






Languages
Pages
Legal


Prof. Gino Dini – Università di Pisa

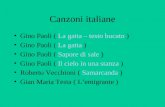
Electro Chemical Machining (ECM)Electro Chemical Machining (ECM)
elettrolito
utensile
pezzo
-+









gap [mm]
velocità di avanzamento [mm/min]
0,15
0,50
0,05
4,00

Rugosità totale
velocità di avanzamento

Rateo di asportaz.
intensità di corrente
legg
e di
Far
aday
= 0,8
= 0,7

Rugosità
intensità di corrente
acciaio inox
acciaio dolce

ottima finitura superficiale (fino a 0,1 m)
capacità di ottenere forme complesse
capacità di lavorare i materiali indipendentemente
dalla loro durezza
buon rateo di asportazione
totale assenza usura dell’utensile
assenza di tensioni residue

19,7 1
983
1 200 1,1 0,007
4916
4097
0
1000
2000
3000
4000
5000
6000
USM WJM ECM CHM EDM EBM LBM PBM F.C.

possono essere lavorati solo materiali conduttori
tolleranze dimensionali non particolarmente
precise
le macchine ECM sono molto costose (diverse
volte rispetto a quelle per l’EDM)
gli utensili sono molto costosi da produrre
presenza di fenomeni corrosivi

Palette per compressore della turbina ABB GT24
Fasi di lavorazione: Vantaggi:
forgiatura elevato tasso di asportazione
ECM ottima finitura
finitura alle macchine utensili assenza usura utensile


Stampo per la fabbricazione di una biella

Shaped Tube Electrolytic Machining

Electro Chemical Grinding

Electro Chemical Deburring

CNC Electro Chemical Machining

Electro Chemical Honing
Top Related