some phosphate. The sludge is soft and accumulations of up to 86 mm(3.4 in) have been measured. The tubesheet was cleaned by water lancing.
Condenser experience (one leaking tube) and secondary chemistry experiencewere good during 1983. Helium mass spectrometry was used for condenser leakdetect ion.
KKS Stade, FRG
Nine steam generator tubes were plugged because of phosphate wastage justabove the tubesheet. This compares with 42 tubes in 1982 and 118 tubes in1981. Hence, i t appears that the sludge cleaning program is having someeffect in reducing tube fa i lu res .
Automated eddy-current test ing was used to inspect 7760 tubes in the hot legand 1550 tubes in the cold leg.
The depth of sludge on the tubesheet was measured to be up to 200 mm (8 i n ) ,showing some reduction from previous years.
McGuire-1, USA
Two steam generator tubes were plugged at McGuire-1 during 1983 to enableins ta l la t ion of instrumentation.
Automated eddy-current inspection was performed on 158 tubes in steamgenerator B and 154 tubes in steam generator D. In both cases, the tubeswere inspected for thei r f u l l length from the cold leg. An additional 1527tubes (383 in A, 382 in B, 380 in C, 382 in D) were inspected for the lengthof the cold leg.
Secondary chemistry was maintained by vo la t i l e treatment with condensatedemineralization and ammonium hydroxide additions for pH cont ro l .

63 Plant Experiences during 1983
Mihama-1, Japan
Thir teen steam generator tubes were plugged because of eddy-currentind ica t ions above the tubesheet. During the year, a l l explosive p lugs,(approximately 3300) were replaced by mechanical plugs. Some of theexplosive plugs had f a i l e d by pr imary-side stress corrosion cracking a f t e rapproximately ten years serv ice .
Automated eddy-current tes t ing was used to inspect a l l unplugged steamgenerator tubes for t h e i r f u l l l eng th .
Approximately 44 kg (97 lb ) of sludge was removed from the steam generatorsby l anc ing . I t consisted of approximately 74% Fe304, 18% Cu and 0.16%phosphate. No ch lo r ide or sulphate was detected.
Mihama-2, Japan
Of 43 steam generator tubes plugged during 1983, seven were a t t r i b u t e d tosecondary-side stress corros ion cracking in the tubesheet crevice and 36were a t t r i b u t e d to pr imary-s ide stress corros ion cracking at ther o l l - t r a n s i t i o n zone. One tube developed primary-to-secondary leakage, fourwere extracted fo r metal lographic inspect ion and 14 were repaired byi ns ta l la t ion of internal sleeves.
Automated eddy-current testing was used to inspect a l l tubes for their f u l llength during the annual maintenance outage.
Soft sludge (117 kg or 258 1b) was removed from the tubesheet by waterlancing. Chemical analysis showed approximately 84% Fe304, 10% Cu and0.07% phosphate. Chloride and sulphate were not at detectable levels.
Mihama-3, Japan
Of 108 steam generator tubes plugged at Mihama-3, 65 were attr ibuted toprimary-side stress corrosion cracking within the tubesheet and 43 wereat t r ibuted to primary-side stress corrosion cracking near the tubesheetsecondary face at the ro l l - t rans i t i on zone.
Al l tubes were inspected for their f u l l length by automated eddy-currenttest ing.
Approximately 167 kg (370 lb) of soft sludge was removed by water lancing.Chemical analysis showed i t to contain 89% Fe304, 5.4% Cu and less than0.05% phosphate. Neither chloride nor sulphate was detectable.
Mi l lstone-2, USA
During 1983, 192 steam generator tubes were plugged because of denting atthe tube supports and 2022 tubes were sleeved because of p i t t ing between thetubesheet and the f i r s t tube support.
64 Plant Experiences during 1983
Automated eddy-current inspection was conducted on 1529 tubes for their f u l llength and 734 tubes through the U-bend. Almost a l l unplugged tubes (27 278tube ends) were inspected to the f i r s t support. Sludge had accumulated to420 mm (16.5 i n ) . I t was soft in the upper layers and hard near thetubesheet face. Approximately 380 kg (850 1b) was removed from each steamgenerator by water lancing.
Oconee-1, USA
Six tubes were plugged in steam generator A and 18 tubes were plugged insteam generator B. These were at t r ibuted to erosion at the tube supportplate intersect ions.
Automated eddy-current inspection was performed on 3709 tubes in steamgenerator A and 8067 tubes in steam generator B.
Secondary water chemistry was maintained by vo la t i l e treatment withcondensate demineralization and addition of ammonium hydroxide for pHcont ro l .
Oconee-2, USA
Eight tubes were plugged in steam generator B. Seven were located at tubesupport intersections and one was located 178 mm (7 in) above the 5thsupport p late. These were at t r ibuted to erosion.
Automated eddy-current inspection was performed on 2038 tubes in steamgenerator A and 3790 tubes in steam generator B.
Secondary water chemistry was maintained by vo la t i le treatment withcondensate demineralization and ammonium hydroxide additions for pHcont ro l .
Oh i -1 , Japan
During the annual maintenance period, 390 steam generator tubes were pluggedbecause of ECT indications of IGA at tube support intersections (285 tubes)and primary-side stress corrosion cracking within the tubesheet (105 tubes).Two tubes were extracted for metallurgical examination and 81 were repairedby sleeving.
Automated eddy-current test ing was used to inspect a l l steam generator tubesfor the i r f u l l length.
Seventy-eight kilograms (172 lb) of soft sludge was removed by waterlancing. Chemical analysis showed that i t contained 87% Fe304, 7.5% Cuand less than 0.05% phosphate. Chloride and sulphate were below detectableleve ls .

65 Plant Experiences during 1983
Ohi-2, Japan
Of 63 steam generator tubes plugged, 53 were at t r ibuted to primary-sidedefects within the tubesheet and 10 to primary-side defects at ther o l l - t r a n s i t i o n zone near the tubesheet.
All tubes were inspected for the i r f u l l length by automated eddy-currenttes t ing .
Approximately 81 kg (179 lb) of soft sludge was removed by lancing.Analysis showed i t to contain 70% Fe304, 23% Cu, 0.06% phosphate andtraces of chloride and sulphate.
Point Beach-2, USA
Three steam generator tubes were plugged at Point Beach-2 during 1983.These were attr ibuted to SCC/IGA within the tubesheet, near the tubesheetsecondary face and at a tube support plate intersect ion. A large scalesleeving program was conducted during which 1501 tubes were sleeved in the Asteam generator and 1500 tubes were sleeved in the B steam generator.
Automated eddy-current testing was applied to 2983 tubes to the f i r s tsupport and 182 tubes for their f u l l length in the A steam generator and2991 tubes to the f i r s t support, 192 tubes through the U-bend and 33 tubesfor thei r f u l l length in the B steam generator. In a l l cases the tubes wereinspected from the in le t side.
Neither sludge height nor consistency were determined but the lancingprogram removed approximately 237 kg (530 lb) from each steam generator.
Good secondary water chemistry was maintained throughout the period and nocondenser leaks were experienced.
Prai r ie Is land-1, USA
Eighteen steam generator tubes were plugged during 1983 but cause andlocation were not provided. Al l tubes were inspected by automatededdy-current methods through the hot-leg tubesheet.
Sludge height was about 25 mm (1 i n ) , the sludge was soft and was removed bywater lancing. Both Prair ie Island units have al l - ferrous secondarysystems. Tubesheet sludge is composed of more than 96% iron oxides. Therewere no condenser leaks during the year and secondary water chemistryremained within speci f icat ion.

