







Languages
Pages
Legal

INSA STRASBOURG – HOLCIM LANKA LIMITED
Projet de fin d’études Rapport Final
Langue : anglais
9/15/2016
Methodology and studies of sustainable construction solutions.
Mots-clefs: Sustainable construction, cement, mix-design, Sri Lanka, project development, clinker, coconut, bottom
ash, blocks, bio-fuel, radiant cooling system.
Nom du tuteur Entreprise : Charlotte BOUTBOUL
Nom du tuteur École : Françoise Feugeas
FERDINAND GIBOIN

1 Introduction
INTRODUCTION 3
1. PRESENTATION OF THE COMPANY 3
2. SUSTAINABLE CONSTRUCTION SOLUTION 5
2.1. INTRODUCTION 5
2.2. STEP ONE: CLINKER PRODUCTION 7
2.2.1. BIO-FUEL UTILISATION 7
2.2.2. POST COMBUSTION ABSORPTION 7
2.2.3. BIOLOGICAL CARBON CAPTURE 8
2.3. STEP TWO: CEMENT PRODUCTION 9
2.3.1. COAL BOTTOM ASH CEMENT 9
2.3.2. WOOD ASH CEMENT 10
2.4. STEP THREE: CONCRETE PRODUCTION 11
2.4.1. MANUFACTURED SAND 11
2.4.2. EARTH CEMENT BLOCKS 12
2.4.3. PUMICE STONE: 12
2.4.4. WOOD BLOCKS 13
2.4.5. CRUSHED COCONUT SHELLS BLOCKS 14
2.5. STEP FOUR: CONCRETE IN USE 15
2.5.1. LIVING CONCRETE 15
2.6. STEP FIVE: END-OF-LIFE 19
2.6.1. RECYCLED CONCRETE 19
2.6.2. RETURNED CONCRETE 20
3. DEVELOPMENT OF THE NEW SUSTAINABILITY PORTFOLIO 21
3.1. CAJAN BIO-FUEL 22
3.5. CRUSHED COCONUT SHELLS BLOCKS 27
3.5.1. LITERATURE REVIEW 27
4. BOTTOM ASH 29
4.1. BOTTOM ASH BLOCK 29
4.1.1. BOTTOM ASH BLOCK LITERATURE STUDY 30
MARKET STUDY 38
PROPERTIES OF CBAB 43

2 Introduction
CONCLUSION ABOUT USES OF CBAB 46
4.1.2. BEGINNING OF THE MANUFACTURE OF THE BLOCKS 48
4.1.3. TESTING OF THE BLOCKS 49
RADIANT COOLING SYSTEM 50
GLOSSAIRE 58

3 Introduction
INTRODUCTION My internship in Sri Lanka consisted in the writing of the new sustainable construction strategy of
Holcim Lanka. It started with some existing projects such as the bottom ash blocks project for which I
had to write a literature study. Then I studied several sustainable construction solutions that we could
have integrated into our strategy. After having presented the solutions to the sustainable team, some of
the solutions have been selected to be developed and integrated to the sustainable strategy of the
company. The projects I’ve been working for are the following: Cajan biofuel, bottom ash blocks, crushed
coconut blocks, radiant cooling systems. Some other projects have been started but got stuck because of
the lack of resources, time or interest from other stakeholders.
1. PRESENTATION OF THE COMPANY LafargeHolcim is the world leader in the building material industry with 115,000 employees and 2,500
plants worldwide in over 90 countries. LafargeHolcim also is the leader in innovative cement and
constantly pushes to develop its sustainability and its CSR activities.
Holcim Lanka Ltd (HLL), merged with Lafarge Mahaweli Cement in 2015 but kept the brand name of
Holcim Lanka since the company was more popular in Sri Lanka.
Holcim Lanka has three grinding
plant in Sri Lanka, located in
Colombo (as the head office), in
Galle and in Trincomalee. The
cement factory is located in
Puttalam.
Also, the imported limestone is
arriving in Sri Lanka by
Trincomalee, then transported by
train or boat to Puttalam.
Holcim Lanka has consolidated its position as the most preferred local manufacturer of cement in Sri
Lanka, especially since the merger. Its distribution network is composed of more than 5,000 dealers
located island-wide. Nowadays, Holcim Lanka represents the third of all the Sri Lankan houses, apart
from the numerous iconic and prestigious infrastructure projects in the country, such as the Hambantota

4 Presentation of the company
harbour, the Lotus Tower, or the Colombo Port City.
Holcim’s products are divided in
five different cements: the marine cement
by Lafarge, the Sanstha cement by Holcim,
the Holcim ReadyFlow and ReadyFlow Plus,
and the Holcim extra.
The most popular one in Sri Lanka is the
Sanstha cement that kept its former name
before the arrival of Holcim in Sri Lanka.
The strategic formulation involves four key
areas of focus:
human development health, Access to
sanitation, Education, Human right respect
livelihood development Micro small and
medium enterprise development, skill
development, support to strategic economic development, inclusive business solutions,
sustainable construction, Promotion of sustainable construction methods, development of environmental friendly
construction methods
environment, waste management, water and land management, soil and air pollution solutions.
Sri Lanka is one of the most CSR orientated country in the world, with a very big part of the budget dedicated to
CSR activities. This is why Holcim Lanka is trying to help the “bottom of the pyramid” by developing non-lucrative
projects such as creating functional toilet system in the Puttalam area, developing an affordable housing program
for low income people, building a small village for natural disaster refugees, etc.
Holcim Lanka is cognizant and has identified the rapid changes existing in Sri Lanka such as resource depletion,
scarcity, urbanization and climate change. HLL is dedicated to adapt to them by introducing progressive solutions
which caters to the specific needs of the customer whilst contributing to the betterment of the community and the
environment as a whole.
Most of the time the sustainable initiatives are linked to a CSR activity: not only the environmental footprint is
lowered but it helps the bottom of the pyramid. Some of the projects I was developing followed this principle.

5 Sustainable construction solution
2. SUSTAINABLE CONSTRUCTION SOLUTION In a few words the aim of my internship was to propose some new sustainable construction project
that we could do in the future. My researches were originally presented as a power point presentation. I
did the presentation in the beginning of April in front of the CSR Manager, the technical support
manager, the concrete innovation & innovation manager, the Head of procurement & store, as well as
the sustainable team. There is no proper sustainable construction manager or engineer in Holcim Lanka,
thus this presentation was for the most informative.
The target was first to inform about what is feasible in term of sustainable construction, but also to
select some interesting solutions that we could develop in Holcim Lanka. The sustainable construction is
one of Holcim pillar and a big part of the 2030 Holcim sustainable plan. Even if the Sri Lankan president
said that he would put the sustainability in top of Sri Lankan priorities, the whole process is going very
slowly. The Sri Lankan building companies are for the moment not really into going green yet; hence the
only ‘green’ buildings were made by foreign companies.
The solutions I presented were not that innovative for the most, but obviously almost all of them
new for the Sri Lankan market. This presentation was the first step of the definition of the new
sustainable construction strategy of Holcim Lanka. The following is a quick presentation of the solutions I
presented.
2.1. INTRODUCTION
It is well known that concrete industry is one of the most polluting industries in the world. It causes
indeed around 6% of the global human CO2 emissions, 60% of it due to the limestone transformation
process. This means also that for each ton of concrete you create approximately one ton of CO2.
The concern is not all about the limestone transformation process, it is also about the amount of
concrete produced every year (around 25 billion tons), and it is (after water) the most consumed
material on earth. In construction industry, twice as much concrete is used than all the other
construction material put together.
This is a major environmental issue when it comes to the overexploitation of natural resources such as
river sand, causing severe riverbanks and riverbed erosion in Sri Lanka for example. The concerns are
also about the huge amounts of demolition waste it creates. Almost 40% of wastes in Europe are
demolition waste. We can classify the concrete’s environmental footprint in three categories:
Limestone transformation
process
Sand overexploitation
Building design

6 Sustainable construction solution
Hence, we will try to enhance these three categories so that our whole activity will be in every way
greener.
The way I am presenting these solutions follows a very precise
methodology. We can decompose the life of the concrete in
five steps: the clinker production, the cement production, the
concrete production, the concrete in use and the end-of-life of
the product. In each step it is possible to reduce the
environmental footstep. For example, in the clinker
production step the target will be using technology that
releases less carbon dioxide in the atmosphere; in the cement
production step it will be about using less clinker in the
cement mix-design; in the concrete production, using less river
sand, etc. This is called the Concrete Circular Economy, it is a
circle because once the concrete is recycled in the end-of-life
step, it can be introduced into the cement mix-design, or as an
aggregate, etc.
Every step of the concrete’s life can improve one of the three major environmental issues.
Limestone transformation
process
Clinker production
Cement production
Sand overexploitation
Concrete production
End-of-life of concrete
Building design
Concrete in use

7 Sustainable construction solution
2.2. STEP ONE: CLINKER PRODUCTION
As said before the clinker production step is about reducing the amount of released carbon dioxide into
the atmosphere. We can work on a different fuel, on an end-of-pipe technology that could capture the
emissions, or on both of them.
2.2.1. BIO-FUEL UTILISATION
2.2.2. POST COMBUSTION ABSORPTION The technologies to reduce carbon dioxide emissions
from kiln are numerous, but they can be classified into
three different categories:
- Pre-combustion technologies, it is reducing the
carbon content of hydrocarbon containing fuels. It is not
very common at all, especially in cement plant.
- Oxy-fuel technology: it is a technology that
burns pure oxygen with gaseous fuel.
- Post-combustion technology.
Post combustion technologies are the most common technology to reduce the carbon dioxide content in
the emission gases. It divides itself into several technologies such as:
- Membranes, where CO2 is separated by semi-permeable plastic polymer or ceramic membranes.
This works with the diffusivity of molecules, and the intention to have one component pass

8 Sustainable construction solution
through the membrane faster than the other. This way CO2 is isolated. This is a very used
technology.
- Low temperature process, where separation is achieved by chilling and/or freezing the gas
stream.
- Absorption, where CO2 is selectively absorbed into liquid solvent when the gases are going out
the kiln. The gases pass through a liquid solvent where only the CO2 can react and thus is
captured. The rest of the gases are released into the atmosphere. This is the most used
technology. And this was the one I proposed as a solution.
Once the CO2 is captured with this absorption end-of-pipe technology, it can be stored underground like
most industrials do. But it can also be reused. CO2 can be processed in a series of transformations to be
used for example in the production of carbonated beverages. However, this offers very limited potential
given the volume of CO2 emitted by the cement industry, and the fact that only a very small amount of
this CO2 can be used by these processes.
Some innovating solutions are actually about producing some clinker substitute from CO2, using enzyme
catalysts. However, this solution is still in a very early stage of research. CO2 can also be used in the
production of carbonate polymers like bio-plastics, used as feedstock for solvent manufacturing, as
methanol synthesis generation fusing CO2 and H2.
One of the uses of captured CO2 is still in an early stage of development but shows for the moment great
results, and might be the future of carbon dioxide reuse; it is developed in the following part.
These post-combustion technologies are very expensive and can raise the final cost of cement from 50 to
100 %.
2.2.3. BIOLOGICAL CARBON CAPTURE This is a very promising alternative to CCS, using algae to
eat the emissions and produce fuel at the same time. The
algae can be harvest and dried and then be used as fuel for
the cement kiln. The technology is still at a very early stage
of development but the use of algae is very trendy in the
construction industry. It is actually already used in Canada
Ontario at st marys cement
These algae projects have been studied several times:
Lafarge's Carbon Capture and Transformation project. It ran
a pilot project at its Val d'Azergues plant in France in 2009
with Salata GmbH. The pilot worked but the researchers decided that new advances in processes and
biotechnology were required to make the economic and environmental results better. Other companies
have also had problems. Holcim started its Aurantia – GreenFuel project in late 2007 at its Jerez cement
plant in Spain, backing it with an investment US$92m. This project stalled when GreenFuel shut in 2009
citing lack of funding as the recession hit. ACC in India also reportedly started its own algae project in

9 Sustainable construction solution
2007, but nothing more since.
What it very interesting with this solution is that the whole process is working as an environmental
friendly circle: the CO2 emissions are captured, then used to grow algae, and these algae are used as a
fuel.
2.3. STEP TWO: CEMENT PRODUCTION
As said previously, clinker production is very polluting; this is why we are looking for substitutes for
clinker into cement mix-design; hence reducing the impact of the limestone transformation process.
2.3.1. COAL BOTTOM ASH CEMENT In Europe coal bottom ash production represents
approximately one tenth of coal combustion by-
products. About 44% of coal bottom ash is used in the
construction industry, but its application as addition in
concrete is very low.
Several studies revealed that concrete
incorporating coal bottom ash have a performance
analogous to concrete with coal fly ash, although it is
necessary to increase the dosage of admixture to
control the loss of workability that is generally
observed with bottom ash. This is due to the water absorption rate in this porous material. Coal bottom

