






Languages
Pages
Legal


S
A A
A
Escola Superior de Tecnologia de Abrantes
Instituto Politécnico de Tomar
Departamento de Engenharia e Gestão Industrial - DEGI
AAuuttoommaaççããoo IInndduussttrriiaall II II
Ano Lectivo 2004/2005
T o n i d o s S a n t o s A l v e s
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 1
ÍÍnnddiiccee
AAuuttoommaaççããoo IInndduussttrriiaall ......................................................................................4 Definição........................................................................................................................................................ 4 O Porquê da Automação ............................................................................................................................... 4 Objectivos ...................................................................................................................................................... 4 Tipos de Automação...................................................................................................................................... 5 Componentes da automação ......................................................................................................................... 6 Tecnologias dos Automatismos .................................................................................................................... 7 Aplicações da automação .............................................................................................................................. 8
SSeennssoorreess ee aaccttuuaaddoorreess......................................................................................9 Apresentação.................................................................................................................................................. 9 Sensor 9 Classificação .................................................................................................................................................10 Classificação quanto ao funcionamento ...................................................................................................... 11 Tipos de Sensores ......................................................................................................................................... 11 Posição e velocidade (aceleração)................................................................................................................12 Tipos de Sensores de Posição e Velocidade ................................................................................................12
Influência da Resistividade..............................................................................................................................................12 Variação da resistência com a temperatura ...........................................................................................................13
Sensores de Contacto....................................................................................................................................14 Sensores Lineares Resistivos e Indutivos ....................................................................................................15 Sensor Potenciométrico ................................................................................................................................16 Sensor LVDT ................................................................................................................................................17 Detectores de proximidade ..........................................................................................................................18
Sensor Indutivo ..............................................................................................................................................................19 Sensor Capacitivo ..........................................................................................................................................................20
Sensor Extensométrico .................................................................................................................................21 Sensores Ópticos.......................................................................................................................................... 22 Células fotoeléctricas ................................................................................................................................... 22 Sensores Lineares ópticos............................................................................................................................ 24 Sensores Rotativos ópticos .......................................................................................................................... 25
Encoders Incrementais ................................................................................................................................................25 Encoders absolutos .......................................................................................................................................................26
Sensor de velocidade por efeito de Hall ...................................................................................................... 27 Sensor Magnético ........................................................................................................................................ 28 Termopar ..................................................................................................................................................... 28 Sensor de luminosidade - LDR ................................................................................................................... 29 Sensor Ultra-Sonicos.................................................................................................................................... 30 Actuadores ....................................................................................................................................................31
Actuadores Pneumáticos .................................................................................................................................................31 Actuadores Hidráulicos ...................................................................................................................................................32 Actuadores Eléctricos ......................................................................................................................................................32
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 2
Relés 33 Contactor Translação e Acessórios ............................................................................................................. 34 Exercício Práticos – Sensores...................................................................................................................... 36 Laboratório de avaliação n.º1 – Controlo de iluminação ............................................................................ 39
CCiirrccuuiittoo SSeeqquueenncciiaaddoorr ddee RReellééss .................................................................... 40 Válvulas de comando eléctrico (electroválvulas) ........................................................................................ 40 Introdução ao circuito sequenciador de relés ............................................................................................. 40 Circuito eléctrico – Sequenciador relés ........................................................................................................41 Esquema de cablagem................................................................................................................................. 42 Tabela de cablagens .................................................................................................................................... 42 Exercício: Circuitos Sequenciadores........................................................................................................... 43 Laboratório de avaliação n.º2 – Controlo de sistemas pneumáticos com relés ......................................... 44
AAuuttóómmaattooss PPrrooggrraammáávveeiiss .............................................................................. 45 Vantagens do autómato programável ......................................................................................................... 45 Desvantagens do autómato programável.................................................................................................... 46 Estrutura do autómato................................................................................................................................. 46 Sistemas Automático ................................................................................................................................... 47 Diálogo Homem – Máquina ....................................................................................................................... 47 Comunicação do autómato programado com os programadores .............................................................. 49 Comunicação do autómato programado com os programadores .............................................................. 49 Programação de Autómatos Programáveis..................................................................................................51
Linguagens de programação......................................................................................................................................51 Autómatos CPM .......................................................................................................................................... 55
Endereços dos terminais de entradas e saídas ......................................................................................................56 Instruções básicas .........................................................................................................................................................57 Símbolo das instruções básicas .................................................................................................................................58 Blocos funcionais (CSF) ..............................................................................................................................................59 Temporizadores (TIM)................................................................................................................................................60 Contadores (CNT) ........................................................................................................................................................60 Comparação ....................................................................................................................................................................61
Exercícios – Iniciação Programação........................................................................................................... 62 Exemplo: Arranque directo – Motor assíncrono trifásico de rotor em curto-circuito ............................... 70 Exercícios – Programação Autómatos ........................................................................................................ 73 Exercícios – Programação Autómatos ........................................................................................................ 74
1. Cancelas do caminho-de-ferro ...................................................................................................................................74 2. Banho de pintura..........................................................................................................................................................75 3. Ciclos pneumáticos ......................................................................................................................................................77
Sistema manual/automático ....................................................................................................................... 79 Laboratório de avaliação n.º 3 – Controlo de Sistemas Pneumáticos com Autómatos Programáveis ...... 80
CCoonnttrroolloo AAuuttoommááttiiccoo ..................................................................................... 81 Introdução aos Sistemas de Controlo...........................................................................................................81 Tipos de Sistemas .........................................................................................................................................81

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 3
Variáveis de um Processo de Controlo........................................................................................................ 82 Diagramas de Blocos................................................................................................................................... 84 Controladores............................................................................................................................................... 87 Estabilidade ................................................................................................................................................. 88
Exercícios – Sistemas Controlo .................................................................................................................................88 Laboratório de avaliação n.º 4 – Controlo Automático de um parque de estacionamento, por programação de autómatos ......................................................................................................................... 89 Bibliografia................................................................................................................................................... 90

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 4
AAuuttoommaaççããoo IInndduussttrriiaall
DDeeffiinniiççããoo A automação é a tecnologia relacionada com a aplicação de sistemas mecânicos, eléctricos e electrónicos, apoiados em meios computacionais, na operação e controlo dos sistemas de produção. OO PPoorrqquuêê ddaa AAuuttoommaaççããoo O conceito de automação impõe-se, cada vez mais, nas empresas preocupadas em melhorar a sua produtividade, reduzindo ao mesmo tempo os custos. Convém notar que, quanto mais um processo se encontrar automatizado, maiores serão os benefícios da automação na regularidade da qualidade de um produto, na economia de energia, passando pela flexibilidade e segurança de funcionamento e, consequentemente, pela melhoria da produtividade. Esta nova característica só pode ser obtida recorrendo a novos processos de trabalho que deixem às pessoas envolvidas, margem de manobra e de decisão indispensáveis a um melhor aproveitamento dos seus graus de qualificação. OObbjjeeccttiivvooss
- Diminuição dos custos; - Maior produtividade; - Maior flexibilidade; - Maior segurança; - Melhor qualidade; - Maior capacidade tecnológica.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 5
TTiippooss ddee AAuuttoommaaççããoo Fixa
- Altos investimentos; - Altas taxas de produção; - Configuração rígida (alteração difícil); - Operações simples; - Equipamento específico (máquinas de colocar tampas da cerveja).
Programada
- Altos investimentos; - Taxas médias de produção; - Configuração semi-flexível (possibilidade de reprogramação); - Equipamento genérico (máquina de controlo numérico).
Flexível
- Investimento muito elevado; - Produção continua; - Configuração flexível (alteração por software); - Equipamento geral.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 6
CCoommppoonneenntteess ddaa aauuttoommaaççããoo A maioria dos sistemas modernos de automação, como os utilizados nas indústrias automobilística, petroquímica e nos supermercados, é extremamente complexa e requer muitos ciclos de repetitivos. Cada sistema de automação compõe-se de cinco elementos:
• Accionamento - provê o sistema de energia para atingir determinado objectivo. É o caso dos motores eléctricos, pistões hidráulicos etc.;
• Sensoriamento - mede o desempenho do sistema de automação ou de uma
propriedade particular de algum dos seus componentes. Exemplos: termopares para medição de temperatura e encoders para medição de velocidade;
• Controlo - utiliza a informação dos sensores para regular o accionamento. Por
exemplo, para manter o nível de água num reservatório, usamos um controlador de fluxo que abre ou fecha uma válvula, de acordo com o consumo. Mesmo um robô requer um controlador, para accionar o motor eléctrico que o movimenta;
• Comparador ou elemento de decisão - compara os valores medidos com valores
preestabelecidos e toma a decisão de quando actuar no sistema. Como exemplos, podemos citar os termóstatos e os programas de computadores;
• Programas - contêm informações de processo e permitem controlar as
interacções entre os diversos componentes. Nota: Programas - também chamados softwares, são conjuntos de instruções lógicas, sequencialmente organizadas. Indicam ao controlador ou ao computador o que fazer.
Fluxo de um possivel sistema de controlo
Elemento Controle
Elemento Accionamento
Elemento Sensoreamento
Elemento Comparador
Saída

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 7
TTeeccnnoollooggiiaass ddooss AAuuttoommaattiissmmooss Os automatismos, de acordo com a sua tecnologia, podem-se classificar em dois grandes grupos:
- Tecnologias cabladas; - Tecnologias programadas.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 8
AApplliiccaaççõõeess ddaa aauuttoommaaççããoo
Produtos de consumo
- Electrónicos, como videocassetes, televisores e microcomputadores. Indústrias mecânicas
- Robôs controlados por computador; - CNC.
Bancos
- Caixas automáticas. Comunicações
- Automatização dos correios. Transportes
- Controle de tráfego de veículos. Medicina
- Diagnóstico e exames.
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 9
SSeennssoorreess ee aaccttuuaaddoorreess AApprreesseennttaaççããoo
Num processo automático pode-se utilizar dois tipos de variáveis analógicas ou digitais, para que, após o processamento das informações contidas nessas variáveis, o controlador tome decisões como: ligar/desligar um motor, acender uma lâmpada, ligar/desligar um sistema de aquecimento, entre outras.
O elemento que "sente" o que ocorre no processo, fornecendo informações sobre o estado das variáveis monitoradas é chamado de sensor.
O elemento que executa a tarefa designada pelo controlador é chamado de actuador.
SSeennssoorr
Definição: Dispositivo de entrada que converte um sinal de qualquer espécie em outro sinal que possa ser transmitido ao elemento indicador, para que este mostre o valor da grandeza medida.
Ou seja,
O sensor é um elemento que "sente" uma grandeza física e a traduz para que ela possa ser vista ou utilizada por um sistema eléctrico ou electrónico.
Por exemplo, um termómetro de mercúrio é um dispositivo que utiliza como elemento sensor o metal mercúrio. A grandeza física a ser medida, neste caso, é a temperatura e a grandeza física do elemento sensor, que varia proporcionalmente com a temperatura é o volume, que fará com que o mercúrio se dilate com o aumento da temperatura. Conhecendo-se a proporção dessas variações, podemos medir e identificar o valor da temperatura. Todo elemento sensor é também denominado de transdutor, pois converte a grandeza de entrada em sinal eléctrico, que pode ser medido (indicar a grandeza medida através de um medidor, ou utilizado por um circuito que vai efectuar o controlo do processo).

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 10
CCllaassssiiffiiccaaççããoo
A primeira classificação que podemos fazer é quanto ao tipo de variável controlada.
Assim temos:
• Sensores contínuos – efectuam medições contínuas de variáveis, fornecendo valores contínuos (figura - 1);
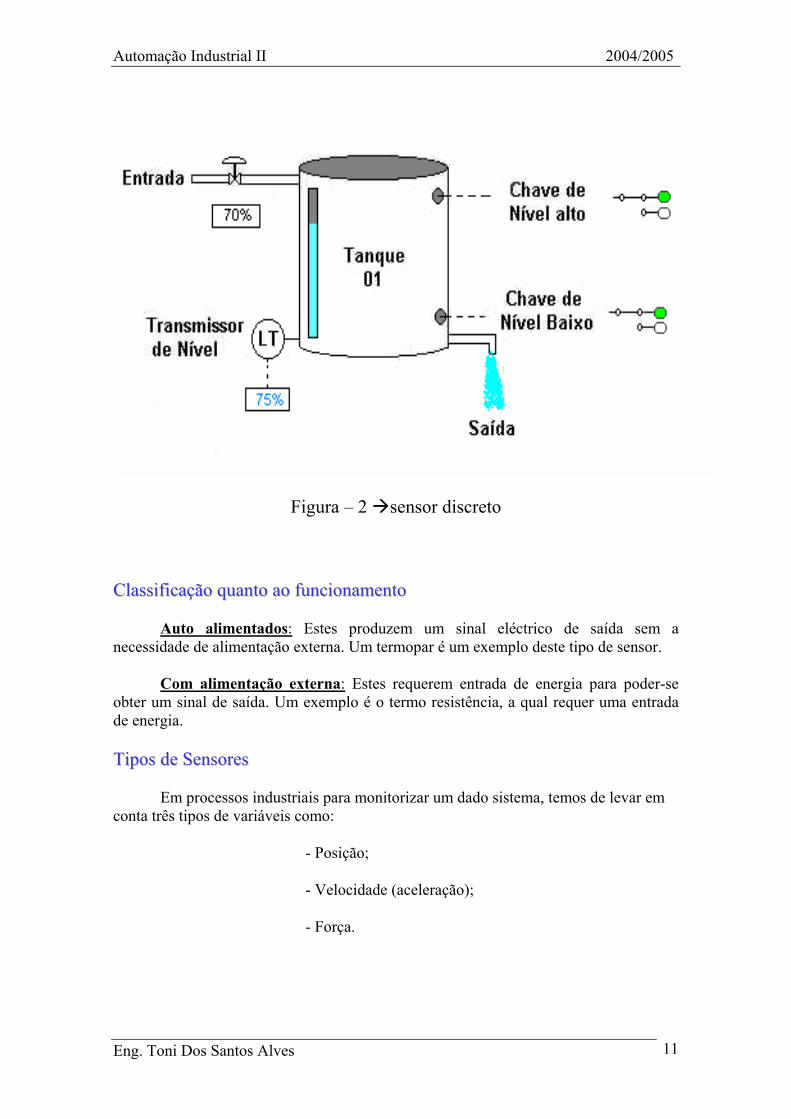
• Sensores discretos – podem apresentar somente dois estados: actuados ou não (figura - 2).
Figura – 1 sensor contínuo
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 11
Figura – 2 sensor discreto
CCllaassssiiffiiccaaççããoo qquuaannttoo aaoo ffuunncciioonnaammeennttoo
Auto alimentados: Estes produzem um sinal eléctrico de saída sem a necessidade de alimentação externa. Um termopar é um exemplo deste tipo de sensor.
Com alimentação externa: Estes requerem entrada de energia para poder-se obter um sinal de saída. Um exemplo é o termo resistência, a qual requer uma entrada de energia.
TTiippooss ddee SSeennssoorreess
Em processos industriais para monitorizar um dado sistema, temos de levar em conta três tipos de variáveis como:
- Posição;
- Velocidade (aceleração);
- Força.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 12
PPoossiiççããoo ee vveelloocciiddaaddee ((aacceelleerraaççããoo))
Estes sensores são dedicados à medição de velocidade, aceleração e/ou posicionamento nos movimentos de máquinas e equipamentos. Podendo ser lineares ou rotativos.
Os lineares, também conhecidos como réguas digitais, são instalados directamente no local onde se realiza o movimento e fornecem medidas de posicionamento directo e instantâneo do mesmo.
Os rotativos são acoplados directamente ao eixo de motores para medir a posição do eixo.
TTiippooss ddee SSeennssoorreess ddee PPoossiiççããoo ee VVeelloocciiddaaddee IInnfflluuêênncciiaa ddaa RReessiissttiivviiddaaddee
Resistividade de um material é a resistência eléctrica de um fio desse material com um metro de comprimento e um metro quadrado de secção.
Legenda:
- comprimento (m) sR .ρ=
S - secção (m2) ρ - resistividade do material R - resistência
O valor da resistividade difere de material para material, pois depende da maior ou menor facilidade com que se deixam circular os electrões livres.
Nota:
- Quanto mais comprido é o condutor maior é a sua resistência; - Quanto mais elevada é a secção do condutor menor é a sua resistência; - A resistência depende também da estrutura atómica do material (o que influencia
o número de choques dos electrões) e do número de electrões livres que este fornece.
m1= S = 1m2
S

