







Languages
Pages
Legal


Modelos de Gestão Estratégica

Índice
• ABC – Custeio Baseado em Atividades
• TPM – Manutenção Produtiva Total
• Gestão das Utilidades
• Gestão do Sistema de Lubrificação
ABC (Activity-Based Costing) Custeio Baseado em Atividades
• Metodologia de alocação de custos indiretos aos produtos que tem como base:
– Foco no conceito de atividade;
– Utilização de direcionadores de custos.

Custeio ABC
Fonte: RIOS (2014)
Por que usar ABC na Manutenção?
• Cálculo do custo de bens e serviços;
• Apoio em campanhas de redução de custos;
• Melhoria em processos;
• Determinação de medidas eficazes de desempenho;
• Apoio à elaboração dos orçamentos;
• Determinação das principais causas dos custos das atividades;
• Determinação de quais atividades não agregam valor.

Redução dos custos
• Focar nos serviços não-essenciais
• Comparar continuamente “custos x disponibilidade”;
– Bom: maior custo, maior disponibilidade;
– Melhor: menor custo, maior disponibilidade.
Conselhos Práticos
• Pessoal – Padronizar ordens de trabalho; – Treinamento; – Melhor interação entre produção e manutenção.
• Materiais – Manutenção preventiva onde aplicável; – Avaliar permanentemente a vida útil dos ativos; – Participar dos projetos, intervindo desde o início da aquisição de
um ativo.
• Serviços terceirizados – Antes de terceirizar, questionar a necessidade – Avaliar confiabilidade dos prestadores de serviço,
desenvolvendo critérios de qualidade.
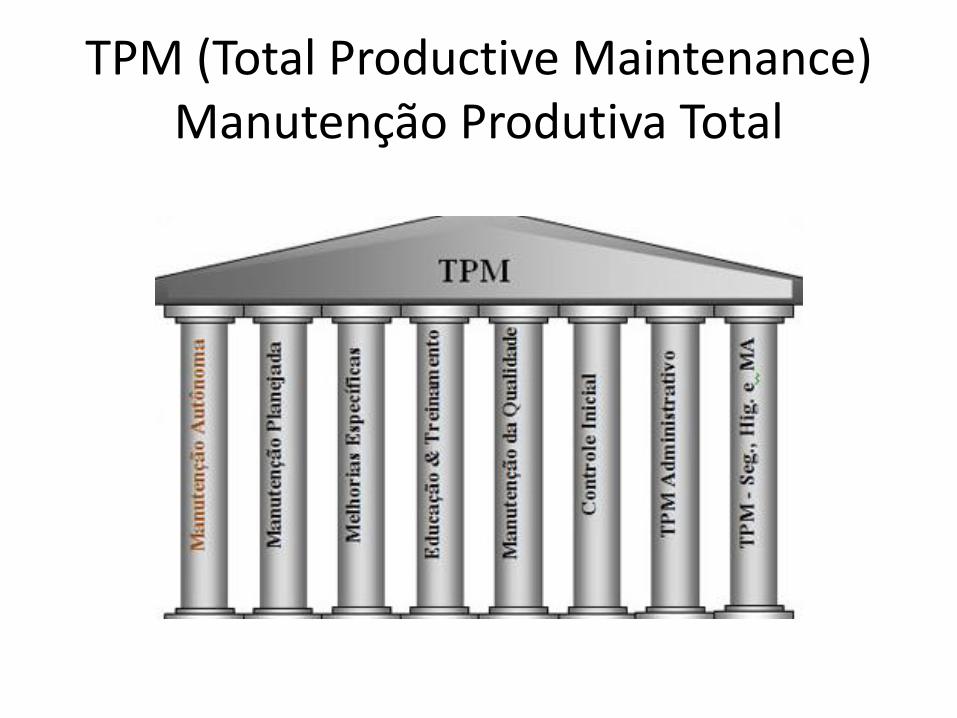
TPM (Total Productive Maintenance) Manutenção Produtiva Total
1º Pilar: Manutenção Autônoma
• Crescimento das indústrias x períodos de baixa produção. • O operador autônomo é como um motorista. • Atividades do mantenedor autônomo:
– Operação correta de máquinas e equipamentos; – Aplicação dos 5S: 5S.jpg – Registro diário de ocorrências e ações; – Inspeção autônoma; – Monitoração com base nos sentidos; – Lubrificação; – Elaboração de procedimentos; – Execução de regulagens simples; – Execução de testes simples; – Aplicação de manutenção preventiva simples.

