







Languages
Pages
Legal


Lean i visitationen Ballerup Kommune

Visitationens
Lean kultur
L= Lederskab E= Effekt
A= Ansvar N= Nuet

3
Kultur
Meningen med det hele Mange af os drømmer, om en visitation, hvor opgaverne kan løses uden for mange bump undervejs. At der er ”flow” i processerne
fra Idé til Produkt, så en proces ikke ligger stille pga. en flaskehals eller en overfyldt indbakke. Når der er flow, forhindrer vi, at
opgaverne hober sig op, som bjerge af tændstikæsker. Arbejdsglæden øges når vi får afsluttet en opgave, der har tilført værdi, når vores indsats har gjort en forskel, og der er ”rent
bord”.
Forestil dig, at du efter en ny arbejdsproces med motivationsfaktorer/ værdibeskrivelse af egen person, samt nye
arbejdsprocesser, kan arbejde i en afdeling, hvor vi alle kører i højre side af vejen. Kender til hinandens kompetencer, vi ved
hvordan vi vil ”mødes” og hvordan vi motiveres.

4
Kultur
Vi skal have fokus på, om der er noget at fejre, eller om en kollega har brug for hjælp?
Når vi har en bedre forståelse for kollegernes arbejde, vil vi kunne reducere misforståelser i samarbejdet, og dermed slippe for, at bruge tid på fejlretning. I din egen afdeling, eller på dit eget
projekt, vil du kunne få et overblik over hvilke opgaver, der er i gang, om de forløber som planlagt, samt hvilke opgaver, der
ligger klar til at blive løst. Du vil selv kunne afgøre, om du skal starte på en ny opgave, eller hjælpe en kollega færdig.

5
Kultur
”Men hvor kommer tiden og ressourcerne fra?” Her kommer du
ind i billedet – hvad ville du starte med at forbedre i din funktion? Og ikke mindst – hvordan ville du gøre det?
Vi håber, at denne bog kan inspirere til, hvordan dine forbedringer effektivt kan føres ud i livet. Vi har muligheden for, at starte den positive spiral, hvor de første forbedringer frigør tid, til at udføre
de følgende. Brug fantasien – vi kan altid blive bedre! Held og lykke, og god fornøjelse

6
Kultur
Strategi I 2012 er Lean blevet introduceret i visitationsafdelingen. Det første mål har været at etablere et værdisæt for hver enkel
medarbejder, i form af teamets bog. I denne blev der beskrevet vores motivationsfaktorer, samt hvad det er, der demotivere os. I bogen skulle beskrives, hvordan vi gerne ville forstyrres, således
at vi undgik for mange forstyrrelser, og kunne møde hinanden hensigtsmæssigt.
Visitationen skulle have aktiveret lokale tavler til at opsamle, synliggøre og følge op på ideer til løbende forbedringer. Den næste fase kommer til at omhandle etableringen af LEAN som
arbejdsmetode.
Ved at indføre Lean ønsker vi at skabe en afdeling, hvor der er flow i processerne og minimalt spild undervejs.

7
Kultur
Måltavler og forbedringstavler blev indført, så alle fik overblik over opgaver og procedure, og kunne komme med forbedringstiltag. Det fjerde element vi indførte er værdistrøms kortlægningerne
(VSM), som er et værdifuldt redskab til at optimere processer og eliminere spild.
Det er afgørende for processen, at vi systematisk bliver ved med at gennemføre løbende forbedringer, det man også kalder for Kaizen på japansk. Alle både store og små frugter skal høstes.
Udgangspunktet for visitationens Lean er, at alle medarbejdere kender Lean-principperne, og lærer at anvende dem. Derfor er der
fokus på, at uddanne medarbejdere og lade dem bruge Lean til det der virker, for den enkelte afdeling. Medarbejderne er centrale
i Lean, da det er medarbejderne, som kender processerne.