66 plant Experiences during 1983
Pra i r ie Island-2, USA
Twenty steam generator tubes were plugged at Prair ie Island-2 during 1983.Nineteen of these were at t r ibuted to thinning on the cold leg near thev i c i n i t y of the support plates.
A l l hot-leg tubes were inspected in both steam generators and more than 90%of tubes were inspected on the cold leg. Automated eddy-current techniqueswere used.
Sludge height and chemical analysis were not determined but the sludge issoft and some was removed by lancing.
Ringhals-2, Sweden
During 1983, 83 steam generator tubes were plugged at Ringhals-2. Seventy-one of these were at t r ibuted to SCC/IGA in the tubesheet crevice and 12 weresound tubes extracted for destructive evaluation.
Multifrequency eddy-current testing was performed on 100% of tubes throughthe tubesheet on both i n le t and out let sides; 850 tubes were inspectedthrough the U-bend from the hot leg; 1000 tubes were inspected through the7th support plate on the hot leg; and 200 tubes were inspected through the7th support plate on the cold leg.
Lancing was used to remove 941 kg (2070 lb) of soft sludge. The titaniumcondenser tubes showed excellent performance, with no leaks.
Ringhals-4, Sweden
Four steam generator tubes were plugged during 1983. Multifrequencyeddy-current testing was conducted on al l tubes in row 1 and peripheraltubes in rows 45 to 49, 200 tubes through the U-bend in one steam generatorand 500 tubes through the 14th support plate in the hot leg of one steamgenerator.
Robinson-2, USA
A total of 938 steam generator tubes were plugged during 1983. These wereat t r ibuted to 108 SCC/IGA in the tubesheet crevice, 692 SCC/IGA at ors l i gh t l y above the tubesheet, 66 SCC/IGA at tube support intersect ions, 69wastage above the tubesheet and three SCC/IGA at the U-bend.
Multifrequency eddy-current testing was applied to a l l unplugged tubes ina l l three steam generators from both hot and cold legs to varying heights.Fibre optics was used to inspect the secondary side of the A and C steamgenerators.

67 Plant Experiences during 1983
Hard granular sludge was measured at 560 to 584 mm (22 to 23 in) in steamgenerator A and 229 to 254 mm (9 to 10 in) in steam generators B and C.Some sludge was removed by water lancing.
Early in 1984, Robinson-2 was shut down for replacement of the steamgenerators. Operations were resumed in January, 1985.
Salem-2, USA
Two steam generator tubes were plugged at Salem-2 during 1983. One wasat t r ibu ted to 41% tube wall penetration by p i t t i ng at a cold-leg tubesupport in tersec t ion . The other was located at the U-bend but i t s causecould not be determined.
Automated eddy-current test ing was used to inspect 100% of the tubes in a l lfour steam generators for the i r f u l l length.
SENA (Chooz), France
Six. tubes were plugged at SENA. These were at t r ibuted to f r e t t i ng at theant iv ib ra t ion bars to about 50% of the tube wall thickness. The steamgenerator tubes are of stainless steel but U-bend f re t t i ng is the onlyfa i l u re mechanism that has been encountered to-date.
Automated eddy-current test ing was used to inspect 1139 tubes in steamgenerator no. 1, 1151 tubes in steam generator no. 2 and 1130 tubes in steamgenerator no. 3. Four tubes were plugged in no. 1 and one each in the othertwo steam generators. Steam generator no. 4 was not inspected during 1983.
Sludge height has been measured at 60 mm (2.4 i n ) .
Sequoyah-2, USA
One steam generator tube was plugged. I t was at t r ibuted to damage above thetubesheet by a foreign object.
Eddy-current test ing was used to inspect 397 tubes in steam generator no. 2and 859 tubes in steam generator no. 3.
A sof t sludge has accumulated to 51 mm (2 in ) on the tubesheet. I t wasremoved by water lancing and chemical analysis showed approximately 60%copper and 30% iron oxides.

68 Plant Experiences during 1983
Takahama-2, Japan
During 1963, 402 steam generator tubes were plugged at Takahama-2. Thesewere a t t r ibu ted to IGA from the secondary side. Of these, 183 were pluggedbecause of defects at the tubesheet (but 24 tubes also showed degradation attube supports) and 219 were plugged because of degradation at tube supportin te rsec t ions . One tube was extracted for destruct ive examination.
Al l steam generator tubes were inspected for the i r f u l l length by automatededdy-current t es t i ng .
Approximately 139 kg (307 lb ) of sof t sludge was recovered from lancingoperat ions. Chemical analysis showed i t to contain 81% Fe304, 14% Cuand less than 0.05% phosphate. Chloride and sulphate were not detected.
T r i c a s t i n - 1 , France
One steam generator tube was plugged at T r icas t in -1 during 1983.
Automated eddy-current test ing was used to inspect 888 tubes in steamgenerator 1 f o r the i r f u l l length and 479 addit ional tubes in the same steamgenerator through the r o l l - t r a n s i t i o n region.
Secondary chemistry pH control was changed from ammonia to morpholine duringNovember.

69
APPENDIX D
INDIVIDUAL PLANT EXPERIENCES DURING 1984
Angra-1, Brazil
Four steam generator tubes were plugged at Angra-1 during 1984. One tubewas damaged during feedwater nozzle modifications, and one tube had ares t r i c t i on . No cause was determined for the other two tubes.
Angra-1 is cooled by sea water. During 1984 there were 628 leaks in thealuminum brass condenser 'tubes. These were to be replaced by titaniumduring the 1985 refuel l ing outage.
Arkansas One-1, USA
Ninety-nine steam generator tubes were plugged at ANO-1 during 1984. Thesewere attr ibuted to secondary-side SCC/IGA at the upper tubesheet (94 tubes)and at support plates ( f i ve tubes). One tube was extracted for furtherinvestigation and 10 tubes were repaired by ins ta l la t ion of internalsleeves.
Automated eddy-current inspection was performed twice during the year. InMarch, 153 tubes were tested for their f u l l length, 10 172 tubes were testedthrough the 15th support plate from the upper tubesheet and 12 wereinspected through the 12th support plate from the upper tubesheet. InOctober, 1719 tubes were tested f u l l length and 9288 tubes were tested fromthe upper tubesheet through the 15th support plate.
Five condenser leaks were repaired during the period. Secondary chemistrycontrol is by a l l - v o l a t i l e treatment with condensate demineralization andammonia for pH cont ro l .
Beaver Val ley-1, USA
Twenty-four steam generator tubes were plugged at Beaver Valley-1 during1984. Ten were attr ibuted to p i t t ing or thinning at tube support areas inthe cold leg, four to constrict ions at the ant iv ibrat ion bars and six todamage above the tubesheet by a tube lane blocking device.
Multifrequency eddy-current testing was used to inspect the tubes while thesecondary side was inspected v isual ly . In steam generator A, a tubesheet-to-tubesheet inspection of a l l the tubes revealed the 24 tubes withindications of through-wall penetration greater than 40% that were pluggedand 46 tubes with indications of 20 to 40% wall penetration.
No sludge was found on the tubesheet. Three forced outages were caused bycondenser tube leaks and 37 tubes were plugged. Secondary chemistrycontrol was maintained by ammonia and morpholine additions.

