






Languages
Pages
Legal

7/26/2019 LNG Process Units.ppt
1/19
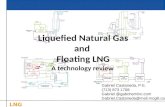
LNG PROCESS TRAIN
01-MD01
68.8 Bar
107.7 C
01-MC 0131.5 Bar
34.5 C
66.7 Bar
39.6 C
14-MD01
14-MD02
01-IC01
5m01-MJ01
NG 12-MD27
12-MD22
12-MD21
MD02-A
MD02-C
13-MD01
MD02-B
13-
MC01
13-MD03
13-MC02
13-MD04
15-MC0115-MC02
15-MC03
MD02
15-MD01
15-MJ01
15-MJ02
15-MC-05
MD03
15-MJ0371-MF01/2
MJO1_2A/B/CLa!"#$ Arm%
71-MJ05
7-MD01
7-MD02
MD08 MD03
12-MJ2212-MJ24
7-MJ017-MJ04
16-MJ01 16-MJ02 16-MJ03
16-MJ04
16-MD01
MD06
C3 L"&'"! (
C)"**+r%
16-MC 09
16-MC04/05/06/07
, F/G
46.3 C
65.2 Bar
40.5 C
1.65 Bar
71.1 C
1.8 Bar
103 C
+#(
64.7 Bar
22 C
63 Bar
22 C
62 Bar
-16 C
61.4 Bar
-31.4 C
47 Bar
-147.1 C
5.2 Bar
-159.1 C
#"( 13
18 Bar
68.3C
17.1 Bar
50C
7.1 Bar
14.6C 4.2 Bar
-3.5C2.3 Bar
-21C
1.3 Bar
-34.9C
63 Bar
89.8C
4.3 Bar
-34.4 C
59.5 Bar
-42.8 C
61.4 Bar
-31.4 C
21.5 Bar
67.7 C
33.1 Bar
72.8 C
3.9 Bar
-33.8 C 61.2 Bar
-29.4 C
29 Bar
-28.6 C
26.3 Bar
0.2 C
7-MD03
C3
C4
C5
6. Bar-29.7 C
6. Bar
-29.7 C
16-MC01 16-MC02 16-MC03
16-MD01
16-MJ06
7/26/2019 LNG Process Units.ppt
2/19
Presley Wong20/06/2003
70 Bar
15 - 35 C
UNIT 01
PRESSURE REDUCTION & METERING STATION
MD 02
GMS
GMS
GMS
GMS
Ga% M+(+r"#$
'# 1
MD 02
MD 02
MD 02
MD 02
MD 02 MD 02
Damietta -1
Water boilers
ilters! se"arators
Damietta - #
F++!Ga%
.Gr"!
Tem"orar$ PRSO
O
F"*(+r%
Ga% M+(+r"#$
'# 2
The purposes of Pressure Reduction & Metering Station are to preheat the feed gas from National Gas Grid to prevent hydrate formation & to maintain feed gaspressure to suction of feed gas compressor. It is also to meter the quantity of feed gas being produced in the downstream Liquefied Natural Gas (LNG)processing plant. The Temporary Pressure Reduction Station is a mean of fuel gas supply to run Gas Turbine Generator during plant initial start-up.
7/26/2019 LNG Process Units.ppt
3/19
M+r'r
A%r+r
68.8 Bar
107.7C
M
arm L"&'"!
,+a!+r
I
3004
Presley Wong
20/06/2003
33 Bar15 - 35 C
F++! Ga%
. GACO
DI
3006
DI
3007
FI
3001
:I
3011
I
3009
FI
3002
:I
3010
I
3008
FI
3001
FI
3002
UNIT 01
PLANT EED CONDITIONING
AI305F
IC5 AI305G
#C5 AI305I
C6;
AI
305O
L,
AI
305
,, AI
3050
C2,
AI305A
C1AI305B
C2AI305C
C3 AI305D
IC4 AI305
#C4
AI
305J
N2 AI
305+-'? #"( 55
, FG Ma>+-'?
( :ra"# 1 #"( 15
BOG .
#"( 71
01-MD01
01-MJ01
31.2 Bar
34.5C
01-MC 01
M
1 3 5 7
2 4 6 8
68 Bar
40 C
1016
AI
3050
C2,
33 Bar
15 - 35 C
F++! Ga%
. GACO
The purposes of Plant Feed Conditioning Unit are to meter the feed gas in terms of quality and quantity, and to compress the gas to the pressure(68.8 bar) required for the downstream Liquefied Natural Gas (LNG) processing plant. Design feed gas rate to LNG process train is 28700 m3/h(644 ton/h).