8
Kultur
Lean kan anvendes overalt, på afdelingsaktiviteter og ledelse, på projektarbejde og visitationsbesøg– det er bare at gå i gang.

9
Kultur
Mål for Lean i Visitationen På vej mod Ideal visitationen er den væsentligste opgave:
”En drastisk og omkostningseffektiv reduktion af gennemløbstiden for sagsbehandlingstiden, samt at få
beskrevet alle procedure store som små”
En reduktion af gennemløbstiden kan ikke lade sig gøre ”bare ved
at løbe hurtigere”; vi er nødt til at gøre tingene anderledes. Gennemløbstid, flow og jagten på spild er nøgleord i Lean, hvorfor
der er god overensstemmelse mellem Lean og Ideal visitationens mål.

10
Kultur
Forbedringer kræver en ekstra indsats af alle på den korte bane - til gengæld høster alle gevinsten efterfølgende.

11
Kultur
Hvad får medarbejderne ud af det?
Større synlighed over, hvad der foregår både i og på tværs af afdelingerne
Mulighed for at vise, hvor vi faktisk er gode, og hvor
der kan forbedres Færre bolde i luften
Mindre stress Øget indflydelse
Øget arbejdsglæde

12
Kultur
Hvad forventes der af medarbejderne?
Ansvar for at identificere forbedringsmuligheder Ansvar for at udføre forbedringer Procesejerskab
Vedholdenhed (løbende forbedringer) Fokus på muligheder frem for begrænsninger
Hvor der
er vilje,
er der
vej

13
Principper
Visitationens Lean principper - introduktion
Lean er struktureret sund fornuft, med medarbejderne i centrum – men det er ikke intuitivt.
Med det overordnede formål, at forbedre gennemløbstiden er der fokus på kundeværdi, fjernelse af spild, at skabe flow, og
sidst men ikke mindst, de løbende forbedringer – alt sammen med maksimal involvering af medarbejderne. Netop de løbende forbedringer er altafgørende for en succesfuld implementering af
Lean. Erkendelsen af, at vi altid kan og skal forbedre, og at vi aldrig bliver færdige med, at optimere processer og arbejdsgange
er reelt det, som Visitationen i Ballerup går ud på.

14
Principper
Til at opnå løbende forbedringer er den vigtigste
problemløsningsmetode PDCA (Plan-Do-Check-Act). PDCA er både et praktisk redskab og en måde at tænke på. Plan-delen i PDCA er afgørende; det er utrolig vigtigt, at give sig tid til
at tænke problemet igennem, og finde frem til den egentlige årsag, samt at blive ved med at forbedre. Til hjælp i de forskellige
faser af PDCA-en, findes en række værktøjer, som er beskrevet i sidste afsnit.
En ordliste over Lean-begreberne i denne bog
kan findes bagerst (s. 48)

15
Principper
1. Involver og empower medarbejderne
2. Specificer værdi i borgers øjne
3. Identificer værdistrømme og fjern spild
4. Søg transparens, klar ansvars-fordeling og tag procesejerskab
5. Skab værdiflow ved træk af borgersager
6. Forbedre kontinuert i jagten på perfektion (Kaizen)
Værdi er alle de aktiviteter, som skaber værdi
for borgeren.
Identificer de individuelle trin, personer og udstyr i hele processen. Identificer
værdiskabende og ikke-værdiskabende trin
(spild)
borgertræk sikrer, at opgaver kun løses, når/hvis borger har behov. Dermed undgås bl.a. overproduktion, som hindrer flow
Bliv ved at forbedre – det slutter aldrig!
Transparens er nødvendig for empowerment.
Man kan ikke handle effektivt uden at forstå, man kan ikke forstå, hvis der ikke er transparens
Det er medarbejderne, der kender processen og kan forbedre den. Derfor er medarbejderne
centrale i Lean
Visitationens Lean Principper
Den føler bedst,
hvor skoen trykker, som
har den på.

