






Languages
Pages
Legal


8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 1/23
Non-uniform offsetting and hollowing objects by using biarcs®tting for rapid prototyping processes
Bahattin Koc a, Yuan-Shin Lee b,*
a Department of Industrial Engineering, State University of New York at Buffalo, Buffalo, NY 14260-2050, USAb Department of Industrial Engineering, North Carolina State University, Raleigh, NC 27695-7906, USA
Received 18 September 2001; accepted 18 September 2001
Abstract
This paper presents a new method of using non-uniform offsetting and biarcs ®tting to hollow out solid objects or thick walls to speed up the part building processes on rapid prototyping (RP) systems. Building a hollowed prototype instead of asolid part can signi®cantly reduce the material consumption and the build time. A rapid prototyped part with constant wallthickness is important for many different applications of rapid prototyping. To provide the correct offset wall thickness, wedevelop a non-uniform offsetting method and an averaged surface normals method to ®nd the correct offset contours of thestereolithography (STL) models. Detailed algorithms are presented to eliminate self-intersections, loops and irregularities of the offsetting contours. Biarcs ®tting is used to generate smooth cross-section boundaries and offset contours for RP processes.Implementation results show that the developed techniques can generate smoothed slicing contours with accuracy for rapidprototyping without suffering from handling the huge number of linear segments of the traditional methods. # 2002 ElsevierScience B.V. All rights reserved.
Keywords: Rapid prototyping; Hollowing; Non-uniform offsetting; Biarcs ®tting; Contour smoothing
1. Introduction
Rapid prototyping (RP) refers to building partslayer-by-layer. Unlike the traditional material removalprocesses, most common rapid prototyping techniques
build a part by gradually adding or solidifying materi-als layer-by-layer. Depositing material or tracing theliquid polymer with a laser over the cross-sectionalarea of the part is the most time consuming process. Toreduce the build time, the solid part can be hollowedout to speed up the rapid prototyping process [1].Since, the hollowing operation decreases the area that
needs to be built, depositing or solidifying the materialon lesser area will not only reduce the build time, butalso reduce the material cost due to expensive RP buildmaterial. Building hollowed rapid prototypes ratherthan completely solids offers the signi®cant advantage
of decreasing the time required in building the pro-totypes on the RP systems [2].Rapid prototyped parts can be used to create molds
for different casting operations such as investmentcasting, die casting and sand casting. In casting opera-tions, the part fabricated by a rapid prototyping pro-cess can be used as a core to make the molds. A rapidprototyped part with uniform wall thickness is impor-tant for many different applications. For instance, arapid prototyped part can be used as a core enclosedby a ceramic shell in investment casting. A core with
Computers in Industry 47 (2002) 1±23
* Corresponding author. Tel.: 1-919-515-7195;fax: 1-919-515-5281.E-mail address : [email protected] (Y.-S. Lee).
0166-3615/02/$ ± see front matter # 2002 Elsevier Science B.V. All rights reserved.PII: S 0 1 6 6 - 3 6 1 5 ( 0 1 ) 0 0 1 4 1 - 5

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 2/23
non-constant wall thickness can result in non-evenshrinkage that may break the ceramic shell duringsolidi®cation [3]. Molten material may also not ¯ow
uniformly into a mold created with a rapid prototypingpart with non-constant wall thickness. Therefore, uni-form wall thickness needs to be achieved when ahollowed part is used for a casting process.
Before a part is fabricated in a RP system layer-by-layer, the STL model of the part needs to be sliced to
obtain the cross-sectional contours. One would offsetthe cross-sectional contours by an offset distance t tocreate the hollowed part. However, this results in an
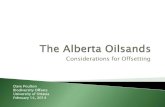
inaccurate hollowed part when the part has free-formsurfaces or complex shapes. Fig. 1(a) shows a hol-lowed example part with a constant wall thickness t .Several planes are used to intersect with the examplepart. Fig. 1(b) shows the intersection contours onthe plane P 1 , of which the offset distance (at both
Fig. 1. Cross-sectional contours of a hollowed object on different planes: (a) hollowed part with a constant thickness t ; (b) cross-sectionalcontours on plane P 1 (t 1 t ); (c) cross-sectional contours on plane P 2 (notice t 2 > t H2 > t ); (d) cross-sectional contour on plane P 3 (notice onoffset contour on plane P 3).
2 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 3/23
locations) t 1 t . Fig. 1(c) shows the intersectioncontours on the plane P 2 . Due to the change of partsurface normals, the offset distance on plane P 2 varies
(notice t 2 T t H2 T t ), as shown in Fig. 1(c). Fig. 1(c)also shows the incorrect offset contour if the outer
boundary is offset with a constant distance t (i.e.t 2 t ) on the same plane P 2 . Fig. 1(d) shows theintersection contour on the plane P 3 . Notice that thereis only one outer contour on plane P 3 due to theintersection location. Fig. 1(d) also shows the incor-rect offset contour when the outer boundary is offsetwith a constant distance t (i.e. t 3 t ) on plane P 3 .Therefore, the constant offsetting of the cross-sec-tional contours cannot be used directly to create thehollowed parts with varying surface normals (e.g.sculptured surface parts) for RP processes.
To create hollowed objects for the rapid prototypingprocess, several methods have been proposed [2±4].These methods are classi®ed into three categories: (i)spatial enumeration methods; (ii) constructive solidgeometry (CSG) offsetting methods; and (iii) curveoffsetting methods. Some researchers [5,6] used thespatial enumeration techniques to create hollowedobjects. Chiu and Tan [5] performed a one-dimen-sional Boolean operation between the ray representa-tions of the model and the voxel elements. Alexanderand Dutta [6] also used voxels to calculate the uniformwall thickness of the part. The use of the enumerationmethods causes the internal staircase effect. Theirmethods cannot be used if the accuracy of the internalboundary of the part is important such as in castingoperations. Lam et al. [4] and Yu and Li [1] used CSGtechniques to ®nd the thin-shell solid by subtractingthe original solid from its offset counterpart. However,their method can be applied only to CSG parts, whichare made from primitives. Their method cannot beapplied to parts in boundary representation (B-Rep) or
other faceted approximation such as STL models.Thus, after a designed part is converted to an STL®le for fabrication in rapid prototyping, their methodscannot be used to generate a hollowed part from theSTL model. Ganesan and Fadel [2] offset the slicedCAD model to create the hollowed part. They offsetcross-sectional contours with a constant offset dis-tance, which will cause a hollowed part with non-uniform hollowed parts as described earlier in Fig. 1.