7/26/2019 LNG Process Units.ppt
4/19
Presley Wong20/06/2003
UNIT 1%MERCUR REMO'AL
F++! Ga%
. #"( 01
68 Bar
40 C
DI
1003
DI
1005
66.7 Bar
39.6 C
66.2 Bar
39.4 C
14-MD01
14-MD02
A"! Ga% +m@a* #"(
Set @ 75 bar g
Set @ 75 bar g
The purpose of the Mercury Removal Unit is to reduce the mercury (Hg) level in the feed gas by adsorption through activatedcarbon bed impregnated with sulphur to prevent corrosion in the Main Cryogenic Heat Exchanger (MCHE) aluminium tubebundles. This will reduce the mercury level from the feed gas to less than 5 ng/Nm3 (1 nanogram ng = 1 / 1,000,000 mm)
7/26/2019 LNG Process Units.ppt
5/19
IC
1074B
IC
1074A
12-MJ23
12-MC23A/B
12-MD21
12-MJ22
12-MD31
12-MJ24
12-MJ21
12-MD27
12-MD2912-MC24
12-MJ29
A"! Ga% I#"#+ra(r
12-MC22A/B
,( O"*
++( Ga% (
D+)!ra("# #"(
") *@+#(
L+a#
*@+#(
5m
LIC
1012
FIC
1015
LIC
1026
FIC
1028
LIC
1054
FIC
1117
LIC
1078
FIC
1076
LIC
1140
,
L
FIC
1070
:IC
1043
12-MD22
+#( a( a+ La("#
120.8 C
81.1 C
46.3 C
65.2 Bar
40.5 C65.2 Bar
40.5 C
66.2 Bar
39.3 C
1.65 Bar
71.1 C
8 Bar1.1 Bar
1.85 Bar
120.8 C
1.55 Bar
40 C
1.8 Bar
103 C
=1014
=
1008
M
12-MC21
:IC
1102
86.5 C
M
114.4 C86.1 C
NG F++!
UNIT 1#
ACID GAS REMO'AL
The purpose of the Acid Gas Removal Unit is to remove acid gas, mainly Carbon Dioxide CO2 and Hydrogen Sulphide H2S, from the natural gas feed to preventthese components from freezing out and causing blockages and to meet LNG specification. Acid gas, mainly CO2 and H2S, is removed from the gas stream by
absorption into aMDEA in the Acid Gas Absorber (12-MD21), licensed by BASF.This will reduce the CO2 < 50 ppm. Regeneration System in which the richaMDEA from 12-MD21 is flashed in Rich Solvent LP Flash Column (12-MD22), to remove the adsorbed hydrocarbons and then the CO2 is stripped from therich aMDEA at reduced pressure and elevated temperatures in the Solvent Regenerator Column (12-MD27).
7/26/2019 LNG Process Units.ppt
6/19
. #! F*a%)
%(+m
, F'+* Ga%
%(+m
13-MD04
13-MD03
13-MD02-A 13-MD02-C
13-MD01
a(+r C#!+#%a(+
: #"( 12L"&'+a("# #"(
a(+r C#!+#%a(+
: #"( 1264 Bar
22 C
168 C
13-MC 03
65.2 Bar
40 C
64.7 Bar
22 C
26.5 Bar
40 C
27 Bar
168 C
29 Bar 35 C
0.5 ??m
Ba>-'?
LIC
1004
13-MD02-B
LIC
1055IC
1007
13-MC01
LIC
1003
IC
1062
13-MC02
:IC
1045
FIC
1048
15-F1048A
15-:1202A/B
,( O"* '??*
C3L"&'"!
