






![Les lutins [Tarentelle]10 Ped f 'hrü/a He. Ped s/ ringendo Imp. du Denis. volando. E.I..D. O. Ped. Ped.t * Ped. *Ped.; * Grav. 8 r Ped. ppd. Ped Ped. Ped co Ped. Ped.](https://static.fdocuments.net/doc/165x107/5e8dbeab73e27161bf098bf4/les-lutins-tarentelle-10-ped-f-hra-he-ped-s-ringendo-imp-du-denis-volando.jpg)
Languages
Pages
Legal


ASIGNATURA: FABRICACIÓN SOSTENIBLE
Nuevas tendencias para
reducir el impacto
ambiental DEL SECTOR INDUSTRIAL
METAL-MECÁNICO
ALUMNA: SOFÍA VÁZQUEZ VILACHÁ
Hay que reconocer las reglas y tener un objetivo claro que nos permita alcanzar la P+L. Los
avances en materia de producción más limpia muestran que es necesario salvar ciertas
dificultades que escapan a lo técnico y a lo económico, y uno de los más importantes es el
desconocimiento de las ventajas de aplicación y las tecnologías disponibles (Green, 1996)

2
Introducción
La industria es causante de multitud de residuos, efluentes y emisiones que provocan la
contaminación del medioambiente. Con el objetivo de lograr una mayor calidad ambiental,
asociada a su vez a la salud humana, vemos como en la actualidad la prevención de la
contaminación es, en el principio de jerarquía, el primer nivel al que intentaremos llegar: evitar
la producción de la contaminación. De no ser posible, pasaríamos al siguiente: el tratamiento
(principalmente la reutilización y, posteriormente, el reciclaje) y, finalmente, la depuración de
los contaminantes y eliminación. Por ello, la fabricación limpia o las Tecnologías de fabricación
limpia son consideradas como las herramientas utilizadas en la fabricación para prevenir la
contaminación y cuyo objetivo último es la no producción de contaminación, no viable con la
tecnología disponible.
Así mismo, es necesario el análisis del ciclo de vida (ACV) del producto, desde la cuna a la cuna
como herramienta básica en el análisis de los impactos ambientales asociadas a un producto
concreto, considerando desde la extracción de las materias primas hasta su destino final;
definiendo los objetivos y el alcance de este estudio, el inventario de los impactos, la
evaluación de los mismos y el análisis de los resultados.
Finalmente, nos centraremos en los Sistemas de Gestión Medioambiental (SGMA) aplicados a
la industria metalmecánica. Definiéndolos como aquella parte del sistema de gestión general
de la empresa que incluye la organización, responsabilidades, procedimientos, procesos y
recursos necesarios para la aplicación y puesta en marcha de la política medioambiental de la

3
empresa. Se pondrá un ejemplo práctico de aplicación, definiendo la PA, los objetivos, las
metas, las responsabilidades, formación, control, auditorías, etc., así como los beneficios y
costes asociados a su implantación, siguiendo la normativa UNE-EN-ISO 14001; pero
explicando a su vez la normativa EMAS, por si en un futuro se quisiese implantar este SGMA
más exigente que el anterior.
Descripción de la actividad
La industria metalmecánica se dedica principalmente, a la producción y prestación de servicios
en los siguientes ámbitos: reparación, construcción, fabricación y montaje de estructuras,
reparación y mantención de calderas, reparación de radiadores para vehículos e industriales,
fabricación de intercambiadores de calor de tubos y carcasa, fabricación de condensadores,
evaporadores, enfriadores de aceite y turbinas, servicio de metalizado en frío, soldadura
eléctrica, mecánica industrial, mantención en plantas, calderas, equipos de calor, calefacción,
enfriadores, fabricación de estanques y cilindrado de planchas.
La mayoría de los clientes del sector están representados por los sectores pesquero artesanal e
industrial, forestal, la industria de la celulosa, papel, siderúrgica y construcción.
Residuos generados por la industria metalmecánica
Los procesos asociados a la industria metalmecánica generan tanto residuos líquidos como
sólidos. Por otra parte, hay problemas de emisiones atmosféricas y ruidos.
En lo que respecta a residuos líquidos, éstos corresponden a aceites de los procesos de operación
de máquinas y corte de piezas. En tanto de los procesos de pintado se generan restos de pinturas
y solvente.
En materia de residuos sólidos, la mayoría de ellos corresponden a metales, virutas y restos de
soldaduras, los que, en algunas empresas, son entregados a terceros para su reciclaje en
fundiciones o son depositados en vertederos. Dentro de este grupo también se encuentran
envases de materias primas, pinturas y químicos.
Las emisiones a la atmósfera generadas por la industria son gases de soldadura y compuestos
volátiles de solventes orgánicos.
Finalmente, los ruidos molestos generados por el funcionamiento de la maquinaria y equipos,
son especialmente importantes dada la localización geográfica en la que se encuentran las
empresas. Esto se vuelve crítico en el caso de las empresas que no están emplazadas en zonas
industriales exclusivas, donde este efecto sería considerado como inherente al proceso
manufacturero.

4
Fabricación limpia
Producción limpia, producción más limpia, minimización de residuos y emisiones, reducción en
origen, prevención de la contaminación, éstas y otras expresiones semejantes manifiestan una
idea común a todas ellas: que las prácticas y tecnologías que tienden a reducir la cantidad o la
potencial peligrosidad de los residuos y las emisiones contaminantes, tanto las generadas por las
instalaciones industriales, como las que acompañan a los productos a lo largo de su vida útil son
las opciones a considerar prioritariamente por las empresas, para gestionar el medio ambiente de
la forma más eficiente. [3]
Hay que reconocer las reglas y tener un objetivo claro que nos permita alcanzar la P+L. Los
avances en materia de producción más limpia muestran que es necesario salvar ciertas
dificultades que escapan a lo técnico y a lo económico, y uno de los más importantes es el
desconocimiento de las ventajas de aplicación y las tecnologías disponibles (Green, 1996). [3]
El problema principal es la difusión de las tecnologías disponibles y su posibilidad de
aplicación, aunque las innovaciones introducidas en otras empresas con resultados satisfactorios
pueden incidir en la posibilidad de implementación en otras empresas por temor a perder su
competitividad, el riesgo obliga al empresario a ser prudente antes de iniciar cualquier actividad
de renovación (Gouldson, 1998). [3]
Se llama Producción Limpia (PL) o Tecnologías de Producción Limpias (TPL) a los métodos
de trabajo que considera la prevención de la contaminación a través de:
La reducción de los residuos en el origen.
La reutilización y reciclado.
El tratamiento o control de la contaminación.
La disposición final.
[7]
Las tecnologías limpias van encaminadas a reducir o evitar la contaminación, variando el
proceso productivo y/o el producto. La modificación de los procesos productivos puede
producir importantes beneficios económicos a las empresas al haber una utilización más
eficiente de los recursos así como del transporte, tratamiento y disposición final de los residuos
y contaminantes. [7]
La Producción Limpia puede entenderse como una estrategia de gestión empresarial de carácter
preventivo aplicada a productos, procesos y organización del trabajo. Su objetivo es minimizar
la aparición de residuos y de emisiones tóxicas, reduciendo de este modo los riesgos para el
medio ambiente y la salud humana y aumentando, en paralelo, la competitividad de las
empresas. [7]
La Producción Limpia se fundamenta en cuatro actuaciones básicamente:
Minimizar y consumir el agua y la energía eficientemente.
Minimizar el número de entradas tóxicas al sistema.
Minimizar el volumen de residuos y emisiones contaminantes del proceso productivo.
Reciclar todo cuanto sea posible.
[7]

5
Para introducir la Producción Limpia en la empresa es necesario [7]:
Realizar un plan de gestión que contenga un análisis de los puntos fuertes y los puntos
de mejora que tiene la empresa en cuanto a contaminación ambiental.
Identificar la disponibilidad de recursos naturales (bosques e hidrografía, geología,
inventario de flora y fauna, calidad del agua en el estado actual, suelos, topografía,
clima, etc.) y de infraestructura (de servicios circundantes, sistema vial, etc.) que tiene
la zona en la que está ubicada la empresa.
Analizar la incidencia que dicha localización tiene en el desarrollo de las actividades de
la empresa (insumos, procesos productivos, productos finales y elementos residuales,
retroalimentación, ámbito geográfico de operación).
Conocer el impacto ambiental que generan las actividades de la empresa
Identificar criterios, aspectos y situaciones que deben tenerse presentes en la
formulación de los planes de desarrollo (efectos en el aire, el agua y el suelo en la zona
de influencia, efectos sobre el ecosistema, efectos del ruido, etc.).
Conocer las posibilidades y limitaciones para llevar a cabo las actividades de la
empresa, así como los beneficios obtenidos asociados a la aplicación de las
reglamentaciones que regulan la conservación del medio ambiente. Dichos beneficios
pueden medirse tanto por la reducción de la cantidad de los residuos generados como
por la disminución de su toxicidad, la mejora en la calidad y la productividad, el
aumento en la satisfacción de empleados y clientes, por mostrar sólo algunos ejemplos.
Tecnologías de producción limpia en la industria metalmecánica
Mejores técnicas disponibles en la industria de proceso de metales férreos
PROCESO
MATERIAS
PRIMAS
PRODUCTOS
TÍPICOS
LAMINACIÓN EN FRÍO
Consiste en deslizar una
lámina de metal sin
recalentar entre un par de
rodillos, con el objetivo
de reducir su espesor y
producir una superficie
suave y densa.
Bobinas de
productos planos
(bandas) laminadas
en caliente.
Bandas, chapas finas,
chapa negra y pletinas
de aceros al carbono o
inoxidables.
TREFILADO EN FRÍO
Consiste en el estirado del
material de partida a
través de aberturas
cónicas de menor sección,
las denominadas hileras o
trefilas, con el objetivo de
reducir su sección.
Alambrón con un
diámetro entre 5,5 y
16 mm procedente
de las plantas de
laminación
en caliente en
forma de bobinas
Según el tipo de acero,
alambre para muelles,
cuerdas de piano,
resortes, cercas, redes,
etc.
ESTIRADO EN FRÍO
También consiste en
estirar el material de
partida hasta obtener el
producto deseado,
reduciendo la sección del
material inicial y también
modificando su perfil.
Barras de acero que
previamente han
sido laminadas en
caliente.
Barras de acero pulido,
cuya sección
transversal es
habitualmente
cuadrada, rectangular
o hexagonal.