In this paper, we present a new method of usingbiarcs ®tting to hollow out the solid objects to speed up
the part building processes on the RP systems. Detailsof the proposed techniques are presented in the fol-lowing sections. Section 2 details offsetting a part
de®ned by a STL ®le using the averaged normal vectormethod at each vertex to create offset surface. Section3 presents, the slicing contours and the techniques of removing possible self-intersections, loops and irre-gularities from the contours. Section 4 presents aprocess of smoothing the cross-sectional contourswith biarcs ®tting. Section 5 shows the computerimplementation and illustrative examples of the devel-oped techniques. Finally, Section 6 concludes thepaper.
2. Averaged surface normal method for vertexoffsetting
The STL ®les are generated by tessellating theoutside skin of the CAD models. The tessellation(STL) is done by approximating the boundary of the CAD object with triangles. An STL ®le containscoordinates of the vertices and normals for each facet.To offset the STL model of the part, one can offseteach facet with a given offset distance in its corre-spondent normal direction as shown in Fig. 2. How-ever, this could result in intersections or gaps amongthe offset segments. As shown in Fig. 2(a), there is anintersection between the two offset segments of F 1 andF 2 , and there is a gap between the offset segments of F 2 and F 3 , as shown in Fig. 2(a). Finding all theintersections or ®lling the gaps is not an easy job [7].
Since a STL ®le does not contain the geometricinformation of the vertex normal, the normal at eachvertex need to be calculated. There are several normalapproximation methods. In this paper, we use anaveraged normal vector method to offset each vertex
with the corrected normal direction, as shown inFig. 2(b). An offset normal vector at a vertex iscalculated by averaging the normals of all the facetsthat are connected to the vertex. Since, the averagednormal vector method averages the normal vectors of the facets that are connected to the vertex, it approx-imates the original CAD model closely. However, theaccuracy of the method depends on the number of triangles used in the original STL model when approx-imating the CAD model of the designed part. Asshown in Fig. 3(a), a vertex normal ~ N V i at vertex V i,
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 3

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 4/23
where there are n facets connected to, can be calcu-lated as follows:
~ N V i
n j 1
~ N i; jn j 1~ N i; j
(1)
where ~ N i; j are the normals of the facets that areconnected to the vertex V i. Although Eq. (1) can work for smooth surfaces, it may still cause problems (forsome special cases) if it is used for vertices at sharpcorners or ¯at surfaces. Depending on the triangula-tions generated in the STL ®les, the same vertex mayhave different sets of adjacent triangle facets con-nected to it. A vertex on a ¯at surface or on an edge of the ¯at surface might be connected to several faces
with the normals parallel to each other, as shown inFig. 3(b). In Fig. 3(b), the two facet normals ~ N i;1 and~ N i;2 are parallel (i.e. ~ N i;1jj~ N i;2). The normal vector ~ N V iat vertex V i is calculated as follows:
~ N V i
~ N i;1 ~ N i;2 ~ N i;3 ~ N i;4~ N i;1 ~ N i;2 ~ N i;3 ~ N i;4
(2)
Directly averaging these normals (Fig. 3(b)) to calcu-late the vertex normal ~ N V i may result in the calculatednormal vector ~ N V i shifts towards the faces with par-allel facet normals (i.e. ~ N i;1jj~ N i;2). As shown inFig. 3(b), the averaged surface normal ~ N V i at thevertex V i could result in a vector that is closer tothe faces F i,1 and F i,2 due to the fact that these two
Fig. 2. Offsetting surfaces and vertices: (a) offsetting surfaces along the segments' normal direction (top view); (b) offsetting vertices in thecorrected surface normal directions (top view).
4 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 5/23
adjacent faces have the same parallel normals(~ N i;1jj~ N i;2). Fig. 3(c) shows the corrected normal vec-tor ~ N V i found by eliminating the duplicated parallelnormals in the calculation of the averaged normal. InFig. 3(c), the corrected normal surface normal vector~ N V i at the vertex V i is calculated by averaging all the
adjacent facet normals without the duplicated parallelnormal as follows:
~ N V i
~ N i;1 ~ N i;3 ~ N i;4~ N i;1 ~ N i;3 ~ N i;4
(3)
After the corrected normal vectors ~ N V i at each vertexV i are found, the offset vertices V Hi can be calculated byoffsetting the vertices in their normal directions with agiven offset distance t as follows:
V Hi V i Æ t ~ N V i (4)
In Eq. (4), the sign (Æ) depends on whether it is offsetoutward or inward from the original part surface. Thealgorithm for calculating the averaged normal vectorsand the offset vertices are shown as follows:
Algorithm 1 . Calculating averaged normals and the
offset vertices
INPUT:STV {V i}: a set of the vertices from an STL
model, 1 i num_vertex, where num_vertex isthe total number of the vertices,
STF {F i, j}: a set of faces that are connected tovertex V i, 1 j num_face i, where num_face i isthe total number of faces that connect to vertex V i,
STFN H { N i, j}: normal vector of the face F ij ,t : vertex offset distance.
Fig. 3. Calculating the averaged normal vectors ~ N V i at a vertex: (a) calculating the vertex normal ~ N V i by averaging the facet normals; (b)incorrect normal vector ~ N V i shifted F i,1 and F i,2 ; (c) corrected normal vector ~ N V i by deleting the parallel facet normals.