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 13
VVaarriiaaççããoo ddaa rreessiissttêênncciiaa ccoomm aa tteemmppeerraattuurraa
A resistividade e portanto a resistência de qualquer condutor metálico não é constante mas aumenta à medida que a sua temperatura se eleva.
A expressão desta variação é dada Por:
Legenda:
R1 resistência inicial
R2 resistência final
α coeficiente de temperatura
( t2 - t1) variação da temperatura
Coeficiente de temperatura (α) de um material é a variação sofrida pela resistência de 1Ω desse material quando a sua temperatura aumenta de 1ºC.
( )[ ]1212 1. ttRR −+= α

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 14
SSeennssoorreess ddee CCoonnttaaccttoo
Simples botões que são accionados quando o robô
bate em algum obstáculo. Uma prática comum usada em
vários robôs móveis é a instalação de pára-choques
ligados a vários micro-botões que detectam uma possível
colisão.
- Destinam-se, como o nome indica, a assinalar quando determinada parte em
movimento atingiu certa posição.
NF ou NCNA ou NO

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 15
SSeennssoorreess LLiinneeaarreess RReessiissttiivvooss ee IInndduuttiivvooss
Os sensores resistivos e os indutivos são mais baratos e mais simples. Consistem na colocação de indutores ou resistências ( figura - 3 ), conforme o caso, ao longo dos eixos de movimentação, sobre os quais são aplicadas tensões fixas.
O colector móvel mede as tensões em pontos intermediários. Devido à presença de contactos eléctricos móveis, a vida útil destes sensores é muito curta (não superior a 1 milhão de operações) e precisão nas medidas é pequena, sendo ainda sujeita a erros causados por ruídos induzidos, como, por exemplo, ruídos de rede de alimentação e ruído branco (ruído ambiente, que cobre todo o espectro de frequências).
Figura – 3 Sensores Lineares: (A) Resistivos, (B) Indutivos

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 16
SSeennssoorr PPootteenncciioommééttrriiccoo
O sensor potenciométrico é simples sensor que opera como um divisor de tensão, onde existe contacto físico entre as partes fixa e móvel. Sendo o seu tempo de vida útil é limitado, aplicando-se a situações normalmente estáticas.
VD
Vs
R1
R2 SD VRR
RV .21
2
+=

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 17
SSeennssoorr LLVVDDTT
O LVDT é um dispositivo electromecânico que produz um sinal eléctrico de saída proporcional ao deslocamento da sua parte móvel – núcleo magnético. É composto por três enrolamentos cilíndricos, um primário (excitado normalmente por uma corrente a.c., normalmente na região dos 1 até 10kHz a 0.5 até 10V r.m.s.) e dois secundários espaçados de forma simétrica relativamente ao primário e ligados entre si em série e em oposição. O núcleo magnético cilíndrico no interior dos enrolamentos encaminha o fluxo magnético através destes. Quando o núcleo se encontra na posição central (posição zero) relativamente aos enrolamentos secundários, as amplitudes das tensões induzidas em cada um dos enrolamentos secundários são iguais, sendo contudo as respectivas polaridades de sinais opostos, resultando assim num sinal de saída nulo.
O output de um LVDT é uma forma de onda de corrente a.c. e por isso, não tem polaridade. A magnitude do output aumenta independentemente da direcção do movimento, a partir da posição zero estabelecida de início.
Aplicações:
- Sistemas de suspensões de automóveis
- Sistemas de medidas de peso
- Manipuladores robóticos

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 18
DDeetteeccttoorreess ddee pprrooxxiimmiiddaaddee
- Destinam-se a detectar a presença ou a ausência de peças. o Sensor Indutivo; o Sensor capacitivo.
Sensor indutivo - Baseiam-se na variação da indutância; - Exigem peças de metais ferrosos, normalmente de aço.
Sensor capacitivo
- Baseiam-se na variação da capacitância; - Permite detecção de materiais ferros e não ferrosos (vidro, água, madeira,
plástico, etc.)
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 19
SSeennssoorr IInndduuttiivvoo
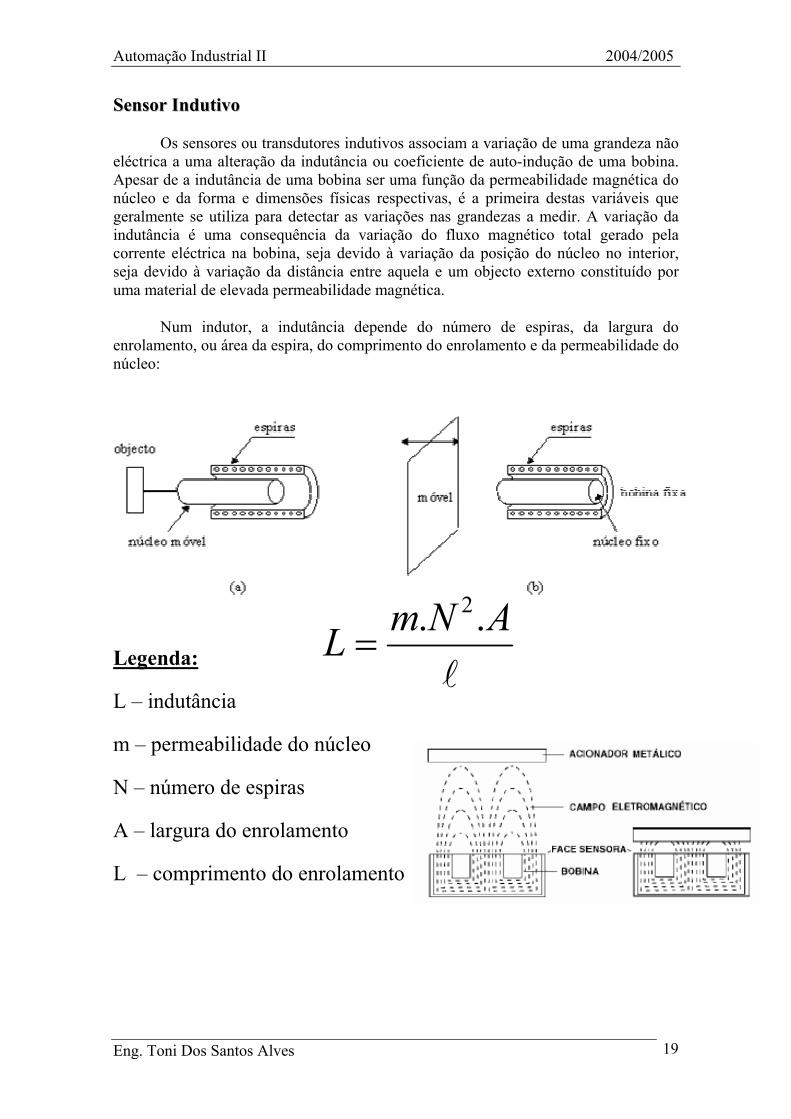
Os sensores ou transdutores indutivos associam a variação de uma grandeza não eléctrica a uma alteração da indutância ou coeficiente de auto-indução de uma bobina. Apesar de a indutância de uma bobina ser uma função da permeabilidade magnética do núcleo e da forma e dimensões físicas respectivas, é a primeira destas variáveis que geralmente se utiliza para detectar as variações nas grandezas a medir. A variação da indutância é uma consequência da variação do fluxo magnético total gerado pela corrente eléctrica na bobina, seja devido à variação da posição do núcleo no interior, seja devido à variação da distância entre aquela e um objecto externo constituído por uma material de elevada permeabilidade magnética.
Num indutor, a indutância depende do número de espiras, da largura do enrolamento, ou área da espira, do comprimento do enrolamento e da permeabilidade do núcleo:
Legenda:
L – indutância
m – permeabilidade do núcleo
N – número de espiras
A – largura do enrolamento
L – comprimento do enrolamento
ANmL .. 2
=

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 20
SSeennssoorr CCaappaacciittiivvoo
Funcionam analogamente como os sensores indutivos, porém para alterar as condições físicas da região sensível, qualquer material pode ser usado, tais como, vidro, madeira, grãos, pós, até mesmo líquidos, pois ao invés de variarmos um campo magnético, o objecto alterará a capacitância de um condensador.
em que,
K - constante dieléctrica
0ε - permitividade = 8,85pF/m
S - área comum das placas
d – separação das placas
A capacitância depende da área das placas S, da constante dieléctrica do meio, K, e da distância entre as placas,d.
Curva Capacitância
Analisando o gráfico capacitância, podemos observar a quase total linearidade da variação da capacitância devido a variação da humidade. Existirá uma pequena diferença de valores se tomarmos o sentido inverso da curva devido a efeitos de histerese (cerca de 2%).
0εε += K
dAKC .. 0ε=

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 21
SSeennssoorr EExxtteennssoommééttrriiccoo
Estes tipos de sensores são utilizados para medir deformações de corpos sólidos, baseando-se no princípio em que a resistência de um condutor é proporcional ao seu comprimento.
A tensão aplicada tende alongar os filamentos, aumentando assim, o seu comprimento e diminuindo a sua secção.
Relembramos então a lei ohm, assim, , a resistência do filamento deverá aumentar.
Legenda:
G - factor de alongamento
K - constante do extensómetro
∆ - Variação do comprimento do extensómetro
- comprimento inicial do extensómetro
R∆ - variação da resistência
R - resistência inicial
IUR =
SR .ρ=
∆=
∆=
∆ GKRR ;.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 22
SSeennssoorreess ÓÓppttiiccooss
Empregam foto-díodos ou foto-transistor e uma fonte luminosa, lâmpada, LED ou laser. Há dois tipos básicos:
- Sensor de reflexão;
- Interrupção de luz.
No sensor de reflexão um feixe luminoso atinge um disco com um furo ou marca de cor contrastante, que gira. O sensor recebe o feixe reflectido, mas na passagem do furo a reflexão é interrompida (ou no caso de marca de cor clara a reflexão é maior), onde é gerado um pulso pelo sensor.
O sensor de interrupção de luz usa também um disco com furo, onde a fonte de luz e o sensor ficam em lados opostos. Na passagem pelo furo, o feixe atinge o sensor, gerando um pulso.
A frequência destes pulsos é igual à velocidade em rps nos dois tipos.
As vantagens destes sensores são o menor tamanho e custo, a maior durabilidade e a leitura à distância. Aplicando -se a sistemas de controlo e em tacómetros portáteis.
CCéélluullaass ffoottooeellééccttrriiccaass
- Baseiam-se em foto-díodos que permite a passagem de corrente eléctrica quando sob um feixe de fotões (raio de luz);
- Destinam-se a detectar a passagem de partes em movimento;
- São constituídas por um elemento emissor e um receptor;
- Existem três tipos de montagem:
o Sistema barragem; o Sistema reflex; o Sistema de proximidade.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 23
* Sistema barragem
- O emissor e o receptor estão separados; - Utilizados para distâncias longas, detecção de objectos opacos e reflectores.
* Sistema reflex
- O emissor e o receptor estão dentro do mesmo invólucro e existe um espelho que reflecte os raios luminosos;
- Utilizados para objectos não reflectores.
* Sistema de proximidade
- O emissor e o receptor estão dentro do mesmo invólucro, mas não existe espelho, sendo a reflexão produzida pela passagem do objecto;
- Está indicado para objectos transparentes ou translúcidos, para a detecção
etiquetas e marcas.
E R
Feixe Luminoso
ER
Feixe Luminoso
Espelho
ER
Feixe Luminoso
Objecto
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 24
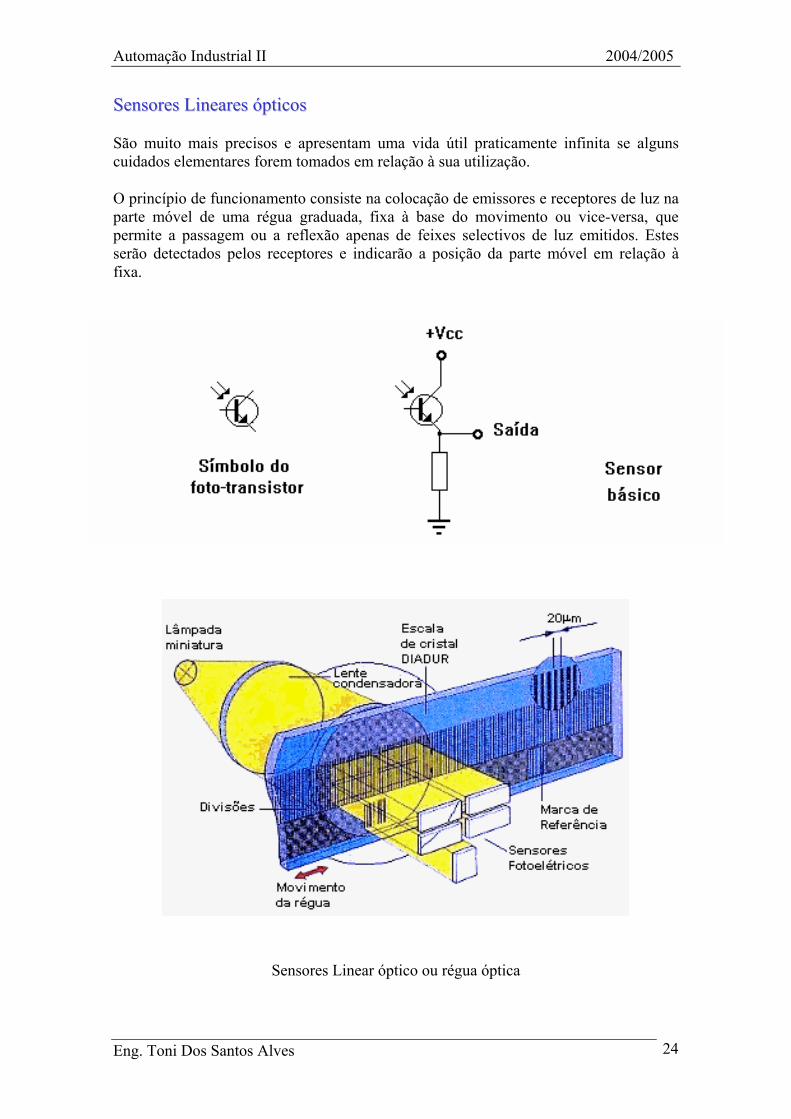
SSeennssoorreess LLiinneeaarreess óóppttiiccooss
São muito mais precisos e apresentam uma vida útil praticamente infinita se alguns cuidados elementares forem tomados em relação à sua utilização.
O princípio de funcionamento consiste na colocação de emissores e receptores de luz na parte móvel de uma régua graduada, fixa à base do movimento ou vice-versa, que permite a passagem ou a reflexão apenas de feixes selectivos de luz emitidos. Estes serão detectados pelos receptores e indicarão a posição da parte móvel em relação à fixa.
Sensores Linear óptico ou régua óptica