Etapas da Manutenção Autônoma
1. Limpeza inicial: detecção de vazamentos, partes soltas, fontes de sujeira, locais de difícil acesso e itens a melhorar.
2. Eliminação de fontes de sujeira e locais de difícil acesso;
3. Normas provisórias de limpeza, inspeção e lubrificação;
4. Inspeção geral: operador apto a conhecer o funcionamento da máquina, seus subsistemas e componentes;
5. Inspeção autônoma: - Criação de padrões de desmontagem e substituição de subsistemas;
- Gestor responsável deve definir as responsabilidades;
- Atividades autônomas geralmente variam entre 10 e 30 min
Etapas da Manutenção Autônoma
6. Padronização: posto de trabalho organizado:
- Descritivo das atividades registrado e divulgado através de folhas operacionais e painéis autônomos;
- Materiais de limpeza em locais apropriados;
- Ferramental organizado e identificado;
- Equipamento limpo e apresentável
“Pré-amadurecimento autônomo”
7. Gerenciamento autônomo: posto de trabalho pronto para “andar com as próprias pernas”
2º Pilar: Manutenção Planejada
• Representa todas as ações preventivas;
• Planos de manutenção:
– Plano de inspeções visuais;
– Roteiros de lubrificação;
– Monitoramento de características dos equipamentos;
– Monitoramento de troca de itens de desgaste.

3º Pilar: Controle Inicial
• Conjunto de ações que visam a “prevenção da manutenção”;
• Um bom projeto deve permitir conserto rápido e inclui:
– Facilidade de acesso;
– Componentes de boa qualidade;
– Proteções que evitem resíduos de processo em partes móveis.

4º Pilar: Melhoria Específica
• Ações de melhoria contínua KAIZEN – Grupo de trabalho comprometido com os resultados,
implantando mudanças que visam: • Reduzir tempos operacionais;
• Aumentar segurança;
• Reduzir tempo de set up;
• Aumentar disponibilidade de um ativo.
– Pessoal do “chão de fábrica” é o que mais gera ideias de melhorias.
– A grande oportunidade, implantando melhorias, é a redução das perdas e desperdícios.

5º Pilar: Educação e Treinamento
• Para ter aumento de produtividade, é necessário que os operadores saibam manusear as ferramentas de montagem e operar equipamentos simples ou complexos;
• Bem como que os mantenedores conheçam tecnicamente um equipamento para que possam executar ajustes e consertos necessários.
6º Pilar: Segurança e Meio Ambiente
• Os acidentes podem ser evitados. Há uma relação de causa e efeito; sem uma causa, o acidente (efeito) não aconteceria: – Ato inseguro: ação de desobediência às instruções de um
procedimento; – Condição insegura: circunstância perigosa que permite ou ocasiona o
acidente.
• Segundo pesquisas, 12% dos acidentes de trabalho são causadas por condições inseguras e 88% por atos inseguros.
• Recomendações de segurança devem ser impressas nas ordens de serviço;
• Antes de iniciar qualquer reparo, identifique o equipamento ou local com um aviso!!
Segurança e Meio Ambiente
Algumas NRs relacionadas à Segurança e Medicina do Trabalho, levando em conta a atuação da Manutenção:
• NR-6 Equipamento de Proteção Individual – EPI;
• NR-10 Segurança em Serviços de Eletricidade;
• NR-12 Máquinas e Equipamentos;
• NR-13 Caldeiras e Vasos de Pressão;
• NR-14 Fornos;
• NR-17 Ergonomia;
• NR-20 Líquidos Combusítiveis e Inflamáveis;
• NR-23 Proteção contra Incêndios;
• NR-25 Resíduos Industriais;
• NR-33 Segurança e Saúde nos Trabalhos em Espaços Confinados.

7º Pilar: Qualidade
• Indica ações integradas para condicionamento de obediência a padrões, como as normas ISO

8º Pilar: TPM Office (Administrativo)
• Ao longo dos anos, as melhorias foram concentradas nas áreas de produção industrial, porque já estavam inseridas neste contexto. A proposta do Office é avançar para outras áreas, como RH, Segurança, Materiais, Finanças, etc.
• Exemplos: – Um equipamento pode “quebrar” por má operação; – Um equipamento pode estar parado por falta de matéria-prima; – Um equipamento pode estar parado porque o operador sofreu
um acidente de trabalho e não há outro operador.
Nestes casos, há perda, mas a manutenção não tem interferência.