. 16-MC10
C3a?'r
: 16-MD05
63 Bar
22 C
arm F*ar+
,+a!+r
,( O"* +('r#
26.8 Bar
40 C
1062A 1062B
UNIT 1(
DE)DRATION
=
1011
BD1167
D1196BD1138
arm F*ar+ ,+a!+r
Presley Wong
19/06/2003
M
=1059
28.2 Bar
++( Ga%
The purpose of the Dehydration Unit is to remove water from the treating gas leaving the Acid Gas Removal Unit. Drying is required to prevent ice and hydrateformation in the Liquefaction Unit, which would cause blockage of lines and equipment The feed gas to Unit 13 is wet Natural Gas from the Acid Gas RemovalUnit. The gas is precooled upstream of Unit 13 in the Drier Precooler (13-MC01) which results in condensation of part of the water vapour contained in the gas.This reduces the load on the Dehydration Unit. The temperature of the feed gas exiting the Drier Precooler (13-MC01) is 64.5 bar and is maintained at 22C, atemperature high enough to avoid Hydrate formation but low enough to condense a significant amount of water . In the adsorption, the feed gas from the Drier
Inlet Separator (13-MD01) flows vertically down to two of the Molecular Sieve Driers (13-MD02A/B/C). The treated gas from the adsorption beds must meet amoisture content of 0.5 ppmv maximum. In the regeneration, the molecular sieve beds are regenerated one at a time using regeneration gas, which is normallysupplied from the HP End Flash Gas Compressor Aftercooler (15-MC10) at 29 bar and 35C, flowing vertically upwards through the beds
7/26/2019 LNG Process Units.ppt
7/19
LIC
1025
, F'+* Ga%
LIC
1021
D
1196
F1057C
BD
1169
UNIT 1*
LI+UEACTION
Presley Wong
23/06/2003
G
LIC
1005
15-MC03
LIC
1007
LIC1020
15-MC01
62 Bar
-16 C
63 Bar
21.8 C
D1013
61.4 Bar
-29.7 C
61.9 Bar
-16.1 C
FIC
1123
15-MD02
15-MD01
,1025
FIC
1026
FIC
1249
15-MJ02
15-MC05
:IC
1056
FIC
1057
IC
1073
IC
3002
F
1057C
F1057A/B
LIC
1083
15-MD03
15-MJ0115-MJ03
LNG '#!#
: (ra$+
L: / , M
L: M
, M
, M
IC
1089
LT MR
C1
LG
D 1176
BD1170
C*! F*ar+
,+a!+r
C*! F*ar+
,+a!+r
=1138
62.5 Bar
0.6 C
1.0 Bar
-159.3 C
57.3 Bar
-61.7 C
57.3 Bar
-61.7 C
47.5 Bar
-148.6 C
1.2 Bar
-159.3 C
5.2 Bar
-159.1 C
Fra("#a("# #"(
D+)!ra("#
#"(
C3 L"&'"!
C3 a?'r C3 a?'r
C3 L"&'"!
C3 a?'r
15-MC02
L: M
=1062
15-MC06
The purposes of the Liquefaction Unit are to liquefy the treated gas to enable storage at near atmospheric pressures & to remove heavy hydrocarbons in the feed stream, which willfreeze in the cryogenic sections of the unit (for rich gas case). For the rich gas case, the pre-cooled two-phase mixture in the dry gas containing aromatics and other heavyhydrocarbons from the Feed Gas / HP & MP Propane Coolers (15-MC-01 and 15-MC02) are formed and removed in the Scrub Column (15-MD01). The vapour overhead from 15-MD01 is cooled at 29.7C and partially condensed in the Scrub Column Overhead Condenser (15-MD03) against LP propane. This stream is further cooled and condensed in thewarm bundle of the MCHE. The two-phase stream exiting the warm bundle of the MCHE is phase separated in the Scrub Column Reflux Drum (15-MD02). This reflux drumtemperature is controlled at 61C using bypass line across the MCHE warm bundle with part of the warm feed gas. The liquid is returned to the Scrub Column as reflux usingthe Scrub Column Reflux Pump (15-MJ01). The liquid stream from the scrub column bottoms is fed to the fractionation unit to generate refrigerant make-up and a condensateproduct. This combined stream is further cooled, liquefied and sub-cooled at about 148C against MR in the middle and cold bundles of the MCHE. The liquefied natural gas at
about 148
C, 47.5 bara is let down over LNG Expander (15-MJ02) and FV 1057A/B to about 1.2 bara. At this pressure some re-flash occurs and LNG temperature drops to about159C. The LNG enters LNG Flash Drum (15-MD03). The flash vapour is reheated in LMR / End Flash Gas Heat Exchanger (15-MC06) and send to the suction of End FlashCompressor (15-MJ04) to be recompressed for use as fuel. The LNG is pumped to storage using LNG Product Pump (15-MJ03). Design feed gas rate to Main Cryogenic HeatExchanger (MCHE) is 170000 m3/d (15300 ton/d) & LNG rundown to LNG storage is 33600 m3/d (14200 ton/d).