70 Plant Experiences during 1984
Beznau-1, Switzerland
Nine steam generator tubes, including one leaker, were plugged at Beznau-1.Four were plugged because of f re t t ing wear at the ant iv ibrat ion bars andf ive were plugged because of SCC/IGA within the tubesheet crevice.Th i r ty - f i ve tubes were repaired by ins ta l la t ion of Beznau-type weldedsleeves. Of these, 22 were new indicat ions, f ive were tubes that hadmechanical plugs removed, and eight were tubes that had explosive plugsremoved. The total number of sleeves in steam generators A and B is now 73and 26, respectively. (Seventeen sleeves were also instal led at Beznau-2during the year. Five of these were welded sleeves and 12 were explosivelywelded tubesheet sleeves. The total number of sleeves instal led at Beznau-2steam generators A and 13 is now 23 and 11, respectively.)
Automated, mult iple frequency eddy-current testing was performed on a l lunplugged tubes over the length of the hot leg and on al l rows 11 to 40tubes through the U-bend.
A hard sludge has accumulated to approximately 152 mm (6 in) on the tube-sheet. A single condenser tube was plugged during the period.
B ib l i s A, FRG
F i f t y - f i v e steam generator tubes were plugged at Bib l is A during 1984.These were at t r ibuted to phosphate wastage at the U-bend.
Automated eddy-current testing was used to inspect 167 tubes to the f i r s tsupport, 872 tubes to the beginning of the U-bend and 109 tubes for the i rf u l l length.
Sludge lancing was performed during the year. Condenser experience wasexcel lent, with no leakage in 1984.
Blayais-1, France
Seventeen steam generator tubes were preventively plugged because ofindications of primary-side stress corrosion cracking at the r o l l -t rans i t ion zone at the tubesheet and two tubes were plugged because ofdamage caused by loose parts.
Automated eddy-current testing was conducted on 890 tubes in steam generator3 for thei r f u l l length.
The tubesheets were cleaned by water lancing.
Secondary water pH control was changed from ammonia to morpholine duringJune.
One condenser tube was plugged.

7i Plant Experiences during 1984
Blayais-2, France
Two steam generator tubes were plugged because of indications of primary-side stress corrosion cracking at the tubesheet.
Automated eddy-current inspection was conducted on 900 tubes in steamgenerator 2 for their fu l l length.
Tubesheet sludge was removed by lancing.
Secondary water pH control was changed from ammonia to morpholine in June.
There were no condenser leaks during the year.
Blayais-3, France
A single steam generator tube was plugged because of indicationof primary-side stress corrosion cracking at the rol l-transit ion zone.
One-third of the tubes in each steam generator (3564 tubes) were inspectedwith automated eddy-current equipment.
Like all other French plants on sea or brackish water, the condensers atBlayais are tubed with titanium and have double tubesheets with dist i l ledwater under positive pressure in the interspace. Three condenser tubes wereplugged during the year.
Blayais-4, France
A total of eight steam generator tubes were plugged at Blayais-4 during1984. Three were attributed to primary-side stress corrosion cracking atthe rol l- transit ion zone and five were plugged for other reasons. For theplants operated by Electricite de France, other reasons normally means tubesin regions that are impossible to inspect by automated eddy-currentequipment.
Approximately one-third of the tubes in each of the three steam generatorswere inspected for their fu l l length (3593 tubes in a l l ) .
The tubesheets were cleaned by sludge lancing.
Fabrication of the Blayais steam generators spanned the period during whichdefinite conclusions were crystal l izing, from research programs andoperating experience, about the causes and remedies of certain tube failuremodes. Hence, Blayais-1 has dri l led carbon steel support plates, Blayais-2and -3 have broached carbon steel support plates and Blayais-4 has broached13% chromium steel. The more open support plate intersections and morecorrosion resistant materials should lessen the liklihood of denting, whichcan be significant at plants cooled by brackish water. Also, steamgenerator 3 at Blayais-4 has thermally treated tubes while the others are of

72 Plant Experiences during 1984
mi l l -annealed m a t e r i a l . Thermal treatment produces a f i n e r grain size whichshould resu l t in bet ter resistance to stress corrosion crack ing.
Borssele, Netherlands
Three tubes, one in steam generator no. 1 , and two in steam generator no. 2,were plugged because of ind ica t ions of phosphate wastage above the tubesheetwith a penetrat ion of more than 50% of the wall th ickness.
Automated eddy-current t es t i ng was the main inspect ion method, but spotchecks were also performed with u l t rason ic equipment. In steam generatorno. 1 , 2646 tubes were tested through the tubesheet to a height of 1.25 m(49 i n ) , 153 tubes were inspected through the U-bend and 222 tubes weretested fo r sludge depth. In steam generator no. 2 the numbers tested were2645, 154 and 221 , respec t i ve l y .
Sludge depth was measured (wi th eddy-current equipment) to be approximately120 mm (4.7 in) but borescope examination showed the tubesheet to be c lean.The eddy-current sludge height i nd i ca t i on was caused by a t h i n corrosionproduct layer on the tubes themselves. I t appears that the so f t mater ia lseen in the past has been e f f e c t i v e l y removed by lanc ing .
Twenty-eight condenser tube leaks (dur ing 3 events) were caused by fragmentsof a compensator bel lows. Condenser tube material has been t i t an ium since1982.
Bugey-2, France
Eighty-seven steam generator tubes, inc lud ing one leaker , were plugged atBugey-2 dur ing 1984. The leaking tube f a i l e d because of wear caused by aloose part j u s t above the tubesheet. Preventive plugging was conducted on83 tubes to f o r e s t a l l pr irnary-side stress corrosion cracking at the U-bendsof row 1 tubes.
Automated eddy-current inspect ion was conducted on 1053 steam generatortubes in steam generators 1 and 2 for t h e i r f u l l l eng th .
Sludge lancing was conducted as par t of the steam generator maintenanceprogram.
A s ing le condenser tube leaked during the per iod .
Bugey-4, France
A to ta l of 97 tubes were plugged at Bugey-4 during 1984. Three of these haddeveloped leaks at the U-bend and one was extracted for me ta l l u rg i ca lexaminat ion. Three tubes were plugged because of i nd ica t ions ofpr imary-s ide SCC at the tubesheet and 94 because of pr imary-s ide SCCind ica t ions at the U-bend.