10 Sustainable construction solution
ash can is envisaged as a promising addition type II for concrete. Coal bottom ash, quality depends on
the factory; the mix design proportion actually depends on the rate of sulfates. Sometimes mix design
cannot go up to 5% due to the leaching issues and the heavy metal elements. Mix design also with fly ash
and boiler slag.
In concrete tests, although the compressive and flexural strengths of specimens cured at 56 day
increase with increasing amount of ash replacement up to 15%, the maximum substitution rate of CBA
was determined as 10%. Studies show that when 10% of CBA is replaced by cement, the compressive
strength of CBA-concrete increases from 43MPa to 45MPa. This relatively lower substitution ratio
compared to the common practice of fly ash usage can be attributed to the different phase distributions
and higher unburned carbon contents of CBA.
2.3.2. WOOD ASH CEMENT Ash is the inorganic incombustible part of fuel left after
complete combustion, and contains the bulk of the mineral
fraction of the original biomass. Currently the biomass ash
is used in several manufacturing processes such as cement
clinker production, production of bricks, binding material
for soil stabilization and also as a raw material for the
production of synthetic aggregates, fertilizers or liming
agents.
Currently, wood ashes are frequently used as a soil supplement to improve the alkalinity of soil for
agriculture applications and also as a filler material in the construction of flexible pavements for roads
and highways.
Wood ash is often tested as partial replacement for cement for compressive strength, water
absorption and heat release.
Higher compressive strength was observed in the samples of 15% containing wood ash replacement
material. Above 25% of wood ash replacement you have lower water absorption and highest was found
in 15% wood ash content. Slower heat release is observed in the samples of 15% and 20% of wood ash
replacement after 21 days of curing time. Addition of 15% wood ash for the manufacturing of concrete
blocks was developed and these blocks meet standard limits.
2.3.3. Rice Husk ash cement
Rice husk is the outer cover of the paddy, presenting by
mass approximately 20% of it. Every year 650,000 Tons of
rice husk are produced every year in Sri Lanka. Most of it is
used as a fuel in industries such as Holcim cement kiln
already.
Such as other type of ashes, rice husk ashes presents some

11 Sustainable construction solution
pozzolanic properties, hence a 15% replacement of OPC is feasible. The only issue is that the rice husk
needs a specific combustion at a precise temperature (700°C).
2.4. STEP THREE: CONCRETE PRODUCTION
The major issue in concrete production is the overexploitation of river sand; this is why we need to
find some substitute aggregate to replace river sand. I especially like blocks because when it comes to
being sustainable, there is no limit to creativity.
Even if the lightweight blocks are often weaker than regular blocks, the fact that they are lightweight
makes the global structure lighter, hence, less need for high strength blocks.
2.4.1. MANUFACTURED SAND This is actually a project being developed by
Holcim Lanka to replace river sand. In a long term
objective, Msand will replace Rsand at the rate of
50%. Msand is different from quarry dust sand or from
washed sand because Msand is made of crushed
rocks. It gives a higher compressive strength in the
concrete than river sand.
Because of the shape of the particles, Msand gives
12 Sustainable construction solution
a poor workability the concrete, thus it might need the adding of adjuvants. However, concrete has
shown some very good performances with 50% Msand and 50% Rsand.
Compared to river sand, it shown no availability issues. Indeed, river sand shows some availability
issues due to political instability, weather, transportation issues, police issues and black market. Also, it
will be cheaper than river sand.
It is already developed by Holcim in a lot of country in Asia, such as Australia, Indonesia, Vietnam, etc.
2.4.2. EARTH CEMENT BLOCKS Compressed stabilized earth blocks (CSEB), made
of a mixture of soil, cement and water, formed by a
manual or motorized press. When implemented
correctly, the addition of cement to earth creates
compressed blocks with higher compressive
strength and better water resistance. The soil will
have to get tested before use, but if the used soil is
local, the transportation emission will be null.
CSEB might show some issues in a wet
environment, it can lose some compressive strength.
It can be mixed with clay to increase water resistance. Then this solution is efficient when the blocks are
manufactured in a clay area.
2.4.3. PUMICE STONE: There’s nothing new about pumice concrete. The
Romans were using it 2000 years ago.
Modern pumice concrete formulations are
composed of Portland cement, pumice rock,
pumice sand, and water. In critical precast or
special-duty infrastructure applications, an ultrafine
pumice pozzolanic powder is also added.
The most significant advantage of pumice
aggregate concrete is its lightweight quality (up to
one third lighter than conventional sand/gravel
concrete). Thus, it is easy-to-build and easy-to-carry
on site, and decreases the time of building.
Building blocks are widely used in all types of building construction. They can be used for load-bearing or
non-load bearing walls and have the advantage of being easy-to-build and easy-to-carry on site. They are
economically viable, structurally durable, and fire resistant with a high mechanical strength. Using
natural lightweight pumice aggregates, pumice concrete blocks have added-value in terms of thermal

13 Sustainable construction solution
resistance and mechanical performances. Pumice blocks are particularly useful wherever thermal
insulation is needed. They are also available with an additional integrated thermal insulation to achieve
high thermal resistance values.
2.4.4. WOOD BLOCKS Cement wood blocks are forms made of a mix of
cement and mineralized wood chips. These precast
compressed blocks are dry-stacked, before concrete is
poured in the voids. This system makes it possible to
build load-bearing walls. Insulation is usually included
in the blocks at the same time to obtain high thermal
performances. Construction time is therefore
minimized.
Thermal insulation: The material wood is known for
high thermal insulation and its use in healthy,
comfortable residential dwellings. Wood concrete also
has these advantages. The externally strengthened layers of insulation material prevent frost from
penetrating to the interior of the wood concrete wall in the first place. The concrete core always remains
an active heat accumulator and provides for an even and pleasant room temperature, yet also providing
effective protection against summer overheating. Mortar-less caulking of the wood concrete blocks
prevents unpleasant thermal bridges.
Noise protection: Wood concrete provides efficient protection by means of its excellent insulating
characteristics, which are due to the weight of the concrete core and the elastic insulating layers of wood
concrete with high porosity. Walls made of wood concrete that have not been plastered and
soundproofing elements made of wood concrete produce a high degree of sound absorption.
Fire protection: Since it is mixed with cement the block is not highly combustible as we could think.
Actually it answers with some fire resistance standards.
Only pure wood is used; no incineration process is necessary. With minimal input of energy, wood chips
are crushed, mixed with cement, mineral compounds and water and formed into light building blocks.
The hardened building blocks are milled from two sides exactly flat – these exactly measured building
blocks make possible an exactly fitting dry caulking of the building blocks without mortar joints.
14 Sustainable construction solution
2.4.5. CRUSHED COCONUT SHELLS BLOCKS Sri Lanka is the 8th coconut producer in the world. In 2005,
890kT of coconut were produced. Considerably large
amount remains in the environment as waste, it is a vector
for rats and mosquitos.
Crushed coconut block offers approximately the same
properties than wood block since it is too a biological waste.
It is already used in India, New Zealand and other big
coconut producers.
Not only it will provide a cheaper aggregate for blocks but the local farmers will earn some more money
from their waste, it is a win-win situation.
It is a cost effective product (for a 25% replacement you save 5.40LKR per block, 17%of the overall cost),
some studies has already been made in Sri Lanka (university of Ruhuna). In this studies the replacement
rate of aggregate was 25%, the thermal properties were as good as common blocks, and the strength
was at the average of 5MPa, much higher than the standards (1.2MPa)
It is interesting to note that replacement of natural coarse aggregate by coconut shell resulted in the
increase of compressive strength compared to conventional concrete mixture. Nevertheless, integration
of too much of coconut shell produces harsher mix which causes difficulties to produce dense concrete
thus disrupts the strength performance.

15 Sustainable construction solution
2.5. STEP FOUR: CONCRETE IN USE
2.5.1. LIVING CONCRETE Living concrete that capture rainwater, multilayer cement
encourages and sustain the growth of specific mosses and
lichens. The concrete panels are made of three layers: The
first is a waterproof layer which protects the structure from
water seepage. The second layer is the internal biological
microstructure which absorbs and retains rainwater to
support the growth of organisms. The final layer, a porous
coating, functions in reverse of the first waterproof layer,
directing rainwater to and trapping it in the biological layer to
optimize growth.
In addition to the material’s aesthetic potential, the concrete absorbs and reduces atmospheric CO2,
offering insulation and functioning as a thermal regulator. There may be potential for using the concrete
as a decorative element in the garden, and as a sustainable device for blending architecture into the
landscape

16 Sustainable construction solution
2.5.2. Green roofs
The concept of green roofs exists for a very long time now. It
can go from a very light roof with grass on the top to a small
forest. The advantages are not only aesthetic, first it reduces
heating by adding mass and thermal resistance value: a 2005
study by Brad Bass of the University of Toronto showed that
green roofs can also reduce heat loss and energy consumption
in winter conditions.
In the same time it reduce cooling (by evaporative cooling)
loads on a building by fifty to ninety percent, especially if it is
glassed in so as to act as a terrarium and passive solar heat
reservoir – a concentration of green roofs in an urban area can
even reduce the city's average temperatures during the summer
Also, it reduces stormwater run off: a study presented at the Green Roofs for Healthy Cities Conference in June
2004, cited by the EPA, found water runoff was reduced by over 75% during rainstorms. With green roofs, water is
stored by the substrate and then taken up by the plants from where it is returned to the atmosphere through
transpiration and evaporation.
Green roofs not only retain rainwater, but also moderate the temperature of the water and act as natural filters for
any of the water that happens to run off. Filter pollutants and carbon dioxide out of the air which helps lower
disease rates such as asthma.
Help to insulate a building for sound; the soil helps to block lower frequencies and the plants block higher
frequencies. Natural Habitat Creation and with green roofs, water is stored by the substrate and then taken up by
the plants from where it is returned to the atmosphere through transpiration and evaporation.
Green roofs not only retain rainwater, but also moderate the temperature of the water and act as natural filters for
any of the water that happens to run off.
2.5.3. Tilt up walls
Very fast and cost efficiency construction method, poor earthquake resilience but it is doable. First it was only for
“big bow” construction but the new flexibility of this method made that is it nowadays used for school, religious
structures, commercial and civic projects, residences, etc.
Tilt-up construction is a common method of construction throughout North America, several Caribbean nations,
Australia, and New Zealand. It is not significantly used in Europe or the northern two thirds of Asia. It is gaining
popularity in southern Asia, the Middle East, parts of Africa, Central and South America.
2.5.4. Double skin insulated concrete
Is an efficient construction solution answering to the increasing needs for envelope high thermal resistance, while
allowing concrete aesthetic and robust surfaces on both internal and external surfaces. High performance
insulating panel between two layers of concrete, resulting in a structural load-bearing wall on the interior side and
a thin concrete layer on the external face. This single product provides external insulation, thermal mass, structural

17 Sustainable construction solution
load-bearing walls and an aesthetically pleasing exterior concrete wall.
2.5.5. Floors with void formers
In order to reduce considerably to dead weight of slabs,
some void formers can be added to the structure to
replace the dead weight concrete.
The principle is extremely simple, almost obvious, but this
is a quiet new technology, maybe less than 10 years.
1kg of recycled plastic can replace 100kg of concrete.
This technology is also an architectural revolution: 50%
longer spans and a total design flexibility.
The overall cost is reduced. The structural concrete can be
eliminated up to 35%, so the foundations are smaller, the
columns are thinner, and the overall cost can be reduced by as much as 10%.
Advantages: less weight, increased strength, no need of beams, only few columns required, larger span, free choice
of shape, less foundation depth, less excavation required.
Less material and energy consumption, reducing CO2 emission up to 40kg/m², 1kg of recycled plastic replaces
100kg of concrete, every component can be recycled.
Savings in materials, transportation costs reduced, faster construction time, buildings can be more flexible and easy
in installations.
Weight: 60% of a solid slab
Fire resistance: 65% of solid slab
Defections: same
Shear strength: 80% of solid deck slab (but not really a problem…)

18 Sustainable construction solution
2.5.6. Pervious concrete
Pervious concrete pavement is a permeable pavement
used to satisfy the need for both a pavement surface and
storm water management. Pervious concrete is created
with narrowly graded coarse aggregate that is coated in a
thin layer of cement paste or mortar. This allows for an
interconnected pore structure through which water
percolates. In addition to designing for hydrology (see
Hydrologic Design of Pervious Concrete), pervious concrete
is structurally designed using normal design methods for
pavements.
Building a city entirely with pervious concrete could
actually be a danger because of the massive soil saturation
it would cause, but if some parts of the city are pervious, that could share the storm water between the soil and
the water recuperation devices, thus, reducing the risks of inundation.
Pervious concrete has been successfully used for low-volume streets, driveways, sidewalks, golf cart paths,
retaining walls, slope protection, and French drains. It can also be utilized for a variety of paving projects.
Needs maintenance by pressure wash. Structural strength a little bit lower than regular concrete but still good.
Typically, if a soil type has sufficient percolation to support a septic tank system, it will be suitable for pervious
concrete. If a soil is truly impervious, the pervious concrete system can still be useful for detention pond
requirements. Soil percolation rates are most important if you must meet stormwater quality requirements. A
typical parking lot design may have 5”– 8” of pervious pavement on top of a 6”–12” subbase of #57 stone (40%
voids) on a geotextile fabric. In sandy areas pervious is placed directly above the sand.