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 25
SSeennssoorreess RRoottaattiivvooss óóppttiiccooss
Também conhecidos como encoders, têm o funcionamento aparecido com o caso linear, com o sensor em forma de disco com marcas ou perfurações. Possui características semelhantes ao sensor óptico linear, ou seja, longa vida útil, alta precisão e médio custo. Estes sensores fornecem medidas absolutas ou incrementais, de acordo com as necessidades de cada aplicação.
EEnnccooddeerrss IInnccrreemmeennttaaiiss
Este tipo de encoder fornece informações sobre o movimento executado e a direcção da rotação do motor. Encoders incrementais geram um certo número de impulsos por rotação. O número de cada impulso é a medida da distância movida (angular ou linear), ou seja:
- Contando os pulsos e conhecendo o ângulo inicial, obtém-se por cálculo a posição;
- O sentido de rotação é determinado fornecendo um segundo sinal desfasado aproximadamente de 90º, em avanço ou atrasado em função da direcção
Um disco codificado é montado no eixo. O disco é dividido em segmentos separados que são alternadamente opacos ou transparentes.
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 26
EEnnccooddeerrss aabbssoolluuttooss
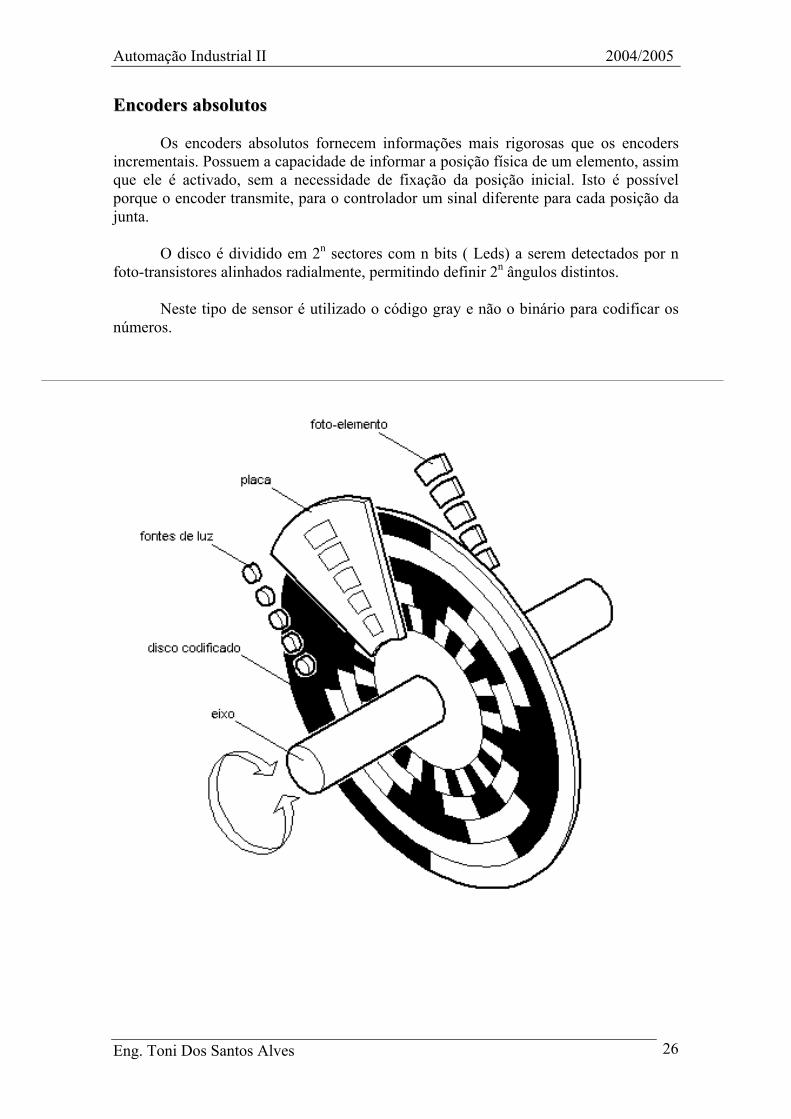
Os encoders absolutos fornecem informações mais rigorosas que os encoders incrementais. Possuem a capacidade de informar a posição física de um elemento, assim que ele é activado, sem a necessidade de fixação da posição inicial. Isto é possível porque o encoder transmite, para o controlador um sinal diferente para cada posição da junta.
O disco é dividido em 2n sectores com n bits ( Leds) a serem detectados por n foto-transistores alinhados radialmente, permitindo definir 2n ângulos distintos.
Neste tipo de sensor é utilizado o código gray e não o binário para codificar os números.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 27
Exemplo:
SSeennssoorr ddee vveelloocciiddaaddee ppoorr eeffeeiittoo ddee HHaallll
Os sensores magnéticos de efeito Hall têm seu princípio de funcionamento baseado na colocação de um imã fixo no eixo rotor e sensores de efeito Hall que detectam a passagem do campo magnético pelos mesmos, detectando velocidade e posição do eixo em movimento. Sua vida útil é longa, são robustos e baratos, no entanto, sua instalação é difícil, o que limita sua aplicação, além de possuir sérias restrições quanto à temperatura de operação.
decimal binário gray 1 001 001 2 010 011 3 011 010 4 100 110 5 101 111 6 110 101 7 111 100 ...

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 28
SSeennssoorr MMaaggnnééttiiccoo
São sensores que efectuam um accionamento electrónico mediante a presença de um campo magnético externo, próximo e dentro da zona sensível do sensor, proveniente na maioria dos casos de um íman permanente. Estes sensores podem ser sensíveis aos dois pólos do íman NORTE ou SUL ou ser sensível a apenas um pólo.
TTeerrmmooppaarr
Define-se como termopar o conjunto de dois fios de metais ou ligas metálicas diferentes, unidos em uma das extremidades. O ponto de união dos fios é denominado junta de medida ou junta quente. A outra extremidade é chamada junta de referência ou junta fria.
Quando submetemos as juntas a diferentes temperaturas, há uma geração de tensão ( Força Electromotriz ou f.e.m.), facilmente é detectável por um voltímetro ligado à junta de referência. Verifica-se que quanto maior for a diferença de temperatura, maior será a f.e.m. gerada.
Os termopares são classificados em três grandes categorias:
• Básicos - São os mais usados na indústria, tem preços mais acessíveis e precisão compatíveis com a maioria dos processos.
• Nobres - São utilizados em processos com temperaturas superiores a 1.200°C ou quando é requerida alta precisão.
• Especiais - São utilizados em laboratório.
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 29
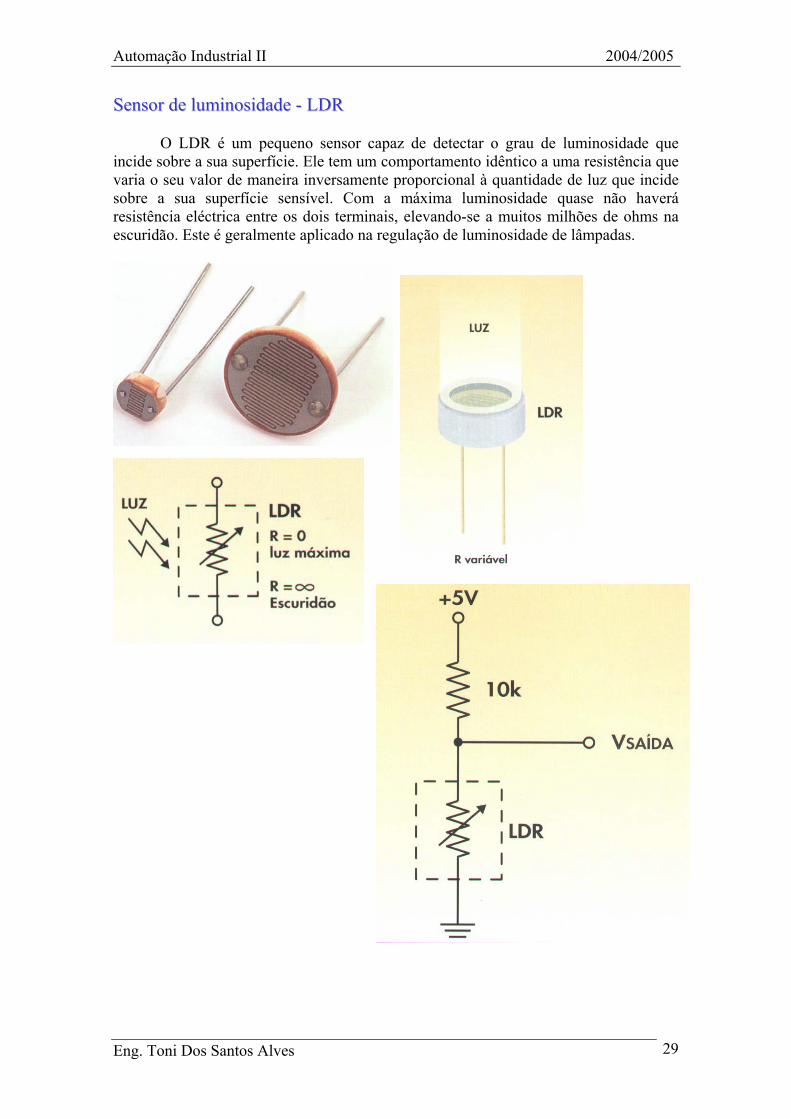
SSeennssoorr ddee lluummiinnoossiiddaaddee -- LLDDRR
O LDR é um pequeno sensor capaz de detectar o grau de luminosidade que incide sobre a sua superfície. Ele tem um comportamento idêntico a uma resistência que varia o seu valor de maneira inversamente proporcional à quantidade de luz que incide sobre a sua superfície sensível. Com a máxima luminosidade quase não haverá resistência eléctrica entre os dois terminais, elevando-se a muitos milhões de ohms na escuridão. Este é geralmente aplicado na regulação de luminosidade de lâmpadas.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 30
SSeennssoorr UUllttrraa--SSoonniiccooss
Os ultra-sons são sensores formados por um emissor e um receptor que utilizam a variação da frequência para detectar a distância de um obstáculo. Estes têm aplicação na micro-robótica onde são muito eficazes na detecção de obstáculos e para ajudar na tomada de decisões, conforme a distância em relação ao objecto.
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 31
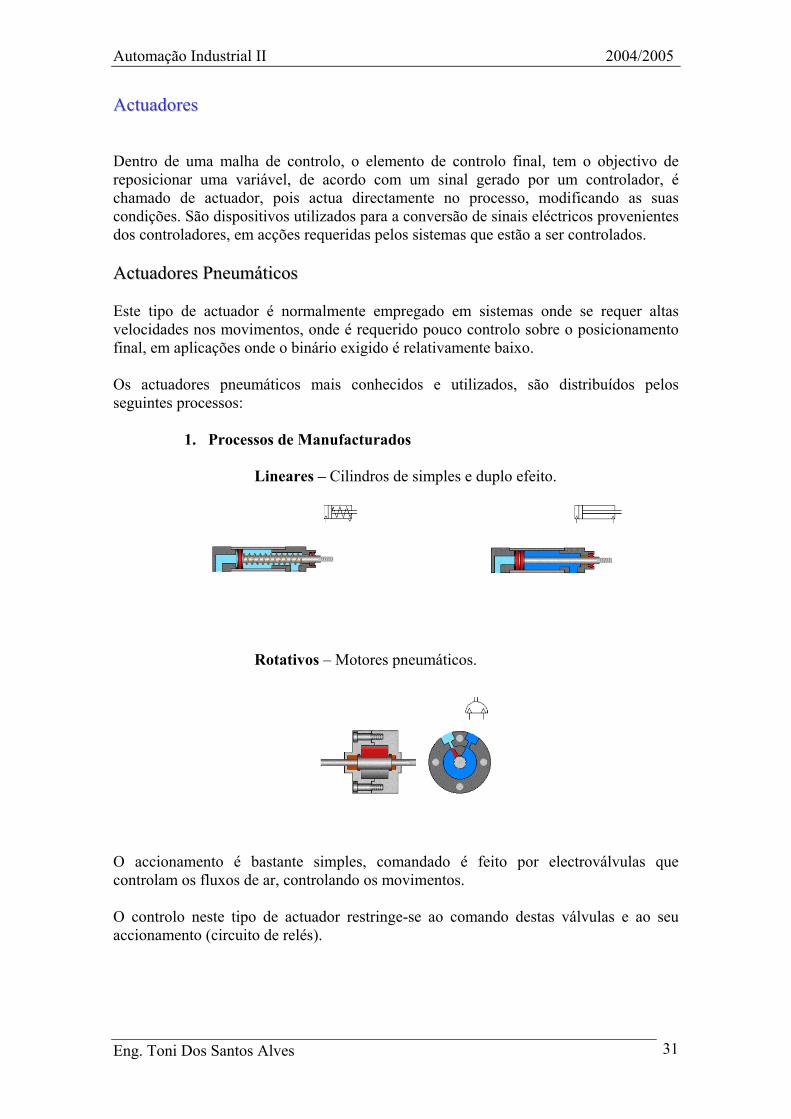
AAccttuuaaddoorreess Dentro de uma malha de controlo, o elemento de controlo final, tem o objectivo de reposicionar uma variável, de acordo com um sinal gerado por um controlador, é chamado de actuador, pois actua directamente no processo, modificando as suas condições. São dispositivos utilizados para a conversão de sinais eléctricos provenientes dos controladores, em acções requeridas pelos sistemas que estão a ser controlados. AAccttuuaaddoorreess PPnneeuummááttiiccooss Este tipo de actuador é normalmente empregado em sistemas onde se requer altas velocidades nos movimentos, onde é requerido pouco controlo sobre o posicionamento final, em aplicações onde o binário exigido é relativamente baixo. Os actuadores pneumáticos mais conhecidos e utilizados, são distribuídos pelos seguintes processos:
1. Processos de Manufacturados
Lineares – Cilindros de simples e duplo efeito.
Rotativos – Motores pneumáticos.
O accionamento é bastante simples, comandado é feito por electroválvulas que controlam os fluxos de ar, controlando os movimentos. O controlo neste tipo de actuador restringe-se ao comando destas válvulas e ao seu accionamento (circuito de relés).

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 32
2. Processos Contínuos
Em processos contínuos, a válvula de controlo é um actuador capaz de regular a quantidade de um fluído (líquido, gás ou vapor) que escoa através de uma tubagem, por meio do posicionamento relativo. Nestas válvulas a actuação é feita, na maioria das vezes, por dispositivos pneumáticos, por isto são chamadas também de válvulas de controlo pneumáticas. AAccttuuaaddoorreess HHiiddrrááuulliiccooss São utilizados principalmente em sistemas onde são requeridos elevados binários, sobretudo no accionamento de máquinas de grande porte. Assim como no caso dos actuadores pneumáticos, estes podem ser lineares (cilindros simples ou duplo efeito) ou rotativos (motores hidráulicos).
O accionamento, assim como no caso dos pneumáticos, é bastante simples, o comando é feito por electroválvulas que controlam os fluxos de óleo, controlando os movimentos. O controlo neste tipo de actuador restringe-se ao comando destas válvulas e ao seu accionamento (circuito de relés). AAccttuuaaddoorreess EEllééccttrriiccooss Este tipo de actuador é o mais empregado em aplicações industriais de uma forma geral. As facilidades de instalação, os baixos custos de instalação e o desenvolvimento de circuitos electrónicos para o seu accionamento, fizeram deste tipo de actuador o mais popular, não apenas de uso industrial mas também para uso geral. Aplicações
• Bombas; • Válvulas de controlo (actuador eléctrico); • Eixos de máquinas ferramenta; • Articulações de Robôs; • etc.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 33
RReellééss
Um relé é caracterizado por uma variável de comando (excitação da bobina) e por uma variável comandada (contactos que podem abrir ou fechar).
Numeração nos contactos relés Contacto Normalmente aberto Contacto Norm. fechado Bobina
R1 14 11
R1
12 11
A2 A1
R1

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 34
CCoonnttaaccttoorr TTrraannssllaaççããoo ee AAcceessssóórriiooss
Aparelho de corte e comando, accionado em geral por meio de um electroíman,
concebido para executar elevado número de manobras.
Permite a interrupção ou estabelecimento de correntes e potências elevadas, mediante correntes e potências fracas.
Permite também ser comandados à distância por meio de contactos diminutos e sensíveis, tais como botões de pressão, manipuladores e ainda automaticamente, por meio detectores: termóstatos, interruptores de fim curso, bóias, etc. Vantagens contactor:
- Permite fazer o comando de receptores com um consumo reduzido nas bobinas;
- Permite efectuar o comando local e à distância de determinados
circuitos comando simultâneo a partir de certos locais;
- Permite efectuar o comando automático e semi-automático de circuitos utilizando os sensores adequados;
- Permite o comando manual (utilizando botoneiras) e o comando
automático (utilizando sensores). Partes do contactor:
- Contactos auxiliares; - Contactos principais; - Circuito electromagnético; - Suporte ou estrutura do aparelho.
1- Câmara de grelhas; 2- Contacto móvel; 3- Contacto fixo; 4- Espira de frager; 5- Bobina; I0 – Corrente cortada.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 35
Contactos auxiliares - são aqueles que servem para o comando e sinalização do contactor.
Contactos principais – servem para realizar o fecho ou abertura do circuito principal (circuito potência), pelo qual é fornecida a corrente ao circuito de utilização. CCiirrccuuiittoo eelleeccttrroommaaggnnééttiiccoo Pode ser para corrente alternada ou continua.
O circuito magnético é constituído essencialmente por:
- Núcleo; - Armadura; - Bobina.
KM1
11 13
12 14
A1
A2
KM1
1 3 5
2 4 6
A1
A2
F
Armadura
Bobina Núcleo Bobina