73 Plant Experiences during 1984
Automated eddy-current tes t ing was conducted on 1015 steam generator tubesfo r t h e i r f u l l length arui oi. 154 tubes through the r o l l - t r a n s i t i o n regionat the tubesheet.
Tubesheet sludge was removed by water lanc ing .
Ten condenser tubes were plugged during the year .
Bugey-5, France
Among the 58 tubes plugged during 1984 were 13 w i th leakage and f i v eext racted fo r meta l lu rg ica l eva lua t ion . A l l but one defect were located a tthe row 1 U-bends and a l l were caused by prirnary-side SCC. The remainingind i ca t i on was located at the r o l l - t r a n s i t i o n reg ion. The inside surfacesof 18 tubes were roto-peened in the area of the r o l l t r a n s i t i o n . Thistechnique involves applying a ro ta t i ng device to the tube inner surfaces toinduce compressive stresses which should reduce the s u s c e p t i b i l i t y of thetubes to pr imary-s ide SCC.
Automated eddy-current tes t i ng was appl ied to 1078 tubes for t he i r f u l llength and to 1455 tubes through the r o l 1 - t r a n s i t i o n reg ion .
Tubesheet sludge was lanced during the maintenance outage.
Caivert C l i f f s - 2 , USA
Six steam generator tubes were plugged at Calvert C l i f fs -2 during 1984.These were attr ibuted to p i t t ing above the tubesheet (four tubes), in thev i c i n i t y of tube supports (one tube) and at another locat ion.
Automated eddy-current inspection was conducted on 13 080 tubes(approximately 77%) from tubesheet-to-tubesheet.
Sludge has accumulated to 179 mm (7 in) and is sof t . Some was removed fromone steam generator by lancing.
Secondary water treatment is vo la t i le with condensate demineralization andammonia for pH contro l .
Cook-2, USA
A total of 402 steam generator tubes were plugged at Cook-2 during 1984.One tube had a primary-to-secondary leak and f ive defective and two controltubes were extracted for metallurgical evaluation. One tube showed frettingwear (42% of tube wall) at the intersection with the antivfbration bars.Five tubes had indications of SCC/IGA at the tubesheet. To forestallleakage from primary-side SCC at the U-bend, 320 row 1 tubes were plugged.The cause of three indications at support plates and four at other locationscould not be determined. The sites from which the two control tubes wereextracted and three other tubes were also plugged.
74 Plant Experiences during 1984
Al l tubes were inspected for the i r f u l l length by automated eddy-currentequipment.
Tubesheet sludge is sof t and has i ron and copper as the major components.Some was removed by water lanc ing.
Seventeen condenser leaks were experienced in the arsenical copper tubes.
Dampierre-1, France
Twenty-three steam generator tubes were plugged at Dampierre-1 during 1984.Al l but one were a t t r i bu ted to primary-side SCC at the r o l l - t r a n s i t i o n zone.Eight of the tubes had developed primary-to-secondary leakage and four wereextracted for meta l lu rg ica l eva luat ion.
Automated eddy-current tes t ing was conducted on 2101 tubes for t he i r f u l llength and 767 tubes through the r o l l - t r a n s i t i o n j o i n t at the tubesheet.
Tubesheet sludge was removed by water lanc ing.
Secondary water pH control was changed from ammonia to rnorpholine dur ingOctober.
Dampierre-2, France
A s ing le steam generator tube, a t t r i bu ted to primary-side SCC at thetubesheet, was plugged.
During the maintenance outage, 898 tubes in steam generator 2 were inspectedwith automated eddy-current equipment and tubesheet sludge was lanced.Secondary water pH contro l was changed from ammonia to morpholine duringOctober.
Dampierre-3, France
Thir teen steam generator tubes were plugged because of ind icat ions above thetubesheet and two were plugged at other loca t ions . Damage by loose partscaused two defects inc luding one that penetrated the tube w a l l . Elevendefects were a t t r i bu ted to stress corrosion cracking from the primary s ide.
During the maintenance outage, automated eddy-current tes t ing was conductedon 1102 tubes for t he i r f u l l length and on 68 tubes through ther o l l - t r a n s i t i o n area. One tube was extracted for meta l lurg ica l eva luat ion .Sludge was removed by lanc ing . During October secondary water pH controlwas changed from ammonia to morpholine.

75 Plant Experiences during 1984
Dampierre-4, France
During 1984, 30 steam generator tubes were plugged. These were a t t r i bu tedto stress corrosion cracking from the primary side at the r o l l - t r a n s i t i o nzone.
Automated eddy-current inspect ion was conducted on 898 tubes in steamgenerator 1 for t h e i r f u l l l eng th . Tubesheet sludge was removed by lancingand two condenser tubes were plugged. Secondary water pH cont ro l waschanged from ammonia to morpholine dur ing October.
Davis-Besse-1, USA
A s ing le steam generator tube adjacent to the open lane was plugged becauseof an i nd i ca t i on at the 13th tube support p l a t e . The f a i l u r e mechanismcould not be assigned.
Automated eddy-current inspect ion was conducted on 1317 tubes in steamgenerator A for t h e i r f u l l length and 441 tubes from the upper tubesheetthrough the 15th support p l a t e . In steam generator B, 200 tubes wereinspected for t h e i r f u l l length and 549 were inspected from the upper tube-sheet through the 15th support p l a t e .
Secondary water chemistry i s maintained by v o l a t i l e treatment with conden-sate deminera l iza t ion and ammonia for pH c o n t r o l .
F a r l e y - 1 , USA
Nine steam generator tubes were plugged at Fa r l ey -1 . These were a t t r i b u t e dto frett ing wear at the intersections with the antivibration bars.
Eddy-current testing was performed on 7010 tubes for their fu l l length, on2336 tubes through the U-bend and on 61 tubes through the f i r s t supportplate. In all cases, probe entry was at the inlet side.
Tubesheet sludge was removed by lancing. Chemical analysis showed i t tocontain (average from three steam generators) 47.1% copper, 27.7% iron, 3.5%nickel and 4.9% zinc.
Secondary water chemistry was maintained by part-time condensate demineral-iztaion with ammonium hydroxide addition for pH control. Boric acidaddition to the feedwater was initiated after the 4th refuelling outage(1983 March).
Farley-2, USA
Two tubes were plugged because of damage by a foreign object at thesecondary face of the tubesheet and one was plugged because of an indicationnear the seventh support plate. One of the tubes had a primary-to-secondaryleak.