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 5

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 6/23
OUTPUT:STVH {V Hi }: offset vertices, 1 i num_vertex
Initialize i ( 1, j ( 1, k ( 1, normal_check ( 0,
WHILE ( i num_vertex) { N V i ( N i1;FOR ( j 2 to num_face i, j ): {
FOR (k j À 1 to 1; jÀÀ): {IF ( N ijÁ N ik 1) /*** N ij and N ik are
parallel to each other ***/ THEN {normal_check ( 1;
k ( 0; }ELSE {normal_check ( 0; } /*** N ij
and N ik are not parallel ***/ }IF (normal_check 0)THEN { N V i ( N V i N ij ; }
}Normalize N V i ;Calculate the offset vertex V Hi using Eq. (4);STV H( STV H f V Hi g;i ( i 1;
}END
Algorithm 1 will be used to construct the slicingcontours and the offset contours for RP proces-ses. Details of the procedures are discussed inSection 3.
3. Slicing contour generation andself-intersection/loop removal
To generate the cross-sectional curves, a tessellatedpart is intersected with a set of planes perpendicular tothe build direction of the STL ®le. The distancebetween the intersecting planes can be a constant in
uniform slicing or can vary in adaptive slicing [8±12].Given a plane and its height (in z-direction), all thefacets are searched to ®nd a starting intersection point.After an initial intersection point is found, the follow-ing intersection points are traced using the informationof neighboring facets. The intersection points are thenconnected to form the cross-sectional contours [13].This procedure is applied to both the original surfaceand the offset surface.
After the cross-sectional contours are generated, theself-intersections and loops need to be removed to
ensure that offset contours are simple and closed asmentioned earlier. As shown in Fig. 4(a), if the offsetdistance t is greater than the minimum radius in the
concave regions, the offset surfaces may cause self-intersections [14,15]. The offset surface might alsocause loops, as shown in Fig. 4(a). Self-intersectionsand loops can be removed from the offset surfaces by®rst detecting the intersections and loops. The self-intersection and loops are then trimmed from theoffset surfaces. Fig. 4(b) shows the cross-sectionalcontours from the original part surface and its offsetsurface of Fig. 4(a). As shown in Fig. 4(b), the self-intersection and the loop need to be removed. Fig. 4(c)shows the same cross-sectional contours after the self-intersection and the loop being removed from theoffset contour.
To eliminate the loops, we ®rst need to detect theself-intersections along the offset contours. A self-intersection can be detected by checking whether thereexists any intersection between the current segmentand other segments along the cross-sectional contours[13]. Fig. 5 shows an offset contour with a self-intersection. The intersection point P Ã between twosegments P iP i 1 and P k P k 1 in Fig. 5 can be calcu-lated as follows:
P Ã P i t ~V 1 P k s ~V 2;0 t 1:0and0 s 1:0
(5)
where ~V 1 ~P iP i 1 and ~V 2 ~P k P k 1. By solvingthe Eq. (5), we can ®nd the parameters t and s asfollows:
t ~P iP k  ~V 2 ÃÁ ~V 1  ~V 2 Ã~V 1  ~V 2 ÃÁ ~V 1  ~V 2 Ã
(6)
s
~P iP k  ~V 1
 ÃÁ ~V 1  ~V 2
 Ã~V 1  ~V 2 ÃÁ ~V 1  ~V 2 à (7)
If P iP i 1 and P k P k 1 intersect each other, both theparameters t and s have to be within the range of [0, 1],i.e. 0 t 1:0 and 0 s 1:0. The intersectionpoint P Ã can be calculated by substituting s or t inEq. (5). After the intersection point P Ã is calculated,the intersection point P Ã can be used to divide thecurve into two separate contours [13]. As shown inFig. 5, intersection point P Ã divides the curve into two
6 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 7/23
Fig. 4. Self-intersections and loops of the offset surfaces: (a) part surface with a self-intersection and a loop; (b) cross-sectional contours of thepart surface and its offset surface; (c) the self intersection and the loop are removed from the same offset contour.
Fig. 5. Detection of a self-intersection on the offset cross-sectional contour.

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 8/23
contours [ P Ã, P i 1 À P k , P Ã] a n d [P * , P k 1 À P n ,P 1 À P i , P Ã] (for i < k ). By using the procedure, theself-intersections can be eliminated from the offset
contours.
To eliminate the self-intersections or loops, we needa procedure to determine which loops to be removed(see Fig. 6(a)). There are several self-intersection
detection methods in the literature [16,17]: (i) consider
Fig. 6. Offset surfaces and the self-intersection of the offset contours: (a) a part surface and its offset surface with a self-intersection; (b) cross-sectional contours of the original and the offset surfaces with projected surface normals; (c) self-intersection is removed of the offset contour.
8 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 9/23
the number of segments in each loop and remove theloop with the fewest segments; (ii) consider the totallength of each loop and remove the shortest loop; (iii)
consider loop nesting and remove the loop that isinside another loop. These methods might not work if the original loop is relatively smaller than the loopthat needs to be removed. For instance, the loops LP 1
and LP 2 in Fig. 6(b) would be incorrectly removed if one of the above methods was used. As shown inFig. 6(c), the loop LP 2 should be removed and theloops LP 1 and LP 3 should be kept.