16
Principper
Visitationens Lean Proces
En Lean proces er en arbejdsproces, hvor alle aktiviteter er
optimeret med henblik på, at skabe størst mulig værdi for borgerne, med mindst muligt spild.
En Lean proces: • har kort og forudsigelig gennemløbstid • giver hurtig feedback • har kontinuerligt flow
• har minimalt antal sager/projekter i arbejde (bolde i luften) • har få ansvarsskift
• har minimal transport • har nedskrevne best practice • har visuel styring

17
Principper
• har måling af procesforløb og resultatskabelse
• har tydelig procesejerskab • leverer den service, borger ønsker (”Just Right”)

18
Principper
Gennemløbstid
Gennemløbstid er et nøgleord i Lean.
Gennemløbstid angiver den tid, det tager fra en opgave starter, til den er afsluttet.
Den samlede gennemløbstid er typisk meget længere, end
summen af procestiderne, hvilket skyldes ventetiderne.
Procestid +
Ventetid =
Gennemløbstid

19
Principper
Som det ses af illustrationen nedenfor, får man færre bolde i luften ad
gangen ved at reducere gennemløbstiden:
Nedenfor er to scenarier beskrevet – i begge tilfælde opstartes 5 opgaver i løbet af samme tidsrum, men gennemløbstiden for opgaverne er forskellig.Den røde linie illustrerer, hvor mange opgaver (skæringspunkt med opgavelinierne), der er i gang på et givent tidspunkt
Lang gennemløbstid
Op til 5 opgaver i gang ad gangen
Kort gennemløbstid
Max. 2 opgaver i gang ad gangen
Tid

20
Principper
Gennemløbstid og arbejdsglæde
Ved at reducere gennemløbstiden, får man hurtigere svar på, om en proces er forløbet tilfredsstillende, eller om det er tid til
forbedring. Man får færre bolde i luften ad gangen – mindre stress - risikoen for fejl mindskes, og kvaliteten øges. Dette fører til øget arbejdsglæde og lavere omkostninger.
Tommelfingerregel Reduceres gennemløbstiden med 75%, mindskes omkostningerne
med 20%!
Hellere én bold i målet end 10 i
luften
Gennemløbstid
Antal bolde i luften
Kvalitet
Arbejdsglæde
Omkostninger

21
Principper
Flow (1)
Flow fører til korte gennemløbstider, og er det man stræber efter i
Lean. Flow betyder, at man sørger for konstant bevægelse og værditilførsel. Man arbejder stabilt i samme hastighed, i stedet for
fuld fart frem og så vente, på denne måde opnår man et jævnt og forudsigeligt tempo..

22
Principper
For at skabe flow i en proces kræves det, at: • Man tænker i værdistrømme og dermed nedbryder barriererne
mellem afdelinger. • Spild bringes op til overfladen, da spild standser flowet
• Processer er koordinerede og synkroniserede

23
Principper
Nr 1: 3 min. Nr 10: 12 min.
VIA = 3
Flow (2)
Men vejen til flow er ikke intuitiv!
Vi skal vænne os til, at se verden fra
processens synspunkt - er der aktivitet i processen? Selvom vi selv løber rundt, kan det meget vel være, at processen
ligger stille – det er disse ventetider, vi skal af med.
I stedet for at tænke lokalt i maksimal aktivitet af medarbejdere og apparatur i de enkelte afdelinger, skal vi tænke holistisk på maksimal aktivitet af vore processer.
1 minut per enhed
1 minut per enhed
Transporttid:3 minutter
Nr 1: 27 min. Nr 10: 36 min.
VIA = 20-30