7/26/2019 LNG Process Units.ppt
8/19
I
1105
I
1205
IC
2089
M
D2033
D2022
=.2121
LNG C"r'*a("# ,+a!+r
LNG La!"#$ ,+a!+r
Presley Wong
23/06/2003
,1-M01 ,1-M0#
71-MJ05-A
La!"#$ Arm%
B"* O Ga% ( Ga%
M+(+r"#$ (a("#
L F*ar+ %(+m
Ma>+-'? Ga% .
F++! Ga% %(+m
:"+-"# r )a%+
: ?a#%"#
,1-MO#A!.!C,1-MO1A!.!C
,
2110M
M
,
2109
M,
2115
D.2122
D.2105
=.2104
D.2120
D.2103
D2130
IC
1202
IC
1102
,IC
2116
IC
2129
IC
2127
D2008
D2004
D2001
a?'r+('r#
.4)"?
71-ML01-A
71-ML01-B
71-ML03
71-ML02
D2006
D
2103
M
,
,2034
,2023
,2009
,2044
,
D 2068
UNIT ,1
LNG STORAGE & LOADING
Ca?a"(E 150000 m3 Ca?a"(E 150000 m3
FIC
1140/1/2
FIC
1240/1/2
M
:IC
4310
71-MJ05-B/C
71-MJ05-B/C
The purposes of the Storage and Loading Unit are to provide adequate storage and loading facilities to allow for continuous production of LNG at the design production rate & toenable intermittent export by LNG ship. The LNG storage tanks (capacity = 150,000 m3) are stored at slight above atmospheric pressure for safety reason. The unit is designed to
operate in two modes: holding mode and loading mode. In holding mode LNG is rundown from Train 1 into either two of the LNG storage tanks. During loading mode there issimultaneous LNG rundown from Train 1 and LNG loading from both storage tanks to the LNG ship. To achieve the design LNG ship loading rate of 12,000m/h six LNG loadingpumps are provided; 71-MJ01A/B/C and 71-MJ02A/B/C. Each pump is a submerged type pump located in vertical wells within the LNG storage tanks and is rated for 2000m/h.Three pumps are provided in each tank.. It takes approx. 4.5 days to fill up one LNG storage tank & 13 hrs to fill up one LNG tanker.
7/26/2019 LNG Process Units.ppt
9/19
UNIT 1/
PROPANE RERIGERATION
Presley Wong
23/06/2003
16-MC 09
4.3 Bar
-3C
8 Bar
18C
7.2 Bar
14 C
2.4 Bar
-20C
16-MC10
18 Bar
68 C
16 Bar
35 C
17 Bar
50 C
1.4 Bar
-34C
1/-M 0%
MD 06
4.3 Bar
-3 C
2.4 Bar
-20 C
1.4 Bar
-34 C
16-MC 04
15-MC 01
16-MC 06
15-MC 02
16-MC 05
13-MC 01
16-MC 07
15-MC 03
MD 04MD 03 MD 05MD 02
4.2 Bar
-3.5 C
7.1 Bar
14.6 C
2.3 Bar
-21 C
1.3 Bar
-35 C
MD 07
C3 :/. (ra$+16-MJ 05
LLLL
L L L L
L
M
:C
MC 11
LCC3 M/ ( M
C3 M/ ( M
M
M
The purpose of the Propane Refrigerant Circuit is used to supply refrigeration cooling to the natural gas feed circuit and mixed refrigerant circuit at fourpressure levels in a closed loop. Propane from the discharge of the Propane Compressor (16-MJ04) at 18.0 Bar and 68.3C is de superheated and condensed
by ambient air in the Propane Condenser (16-MC09). The condensed propane at 17.1 Bar and 50.0C is collected in the Propane Accumulator (16-MD06). Thepropane liquid from 16-MD06 is sub cooled in the Propane Sub-cooler (16-MC10) before being supplied to the natural gas & mixed refrigerant (MR)evaporators. To produce one ton of LNG, 3.5 tons of propane is required to provide refrigeration cooling.