To ®nd the loops that need to be removed, we usethe surface normals on the offset contours. The normalof each facet on the original surface can be obtainedfrom the STL ®le of the part. However, these normalscannot be used for the offset facets, because the offsetfacets change the shape due to offsetting the verticesalong their normal direction. Therefore, normals onthe offset facets are not the same as the normals onthe original facets. Given a facet F i and its verticesV i,1 , V i,2 and V i,3 ordered in the counter-clockwisesequence, the offset facet F Hi and its verticesV Hi;1; V Hi;2 and V Hi;3 can be calculated by using Algorithm1. Note that the offset vertices are also in the sequencealong the counter-clockwise direction. Then the nor-mal vector ~ N Hi of the offset facet F Hi can be calculatedby taking the cross product of the two vectors ~ N HV i;1 N HV i;2and ~ N HV i;2 N HV i;3 as follows:
~ N Hi~ N HV i;1 N HV i;2 Â ~ N HV i;2 N HV i;3
~ N HV i;1 N HV i;2 Â ~ N HV i;2 N HV i;3
(8)
To calculate the projected normals on the cross-sec-tional contours, we need to project the surface normals~ N Hi onto the cutting plane. Given the height of cuttingplane zcut , the projected normals xp N Hi ; yp N Hi ; zp N Hi ; 1 inthe homogeneous coordinate system can be found as
follows:
xp N Hi ; yp N Hi ; zp N Hi ; 1 x N Hi ; y N Hi ; z N Hi ; 1
1 0 0 00 1 0 00 0
zcut
z N Hi
0
0 0 0 1
PTTTTR
QUUUUS
(9)
where x N Hi ; y N Hi ; z N Hiare the x± y± z elements of the offset
facet normals ~ N Hi . Fig. 6(b) shows, the surface normals
projected on a cutting plane. The normals point out-ward on the outside boundary, whereas the normalspoint inward in the inside offset boundary of the STL
model. Therefore, the loops whose normals pointoutward along the intersection loops are the self-intersections, as the loop LP 2 shown in Fig. 6(b). InFig. 6(b), the offset loops LP 1 and LP 3 have theirnormals pointing inward, which indicates they are thecorrect offset loops. However, the normals on the loop LP2 point inward, which indicates LP 2 is an self-intersection loop and needs to be removed. Fig. 6(c)shows, the self-intersection loop LP 2 being removedfrom the offset contour.
To determine if the normal is pointing outward orinward, we use the cross-product of vectors to deter-mine the normal directions. Given a segment P H
iPHi 1
oriented in counter-clockwise direction and its normalvector ~ N Hi , the sense (outward or inward) of the normalvector ~ N Hi can be determined as follows:
~ NC i ~P HiP
Hi 1 Â ~ N Hi (10)
If the z-value of the vector ~ NC i is negative, then thenormal is at the right side of the segment P H
iPHi 1;
otherwise, it is at the left side of the segment. For eachloop on the offset contour, we can determine the senseof the normals using Eq. (10). If the normals are on theleft side of the segments, then the offset loop is valid;otherwise, it is invalid and needs to be removed. Theremight be some nested intersections on the offsetcontours. The self-intersection removal procedurecontinues until all the intersections of the contoursare removed.
Besides the self-intersections and the loops pro-blems, the offsetting surfaces can cause some otherirregularity problems on the offset contours. Theseirregularities include jagged lines, collinear points andin¯ection points, as shown in Fig. 7. To generate the
correct cross-sectional contours, we need to detect andcorrect these singularities. As shown in Fig. 7(a), the jagged lines can be detected by checking the normalvector of each segment. If the change between normalvectors of two consecutive segments is equal or closeto p , then these two segments are considered to be jagged line segments, as shown in Fig. 7(a). InFig. 7(b), the collinear points occur when the normalvectors of three or more points are parallel or closeto parallel to each other. In Fig. 7(c), the in¯ectionpoints result from the discontinuous tangents (i.e. ~T i;1
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 9

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 10/23
and ~T i;2) at a point P i. Jagged lines and in¯ectionpoints can be smoothed by the second-difference fair-ing technique [18]. As shown in Fig. 7(a) and (c), thecorrected point P H
i can be calculated as follows [18]:
P Hi
d À1=d 0 P i 1 d 1=d 0 P iÀ1
2(11)
where d À 1 , d 0 , and d 1 are second-differences andthey are de®ned as follows:
d À1 j P iÀ1 À P ij; d 1 j P i 1 À P ij;d 0 1
2 d À1 d 1 (12)
Collinearpointsexceptthe beginningand theendpointsof the collinear segments can simply be removed. Asshown in Fig. 7(b), only points P iÀ1 and P i 2 are savedwhile the points P i and P i 1 are removed from thecontour. Details of generating the cross-sectional con-tours for RP processes are shown as follows:
Algorithm 2 . Generating cross-sectional contours
INPUT:STV {V i}:a set ofvertices 1 i num_vertex,
where num_vertex is the total number of thevertices,
STF {F i, j}: a set of faces (triangles) thatconnect to vertex V i, 1 j num_face i, wherenum_face i is the total number of faces that connectto offset vertex V Hi ,layer_thickness: layer thickness.
OUTPUT:STI { I l,k }: a set of intersection points of the
original contour at the cutting plane k , 1 k num_layer, 1 l num_point k , where num_layeris the number of layersand num_point k is the numberof the intersection points at layer k ,
STIH { I Hl;k }: a set of intersection points of the offset contour at the cutting plane k , 1 k
num_layer, 1 l num_point k ,~ NPHi;k : projected normal vectors of each segment
at the cutting plane k , 1 i num_point k À 1.Initialize k ( 0, zmin ( min{ zV i }, zmax (max{ zV i }; /*** zV i is the z-value of V i ***/ Generate the offset vertices STV H f V Hi g from thegiven STV f V ig by Algorithm 1;Find the set of triangular faces STF H f F Hi; jgconnected to the offset vertex V Hi in STV H f V Hi g;Set num_layer ( zmax À zmin )/layer_thickness;WHILE ( k num_layer) {
zcut ( zmin k 1 Ãlayer_thickness;Find all the intersection points { I l,k }, { I Hl;k } byintersecting the cutting plane at zcut with the originalboundary surface { F ij} and the offset surface { F Hij };
Calculate the projected normals ~ NPHi by using
Eqs. (8) and (9);STI ( STI f I l;k g;STIH STIHf I Hl;k g;
k ( k 1;}
END
Fig. 7. The correction of the contour irregularities: (a) jagged lines; (b) collinear points; (c) in¯ection points.
10 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 11/23
After the contours are constructed, the next step isto smooth the contours with biarc curves. Details of the biarcs ®tting for RP processes are discussed in
Section 4.