6
TROQUELADO Y EMBUTICIÓN
DE METALES
La embutición es la
deformación del material
de partida, mediante
prensas equipadas con
moldes o estampas
(punzón y matriz), con el
objetivo de obtener un
cuerpo hueco sin alterar
su espesor inicial.
El troquelado consiste en
el agujereado o el recorte
de una banda de chapa,
mediante un útil formado
por un punzón y una
matriz. Éstos están fijados
a una prensa balancín o
excéntrica, que corta por
presión.
Chapa plana en
forma de disco,
rodaja, pletina, etc.
de hierro,
aluminio o latón.
Esta misma chapa,
pero en lugar de plana,
con una forma
ahuecada o cóncava.
La pieza final tiene un
tamaño más reducido
respecto a la inicial.
PRODUCCIÓN DE PERFILES
EN FRÍO POR
CONFORMACIÓN
POR PLEGADO
Consiste en modificar
mediante fuerzas de
flexión la forma del
material inicial, con el
objetivo de obtener piezas
con un determinado perfil.
Chapas, tubos y
alambres.
Piezas con un perfil
determinado.
MECANIZADO
Consiste en la
conformación de piezas
procedentes de una
primera transformación
metalúrgica, a través del
arranque de capas
sobrantes o virutas, con el
fin de obtener piezas de
una configuración
geométrica determinada.
Piezas moldeadas,
forjadas,
estampadas y
laminadas;
Piezas de una
configuración
geométrica
determinada
TRATAMIENTOS TÉRMICOS
Se caracterizan por la
modificación de las
propiedades mecánicas de
las piezas mediante ciclos
de calentamiento y
enfriamiento del material
OPERACIONES DE
DESENGRASE
Consiste en eliminar los
restos de aceite y grasas
adheridas a su superficie.
Dtes. Utilizados:
Tricloroetano,
tricloroetileno y
percloroetileno.Clor
uro de metileno.
Triclorofluoroetano
. Cloroformo.
7
Tabla de elaboración propia. Fuente de la información: [1]
Soluciones aportadas por la PL en la industria metalmecánica
Los resultados ambientales esperados por la aplicación de medidas de producción limpia en la
industria metalmecánica son:
a. Reducción de la contaminación en el origen. Implica cambios en los procesos,
sustitución de materias primas o cambios en los productos para disminución en las
fuentes generadoras.
b. Devolución de material dañado a proveedores, para evitar acumulación de residuos.
c. Optimización de uso de equipos mediante el desarrollo de listas de programación.
d. Implementación de un sistema de segregación de residuos metálicos
e. Separación de despuntes y virutas para clasificarlas por tipo de metal
f. Restricción del tráfico en el área de almacenamiento, evitando la contaminación de la
materia prima
g. Instalación de chimeneas y filtros para reducir la contaminación atmosférica en la
extracción de humos y gases de soldadura del proceso de soldadura al arco.
Además de los beneficios ambientales se debe señalar la importancia de los beneficios
económicos derivados de la PL, que suponen un ahorro considerable.
Criterios sostenibles para la selección de materiales en la industria metal-mecánica [8]
Al seleccionar materiales para un producto, es fundamental comprender claramente los
requerimientos funcionales de cada uno de sus componentes individuales. Los criterios
generales de dicha selección son:
Propiedades mecánicas, físicas y químicas
Las propiedades mecánicas son: la resistencia, tenacidad, ductilidad, rigidez, dureza y
resistencia a la fatiga, al deslizamiento y al impacto.
Las propiedades físicas son: la densidad, el punto de fusión, el calor específico, la conductividad
térmica y eléctrica, la dilatación térmica y las propiedades magnéticas.
Las propiedades químicas, que son de interés fundamental en la manufactura, son: la
susceptibilidad a la oxidación y a la corrosión, así como diversos procesos de tratamiento
superficial.
Ahora la selección de materiales es más fácil y rápida debido a la disponibilidad de bases de
datos completas que proporcionan mayor posibilidad de acceso y precisión.

8
En la selección de materiales para diferentes productos es importante considerar los siguientes
factores:
- Si los materiales tienen las características apropiadas para la manufactura
- Si se pueden sustituir algunos materiales por otros menos contaminantes
- Si las materias primas especificadas existen en formas, dimensiones, tolerancias y
características superficiales estándar
- Si el material presenta algún riesgo o preocupación ambiental
Formas de materiales disponibles comercialmente
Después de seleccionar los materiales necesarios, debemos conocer las formas y tamaños en que
se encuentran disponibles comercialmente. En general, existen en diversas formas, como
fundiciones, forjas, extrusiones, barras, placas, láminas, hojas, alambres y polvos metálicos.
La compra de materiales en las formas que requieren el menor procesamiento adicional es un
factor importante. Sin embargo, también se deben tener en cuenta características como la
calidad superficial, las tolerancias dimensionales y la rectitud. Obviamente, cuanto mejores y
más consistentes sean estas características, menor procesamiento adicional se requerirá.
Cada paso de manufactura produce partes que tienen formas específicas, acabados
superficiales y precisiones dimensionales. Se ha de tener en cuenta algunas consideraciones,
como las siguientes:
Los productos laminados o estirados en caliente tienen un acabado superficial más rugoso y
mayores tolerancias dimensionales que los productos laminados o estirados en frío.
En general, las fundiciones tienen menor precisión dimensional y un acabado superficial más
deficiente que las partes fabricadas mediante extrusión en frío o por metalurgia en polvos.
Las barras redondas torneadas en un torno suelen tener un acabado superficial más rugoso
que las barras que se rectifican en rectificadoras cilíndricas.
En general, el espesor de pared de los tubos soldados es más uniforme que el de la tubería sin
costura (producidos por el proceso Mannesmann).
Las extrusiones tienen menores tolerancias de sección transversal que las partes fabricadas
mediante formado por laminación de hojas metálicas.
Características de manufactura de los materiales
Comúnmente las características de manufactura de los materiales incluyen la capacidad de ser
fundidos, la capacidad de ser trabajados, la formabilidad, la maquinabilidad, la soldabilidad y la
capacidad de endurecimiento mediante tratamiento térmico. A las materias primas se les tiene
que modelar, dar forma, maquinar, rectificar, fabricar o tratar térmicamente para convertirlas en
componentes individuales con formas y dimensiones específicas, por lo que sus características
de manufactura son cruciales para seleccionar de manera apropiada estos materiales.
Recuérdese también que la calidad de las materias primas puede influir en gran medida en sus
propiedades de manufactura.

9
Confiabilidad del suministro de materiales
Aunque la disponibilidad de materiales a lo largo del país puede no ser una preocupación
importante, se convertiría en un problema para algún negocio debido a la ubicación particular de
una planta manufacturera.
Consideraciones de reciclaje
Para reciclar se requiere separar los componentes individuales de un producto. Si tiene que
aplicarse mucho esfuerzo y tiempo para hacerlo, se puede volver prohibitivo. En este punto
resumimos algunos de los lineamientos generales para facilitar el reciclaje.
Reducir el número de partes y tipos de materiales en los productos.
Utilizar un diseño modular para facilitar el desensamble.
En el caso de partes plásticas, utilizar tipos simples de polímeros (hasta donde sea
posible).
Marcar las partes plásticas para facilitar la identificación (como se hace con los
contenedores y las botellas de plástica para alimentos).
No utilizar recubrimientos, pinturas y depósitos; en su lugar, usar partes de plástico
moldeadas en color.
Tampoco utilizar adhesivos, remaches y otros métodos de unión permanente para
ensamble; en su lugar, emplear elementos de sujeción, en particular sujetadores
instantáneos de presión.
Costo de los materiales y el procesamiento
Debido a su historia de procesamiento, el costo unitario de una materia prima depende no sólo
del propio material, sino también de su forma, tamaño y condiciones. Por ejemplo, como la
producción de un alambre delgado implica más operaciones que la de una barra redonda, el
costo unitario del alambre es mucho más elevado.
El costo de un material particular está sujeto a fluctuaciones originadas por factores tan simples
como la oferta y la demanda, o tan complejos como la geopolítica. Si un producto ya no es
competitivo en costo, se pueden seleccionar materiales alternativos y más baratos.
Cuando se produce el desperdicio durante la manufactura, como en la fabricación de lámina
metálica, el forjado y el maquinado, el valor del desperdicio se deduce del costo del material
para obtener el costo neto del material.
En el maquinado, el desperdicio puede ser muy alto; mientras que el laminado, el
laminado de anillos y la metalurgia de polvos (todos los cuales son procesos de forma neta, o
casi neta) producen la menor cantidad de desperdicio. Como se esperaba, el valor del
desperdicio depende del tipo de metal y de su demanda; por lo común se encuentra entre 10% y
40% del costo original del material.
SUSTITUCIÓN DE MATERIALES
Aunque continuamente aparecen nuevos productos en el mercado, la mayoría de los esfuerzos
de diseño y manufactura se relaciona con la mejora de los artículos existentes. Son varias las
razones para sustituir materiales en dichos productos:

10
1. Reducir los costos de los materiales y del procesamiento.
2. Mejorar la manufactura, ensamble e instalación y permitir la conversión al ensamble
automatizado.
3. Mejorar el desempeño del producto (por ejemplo, mediante la reducción de peso o
mejorando la resistencia al desgaste, a la fatiga y a la corrosión).
4. Aumentar las relaciones rigidez a peso y resistencia a peso.
5. Reducir la necesidad de mantenimiento y reparación.
6. Reducir la vulnerabilidad por la falta de confiabilidad en el suministro de materiales.
7. Mejorar el cumplimiento de las leyes y los reglamentos que prohíben el uso de ciertos
materiales por razones ambientales, así como responder a otras inquietudes sociales.
8. Mejorar la robustez para reducir las variaciones del desempeño o la sensibilidad
ambiental del producto.
Criterios sostenibles para los procesos de conformado en la industria metal-mecánica [8]
Cabe recordar que la selección de los procesos se relaciona íntimamente con las características
de los materiales a procesar. A continuación, se analizan los factores importantes comprendidos
en la selección de los procesos.
Características y propiedades de los materiales de las piezas de trabajo
Algunos materiales se pueden procesar a temperatura ambiente, mientras que otros requieren
temperaturas elevadas. Algunos metales se pueden trabajar con facilidad debido a que son
suaves y dúctiles. Otros (que son duros, frágiles y abrasivos) exigen técnicas especiales de
procesamiento y herramentales y materiales particulares.
Los materiales tienen diferentes características de manufactura, como capacidad para fundirse,
capacidad para fundirse, capacidad para forjarse, capacidad de trabajo, maquinabilidad y
soldabilidad.
Pocos materiales poseen características favorables en todas estas categorías importantes. Por
ejemplo, un material que se puede fundir o forjar tal vez presente dificultades posteriores en
el maquinado, rectificado u operaciones de acabado que se puedan requerir para obtener un
acabado superficial, una precisión dimensional y una calidad aceptables.
Los materiales también tienen diferentes respuestas a la velocidad de deformación
(sensibilidad a la velocidad de deformación) a la que se someten. Por ende, la velocidad a la
que funciona una máquina afectará la calidad del producto, incluyendo el desarrollo de
defectos externos e internos. Por ejemplo, la extrusión por impacto o el forjado por gravedad
pueden no ser apropiados para materiales con una alta sensibilidad a la velocidad de
deformación, mientras que se comportarán bien en una prensa hidráulica o en la extrusión
directa.
Rasgos geométricos de la parte
Los rasgos de las partes, como forma, tamaño, espesor, tolerancias dimensionales y
requerimientos de acabado superficial, influyen en gran medida en la selección de un proceso
o procesos.
11
Capacidad y cantidad de producción
Estos requerimientos dictan la selección del proceso mediante la productividad de un proceso,
una máquina o un sistema,
Consideraciones en la selección de procesos
En las siguientes preguntas podemos resumir los factores comprendidos en la selección de
procesos:
¿tiene que manufacturarse en la planta cada componente del producto? ¿algunas de
las partes se encuentran disponibles comercialmente como artículos estándar?
¿está disponible en la planta la herramienta requerida? ¿se puede comprar como
artículo estándar?
¿se puede implantar la tecnología de grupos para partes con atributos similares de
geometría y manufactura?
¿se han investigado todos los procesos alternativos de manufactura?
¿son económicos los métodos seleccionados para el tipo de material, la forma de la
parte a producir y la capacidad requerida de producción?
¿se pueden cumplir consistentemente los requisitos de tolerancias dimensionales,
acabado superficial y calidad del producto, o se pueden relajar?
¿se puede producir la parte hasta alcanzar sus dimensiones finales sin requerir
procesamiento adicional?
¿se han optimizado todos los parámetros de procesamiento?
¿se genera desperdicio, y si es así, se ha minimizado? ¿cuál es el valor de desperdicio?
¿se han analizado todas las posibilidades de automatización y de control por
computadora para todas las fases del ciclo total de manufactura?
¿se están implantando técnicas de inspección automatizada y de control de calidad, en
línea, de manera apropiada?
Integración de la fabricación y ciclo de vida del producto
El análisis de ciclo de vida es un método para estimar el impacto ambiental de un producto
durante toda su vida, desde la
extracción de las materias primas hasta
su disposición final o su reutilización.
Es lo que se ha venido llamando De la
cuna a la tumba y, últimamente, De la
cuna a la cuna o De la cuna a la
resurrección.
El análisis del ciclo de vida de un
producto o servicio implica el estudio
de todas las etapas consecutivas
incluyendo:

12
La extracción de los recursos naturales
El procesamiento de las materias primas
La manufactura de los productos
El transporte y la distribución del producto al cliente
El uso, mantenimiento y reutilización del producto
[6]
En la industria metalmecánica.- Cabe observar que cada tipo de producto tiene su propio ciclo
de vida y sus propios materiales metálicos y no metálicos, que se han procesado como partes
individuales y se han ensamblado. Debe tenerse en cuenta en este estudio también si el producto
es desechable o puede usarse de nuevo. Además de los materiales, otras consideraciones
importantes son el uso de fluidos (como lubricantes, refrigerantes, soluciones tóxicas y los
utilizados en los procesos de tratamiento térmico y deposición), lo que puede tener serios
efectos ambientales.[8]
La fabricación sostenible se utiliza para indicar y enfatizar la necesidad de conservar recursos,
en particular mediante el mantenimiento apropiado y la reutilización. Al mismo tiempo que se
mantiene la rentabilidad de una empresa, esto se debe hacer para: (a) aumentar el ciclo de vida
de los productos, (b) eliminar el daño al ambiente, y (c) asegurar nuestro bienestar social
colectivo, sobre todo para las generaciones futuras. [8]

13
Gestión medioambiental en fabricación. Sistema de Gestión Medioambiental (SGMA) [5]
La implantación de un sistema de gestión medioambiental reduce el impacto medioambiental de
las actividades, productos y servicios de la organización, optimiza los consumos de materias
primas, recursos y energía, y elimina o trata adecuadamente residuos, vertidos y emisiones, lo
cual redunda a medio o largo plazo en importantes beneficios económicos.
¿Qué es un SGMA?
Un Sistema de Gestión Medioambiental (SGMA) es definido por la norma internacional ISO
14001 y por el Reglamento europeo EMAS como la parte del sistema general de gestión que
incluye la estructura organizativa, la planificación de las actividades, las responsabilidades, las
prácticas, los procedimientos, los procesos y los recursos para desarrollar, implantar, llevar a
efecto, revisar y mantener al día la política medioambiental.
La implantación de un SGMA es un acto de organización interna voluntario por parte de la
empresa.
Etapas para la implantación de un SGMA:
(a) Que la dirección de la empresa asuma y establezca el compromiso de implantar un
SGMA y designe un representante con responsabilidad y autoridad para poder proceder
a la implantación de un SGMA.
(b) Realizar un diagnostico medioambiental a la empresa (optativo en la norma ISO
14001), para conocer la situación medioambiental de la empresa.
(c) Llevar a cabo las acciones correctoras oportunas necesarias para corregir las
discrepancias encontradas con respecto a la legislación aplicable a la empresa.
(d) Elaborar la documentación del SGMA e implantarlo, aprovechando al máximo la
estructura de la empresa, los controles existentes, la existencia de otros sistemas de
gestión implantados con anterioridad, etc.
(e) Revisar el SGMA implantado para comprobar su implantación y adecuación.
[4]
Evaluación medioambiental de procesos de fabricación [6]
Dentro de la planificación necesaria para la implantación de un SGMA, se realizará una
evaluación medioambiental inicial para identificar los aspectos de su actividad que pueda incidir
en el medio ambiente. Hay que diferenciar entre aspecto medioambiental e impactos
medioambientales.
El aspecto medioambiental se define como un elemento perteneciente a las actividades,
productos o servicios de una organización que puede interaccionar con el medio ambiente.
Los impactos medioambientales serán cualquier transformación del medio ambiente, ya sea
perjudicial o beneficiosa, que resulte completa o parcialmente de las actividades, productos o
servicios de una organización. Se refiere al cambio en el medio ambiente como consecuencia
del aspecto.

14
En la norma 14001 se dice que la organización deberá establecer y mantener al día
procedimientos para identificar sus aspectos medioambientales y para determinar aquellos que
tengan o puedan tener un impacto significativo en el medio ambiente. En la identificación de
aspectos medioambientales se debe tener en cuenta:
Emisiones a la atmósfera
Gestión de residuos
Vertidos al agua
Contaminación de suelos
Utilización de materias y recursos naturales
Ruido, impacto visual, olores, polvo, vibraciones
Efecto sobre los ecosistemas
Factores medioambientales locales
Después de su identificación se procederá a la evaluación de los mismos con el fin de
determinar si son o no significativos.
Aspectos ambientales de los procesos en la industria metalmecánica [1]
Ver anexo I.
Ejemplo práctico de la implantación de un SGMA en una industria metal-mecánica
RESUMEN
Tomando como base los lineamientos estipulados en la NORMA ISO 14001, se implanta un
Sistema de Gestión Ambiental en la empresa COMPONENTES METALMECÁNICOS S.A
para lo cual se da inicio con la formulación de la política ambiental que declara las intenciones y
principios de la organización hacia su desempeño ambiental, continuando con la creación de un
plan de administración ambiental que cumpla con todos los requisitos y aspectos legales, para
luego seguir con la puesta en marcha del respectivo sistema de gestión en cada una de sus
etapas, siguiendo como parte final la revisión y verificación de cumplimiento por parte de la
dirección .
Como resultado final se obtiene el “Manual de Administración Ambiental” como base para la
implantación del sistema, su puesta en marcha y operación en la empresa ficticia
COMPONENTES METALMECÁNICOS S.A.
IMPLANTACIÓN DE LA ISO 14:001
La ISO 14001 establece las especificaciones y los elementos de cómo se debe implantar un
SGA.
En el sistema de gestión ambiental la alta dirección define su compromiso con las cuestiones
ambientales relacionadas a la Empresa.

15
Política – Esta debe ser constante con el alcance que se ha definido.
Aspectos ambientales – Se consideran las actividades, productos y servicios que
pueden influenciar de manera benéfica o perjudicial al medio Ambiente. (Ver anexo I).
Requisitos legales y otros ambientales – Se identifican y se busca tener acceso a los
requisitos legales aplicables relacionados con los aspectos ambientales y otros requisitos
ambientales que se suscriba.
Recursos, papeles, responsabilidad y autoridad – Atención a los recursos,
responsables de la ejecución y las autoridades encargadas de evaluar el desempeño.
Capacidad, entrenamiento y conocimiento - asegurar que cualquier persona que
realiza las tareas que tienen el potencial de causar consecuencias para el medio
ambiente significativas sean competentes.
Comunicación - comunicación externamente e interna sobre aspectos ambientales,
establecer un método para esta comunicación.
Documentación - Elementos de la base del sistema de gerencia y de su interacción, que
proporcione a la dirección la documentación relacionada con todas las partes del
sistema.
Control de documentos – Métodos de controlar los documentos generados por el
sistema.
Evaluación de la conformidad – Cuando existen inconformidades y qué se debe hacer
(responsabilidades, autorizaciones, etc.)
Acciones de la inconformidad, correctivas y preventivas – Cambios necesarios en las
instrucciones de trabajo y demás operaciones si fuesen necesarios para mitigar o
prevenir incidentes.
Revisión de la dirección de la empresa – Comprobar si el sistema de Gestión es
adecuado y eficaz, garantizando el cumplimiento de los requisitos legales. Comprobar si
las metas y los objetivos han sido alcanzados.
Política Ambiental y de la Calidad
La política ambiental de la empresa se basa en tres pilares importantes como son “el
cumplimiento”, “la mejora”, “la prevención”.
“La empresa COMPONENTES METALMECÁNICOS S.A. asume la responsabilidad de
incorporar en la fabricación de componentes metálicos, que son objeto de su actividad, la ética
ambiental y los más altos niveles de calidad introduciendo mejoras en sus actividades en
relación con la naturaleza y los recursos naturales y el aumento continuo de la satisfacción de
sus clientes, la eficacia de sus procesos productivos y la competitividad de la empresa.
Como instrumento para alcanzar estos fines se compromete a cumplir con los requisitos de las
normas UNE-EN-ISO 14001 y UNE-EN-ISO 9001, a establecer unos objetivos ambientales y
de la calidad en todos los niveles de la empresa, en particular:
16
- Incluyendo la Gestión Ambiental y de la Calidad en la ejecución de los procesos, mejorando
continuamente su aplicación en la fabricación y procesos de conformado.
- Asegurando el cumplimiento de los requisitos determinados por los clientes así como los
establecidos por la legislación y reglamentos de aplicación en los residuos, emisiones, etc.
- Aplicando las acciones que se determinen al analizar los datos de las auditorías, la opinión de
los clientes, el seguimiento y control de los procesos y de los productos, analizando y evaluando
las actuaciones con impactos sobre el medio ambiente desarrollados en la ejecución de los
proyectos, todo esto sujeto a la revisión por la Dirección, mejorando de forma continua la
eficacia del sistema.
- Determinando, haciendo el seguimiento y la revisión de los objetivos ambientales y de la
calidad para el cumplimiento de esta política, de forma que se pueda medir la mejora.
- Planificando y controlando los procesos de fabricación.
- Garantizando el nivel de competencia del personal, llevando a cabo las acciones formativas
adecuadas, fomentando el sentido de la responsabilidad en relación con la conservación y
mejora del medio ambiente.
- Racionalizando el consumo de recursos naturales y energía.
- Previniendo la contaminación y reduciendo los impactos ambientales generados en el
desarrollo de las actividades realizados para desarrollar los proyectos.
- Manteniendo una comunicación eficaz interna y externa, en particular con los clientes respecto
a la información sobre los proyectos, estudios, etc., y dando respuesta a las posibles quejas o
sugerencias que se reciban.
- Revisando periódicamente el Sistema de Gestión Ambiental y de la Calidad para asegurarse de
su conveniencia, adecuación y eficacia continua, evaluando las oportunidades de mejora del
sistema, detectando necesidades de cambios incluyendo los objetivos y la Política Ambiental y
de la Calidad.
- Comunicando la Política Ambiental y de la Calidad a todos los empleados, colaboradores y
público que la solicite.
- Asegurando la adecuación y eficacia continua del sistema ambiental y de la calidad reforzando
la satisfacción de nuestros clientes.
- Facilitando los recursos humanos necesarios, infraestructura, equipos, servicios, manteniendo
permanentemente su adecuación para alcanzar los compromisos de ésta política.
La Dirección de COMPONENTES METALMECÁNICOS S.A. reconoce que para el
cumplimiento de estos objetivos es esencial la plena participación de todos los colaboradores de
la empresa, uniendo a su esfuerzo permanente en mejorar su trabajo individual, el trabajo en
equipo y el compromiso total con los objetivos generales de nuestra empresa.”
Aspectos e Impactos medioambientales [1]
La metodología propuesta consta de tres pasos:
1. Identificación de los aspectos ambientales.
2. Evaluación de la relevancia ambiental.
3. Definición de las acciones ambientales a realizar