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 36
EExxeerrccíícciioo PPrrááttiiccooss –– SSeennssoorreess SSeennssoorreess rreessiissttiivvooss 1 – O elemento aquecedor de um irradiador, constituído por um fio de cromoníquel de 0,5mm de diâmetro deverá ter uma resistência de 40Ω. Determine o comprimento que o fio deve ter. Resolução: d = 0,5mm R = 40Ω ρ = 1,1Ω.mm2/m L = ? 2 – O fio de cobre da bobina de um electroíman tem um comprimento de 100m e uma secção de 0,5mm2. Em funcionamento a bobina aquece até 60ºC.
Sabendo que a resistividade do cobre a 20ºC é de 0,017Ω.mm2/m e com um coeficiente temperatura de 0,004. Calcule o valor da resistência a 20ºC e a 60ºC. Resolução: L = 100m Resistência a 20ºC R1 = S = 0,5mm ρ = 0,017Ω.mm2/m
α = 0,004 t2 = 60ºC Resistência a 60ºC R2 = 3 – Numa estufa temos uma termorresistência de níquel que tem a 20ºC uma resistência de 50Ω. Em funcionamento normal da estufa a resistência é de 65Ω. Calcule a temperatura atingida nesta em funcionamento normal, sabendo que o coeficiente de temperatura do níquel é de 0,006.
22
2 196,025,0.14,3. mmrS =
== π
mSR 13,71,1196,0.40.
===ρ
Ω== 4,35,0100.017,0.
sρ
( )[ ] ( )[ ] Ω=−+=−+ 94,32060004,014,31. 121 ttR α
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 37
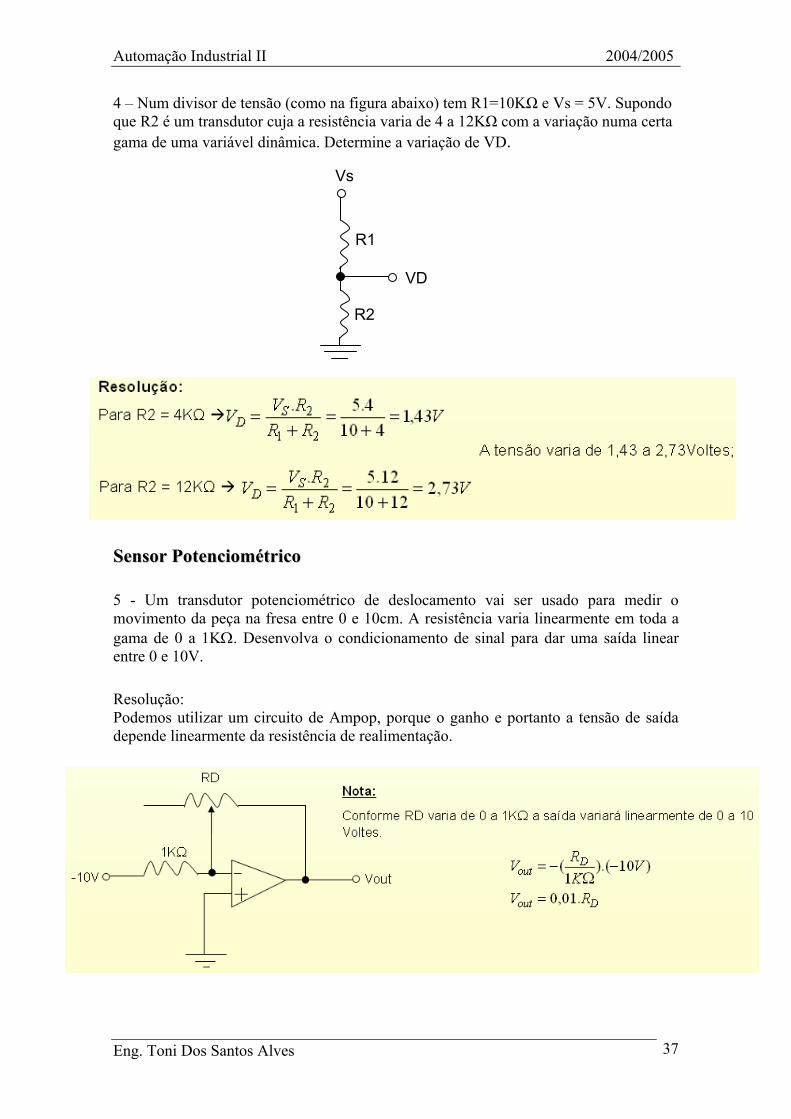
4 – Num divisor de tensão (como na figura abaixo) tem R1=10KΩ e Vs = 5V. Supondo que R2 é um transdutor cuja a resistência varia de 4 a 12KΩ com a variação numa certa gama de uma variável dinâmica. Determine a variação de VD.
SSeennssoorr PPootteenncciioommééttrriiccoo 5 - Um transdutor potenciométrico de deslocamento vai ser usado para medir o movimento da peça na fresa entre 0 e 10cm. A resistência varia linearmente em toda a gama de 0 a 1KΩ. Desenvolva o condicionamento de sinal para dar uma saída linear entre 0 e 10V. Resolução: Podemos utilizar um circuito de Ampop, porque o ganho e portanto a tensão de saída depende linearmente da resistência de realimentação.
VD
Vs
R1
R2
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 38
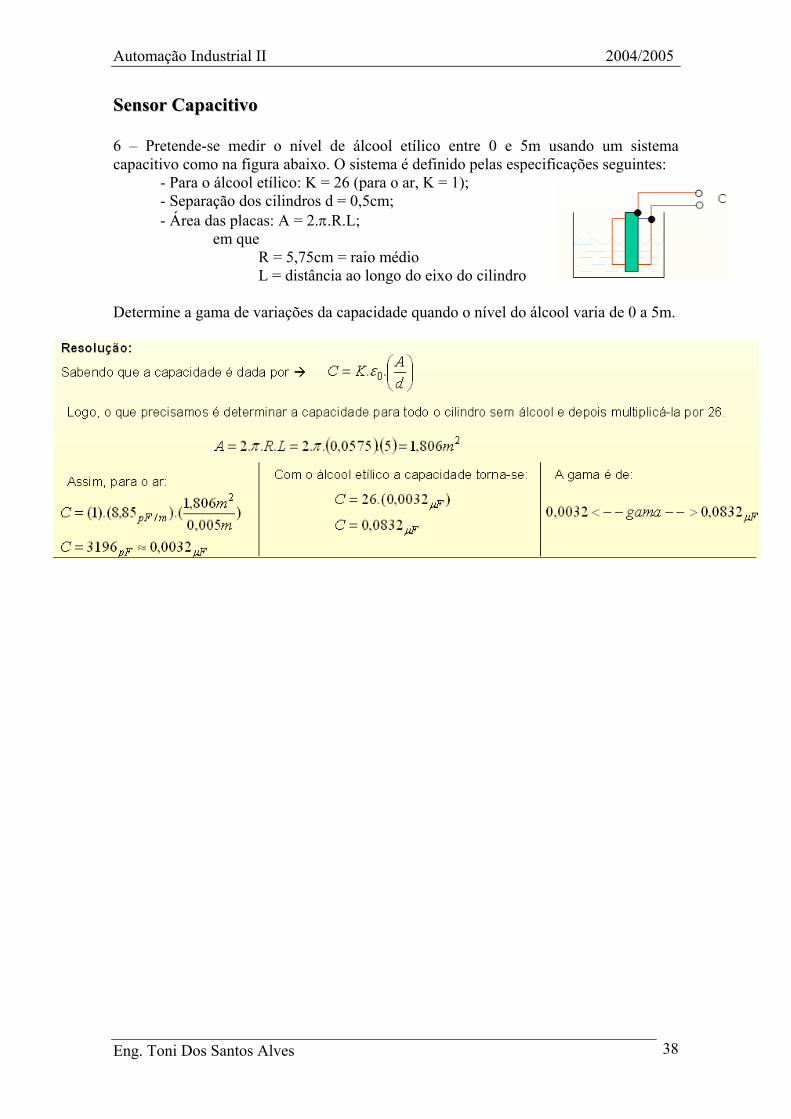
SSeennssoorr CCaappaacciittiivvoo 6 – Pretende-se medir o nível de álcool etílico entre 0 e 5m usando um sistema capacitivo como na figura abaixo. O sistema é definido pelas especificações seguintes: - Para o álcool etílico: K = 26 (para o ar, K = 1); - Separação dos cilindros d = 0,5cm; - Área das placas: A = 2.π.R.L; em que R = 5,75cm = raio médio L = distância ao longo do eixo do cilindro Determine a gama de variações da capacidade quando o nível do álcool varia de 0 a 5m.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 39
LLaabboorraattóórriioo ddee aavvaalliiaaççããoo nn..ºº11 –– CCoonnttrroolloo ddee iilluummiinnaaççããoo
Através do sensor de luminosidade (LDR), pretende ligar uma lâmpada aquando de noite e desliga-la aquando de dia. Para isso deve apresentar um circuito eléctrico, que resolva a solução.
Aconselha-se os alunos a utilizarem o circuito de relés para a parte
de potência.
Para o laboratório deve apresentar o circuito completo, implementa-lo numa breaboard existente no laboratório e chegar à solução pretendida.
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 40
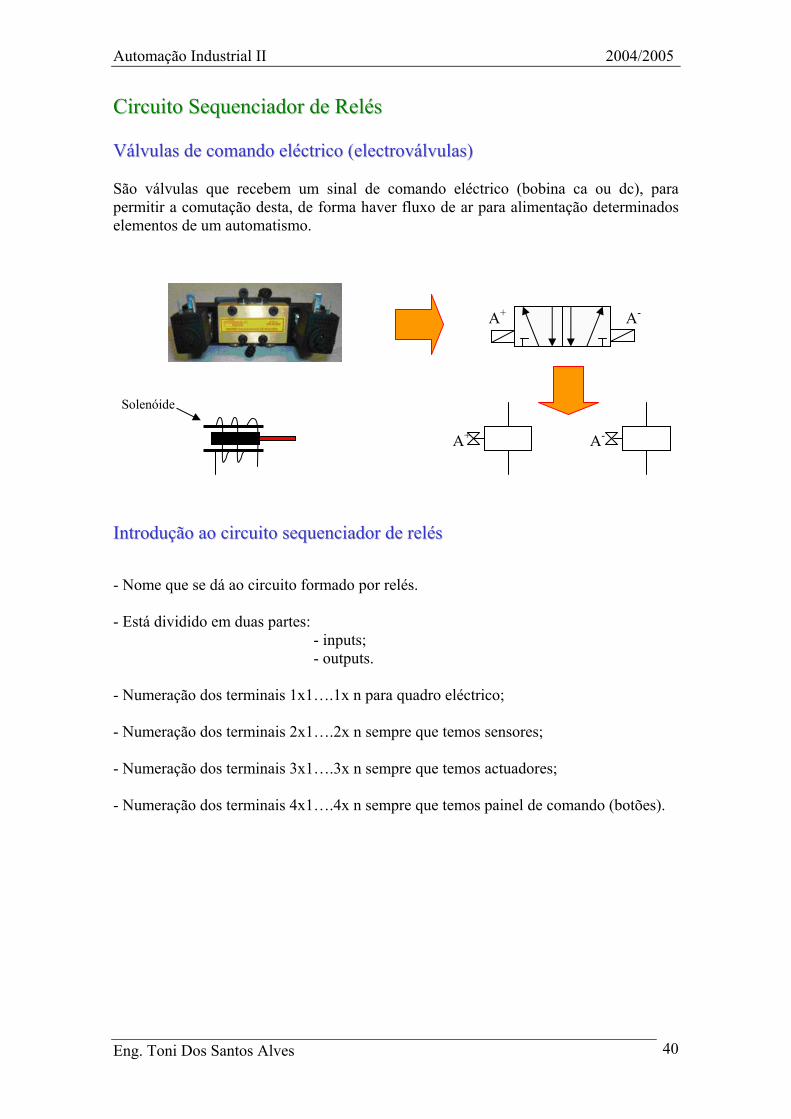
CCiirrccuuiittoo SSeeqquueenncciiaaddoorr ddee RReellééss VVáállvvuullaass ddee ccoommaannddoo eellééccttrriiccoo ((eelleeccttrroovváállvvuullaass)) São válvulas que recebem um sinal de comando eléctrico (bobina ca ou dc), para permitir a comutação desta, de forma haver fluxo de ar para alimentação determinados elementos de um automatismo.
IInnttrroodduuççããoo aaoo cciirrccuuiittoo sseeqquueenncciiaaddoorr ddee rreellééss - Nome que se dá ao circuito formado por relés. - Está dividido em duas partes:
- inputs; - outputs.
- Numeração dos terminais 1x1….1x n para quadro eléctrico; - Numeração dos terminais 2x1….2x n sempre que temos sensores; - Numeração dos terminais 3x1….3x n sempre que temos actuadores; - Numeração dos terminais 4x1….4x n sempre que temos painel de comando (botões).
A+ A-
A+ A-
Solenóide

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 41
EExxeemmpplloo:: CCiicclloo ((AA++ AA--)) Diagrama de funcionamento / Equações / Circuito electro-pneumático CCiirrccuuiittoo eellééccttrriiccoo –– SSeeqquueenncciiaaddoorr rreellééss
Inputs
0 1 2 1
A 0
a1
a0
A+ A-
Equações: A+ = St.a0 A- = a1 Elementos activos: a1; a0 Elementos passivos: St
a0 a1
A
A+ A-
St
1 2 3
R2 R3 R1
Sta1 a0
R2
1x1
2x1
2x2 1x2
2x3 1x3
4x2 1x4
4x1 13 14
13 14
13 14
14 11
A F
3
A F
5
A F
4

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 42
Outputs EEssqquueemmaa ddee ccaabbllaaggeemm TTaabbeellaa ddee ccaabbllaaggeennss
1x2 ---W1---2x2 1x3 ---W1 ---2x3 1x4 ---W3 ---4x2 1x5 ---W2 ---3x2 1x6 ---W2 ---3x3 4x1 --- 2x1
4 5
A+ A-
R3 R1
3x1
2x1
1x5 3x2
1x6 3x3
14 11
14 11
Sensores
2x1 2 3
a0 a1
Painel de comando
St
4x 1 2
Actuadores
A+ A-
3x1 2 3
W1
W3 W2
Quadro eléctrico 1x 1 2 3 4 5 6

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 43
EExxeerrccíícciioo:: CCiirrccuuiittooss SSeeqquueenncciiaaddoorreess
Dado o ciclo A+B+(A-B-), responda às seguintes alíneas:
a. Represente o diagrama de funcionamento; b. Obtenha as equações pneumáticas;
c. Construa o circuito electro-pneumático;
d. Construa o circuito sequenciador de relés;
e. Faça a representação do esquema de cablagem, da alínea d);
f. Estabeleça a tabela cablagem, da alínea e).