24
Principper
Vi skal hellere løse én opgave ad gangen hurtigt, end vi skal vente på at samle - og derpå løse - 10 opgaver på en gang. Når vi ’samler til bunke’ ligger den første opgave stille – den er ikke i
flow, fordi den venter på de 9 efterfølgende.
25
Principper
Spild
Alt, hvad der ikke repræsenterer en værdi for borgeren, er spild.
Lean stræber mod at identificere og eliminere spild. Aktiviteterne i en proces kan typisk inddeles i 3 kategorier:
Værdiskabende aktiviteter (ofte under 5% af tiden), nødvendige men ikke-værdiskabende aktiviteter, samt rent spild.
I Lean anses spild som en gave; en mulighed for forbedring, og er altid procesrelateret og dermed aldrig personrelateret!
Man skal ikke
græde over
spild…

26
Principper
I Lean arbejder man med ”De 7 klassiske spildtyper” (s. 277).
Siden hen er der desuden kommet en række nyere spildtyper til (s. 29). Spildkategorierne er inspiration til, hvad man kan lede efter i
jagten på spild/forbedringer i ens dagligdag.

27
Principper
De 7 klassiske spildtyper
Overproduktion
For mange emner/produkter, mere information eller flere
analyser end nødvendigt, ”nice-to-know”-information,
rapporter ingen læser.
Ventetid
Ting der ligger i kø, ventetid på svar og beslutninger, ventetid på mødedeltagere.
Unødvendig bevægelse
Arbejdspladsindretning, lede efter dokumenter på PC-drev, gå forgæves efter folk.
Unødvendig transport
Flytning af produkter, transport af dokumenter mellem drev.

28
Principper
Overbearbejdning
”At gøre for meget ud af det”, indtastning af data i flere
programmer, dobbeltcheck af resultater, overdreven korrektur.
Unødvendigt lager
Delvis klargørelse af
produkter/ information før
Fejl
Ikke-rigtig første gang,
arbejde som er fejlbehæftet/skal genbearbejdes/
kasseres.
kunden skal bruge det,
produktion uden efterspørgsel.
Hvor der
handles, bør
der ikke spildes

29
Principper
De øvrige og nyere spildtyper
Effektivt at fremstille det
forkerte produkt
En understregning af Lean grundprincippet om at speci-ficere ”kundeværdi”.
Uudnyttede evner
At bruge tid på arbejde som
kunne automatiseres, administration laver arbejde
som visitator ellers skulle udføre.
Unødvendige systemer
Software på computer der
aldrig bruges, tids registreringer der ikke bruges til noget.
Ønsketænkning
Ej data bag beslutninger, mavefornemmelse,
alternativer ikke overvejet.
Kaos
Overbebyrde medarbejdere,
for mange opgaver, omprioriteringer.

30
Principper
Videresending
Overleveringsproblemer mellem afdelinger/personer pga. manglende
aftaler/ansvarsfordeling.
Tabt viden
Manglende systematisering,
manglende formulering af viden, så den kan genanvendes, for mange
overleveringer.
Dårlige redskaber
Tavlemøder/måltavler der ikke fungerer, apparatur der ikke er designet til formålet,
ikke at anvende ”bedst practice”.
Kommunikationsbarrierer
Hindring af vidensflow
fysiske/ organisatoriske barrierer, manglende evne til selv at
søge information.

31
Principper
PDCA Plan-Do-Check-Act (PDCA) er en simpel, struktureret metode til problemløsning, som sikrer systematik i de løbende forbedringer
(Kaizen s.15).
PDCA er både et praktisk redskab og en måde at tænke på.
PDCA-hjulet side 33 er en standardiseret metode til
implementering af en mulig forbedring. Er der flere personer involveret i en forbedring, er det en fordel at få tankerne på skrift,
f.eks. ved brug af et PDCA-skema (s.35). Brugen af et skema sikrer fælles opfattelse af et problems omfang, mulige årsager samt formålet med forbedringen.