17
Los aspectos ambientales en nuestra empresa consisten en el consumo de agua, el consumo de
energía, los efluentes líquidos residuales, los residuos sólidos, las emisiones atmosféricas y el
ruido. Para un estudio más exhaustivo dependiendo de los procesos utilizados, ver anexo I.
Los impactos asociados corresponden a la contaminación atmosférica, de aguas, de suelos y
deposición incontrolada en el suelo, disminución de los recursos naturales, efecto invernadero,
lluvia ácida, reducción capa de ozono y smog.
Consumo de agua
El consumo de agua en el sector del mecanizado del metal oscila sensiblemente de una empresa
a otra en función de su dimensión y de la actividad llevada a cabo. El agua procede
generalmente de la red pública, sin embargo, se utiliza en menor proporción agua
desmineralizada para la preparación de los fluidos de corte acuosos.
El principal consumo se deriva del agua sanitaria y de refrigeración de la instalación y el resto
se destina a operaciones auxiliares de limpieza de la línea y del suelo industrial, así como al
proceso productivo propiamente dicho.
La siguiente figura ilustra estos consumos en una empresa del sector del mecanizado del metal
que dispone además, de zona ajardinada y cocina.
En el ejemplo resulta patente que el consumo de agua de proceso en este sector no es elevado,
ya que los principales usos se asocian a actividades comunes a cualquier tipo de empresa:
sanitario y refrigeración.
Por lo que respecta al agua utilizada en los procesos de conformación de piezas, su consumo se
divide básicamente en:
• Preparación de emulsiones oleosas
Operaciones como el laminado en frío, la embutición, el taladrado y el fresado que utilizan
fluido de corte en base acuosa, consumen agua desmineralizada para su preparación.
• Tratamiento térmico
Los tratamientos térmicos como el recocido, el temple y el revenido, en ocasiones utilizan agua
en la etapa de enfriamiento de la pieza.

18
• Operaciones de desengrase
Existe consumo de agua de proceso en las etapas de lavado y desengrase de las piezas
impregnadas de aceite, debido al uso extendido de fluidos de corte en las operaciones típicas del
mecanizado y a la presencia de procesos de temple en aceite.
• Refrigeración del proceso
Los procesos en los que se genera un aumento de la temperatura, consumen agua para refrigerar
transformadores, motores y maquinaria en general o bien para eliminar la carga térmica
absorbida por el fluido de corte.
Cabe destacar que los consumos de agua de proceso especificados no son elevados, ya que tanto
las emulsiones oleosas, como los baños de enfriamiento y de lavado suelen reutilizarse,
aplicando asimismo algunas empresas técnicas para optimizar su mantenimiento y aumentando,
por tanto, su vida útil.
La limpieza de la planta requiere una mención especial, siendo el consumo de agua destacado si
se compara con el de agua de proceso. Las fugas, salpicaduras y derrames de fluido de corte, y
las pérdidas por goteo de éste durante el trasiego de las piezas hacen necesaria una limpieza
periódica del entorno de trabajo con agua y detergentes.
A continuación se muestran datos sobre consumos de agua en los procesos de laminación en frío
y trefilado en frío, tanto en lo que se refiere a agua utilizada en la refrigeración del sistema,
como a agua desmineralizada para la preparación de emulsiones y datos sobre consumos de
agua en el recocido de acero previamente laminado en frío.
Consumo de energía
Las empresas del sector utilizan dos fuentes de energía, la energía eléctrica, que constituye la
fuente principal, y el gasoil o gas natural, que se utilizan como fuente secundaria.
En el proceso de fabricación, estas fuentes dan lugar a dos tipos de consumos:
• El consumo de energía eléctrica para el funcionamiento de la maquinaria utilizada en los
diferentes procesos de deformación y mecanizado (trenes de laminado, máquinas trefiladoras,
prensas, tornos, fresas, etc.), para equipos complementarios como lavadoras de desengrase,
centrífugas para la recuperación de aceite de piezas y virutas, etc., y por último, para bombas,
transmisiones, ventiladores, etc.
• El consumo de gas o fuel para los hornos y calderas utilizados en los tratamientos térmicos.
Efluentes líquidos residuales
Los efluentes líquidos residuales generados en el subsector del mecanizado del metal tienen una
composición variable según el proceso en el que se generan, aunque habitualmente se
caracterizan por la elevada presencia de aceites y grasas, sólidos en suspensión y materia
orgánica disuelta o no, procedentes del uso de fluidos de corte. En general pueden clasificarse
en:
• Efluentes líquidos residuales de los procesos de deformación y mecanizado: los fluidos de
corte agotados
En la mayoría de técnicas de deformación y las operaciones de mecanizado en general, destaca
como característica principal el uso de fluidos oleosos para lubricar y refrigerar el sistema.
Con el tiempo, el fluido de corte utilizado en los procesos de deformación y mecanizado pierde
las propiedades que poseía inicialmente y se contamina con aceites externos, lubricantes, aceites
hidráulicos, partículas sólidas, microorganismos, polvo, etc. que reducen su eficacia. Para

19
mantener la calidad de éste y alargar su vida útil, es necesario su control y mantenimiento y el
reemplazo por fluido de corte nuevo cuando su naturaleza física y química se degrada de tal
manera que no puede cumplir las funciones básicas para las que fue aplicado. Este proceso
genera un residuo final, el fluido de corte agotado, que puede ser tratado en la propia empresa,
aunque normalmente se almacena en bidones para ser recogido posteriormente por una empresa
autorizada y ser tratado.
Además los fluidos de corte contienen aditivos que, o bien son sustancias peligrosas para el
medio ambiente, o son precursoras de alguna sustancia que lo sea.
Los contaminantes habituales presentes en los fluidos de corte se resumen en la tabla siguiente.
El impacto ambiental de los fluidos de corte agotados se genera por la emisión a la atmósfera de
partículas contaminantes por incineración y por los vertidos de aguas residuales que contienen
estos fluidos. En este último caso, los fluidos de corte acuosos o taladrinas son más
problemáticos, ya que al dispersarse con facilidad en medio acuoso transmiten a este medio los
contaminantes presentes en su composición. Los aceites de corte, en cambio, no son solubles en
medio acuoso, aunque un contacto prolongado con agua favorece la dispersión de parte de sus
contaminantes. Además, en medio acuoso los aceites presentes en los fluidos de corte se
disponen en la capa superficial del fluido dificultando la oxigenación de éste y favoreciendo el
crecimiento de bacterias anaeróbicas.
La tabla siguiente resume de forma general los principales impactos ambientales asociados a los
fluidos de corte.

20
Cabe destacar que una parte del fluido de corte se pierde a través de fugas y salpicaduras,
arrastres en piezas y virutas y nieblas de aceite.
Las fugas y salpicaduras pueden tener una importancia variable dependiendo de las
características de la maquinaria y equipamiento de las instalaciones. Las fugas, en concreto, se
deben a fallos en el plan de mantenimiento del sistema de suministro de fluido de corte o a la
inexistencia de éste, y provocan contaminación del suelo industrial.
Las salpicaduras, por otro lado, se originan por las altas velocidades a las que se producen los
procesos de deformación y mecanizado, que proyectan determinadas cantidades de fluido de
corte fuera de la máquina o herramienta. Este efecto se ve agravado en caso de ausencia de
carenados en las máquinas aunque, en general, las más modernas suelen incorporar algún
sistema de retención en su estructura. Los aceites de corte, al ser más viscosos, se adhieren con
mayor facilidad a la superficie de la pieza y de la herramienta, por lo que generan menos
salpicaduras que los fluidos de corte acuosos.
Por otra parte, el arrastre de fluido de corte en piezas y virutas provoca también una pérdida de
este fluido, efecto que se ve agravado por la complejidad en la estructura de algunas piezas y la
posición de éstas durante los procesos de mecanizado. A diferencia del fenómeno de las
salpicaduras, los arrastres de fluido de corte en piezas y virutas son más importantes cuanto
mayor es la viscosidad del fluido, por lo que este efecto cobra especial protagonismo con la
utilización de aceites de corte.
A continuación se muestra la proporción de fluido de corte en cada una de las corrientes
residuales.
Efluentes líquidos residuales procedentes del sistema de refrigeración
La mayoría de empresas del sector utilizan un circuito cerrado para minimizar el consumo de
agua de refrigeración. Por lo tanto, los efluentes residuales generados en este proceso proceden
de la purga que se realiza para el correcto mantenimiento del agua. En cualquier caso, el
volumen de agua que se evacua es reducido.
Para poder reutilizar el agua de refrigeración mediante circuitos cerrados, ésta debe ser enfriada
y tratada. El enfriamiento se realiza mediante torres de refrigeración, intercambiadores de calor
o torres de refrigeración híbridas. Posteriormente, el agua es tratada para evitar su degradación
mediante inhibidores de corrosión, estabilizadores de dureza, dispersantes y biocidas, por lo que
la composición del agua evacuada periódicamente se caracteriza por la presencia de dichos
elementos.