76 Plant Experiences during 1984
fddy-cur rent inspect ion was performed on 227 tubes for t h e i r f u l l lengthfrom the i n l e t s ide. Visual inspect ion and helium leak - tes t i ng were alsoconducted. No sludge lancing was conducted during th i s outage, but samplestaken the previous year showed (average from the three steam generators)11.6* copper, 51.8* i r o n , 1.8X n i c k e l , 2.8% zinc and less than 1 ppmchloride.
Secondary chemistry was maintained by vo la t i le treatment with ainmoniuinhydroxide additions for pH contro l .
Fessenheim-1, France
Twenty-three steam generator tubes were plugged at Fessenheim-1 during1984, including one that developed leakage at the U-bend. Six wereat t r ibuted to f re t t ing at the ant iv ibrat ion bar, 15 to primary-side SCC atthe U-bend and two to primary-side SCC at the tubesheet. One tube wasextracted for further examination.
Eddy-current inspection was performed on 1289 tubes in steam generators 1and 3 for their f u l l length and on 336 tubes in steam generator 3 throughthe ro l l - t r ans i t i on area at the tubesheet. Sludge was removed by waterlancing. Secondary pH control is by morpholine additions.
Fort Calhoun-1, USA
Twenty-three steam generator tubes were plugged at Fort Calhoun-1, includingone with a re lat ive ly large leak attr ibuted to intergranular SCC in thevert ical support strap region of steam generator B. Al l tubes witheddy-current indications in this region were plugged (13 additional tubes).Nine tubes were plugged because of constr ict ions. Four of these werelocated at support plates and two were located at the tubesheet. Thelocation of the remaining three is not known.
Automated eddy-current testing was conducted on al l tubes for their f u l llength in both steam generators.
Sludge height analysis showed the tubesheet of steam generator A to becovered to a depth of up to 292 mm (11.5 in) and that of steam generator Bto be covered to a maximum depth of 254 mm (10 i n ) . Chemical analysisshowed that the sludge contained 75i copper, 9% Cu20, 7% Fe304 and Q%Fe203. The sludge was sof t . I t was removed by lancing after the sludgeheight measurenents were completed.
Eighteen condenser tubes were plugged during the outage.
Genkai-1, Japan
Fifteen steam generator tubes were plugged at Genkai-1 during 1984 becauseof indications of SCC/IGA at the tubesheet and 105 were plugged because ofindications of SCC/IGA at tube support crevices. One tube was extracted formetallurgical evaluation.
77 Plant Experiences during 1984
Remote, automated eddy-current inspection was conducted on a l l steamgenerator tubes for the i r f u l l length.
The tubesheet sludge is hard but some was removed by water lanc ing .
Secondary water condit ions are maintained with v o l a t i l e treatment,condensate demineral izat ion and ammonia addi t ion for pH c o n t r o l .
Ginna, USA
One tube was plugged in each of the two steam generators during the 1984r e f u e l l i n g and maintenance outage. The one in steam generator B wasa t t r i bu ted to wastage at a tube support p la te . Nine tubes were sleeved insteam generator B. The to ta l number of sleeves is now four in steamgenerator A and 104 i n steam generator B.
Automated eddy-current tes t ing was used to inspect 3137 tubes on the i n l e tside and 717 tubes on the ou t l e t side of steam generator A and 3093 tubes onthe i n l e t side and 963 tubes on the ou t l e t side of steam generator B.
Sludge height was measured to be 76 mm (3 i n ) ; i t was sof t and was removedby water lanc ing . The copper to i ron r a t i o i s approximately 0.25.
Two condenser tubes were plugged during the per iod.
Secondary water chemistry was maintained by v o l a t i l e treatment with conden-sate demineral izat ion and ammonium hydroxide addi t ions for pH c o n t r o l .
Grave l ines-B l , France
A s ingle steam generator tube was plugged. I t was a t t r i bu ted topr imary-side SCC at the r o l l - t r a n s i t i o n zone.
Automated eddy-current inspect ion was conducted on 930 tubes for t he i r f u l llength and sludge was lanced during the maintenance outage. One of thet i tan ium condenser tubes was plugged. Secondary water pH contro l was main-tained with ammonia.
Gravel ines-B3, France
During the annual outage two steam generator tubes were plugged. Both werea t t r i b u t e d to primary-side SCC at the tubesheet. One tube was extracted formetal lographic examination and 929 tubes were inspected by automatededdy-current tes t ing for t he i r en t i re leng th .
Two condenser tubes were plugged during the per iod.

78 Plant Experiences during 1984
Secondary water pH control was maintained by ammonia.
Gravelines-B4, France
Twenty-six steam generator tubes, including one leaker, were plugged atGravelines-B4 during 1984. These were at t r ibuted to stress corrosioncracking from the primary side. Fifteen were located at the r o l l - t r a n s i t i o narea at the tubesheet and 11, including the leaker, were located at theU-bend.
Automated eddy-current inspection was performed on 1004 tubes in steamgenerators 1 and 2 for the i r f u l l length. Tubesheet sludge was removed bywater lancing.
One of the t i tanium condenser tubes was plugged.
Secondary water pH control was maintained by ammonia.
Haddam Meek, USA
Sixty-seven steam generator tubes were plugged at Haddam Neck during 1984.Thirty-two defects were a t t r ibu ted to p i t t i n g ; one was located within thetubesheet, 18 were located above the tubesheet and 13 were located in thev i c i n i t y of tube support p lates. Fourteen tubes were plugged because ofU-bend defects or res t r i c t ions in the cold leg caused by denting and 20because they fa i led to pass an 11.7 mm (0.460 in) probe. Two tubes wereextracted for metal lurgical evaluat ion.
Al l of the tubes were inspected by eddy-current test ing and prof i lo inetry.The secondary side was inspected v isua l ly and i t was reported that thesupport plate condit ion described in Appendix C had not changed. Sludgelancing was performed on the tubesheet (see Appendix C for analyt icalresu l ts ) .
Secondary water pH control was maintained by ammonium hydroxide additions.
Ikata-1, Japan
Eighteen steam generator tubes were plugged. They were attr ibuted toprimary-side SCC within the tubesheet. Fourteen tubes were repaired byinsert ion of internal sleeves and one was extracted for metallurgicalevaluation.
Automated eddy-current equipment at multiple frequencies was employed toinspect a l l steam generator tubes for their f u l l length.
Secondary water chemistry was maintained by vo la t i le treatment wi+h for ien-sate demineralization and ammonia additions for pH control .