32
Principper
PDCA-hjulet findes ofte på Kaizen-tavler, og til hjælp i de forskellige faser af PDCA-en findes en række værktøjer, som er beskrevet i sidste afsnit.
Visse forbedringer kan synes meget ligetil og kategoriseres ofte som ”just-do-it” forbedringer.
Det er dog stadig vigtigt at huske planfasen (Hvad er årsagen til problemet, hvilke
forskellige løsninger kan tænkes osv.), samt at følge op på forbedringen (virker det efter hensigten etc.)
33
Principper
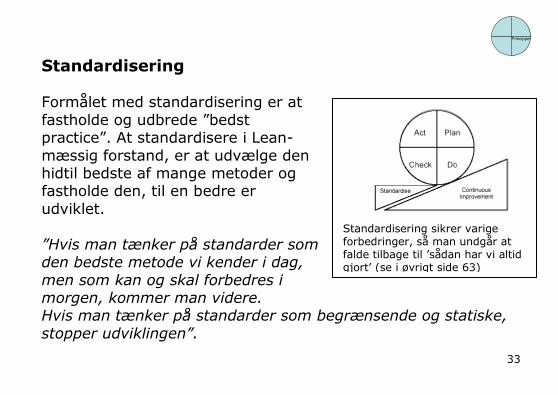
Standardisering Formålet med standardisering er at
fastholde og udbrede ”bedst practice”. At standardisere i Lean-
mæssig forstand, er at udvælge den hidtil bedste af mange metoder og fastholde den, til en bedre er
udviklet.
”Hvis man tænker på standarder som den bedste metode vi kender i dag,
men som kan og skal forbedres i morgen, kommer man videre. Hvis man tænker på standarder som begrænsende og statiske,
stopper udviklingen”.
Standardisering sikrer varige forbedringer, så man undgår at falde tilbage til ’sådan har vi altid gjort’ (se i øvrigt side 63)
34
Principper
Standardisering sikrer, at ”bedst practice” er tilgængelig for alle medarbejdere – f.eks. ved oplæring af nye kolleger.
Den nye standard formuleres i Act-fasen af PDCA og kommunikeres til alle relevante parter.
Se eksempler under ’Værktøjer’ (s. 48)

35
Principper
PDCA-hjulet

36
Principper
Kaizen
Kaizen er det japanske ord for løbende forbedringer, og er sammen med PDCA en integreret
del af visitationens Lean. Forbedringer kræver dedikeret og
prioriteret tid.
På næste side er vist eksempler på Kaizen-aktiviteter, som tager
udgangspunkt i en sekvens af tavlemøder (s.40), hvor det prioriteres, hvilke forbedringer der igangsættes samt ”hvordan” og ”af hvem”. Farverne angiver sammenhængende aktiviteter.

37
Principper
Tavlemøde
Uge 1
Tavlemøde
Uge 1
Tavlemøde
Uge 2
Tavlemøde
Uge 2
Tavlemøde
Uge 3
Tavlemøde
Uge 3
Tavlemøde
Uge 4
Tavlemøde
Uge 4
Tavlemøde
Uge 5
Tavlemøde
Uge 5
Kaizen Event ½-2 fulde dage Just-Do-It
Kaizen Problemløsningsmøde
1-2 timer
Kaizen Planlægningsmøde
1-2 timerKaizen Blitz 3-5 fulde dage
Opdatering
Opdatering
Kaizen Event (½-2 dage) og Kaizen Blitz (3-5 dage) sættes i gang
for at implementere større tiltag, f.eks. vha. SIPOC og/eller værdistrømskortlægning. For at udrede et problems
omfang og underliggende årsager, kan man initialt afholde planlægningsmøder og problemløsningsmøder, hvor opsamlede procesdata vurderes, og Lean problemløsnings-
værktøjer anvendes (Fiskeben s.57, 5xHvorfor s. 8 etc.)
改善

38
Synlighed
Synlighed - introduktion
Synlighed og transparens er ligesom Kaizen (s.36) en grundpille i
Visitationens Lean. Princippet omkring synlighed anvendes både i forbindelse med forbedringsarbejdet (Kaizen) i processer og projekter, og den driftsrelaterede status (Visuel Styring).
I den forbindelse er tavler et vedkommende og stærkt redskab. Alle muligheder er åbne, og tavlerne designes, så de passer til den
pågældende afdeling/sektion/projekt/proces. Til synliggørelse af forbedringsarbejdet anvendes typisk en
Kaizen-tavle.