21
En caso de que la refrigeración del sistema se realice mediante un circuito abierto o la
aplicación directa de emulsión sobre las piezas y la maquinaria, el efluente líquido resultante
tiene las mismas características que los efluentes de proceso descritos anteriormente, es decir,
contiene aceites y grasas procedentes del uso de fluidos de corte y virutas, partículas metálicas,
partículas de polvo, etc. que se hayan podido arrastrar en el proceso.
Efluentes líquidos residuales de los procesos de desengrase
Los efluentes líquidos residuales procedentes de las operaciones de desengrase se caracterizan
por una composición que varía según el tipo de desengrasante utilizado, ya sean disolventes
halogenados o desengrasantes acuosos en medio básico.
En el caso del desengrase con disolventes halogenados contiene, además de los disolventes,
grasas, partículas metálicas, etc. presentes en las piezas antes de su desengrase.
Por otro lado, las aguas que provienen del desengrase mediante desengrasantes acuosos en
medio básico, contienen, además de grasas y aceites, sales sódicas como hidróxidos, carbonatos,
fosfatos y metasilicatos y también elementos tensoactivos y complejantes (EDTA, NTA, etc.) de
naturaleza orgánica.
El volumen de efluentes residuales generados en el proceso de desengrase, puede reducirse
mediante la regeneración de las soluciones utilizadas. Dichas soluciones suelen ser recicladas al
proceso a través de un circuito cerrado, pero periódicamente deben ser evacuadas al perder sus
propiedades limpiadoras. El efluente residual obtenido de los procesos de desengrase debe
tratarse, dado su contenido en detergentes y disolventes.
• Aguas residuales del proceso de limpieza de las instalaciones
La composición de las aguas residuales producidas en las operaciones auxiliares de limpieza de
las instalaciones, se caracteriza por la presencia de aceites procedentes de fugas o salpicaduras
de fluido de corte, además de los detergentes utilizados.
Cabe destacar que únicamente un pequeño porcentaje de empresas del sector disponen de
estación depuradora, normalmente fisicoquímica, para tratar las aguas residuales que generan.
En general, las operaciones realizadas en estas estaciones consisten en la homogeneización de
los efluentes residuales y en la decantación de metales disueltos mediante un coagulante o
floculante. Estos procesos generan unos lodos, gestionados normalmente por empresas externas,
habiendo reducido previamente su porcentaje de humedad mediante un filtro prensa o una
centrifugadora.
Residuos sólidos
Los procesos de deformación y mecanizado, generan diversidad de residuos sólidos que pueden
clasificarse en:
• Materia prima desechada
• Lodos
• Medios de filtrado con aceite o disolvente
• Trapos sucios
• Muelas y material de esmerilado usado
• Cartón, plástico y madera de embalaje

22
Materia prima desechada
Durante los procesos de deformación y mecanizado se generan residuos que provienen de la
materia prima utilizada, como recortes, chatarra, limaduras y virutas, etc. Estos residuos se
pueden aprovechar en la propia empresa como materia prima o en otras empresas como
subproductos, separándolos previamente según su composición.
El principal problema para la reutilización de estos residuos radica en el hecho de que suelen ir
impregnados de fluido de corte, por lo que es necesario separar previamente el aceite de los
residuos metálicos para su posterior uso. Sin embargo si se ha trabajado con fluido de corte
especialmente viscoso, aunque el período de decantación sea prolongado, el fluido de corte
puede representar todavía de un 30 a un 40% del peso de la viruta, según la geometría de ésta.
Por último, el residuo metálico suele ser gestionado por recuperadores de chatarra y se recicla
principalmente en las acerías.
La producción de este tipo de residuos depende del proceso y del producto final realizado en la
empresa, pero en general representa el porcentaje más elevado de los residuos generados.
Lodos
Es posible distinguir diferentes tipos de lodos según el proceso en el que se hayan generado,
aunque su composición es similar debido al uso de fluidos de corte en la mayoría de
operaciones.
Una clase de lodos proviene de los procesos de regeneración de los fluidos de corte utilizados en
las operaciones de deformación y mecanizado cuyo tratamiento final suele ser la incineración.
La siguiente fotografía muestra el lodo obtenido de la limpieza, mediante un filtro de papel, del
fluido de corte que se reintroduce en el sistema.
Por otra parte, los procesos de depuración de aguas residuales generan un lodo procedente de la
purga de las instalaciones de tratamiento de esta agua, con un alto contenido en aceite.
Otra clase de residuo generado son los lodos procedentes de la regeneración de disolventes
halogenados utilizados en las operaciones de desengrase, explicadas en el apartado 2.10. del
manual.
Finalmente, aquellos procesos de mecanizado que emplean herramientas con una geometría no
definida como por ejemplo las operaciones de rectificado, producen unos lodos que contienen
pequeñas partículas metálicas arrancadas de la pieza, fluido de corte y material abrasivo. La
composición de estos lodos es muy variable, ya que el fluido de corte puede llegar a representar
hasta un 50% de su peso, sin embargo en otras ocasiones se encuentra en proporciones
reducidas, frente a porcentajes de material abrasivo o de partículas metálicas de hasta un 75 y un
90% respectivamente.
El lodo de los procesos de laminado se genera en la limpieza de las emulsiones utilizadas. El
lodo obtenido del recocido se deriva del uso de agentes de laminación de revenido húmedo
necesarios para las pasadas de desbaste previas al recocido y al uso de aceite anticorrosivo. Por
último, el aglutinado de lodo de los procesos de revenido del laminado en frío proviene del uso
de soluciones al 5% de agentes de laminación de revenido húmedo.
Los lodos no deben ser vertidos sin un tratamiento previo, dado que los elementos presentes en
su composición pueden ocasionar la contaminación del suelo y afectar también a las aguas

23
subterráneas y superficiales al ser filtrados o arrastrados por aguas de lluvia. En la tabla 13 se
pueden observar los diferentes tratamientos que reciben los lodos según su composición.
Otros residuos
Otros tipos de residuos generados en los procesos descritos en el manual son:
• Filtros utilizados en el mantenimiento del fluido de corte, en los sistemas de extracción de
partículas y en la filtración del disolvente usado en las operaciones de desengrase. Para reducir
la generación de este residuo se puede trabajar con filtros reutilizables.
• Trapos utilizados en procesos de limpieza.
• Muelas y material de esmerilado usado.
• Residuos generales de fábrica como son los cartones, plásticos y maderas que proceden del
embalaje de la materia prima.
Seguidamente, se muestra una tabla que recoge los residuos mencionados según la clasificación
proporcionada por el Catálogo europeo de residuos (CER).

24
Emisiones atmosféricas
Las emisiones producidas por los procesos descritos en el manual pueden agruparse
principalmente en:
• Nieblas de aceite y partículas volátiles derivadas del uso de fluido de corte
Las emisiones más destacables de los procesos que utilizan fluidos de corte son las nieblas de
aceite. En estas operaciones, la elevada velocidad de giro alcanzada por las máquinas y/o
herramientas, unida a la presión de suministro de fluido de corte provocan la formación de gotas
microscópicas o aerosoles de aceite que se dispersan en la atmósfera.
Además, el fluido de corte contiene hidrocarburos que se pueden volatilizar por el calor
absorbido durante el proceso. Este fenómeno suele producirse por la utilización de compuestos
alifáticos y naftalénicos.
En ambos casos existe un riesgo ambiental derivado de la ingesta de estas partículas por vía
respiratoria, con el consiguiente peligro para la salud.
• Compuestos orgánicos volátiles y vapor de agua de los procesos de desengrase
Otra de las emisiones que debe ser considerada es la de compuestos orgánicos volátiles (COV),
derivados del uso extendido de disolventes halogenados en los procesos de desengrase por su
elevada eficacia. Estos compuestos presentan una temperatura de volatilización próxima a la
temperatura ambiente, por lo que suelen evaporarse con facilidad.
Las operaciones de desengrase, además, generan emisiones difusas de vapor de agua a la
atmósfera en aquellos casos en que los baños se realizan en caliente. Las emisiones varían según
la temperatura y la densidad de la solución utilizada, tal como se muestra en la siguiente tabla.
Los valores indicados son orientativos del agua perdida por evaporación, puesto que los valores
exactos dependen de las características concretas de cada solución.
Emisiones procedentes de los hornos de los tratamientos térmicos
Las emisiones procedentes de la combustión de los hornos de recocido consisten, generalmente,
en hidrocarburos, SO2, NOX, CO y CO2.

25
• Partículas producidas en el proceso de mecanizado derivadas del desgaste de rodillos, hierro
en polvo, etc.
Según lo expuesto anteriormente, las nieblas y emisiones afectan al entorno de trabajo, por lo
que algunas empresas disponen de captadores de polvo, extractores, aspiradores y sistemas
similares para recoger estas partículas, incluso filtros y ciclones para eliminar las partículas
sólidas del proceso de mecanizado que suelen estar incorporados en la misma máquina.
Mediante estos equipos se reduce el impacto de las nieblas sobre la salud de las personas.
Ruido
Habitualmente, el ruido es frecuente en los talleres de deformación y mecanizado, a causa de la
manipulación de productos como bandas y perfiles de gran diámetro, de los ventiladores de
extracción de los hornos y de los quemadores de éstos, y del funcionamiento de la maquinaria al
cortar, perforar, laminar o en general conformar las piezas.
Estas operaciones suelen realizarse en el interior de una nave, por lo que el impacto fuera de
ésta queda minimizado, y el ruido generado raramente resulta un problema en el exterior. En
casos concretos, como cuando existen fuentes de ruido fuera de la nave, ya sean instalaciones de
ventilación o instalaciones auxiliares y el proceso, además, se sitúa cerca de una zona
residencial, se deben tomar medidas para reducir este impacto.
Estas medidas consisten por una parte, en el revestimiento de paredes y techos mediante la
instalación de aislantes acústicos naturales de madera aglomerada o bien placas de yeso, de
espuma de polietileno expandido o de lana de roca. Por otra parte, se pueden aplicar medidas a
los equipos de trabajo para reducir el ruido producido por los golpes de prensas y el mecanizado
de la pieza tales como pantallas acústicas, silenciadores y cerramientos, sin embargo, la
normativa aplicable a máquinas nuevas exige un diseño que reduzca al máximo la emisión de
ruido y vibraciones.
Finalmente, el ruido generado repercute claramente en la salud de los trabajadores de la fábrica,
de manera que complementariamente a las medidas anteriores, puede ser necesario tomar
precauciones para proteger a los empleados a través de equipos de protección individual como
protectores auditivos (tapones, orejeras) o cascos antirruido.
Requisitos legales y otros ambientales [9]
Los requisitos legales deben consultarse en la legislación existente y en vigor. A modo de
ejemplo, se muestra la legislación nacional supuestamente aplicable:
Real Decreto 117/2003, de 31 de enero, sobre limitación de emisiones de compuestosorgánicos
volátiles debidas al uso de disolventes en determinadas actividades.
Real Decreto 227/2006, por el que se complementa el régimen jurídico sobre la limitación de
las emisiones de COV en determinadas pinturas y barnices y en los productos de renovación del
acabado de vehículos.
LEY 37/2003, de 17 de noviembre, del Ruido.
REAL DECRETO 1513/2005, de 16 de diciembre, por el que se desarrolla la Ley 37/2003, de
17 de noviembre, del Ruido, en lo referente a la evaluación y gestión del ruido ambiental.