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 44
LLaabboorraattóórriioo ddee aavvaalliiaaççããoo nn..ºº22 –– CCoonnttrroolloo ddee ssiisstteemmaass ppnneeuummááttiiccooss ccoomm rreellééss Através da representação gráfica de um ciclo, pretende-se projectar um circuito de relés para o controlo dos cilindros. Para o laboratório deve apresentar as seguintes alíneas:
• O ciclo correspondente; • O circuito electro-pneumático;
• O circuito sequenciador de relés (inputs e outputs);
• O esquema de cablagem.
A
B
0 1 2 3

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 45
AAuuttóómmaattooss PPrrooggrraammáávveeiiss
Autómato programado – é um aparelho electrónico digital que utiliza uma memória programada para armazenar instruções e para implementar funções especificas tais como, operações lógicas, sequenciais, temporizadas e aritméticas para controlo de máquinas e processos.
VVaannttaaggeennss ddoo aauuttóómmaattoo pprrooggrraammáávveell
- Flexibilidade – o mesmo autómato pode ser utilizado em aplicações distintas, bastando para tal reprogramá-lo;
- Expansibilidade – pode ser alterado o número de entradas e saídas
(dependendo do tipo autómato);
- Baixo custo – largo desenvolvimento tecnológico, possibilita soluções mais baratas;
- Simulação – o programa de um autómato pode ser testado “ off-
line”;
- Observação – pode ser observada o funcionamento do programa passo a passo e a “online”;
- Velocidade – executa as instruções rapidamente, permitindo
controlar diversas máquinas em simultâneo;
- Facilidade de programar – permite a utilização de várias linguagens de programação, fáceis e simples (STL, LAD, CSF, Grafcet);
- Fiabilidade – os componentes electrónicos são mais fiáveis que
outros componentes;
- Segurança – o programa só pode ser alterado por um operador autorizado;
- Documentos – permite a impressão do programa através de uma
vulgar impressora, em contraste com outros métodos em que uma alteração obriga a efectuar outro esquema de funcionamento.
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 46
DDeessvvaannttaaggeennss ddoo aauuttóómmaattoo pprrooggrraammáávveell
- Tecnologia – devido a ser utilizada tecnologia recente é mais difícil a obtenção de operadores aptos para programar;
- Ambiente – não pode ser utilizados em condições ambientais
adversas (alta temperatura, vibrações e em zonas de trovoadas constantes);
- Preço – depende da aplicação. Existem situações em que a
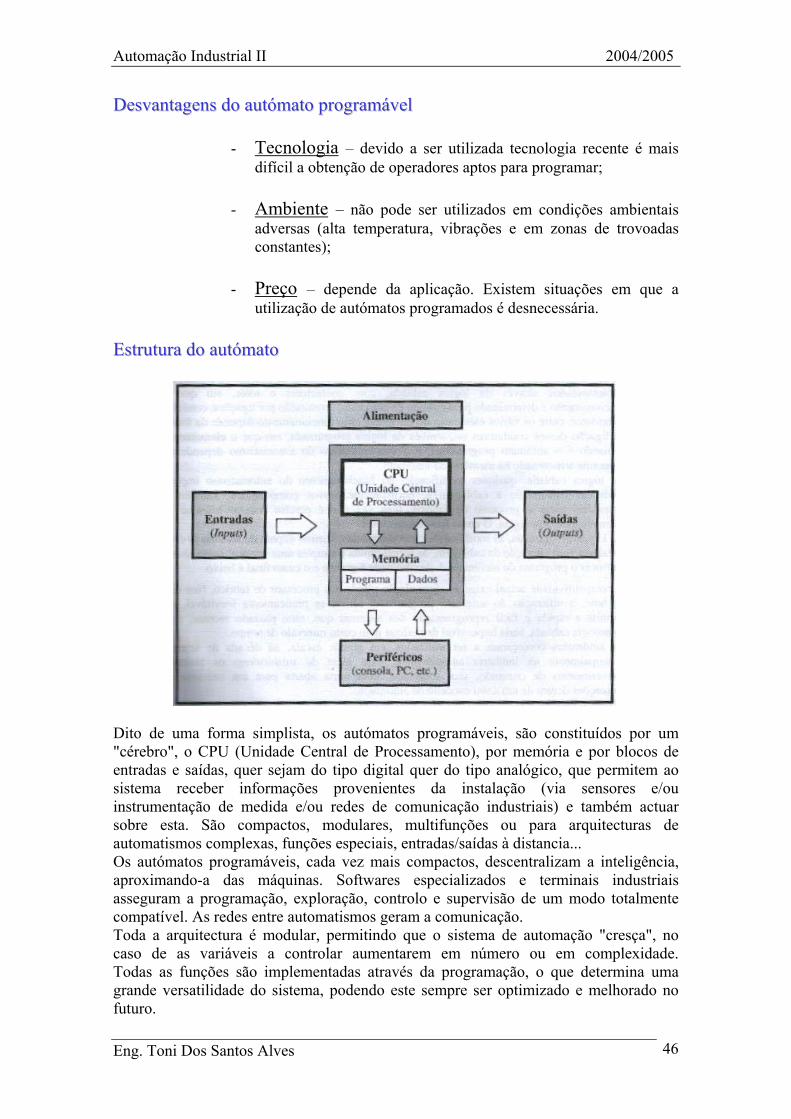
utilização de autómatos programados é desnecessária. EEssttrruuttuurraa ddoo aauuttóómmaattoo Dito de uma forma simplista, os autómatos programáveis, são constituídos por um "cérebro", o CPU (Unidade Central de Processamento), por memória e por blocos de entradas e saídas, quer sejam do tipo digital quer do tipo analógico, que permitem ao sistema receber informações provenientes da instalação (via sensores e/ou instrumentação de medida e/ou redes de comunicação industriais) e também actuar sobre esta. São compactos, modulares, multifunções ou para arquitecturas de automatismos complexas, funções especiais, entradas/saídas à distancia... Os autómatos programáveis, cada vez mais compactos, descentralizam a inteligência, aproximando-a das máquinas. Softwares especializados e terminais industriais asseguram a programação, exploração, controlo e supervisão de um modo totalmente compatível. As redes entre automatismos geram a comunicação. Toda a arquitectura é modular, permitindo que o sistema de automação "cresça", no caso de as variáveis a controlar aumentarem em número ou em complexidade. Todas as funções são implementadas através da programação, o que determina uma grande versatilidade do sistema, podendo este sempre ser optimizado e melhorado no futuro.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 47
SSiisstteemmaass AAuuttoommááttiiccoo
Um sistema automático é constituído por duas grandes partes, uma é a parte
operativa ( ou parte de potência), outra a parte de comando.
EEssttrruuttuurraa ddooss ssiisstteemmaass AAuuttoommááttiiccooss
DDiiáállooggoo HHoommeemm –– MMááqquuiinnaa A automação de um processo industrial resulta, em termos de hardware, da interligação e coordenação de diversas disciplinas. Podem-se destacar:
-- Sensores e Instrumentação de Medida
Os sensores são os órgãos de visão da automação, transmitindo ao COMANDO as informações relativas ao estado do processo industrial. Podem ser divididos nas seguintes classes:
- Detectores; micro-interruptores, fins de curso, detectores de proximidade (indutivos, capacitivos, ultra-sónicos, etc.) células fotoeléctricas, detectores de identificação (leitores código de barras), etc.
Parte Operativa
Amplificadores
Sensores
Parte Comando
Actuadores Processamento
Comunicação
Processo Outros Automatismos
Diálogo

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 48
- Sensores; de posição (medidores de posição absoluta e/ou incremental), de temperatura (termopares, PT1000, termóstatos bimetálicos, sondas resistivas de platina ou níquel), de pressão (de efeito capacitivo, piezeléctrico ou células de tensão, de caudal (de princípio electromagnético, ultra-sónico e mássico), de peso, etc.
• Actuadores No sistema, os actuadores funcionam como "mãos", executando as ordens de COMANDO, actuando directamente sobre o equipamento envolvido no processo industrial, incluem-se neste grupo os seguintes:
- Relés auxiliares; - Contactores e conversores electrónicos; - Variadores de velocidade/frequência; - Electrovalvulas e válvulas motorizadas; - Servomecanismos de posicionamento; - Pneumáticos, hidráulicos ou eléctricos.
• Equipamento de Comando
O equipamento de comando funciona como o "cérebro" do sistema de automação, recebendo as informações dos sensores e, em função delas e de acordo com parâmetros pré-definidos, transmite "ordens" aos actuadores.
• Diálogo Homem/Máquina Este tipo de equipamento, também denominado de Terminal de Diálogo permite a comunicação do(s) operador(es) com a(s) máquina(s) ou processo(s), nomeadamente para escolher programas e alterá-los se necessário (e permitido), visualizar as variáveis mais importantes do processo, definir e alterar parâmetros, reagir a alarmes, iniciar e parar o processo, etc. Existe uma vasta gama de produtos no mercado com estas funções, Existem desde as simples consolas (terminais industriais) alfanuméricos, até ás mais evoluídas (gráficas, com touch scren). sendo que umas privilegiam o preço, outras a funcionalidade e interoperacionalidade com outros sistemas, com maior ou menor individualização do equipamento e outras ainda uma maior personalização.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 49
CCoommuunniiccaaççããoo ddoo aauuttóómmaattoo pprrooggrraammaaddoo ccoomm ooss pprrooggrraammaaddoorreess
• Consolas programação manual onde a comunicação é feita por um cabo directo para o autómato ( a consola destina à programação e regulação dos autómatos, permitindo a programação em linguagem lista de instruções);
• PC’s cabo com conversor da ligação RS 232 do computador para a ligação
RS 485 do autómato.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 50
Edição de programas
- todos os programadores permitem STL, base de todas as outras linguagens;
- linguagens gráficas, (LAD, CSF e Grafcet) com base em PC’s e terminais;
- linguagens de alto-nível (C++, Pascal, etc.) também possíveis mas pouco utilizadas.
Exemplo de um autómato (entradas, saídas e alimentação)

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 51
PPrrooggrraammaaççããoo ddee AAuuttóómmaattooss PPrrooggrraammáávveeiiss LLiinngguuaaggeennss ddee pprrooggrraammaaççããoo
• STL “Statement List” – lista de instruções; • LAD “Ladder Diagram” – lógica de contactos;
• CSF ”Control System Flow-Chart” – blocos funcionais;
• Grafcet gráfico funcional de comando etapa transição.
STL – lista de instruções
• Obedece à norma Din 19239; • Os nomes das operações lógicas, instruções, variam de fabricante para fabricante
de autómatos programados;
• As operações lógicas são efectuadas em função dos valores lógicos das entradas, saídas, contadores, temporizadores, etc. Sendo atribuído o resultado a outra variável.
LAD – lógica de contactos
• Linguagem gráfica; • Verifica a passagem de corrente por diversos sensores com o objectivo de fazer
actuar uma saída (actuador).
• Contactos abertos e fechados
--> contacto aberto ==> valor lógico = 0 --> contacto fechado ==> valor lógico = 1
--> Produto lógico ==> a . b
a
a
a b

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 52
--> Soma lógica ==> a + b Diagrama LAD Função lógica : F = a . b CSF – blocos funcionais
• Simbologia gráfica semelhante aos circuitos electrónicos. Função --> F = a . b . c + d
a
b
a b F
+ -
&
≥1 F
a
b
c
d
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 53
Grafcet
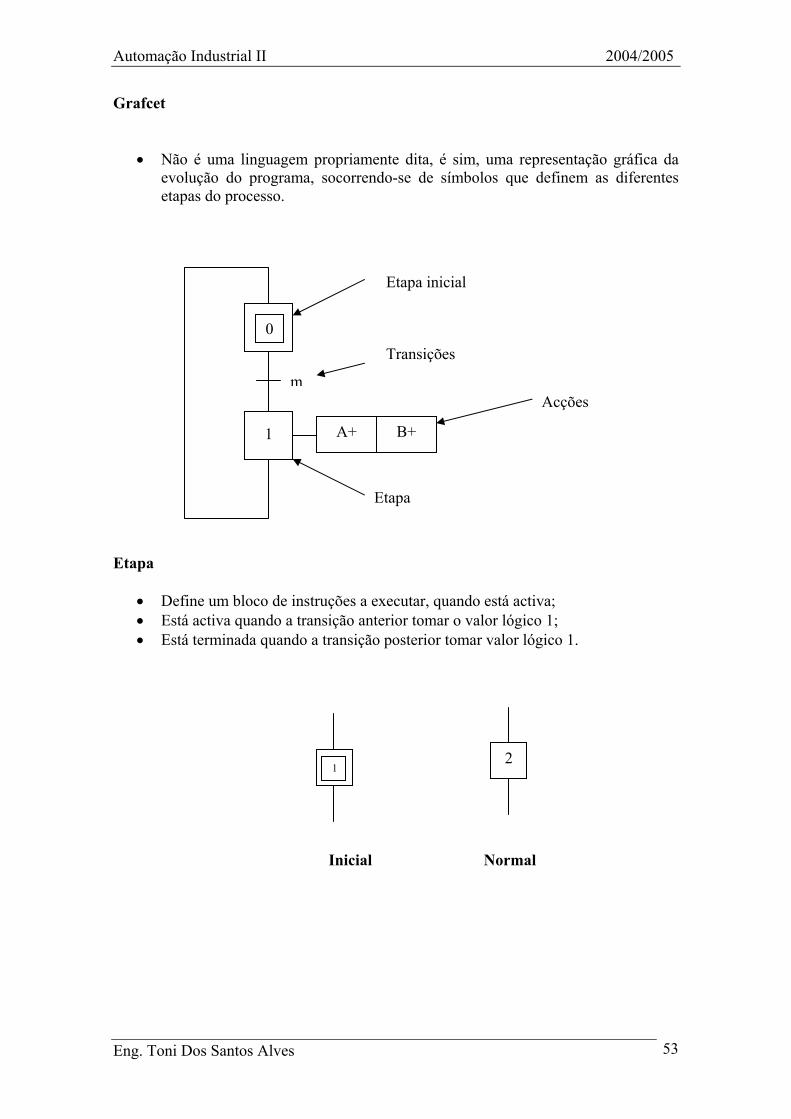
• Não é uma linguagem propriamente dita, é sim, uma representação gráfica da evolução do programa, socorrendo-se de símbolos que definem as diferentes etapas do processo.
Etapa
• Define um bloco de instruções a executar, quando está activa; • Está activa quando a transição anterior tomar o valor lógico 1; • Está terminada quando a transição posterior tomar valor lógico 1.
Inicial Normal
0
1
m
A+ B+
Acções
Transições
Etapa inicial
Etapa
12

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 54
Transição
• condição de evolução de uma etapa para a outra; • actuação de uma transição, implica desactivar a etapa anterior e activar a
seguinte. Execução paralela Execução alternativa
3
4 5
3
4 5

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 55
AAuuttóómmaattooss CCPPMM
Modelo de autómato fabricado pela empresa Omron, que pode ser programado através de:
• Consola em linguagem lista de instruções; • Computador em linguagem de contactos ou em linguagem lista de instruções.
Autómato CPM1A – 20 E/S

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 56
Sinalizadores
EEnnddeerreeççooss ddooss tteerrmmiinnaaiiss ddee eennttrraaddaass ee ssaaííddaass

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 57
IInnssttrruuççõõeess bbáássiiccaass