4. Biarcs ®tting of contours for RP processes
In the CAD and RP systems, contours are tradi-tionally approximated by using linear segments basedon the given tolerance. Because of the lack of smoothness in piecewise linear curves, the resultantsurface quality is poor. In this paper, we use biarcs®tting to smooth the intersection contours for RPprocesses. In our early work [19], a max-®t biarcscurve ®tting has been developed to reconstruct thecontinuous contours of a set of boundary pointsthrough biarcs curve ®tting. The max-®t algorithmprogresses through the STL slicing data points to ®ndthe most ef®cient biarcs curve ®tting, while main-taining the required tolerance. The max-®t biarcs®tting provides not only G1 continuity by sharingthe same tangent between arcs but also G2-likeproperty by minimizing the difference of curvaturesbetween arcs [19]. Fig. 8(a) shows a cross-sectionalcontour consists of 27 linear segments { S 1 ,S 2; . . . ; S 27}. Fig. 8(b) shows the same examplecross-sectional contour points, which are interpolatedby using biarcs with a given tolerance t . In Fig. 8(b),the contour is represented by using only seven pairsof biarc segments { B1 , B2 , B3; . . . ; B14} with themaximum deviation error emax smaller than the giventolerance t (i.e. emax < t ). The results in our earlierwork in [19] show the biarcs curve ®tting techniquecan signi®cantly improve the accuracy of poorlygenerated STL ®les by smoothing the intersectionpoints for rapid prototyping. In this paper, the cross-
sectional contours are interpolated and representedby using biarcs ®tting for RP processes.Fig. 9 shows an example biarc curve. Given two
knot points P 1 and P 2 and their tangents ~T 1 and ~T 2,as shown in Fig. 9, a biarc curve can be de®ned bycalculating the center points C 1( x1 , y1) and C 2( x2 , y2),radii r 1 and r 2 and the joint J ( x, y) of the biarcssegments B1 and B2 . To obtain a biarc curve withthe best local smoothness, we should minimize theabsolute difference of the two curvatures, i.e. 1/ r 1 and1/ r 2 [20]. In this paper, we use such a criterion of
minimizing the difference of curvatures | 1=r 1 À
1=r 2 | to ®nd the joint J and the centers C 1( x1 , y1)and C 2( x2 , y2) of the two simple circular arcs B1 and B2 . We can formulate the minimizing of the differenceof curvatures as follows:
min1r 1
À1r 2
(13)
By minimizing the absolute difference of the twocurvatures of Eq. (13), the radii r 1 and r 2 of thetwo biarcs segment B1 and B2 can be found [20]. Inour previous work in [19], the radii r 1 and r 2 of
Fig. 8. Using biarcs ®tting for the intersection contours: (a)approximation by linear interpolations { S 1 , S 2 , S 3; . . . ; S 27}; (b)contour ®tting using biarcs interpolation { B1 , B2; . . . B14}.
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 11

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 12/23
the two simple arcs B1 and B2 can be found asfollows:
r 1Àl
4sin 3y 1 y 2 =4 cos y 1 À y 2 =4(14)
r 2l
4sin y 1 3y 2 =4 cos y 1 À y 2 =4(15)
where l is the distance between two knot points P 1 and
P 2 . By using Eqs. (14) and (15), we can ®nd the centersC 1( x1 , y1) and C 2( x2 , y2) of the two simple circular arcs B1 and B2 (also see Fig. 9). As discussed in our earlierwork in [21], the centers C 1 and C 2 can be found asfollows (also in Fig. 9):
C 1 x1; y1Àr 1 sin y 1
r 1 cos y 1 !l sin y 1
4sin 3y 1 y 2 =4 cos y 1 À y 2 =4Àl cos y 1
4sin 3y
1y
2 =4 cosy
1 Ày
2 =4
PTTR
QUUS(16)
C 2 x2; y2l À r 2 sin y 2
r 2 cos y 2 !l 1 À
sin y 2
4sin y 1 3y 2 =4 cos y 1 À y 2 =4 Àl cos y 2
4sin y 1 3y 2 =4 cos y 1 À y 2 =4
PTTR
QUUS
(17)
Using Eqs. (14)±(17), we can ®nd the joint J ( x, y)of the two simple circular arcs B1 and B2 in the localcoordinate system as follows (also see Fig. 9):
J x; yl2
;l2
tany 1 À y 2
4 (18)
Biarcs curve ®tting is applied to both the originalpart boundary and the offset contours to generatethe smooth cross-sectional segments. The max-®tbiarcs ®tting algorithm presented in our earlier work in [19] is used to progress through the STL slicingdata points and the offsetting contour points to ®ndthe smooth biarc curve ®tting, while maintaining
the required tolerance. After the smoothed cross-sectional contours are generated, the data are sent tothe RP systems for preprocessing and prototyping.Details of generating the smoothed non-uniformoffset contours for RP processes are shown asfollows:
Algorithm 3 . Generating smoothed non-uniform off-setting for RP processes
INPUT:
STI { I l,k }: a set of intersection points of theoriginal part contour at the cutting plane k , 1 k num_layer, 1 l num_point k , where num_layeris the number of layers and num_point k is thenumber of intersection points at layer k . STI isgenerated by Algorithm 2.
STIH { I Hl;k }: a set of intersection points of theoffset contour (from Algorithm 2) at the cuttingplane k , 1 k num_layer, 1 l num_point k .STIHis generated by Algorithm 2.
~ NPHi;k : projected normal vectors of each seg-
ment at the cutting plane k , 1 i num_point k À1.OUTPUT:
Biarc( mk ): a set of biarc curves of the originalcontour at the layer k , 1 k num_layer, and mk
is the number of biarcs fitted to the originalcontour at layer k ,
Biarc H(nk ): a set of biarc curves of the offsetcontour at the layer k , 1 k num_layer, wherenk is the number of biarcs fitted to the offsetcontour at layer k .
Fig. 9. Biarc interpolation between two knots P 1 and P 2 .
12 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 13/23
These algorithms are used to construct and ®nd thesmoothed slice contours of the hollowed object for RPprocess. Computer implementations and illustrativeexamples will be given in Section 5.