26
REAL DECRETO 1367/2007, de 19 de octubre, por el que se desarrolla la Ley 37/2003, de
17de noviembre, del Ruido, en lo referente a zonificación acústica, objetivos de calidad y
emisiones acústicas.
Reglamento 842/2006 de 17 de mayo sobre determinados gases fluorados de efecto invernadero
Ley 34/2007 de 15 de noviembre, de calidad del aire y protección de la atmósfera
Ley IPPC (Ley 16/2002)
Además de la legislación nacional debe estudiarse la existente en la CCAA en cuestión
y las ordenanzas existentes en la localidad en la cual está ubicada la empresa.
Otros documentos de interés son los siguientes:
Guía de apoyo a la implantación del Real Decreto 117/2003
Herramienta para el Plan de Gestión de Disolventes
Reglamento 306/2008 de la Comisión de 2 de abril por el que se establecen los requisitos
mínimos y las condiciones para el reconocimiento mutuo de la certificación del personal que
recupere determinados disolventes a base de gases fluorados de efecto invernadero
Recursos, papeles, responsabilidad y autoridad
El SGMA establece responsabilidades para cada nivel del aplicación que se mencionan a
continuación.
RESPONSABILIDADES AMBIENTALES RESPONSABLES
Dirección general Dirección de la empresa
Desarrollar política ambiental Dirección de la empresa y técnico
medioambiente
Desarrollar objetivos, metas y programas
ambientales
Técnico de medioambiente, jefe de talleres y
gerente de talleres
Supervisar el desarrollo del Programa
Ambiental
Grupo de gestión ambiental
Aplicación Gerente de talleres y jefe de talleres
Capacitación del Personal Gerencia Recursos Humanos y técnico de
medioambiente
Capacidad, entrenamiento y conocimiento
La empresa identifica las necesidades de capacitación y entrenamiento para todos aquellos
empleados cuyos trabajos puedan crear impactos significativos en el ambiente.
TAREA RESPONSABLES
Diseño del programa de capacitación Departamento de recursos humanos
Técnico de medioambiente

27
Comunicación
Los procedimientos de comunicación abarcan:
Comunicación interna entre las gerencias.
Recepción, documentación y respuesta a las comunicaciones a los agentes externos
involucrados.
Documentación y control de documentaciónEl propósito del control de la documentación es
asegurar que el taller cree y mantenga documentos en una forma adecuada para implantar el
SGMA.
Control operacional
Los controles Operacionales que implanta el taller se basan en:
Requerimientos operacionales que aseguran el cumplimiento de regulaciones
eficientemente, y anticipen cambios e incidentes emergentes.
Ejemplo:
ASPECTO AMBIENTAL ACTIVIDAD CONTROL
Consumo de materiales
(Insumos)
ACEITE
Procesos de conformado y
mecanizado
Cantidad en Kg de aceite
Cantidad en Kg de aceite
reciclado
(…)
(…)
(…)
Plan de emergencia y capacidad de respuesta
El planeamiento de emergencia se lleva a cabo para responder ante emergencias y situaciones de
riesgo incluyen:
1. Procesos de valoración de emergencia
2. Medidas preventivas
3. Definición de servicios de emergencia y sus capacidades
4. Acciones a tomar en eventos de emergencia
5. Planes de comunicación y registro
Inconformidad y acción preventiva
El grupo de Gestión es responsable de guiar e inducir a los empleados del taller a que conozcan
y actúen bajo los procedimientos adecuados cuando se presente alguna inconformidad en sus
actividades.
RESPONSABLE DE LA
ACCIÓN
ACCIONES INMEDIATAS ACCIONES FUTURAS
Gerente del taller
Jefe del taller
Técnico de medioambiente
Estudiar evento ocurrido
(incendios, derrames,
excesividad de emisiones)
Respuesta y acción futura de
prevención a tal evento
(eliminación de las causas)
Jefe del taller
Técnico de medioambiente
Identificar oportunidades de
mejoramiento en las
actividades
Informar y crear el ambiente
necesario para aprovechar
dichas oportunidades
Técnico de medioambiente Cambios efectuados y
controlados
Registro de todo lo
anteriormente expuesto

28
Así mismo algunas acciones correctivas y/o preventivas podrían ser las siguientes:
Para su desarrollo ver anexo II. [1]
Monitoreo y Medición
Se identifican mediciones, lugares y personas, que son documentadas y almacenadas en
registros por medio de procedimientos establecidos.
Ejemplo:
MEDICIONES RESPONSABLE LUGAR
Consumo de aceite Jefe de taller Área de taller
(…)
(…)
(…)
29
Registros
El jefe de taller junto con el técnico de medioambiente, determinan toda la información
ambiental requerida para la operación del sistema.
• Registros de legislación y normativas ambientales.
• Registros de inspección, mantenimiento, calibrado, cursos de capacitación, etc.
• Registros de incidentes.
• Registros de auditorías ambientales y análisis críticos.
• Informaciones sobre subcontratados y proveedores.
• Registros de repuestas a emergencias
Auditoría del sistema de control ambiental
Las auditorías del sistema son responsabilidad del grupo de gestión ambiental, que en conjunto
con la dirección, designan sus periodos de ejecución para lo cual:
• Se determina si el SGMA cumple con los acuerdos planificados para la gestión ambiental,
incluyendo los requisitos de la norma ISO 14001, y si ha sido apropiadamente implantado y
mantenido.
• Se proporciona información sobre los resultados de la auditoría a la gerencia para su revisión.
Revisión de la dirección
La alta gerencia de la empresa encargada del taller revisa a intervalos determinados el sistema
de gestión ambiental para asegurar que su conveniencia, adecuación y eficacia sea continua.
Consideraciones para la posterior implantación del SGMA según EMAS
Destacar que el propuesto en el Reglamento 1836/93, es más restrictivo que el que propone la
norma ISO 14001, y en algunos casos más exigente. La diferencia fundamental, es que el
Reglamento exige realizar a la entidad que implante dicho sistema una declaración pública
medioambiental, su verificación o validación independiente, su entrega en el registro central del
organismo competente del Estado miembro donde esté situada la empresa, y su difusión al
público; mientras que la norma ISO no exige expresamente la declaración, ni la difusión pública
y permite la autodeclaración de conformidad con el SGMA.
Recomendamos la consulta del “Documento Puente. Uso de las normas EN ISO 14001, 14010,
14011 y 14012 para las empresas que quieran registrarse en EMAS”.
[4]

30
Referencias
[1] Centro de Actividad Regional para la Producción Limpia (CAR/PL). Estudio: “Prevención
de la contaminación en el subsector del mecanizado del metal”. Barcelona. 2005.118 páginas.
[2] Harrison, L. “Manual de Auditoría Medioambiental. Higiene y Seguridad”. Mcgraw-
Hill. Madrid. 1996. 676 páginas.
[3] Miranda Rosales, Verónica; Andraca Valdés, Yasmin Haidé. “El desarrollo de la industria
limpia en el parque industrial Santiago Tianguistenco”. Redalyc, Red de Revistas Científicas de
América Latina, el Caribe, España y Portugal. Vol. 11, Núm. 1, pp. 36-67.
[4] Monfort, E.; Celades, I.; Velasco, P.; Velilla, D. "Estrategia medioambiental en la industria"
Instituto de Tecnología Cerámica. Asociación de Investigación de las Industrias Cerámicas.
Universitat Jaume I. Castellón. España. 13 páginas.
[5] Rodríguez Ruiz, Julián; Alcaide Arenales, Ángel; Castro Guevara, Jose Fco.;Rodríguez
Fernández, Patricia. Apuntes asignatura “Auditoría Ambiental”. Licenciatura Ciencias
Ambientales. UNED. 188 páginas.
[6] Rubio Alvir, Eva Mª. Apuntes asignatura “Fabricación Sostenible”. Capítulo 5: Introducción
a la fabricación sostenible.
[7] Rubio Alvir, Eva Mª. Apuntes asignatura “Fabricación Sostenible”.Capítulo 13: Tecnologías
de fabricación limpias.
[8]Serope Kalpakjian, Steven R. Schmid ; “Manufactura, ingeniería y tecnología”. Editorial
Pearson Educación, México, 2002, 1152 páginas.
[9] Ministerio de Medio Ambiente (España): http://www.mma.es
Direcciones web útiles
Legislación Vigente en Medio Ambiente (con referencias a normativas europeas):
http://www.mma.es/normativa/legis/legis7.htm
Agencia europea de medio ambiente: http://www.eea.eu.int
Asociación Española de Normalización: (AENOR): http://www.aenor.es
Comisión Europea, Dirección General de Medio Ambiente:
http://www.europa.eu.int/comm/dg11
Fundación Entorno, Empresa y Medio Ambiente: C/ Padilla, 17, 28006 Madrid.
http://www.fundacion-entorno.org
ANEXO I
Aspectos
medioambientales
en los procesos de
la industria
metalmecánica
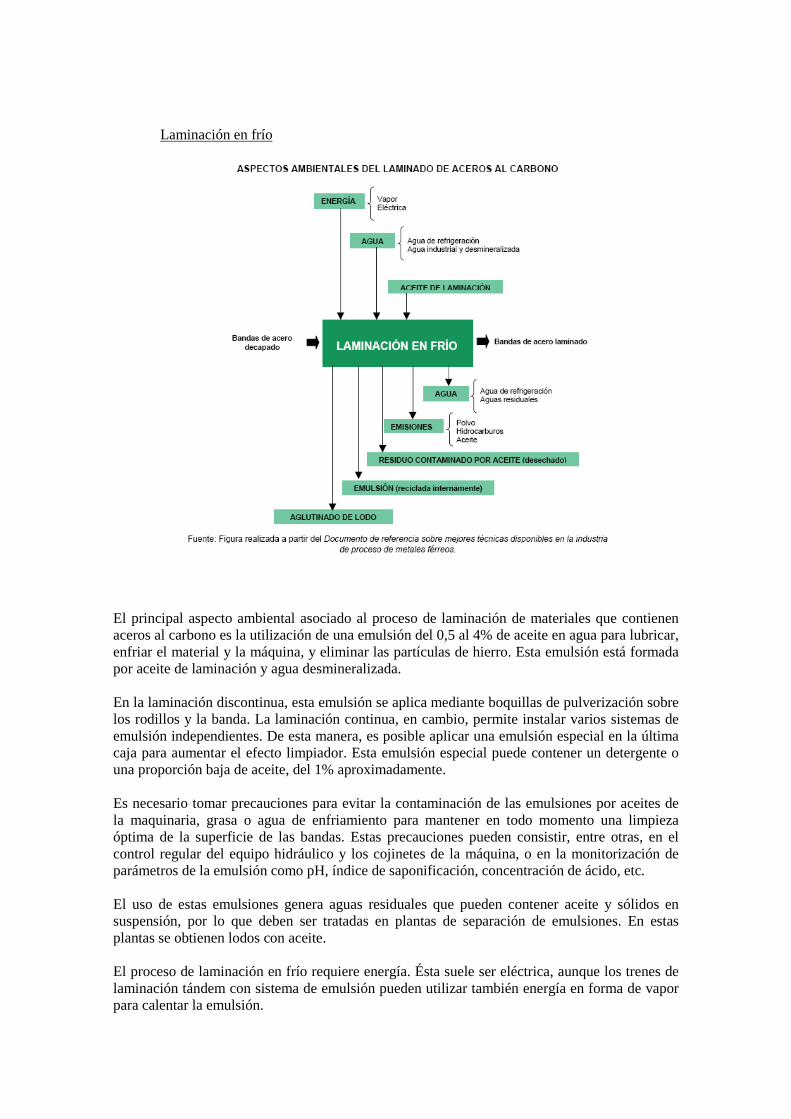
Laminación en frío
El principal aspecto ambiental asociado al proceso de laminación de materiales que contienen aceros al carbono es la utilización de una emulsión del 0,5 al 4% de aceite en agua para lubricar, enfriar el material y la máquina, y eliminar las partículas de hierro. Esta emulsión está formada por aceite de laminación y agua desmineralizada. En la laminación discontinua, esta emulsión se aplica mediante boquillas de pulverización sobre los rodillos y la banda. La laminación continua, en cambio, permite instalar varios sistemas de emulsión independientes. De esta manera, es posible aplicar una emulsión especial en la última caja para aumentar el efecto limpiador. Esta emulsión especial puede contener un detergente o una proporción baja de aceite, del 1% aproximadamente. Es necesario tomar precauciones para evitar la contaminación de las emulsiones por aceites de la maquinaria, grasa o agua de enfriamiento para mantener en todo momento una limpieza óptima de la superficie de las bandas. Estas precauciones pueden consistir, entre otras, en el control regular del equipo hidráulico y los cojinetes de la máquina, o en la monitorización de parámetros de la emulsión como pH, índice de saponificación, concentración de ácido, etc. El uso de estas emulsiones genera aguas residuales que pueden contener aceite y sólidos en suspensión, por lo que deben ser tratadas en plantas de separación de emulsiones. En estas plantas se obtienen lodos con aceite. El proceso de laminación en frío requiere energía. Ésta suele ser eléctrica, aunque los trenes de laminación tándem con sistema de emulsión pueden utilizar también energía en forma de vapor para calentar la emulsión.