79 Plant Experiences during 1984
Indian Po in t - 2 , USA
One steam generator tube developed a primary-to-secondary leak near thetubesheet. I t and 168 others were plugged. E ighty- four each wereattr ibuted to denting and p i t t i ng . The mechanism responsible for the leakercould not be determined.
In steam generators 22 and 24, a l l unplugged tubes were inspected on hot andcold legs for both denting and other defects. In steam generators 21 and23, 18/o of the tubes were inspected for the length of the hot and cold legsand 100% were inspected through the f i r s t tube support plate. Whereprac t ica l , tubes that would not pass a 15 mm (0.610 in) probe were examinedby profilometry and the strain was calculated. Support plates were examinedvisual ly and photographs were obtained. Higher support plates wereinspected through the lower support flow slots where possible, and flowslots in the uppermost support plate were examined by borescope. Theannul us between the tube bundle and shroud was searched for foreign objectsby fibrescope.
Sludge was removed from the tubesheets during two separate lancingoperations. Chemical analysis (averaged over the four steam generators)showed 46.1% i ron , 9.3% copper, 3.4% zinc and 1.32% nicke l .
Indian Point-3, USA
Sixty steam generator tubes were plugged at Indian Point-3 during 1984.Four hot-leg tubes and one cold-leg tube were attr ibuted to denting atsupport plates. Twenty-three tubes were attr ibuted to p i t t ing on the outletside between the tubesheet and f i r s t support plate. Indications were foundin 32 tubes above the tubesheet but a mechanism could not be determined.
Automated eddy-current testing was performed on al l tubes in both sides ofa l l four steam generators from the primary side of the tubesheet to thesecond support plate. Profilometry was performed on 212 in let-s ide tubes.Sludge height measurements were performed through 100 tubes in each steamgenerator. The secondary side was inspected v isual ly .
The sludge was of a medium consistency, neither hard nor sof t , and up to358 mm (14.1 in) deep. Al l four tubesheets were lanced. Chemical analysisrevealed that the sludge was composed of 39 to 52% copper, 25 to 36% i ron , 2to 3% zinc, 1 to 2% nickel and 1 to 2% s i l i ca .
Eleven condenser tubes leaked during the period.
Secondary water chemistry was maintained by vo la t i le treatment with boricacid additions.

80 Plant Experiences during 1984
Kewaunee, USA
Twenty-five steam generator tubes were plugged at Kewaunee during 1984.These were at t r ibuted to SCC/IGA at the tubesheet.
Automated eddy-current test ing was applied to 6242 tubes for thei r f u l llength.
Sludge was soft and had accumulated to a depth of approximately 25 mm(1 i n ) . I t was removed by water lancing.
One condenser tube was plugged during the period.
KKS Stade, FRG
Twenty-three steam generator tubes were plugged. These were at t r ibuted tophosphate wastage above the tubesheet. Minor leakage was observed at a fewexplosive plugs.
Automated eddy-current inspection was conducted on 5600 tubes, 860 in steamgenerator 1, 1100 in steam generator 2 and 3650 in steam generator 3. Thedefects were located in steam generators 2 (5 tubes) and 3 (18 tubes).Rotating probe eddy-current and ultrasonic test ing were also enployed.Sludge height was about 200 mm (7.9 in) and the sludge contained both hardand soft components. I t was removed by water lancing.
Mihama-1, Japan
Six steam generator tubes were plugged and 25 were repaired by sleeving.Al l were a t t r ibu ted to secondary-side stress corrosion cracking within thetubesheet crevice.
A l l tubes were inspected for the i r f u l l length by automated eddy-currenttest ing during the re fue l l ing and maintenance outage.
Tubesheet sludge was soft and contained approximately 91% Fe304 and 5.4%Cu. The ra t io of copper to Fe304 was lower in these samples than inthose analyzed during 1983 - 0.06 versus 0.12. Lancing operations removed132 kg (292 lb) compared with 117 kg (258 lb) removed in 1983.
Mihama-2, Japan
Three steam generator tubes were plugged during 1984. They were at t r ibutedto primary-side SCC at the r o l l - t r a n s i t i o n zone at the tubesheet.
Automated eddy-current test ing was used to inspect a l l of the steamgenerator tubes for the i r ent i re length.

81 Plant Experiences during 1984
The tubesheet sludge is soft and 146 kg (322 lb) was removed by lancing.Chemical analysis showed the composition to be v i r tua l l y unchanged fromsamples analyzed in 1983 and reported in Appendix C.
Mil istone-2, USA
A total of 63 steam generator tubes were plugged and three were extractedfor metallurgical evaluation. AIT but three of the indications were locatedat or above the tubesheet. The defects were attr ibuted to cold-leg p i t t i n g ,denting and wastage. In 1984, 2918 tubes were repaired by ins ta l la t ion ofinternal sleeves of new mater ial .
Automated eddy-current testing was conducted on 100% of the steam generatortubes to the f i r s t tube support on both in le t and outlet sides and on 15% oftubes for their f u l l length.
Sludge height on the tubesheet was measured to 356 mm (14 in) and wasremoved by water lancing. During 1985, chemical cleaning was applied to thesecondary side to dissolve sludge deposits and remove copper plating fromthe Alloy-600 tubes. This is the f i r s t application of chemical cleaning ofthe secondary side to a large, commercial power reactor (chemical cleaningwas applied to NPD in 1979).
Four condenser leaks occurred during the period.
Secondary water treatment is AVT with condensate demineralizers and ammoniumhydroxide for pH cont ro l .
North Anna-1, USA
Twenty-seven steam generator tubes, including one leaker, were plugged atNorth Anna-1. Sixteen were at tr ibuted to indications at tube support plateswhile the location of 11 others could not be determined. A failuremechanism has not yet been assigned.
During the 1984 outage, 100% of the steam generator tubes were inspected tosome degree, including 350 tubes that were inspected for their full length.Automated eddy-current testing was used. Sludge lancing was also performedduring the outage. Twenty-two condenser leaks were plugged during theperiod. Secondary water chemistry was maintained by volatile treatment withpart-time condensate demineralization and ammonium hydroxide additions forpH cont ro l .
North Anna-2, USA
Two steam generator tubes were plugged because of damage caused by a foreignobject and one tube was plugged because of an indication of undetermined