TPM (Total Productive Maintenance) Manutenção Produtiva Total

As Seis Grandes Perdas
• Parada acidental: parada para conserto
• Perdas por set up: troca de ferramental e regulagens
• Perdas por espera momentânea: espera de material para operar, peça emperrada, etc.
• Perdas por queda de velocidade: operação lenta por questões de qualidade ou por alguma limitação técnica
• Perdas por defeitos de produção: geração de peças defeituosas a serem descartadas ou retrabalhadas;
• Perdas por queda de rendimento: ocorre logo após o início do processo de produção (start up)

Lean Manufacturing
• Sete desperdícios: – Superprodução: produzir mais que o necessário. – Tempo de espera: materiais que aguardam em filas para serem
processados. – Transporte: movimento desnecessário de material, ferramentas
ou equipamentos. – Processamento: algumas operações de um processo poderiam
nem existir. – Estoque: estoque excessivo de matéria-prima ou produto final. – Excesso de movimentação: movimentações desnecessárias dos
trabalhadores. – Defeitos: produzir produtos defeituosos significa desperdiçar
materiais, mão-de-obra e movimentação de materiais defeituosos.

Objetivo da MPT
• Quanto à dimensão organizacional: Criar um ambiente que propicie as melhorias contínuas na utilização dos ativos da empresa.
• Quanto à gestão de pessoas: possibilitar aumento da capacitação do profissional, novos conhecimentos, habilidades e atitudes.
A meta global é aumentar a rentabilidade empresarial e o rendimento operacional.
Exercícios
• De que forma o OEE está relacionado à TPM?
• Escolha um tipo de indústria e defina um conjunto de estratégias que operacionalizem a implantação da MPT. Para apoiar seu trabalho, pesquise na internet algum caso como este e use como benchmark.

Gestão das Utilidades
• Utilidades se referem a todos os equipamentos que fornecem energia elétrica, água, ar comprimido, óleos, vapor, oxigênio, etc. Exemplos: – Subestação, barramentos e grupos geradores; – Centrais de fornecimento de ar condicionado central ou de
parede e sistemas exaustores; – Compressores, vasos de pressão, secadores de ar comprimido e
tubulações; – Bombas para fornecimento de água ou óleo; – Sistemas de elevação e pontes rolantes; – Centrais de combate a incêndios.
• Inclui utilidades específicas e manutenção predial. • Algumas empresas adotam um grupo de mantenedores
para atuar em máquinas operatrizes e outro em utilidades.

Terceirização da manutenção em utilidades?
• É mais viável ter profissionais para atuar em utilidades ou contratar uma empresa para a execução dos serviços?
• Antes de decidir contratar, relacione as especificações do fabricante com a proposta do serviço
• Se contratar, execute uma avaliação com frequência mensal e faça uma reunião com os responsável pela contratada para melhorias

Exercícios
• Produza um texto citando as vantagens e desvantagens de terceirizar a manutenção das utilidades em uma empresa
Gestão do Sistema de Lubrificação • O início de uma sistemática de lubrificação passa por uma fase
muito similar ao de implementação de manutenção preventiva: leitura de manuais de fabricantes, entrevista com mantenedores e operadores, etc.
• Análise da situação atual e proposta de um sistema de lubrificação (utilize benchmarks e promova brainstormings):
– Equipe de lubrificadores;
– Área de trabalho;
– Ferramentas adequadas;
– Controle da frequência de lubrificação por software
• Apresentação da situação proposta
• Implementação da proposta: um plano de ação de faz necessário (quando colocamos em prática, entram em ação também os fatores não previstos).
Índice
• ABC – Custeio Baseado em Atividades
• TPM – Manutenção Produtiva Total
• Gestão das Utilidades
• Gestão do Sistema de Lubrificação

Referências
• RIOS, B. Levantamento dos custos indiretos do processo. iProcess, 2014. Disponível em: <http://blog.iprocess.com.br/tag/custeio-abc/> Acesso: 23 ago. 2015
Top Related