19 Sustainable construction solution
2.6. STEP FIVE: END-OF-LIFE
2.6.1. RECYCLED CONCRETE Concrete from demolition, renovation or
construction can be reused for recycling. However,
there is difficulty in separating the stone (as an
aggregate) and the cement. If it is not treated
properly, the old concrete may weaken the new
concrete if it is not treated properly. There are new
technologies around the world to separate the old
cement from the waste concrete. The local
researchers are currently conducting studies for
local usage.
Nevertheless, using waste concrete for non-
structural concrete components such as partition walls, road kerbs and paving blocks are possible and
has been proven to be efficient and economical.
As coarse aggregate: When used as a base and sub-base the unbound cementitious material in recycled
aggregate has been found to have a bonding that is superior to that from fines in virgin aggregate such
that the strength is improved providing a very good construction base for new pavements. It can also be
used bound in asphalt mixtures. Various civil engineering projects can also make use of coarse aggregate.
For concrete: in the US, up to 10% recycled aggregates, in the UK they found that up to 20% can be used,

20 Sustainable construction solution
in Australia up to 30% and in Germany 40% depending on the exposure class.
As a fine aggregate: Fine aggregates can be used in place of natural sand. However, the mortar content
can affect workability, strength and shrinkage due to high water absorption, which could increase the
risk of settlement and dry shrinkage cracking. Fine aggregates also often contain plaster from C&DW and
it is more costly, both economically and environmentally, to clean the material. Fine aggregates can be a
good fi ll for sub-grade corrections as they can act as a drying agent, when mixed with sub-grade soil.80
Fine aggregates can be used in sub-base and in all-in aggregate uses.
The quality of recovered aggregate is largely dependent on the quality of the original concrete and any
exceptional conditions the concrete may have endured in its first life.
2.6.2. RETURNED CONCRETE
Returned concrete is the unused ready-
mixed concrete that is returned to the
plant in the concrete truck as excess
material. This can be small amounts of
concrete leftover at the bottom of the
drum in the truck, or more significant
quantities not used by the customer on the
construction site. Typically, the amount of
waste concrete generated by ready-mix
deliveries can be as low as 0.4% to 0.5% of
total production. However, during peak
periods, when pressure for supply is greatest, the waste can increase to 5% to 9%.
Waste can be recovered by washing and reuse in concrete production or, if it has already hardened
irreversibly, it can be crushed and reused as aggregate. It is not common practice in the industry to have
company-wide policies on this matter; however, the practice of recovering returned concrete is
widespread.

21 Development of the new sustainability Portfolio
3. DEVELOPMENT OF THE NEW SUSTAINABILITY PORTFOLIO Once we had this overview of what could be done in sustainable construction we had to choose
some of the solution depending on the feasibility and the profit we could gain doing these projects. With
the guidance of all the team I had the green light to go further on the researches and to study the
feasibility. Then, I had to begin to implement the solutions by meeting contractors, industrials, etc.
To define the new sustainability portfolio of Holcim Lanka in terms of sustainable construction, the
strategy was to choose one solution (minimum) from each step of the concrete’s life. The selected
solutions are the following.
Step 1: Clinker production: For this step, since the presented solutions
were a little bit out of range in term of price, we selected an easier
way to change the first step by using bio-fuel. Actually the use of bio-
fuel is already done with the work of Geocycle, of firm of Holcim,
specialized in using waste material as a fuel into the kiln.
For this first step, the clinker production, we wanted to mix a
sustainable project with a CSR activity: gathering coconut leafs from
the local low income farmers next to the kiln in exchange of a small
salary.
Step 2: Use of BA into cement mix-design: In the same way that fly
ash is used into cement mix-design, we wanted to test the abilities of
BA in such uses. Indeed, it has the same pozzolanic properties than fly ash, but with a poor workability.
This solution is integrated into the sustainable strategy but I wasn’t in charge of this project, an engineer
specialized into cement innovation took care of it.
Step 3: Crushed coconut shells blocks: This solution is almost every time described as the most
surprizing and interesting presented sustainable solution. Indeed, the good quality of the aggregates, the
availability of the coconut shells, the solution for waste management, all this points make this solution
attractive.
Step 3: Bottom ash blocks: Even if I wasn’t present at the beginning of the project, I believe my
contribution to the development of this product is SL wasn’t minim. Even if the project is monitored by
Lanka Coal Company, HLL offered to provide the branding and the awareness complain for block makers,
engineers, contractors, etc.
Step 4: TABS, Pervious concrete and Void formers: These three solutions I presented to B2B contractors
to develop this kind of activity in the construction industry in Sri Lanka. The idea would be to promote
the solution, then to give some technical guidance and finally to supervise the implementation of the
solution on the construction site.
Step 5: Recycled concrete: This project wasn’t very defined, but it was about promoting and working
with the COWAM Centre of Galle which recycles concrete, bricks and tiles from demolition wastes.

22 Cajan bio-fuel
3.1. CAJAN BIO-FUEL When I began this project, was only done a technical research by the technical team of Geocycle. The
initial target was to demonstrate that it was feasible to develop a new micro-economy in the Puttalam
area by collecting some wastes and giving an extra salary to the nearby farmers. The studies showed that
the Cajan (coconut leaf in Singhalese) is not only suitable for coal replacement but has better properties
than rice husk. My contribution to the project was to gather a team able to work on every stage of the
project and to pilot the progress of the project. Also, depending on the feasibility I had to design a
suitable business model and I also realized the financial evaluation of the project.
3.1.1. Presentation of the project
The Puttalam plant is located in the coconut triangle, where the major
part of the Sri Lankan coconut production is located. A coconut tree loses one
to three leaves approximately every month, each leaves weighing around
3.5kg once dried. In most of the farms, the branches aren’t reused and are
managed as waste. The project is about collecting the branches and using
them as a biofuel into the kiln.
This project is environmental friendly, but not because of the direct CO2
emissions bio-fuels emit. At the opposite of common sense, bio-fuels emit the
same amount of CO2 than coal. The environmental improvement comes from
the reuse of the wastes. Indeed, either the Cajan are burnt in open field,
emitting useless carbon dioxide emissions, or the head of the Cajan are thrown into the river, creating
some big environmental issues.
3.1.2. Situation analysis
Nowadays, Geocycle is working on the reuse of waste material as a fuel as a replacement for coal.
One third of the fuel in now composed of rice husk and industrial wastes. The issue with rice husk is that
the supply is not consistent because of the season of the paddy. Even if the coconut trees are not losing
their branches equally during the year, it never stops. Hence, the supply can be predictable and a little
bit consistent.
The Puttalam area is one of the poorest of the country, only a very small part of the population is
going to high school, and the average salary is around 20,000 – 30,000 LKR (130-200 USD) per month.
This project – first based on CSR activities – could provide to the farmers an extra salary up to 15,000 LKR
(100 USD) per month for a farmer with a small plantation (10 acres / 4 hectares).
Utilization of the leaves to do some roofing, using the hole branch as a fertilizer, using the head as
food in shrimp farming…

23 Cajan bio-fuel
3.1.3. Goals
Short term objective:
Show the feasibility and the viability of such a project, first with a small amount (20 Tons per month).
Amortize the price of the crusher within a year and demonstrate the efficiency of such a project.
Long term objective:
Once the viability is established, target 200 Tons per month of shredded coconut leaves by the end of
three year. Create a small economy based on CSR activities among a community of farmers located in
the Puttalam area, and mostly change the habits of the farmers: instead of burning or dumping their
wastes, reuse them and earn an extra salary.
3.2. Process
For this project a third part middleman is doing the liaison between the Geocycle plant and the farmers.
In this case, he will guarantee a minimum salary for the farmers and the quality of the leaves.
The three points to ensure about the quality of the leaves are:
- Size of the particles between 2 and 5 mm
- The moisture content below 15%
- Consistency in the supply.
The contractor will handle the collection of the leaves from the farms, the shredding and the
transportation to the Geocycle plant. He will also take care of the management of the workers.
Then, once the branches are shredded, then are stored under a shelter as the rice husk is.
3.3. Technical properties

24 Cajan bio-fuel
The Geocycle team analyzed the combustion properties of the coconut leaf, these are detailed
underneath:
This means that the calorific value of the coconut branches is higher than the rice husk (12,000 J/g): it
has 1.3 times more calorific value than rice husk. Coal has a calorific value of 22,000 J/g, cajans are not
competitive with coal in that way though.
One of the most important properties of the cajan is the very low rate of ash. Rice husk has an ash rate
around 12.5%, all this ash going down the kiln and mixing with cement. Even coal, the most used fuel in
the kiln shows around 15% ash content. The very low rate of ash in cajan (around 3%) ensures the good
quality of the cement and makes it a very good product.
Drier the material better is the quality of the combustion. Moisture below 14% is preferred; this means
that the drying of the branches is not a determinant part of the process, since they are naturally around
11%.
Capacity of the shredder:
The shredder can turn the coconut branches into dust at the speed of 500kg per hour. At this capacity,
reaching 20 Tons per month won’t be an issue, meaning shredding less than 2 hours a day.
If we want to increase the production of coconut branches dust, we have to keep in mind that the full
capacity will be reached around
21 workable day x 6 shredding hours a day x 0.5 Ton capacity per hour = 63 Tons per month
3.4. Marketing plan
3.4.1. Supply analysis
The suppliers are selected depending on their location (close to the plant), on their incomes (targeting
the bottom of the pyramid if possible) and on their farm’s capacity. The number of farmer will be low at
the beginning to ensure a good enough salary.
The supply will be guaranteed by the contractor who will provide a constant amount of cajan per month.
3.4.2. Financial evaluation
Since this business is from a CSR activity, the salary given to the farmers will give them great margin since

25 Cajan bio-fuel
they won’t spend any money on transportation. The spending of the farmers is expected to be around
1500 LKR/Ton of material. The salary given to the farmers is the cost of the material. The corporate cost
& Laboratory is the moisture content testing and some minor expenses. The substitution benefit comes
from the quantity of coal replaced.
First we had to evaluate the expenses of the contractor so that we could add a 15% margin for him.
Contractor's expenses
Material (Farmers)
Cost of material 2
000 LKR/MT
Sub-Total 2 000 LKR/MT
Shredding
Cost of shredding (electricity, handling, etc.) 450 LKR/MT
Workers at the shredding 2 U
Salary per worker 250 LKR/Ton
Salary per worker (month 24 days) 30000 LKR/month
Extra-worker 1 U
Salary extra-worker 30000 LKR/month
Salary extra-worker (per ton) 150 LKR/Ton
Sub-Total 850 LKR/MT
Workers (for collection)
Number of extra-workers 5 U
Salary per Ton (transportation included) 1000 LKR
Salary per worker per Ton 200 LKR/Ton
Salary per worker per month 48000 LKR/month
Sub-Total 1000 LKR/MT
Total 3 850 LKR/MT
Then, our first expenses are from the shredder.
PEO
Number of shredder 1 U
Shredding machine 750000 LKR
Total 750000 LKR
Then, the next expenses are from the handling of the shredded coconut branches in the plant, the
laboratory costs (for humidity testing, etc), and also the cost of the contractor.