7/26/2019 LNG Process Units.ppt
10/19
UNIT 1/
MIED RERIGERATION
Presley Wong
23/06/2003
16-MC01 16-MC03
16-MC 04
59 Bar -31 C
61.8 Bar
0.6 C
21 Bar
68 C
59 Bar -31
C
61.6 Bar
-16 C
62.5 Bar
40 C61 Bar
-30 C
62.2 Bar
18 C
59 Bar -31
C
47 Bar -147C
16-MC 0516-MC 0616-MC 07
16-MD08
16-MD01
16-MJ06
15-MC05
16-MC02
33 Bar
73 C
63 Bar
89 C
61 Bar -29 C
3.9 Bar
-33.8 C
15-MC06
#! F*a%) Ga% Cm?r+%%r
C1 . D+m+()a#"%+r #"( 07H
NG O'(
NG I#
48 Bar
-125 C
57 Bar
-155 C
59 Bar
-31.5 C
AI
1261
C1
C2
C3
N2
LNG #! F*a%) Dr'm #"( 15H
:C*! J:
arm J:
LNG #! F*a%) Dr'm #"( 15H
F*ar+
16-MJ 01 16-MJ 02 16-MJ 03
C(
C1
N#
C#
M M M
NG F++!
LG .07
LNG
The purpose of the Mixed Refrigerant Circuit in conjunction with Propane Circuit is used to provide refrigeration cooling required for natural gas in Main Cryogenic Heat Exchanger (MCHE). The refrigerantused to liquefy the feed gas is a mixture of nitrogen, methane, ethane and propane, known as mixed refrigerant (MR). The MR circuit is a closed refrigeration loop. The superheated MR from the MainCryogenic Heat Exchanger (MCHE); 15-MC05 is compressed by LP MR Compressor 16-MJ01, MP MR Compressor 16-MJ02 and HP MR Compressor 16-MJ03 in series. High pressure vapours from the MRCompressor are cooled in the HP MR Compressor Aftercooler; 16-MC03 and partially condensed in the respective MR / HHP, MR / HP, MR / MP and MR / LP Propane Coolers and fed to the HP MR Separator16-MD08. Liquid from 16-MD08 (heavy MR) is cooled further in the "warm" bundle of the MCHE and by the let down in pressure through the MR Liquid Expander; 16-MJ06, recovering electrical power, andthen sprayed over the "middle" bundle of the MCHE as a cooling medium. Most of the vapours from 16-MD08 (light MR) pass through both the "warm", "middle and "cold" bundles of the MCHE, and are let
down over the "cold" Joule-Thomson (J-T) valve; 16-CrV-1035 to achieve the minimum required temperature. Prior to entering the MCHE shell side, this light MR stream is combined with the pre-cooled lightMR stream in the MR/End Flash Gas Heat Exchanger; 15-MC06 where the MR is heat exchanged with 15-MD03 overheads vapour. The combined light MR stream is sprayed over the "cold" bundle of theMCHE as a cooling medium. Vapourised MR from the MCHE is recycled to the LP MR Compressor; 16-MJ01 via The LP MR Suction Drum; 16-MD01. Nitrogen, Methane and Propane are injected into the MRstream to the LP MR Suction Drum; 16-MD01 and Ethane is injected into the HP-MP Seperator, 16-MD08 as required, to maintain system inventory and composition.