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 58
SSíímmbboolloo ddaass iinnssttrruuççõõeess bbáássiiccaass
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 59
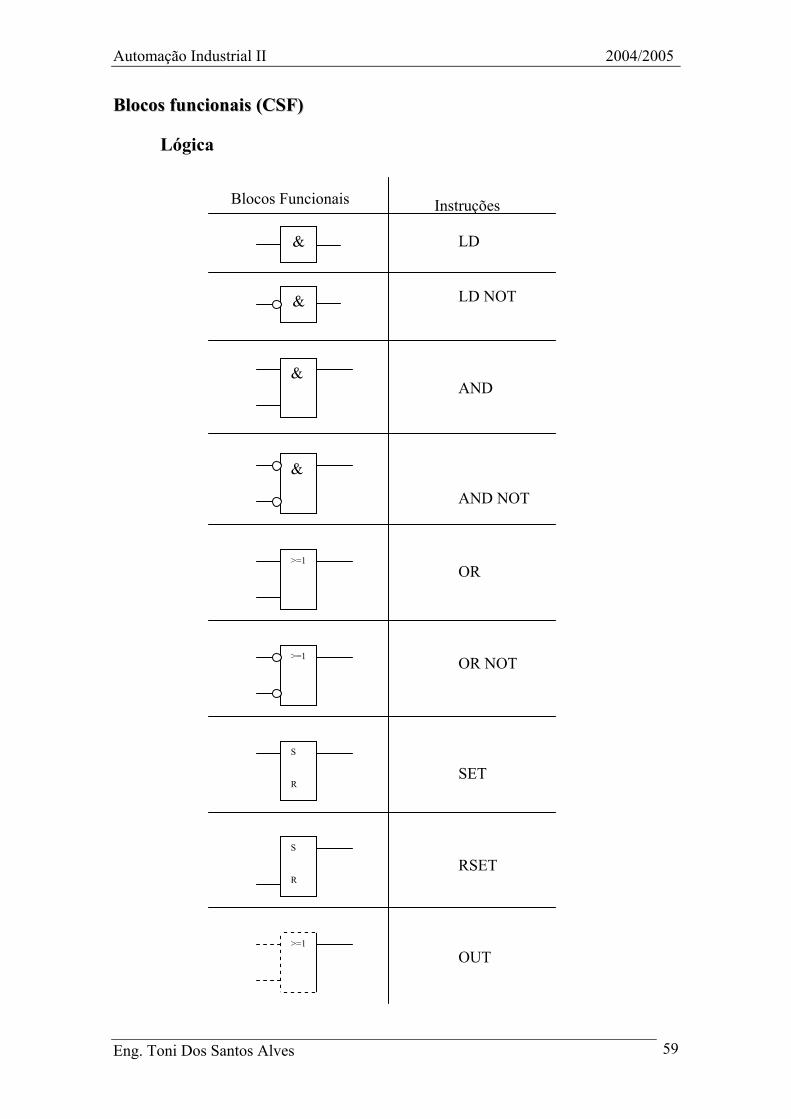
BBllooccooss ffuunncciioonnaaiiss ((CCSSFF))
Lógica
&
&
&
&
>=1
>=1
S R
S R
>=1
LD LD NOT AND AND NOT OR OR NOT SET RSET OUT
Instruções Blocos Funcionais
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 60
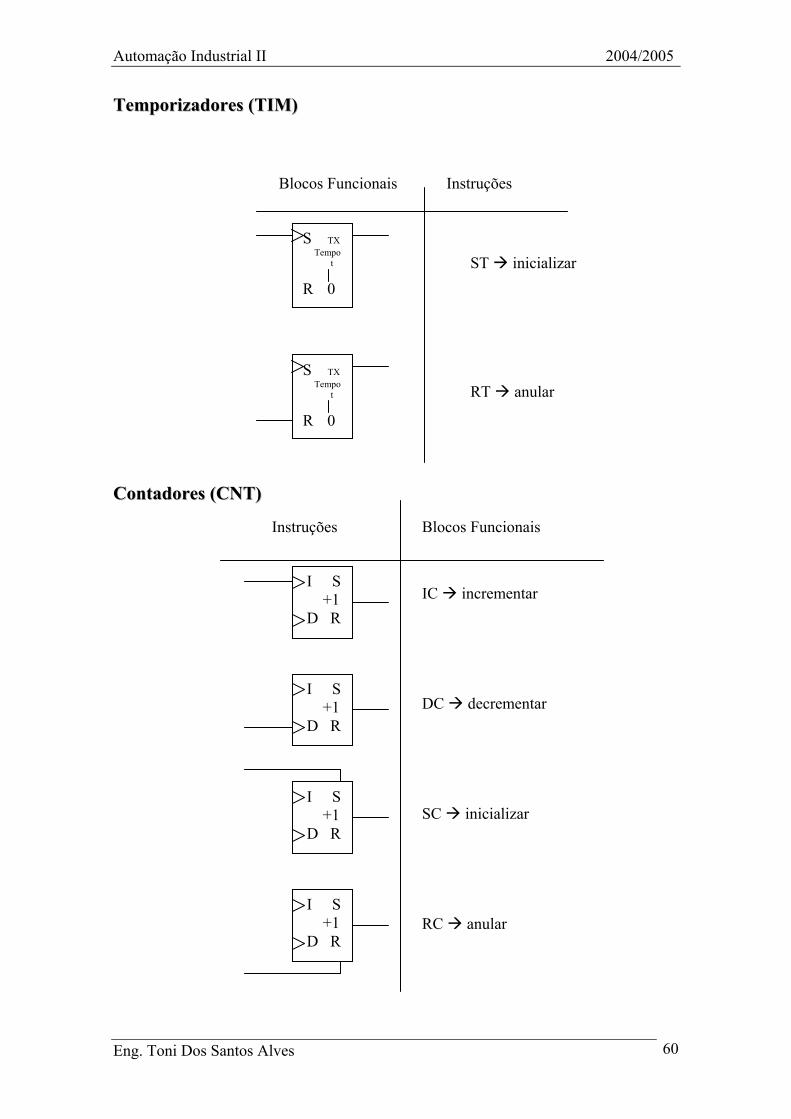
TTeemmppoorriizzaaddoorreess ((TTIIMM)) CCoonnttaaddoorreess ((CCNNTT))
S TX Tempo t
R 0
S TX Tempo t
R 0
ST inicializar RT anular
Blocos Funcionais Instruções
I S +1 D R
I S +1 D R
I S +1 D R
I S +1 D R
IC incrementar DC decrementar SC inicializar RC anular
Instruções Blocos Funcionais

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 61
CCoommppaarraaççããoo
> = <
= igual <> diferente > maior < menor >= maior ou igual <= menor ou igual
Instruções Blocos Funcionais
Val.1 Val.2
> = <
Val.1 Val.2
>=1
>=<
Val.1 Val.2
>=<
Val.1 Val.2
>=<
Val.1 Val.2
>=1
>=<
Val.1 Val.2
>=1
FIM End (01) Fim de um programa

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 62
EExxeerrccíícciiooss –– IInniicciiaaççããoo PPrrooggrraammaaççããoo
1. (Exemplo) circuito que activa uma saída se a entrada estiver ligada. Lógica de contactos: Lista de instruções: END 2. Circuito que activa duas saídas se a entrada estiver ligada. Através da lógica de
contactos construa as listas de instruções e a respectiva equação. Lista de instruções: ? Equação: ? 3. Circuito série que activa uma saídas se uma entrada estiver ligada e outra
desligada. Através da lista de instruções construa a lógica de contactos listas e a respectiva equação.
END Lógica de contactos: ? Equação: ?
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 63
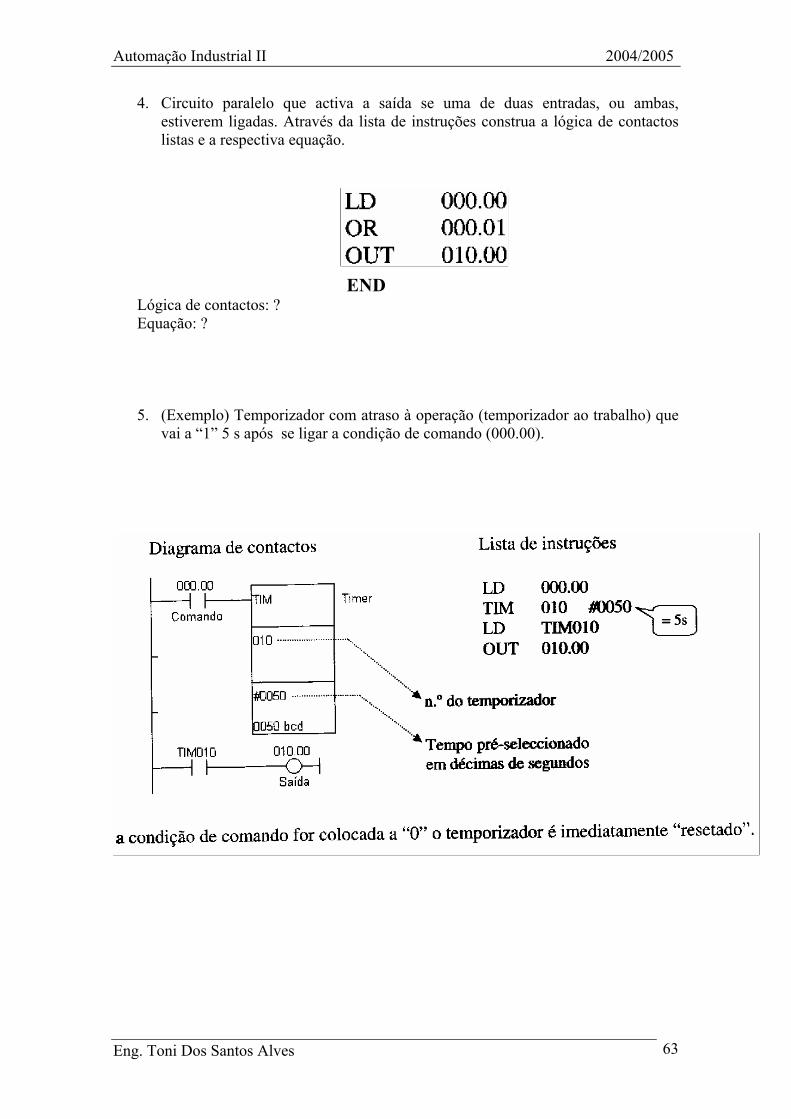
4. Circuito paralelo que activa a saída se uma de duas entradas, ou ambas, estiverem ligadas. Através da lista de instruções construa a lógica de contactos listas e a respectiva equação.
END Lógica de contactos: ? Equação: ? 5. (Exemplo) Temporizador com atraso à operação (temporizador ao trabalho) que
vai a “1” 5 s após se ligar a condição de comando (000.00).
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 64
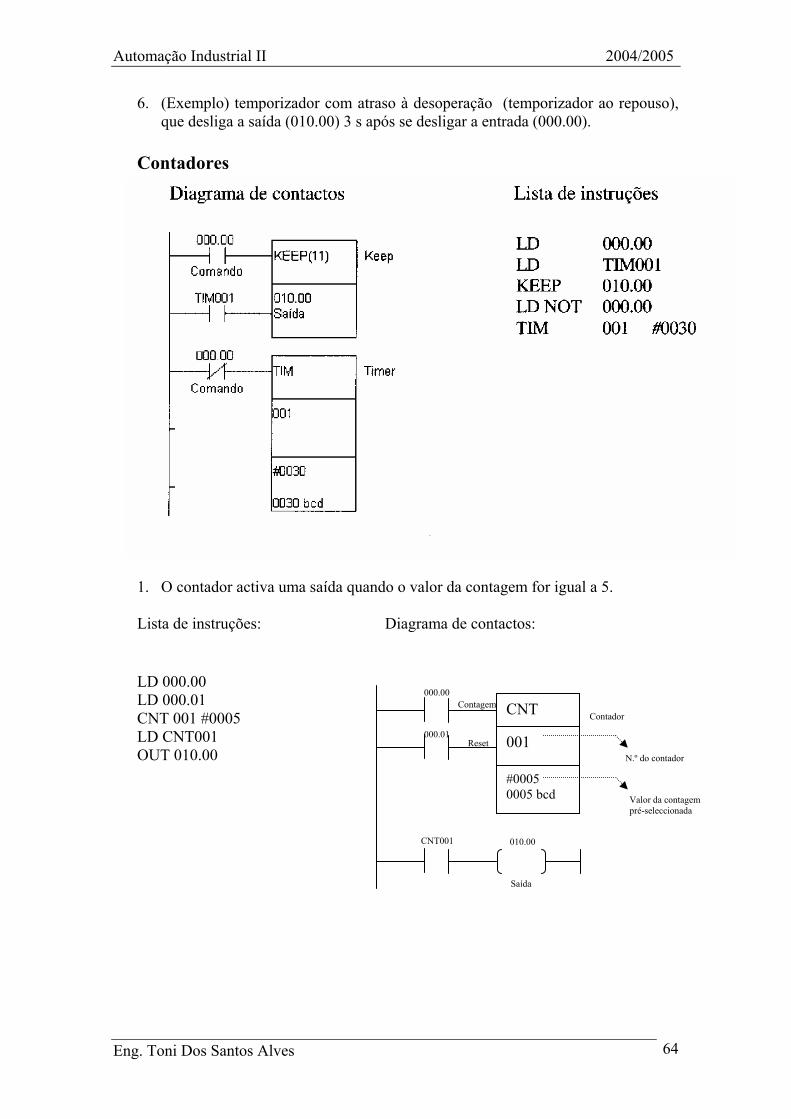
6. (Exemplo) temporizador com atraso à desoperação (temporizador ao repouso), que desliga a saída (010.00) 3 s após se desligar a entrada (000.00).
Contadores
1. O contador activa uma saída quando o valor da contagem for igual a 5. Lista de instruções: Diagrama de contactos: LD 000.00 LD 000.01 CNT 001 #0005 LD CNT001 OUT 010.00
CNT
001
#0005 0005 bcd
000.00
000.01
CNT001 010.00
Contagem
Reset
Saída
Contador
N.º do contador
Valor da contagem pré-seleccionada

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 65
2. Contador reversível CNTR002 que active uma saída de forma intermitente quando o valor da contagem for a 6.
Lista de instruções: Diagrama de contactos: LD 000.00 LD 000.01 LD 000.02 CNTR 002 #0005 LD CNT002 AND 255.02 OUT 010.00
7. Dado o seguinte ciclo (A- A+), construa o esquema electro-pneumático e as
programações possíveis (STL, LAD, CSF e em grafcet) .
CCiicclloo ((AA-- AA++))
a0 a1 A
A+
Start
CNTR(12)
002
#0005 0005 bcd
000.00
000.01
CNT002 010.00
Incrementa
Decrementa
Saída
Contador Reversível
N.º do contador
Valor da contagem pré-seleccionada
000.02 Reset
255.02
Clock_T=1s
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 66
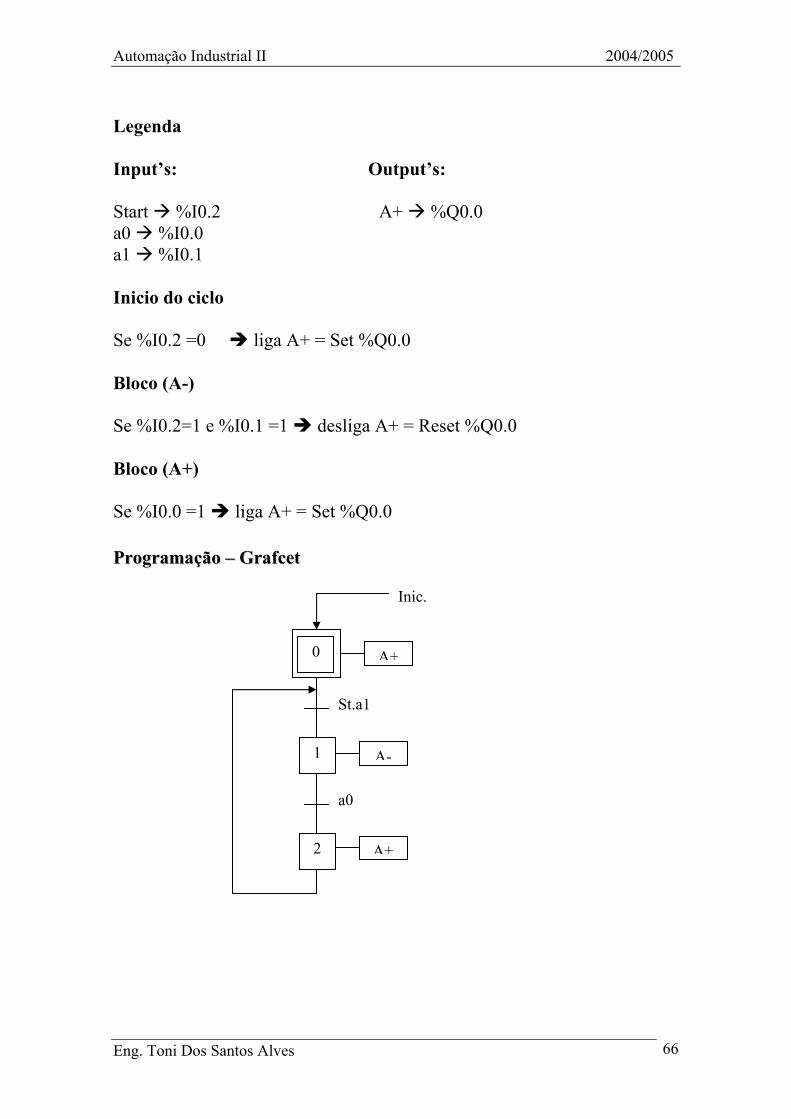
Legenda Input’s: Output’s: Start %I0.2 A+ %Q0.0 a0 %I0.0 a1 %I0.1 Inicio do ciclo Se %I0.2 =0 liga A+ = Set %Q0.0 Bloco (A-) Se %I0.2=1 e %I0.1 =1 desliga A+ = Reset %Q0.0 Bloco (A+) Se %I0.0 =1 liga A+ = Set %Q0.0 PPrrooggrraammaaççããoo –– GGrraaffcceett
0
1
2
St.a1
a0
A+
A-
A+
Inic.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 67
PPrrooggrraammaaççããoo –– SSTTLL (( LLiissttaa ddee iinnssttrruuççõõeess ))
LDN %F0 AND %I0.2 S %Q0.0 S %F0 S %F1 ------------------ LD %F1 AND %I0.2 AND %I0.1 R %Q0.0 R %F1 S %F2 ------------------ LD %F2 AND %I0.0 S %Q0.0 R %F2 S %F1
Inicialização
A-
A+