5. Computer implementation and examples
The proposed techniques have been implementedon 500 MHz PCs using MS Visual C and Matlab 1
Initialize i ( 1, j ( 1, k ( 0, current_segment ( f }, check_segment ( f },valid_loop ( f }, loop1 ( f }, loop2 ( f };
FOR (each contour layer k of STI and STI H) { /*** main loop of procedure ***/
intersect_check ( 1;WHILE (intersect_check 1){ /*** remove the self-intersections ***/ FOR (each I l;k P valid_loop) {
current_segment ( I l;k I l 1;k ;FOR (each I q ,k , where l < q < num_point k ) { /* search for the intersection */
check_segment ( I s;k I s 1;k ;Calculate the parameters s and t between current_segment and check_segment by using Eqs. (6)
and (7);IF (0 s 1 AND 0 t 1)THEN {
intersect_check ( 1;Calculate intersection point P Ã by using Eqs. (5)±(7);loop 1 ( f P Ã, I l lk À I qk , P Ã};loop 2 ( f P Ã, I q lk À I num _point k ,k I lk À I lk , P Ã};FOR (loop i, i 1, 2) {
Check if loop i is valid by using Eq. (10);IF (loop i is valid)THEN {valid_loop ( loop i};}
ELSE {intersect_check ( 0;}}
}}
FOR (each I l;k P valid_loop) { /*** remove the irregularities **/ current_segment ( I l;k I l 1;k ;check_segment ( I l 1;k I l 2;k ;Find ~ NPH
l;k of current_segment from Algorithm 2;Find ~ NPH
l 1;k of check_segment from Algorithm 2;y current ( angle( ~ NPH
l;k , ~ NPHl 1;k );
IF ((y current is close to p ) OR ( I l ,k is an inflection point))THEN {calculate new insert point I l,k by using Eqs. (11) and (12)};ELSE IF ( y current is close to zero)
THEN {remove I l 1, k from valid_loop}; /*** collinear points ***/ }
Biarc mk ( biarc fitting the {valid_loop STI } of STI by using Eqs. (14)±(18);Biarc H nk ( biarc fitting the {valid loop STIH} of STIHby using Eqs. (14)±(18);k ( k 1;}
END
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 13

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 14/23
programming languages. For illustration, severalexample parts were designed using a CAD (Uni-graphics 1 ) system at North Carolina State University.
The example solid models were then converted to STL®le format using the CAD system's STL converter.After the STL ®les of the example parts were created,the offset surfaces were generated using the imple-mented system. The objects were sliced by a set of intersection planes to ®nd the slicing contours of both the part surfaces and the offset surfaces. The
self-intersections and other irregularities of the con-tours were removed using the presented techniques.Smoothed contours were then generated by the devel-
oped algorithms for rapid prototyping processes.Fig. 10 shows the ®rst example part, a sphere with adiameter of 1 in. Fig. 10(a) shows its STL model. Athickness of 0.05 in. is used to hollow the examplesphere part. Fig. 10(b) shows the hollowed examplepart sliced by a set of intersection planes with auniform distance 0.1 in. Fig. 11 shows the different
Fig. 10. Solid model and the STL model of the example part I: (a) 3D view of STL model of example part I, a sphere; (b) sliced contours of the hollowed example part I.
14 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 15/23
offset distances at different cutting planes ( z 0:5, z 0:9 and z 0:95, respectively). Due to the changeof part surface normals, the sliced contours at differentslicing planes have varying offset distances. As shownin Fig. 11(a), the thickness at the middle of the part( z 0:5) is approximately equal to the wall thicknessof 0.05. At the slicing plane z 0:9, the thicknesschanges to about 0.09, as shown in Fig. 11(b).
Fig. 11(c) shows the top slice at z 0:95, whichhas only the outer boundary and does not have inneroffset circle (also see Fig. 10(b)). Figs. 10 and 11 showthat the slicing of an example part with a uniformthickness results in varying offset distances at differentcutting planes.
Fig. 12(a) shows the solid model of the example partII with free-form surfaces. The size of the boundingbox of the example part II is 2 :33in : Â 1:89in :Â2:00 in. Fig. 12(b) shows the STL model of theexample part II generated with an adjacency tolerance
of 0.02 in. With a thickness of 0.1 in. for hollowing theobject, a set of intersection planes are used to slice thehollowed example part II. Fig. 13(a) shows the origi-nal sliced contours of the example part II at a cuttingplane of z 1:8 in. The offset contour in Fig. 13(a)consists of a self-intersection and some irregularities.Using the technique presented in Algorithm 3 andSection 3, the self-intersection is removed, as shown inFig. 15(b). Fig. 15(c) shows the generated offsetcontours after both the self-intersection and the irre-gular shape have been eliminated from the original
Fig. 11. Change of the cross-sections of the example part I atdifferent cutting planes: (a) cross-sections at z 0:5 cutting plane(averaged t 0:05); (b) cross-sections at z 0:9 cutting plane(averaged t 0:09); (c) cross-sections at z 0:95 cutting plane
(only outer boundary).
Fig. 12. Example part II, and its STL model: (a) solid model of the example part II; (b) 3D view of the STL model of the examplepart II.
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 15

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 16/23
contours. Fig. 13(d) shows the smoothed contours
generated by using the biarc ®tting technique dis-cussed in Section 4. Note that, in Fig. 13, the offsetdistances along the contours are not same due to thechanging part surface normals and the non-uniformoffsetting. Fig. 14(a) shows the slicing cross sectionsof the hollowed part after the self-intersections andirregularities have been removed. Fig. 14(b) shows thesmoothed offset contours of the hollowed examplepart II by using the presented biarcs ®tting technique.
Fig. 15(a) shows the 3D view of the STL model (atotal of 1226 triangles) generated from the example
part II with an adjacency tolerance of 0.02 in.
Fig. 15(b) shows the STL model of the same part (atotal of 21,248 triangles) with a better adjacencytolerance of 0.001 in. Both STL models in Fig. 15(a)and (b) are hollowed out by using the developednon-uniform offsetting techniques. Fig. 15(c) and(d) show the slicing contours of both the part boun-dary and the offset boundary of the STL models of Fig. 15(a) and (b), respectively. For the STL modelwith adjacency tolerance of 0.02 in. (with 1226 tri-angles), the original intersection contour consists of 144 linear segments, as shown in Fig. 15(c). For the
Fig. 13. Example contour ( z 1:8) of the example part II showing the elimination of self-intersection and irregularity: (a) example contourwith self-intersection and irregularities ( z 1:8); (b) same contour after self-intersection is removed; (c) elimination of irregularities; (d)biarcs ®tting of the boundary and the offset contour.