26 Cajan bio-fuel
Expenses
Other costs
Preperation & handling @ cement plant 900 LKR/MT Laboratory cost 150 LKR/MT
Contractor
Margin 15% Total expenses 3 850 LKR/MT Expenses + margin 4 428 LKR/MT
Total cost up to burner tip 5 478 LKR/MT
Then , the benefits of this operation comes from the calorific value of the branches compared to the coal
(indeed, the branches will be a substitute of coal, it has to be cheaper to be interesting).
Substitute benefit
Coconut leaf NCV 14 000 Mj/MT
Coal Cost 750 LKR/GJ
Cost of coconut leaf 391 LKR/GJ
Substitution benefit 10 500 LKR/MT
Balance
Expenses 5 478 LKR/MT
Benefit 10 500 LKR/MT
Balance 5 023 LKR/MT
Balance 1 004 500,00 LKR/Month
Amortization
Cost of PEO 750000 LKR
Balance 1 004 500,00 LKR/Month
Months before amortization 0,7 Months
At the end, the project is very attractive economically. It remains less attractive than the Geocycle’s rice
husk business, but still it has the CSR value that the rice husk doesn’t have, and in addition the use of
crushed coconut branches increases the quality of the final product since it contains lot less ashes than
coal or even rice husk.
27 Crushed coconut shells blocks
3.5. CRUSHED COCONUT SHELLS BLOCKS Disposal of agricultural waste materials such as rice husk, groundnut husk, corn cob and coconut
shell have constituted an environmental challenge, hence the need to convert them into useful materials to minimize their negative effect on the environment. Studies have shown that burning of agricultural wastes causes air pollution, soil erosion and even a decrease in soil biological activity that can eventually lead to decreased soil fertility. On the other hand, the landfill of these wastes attracts mosquitos and rats and can be a vector of disease.
For the local farmer, agricultural residues can be a source of extra income. Because the coconut palm provides food, drink, clothing, shelter, heirloom history, and financial security it is considered to be the most useful tree in the world. Hardly an inch of the coconut palm goes to waste in countries such as the Philippines where families rely on the coconut palm for survival and refer to it as the "tree of life." The shell, husk, roots of the tree, fronds, flowers, and wood of the trunk are also become useful products. Charcoal filters used in gas masks and cigarettes are made from coconut shells that are burned, leaving pure carbon behind. Charcoal has the ability to trap microscopic particles and impurities and prevent absorption.
Building materials from agricultural and forest wastes are ideal for socialized or low-cost housing
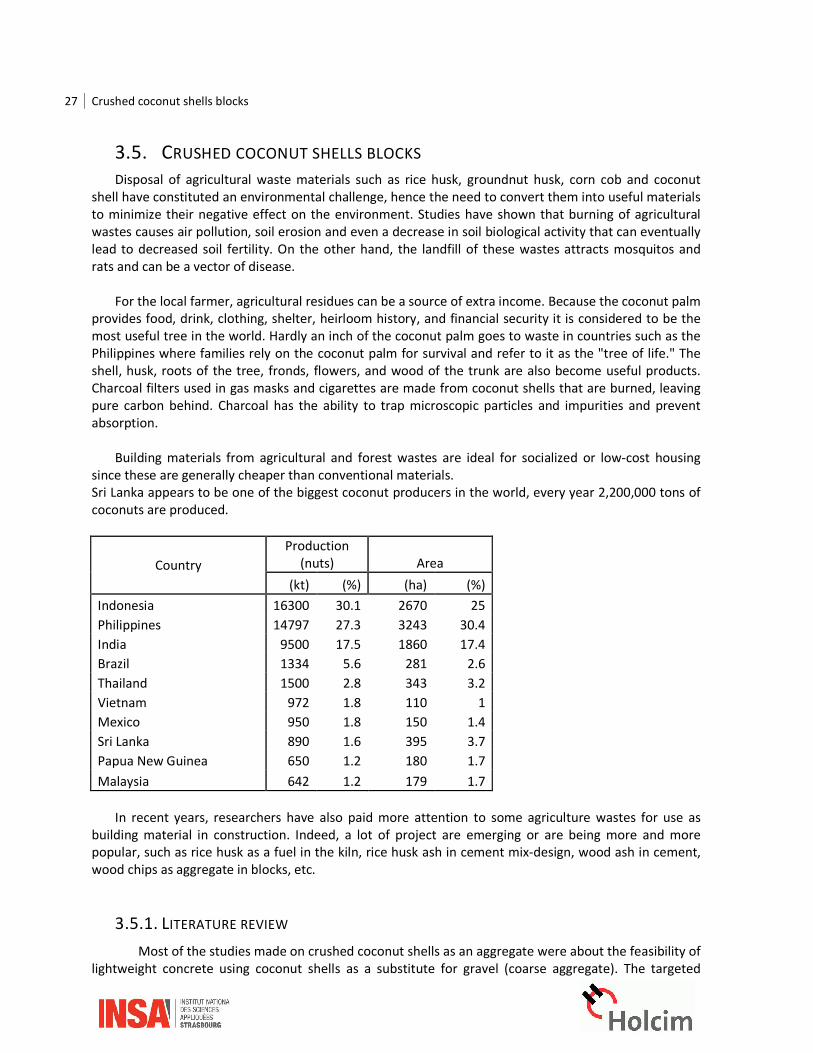
since these are generally cheaper than conventional materials. Sri Lanka appears to be one of the biggest coconut producers in the world, every year 2,200,000 tons of coconuts are produced.
Country
Production (nuts) Area
(kt) (%) (ha) (%)
Indonesia 16300 30.1 2670 25
Philippines 14797 27.3 3243 30.4
India 9500 17.5 1860 17.4
Brazil 1334 5.6 281 2.6
Thailand 1500 2.8 343 3.2
Vietnam 972 1.8 110 1
Mexico 950 1.8 150 1.4
Sri Lanka 890 1.6 395 3.7
Papua New Guinea 650 1.2 180 1.7
Malaysia 642 1.2 179 1.7
In recent years, researchers have also paid more attention to some agriculture wastes for use as
building material in construction. Indeed, a lot of project are emerging or are being more and more popular, such as rice husk as a fuel in the kiln, rice husk ash in cement mix-design, wood ash in cement, wood chips as aggregate in blocks, etc.
3.5.1. LITERATURE REVIEW
Most of the studies made on crushed coconut shells as an aggregate were about the feasibility of lightweight concrete using coconut shells as a substitute for gravel (coarse aggregate). The targeted

28 Crushed coconut shells blocks
compressive strength was about 20MPa to find some application in low bearing application. The standards with blocks in Sri Lanka allow having a compressive strength above 1.2MPa. From this standard it is way easier to reach the specifications with a weaker aggregate such as coconut shell. This small review give an overview of what has been done and achieved with CCS, so that we can start the testing knowing that the project is feasible. NEED TO HAVE THE STUDIES FROM SUBASHI DA SILVA.
Olanipekun, Olusola and Atia investigated the strength characteristics of concrete produced using crushed, granular coconut and palm kernel shells as substitutes for conventional coarse aggregate in gradation of 0%, 25%, 50%, 75% and 100%. As expected, the strength of the concrete decreased in the same time that the rate of CCS aggregate increased. However, concrete with CCS showed better results than concrete with palm kernel shell. This shows that CCS is a suitable aggregate for concrete, due to its very hard inner shell.
Abdulfatah and Saleh conducted experiments to determine the suitability of coconut shell as full
replacement for coarse aggregate in concrete works. A total of 72 concrete cubes of size 150×150×150 mm with different mix ratios of 1:2:4, 1:1.5:3 and 1:3:6 were casted, tested and their physical and mechanical properties were determined. Compressive strengths comparable to that of plain concrete were observed. The study concluded that cost of producing concrete can be reduced up to 48%. This shows a second property of CCS, it’s very low cost. The final cost will depend on the final concrete mix-design, but also on the price of the waste coconut shells.
Gunasekaran used coconut shell as lightweight aggregate in concrete; it is indeed obvious that
organic chips are lighter than gravel. It was observed that coconut shell exhibits more resistance against crushing, impact and abrasion compared to conventional aggregate. The density of coconut shell was in the range of 550 - 650 kg /m3 and was within the specified limit for qualifying as lightweight aggregate.
Amarnath and Ramachandrudu studied the effect of fly ash on concrete with coarse aggregate
partially replaced with coconut shell aggregate. It was observed that coarse aggregate replaced with equivalent weight of fly ash had no influence when compared to the properties of corresponding coconut shell replaced concrete. This very promising study shows us the possibility of using fly ash in the block mix-design to make the block a bit greener.
Delsye, Mannan and John investigated the flexural behavior of reinforced concrete beams
produced from oil palm shell (OPS) aggregates. The investigation revealed that the flexural behaviour of reinforced OPS concrete beams was comparable to that of other lightweight concretes. This study can be completed with the one made by Gunasekaran, Annadurai and Kumar that concluded by saying that coconut shell concrete beams showed good ductility behavior, that no bond failures occurred. They finally concluded that CCS will become one of the best alternatives for normal coarse aggregate.
Daniyel used a concrete mix of 1:2:4 as control concrete, while coconut shells were used to
replace crushed granite by volume. The density and compressive strength of concrete were found to reduce as the percentage replacement increased. Concrete produced with 20%, 30%, 40%, 50% and 100% replacement attained 28-day compressive strengths of 19.7 N/mm2, 18.68 N/mm2, 17.57 N/mm2, 16.65 N/mm2 and 9.29 N/mm2 corresponding to 94%, 89%, 85%, 79.6% and 44.4% of the compressive strength of the control concrete.
Lae used some coconut fibers into the concrete mix-design, as a replacement for cement up to

29 Bottom ash
3%. As expected the average compressive strength decreased from 12.45MPa to 11MPa, but the average shear strength increased from 3 to 4 MPa. This shows another advantage of using CCS.
To sum up the developed points here: - CCS shows better properties than palm kernel as an aggregate in concrete. - The low cost of the coconut shell can reduce drastically the overall cost of the concrete. - The use of CCS in lightweight concrete is perfectly suitable due to its low density. - The use of fly ash is possible combined with CCS. - Reinforced Coconut concrete is possible and has as good properties as any other lightweight
concrete in flexural application. - CCS concrete has more resistance against crushing, impact and abrasion compared to
conventional aggregate. - The fibers of the coconut give a better shear resistance than regular concrete.
3.5.2. Situation in Sri Lanka
The market for wasted coconut shells is already there and more and more popular. This is an
advantage because people are aware of the reusability of their wastes but is not also a disadvantage because there is already a price on the wasted coconut shells.
The coconut shells are burnt at very high temperature and used as activated carbon, which is used as
a pre-filter for water since activated carbon is a very good absorbent for many contaminants in drinking water.
As said earlier, Sri Lanka doesn’t lack of coconut farms, especially in the Puttalam area.
4. BOTTOM ASH Coal bottom ash is a by-product of coal fired industry. The Norochchlai power plant provides 50% of Sri
Lankan energy, thus producing every day almost one thousand tons of ash. Almost all the fly ash is
recycled into cement mix-design. Indeed, 75 Tons of bottom ashes are produced every day. However,
the bottom ash is landfilled in the factory field. Since the area is one of the windiest place in Sri Lanka,
these ashes causes air, soil and oceanic pollution. One solution would be to reuse as well the bottom
ash, either as an aggregate than as a substitute for cement.
The first project, started before my arrival in Holcim, is the bottom ash block project, using bottom ash
as an aggregate in blocks. This project was in collaboration with the NBRO, Lanka Coal Company, and the
CIDA.
My first work has been to gather some information about the uses of bottom ash around the world as an
awareness program for every stakeholders of the project. From this, I also found that bottom ash can be
used in a lot more applications, such as an aggregate in concrete, a cement substitute in concrete, as an
aggregate in pervious concrete, an embankment coarse aggregate, etc.
4.1. BOTTOM ASH BLOCK

30 Bottom ash
This bottom ash block project is a very thrilling project for all the stakeholders. For the Lanka Coal
Company first, because they are at the centre of the project since they are going to produce themselves
the blocks in the future. It is the first time they come with a sustainable construction project of their own
with their by-product.
For Holcim Lanka too it is a very interesting project because they have never been involved in any
bottom ash project before, and furthermore, since the first tests have been done with Holcim cement, all
the production will be done with Holcim cement.
4.1.1. BOTTOM ASH BLOCK LITERATURE STUDY
INTRODUCTION
Holcim Lanka, with the collaboration of the NBRO (National Building Research Organization), the CIDA
and Lanka Coal Company, launched the Bottom ash block manufacture program a few months before my
arrival.
Bottom ashes are by-product of the coal combustion, as well as fly ash or boiler slag. These fly ashes are
for the moment landfilled in the Norochchlai land fill area and causes big environmental issues because
of the strong winds taking the ashes away in the sea.
Since bottom ash has approximately the same properties as fly ash, it is at first sight suitable for block
production.
The following literature study explains the state of the art of the bottom ash uses in masonry blocks.
PRESENTATION OF THE NOROCHCHLAI POWER PLANT
BASIC PRESENTATION OF THE ENERGY PRODUCTION, LOCATION, ETC
The very first coal power station in Sri Lanka, the Lakvijaya Power Station is located in Norochchlai,
Puttalam, on the Southern end of the Kalpitiya peninsula. The plant has been commissioned in the early
2000s where the construction of the facility started in May 2006. The first phase of 300 MW was
completed on March, 22nd 2011 and two additional units of 300 MW each were commissioned in 2013
and 2014.The two main by-products coming from coal-fired power plants are fly ash and bottom ash. Fly
ash is world wildly used in cement design, but bottom ash is also primarily composed of valuable industrial
minerals such as alumina, silica, lime and iron oxide but to a lesser concentration.
MT OF FA, BA PER DAY AND WHAT IS DONE NOWADAYS FOR DISPOSAL OR REUSE
The Lakvijaya Power Station running at full capacity generates 900MW of electricity. During this process
also 750MT of fly ash and 75MT of bottom ash are generated per day.
The average proportions of coal combustion products (CCP’s) are given underneath:

31 Bottom ash
Coal Bottom Ashes (CBA) are coarse, granular, incombustible materials that are collected from the bottom
of furnaces that burn coal. The most common type of coal-burning furnace in the electric utility industry is
the dry bottom pulverized coal boiler. When pulverized coal is burned in a dry bottom boiler, about 80
percent of the unburned material or ash is entrained in the flue gas and is captured and recovered as fly
ash. Although similar to natural fine aggregate, bottom ash is lighter and more brittle and has a greater
resemblance to cement clinker.
Fly ash is gainfully utilized in cement industry; indeed, its applications go from block manufacture to
concrete formulation. Bottom ash is presently regarded as waste material in Sri Lanka. Thus, the only
solution found until now to take care of the bottom ash is the landfill disposal. This kind of waste requires
an appropriate handling to minimize environmental effects caused by such material. At present however
the annual disposal of bottom ash (on average 26,250MT) is piled up in a large dumping area close to the
plant, causing air and water pollution.
When disposed, the coal ash can smother terrestrial
vegetation and aquatic sediments in nearby rivers or ponds. If the dry ash fine particles are taken away by
the wind, they can be extremely harmful to breath. Bottom ash is a very light material and the region of
Norochchlai is one of the windiest regions of the country. Some chemical hazards in the ash like arsenic
Fly ash (70%)
Bottom ash (13%)
FGD materials (10%)
Boiler slag (7%)
View of the Lakvijaya Power Station
landfill disposal of the coal bottom ashes

32 Bottom ash
can be very toxic too if they move through the soil and solves into the groundwater.
However, this environmental problem could be overcome by utilizing bottom ash as a substitute for sand
in the manufacture of cement blocks. This is feasible because bottom ash has a high content of silica
(>95%) as in river sand.
DESCRIPTION OF THE COAL BOTTOM ASHES
PHYSICAL PROPERTIES
The evaluation of the bottom ash from Norochchlai Power Plant is fully detailed in Development of
lightweight building blocks using bottom ash from coal fired power plants (R. Savitha, S.M.A.
Nanayakkara).
CHEMICAL PROPERTIES
Without going too deeply into specific details, it is important to note that these bottom ashes are mostly
composed of silica (SiO2) at the range of 95%. Also, the concentration of harmful elements such as As, Pb,
Cr, Cd, Cu, Ni and Se are below the internationally specified toxicity limits for use in soil as a filling
material.
PHYSICAL PROPERTIES
The tests on Loss on Ignition were satisfying, values varied from 1-2% indicating negligible unburnt coal
and moisture. The results also showed that there was no As, Pb, and Se metals leached to water, which is
often an issue when occurring with bottom ash.
The radiations were also tested and the bottom
ashes were neutral and it can be used as a building
material.
A sample made with a gradation of 0-4 mm and
containing 23% of fines (<63µm) complied with
grading limits specified in BS EN 12620, 2002 for
medium graded fine aggregate.
A very interesting property of bottom ash is the low
particle density: 1500-1750 kg/m3 against 2600-
2750 kg/m3 for the river sand. However, the very
high water absorption of bottom ash (17-30%) may be a problem of water absorption of block produced
with bottom ash.
Some SEM images show that bottom ash particles are highly porous, angular and roughly shaped. Hence
the inter particles friction increases and the flow characteristics of fresh concrete gets hindered.
HISTORY OF THE USE OF CBA IN CONSTRUCTION

33 Bottom ash
The use of CBA in construction is very linked with the United Kingdom’s coal industry. Since the
introduction of coal fired boilers during the industrial revolution, resulting ashes and clinkers have been
used in a variety of applications. The first application doing blocks with CCP’s was the so called ‘breeze
blocks’. The introduction of pulverized coal combustion in power stations in the 1950s made the CBA
replace step by step clinkers as an aggregate. The fact that CBA is burnt at a much higher temperature
than clinker make this material more consistent and less likely to cause failures in blocks.
All UK furnaces were designed by the Central Electricity Generating Board to combust UK coals and as a
result a standard method evolved of removing the bottom ash using high pressure water jetting. All the
CBA produced in the UK since then is a washed material. Though the chemical composition of CBA is very
close to fly ashes, the use of water reduces the amount of potentially deleterious compounds as sulfates,
heavy metals, as well as unburnt coal to eliminate the risk of soundness problems.
COMMON USES OF CBA NOWADAYS
USE OF CBA IN CEMENT AS REPLACEMENT FOR OPC CEMENT
A non-negligible proportion of CBA (up to 10% in Europe) is used as a replacement of clinker in OPC
cement, indeed, until a certain percentage (10-25%) the properties of the cement are better due to the
pozzolanic properties of CBA. Indeed; the compressive strength tends to raise, but the thermal properties
are in most of the case better than regular blocks. In the cement, CBA has quiet similar properties than fly
ash except for the reduced workability. In this case some adjuvants can be added to the mix design.
USE OF CBA IN CONCRETE AS REPLACEMENT FOR SAND
CBA can also be used as an aggregate for concrete as a replacement of sand. Sieve analysis and
microscope analysis showed that CBA could perfectly fit as an aggregate for concrete.
USE OF CBA IN OTHER FIELDS (ROADS, EMBANKMENTS, ETC.)
Since CBA can be used nearly without any transformation as a fill material, a big proportion of CBA is used
as embankment. Like in sub-layers of roads, the material doesn’t have to be treated and can be used in its
roughly form. This way, huge quantities of CBA can be used very cheaply instead of using natural
resources.
To use CBA as an embankment material, the BA has to be free of pyrites and popcorn-like particles.
Bottom ash may require screening or grinding to remove or reduce oversize materials, greater than 19mm
in size.
Uses of CBA in USA and EUROPE
IN THE UNITED STATES OF AMERICA

34 Bottom ash
Source: ACAA (American Coal Ash Association)
The graph below shows the evolution of produced and used bottom ash. Even if the percentage of used
bottom ash grows for the past three years, it is mostly because the quantity of produced bottom ash
decreases since 2010 while the quantity of used bottom ash is quiet stable.
Source: ACAA
Reclamation, stockpile or
disposal
51%
Used Bottom ash in the
construction industry
49%
Part of the Bottom Ash used in US (2014)

35 Bottom ash
Reclamation, stockpile or disposal
54%
Used Bottom ash in the construction industry
46%
Part of Bottom Ash used in Europe (2010)
Source: ACAA
Making aggregate blocks with reused bottom ash is not very popular in the USA, bottoms ashes are used
most than half of the time in their coarsest form (structural fills, road base, embankment...).
IN EUROPE
Different uses of Bottom ash in the construction industry in USA (2014)
Concrete products 10%
Blended cement 20%
Structural fills 32%
Road base 5%
Soil modification 12%
Miscellaneous 21%

36 Bottom ash
Uses of Bottom Ash in the construction industry in Europe (2010)
Non-aerated concrete blocks (42%)
General engineering fill (21%)
Cement raw material (9%)
Pavement base course (8%)
Miscellanous (20%)
Source: ECOBA (European Coal Combustion Products Association)
Source: ECOBA
The major part of used bottom ash is incorporated into the mis design of non-aerated blocks. The non-
aerated blocks correspond to lightweight blocks and dense blocks.

37 Bottom ash
75%
Part of Coal Bottom Ash used in Japan (2001)
Source: COAL COMBUSTION PRODUCTS (Rustu S. Kalyoncu)
IN OTHER COUNTRIES
COMMENTARIES
The proportion of used Coal Bottom Ash differs from one country to another, certainly because of the lack
of room for landfill disposal for some, or the huge natural resources for other. Certainly due to the British
trend, Europe has a major part of reuse CBA in non-aerated blocks. This high proportion supposes that the
phenomenon is not new and quiet profitable.
In Europe, a very high proportion (4%) of Coal Combustion Products (CCP) (that incorporate fly ash,
bottom ash, boiler slag, and other) are made into blocks, this is one of the top production from CCP’s, just
behind cement raw material, blended cement and concrete addition.
13%
Part of Coal Bottom Ash used in Canada (2001)
100%
Part of Coal Bottom Ash used in UK (2014)
Since the 1950s, United Kingdom has begun to use its CCP’s
in the concrete and the masonry industry. Today all of its
bottom ash is reuse, and the UK even imports some CCP’s
from Europe. The market study of coal bottom ash is
developed in part 3.

38 Bottom ash
MARKET STUDY
MARKET STATISTICS
COAL BOTTOM ASH BLOCK (CBAB) MARKET IN UNITED KINGDOM
Concrete blocks are the most common building units manufactured in the United Kingdom, also, UK is
the leading country of CCPs recycling. This is why it is one of the only countries where a lot of
information about the CBAB market is available. Usually, the different type of available blocks can be
classified this way:
Concrete blocks
Aggregate concrete masonry units
Lightweight aggregate Dense aggregate
Autoclaved Aerated Concrete (AAC)
AAC block (front), lightweight aggregate
(middle) and dense aggregate (back)
concrete masonry units

39 Bottom ash
COMPOSITION OF THESE CONCRETE BLOCKS
Approximately two third of AAC mix design is made of fly ash, contributing up to 70% to the product by
mass1.
In lightweight aggregate blocks, CBA is commonly made of 50% of the product by mass. Since CBA is the
main subject of this review, we will be mostly focusing on lightweight blocks. We can also see that
approximately 7% of the lightweight block composition is made of recycled block.
Dense aggregate blocks are mostly made of sand/aggregates, with sometimes a small proportion of fly
ash.
MANUFACTURE OF CBAB
There are two main ways of producing lightweight concrete blocks: in static plants or using “egg layers”, in
the both processes the concrete mix stays the same.
CBA blocks manufacturing doesn’t differ a lot from usual aggregate blocks, only the composition of the
aggregate does. In usual natural aggregates such as gravel, crushed rock or sand can be used.
Alternatively, recycled, secondary or artificial aggregates may be used. CBA is one of the secondary
aggregate and is wildly used in the United Kingdom for block manufacture.
1 Coal combustion products for the manufacture of precast masonry units in the United Kingdom (R A Carroll, J E Guest)

40 Bottom ash
Due to the low density of the CBA – lower than mostly aggregates –, it is perfectly suitable for lightweight
aggregate masonry units.
Although CBA is generally weaker than natural aggregates, when the sieve analysis incorporate both
coarse CBA and crushed CBA (for the proportion of fines), it provides acceptable compressive strength.
Otherwise, when the CBA is particularly coarse, fly ash can be used to act as a fine inert filler. As it is quiet
common in UK, some fly ash can be added as a cementeous addition, making concrete blocks highly
environmental friendly.
The range of available CBA lightweight block in UK is very wide, allowing using CBAB in every type of
configuration:
41 Bottom ash
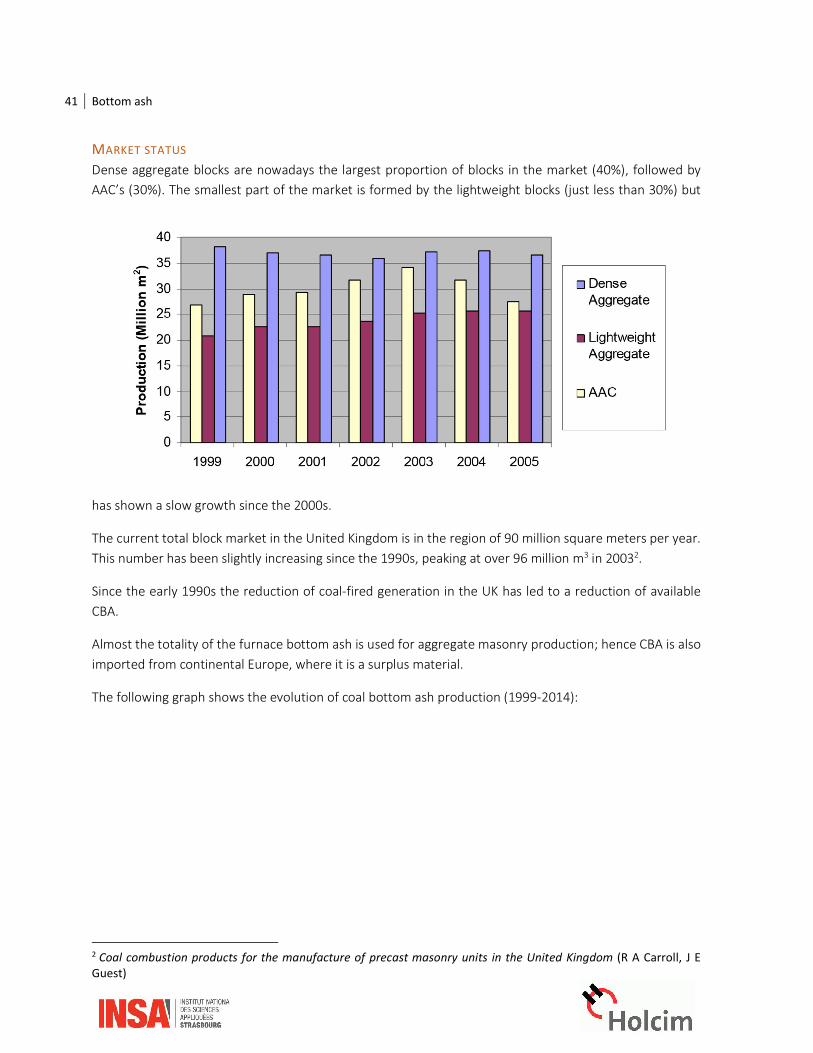
MARKET STATUS
Dense aggregate blocks are nowadays the largest proportion of blocks in the market (40%), followed by
AAC’s (30%). The smallest part of the market is formed by the lightweight blocks (just less than 30%) but
has shown a slow growth since the 2000s.
The current total block market in the United Kingdom is in the region of 90 million square meters per year.
This number has been slightly increasing since the 1990s, peaking at over 96 million m3 in 20032.
Since the early 1990s the reduction of coal-fired generation in the UK has led to a reduction of available
CBA.
Almost the totality of the furnace bottom ash is used for aggregate masonry production; hence CBA is also
imported from continental Europe, where it is a surplus material.
The following graph shows the evolution of coal bottom ash production (1999-2014):
2 Coal combustion products for the manufacture of precast masonry units in the United Kingdom (R A Carroll, J E Guest)