82 Plant Experiences during 1984
or ig in at a support plate. In addit ion, al l row 1 tubes with the t igh tU-bend radius were plugged to forestal l leakage caused by primary-sidestress corrosion cracking. Hydrostatic testing during recent outages hasshown leakage at some of the explosively plugged row 1 tubes at both NorthAnna-1 and North Anna-2. As a resu l t , 82 plugs in Unit 1 and 47 plugs inUnit 2 have been seal-welded. I t is planned to eventually seal-weld al l therow 1 explosive plugs.
Automated eddy-current testing was used to inspect 3395 steam generatortubes, 336 of them for the f u l l length. Water lancing was also performed toremove sludge from the tubesheet surfaces.
During the year, 146 condenser tubes were plugged. Secondary waterchemistry was maintained by vo la t i l e treatment with part-time condensatedemineralization and ammonium hydroxide addit ions.
MPD, Canada
Four tubes were plugged in the NPD steam generator during 1984. Inaddit ion, eight previously plugged tubes were re-plugged. Theprimary-to-secondary leak was at one of the previously plugged tubes.
Thirty tubes were inspected for their f u l l length with manual eddy-currentequipment.
Four condenser tubes were plugged during the year. Secondary waterconditions were maintained by phosphate and morpholine additions.
Qconee-1, USA
Three tubes were plugged in steam generator A and 53 tubes were plugged insteam generator B during 1984. These were attr ibuted to erosion at supportplate intersections.
Automated eddy-current inspection was conducted on 2735 tubes in steamgenerator A and 8039 tubes in steam generator B.
Secondary water chemistry was maintained by vo la t i le treatment withcondensate demineralization and ammonium hydroxide for pH cont ro l .
Oconee-3, USA
Eight tubes were plugged in steam generator A and f ive tubes were plugged insteam generator B during 1984. These were attr ibuted to erosion at supportplate intersections and two of the tubes had developed primary to secondaryleakage.

83 Plant Experiences during 1984
Automated eddy-current testing was used to inspect 3169 tubes in steamgenerator A and 3770 tubes in steam generator B.
Secondary chemistry was maintained by vo la t i le treatment with condensatedemineralization and ammonium hydroxide additions for pH cont ro l .
0h i -2 , Japan
Nineteen steam generator tubes were plugged because of indications ofprimary-side stress corrosion cracking at the ro l l - t r ans i t i on zone at thetubesheet (3 tubes) and within the tubesheet. Eight tubes were repaired bysleeving.
During the maintenance outage, a l l steam generator tubes were inspected fortheir ent ire length by automated eddy-current equipment.
Sludge lancing recovered 184 kg (406 l b ) , considerably more than theprevious year (81 kg or 179 l b ) . The sludge was soft and chemical analysisshowed that i t contained 81'^ Fe304 and 13.7% copper. The copper contentwas considerably lower than in the samples analyzed during 1983. Phosphatecontent was lower (less than 0.05* versus 0.06%) while chloride and sulphatewere undetectable.
Point Beach-2, USA
During 1984, 17 steam generator tubes were plugged at Point Beach-2.Fourteen were at t r ibuted to SCC/IGA within the tubesheet, one to denting ata support plate intersect ion and two to improper r o l l i n g , probably atsleeves.
Automated eddy-current testing was performed on 154 tubes for their f u l llength, nine tubes through the U-bend and nine tubes through the secondsupport plate in steam generator A. In steam generator B, 69 tubes wereinspected for the f u l l length, three were inspected through the U-bend, onewas inspected through the sixth support p late, two were inspected to thesecond support plate and 183 were inspected through the f i r s t supportp late.
Water lancing removed 159 kg (350 1b) of sludge from steam generator A and177 kg (390 lb) of sludge from steam generator B.
Four condenser leaks were plugged during the year.
Pra i r ie Is land-1 , USA
Nine steam generator tubes, including three that had developed leaks, wereplugged at Prai r ie Island-1 during 1983. Five were at t r ibuted to SCC/IGA inthe tubesheet crevice and three to thinning caused by p i t t i ng in the region
84 Plant Experiences during 1984
of the tube supports. The other tube plugged had an indication within thetubesheet but a mechanism was not assigned.
Inspection was conducted on al l hot-leg tubes through the tubesheet.Inspection was also performed on \% of the tubes in steam generator 11 andon 61 of tubes in steam generator 12.
Sludge height was measured to be 25 mm (1 i n ) . I t was sof t , contained morethan 96/o iron oxides and was removed by lancing. There were no condensertube leaks, but 300 tubes were plugged following eddy-current test ing.
Secondary water chemistry was maintained by vo lat i le treatment with part-time, f u l l - f l ow condensate demineralization and ammonium hydroxideadditions.
Pra i r ie Island-2, USA
Thirty-three steam generator tubes were plugged at Prair ie Island-2 during1984. Twenty-seven were attr ibuted to thinning in the v i c in i t y of the tubesupport plates and six were attr ibuted to f re t t ing at the ant iv ibrat ionbars.
Automated eddy-current testing was used to inspect 91.4% of the out let-sidetubes and 100'/a of the in let-s ide tubes in steam generator 21 and 93% ofout let-s ide tubes and 100% of in let -s ide tubes in steam generator 22.
One condenser tube leak occurred during the year and approximately 350 tubeswere plugged following eddy-current examination of the condensers during therefuel 1 ing outage.
Secondary chemistry control was by vo lat i le treatment with ammonia for pHcontro l .
Rancho Seco, USA
Twenty-nine steam generator tubes, including three leakers, were plugged atRancho Seco during 1984. They were attr ibuted to fat igue, most probably atthe 15th, uppermost, support plate.
Eddy-current testing at 400 kHz was used to inspect the upper portion of1080 tubes in steam generator B and 740 tubes in steam generator A.
Two condenser leaks occurred during the year. Secondary water treatment wasvo la t i le with f u l l - f l ow condensate demineralization and ammonia for pHcontro l .
85 Plant Experiences during 1984
Ringhais-2, Sweden
During 1984, 326 steam generator tubes were plugged at Ringhals-2. One wasat t r ibu ted to primary-side stress corrosion cracking at the r o l l - t r a n s i t i o nregion; three were at t r ibuted to primary-side SCC at the U-bend ofsecond-row tubes; 309, including 10 leakers, were at t r ibuted to SCC/IGAwithin the tubesheet crevice; one was at t r ibuted to f re t t i ng at theant iv ib ra t ion bars; one additional indicat ion was located 10 cm (4 in) abovethe 2nd support p la te ; and 11 tubes were plugged for other reasons. Thelas t group included f ive tubes extracted for metallographic analysis.T h i r t y - f i v e tubes were repaired for further service by sleeving.
Multiplefrequency eddy-current test ing was employed to inspect 100X of tubesthrough the tubesheet on both i n l e t and out le t sides; 850 through the U-bendfrom the hot leg in each steam generator; 1000 tubes through the 7th supportplate in each steam generator hot leg; and 200 tubes through the 7thcold- leg support in one steam generator. In addi t ion, a l l row-2 tubes wereinspected at the U-bend and peripheral tubes in the cold legs of two steamgenerators were also inspected.
Tubesheet sludge was measured to be 127 mm (5 in) in height, had a softconsistency and 559 kg (1230 lb) were removed by water lancing. Condenserexperience was again excel lent , with no leakage throughout 1984.
Ringhals-3, Sweden
One steam generator tube was plugged during 1984. I t was at t r ibuted tostress corrosion cracking from the primary side.
Multiplefrequency eddy-current test ing was used to inspect 100% of tubes inthe f i r s t row through the U-bend and peripheral tubes in rows 45 to 49. Inadd i t i on , 200 other tubes in one steam generator were inspected through theU-bend and 500 hot-leg tubes in one steam generator were inspected throughthe 14th support p la te . Small amounts of sludge were removed by lancing.One condenser tube was plugged during the year.
Ringhals-4, Sweden
One steam generator tube was plugged during 1984. I t was attributed toprimary-side SCC with in the tubesheet.
Multi-frequency eddy-current test ing was used to conduct tube inspections ona pattern s imi lar to that used for Ringhals-3.
Limited amounts of sludge were removed by lancing. There were no condenserleaks during the year.