39
Synlighed
Til synliggørelse af den driftrelaterede status kan blandt andet anvendes målstyringstavler med og flowtavler til synliggørelse af
flow i, og status på, arbejdsopgaver.
Forbedringsarbejde
Kaizen-tavle (s. 36)
Visuel styring Målstyringstavle (s.41)
Flowtavle (s. 44)
Kompetence-matrix (s. 46)

40
Synlighed
Kaizen-tavle
Kaizen-tavlen kan udformes på
mange måder, men indeholder som regel et felt til nye ideer/problemer/ løsningsforslag, et prioriteringsfelt,
PDCA-hjulet samt et felt til løste opgaver.
Man kan både have Kaizen-tavler for afdelinger/ sektioner, processer og projekter.
Det er vigtigt at være opmærksom
på, at tavlen skal bruges til forbedringer. Desuden anbefales det at definere klart, hvilke
oplysninger, der skal være på de opsatte sedler. Et eksempel herpå ses til højre.
DoPlan
Act
Ideer/forslag Løste opgaver
Check
Væ
rdi
Sværhedsgrad
1. prioritet 3. prioritet
lav høj
hø
jla
v
afvent2. prioritet
DoPlan
Act
Ideer/forslag Løste opgaver
Check
Væ
rdi
Sværhedsgrad
1. prioritet 3. prioritet
lav høj
hø
jla
v
afvent2. prioritet
Problem/forbedringspotentiale
Evt. løsningsforslag
Værdi af forbedring
(DKK, timer, )
Dato Initialer
Problem/forbedringspotentiale
Evt. løsningsforslag
Værdi af forbedring
(DKK, timer, )
Dato Initialer

41
Synlighed
Man har ofte tendens til at komme med løsninger frem for at tænke PDCA og finde frem til problemets årsag. Det er vigtigt at
starte helt tilbage i ’Plan’ fasen og definere mulige løsningsforslag, så man ikke griber til ’det første det bedste’.
Problem/forbedringspotentiale
Evt.
løsningsforslag
Værdi af
forbedring
(DKK, timer, )
Dato Initialer

42
Synlighed
Målstyringstavle
En målstyringstavle er et redskab til visuel styring og kan f.eks.
indeholde Key Performance Indicators (KPI). KPI’er er kvantitative og kvalitative målinger, som fortæller noget om, hvorvidt
opgaver, projekter og processer bevæger sig i den rigtige retning. Målingerne kan både være meget konkrete, f.eks. gennemløbstider, eller ”bløde værdier”, såsom hvordan
stemningen er i en afdeling. KPI’er baseres på målinger (data), og de følges løbende for at
vurdere, om målene holdes, og om der er nogle tendenser. Hvis der er risiko for ikke at nå målet, bør der være en klar strategi for opfølgning.

43
Synlighed
Eksempler på KPI’er Gennemløbstid
Right-First-Time
Aflevering til aftalt tid
Antal stoffer screenet
Antal stoffer screenet som procent
af bestilt
Antal rapporter pr. år
Design kvalitet
Antal klager
Antal henvendelser
Stemning i afdelingen
Budget
Antal mundtlige præsentationer
Assay turn around time - Human liver microsomes
2007-2008
0
2
4
6
8
10
12
14
46 47 492 3 4 7 9
10 13 14 16 20 24 25 27 30 33 36 37 38 39 40 41 41 42 43 44 45
Week
Tu
rn
arou
nd t
ime (
days)
Target

44
Synlighed
Flowtavle Flowtavlen er, ligesom målstyringstavlen, en del af den visuelle
styring og bruges til at synliggøre flowet i, og status på, arbejdsopgaverne i en afdeling. For eksempel kan man anvende løbende kalendere for nogle uger ad gangen til synliggørelse af,
hvordan de pågældende processer/projekter forløber, om der er opgaver, der hober sig op, og om der er uhensigtsmæssige
belastninger af medarbejdere eller apparatur. Afhængig af afdelingens struktur kan elementer som enkeltpersoner, teams, apparatur, projekter etc. desuden indgå.