16 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 17/23
STL example model with better tolerance 0.001 in.(with 21,248 triangles), the original intersection con-tours consists of 580 linear segments, as shown inFig. 15(d). Please notice that both the slicing contoursshown in Fig. 15(c) and (d) consist of the self-inter-sections. Using the technique presented in Section 4and Algorithm 3, the self-intersections are eliminatedand the original offset contours are smoothed byusing the biarcs ®tting. Fig. 15(e) shows the smoothedoffset contour (of Fig. 15(a)) that has 31 biarcssegments for the STL model of 1226 triangles
(0.02 in. tolerance). Fig. 15(f) shows the smoothedoffset contour (of Fig. 15(b)) that has 21 biarcssegments of the STL model of 21,248 triangles (bettertolerance of 0.001 in.). In Fig. 15(f), the smoothedoffset contour of the STL model with a larger numberof triangles has fewer biarcs segments due to thehigher degree continuity the original intersectionsegments have.
Notice that the smoothed biarc contours (31 biarcssegments) in Fig. 15(e) from a rougher STL model arevery close to the smoothed biarc contours (21 biarcs
Fig. 14. Slicing contours of the hollowed example part II: (a) after removing self-intersections; (b) after biarc ®tting.
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 17

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 18/23
segments) in Fig. 15(f) generated from a much ®nerSTL model with higher accuracy. Table 1 shows thecomparison of these two STL models, the cross-sec-
tional contours and their smoothed biarcs segments.The comparisons depicted in both Fig. 15 and Table 1show that the presented techniques can effectivelygenerate good quality offset contours even from therelatively rough STL models. The developed techni-que can ef®ciently generate the smoothed non-uni-
form offset contours without suffering from thedependence on handling huge number of STL trian-gles and the large STL ®les.
Fig. 16 shows the example part III of a human headfrom the Rhinoceros 1 public ftp site. Fig. 16(a)shows the solid model of the example part III. The3D STL model of the example III is shown inFig. 16(b). The size of the bounding box of theexample part III is 6 :46in : Â 9:27in : Â 10:58 in.
Fig. 15. Cross-sectional contours of the hollowed parts created from STL models of the example part II with different adjacency tolerances:(a) 0.02 in. (1226 trangles); (b) 0.001 in. (21,248 triangles); (c) cross-sectional contours of the hollowed part before biarc ®tting (144 linesegments) (adjacency tolerance 0:02 in.); (d) cross-setional contours of the hollowed part before biarc ®tting (580 line segments) (adjacencytolerance 0:001 in.); (e) same cross-sections after biarc ®tting (31 biarc segments); (f) same cross-sections after biarc ®tting (21 biarcsegments) and their biarc curves.
18 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 19/23
With a thickness of 0.5 in., the hollowed example partIII is sliced with a set of intersection planes. Fig. 17®rst shows the original boundary and the offsetcontours around the chin and the nose of the example
human head model (at z 1:8 and z 4:5). Afterthe offset contours are generated, the self-intersec-tions and the irregularities are then removed fromthe offset contours, as shown in Fig. 17(b). Biarcs
Table 1Comparison of the STL ®les of the second part with different adjacency tolerances and their contours
STL adjacencytolerance (in.)
Number of triangles
Line segments of thecontours by traditional method
Biarc segments of the contoursby the developed method
0.02 1226 144 310.001 21248 580 21
Fig. 15. (Continued ).
Fig. 16. (a) Solid model, and (b) the 3D view of STL model of the example part III of a human head.
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 19

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 20/23
®tting technique is used to generate smoothed con-tours of both the original boundary and the offsetcontours, as shown in Fig. 17. Note that, in Fig. 17(a),the offset distance along the contours varies due tonon-uniform offsetting caused by the hollowingoperation. Fig. 18(a) shows the original boundaryand the slicing segments of the example part III.
Fig. 18(b) shows the smoothed contours after theoriginal slicing segments have been smoothed byusing the biarcs ®tting technique. As shown inFig. 18(a) and (b), instead of using a huge numberof linear segments as in the traditional methods, thedeveloped techniques can generate smoothed con-tours for RP processes.
Fig. 17. Cross-sectional contours of third example part at two different cutting plane: (a) cross-sectional contours around the chin of a humanhead ( z 1:8) and their biarc curves; (b) cross-sectional contours around the nose of a human head ( z 4:5) and their biarc curves.
20 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 21/23
6. Conclusions
In this paper, we have presented a new method of using non-uniform offsetting and biarcs ®tting tohollow out solid objects for RP processes. The pre-sented techniques can be used to build hollowed RP
parts instead of solid RP parts, which can signi®cantlyreduce the total RP build time and the material con-sumption. To provide correct wall thickness duringoffsetting, we have developed a non-uniform offset-ting method and an averaged surface normal methodto ®nd the correct offset contours the STL models.
Fig. 18. Slicing contours and the smoothed contours of the hollowed example part III: (a) the cross-sectional contours of the example part IIIafter removing the self-intersection and irregularities; (b) smoothed cross-sectional contours after biarcs ®tting.
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 21

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 22/23
Detailed algorithms have been presented to eliminateself-intersections, loops and irregularities of the off-setting contours. Biarcs ®tting is used to generate the
smoothed contours for RP processes. Computer imple-mentation and examples are provided in this paper.Implementation results show that the developed tech-niques can generate smoothed slicing contours withaccuracy for rapid prototyping without suffering fromhandling the huge number of linear segments of thetraditional methods.
Acknowledgements
This work was partially supported by the Army
Research Of®ce (#DAAG55-98-D-0003) and theNational Science Foundation CAREER Award(DMI-9702374) to Dr. Y.S. Lee at North CarolinaState University. Their support is greatly appreciated.