Por último, también cabe destacar las emisiones de polvo, hidrocarburos y partículas de aceite. [7]
El proceso de laminación para aceros de alta aleación (acero inoxidable) es prácticamente el mismo que el descrito anteriormente, exceptuando algunas diferencias. La más destacable radica en el fluido de corte utilizado, que suele ser aceite de laminación mineral. Para que el funcionamiento del proceso sea el adecuado es necesario un control estricto de su limpieza, que se consigue a través de circuitos de filtrado de aceite o sistemas similares. Análogamente a lo descrito para el acero al carbono, en la laminación de acero inoxidable se consume fluido de corte, por lo que los aspectos ambientales derivados de su uso son similares. Cabe destacar que los circuitos de filtrado de aceite anteriormente citados generan además otro tipo de residuo, los medios de filtración contaminados por aceite. De todas formas, también pueden utilizarse sistemas de enfriamiento con emulsiones similares a las usadas para los aceros al carbono. En estos casos es necesario tomar precauciones como las expuestas para los aceros al carbono para una correcta limpieza del aceite. También se producen emisiones de partículas de aceite, por lo que los laminadores van equipados con campanas de extracción continua para eliminar esta niebla de aceite.
Trefilado en frío
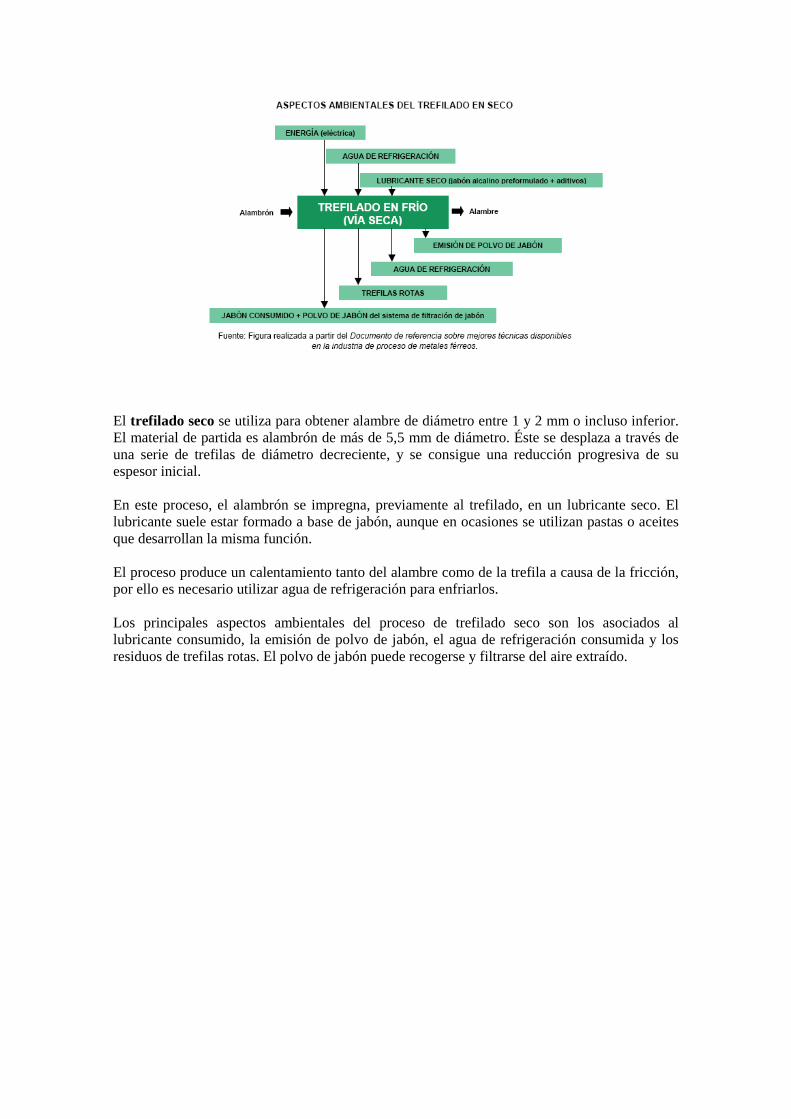
El trefilado seco se utiliza para obtener alambre de diámetro entre 1 y 2 mm o incluso inferior. El material de partida es alambrón de más de 5,5 mm de diámetro. Éste se desplaza a través de una serie de trefilas de diámetro decreciente, y se consigue una reducción progresiva de su espesor inicial. En este proceso, el alambrón se impregna, previamente al trefilado, en un lubricante seco. El lubricante suele estar formado a base de jabón, aunque en ocasiones se utilizan pastas o aceites que desarrollan la misma función. El proceso produce un calentamiento tanto del alambre como de la trefila a causa de la fricción, por ello es necesario utilizar agua de refrigeración para enfriarlos. Los principales aspectos ambientales del proceso de trefilado seco son los asociados al lubricante consumido, la emisión de polvo de jabón, el agua de refrigeración consumida y los residuos de trefilas rotas. El polvo de jabón puede recogerse y filtrarse del aire extraído.

En el trefilado húmedo el material de partida tiene un diámetro entre 1 y 2 mm, de manera que se obtiene un producto final de menor sección.
En este proceso también se hace pasar el alambre por una serie de trefilas, pero en este caso el alambre, las trefilas y los cabrestantes se sumergen directamente en el líquido lubricante para proporcionar mayor lubricación y enfriamiento. En el trefilado húmedo se suelen utilizar emulsiones acuosas de jabón o aceite, que se van contaminando durante el proceso al arrastrar productos presentes en los pasos anteriores, por lo que es necesario cambiar con una determinada frecuencia el lubricante. Como el lubricante absorbe el calor generado durante la operación, es necesario refrigerarlo con agua. Además del lubricante consumido y del agua de refrigeración, otras fuentes de residuos son las trefilas rotas. Estirado en frío

Los aspectos ambientales que deben considerarse en este proceso son muy similares a los mencionados en el trefilado en frío. También se consume lubricante para facilitar el proceso, por lo que una de las principales corrientes residuales generadas es el lubricante consumido. Así mismo, cabe destacar los residuos producidos por el corte del extremo afilado de la barra.
Embutición y troquelado
Los principales aspectos ambientales del proceso de embutición que, como puede observarse, se derivan del uso de fluido de corte.
El aspecto ambiental más destacado asociado al proceso de troquelado es el residuo metálico final que se origina por los recortes.

Producción de perfiles en frío por conformación por plegado
Los aspectos ambientales principales del proceso de producción de perfiles por conformación por plegado se derivan del consumo de energía, ya que el proceso no necesita fluido de corte ni agua para lubricar o refrigerar el material y la maquinaria. En caso de que se haya producido algún recorte de la pieza para la conformación definitiva del perfil, se obtiene un residuo metálico del proceso.
Mecanizado

En cuanto a los aspectos ambientales generados durante el proceso de mecanizado, se pueden destacar el consumo de energía y, en especial, de fluido de corte, necesario para refrigerar tanto el material como la herramienta y vencer el rozamiento en el proceso de mecanizado. Básicamente, las corrientes residuales generadas son el fluido de corte agotado, las emisiones atmosféricas (vapores de aceite) y la chatarra y virutas impregnadas de aceite o fluido de corte. Recocido
Los principales aspectos ambientales asociados al proceso de recocido son el consumo de energía del horno y las emisiones derivadas de la combustión de los gases. En el caso de que se utilice agua para acelerar el enfriamiento de la pieza, existe consumo de ésta y generación de aguas residuales. Temple

Los aspectos ambientales propios del temple en agua se derivan del agua consumida y del agua residual obtenida después del proceso.
En el caso del temple en aceite, los principales aspectos ambientales consisten en el consumo de aceite como medio de temple, en el residuo final de aceite y en las emisiones al aire de aerosoles de aceite. Revenido por laminación

El revenido del acero inoxidable se realiza normalmente en seco, sin necesidad de aplicar aceite o líquido para enfriar. En cambio, en el revenido de acero al carbono se utiliza un líquido consistente en una solución al 5% de agente de laminación de revenido húmedo que elimina los posibles residuos de proceso presentes en la banda. En el proceso también se requiere energía eléctrica para el funcionamiento del tren de laminado y para el sistema hidráulico.