45
Synlighed
Tavlemøder ved flowtavlen afholdes ofte separat fra andre tavlemøder, og gerne med hyppigere frekvens, f.eks. hver
morgen. Kun de personer, der er direkte involveret i opgaverne på flowtavlen, deltager.
På næste side er vist nogle eksempler på forskellige udformninger af flowtavler.

46
Synlighed
Eksempler på flowtavler
Opgavebank:
• Opgave-
beskrivelse• Dato for
modtagelse• Deadline
Ferie
FriFri
FreTorsOnsTirsManFreTorsOnsTirsMan
Ferie
FriFri
FreTorsOnsTirsManFreTorsOnsTirsMan
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
xyzxyzxyz
2008-11-212008-10-30YYYPK Studie 5417
2008-12-142008-11-15Team 2Pen/perm Studie 214
2008-11-302008-10-30Team 2Pen/permStudie 210
2008-11-192008-11-14XXXHLMUge 46
2008-11-142008-11-07ZZZMet IDLEOxxx
2008-11-102008-10-20XXXPK Studie 5416
Går ikke efter
planen
Går efter
planenDeadlineI gangAfventer
Dato for mod-
tagelseAnsvarligOpgave
2008-11-212008-10-30YYYPK Studie 5417
2008-12-142008-11-15Team 2Pen/perm Studie 214
2008-11-302008-10-30Team 2Pen/permStudie 210
2008-11-192008-11-14XXXHLMUge 46
2008-11-142008-11-07ZZZMet IDLEOxxx
2008-11-102008-10-20XXXPK Studie 5416
Går ikke efter
planen
Går efter
planenDeadlineI gangAfventer
Dato for mod-
tagelseAnsvarligOpgave
Magneter

47
Synlighed
Kompetence – Matrix
Som en del af den visuelle styring kan man anvende en kompetence-
matrix, der synliggør, hvilke kompetencer der findes f.eks. i en afdeling
eller på et projekt. Synliggørelsen af dette gør det nemmere at
gennemskue, hvilke områder der eventuelt mangler kompetence
indenfor, hvorpå oplæring/uddannelse/ rekruttering kan igangsættes.
Under mapningen af kompetencer er det vigtigt, at medarbejderne selv
kategoriserer indenfor hvilke områder, deres kompetencer ligger.
Eksempel på udformning af kompetence-matrix
• Ingen kendskab (Rød) • Lidt kendskab, ej arbejde selvstændigt (Blå)• Stort kendskab, kan arbejde selvstændigt (Gul)• Speciale, kan lære andre op (Grøn)
Opgave 1 Opgave 2 Opgave 3 Opgave 4 Opgave 5 Opgave 6 Opgave 7 Opgave 8
Person 1
Person 2
Person 3
Person 4
Person 5
Person 6
Person 7
Person 8
Person 9
Person 10
• Ingen kendskab (Rød) • Lidt kendskab, ej arbejde selvstændigt (Blå)• Stort kendskab, kan arbejde selvstændigt (Gul)• Speciale, kan lære andre op (Grøn)
Opgave 1 Opgave 2 Opgave 3 Opgave 4 Opgave 5 Opgave 6 Opgave 7 Opgave 8
Person 1
Person 2
Person 3
Person 4
Person 5
Person 6
Person 7
Person 8
Person 9
Person 10
Opgave 1 Opgave 2 Opgave 3 Opgave 4 Opgave 5 Opgave 6 Opgave 7 Opgave 8
Person 1
Person 2
Person 3
Person 4
Person 5
Person 6
Person 7
Person 8
Person 9
Person 10