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 68
PPrrooggrraammaaççããoo –– LLAADD ((LLóóggiiccaa ddee ccoonnttaaccttooss))
+ -
%Q0.0
S %F0
%F0S
%F1S
%Q0.0
R %F1
%F1R
%F2S
%I0.2 %I0.1
%Q0.0
S %F2
%F2R
%F1S
%I0.0
Inic.
A-
A+
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 69
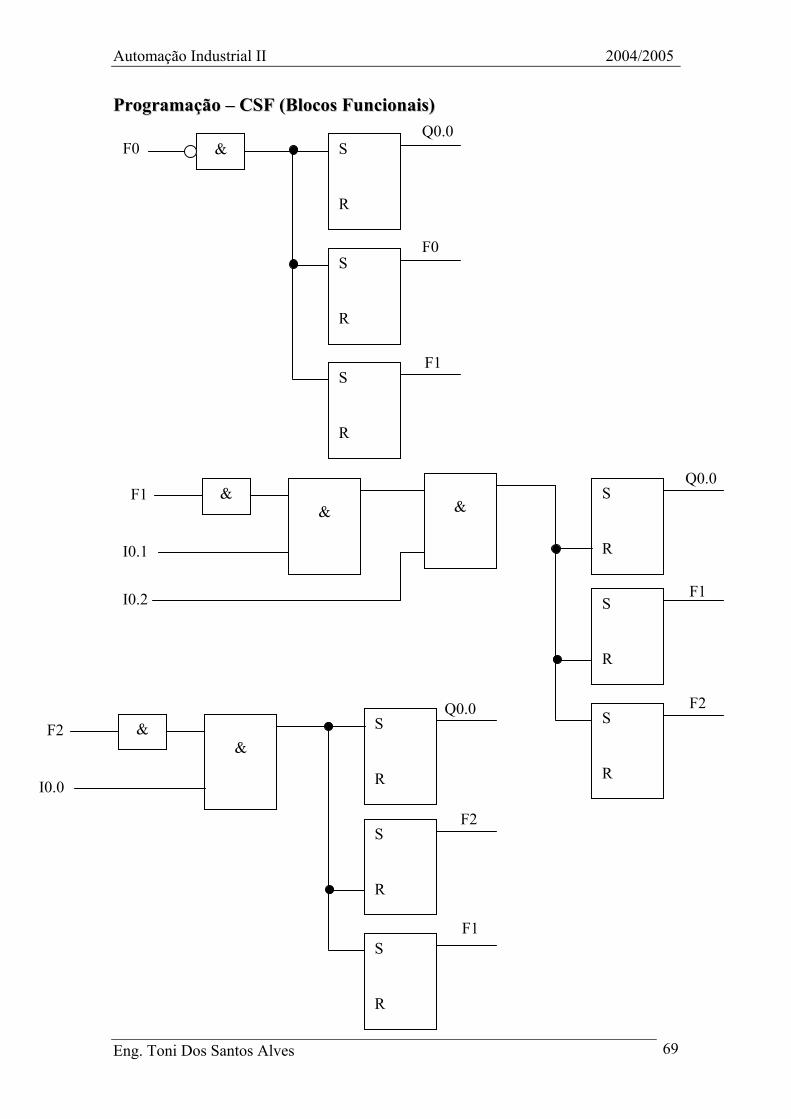
PPrrooggrraammaaççããoo –– CCSSFF ((BBllooccooss FFuunncciioonnaaiiss))
& S R
S R
S R
& S R
S R
S R
F0 Q0.0
F0
F1
F1 &
I0.1
&
I0.2
Q0.0
F1
F2 & S
R
S R
S R
F2 &
I0.0
F2
F1
Q0.0
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 70
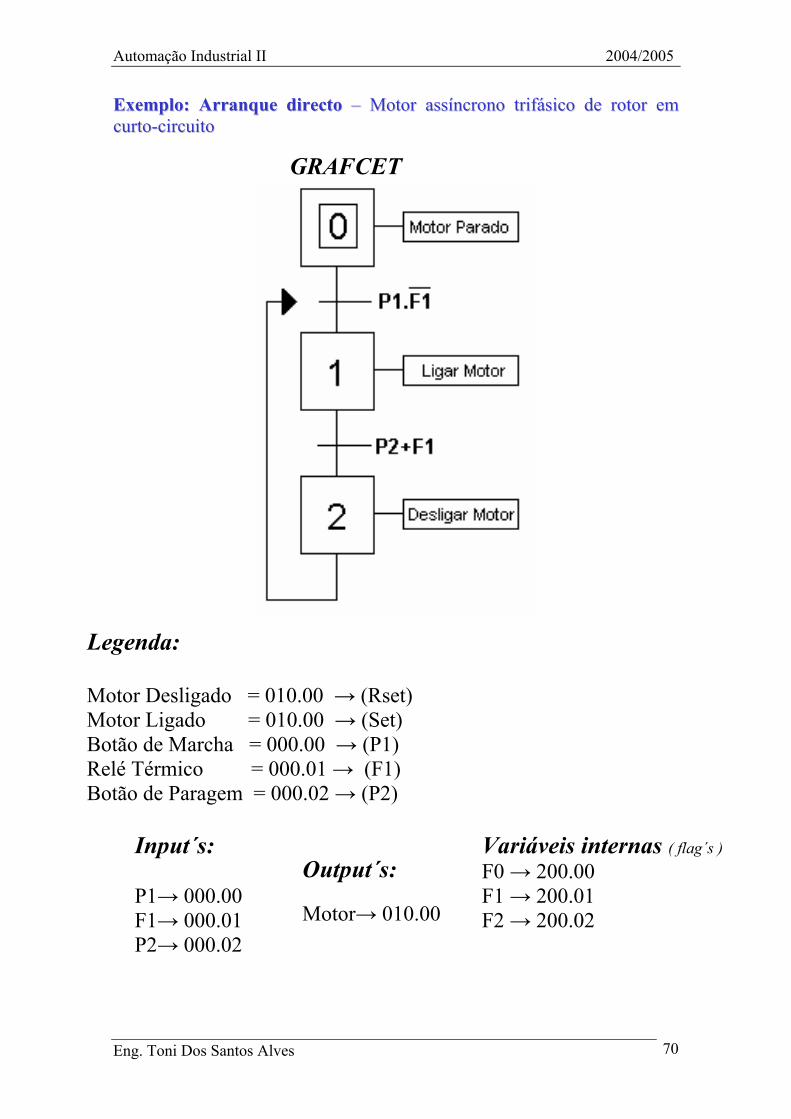
EExxeemmpplloo:: AArrrraannqquuee ddiirreeccttoo –– MMoottoorr aassssíínnccrroonnoo ttrriiffáássiiccoo ddee rroottoorr eemm ccuurrttoo--cciirrccuuiittoo
Legenda: Motor Desligado = 010.00 → (Rset) Motor Ligado = 010.00 → (Set) Botão de Marcha = 000.00 → (P1) Relé Térmico = 000.01 → (F1) Botão de Paragem = 000.02 → (P2)
GRAFCET
Input´s: P1→ 000.00F1→ 000.01 P2→ 000.02
Output´s: Motor→ 010.00
Variáveis internas ( flag´s ) F0 → 200.00 F1 → 200.01 F2 → 200.02

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 71

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 72
Esquema de ligações

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 73
Esquema de ligações de motor trifásico

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 74
EExxeerrccíícciiooss –– PPrrooggrraammaaççããoo AAuuttóómmaattooss 11.. CCaanncceellaass ddoo ccaammiinnhhoo--ddee--ffeerrrroo
Considere o dispositivo de comando de duas cancelas, de passagem de nível, de uma via única de caminho-de-ferro.
Dois sistemas de detecção A e C, são utilizados para detectar a passagem de comboio. Quando da chegada de um comboio aos referidos sistemas de detecção as cancelas fecham. Quando passa a cauda do referido comboio pelo detector B as cancelas abrem. O comboio ao sair da zona de passagem de nível, isto é, quando a cauda do comboio passar pelo detector A ou B, leva o sistema à sua posição inicial, com as cancelas abertas. Qual o GRAFCET do sistema?
Resolução:
1
2
Cancelas abertas
Quando o comboio passa por A ou C
3
Quando a cauda do comboio passa por B
Abrem as cancelas
Fecham as cancelas
A C
B

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 75
22.. BBaannhhoo ddee ppiinnttuurraa
Considere o sistema da figura seguinte, que representa o processo de pintura de um determinado painel. Um carrinho desloca-se horizontalmente, permitindo a colocação do painel nas três etapas do processo; carregamento, banho e descarregamento. O banho, posição C2, tem a duração de 30 segundos. A posição inicial do carrinho é no carregamento C1, sendo este efectuado manualmente, assim como o descarregamento C3. A ordem de início do ciclo é dada quando o painel é carregado. O carrinho desloca-se, para a esquerda ou direita, quando o painel está na posição alta, h. Quando o carrinho se encontra na posição C2, o painel desloca-se para a posição baixo, b, permanecendo lá 30 segundos para o banho. É posteriormente elevado para a posição alto. A informação de painel carregado ou descarregado é obtida através de dois interruptores, comandados manualmente. Qual o GRAFCET do sistema?
Carregamento Banho
Descarregamento
Motor de elevação
C1 C2 C3
h
b

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 76
Resolução:
1
2
Desloca carrinho para esquerda
St.C1.b
3
h
Pára suporte
Sobe suporte do painel
Desloca suporte painel para baixo
4
C2
5
b
Pára carrinho
Desloca o carrinho para direita
Desce suporte do painel
Pára suporte Temporiza 30 segundos
6
Quando temporização estiver realizada
Sobe o suporte do painel
7
h
8
C3
Pára carrinho Desloca carrinho para direita
Pára carrinho Baixa suporte do painel
9
b
Pára suporte

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 77
33.. CCiiccllooss ppnneeuummááttiiccooss
1- Pretende-se que o aluno através do ciclo pneumático “ciclo: A+A-(B-C-)A+A-(B+C+) “ implemente um sistema automático. Para isso, deve seguir os seguintes alíneas:
a) Representar o ciclo pneumático; b) Apresentar o circuito electropneumático (o comando das válvulas, a activação
por um selonoide e o recuo por mola);
c) Fazer a legenda (Input’s, output’s e variáveis internas);
d) Colocar as Flag’s no ciclo;
e) Fazer a programação em Grafcet, STL e em LAD. 2- Pretende-se que o aluno através do ciclo pneumático “ciclo: 2*(A-C-B-(B+C+)A+)5s “ implemente um sistema automático. Para isso, deve seguir os seguintes alíneas:
a) Representar o ciclo pneumático; b) Apresentar o circuito electropneumático (o comando das válvulas, a activação
por um selonoide e o recuo por mola);
c) Fazer a legenda (Input’s, output’s e variáveis internas);
d) Colocar as Flag’s no ciclo;
e) Fazer a programação em Grafcet, STL e em LAD. 3- Pretende-se que o aluno através do ciclo pneumático “ciclo: 2*(A+A-)5s 3*(B+B-)“ implemente um sistema automático. Para isso, deve seguir os seguintes alíneas:
a) Representar o ciclo pneumático; b) Apresentar o circuito electropneumático (o comando das válvulas, a activação
por um selonoide e o recuo por mola);
c) Fazer a legenda (Input’s, output’s e variáveis internas);
d) Colocar as Flag’s no ciclo;
e) Fazer a programação em Grafcet, STL e em LAD.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 78
4- Pretende-se que o aluno através do ciclo pneumático “ciclo:
C+5S 2*
+
+
-
-
B BA A 5s C- “ implemente um sistema automático. Para isso, deve seguir os
seguintes alíneas:
a) Representar o ciclo pneumático; b) Apresentar o circuito electropneumático (o comando das válvulas, a activação
por um selonoide e o recuo por mola);
c) Fazer a legenda (Input’s, output’s e variáveis internas);
d) Colocar as Flag’s no ciclo;
e) Fazer a programação em Grafcet, STL e em LAD.

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 79
SSiisstteemmaa mmaannuuaall//aauuttoommááttiiccoo Arranque directo – motor assíncrono trifásico de rotor em curto-circuito
- Controlo
- Comando e potência
R S T N PE
P2
KM1
P1
R2
F2
F1
R1
KM1
KM1 R3 R4 KM1
LA LP
M
3 ~
F2
KM1
1 3 5 2 4 6
1 3 5 2 4 6
1 3 5 2 4 6 U1 V1 W1 PE
F1
A1 A2
1
2 95
96
12
11
1
2
3
4
13
14
12
11
A1
A2
23
24
12
11
11
12
12
11
Input’s
AUTÓMATO
Output’s24V dc
+
- R2 R3 R4R1
P3 P4F2M A
P’
3
4
3
4
97
98