86 Plant Experiences during 1984
Saiem-2, USA
Forty-four steam generator tubes were plugged during 1984. Forty wereattr ibuted to abrasion caused by a flow lane blocking device, one to wear bya foreign object above the tubesheet and three tubes to thinning near thetube supports on the outlet side. Automated eddy-current testing was usedfor tube inspection.
Secondary water chemistry was maintained by vo la t i le treatment with f u l l -flow condensate demineralization and ammonia for pH control .
San Onofre-1, USA
A single steam generator tube was plugged at San Onofre-1. I t wasattr ibuted to a res t r ic t ion in one of the 6526 sleeves instal led during1931.
Automated eddy-current inspection was conducted on 913 tubes from the hotleg and 732 tubes from the cold leg in steam generator A.
A hard sludge has accumulated to 457 mm (13 in) on the tubesheets. Thetubesheets are lanced at every refuel l ing outage. One condenser leakoccurred during the period.
Secondary water chemistry was maintained by phosphate treatment.
San Onofre-2, USA
A total of 331 steam generator tubes were plugged at San Onofre-2 during1984. One tube had developed a primary-to-secondary leak and two tubes wereextracted for metallurgical evaluation. Fourteen tubes were plugged becauseof loose-parts damage and manufacturing defects discovered during thebaseline inspection before i n i t i a l start-up. Sixty-two defects wereattr ibuted to primary-side SCC at the free tube span and 249 were at t r ibutedto f re t t ing at the diagonal tube supports. A cause of fa i lu re for six tubescould not be determined.
All tubes were inspected by automated eddy-current equipment for their f u l llength. Sludge depth was measured at 25 mm (1 i n ) . I t was soft inconsistency and was removed by water lancing. Chemical composition of thesludge was approximately 50% magnetite, 20% copper and 20% s i l i c a . Onecondenser leak occurred during the period. Secondary chemistry control wasby vo la t i le treatment.
SENA (Chooz), France
Five tubes were plugged at SENA. Al l were attr ibuted to f re t t ing at theant iv ibrat ion bars at the U-bend. Maximum penetration was estimated to be67% of the tube wal l . Automated eddy-current testing was performed on 1620tubes in steam generator 3 (four defects found) and 1620 tubes in steamgenerator 4 (one defect found).

87 Plant Experiences during 1984
Sludge depth was measured at 150 mm (6 in).
St. Lucie-1, USA
During 1984, 133 steam generator tubes were plugged. These were attr ibutedto indications at the U-bends on inner-row tubes. Failure was from thesecondary side.
Surry-1, USA
Four steam generator tubes were plugged at Surry-1 during 1984. One ofthese was attr ibuted to an indication located within the tubesheet and threeto indications located at support plates.
Automated eddy-current testing was performed on 1318 tubes, of which 1466tubes were inspected from tubesheet-to-tubesheet. Sludge was removed fromthe steam generators by water lancing.
Secondary water chemistry was maintained by vo la t i le treatment withfu l l - f l ow condensate deinineralization and ammonium hydroxide additions forpH cont ro l .
Takahama-1, Japan
Forty-two steam generator tubes were plugged at Takahama-1 during 1984, onetube was extracted for metallurgical evaluation and 59 were repaired bysleeving. One was attr ibuted to primary-side SCC at the U-bend, one tointergranular attack in the support plate annul us and 40 to secondary-sideSCC within the tubesheet crevice.
Automated eddy-current testing was performed on al l tubes for their f u l llength.
Tubesheet lancing operations removed 177 kg (392 lb) of sludge, about 30 kg(66 1b) more than during the previous year. The sludge was soft andchemical analysis showed i t to contain 84.5& Fe304, 10.6% copper andless than 0.05% phosphate. Analysis of samples taken the previous yearshowed 77.8% Fe304, 16.7% copper and 0.11% phosphate. Chloride andsulphate were at minimum detectable levels.
Takahama-2, Japan
During 1984, 27b steam generator tubes were plugged at Takahama-2. Thesewere attr ibuted to intergranular attack at the tubesheet secondary face (24btubes) and at support plate intersections (30 tubes). One tube wasextracted for metallurgical evaluation and 231 were repaired for furtherservice by sleeving.

88 Plant Experiences during 1984
Automated eddy-current testing was performed on al l tubes for thei r f u l llength.
Lancing removed 281 kg (620 lb) of sludge. Consistency of the sludge wassof t and chemical analysis showed i t to contain 7B% Fe304 and 19%copper. Samples taken during the previous year showed only 14% Cu.
T r i c a s t i n - 1 , France
Two steam generator tubes were plugged at T r i cas t i n -1 , probably because theywere inaccessible to the automated eddy-current equipment used forinspect ion. Inspection consisted of test ing 906 tubes in steam generator3.
Sludge was removed from the tubesheet by water lac ing. Secondary water pHcontrol was maintained by morpholine addit ions.
Tr icas t i r i -2 , France
Five steam generator tubes were plugged at Tr icast in-2 during 1984. Threeof these, including two with primary-to-secondary leakage, were a t t r ibu tedto primary-side SCC at row 1 U-bends. One was at t r ibuted to primary-sideSCC at the r o l l - t r a n s i t i o n and one to loose parts damage j us t above thetubesheet.
Automated eddy-current test ing was used to inspect 1146 tubes for thei r f u l llength in steam generators 1 and 3 and 25 tubes through the r o l l - t r a n s i t i o nregion in steam generator 1 .
Secondary water pH control was maintained by morpholine addi t ions.
T r i cas t in -3 , France
During 1984, 93 steam generator tubes were plugged at Tr icast in-3 . Pluggingof three tubes, including two leakers, was at t r ibuted to primary-side SCC atthe tubesheet. The remaining tubes plugged were at t r ibuted to primary-sideSCC at the U-bend of small radius tubes.
Inspection was conducted with automated eddy-current equipment on 1012 tubesfor the i r f u l l lengtti and on 72 tubes in steam generator 1 through ther o l l - t r a n s i t i o n region at the tubesheet.
Secondary water pH control was maintained by morpholine addit ions.

89 Plant Experiences during 1984
Tr icas t in -4 , France
Three steam generator tubes showing evidence of primary-side SCC at therol 1-transi t ion zone were plugged.
Sixteen tubes were inspected by automated eddy-current equipment.
Secondary water pH was maintained by morpholine addit ions.
Top Related