42 Bottom ash
Source: UKQAA Ash Availability Report – January 2016
In 2005, production of FBA has been further reduced by the introduction of low NOx burner which has
decreased the proportion of CBA from 20-25% to 15-20% of the CCP’s. This has also lowered the density,
the loose and the dry bulk density. Hence, around 99.9% of the CBA is used in lightweight block making.
The production of CBA is linked with fly ash production, but depends on the type of coal burnt and the
combustion units operated.
COST STUDY
The University of Ruhuna (Sri Lanka) made a publication Bottom ash as replacement of sand for
manufacturing masonry blocks (A.J.M.S.S Abeykoon, C.S.K.R Anthony, G.H.M.J Subashi Da Silva). The aim
of the paper was to determine the optimal mix design of aggregate including bottom ash in manufacturing
masonry blocks. The results were determined with the compressive strength at different ages of the
samples (7 days, 14 days, and 28 days).
A cost analysis was also made, only with consideration of the cost of materials. Indeed, the manufacturing,
transportation, and machinery are hypothetically the same. The cost of a cement bag was considered as
Rs.820.00 and 100ft3 of sand was considered as Rs.8000.00. Volumes of the cement, sand were calculated
according to the particular proportions for blocks.
RESULTS
43 Bottom ash
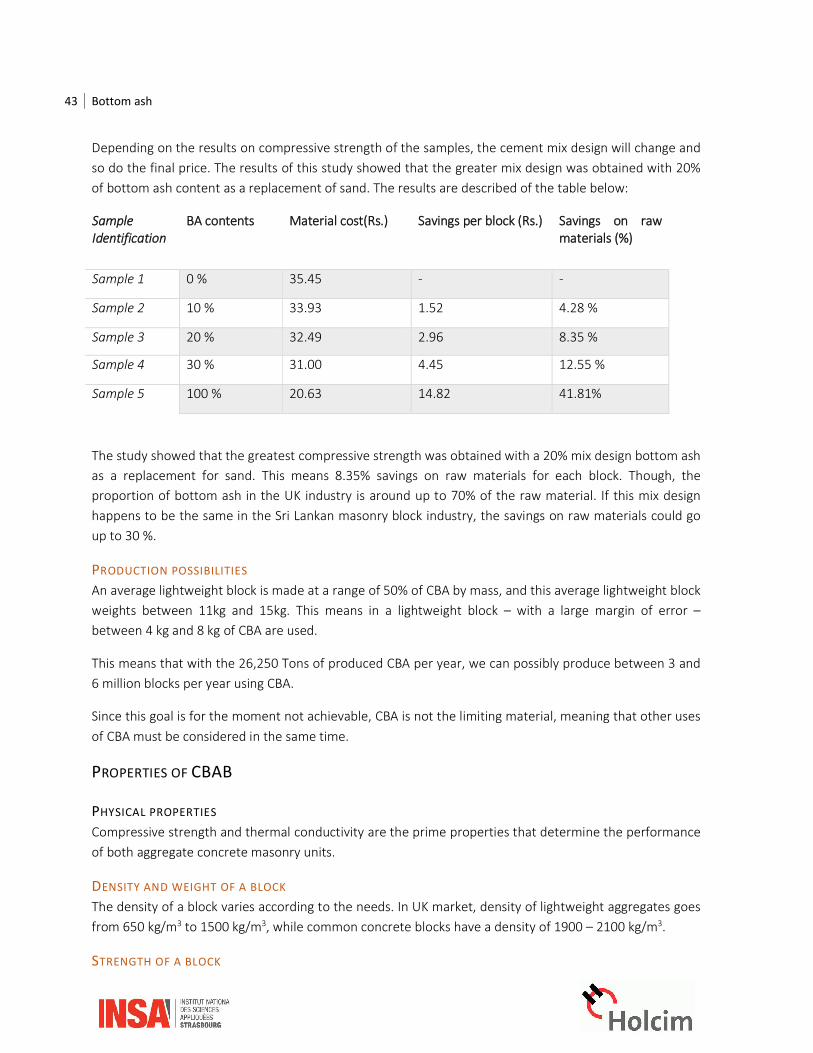
Depending on the results on compressive strength of the samples, the cement mix design will change and
so do the final price. The results of this study showed that the greater mix design was obtained with 20%
of bottom ash content as a replacement of sand. The results are described of the table below:
Sample Identification
BA contents Material cost(Rs.) Savings per block (Rs.) Savings on raw materials (%)
Sample 1 0 % 35.45 - -
Sample 2 10 % 33.93 1.52 4.28 %
Sample 3 20 % 32.49 2.96 8.35 %
Sample 4 30 % 31.00 4.45 12.55 %
Sample 5 100 % 20.63 14.82 41.81%
The study showed that the greatest compressive strength was obtained with a 20% mix design bottom ash
as a replacement for sand. This means 8.35% savings on raw materials for each block. Though, the
proportion of bottom ash in the UK industry is around up to 70% of the raw material. If this mix design
happens to be the same in the Sri Lankan masonry block industry, the savings on raw materials could go
up to 30 %.
PRODUCTION POSSIBILITIES
An average lightweight block is made at a range of 50% of CBA by mass, and this average lightweight block
weights between 11kg and 15kg. This means in a lightweight block – with a large margin of error –
between 4 kg and 8 kg of CBA are used.
This means that with the 26,250 Tons of produced CBA per year, we can possibly produce between 3 and
6 million blocks per year using CBA.
Since this goal is for the moment not achievable, CBA is not the limiting material, meaning that other uses
of CBA must be considered in the same time.
PROPERTIES OF CBAB
PHYSICAL PROPERTIES
Compressive strength and thermal conductivity are the prime properties that determine the performance
of both aggregate concrete masonry units.
DENSITY AND WEIGHT OF A BLOCK
The density of a block varies according to the needs. In UK market, density of lightweight aggregates goes
from 650 kg/m3 to 1500 kg/m3, while common concrete blocks have a density of 1900 – 2100 kg/m3.
STRENGTH OF A BLOCK

44 Bottom ash
As said before, density of a block only varies according to the different needs. Thus, aggregate blocks are
manufactured to a range of different strength specifications at a given density. This is achieved by
changing the amount of binder or altering the curing regime.
Source: Coal combustion products for the manufacture of precast masonry units in the United Kingdom (R
A Carroll, J E Guest)
We can see that the compressive strength for lightweight blocks varies from 3.5 to 10.5 MPa.
THERMAL AND ISOLATION PROPERTIES
There is a broad relationship between the density and lambda value for AAC and aggregate blocks. The
more the density is high, the more the thermal conductivity I high, following an exponential typed curb:
45 Bottom ash
Source: Coal combustion products for the manufacture of precast masonry units in the United Kingdom (R
A Carroll, J E Guest)
More, even if bottom ash blocks offer a lower strength and density than common concrete blocks, the fire
resistance is increased with the use of bottom ash. This is due to the wide evaporation plateau these
ashes incur. Thus, the properties of the new material validate its possible usage for non-structural
applications such as facades and inside partitioning.
Thereby, these blocks with both higher fire resistance and lower thermal conductivity generate value-
added products.
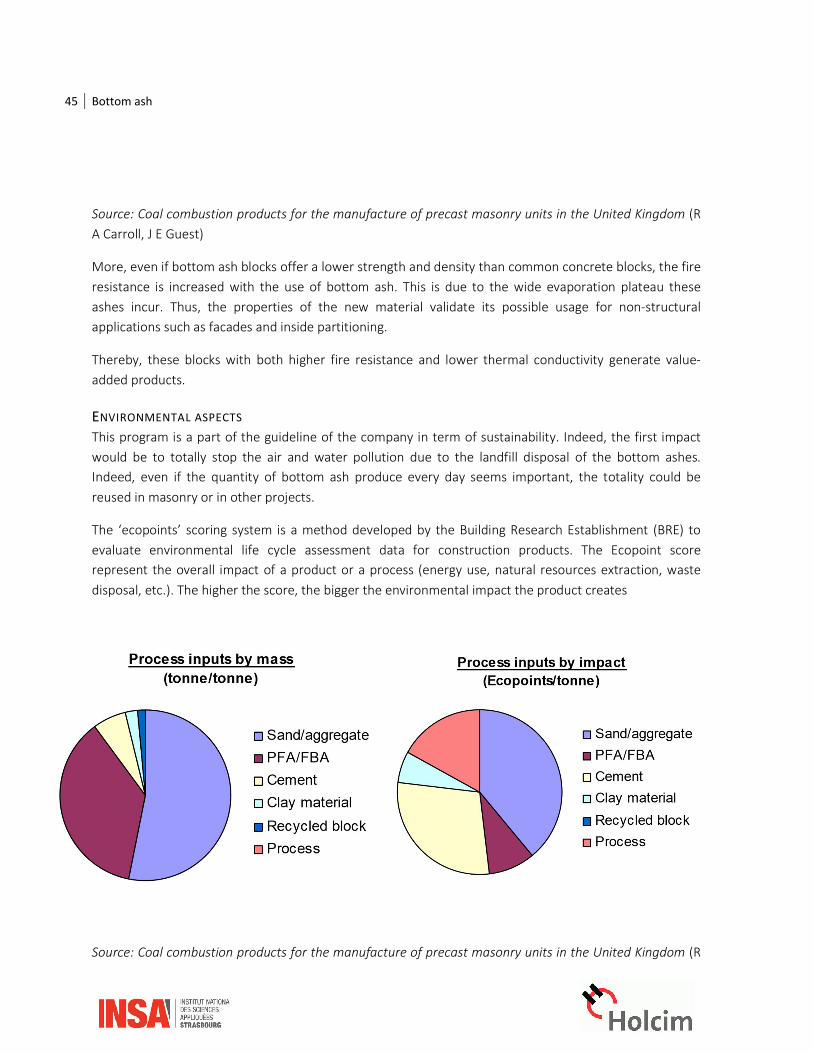
ENVIRONMENTAL ASPECTS
This program is a part of the guideline of the company in term of sustainability. Indeed, the first impact
would be to totally stop the air and water pollution due to the landfill disposal of the bottom ashes.
Indeed, even if the quantity of bottom ash produce every day seems important, the totality could be
reused in masonry or in other projects.
The ‘ecopoints’ scoring system is a method developed by the Building Research Establishment (BRE) to
evaluate environmental life cycle assessment data for construction products. The Ecopoint score
represent the overall impact of a product or a process (energy use, natural resources extraction, waste
disposal, etc.). The higher the score, the bigger the environmental impact the product creates
Source: Coal combustion products for the manufacture of precast masonry units in the United Kingdom (R