En el caso del acero inoxidable no existe aporte de agua de refrigeración y de líquido de revenido, por lo tanto no se generan las corrientes residuales derivadas de estos consumos (residuo contaminado con aceite, líquido de revenido y aglutinado de lodo). La siguiente figura resume los principales aspectos ambientales del proceso de revenido del acero inoxidable.
Desengrase
Los principales aspectos ambientales del proceso de desengrase consisten en la generación de efluentes líquidos residuales y en las emisiones a la atmósfera, tal como muestra la figura 21. Los efluentes líquidos residuales provienen de los baños de desengrase y del enjuague con agua de la pieza una vez ha sido desengrasada. Estos efluentes, además de agua, aceites, grasas y pequeñas partículas, contienen disolventes halogenados o sales sódicas con tensoactivos, en función del tipo de desengrase efectuado. Por otra parte, las emisiones a la atmósfera generadas contienen compuestos orgánicos volátiles (COV) debido al uso de disolventes halogenados y vapor de agua cuando el baño se realiza en caliente.
[7]

ANEXO II
Posibles acciones
correctoras en las
industrias del
sector
metalmecánico


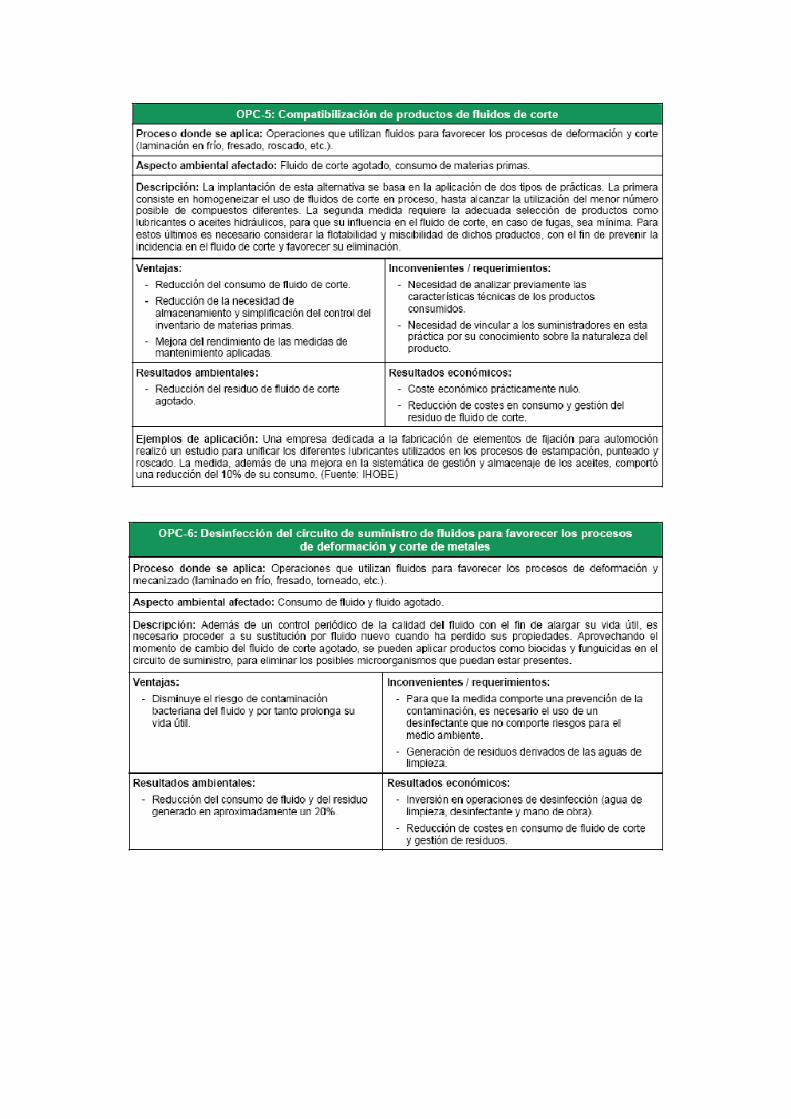




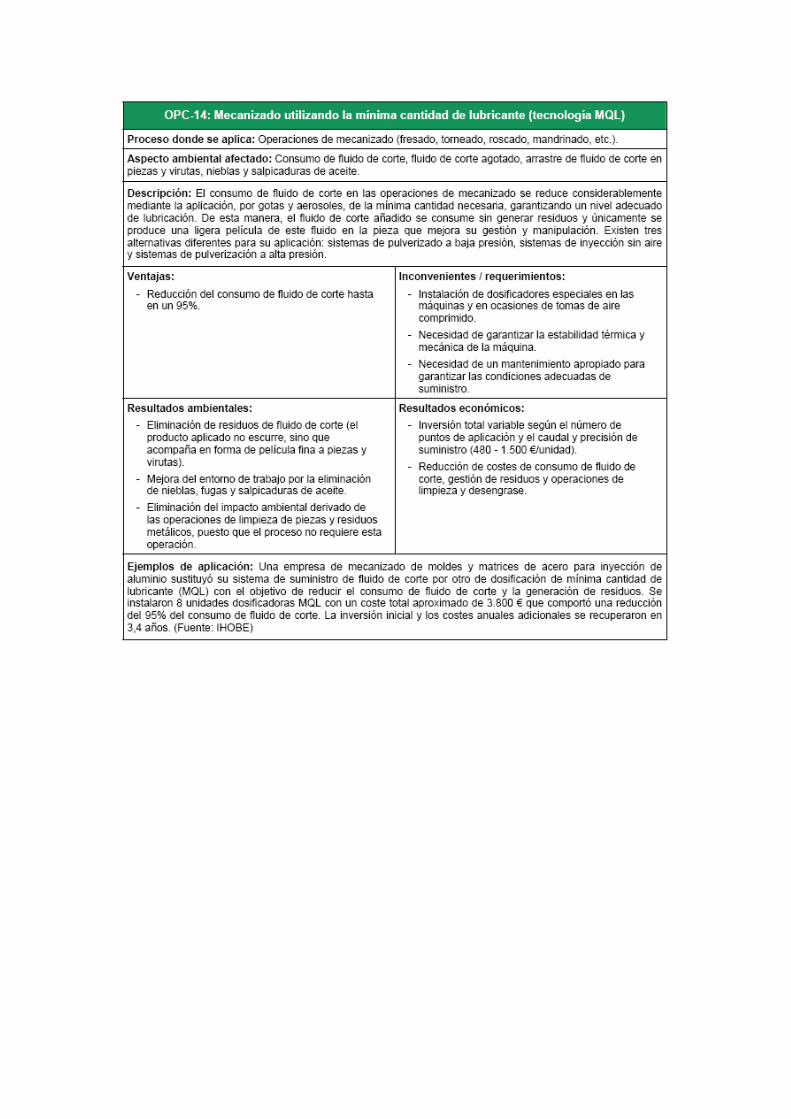
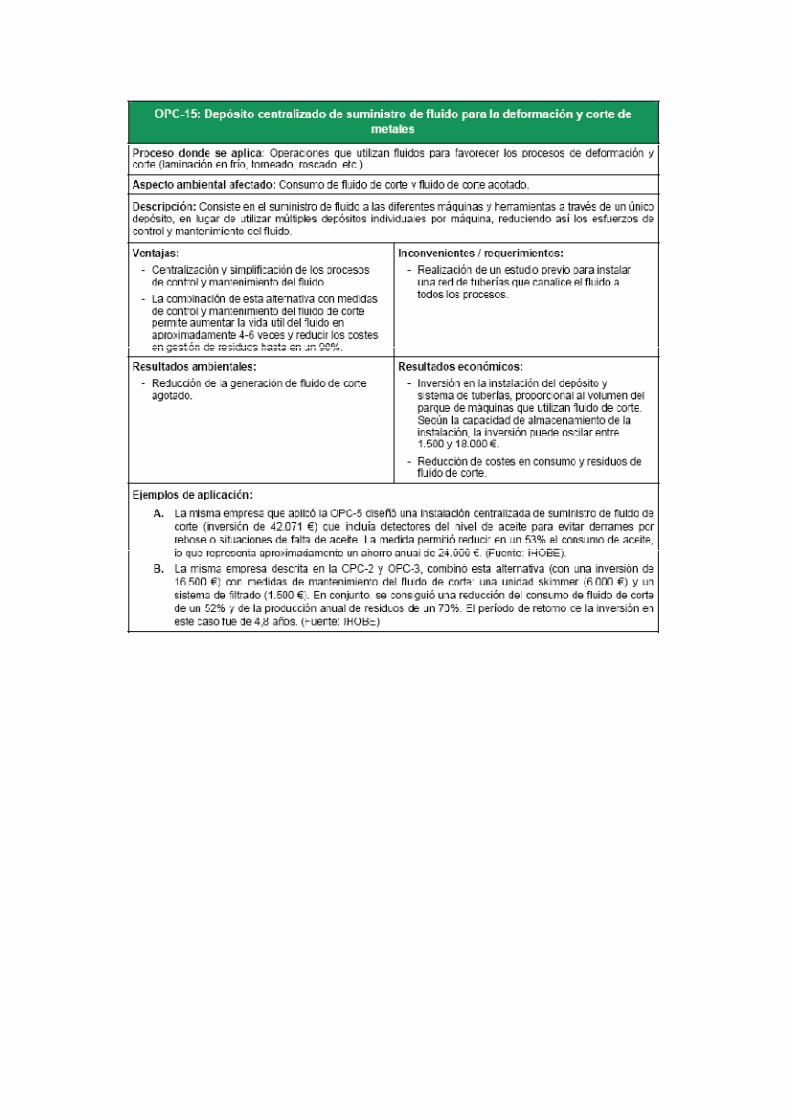




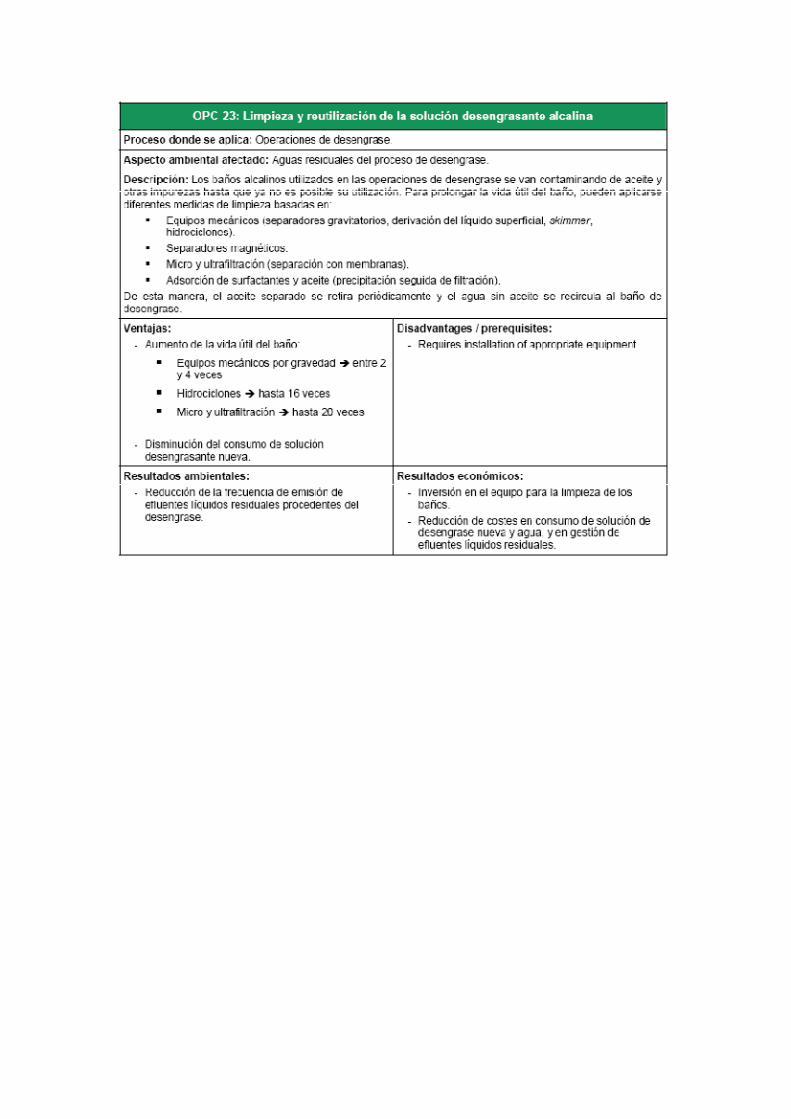



Top Related