References
[1] K.M. Yu, C.L. Li, Speeding up rapid prototyping by offset,Proceedings of the Institute of Mechanical Engineers, Part B:Journal of Engineering Manufacturing 209 (1995) 1±8.
[2] M. Ganesan, G.M. Fadel, Hollowing rapid prototyping partsusing offsetting techniques, in: Proceedings of the 5thInternational Conference on Rapid Prototyping, Dayton,OH, June 1994.
[3] C.L. Li, K.M. Yu, T.W. Lam, Implementation and evaluationof thin-shell rapid prototype, Computers in Industry 35 (1998)185±193.
[4] T.W. Lam, K.M. Yu, K.M. Cheung, C.L. Li, Octree reinforcedthin-shell rapid prototyping, Journals of Material ProcessingTechnology 63 (1997) 784±787.
[5] W.K. Chiu, S.T. Tan, Using dexels to make hollow models forrapid prototyping, Computer-Aided Design 30 (7) (1998)539±547.
[6] P. Alexander, D. Dutta, Layered manufacturing of surfaceswith open contours using localized wall thickening, Compu-
ter-Aided Design 32 (2000) 175±189.[7] J. Cohen, A. Varshney, D. Manocha, G. Turk, H. Weber, P.Agarwal, F. Brooks, W. Wright, Simpli®cation envelopes, in:Proceedings of the Computer Graphics Annual ConferenceSeries, ACM SIGGRAPH, Ann Arbor, MI, 1996, pp. 119±128.
[8] B. Koc, Y.-S. Lee, Adaptive ruled layers approximation of STL models and multi-axis machining applications for rapidprototyping, (in review), Journal of Manufacturing Systems,2001 (submitted for publication).
[9] B.K. Choi, Surface Modeling for CAD/CAM, Elsevier, NewYork, 1991.
[10] R.T. Farouki, T. Koenig, K.A. Tarabanis, J.U. Korein, J.S.Batchelder, Path planning with offset curves for layered
fabrication process, Journal of Manufacturing Systems 14 (5)(1995) 355±368.
[11] D.S. Meek, D.J. Walton, On surface normal and Gaussiancurvature approximations given data sampled from a smooth
surface, Computer-Aided Design 17 (2000) 521±543.[12] K. Mani, P. Kulkarni, D. Dutta, Region-based adaptive
slicing, Computer-Aided Design 31 (1999) 317±333.[13] Y.-S. Lee, T.-C. Chang, A contour growth method from
intersections of hunting-planes to evaluate machining in-formation, Computer-Aided Design 2 (1992) 119±133.
[14] Y.-S. Lee, H. Ji, Surface interrogation and machining stripevaluation for multi-axis CNC die/mold machining, Interna-tional Journal of Production Research 35 (1) (1997) 225±252.
[15] T. Maekawa, An overview of offset curves and surfaces,Computer-Aided Design 31 (1999) 165±173.
[16] Y.-S. Lee, B. Koc, Ellipse offset approach to multi-axisroughing and ®nishing of ruled surface pockets, Computer-Aided Design 30 (12) (1998) 957±971.
[17] W. Tiller, E.G. Hanson, Offset of two-dimensional pro®les,IEEE Computer Graphics and Applications 4 (1984) 36±46.
[18] B.K. Choi,S.C. Park,A pair-wise offset algorithmfor 2D point-sequence curve, Computer-Aided Design 31 (1999) 735±745.
[19] B. Koc, Y. Ma, Y.-S. Lee, Smoothing STL ®les by max-®tbiarc curves for rapid prototyping, Rapid Prototyping Journal6 (3) (2000) 186±203.
[20] B.Q. Su, D.Y. Liu, Computational GeometryÐCurve andSurface Modeling, Academic Press, New York, USA, 1989.
[21] B. Koc, Y.-S. Lee, Y. Ma, Surface Modeling and max-®tbiarcs ®tting for rapid prototyping processes, in: Proceedingsof the 6th ACM Symposium on Solid Modeling andApplications, ACM SIGGRAPH, Ann Arbor, MI, 4±8 June
2001, pp. 225±233.
Bahattin Koc is an assistant professor of industrial engineering at the State Uni-versity of New York at Buffalo, USA. Hereceived his PhD (2001) and MS (1997)degrees in industrial engineering fromNorth Carolina State University, and hisBS degree (1993) in industrial engineer-ing from Istanbul Technical University,Turkey. His research interests are in rapidprototyping, multi-axis machining, com-puter graphics, manufacturing automa-
tion, and computer integration of manufacturing systems. He canbe reached via e-mail at [email protected].
Yuan-Shin Lee is an associate professorof industrial engineering at North Caro-lina State University, USA. He receivedhis PhD (1993) and MS (1990) degreesfrom Purdue University, USA, both inindustrial engineering, and his BS degreefrom National Taiwan University, Tai-wan, in mechanical engineering. Hisresearch interests include rapid proto-typing, three- and ®ve-axis sculptured
22 B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23

8/2/2019 Non-Uniform Offsetting and Hollowing by Biarcs Fitting for RP
http://slidepdf.com/reader/full/non-uniform-offsetting-and-hollowing-by-biarcs-fitting-for-rp 23/23
surface manufacturing, CAD/CAM integration, computer-aidedprocess planning, and computational geometry for design and man-ufacturing. He is a registered professional engineer (PE) in mechan-ical engineering and a certi®ed manufacturing engineer in system
integration and control. Dr. Lee received the National ScienceFoundation (NSF) CAREER Award. He also received the 1997 Out-standing Young Manufacturing Engineer Award from the Society of
Manufacturing Engineers (SME), the 1998 Norman Dudley Awardfrom the Taylor & Francis Editorial Journals, London, UK, the 1999Anderson Outstanding Faculty Award and the 2000 OutstandingTeacher Award from North Carolina State University, and the 2001
ALCOA Foundation Engineering Research Achievement Award. Heservesas an associateeditor for the Journalof ManufacturingSystems(JMS). He can be reached via e-mail at [email protected].
B. Koc, Y.-S. Lee / Computers in Industry 47 (2002) 1±23 23
Top Related