46 Bottom ash
A Carroll, J E Guest)
As we can see on the graphs, although the CCP’s are 37% of the product by mass for a generic lightweight
concrete block, they only contribute 9% of the Ecopoints score per ton. We can also see that sand,
aggregates and cement have the biggest process inputs impact, we can easily imagine how benefic it
would be to partially to totally replace them.
Also, the program aims at using lesser river sand which is a limited natural resource. This is also a part of a
background goal of Holcim Lanka. More, using river sand affects the whole natural ecosystem of the river
by modifying the riverbed.
CONCLUSION ABOUT USES OF CBAB
IN THE FUTURE, OTHER POSSIBLE USES OF CBA
CBA AS A FILLING MATERIAL OR IN EMBANKMENT
As said before, the huge quantities of bottom ash available per year and in the landfill allow us to use the
CBA in a coarse form, using large quantities. This is why embankments fit perfectly to the situation.
CBA in embankment and structural fills are already wildly used, especially in the USA, where more than
30% of the used bottom ash is utilized in structural fills and embankments.
Some studies have to be made regarding of the arsenic and the heavy metal content into the BA
composition before using it in any civil engineering filling application.
Indeed, bottom ash is a very interesting product, since its low unit weight, relatively high shear strength
and ease of handling and compaction.
CBA IN THE MIX DESIGN OF CEMENT
A possible evolution of the CBA market could be the use of CBA in the formulation of cement, as a
replacement of clinker. This cement can be made of a mix of bottom and fly ash.
Since cement represents more than 50% of the final price on concrete, it could be extremely interesting to
add in the cement design CBA.
This is already well-known in Europe and USA where reused CBA in cement are respectively 9% (2010) and
20% (2014). Numerous scientific works shows that the quality of the cement is the same after the ad of
CBA.
This could be a part of the will of the company to stop step by step the production of OPC cement.
Nowadays, fly ash is used in most cement factories of the world, including Holcim Lanka. Thus, the
creation of a new product could be an option, using both fly ash and bottom ash in the cement production
to reduce the natural clinker.
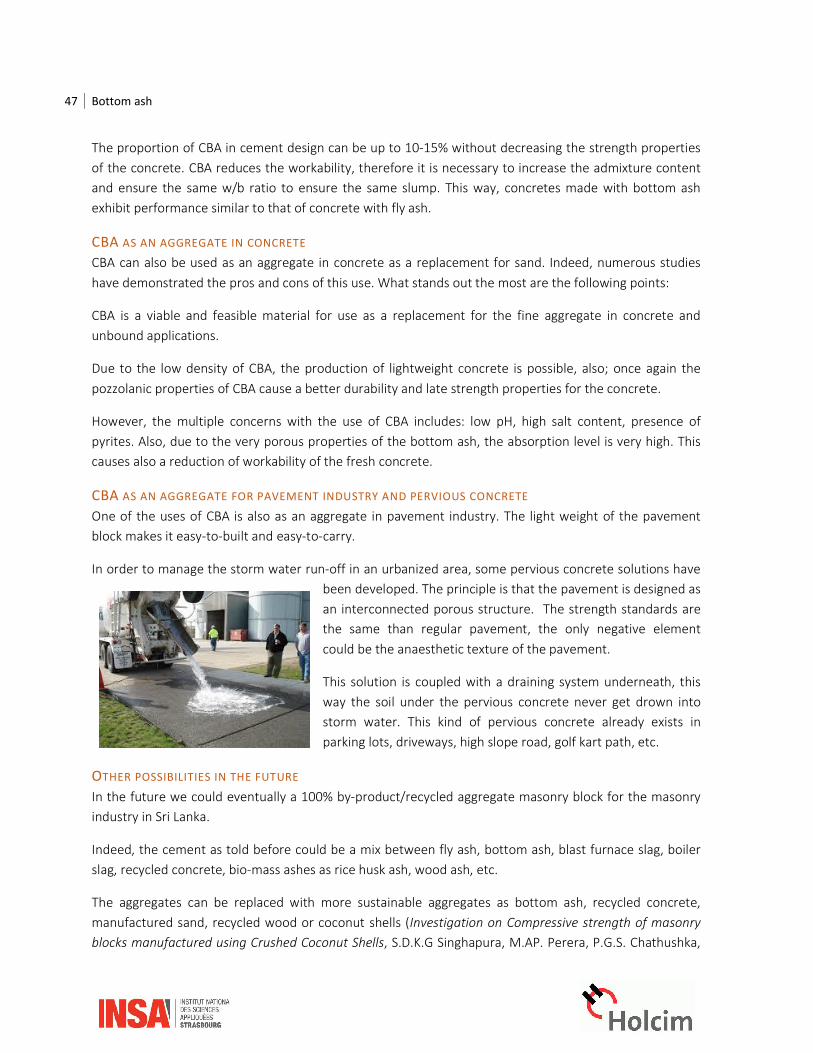
47 Bottom ash
The proportion of CBA in cement design can be up to 10-15% without decreasing the strength properties
of the concrete. CBA reduces the workability, therefore it is necessary to increase the admixture content
and ensure the same w/b ratio to ensure the same slump. This way, concretes made with bottom ash
exhibit performance similar to that of concrete with fly ash.
CBA AS AN AGGREGATE IN CONCRETE
CBA can also be used as an aggregate in concrete as a replacement for sand. Indeed, numerous studies
have demonstrated the pros and cons of this use. What stands out the most are the following points:
CBA is a viable and feasible material for use as a replacement for the fine aggregate in concrete and
unbound applications.
Due to the low density of CBA, the production of lightweight concrete is possible, also; once again the
pozzolanic properties of CBA cause a better durability and late strength properties for the concrete.
However, the multiple concerns with the use of CBA includes: low pH, high salt content, presence of
pyrites. Also, due to the very porous properties of the bottom ash, the absorption level is very high. This
causes also a reduction of workability of the fresh concrete.
CBA AS AN AGGREGATE FOR PAVEMENT INDUSTRY AND PERVIOUS CONCRETE
One of the uses of CBA is also as an aggregate in pavement industry. The light weight of the pavement
block makes it easy-to-built and easy-to-carry.
In order to manage the storm water run-off in an urbanized area, some pervious concrete solutions have
been developed. The principle is that the pavement is designed as
an interconnected porous structure. The strength standards are
the same than regular pavement, the only negative element
could be the anaesthetic texture of the pavement.
This solution is coupled with a draining system underneath, this
way the soil under the pervious concrete never get drown into
storm water. This kind of pervious concrete already exists in
parking lots, driveways, high slope road, golf kart path, etc.
OTHER POSSIBILITIES IN THE FUTURE
In the future we could eventually a 100% by-product/recycled aggregate masonry block for the masonry
industry in Sri Lanka.
Indeed, the cement as told before could be a mix between fly ash, bottom ash, blast furnace slag, boiler
slag, recycled concrete, bio-mass ashes as rice husk ash, wood ash, etc.
The aggregates can be replaced with more sustainable aggregates as bottom ash, recycled concrete,
manufactured sand, recycled wood or coconut shells (Investigation on Compressive strength of masonry
blocks manufactured using Crushed Coconut Shells, S.D.K.G Singhapura, M.AP. Perera, P.G.S. Chathushka,

48 Bottom ash
G.H.M.J. Subashi De Silva), who are also a major problem when disposed, bringing rats and mosquitos.
4.1.2. BEGINNING OF THE MANUFACTURE OF THE BLOCKS
In order to perform some tests about the properties of these bottom ash blocks, the first step of the
project was to produce 1000 blocks to build a model house in Tangalle. The house will supposed to be
designed as tsunami and high wind resilient.
The manufacture of the block began on 6th of april and ended on 11th of april. After two weeks of curing,
the blocks will be transferred in Tangalle to begin the tests.
For the manufacture of the first 1000 blocks, the mixture was done by hand.
What is important to know is the mix design of the concrete by mass:
- 65% of bottom ash (258.5kg per batch)
- 22% of fly ash (88kg per batch)
- 1% of silica fume (4kg per batch)
- 12% of cement (50kg per batch)
Each batch was 400.5kg then. A very interesting point is that no sand at all was used in the concrete mix-
design. It is indeed an important point since river sand causes severe environmental issues in Sri Lanka.

49 Bottom ash
Theses blocks are very environment friendly since 87% of the blocks are made of coal combustion by-
products.
From one bag of cement we made 46 to 48 blocks. This number can be increased up to 60 blocks at least,
since some block manufacturer make this number up to 100 with common aggregate.
Once the model house will be built, we will need to conduct the testing with help of NBRO.
4.1.3. TESTING OF THE BLOCKS The next step is to define the testing we will apply to the blocks. The standards are not very clear in Sri
Lanka for block testing, as long as the compressive strength is high enough and the water absorption
below the standard needs.
The blocks are showing a compressive strength of 3.5MPa, higher than the 1.2MPa required. This is also
why it is possible to decrease the rate of cement in the mix design; we can lower the compressive
strength a bit.
The other testing we need to perform are thermal properties and health concerns testing. Blocks made
from ash are known to have very good thermal properties, like a low thermal conductivity, especially
when it comes to lightweight blocks, which are porous, thus with a higher thermal resistance.
The health’s concerns come from the fact that coal ash are known to be very dangerous for health.
Depending on the coal fired power plant, the ashes can contain mercury, can leachate some heavy
metals, or can even show some signs of radioactivity (radon mostly).
The NBRO are welling to perform all the tests in the future to monitor the block production, but they are
not aware of how to perform the test. This is why I had to do some researches about how to test the
block, under which standards. With the help of SGS Lanka (Pvt) Ltd. we could define the block testing
procedure.

50 Radiant cooling system
RADIANT COOLING SYSTEM Radiant cooling system, called RCS, is a sustainable, easy-to-build, innovative technology for Sri
Lanka. It has already successfully been implemented in Indonesia by Holcim; this is why we were willing
to follow a similar business plan. After a first conference call with the engineers in charge of the project
in Holcim Indonesia, I was able to discern the ins and outs of the project-to-be.
To my mind, the biggest challenge in developing this project isn’t the technical issues, or the
development of a business or a market, it is to change the habits in designing and constructing buildings.
The contractors aren’t against changing; it is more about the government of the governmental institutes
that are often linked to the construction projects. This is why this technology needs in the same time an
awareness campaign and also a market study.
My role in this project was the early stage of developing the technology in Sri Lanka. It went from
presenting the solution internally after a technical review, to contacting all the stakeholders and finding
a business model then an agreement between the stakeholders.
a. Presentation of the technology
Radiant Cooling System (RCS) or Indoor Cooling System (ICS) is a construction element which
gets thermally activated by water filled tubes implemented into the element. Typically, a tube
mesh gets installed into a concrete formwork before pouring the concrete. Cooling with TABS
operates into all directions of a construction element, in case of a slab to the rooms above and
underneath.
There are two types of cooling system into the slabs: the one you call typically call under floor
cooling (UFC) and the thermally activated building systems (TABS).
The TABS is made of pipes embedded in the structural floor or ceiling slab, with two ways of
cooling (upside and downside) as the pictures below shows. Also, it is mandatory to implement
the solution in a new construction.

51 Radiant cooling system
UFC is a less capable TABS, applied where a flexible design for the ceiling is required. For
example it can be designed on an existing building. With this technology the cooling is made
upside.
Thermal comfort is function of air temperature and radiant
temperature from surrounding surfaces: when the surrounding
surfaces are warm, it needs low air temperature to compensate the
radiant heat and make us feel comfortable. Here the principle
works the other way around: if the surrounding surfaces are cool,
the indoor air can be warmer without people feeling to warm.
The entire system has to be embedded into a holistic building concept to unearth the full
potential. Main aspects of the building design must consider:
- Building orientation
- Floor layout
- Solar protection/shading
- Thermal insulation of façade and roofs
- Indoor air flow
- Building Environmental Management System.

52 Radiant cooling system
Indeed, the concept (especially in offices buildings), is that the concrete accumulates some heat
during the day and releases it during the night because of the ICS.
In ICS the A/C system is dimensioned to match just hygienic fresh air demand, and to dry the air
inside the building to avoid condensation. This is one of a technical issue of this solution, when
it is implemented into a very wet environment; there is a risk of creating condensation. The
cooling power load for the A/C system can be reduced. Therefore, if you reduce the ventilated
air into a building, you’ll need less space inside your dropped ceiling, hence a reduced overall
height of the building.
Since water’s heat storage capacity is four times higher than air’s, it makes water operated
systems more efficient than air operated systems, also easier to monitor with a greater
accuracy.
Moving small quantities of water by pumps requires less electrical energy than moving large
volumes of air by fans. To remove 1kW heat from a room, an A/C ducting system needs ~140 W
for the ventilator, whereas a radiant cooling system needs ~3 W to run the circulation pump.
Radiant cooling has an equal temperature profile all over the room surface area without
drought, also radiant cooling system doesn’t need maintenance since it is embedded in concrete
and the water runs in a closed system.
Compared to air operated A/C cooling systems the water operated ICS cooling systems provides:
- Energy savings
- Better thermal comfort
- Higher design flexibility
- Increased spatial efficiency
- Ease of maintenance

53
- Lower total cost of ownership
Air’s thermal storage capacity is poor; the electricity required for moving air through fans and ducts is
tremendous.
ICS is an under floor cooling system for high performance buildings. The under floor cooling system uses
the concrete floor’s thermal mass storage and discharge of thermal load. This allows conserving energy
by reducing the load on traditional HVAC system during operational hours.
b. Presentation of the project
No such things as RCS already exist in Sri Lanka, although this solution is very relevant in such a hot
climate. Then this project can be the first of its own is Sri Lanka. The technology is already successfully
implemented in Indonesia where different projects have already been made. Holcim Indonesia is
providing a technical support and a branding; they canvass the product to architects, clients, contractors
and any other stakeholders involved into the project.
My implication into the project was first to get in touch with the engineers in charge of the project in
Holcim Indonesia to know more about their operations. Holcim Indonesia is working in partnership with
Uponor, a Finnish company based in Hassfurt, Germany. Uponor is a leading company in the radiant
cooling system business. Once I contacted them, both HLL and Uponor were willing to start a partnership
in Sri Lanka.
Our business model to begin the implementation of the technology will be the following:
c. Partnership and business plan
Project coordinator:
- Technical marketing, project acquisition
and engineering support
- Cement supply and technical support
- Procurement of all materials (Uponor pipe
system, wire mesh, insulation, cable ties,
cement)
- Single point of contact to customer
Pipe system supplier:
Implemented in Hassfurt, Germany; all the
materials needed for the pipe installation (pipes,
wire, insulation and cable ties) are directly sent
from Germany.
Technical support:
The bureau located in Bangalore India is providing
all the technical support as well as the
construction site supervision, at least to check if
the methods are right, then a Holcim engineer will
check the day-to-day operations concerning the
RCS.