7/26/2019 LNG Process Units.ppt
11/19
MC,
r' C*'m#
O,D C#!+#%+r
LG
Dr'm
MD 10
7-MJ02
C3
(ra$+
LG
Dr'm
MD05
UNIT 0,
RACTIONATION
Presley Wong
03/07/2003
7-MJ01
15-MC 06 MC 03
MC 02
MD 06
MC 01
MC 09
MC 07 MC 11
MC 04
MC 06
MC 05
MC 10
7-MJ06MC 07
7-MJ04
C2
C3
C4
C5
C2
(ra$+
LG
Dr'm
29 Bar
-29 C
29 Bar
-29 C
29 Bar
139 C
29 Bar
-32C
29 Bar
43 C
14.3 Bar
41 C
26.8 Bar
4.3 C
13.8 Bar
40.1 C
26 Bar
0.2 C
14.6 Bar
119 C
27 Bar
131 C
4.9 Bar
45 C
4.4 Bar
40 C14 Bar
41 C
13 Bar
40 C
3.5 Bar
40 C
5.2 Bar
99 C5.2 Bar
99 C
62 Bar
-18 C
C#!+#%a(+ (
(ra$+
r' C*'m#
B((m
O-?+ C2 *"#+ O-?+ C3 *"#+
MD03
MD08
7-MJ03
LG
Dr'm
MD07
7-MJ05
14.6 Bar
119 C
MD 01 MD 02
MD 04
MD 06MD 09
The purpose of the Fractionation Unit is to remove heavier hydrocarbons from feed gas that will affect the length of the carbon chain, C5+, specification of the LNG product. Inaddition, aromatics, Benzene specially, are removed as these may freeze in cryogenic sections of the plant. When operating, the Fractionation Unit reinjects lighter, recoveredhydrocarbons (LPG) into the Liquefaction Unit to be blended into the LNG Product, or recycled through the Scrub Column, 15-MD01, depending on operational requirements. Inaddition, it produces both ethane and propane of refrigerant grade quality for make-up to the Propane and MR Compressor Circuits, and a condensate product stream, which willvary in quality depending upon whether the Depentaniser is operating.
7/26/2019 LNG Process Units.ppt
12/19
,-MC 01
,( O"*
LIC
1015
FIC
1009
29 Bar
-27.6 C
29 Bar
140 C
29 Bar
-27.9 C
FIC
1013
:IC
1007
IC
1002
,-MC 0
C3 a?'r
LIC
1134
LIC
1137
29 Bar
140 C
29 Bar
-32 C
29.5 Bar
43.4 C
-35 C
FIC
1140
FIC
1166
UNIT 0,
DEMET)ANISER
Presley Wong
03/07/2003
D1013
1262 15-MC 06H
,-MD 01
,-MD 02
Ba*a#"#$ *"#+
56.7 Bar
-30.5 C
56.7 Bar
-30.5 C
C3 L"&'"!
C*! F*ar+ ,+a!+r
1002B
,
1105
1
13
F++! . r'
C*'m#
D+ C2 C*'m#
15-MC 06
C2 C3 C4 C5
9
29 Bar
110 C
26.9 Bar
137 C
NNF
15-MC 03
MC,
07-MJ04A
07-MJ04
:I
1215
,,
The liquid stream from the bottom of the Scrub Column (15-MD01) is reduced in pressure and temperature from 62 bara and 18.1C to 29 bara 29.3C and then fed to theDemethaniser (07-MD01). This column serves as a stripper and is reboiled by a kettle type hot oil reboiler 07-MC01. The overhead vapour from the Demethanser Column is fed tothe LMR End Flash Gas Exchanger (15-MC06). The bottoms product stream is reduced in pressure to 26.9 bara and then fed to the Deethaniser Column (07-MD02).
7/26/2019 LNG Process Units.ppt
13/19
,-MC 0#
,( O"*
LIC
1036
FIC
1028
26.8 Bar4.3 C
27 Bar
131 C
27 Bar
106 C
FIC
1035
:IC
1027
IC
1022
,-MC 0(
C3 a?'r
LIC
1041
LIC
1046
27 Bar
131 C
26.8 Bar
1.0 C
14.4 Bar
103 C
-4.0 C
FIC
1140
FIC
1048
Presley Wong
03/07/2003
07-ML 01
O-?+ C2 Frm (ra$+ :a#>
,-MD 0#
,-MD 0(
C*! F*ar+ ,+a!+r
26.8 Bar
0.2 C
27 Bar
118 C
C3 L"&'"!
1022
1
28
F++! . D+ C1
C*'m#
D+ C3 C*'m#
UNIT 0,
DEET)ANISER
9
24
FIC
1047
D
1050
LI
1044
07-MJ01A
07-MJ01
26.9 Bar
0.3 C
29.5 Bar
0.3 C
15-MD08
C2 (ra$+
FI
1105
D1205
D1235
LI
1032LL
:I
1024
The feed liquid is reboiled in Deethanser Reboiler (07-MC02). The overhead vapours leave the column at 26.8 bara and 4.3C and fed to the Deethaniser Condenser (07-MC03) where the vapour ethane iscondensed against a Medium Pressure (MP) propane stream from the Fractionation Refrigerant Package (07-ML01). The condensed ethane is then used to provide reflux for the column via the DeethaniserReflux Pump (07-MJ01) and to supply ethane refrigerant make-up. Excess ethane liquid will be send to re-injection. A bypass line around the column allows off-specification ethane to be imported from thestorage and reprocessed in the column.