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 80
LLaabboorraattóórriioo ddee aavvaalliiaaççããoo nn..ºº 33 –– CCoonnttrroolloo ddee SSiisstteemmaass PPnneeuummááttiiccooss ccoomm AAuuttóómmaattooss PPrrooggrraammáávveeiiss
Pretende-se que o aluno através das equações pneumáticas implemente um sistema automático, utilizando um autómato CPM2A da Omron, existente no laboratório. Para isso, deve seguir os seguintes alíneas:
a) Representar o ciclo pneumático; b) Apresentar o circuito electropneumático (o comando das válvulas, a
activação por um selonoide e o recuo por mola);
c) Fazer a legenda (Input’s, output’s e variáveis internas);
d) Colocar as Flag’s no ciclo;
e) Fazer a programação em STL e em LAD.
f) Montar o esquema na bancada pneumática e programe o autómato (não se esqueça de colocar o autómato, 1.º em stop e só depois de transferir o programa para PLC, colocar então em RAN).
g) Retire todas as suas conclusões
Equações: A+ = St. s1.b0 A-= a1 B+=St.s2.a0 B-=b1
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 81
CCoonnttrroolloo AAuuttoommááttiiccoo
IInnttrroodduuççããoo aaooss SSiisstteemmaass ddee CCoonnttrroolloo
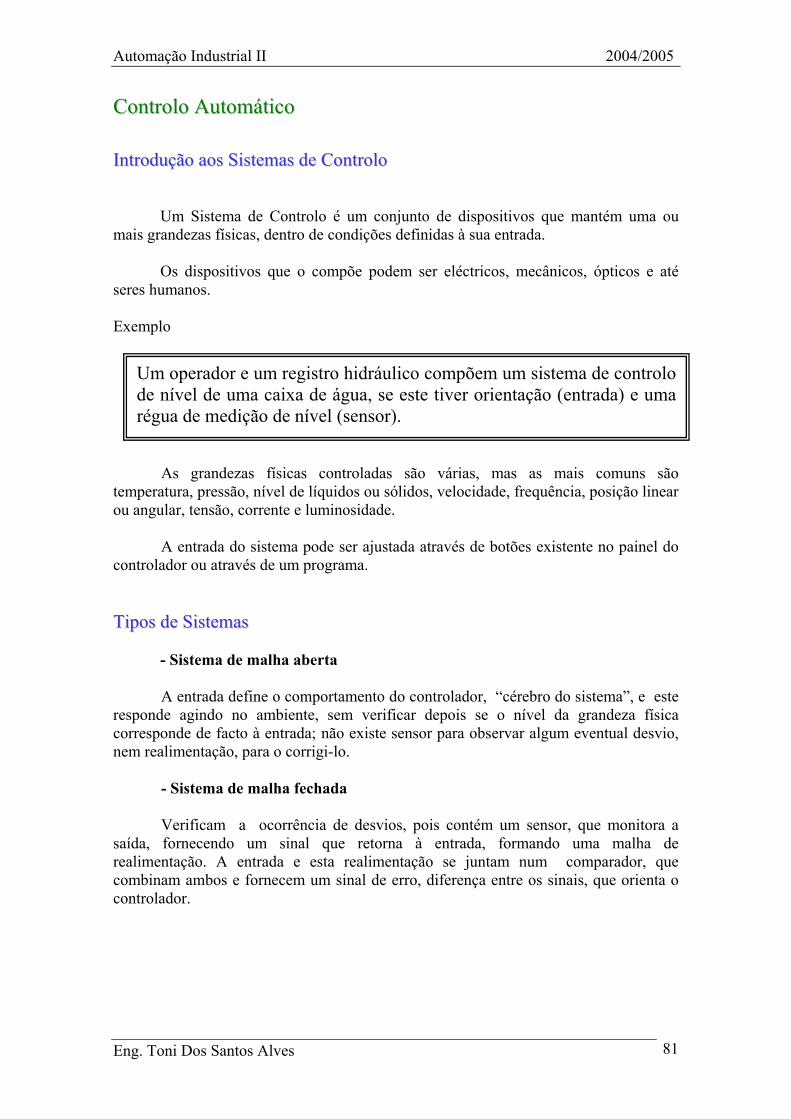
Um Sistema de Controlo é um conjunto de dispositivos que mantém uma ou mais grandezas físicas, dentro de condições definidas à sua entrada.
Os dispositivos que o compõe podem ser eléctricos, mecânicos, ópticos e até
seres humanos. Exemplo
As grandezas físicas controladas são várias, mas as mais comuns são
temperatura, pressão, nível de líquidos ou sólidos, velocidade, frequência, posição linear ou angular, tensão, corrente e luminosidade.
A entrada do sistema pode ser ajustada através de botões existente no painel do
controlador ou através de um programa.
TTiippooss ddee SSiisstteemmaass - Sistema de malha aberta
A entrada define o comportamento do controlador, “cérebro do sistema”, e este responde agindo no ambiente, sem verificar depois se o nível da grandeza física corresponde de facto à entrada; não existe sensor para observar algum eventual desvio, nem realimentação, para o corrigi-lo.
- Sistema de malha fechada Verificam a ocorrência de desvios, pois contém um sensor, que monitora a
saída, fornecendo um sinal que retorna à entrada, formando uma malha de realimentação. A entrada e esta realimentação se juntam num comparador, que combinam ambos e fornecem um sinal de erro, diferença entre os sinais, que orienta o controlador.
Um operador e um registro hidráulico compõem um sistema de controlo de nível de uma caixa de água, se este tiver orientação (entrada) e uma régua de medição de nível (sensor).

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 82
VVaarriiáávveeiiss ddee uumm PPrroocceessssoo ddee CCoonnttrroolloo
Perturbações – são quantidades cujo valor pode variar independentemente do operador ou do sistema de controlo e que influenciam as variáveis controladas. Variáveis manipuladas – são as quantidades cujo valor pode ser alterado ou estabelecido externamente ao processo. Variáveis controladas – são as quantidades ou condições que se pretende controlar ou manter a um certo nível. TTiippoo ddee ccoonnttrroolloo
- Controlo Manual
O operador observa o aparecimento de uma perturbação e o seu valor, face do seu conhecimento do processo, actua sobre a variável de entrada por forma a reduzir ou idealmente eliminar o efeito da perturbação na variável controlada.
Processo Variáveis controladas
Perturbações
Variáveis manipuladas
Processo
Variável manipulada Variável controlada
Controlador

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 83
- Controlo Automático por Avanço
São usados sensores para medir as perturbações e com base nestes valores medidos os controladores calculam os valores que as variáveis manipuladas devem tomar para compensar o efeito dessas perturbações.
- Controlo por Realimentação
O controlo por realimentação actua corrigindo os erros e o controlo por avanço actua prevenindo os erros.
Processo Variáveis controladas
Perturbações
Variáveis manipuladas
Referência
Controlador
Valor v. manipuladas
Medidas das perturbações
Processo
Perturbações
V. controlada
Medida
ControladorComparação Referência

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 84
DDiiaaggrraammaass ddee BBllooccooss São símbolos que mostram o relacionamento entre as partes e o fluxo dos sinais.
Sistema em Malha Aberta
A entrada é o nível desejado da grandeza controlada (comando ou programação).
O controlador avalia este sinal e envia um sinal (que pode ser eléctrico ou mecânico, conforme o sistema) ao actuador, que é o elemento que age no ambiente de modo a alterar a grandeza.
Sistema de Malha Aberta Grandeza não Automático
Exemplo: Um sistema elementar de controlo de velocidade de um motor C.C., compõe-se
de um reóstato em série com o enrolamento de campo do motor. Um operador (controlador) ajusta, pela sua experiência, o reóstato, variando a velocidade do motor, que é o actuador. O sistema não é auto regulado, e a velocidade poderá mudar conforme a carga (o esforço mecânico) na saída. Sistema em Malha Fechada
Agora além dos blocos que compunham a malha aberta, temos um sensor, que reage à grandeza física enviando um sinal ao bloco somador, que subtrai este sinal ao de entrada (observe os sinais + e - nas entradas), fornecendo um sinal de erro ao controlador. Este sinal é a entrada do controlador, que o avalia e tenta corrigir o desvio captado pelo sensor, através de um novo comando ao actuador.
CONTROLADOR ATUADOR
SENSOR
SOMADORENTRADA SAÍDA
REALIMENTAÇÃO
Sistema de Malha Fechada Grandeza Automática
ActuadorControlador
Sensor
Actuador Controlador

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 85
Detector de erros
Produz um sinal que é dado pela diferença entre a entrada de referência R(s) e o sinal de realimentação do sistema de controlo:
E(s) = R(s) – Y(s) Função de transferência
Y(s) = G(s) x E(s) Exemplo:
Nos rádios - receptores e TV modernos há um controlo automático de volume (AGC, Automatic Gain Control, sigla Inglesa), que procura manter o nível do sinal de áudio quase constante após o detector (demodulador), apesar da grande variação no nível captado na antena, conforme a emissora.
R(s) + E(s) - Y(s)
G(s) E(s) Y(s)

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 86
Exercício Dado o seguinte sistema, calcule a função de transferência em anel aberto e em anel fechado. Resolução
( ) ( ) ( ) ( )
( ) ( )
+=
==
+=
=
+==
+==
=
==
===
r*G1
G s
s -r e
G1r*G s
_____
G)(1 * s r *G_____
s*G s r *G_____
s*G -r *G s_____
s)-(r *G s_____
e *G ss -r e
Função de transferência em anel aberto ---- s = G * r
Função de transferência em anel fechado --- r*G1
G s+
=
r + e G
S
-

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 87
CCoonnttrroollaaddoorreess
Calcula com base no erro de saída do comparador as variações necessárias a introduzir na variável manipulada. Classificação dos controladores:
Electrónicos; Pneumáticos; Mecânicos; Hidráulicos.
- Controlo Tudo ou Nada (ON - OFF) Controlo “liga – desliga” – simples relé - Controlo Proporcional - P Saída de controlo é proporcional à entrada do erro no controlador. - Controlo Integral – I - Controlo Proporcional, Integral – PI - Controlo Proporcional, Derivativo – PD - Controlo Proporcional, Integral, Derivativo – PID
Kc E
Kc * E
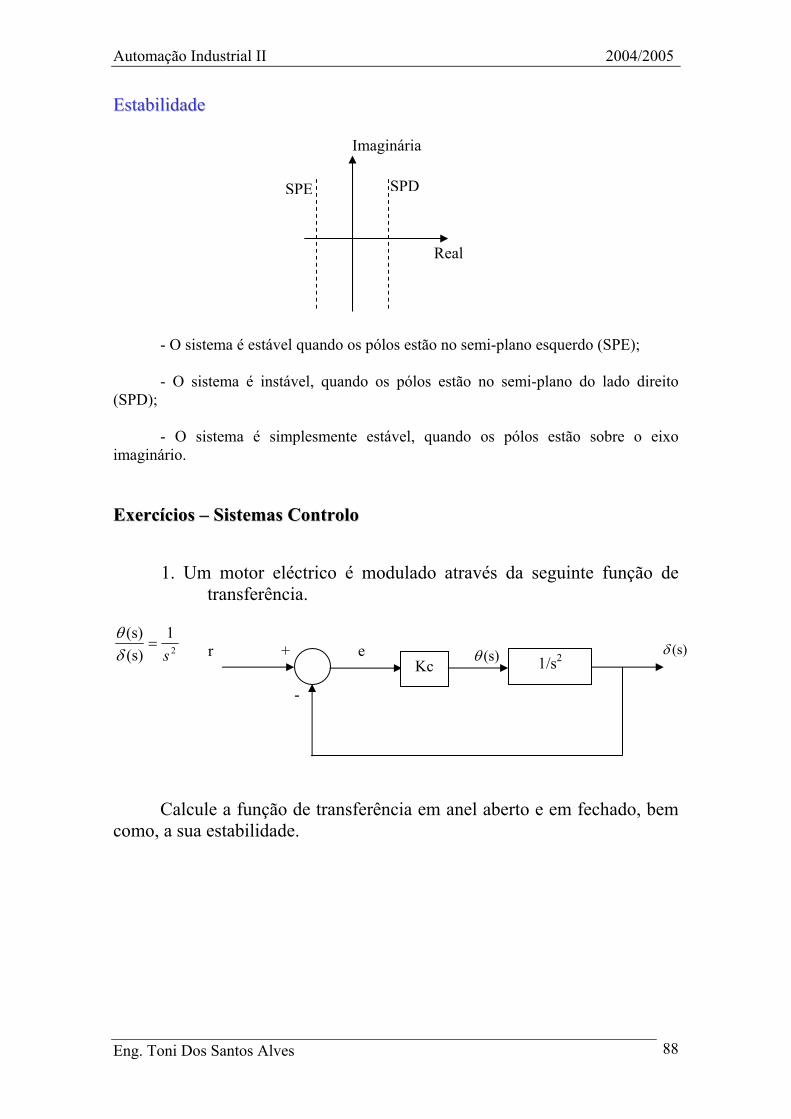
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 88
EEssttaabbiilliiddaaddee
- O sistema é estável quando os pólos estão no semi-plano esquerdo (SPE);
- O sistema é instável, quando os pólos estão no semi-plano do lado direito (SPD);
- O sistema é simplesmente estável, quando os pólos estão sobre o eixo imaginário. EExxeerrccíícciiooss –– SSiisstteemmaass CCoonnttrroolloo
1. Um motor eléctrico é modulado através da seguinte função de transferência.
2
1(s)(s)
s=
δθ
Calcule a função de transferência em anel aberto e em fechado, bem como, a sua estabilidade.
Imaginária
SPD
Real
SPE
r + e 1/s2
(s)δ
-
Kc (s)θ
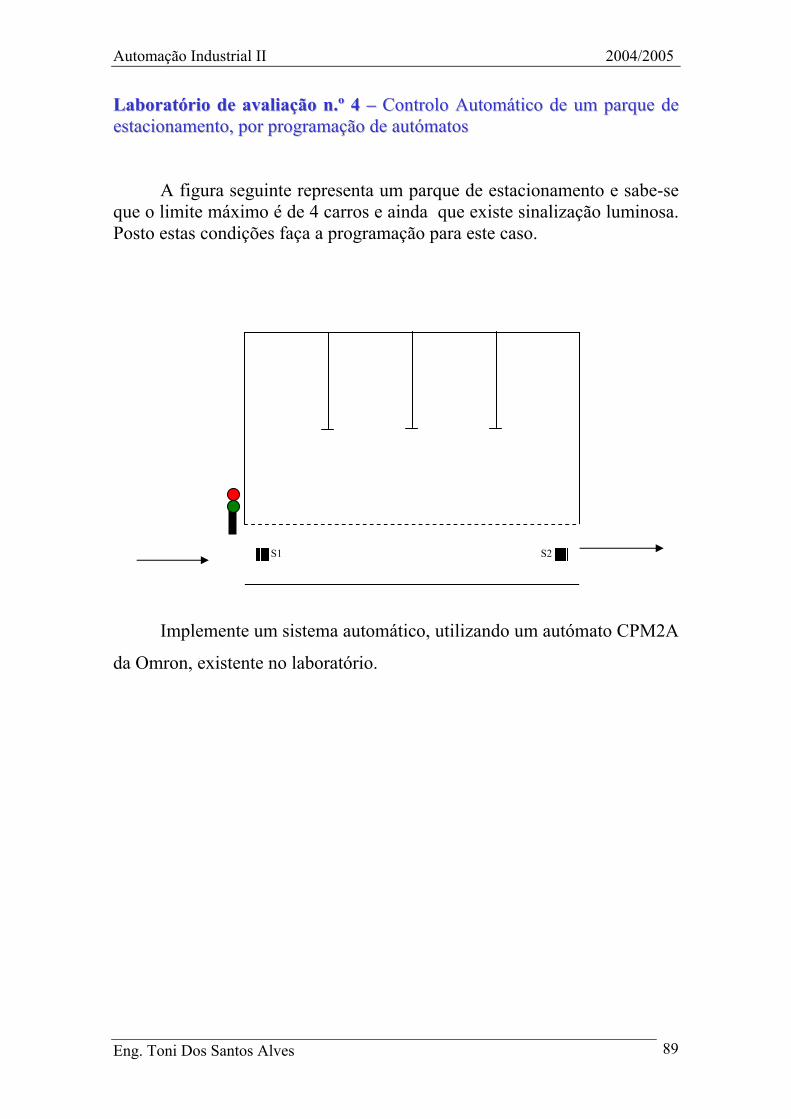
Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 89
LLaabboorraattóórriioo ddee aavvaalliiaaççããoo nn..ºº 44 –– CCoonnttrroolloo AAuuttoommááttiiccoo ddee uumm ppaarrqquuee ddee eessttaacciioonnaammeennttoo,, ppoorr pprrooggrraammaaççããoo ddee aauuttóómmaattooss
A figura seguinte representa um parque de estacionamento e sabe-se que o limite máximo é de 4 carros e ainda que existe sinalização luminosa. Posto estas condições faça a programação para este caso.
Implemente um sistema automático, utilizando um autómato CPM2A
da Omron, existente no laboratório.
S1 S2

Automação Industrial II 2004/2005
Eng. Toni Dos Santos Alves 90
BBiibblliiooggrraaffiiaa A. Silva Pereira . Mário Águas . Rogério Baldaia, Sistemas Digitais, Porto Editora, 2001 José Novais, Método Sequencial Para Automatização Electropneumática, 3.ªEdição, Fundação Calouste Gulbenkian, 1997 José Matias . Ludgero Leote, Automatismos Industriais, Didáctica Editora, 1993 António Francisco, Autómatos Programáveis, ETEP, 2002 Apontamentos de Automação e Controlo, Eng.ª Industrial, Castelo Branco, 1997