54
Conclusion
This internship has been full of challenges, both human and professional. Working in Sri Lanka is very
different from working in a European country, the notion of time differs and the expectations are not
often the same. Since my work consisted in meeting people on the field most of the time, I learned how
to deal with a different culture and how to implement projects in a totally different country. Most of the
projects I’ve been working on are still going on, the RCS project is now the beginning of a new
partnership; the cajan biofuel project is still a success since the test I ordered just before leaving were
successful; the bottom ash blocks projects are still on their way, even if it got really slowed at the end.
Most of my given time was used to discuss and elaborate the new projects, which takes a lot of time. The
end of my internship was marked by the sale of the company. Indeed, the LafargeHolcim goup having
financial difficulties, it had to sell several firms around the world. Holcim Lanka Ltd was one of them, just
after the sale of LH Vietnam. The company was then sold to the group Siamcity Cement.

55
Bibliography
References
Concrete block industry (CBA) report of Spring 2013 Coal combustion products for the manufacture of precast masonry units in the United Kingdom (R A Carroll1, J E Guest1) Bottom ash as replacement of sand for manufacturing masonry blocks (Abeykoon, Anthony, Subashi De Silva, Faculty of Engineering Univeristy of Ruhuna) High Fire Resistance in Blocks Containing Coal Combustion Fly Ashes and Bottom Ash (Waste management – august 2011) Ash Quality in Europe – Primary and Secondary Measures (Nicolai Bech, Hans-Joachim Feuerborn, World of Coal Ash (WOCA) Conference – May 9-12, 2011, Denver, USA) Use of Bottom Ash as Fine Aggregate in Manufacturing Concrete Paving Blocks (N.G.N Erandi, W.C. Sakunthala and K.ML.A Undamulla, Open university of Sri Lanka, Nawala, Nugegoda) Evaluation of wood ash as a partial replacement to cement (S. Barathan, B. Gobinath, Department of physics, Annamalai University, Annamalai Nagar, Tamilnadu, India) Using wood fibre waste, rice husk ash, and limestone powder waste as cement replacement materials for lightweight concrete blocks (Javad Torkaman, Alireza Ashori, Ali Sadr Momtazi) Use of rice husk ash blended cement to manufacture cellular masonry blocks (D.A.R. Dolage, A.M. AliRajay, A. Parvathakeethan, Open University of Sri Lanka, Nawala, Sri Lanka) Technical report, TR-ECRA-119/2012, ECRA CCS Project – Report on Phase III, Carbon Capture Technology - Options and Potentials for the Cement Industry. Trends and developments in green cement and concrete technology (Mohammed S. Imbadi, Collette Carrigan, Sean McKenna, School of Engineering, King’s College, University of Aberdeen, AB24 3UE Scotland, UK) The Cement Sustainability Initiative, World Business Council for Sustainable Development. Material choice for green buildings, A joint report by Arup and WBCSD, January 2012. Strength properties of lightweight concrete made with basaltic pumice and fly ash (Ergul Yasar, Cengiz Duran Atis, Alaettin Kilic, Hasan Gulsen, Civil Engineering Department, Engineering and Architecture Faculty, Cukurova University, Balcali, Adana 01330, Turkey) Mechanical and bond properties of coconut shell concrete (K. Gunasekaran *, P.S. Kumar, M. Lakshmipathy, Department of Civil Engineering, Faculty of Engineering and Technology, SRM University, Kattankulathur 603 203, TamilNadu, India) Efficient Building Guide for Green Construction Certification, LafargeHolcim.

56
Alkali-activated cements, Opportunities and challenges (Della M. Roy, Materials Research Laboratory, The Pennsylvania State University, University Park, Pennsylvania 16802, USA) Spherical void formers in concrete slabs, (C C Marais, J M Robberts and B W J van Rensburg, Journal of the south african institution of civil engineering). Indoor climate solution putting together sustainable construction and economy, (Michael Scharpf, Ranidia Leeman, Holcim Technology Ltd, Switzerland, PT Holcim Indonesia Tbk, Indonesia) Pervious Concrete Pavements, by Paul D. Tennis, Michael L. Leming and David J. Akers, Portland Cement Association PERVIOUS CONCRETE – A SUSTAINABLE CHOICE IN CIVIL ENGINEERING AND CONSTRUCTION (Thushara Priyadarshana, Thilak Jayathunga, Ranjith Dissanayake) Usage of coal combustion bottom ash in concrete mixture (Haldun Kurama *, Mine Kaya, Eskisehir Osmangazi University, Mining Engineering Department, Batı Meselik, 26480 Eskisehir, Turkey) Strength properties of lightweight concrete made with basaltic pumice and fly ash (Ergul Yasar, Cengiz Duran Atis*, Alaettin Kilic, Hasan Gulsen, Civil Engineering Department, Engineering and Architecture Faculty, Cukurova University, Balcali, Adana 01330, Turkey) Energy and comfort performance of thermally activated building systems including occupant behaviour (Dirk Saelens*, Wout Parys, Ruben Baetens Division of Building Physics, Department of Civil Engineering, K.U. Leuven, Kasteelpark Arenberg 40, P.O. Box 2447, 3001 Heverlee, Belgium) Rice husk and fly ash concrete blocks (Julibn Salas, Marina Alvarez and Janer Veras*, The Intemational Journal of Cement Composites and Lightweight Concrete, Volume 9, Number3) Sustainable Management of Waste Coconut Shells as Aggregates in Concrete Mixture (Tomas U. Ganiron Jr School of Engineering, Auckland University of Technology, New Zealand) STATE OF THE ART OF CONCRETE PAVING BLOCKS IN SRI LANKA (CPBs) (Dr K Baskaran, Senior Lecturer, K Gopinath, University of Moratuwa) http://rmrc.wisc.edu/ug-mat-coal-bottom-ashboiler-slag/ http://www.urbangardensweb.com/2013/01/10/organic-concrete-for-living-green-facades/
http://charah.com/ccp-management-services/structural-fill-projects/ https://www.bca.gov.sg/sustainableconstruction/others/sc_materials_book.pdf
http://www.wbcsdcement.org/pdf/CSI-RecyclingConcrete-FullReport.pdf
http://lowcarboneconomy.cembureau.eu/index.php?page=raw-material-substitution
http://www.thisisconcrete.co.uk/pdf/MB SpecSustainableConcrete.pdf
http://www.batiweb.com/actualites/eco-construction/des-algues-en-facade-fournissent-lenergie-dun-immeuble-
passif-31-07-2013-22756.html
http://ecosmartconcrete.com/?page_id=208

57
http://www.cement.ca/en/Concrete-and-the-Environment.html
http://www.cdrecycling.org/concrete-recycling
http://www.concretenetwork.com/concrete/demolition/recycling_concrete.htm
http://www.infociments.fr/
http://lowcarboneconomy.cembureau.eu/index.php?page=carbon-sequestration-and-reuse
http://www.soci.org/~/media/Files/Conference%20Downloads/2012/Lightweight%20and%20Recyclable%20Aggre
gates%202012/Osman_Topcu_SCI__Pumice.ashx
https://www.acaa-usa.org/Portals/9/Files/PDFs/Key-Findings-Report-2015.pdf
https://www.acaa-usa.org/Portals/9/Files/PDFs/Sustainability_Construction_w_CCPs%28Consolidated%29.pdf
https://www.acaa-usa.org/Portals/9/Files/PDFs/WeEnergyCoalCombustionProducts_FactSheet.pdf
http://www.greenrooftechnology.com/intensive-green-roof
https://en.wikipedia.org/wiki/Radiant_cooling
https://en.wikipedia.org/wiki/Oxy-fuel
https://en.wikipedia.org/wiki/Oxy-fuel_combustion_process
http://rmrc.wisc.edu/ug-mat-coal-bottom-ashboiler-slag/
https://www.acaa-usa.org
http://pubs.usgs.gov/fs/fs076-01/fs076-01.html
http://www.exponent.com/files/Uploads/Documents/Newsletters/Exponent_Newsletter_Coal_Ash.pdf
www.scotash.com http://www.cba-blocks.org.uk/tech/datasheets/tech_datasheets.html http://www.ukqaa.org.uk/wp-content/uploads/2016/01/UKQAA-Ash-Availability-Report-Jan-2016.pdf http://www.cba-blocks.org.uk http://www.madehow.com/Volume-3/Concrete-Block.html

58 Glossaire
GLOSSAIRE
AAC = Autoclaved Aerated Concrete
B2B = Business to Business
CBA = Coal Bottom Ash
CBAB = Coal Bottom Ash Block
CCS = Crushed Coconut Shells
CCSB = Crushed Coconut Shells Block
CPP = Coal Production Products
CSR = Corporate Social Responsibility
FA = Fly Ash
HLL = Holcim Lanka Limited
ICS = Indoor Cooling System
LCC = Lanka Coal Company
OPC = Ordinary Portland Cement
PLC = Portland Limestone Cement
RCS = Radiant Cooling System
SF = Silica Fume
TABS = Thermally Activated Building System
UFC = Under floor Cooling
UK = United Kingdom

59 Glossaire
Développement du nouveau portfolio
Le portfolio repose sur le principe suivant : dans chaque étape de la vie du béton il y a des
possibilités de diminuer l’empreinte carbone. Holcim Lanka ne s’occupe bien évidemment que de
ciment et ne peux pas vendre de solution qui n’a pas de lien avec le ciment. Néanmoins il est
possible de promouvoir des activités, s’associer financièrement ou en fournissant une assistance
technique à des projets naissants.
Arrivée la fin du mois de mars j’ai pu démarrer à proprement dire les projets sélectionnés. Ces
derniers sont : les blocs de cendres lourdes, le biofuel de branches de cocotier pour le four à ciment, les blocks de noix de
coco, les systèmes de refroidissement par rayonnement.
Développement et suivi des projets
Biofuel de branches de cocotiers pour le four à ciment Le but de ce projet – initialement démarré par l’équipe de Geocycle –
était de récolter, broyer et brûler des branches de cocotiers dans le four à ciment à la place du charbon. La récolte des
branches se ferait chez les agriculteurs locaux implantés à proximité de l’usine afin de leur fournir un salaire
complémentaire. Un point important a été de réaliser l’analyse financière du projet afin de présenter sa viabilité. Une
grosse dépense vient majoritairement de l’achat d’un broyeur suffisamment puissant pour fournir les 200T par mois à
terme. Une fois l’évaluation financière validée, des tests ont pu être conduits pour s’assurer de la bonne conduite du
broyeur et de la faisabilité du projet.
Blocs de noix de coco Ce projet consiste en la récolte, le broyage et l’utilisation de coques de noix de coco en tant qu’agrégat
dans des blocs, en remplacement du sable / gravier. Après avoir réalisé ces études bibliographiques, la partie difficile de ce
projet eut été de trouver des fournisseurs de coco. En effet, les coques sont déjà réutilisées afin de faire du charbon actif
après combustion. Tous les agriculteurs ne revendent pas leurs coques pour cet effet, il eut alors été de trouver des
fournisseurs intéressants. Vu que Holcim Lanka ne peut pas se lancer dans la production de bloc mais uniquement
promouvoir et financer des projets, nous eûmes alors à trouver un producteur de blocs qui serait intéressé par la
production de ces premiers blocs « verts » du Sri Lanka.
Blocs de cendres lourdes Ce projet, en partenariat avec le NBRO (National Building Research Organisation) et LCC (Lanka
Coal Company) consistait à récupérer les cendres lourdes issues de l’industrie du charbon afin de les utiliser en tant
qu’agrégats dans des blocs. Ces cendres sont toujours à ce jour disposées en plein air causant de graves problèmes de
pollution. Après avoir réalisé une étude bibliographique, nous avons démarré la production de 1000 blocs en ayant étudié
un design de blocs incorporant le plus possible de cendres lourdes.
Système de refroidissement par rayonnement Le principe est simple : intégrer des tuyaux faisant circuler de l’eau froide dans
les dalles ou les voiles, la chaleur contenue dans la structure béton s’évacue alors dans les tuyaux et l’ensemble est
refroidit. Nous avons donc démarré un partenariat avec l’entreprise Uponor qui souhaitait étendre ses activités au Sri
Lanka.
Autres projets D’autres projets n’ont pas été démarré mais ont fait l’étude de recherches et de travail car leur application est
possible dans un futur proche, lorsque les entrepreneurs auront fait le premier pas vers une technologie innovante. Ces
projets sont le béton poreux pour les routes ou les revêtements de sol, les dalles alvéolaires, l’utilisation de cendres lourdes
dans la composition du ciment, et la promotion du béton recyclé.
Top Related