7/26/2019 LNG Process Units.ppt
14/19
,-MC 0%
,( O"*
LIC
1070
FIC
1068
14.3 Bar
42 C
14.6 Bar
120 C
14.4 Bar
103 C
FIC
1073
:I
1065
IC
1061
LIC
1083
14.6 Bar
120 C
14.1 Bar
40 C
5.1 Bar
74 C
FIC
1088B
FIC
1087
Presley Wong
03/07/2003
LL
O-?+ C3 Frm (ra$+ :a#>
,-MD 0%
,-MD 0*
C*! F*ar+ ,+a!+r
13.8 Bar
40 C
14.6 Bar
112 C
1061
1
28
F++! . D+ C2
C*'m#
D+ C4 C*'m#
22
19
FIC
1086
D
1089
LI
1084
07-MJ02A
07-MJ02
27.5 Bar
41.6 C
29.5 Bar
41.6 C
15-MD08
C3 (ra$+
FI
1152
D1059
D1236
,-MC 0*
M
FIC
1088A
:IC
1063
LI
1074
39
AI
1062
C2 C3 "C4 #C4
UNIT 0,
DEPROPANISER
Liquid hydrocarbons from the bottom of the Deenthaniser are dropped in pressure from 26.9 bara to 14.4 bara and then fed to the Depropaniser Column (07-MD04). The feed liquid is reboiled in theDepropaniser Reboiler (07-MC04). The overhead vapours leave the column at 14.3 bara and 41.8C and fed to the Depropaniser Condenser (07-MC05) where the vapour propane is condensed by ambient air.The condensed propane is then used to provide reflux for the column via the Depropaniser Reflux Pump (07-MJ02) and to supply propane refrigerant make-up. Excess propane liquid will be send to re-injection. A bypass line around the column allows off-specification ethane to be imported from the storage and reprocessed in the column.
7/26/2019 LNG Process Units.ppt
15/19
,-MC 0/
,( O"*
LIC
1105
FIC
1103
4.9 Bar
45 C
5.2 Bar
99 C
5.1 Bar
75 C
:I
1164
IC
1098
LIC
1117
5.2 Bar
99 C
4.9 Bar
40 C
3.5 Bar
40 C
FIC1121
Presley Wong
03/07/2003
LL
,-MD 0/
,-MD 0,
C*! F*ar+ ,+a!+r
4.4 Bar
40 C
5.2 Bar
94 C
1098
1
F++! . D+ C3
C*'m#
C#!+#%a(+ :
(ra$+
18
17
FIC
1120
D
1122
LI
1118
07-MJ03A
07-MJ03
29.5 Bar41.8 C
15-MD08
,-MC 0,
M
LI
1106
34
UNIT 0, DE.UTANISER
:IC
110032
,-MC 02
M,
1105
FIC
1162
FIC
1129
D1161
C#!+#%a(+
. 7-MJ 06
C#!+#%a(+
. 7-MJ 05
LIC
1165
D+ C5 C*'m#
4.7 Bar
40 C
D+ C5 C*'m#
The bottoms liquid product is reduced in pressure from 14.6 bara to 5.1 bara and then fed to the Debutaniser Column (07-MD06). The feed liquid is reboiled in the Debutaniser Reboiler (07-MC06). Theoverhead vapours leave the column at 4.9 bara and 45.2C and fed to the Debutaniser Condenser (07-MC07) where the vapour butane is condensed by ambient air. The condensed butane is then used toprovide reflux for the column via the Debutaniser Reflux Pump (07-MJ03) and to re-inject into the MCHE. The Debutaniser Column bottom product leaves the column at 99.0C and depending on the modeof operations; the bottom product is either sub cooled by ambient air to 40.0C in the Condensate Product Cooler (07-MC08) and then send to storage or fed to the Depentaniser Column (07-MD09).
UNIT 0,
7/26/2019 LNG Process Units.ppt
16/19
,-MC 10
,( O"*
LIC
1165
FIC
1103
4.9 Bar
45 C
5.2 Bar
99 C
5.1 Bar
75 C
:IC
1174
IC
1177
LIC
1117
4.9 Bar
40 C
FIC
1191
Presley Wong
03/07/2003
LL
,-MD 0
,-MD 10
C*! F*ar+ ,+a!+r
4.4 Bar
40 C
5.2 Bar
94 C
1098
1
F++! . D+ C4
C*'m# 19
15
FIC
1192
D
1122
LI
1118
07-MJ05A
07-MJ05
29.5 Bar
41.8 C
15-MD08
D1237
,-MC 11
M
LI
1163
32
UNIT 0,
DEPENTANISER
FIC
1191
07-MJ06/A
D#%(r+am07-MC 08
?%(r+am
07-MC 08
,-1105
30:I
1170
If the feed gas composition is such that it becomes necessary to supply a low-benzene C5 stream to supplement the LPG re-circulation, the Debutaniser Column bottom product is routed to the DepentaniserColumn. The bottoms liquid product from the Debutaniser is fed to the Depentaniser Column (07-MD09) and is reduced in pressure to 2.1 bara in the column. The feed liquid is reboiled in the DepentaniserReboiler (07-MC10). The overhead vapour is totally condensed by ambient air using the Depentaniser Condenser (07-MC11). The condensed liquid is then used to provide reflux for the column via theDepentaniser Reflux Pump (07-MJ05) and send to the LPG Re-injection Drum (07-MD08).
UNIT ,(
7/26/2019 LNG Process Units.ppt
17/19
UNIT ,(
ET)ANE STORAGE
.a?r+('r#
IC
1009
FIC1020
,(-M01,(-M0(
IC
1003
Re3ri4eratio5
Pa67a4e
D1010
,(-MD01
C*! F*ar+ ,+a!+r
C2 Ma>+-'?
: M %(+m
C2 : / .
D++()a#"%+r
C*!F*ar+,+a!+r
19 Bar
-14 C
C2 IO C#(a"#+rC2OBB-%?+L"#+
Ethane storage vessel 73-MD01 receives liquid from 2 sources; Deethaniser 07-MD02 in the common fractionation train & ISO containers delivered by rod or ship. The ethanerefrigerant storage vessel, 73-MD01, is a pressurized drum with storage volume 660 m3. The propane refrigerant is stored at approximately 14oC and 19 bar. Displacementvapour, flash vapours and vapour generated by heat in-leak are vented to cold flare by pressure control.
UNIT ,(
7/26/2019 LNG Process Units.ppt
18/19
UNIT ,(
PROPANE STORAGE
FIC
1045
IC
1028
IC
1033
D1037
LI
1029
D1046
,(-MD0#
,(-M0#
,(-M0%
C*! F*ar+ ,+a!+r
C3 : / .
'm?-'( C3 %(+m
8.4 ~ 15.4 Bar
20 ~ 45 C
.a?r+('r#
C2 IO C#(a"#+r
C3 : / .
D+?r?a#"%+r
The Propane Storage Vessel, 73-MD02, receives liquid propane from three sources; Depropaniser, 07-MD04, in the common fractionation train, ISO containers delivered by road. orship & Pump-out connections in the liquefaction unit. The Propane Refrigerant Storage Vessel, 73-MD02, is a pressurised sphere with a gross volume of approximately 1500m3.The propane refrigerant is stored at ambient temperature and the corresponding vapour pressure: @ 20C the storage pressure will be 8.4 bar & @ 45C the storage pressure will be15.4 bar. Displacement and flash vapours are vented to cold flare by pressure control. The propane refrigerant system is not insulated.
7/26/2019 LNG Process Units.ppt
19/19
15 / -2.1 mbar g
15 / -2.1 mbar g
LI1017
UNIT 0#
aMDEA STORAGE
Mohd Awad
20/06/2003
D+m"#. a(+r
02-MF2202-MF21
*@+#( (/+. 12
FI
1004
02-MJ22 02-MJ21
LI
1008
ATM
N2
ATM
N2
Set @ 7.5 mbar g
Set @ 15 mbar g
Set @ 7.5 mbar g
Set @ 15 mbar g
The acid gas removal unit uses an activated MDEA. The common facilities are used to provide space and volume for the mixing and storage for the aMDEAsolvent used in the AGR unit. The facilities also allow enough volume to hold solvent from the AGR unit. The common facilities consist of the mixed solventstoragetank,02-MF22.Themixedsolventssupplypumps,02-MJ22thattakesuctionfromthistankanddischargeittoanothertank,thesolventstorage
Top Related