48
Synlighed
Tavlemøder
• Tavlemøder afholdes typisk dagligt eller ugentligt (fast
tidspunkt) • Tavlemødet bør være kortvarigt (max. 20 min) og deltagerne
står op ved tavlen
• Sørg for at tavlen er opdateret inden hvert møde (ansvarlige udpeges)
• Fast dagsorden • Mødepligt for alle
Eksempel på dagsorden:
Mødetidspunkt: Hver Tirsdag Kl. 8,30-8,45,
deltagelse af alle

49
Synlighed
Status på målstyringstavle (KPI’er etc) (10 minutter) - Er vi i grøn (processer/projekter forløber planmæssigt)
eller rød (processer og/eller projekter
forløber ikke planmæssigt)? Hvis rød, hvad skal der gøres?
Status på Kaizen-tavlen (10 minutter) - Hvad har vi opnået af resultater – er der fremdrift i
forbedringstiltagene (PDCA-hjulet)? - Skal noget tilbage i prioriteringsfeltet
(venteposition), indtil der igen er mulighed for fremdrift?
- Prioritering af indkomne forslag (mødelederen har lavet en indledende prioritering)
- Hvad skal op i PDCA-hjulet, hvem er ansvarlig, og hvordan skal det forløbe?

50
Synlighed
Status på flowtavlen Afholdes ofte separat og som regel hyppigere end én gang om
ugen
Målstyringstavlen og Kaizen-tavlen går hånd i hånd: Når
målstyringstavlen indikerer, at der er problemer, afføder dette forslag/ideer til forbedringer på Kaizen-tavlen.

51
Værktøjer
Værktøjer - introduktion
Der findes en lang række
Lean værktøjer (mere end 70) til at understøtte de enkelte faser i PDCA og
jagten på flow, hvoraf udvalgte beskrives i det
følgende afsnit. Processer kan analyseres med
VSM (s.55), som giver overblik og gør det nemmere
at identificere spild og skabe flow.
Problemstillinger kan analyseres med et
Fiskebens-diagramm (s.57) og/eller 5xHvorfor
(s. 58). Forbedringsaktiviteter og
indsatsområder kan prioriteres ved hjælp af et
Pareto-diagram (s. 61).

52
Værktøjer
Forbedringer, herunder nye rutiner, fastholdes og udbredes via standarder (s.
62)
Fastholdt ryddelighed, overskuelighed og sikkerhed på arbejdspladsen kan skabes
med 5S (s. 65)
Forbedringsaktiviteter kan styres og kommunikeres ved hjælp af en A3 (s. Fejl!
Bogmærke er ikke defineret.)

53
Værktøjer
Værdistrømsanalyse Hvorfor? En værdistrøms
analyse anvendes til at skabe overblik og forståelse i en given proces mhp at optimere
forbedringsarbejdet, så man ikke bare kaster sig ud i de
første og umiddelbare åbenlyse forbedringsmuligheder i
processen, men i stedet sikre sig en helhedstilgang.
Processen: Vi skal forsøge at klarlægge vores primære arbejdsopgave.
Hvis vi antager vores
primære arbejdsopgave er den (gode) udskrivelse/ visitering af Ballerup
kommunes Ved vi så hvad der giver
værdi for borgeren i denne forbindelse? hvad gør vi i det daglige vi selv mener, giver
værdi for borgeren? Vi tager en diskussion i
gruppen og skriver alle de

54
Værktøjer
gode ting vi mener vi gør og
alle de gode ting vi gerne vil gøre i den forbindelse op. Vi skal stille os selv spørgsmålet
– vil vi have mere af dette? hvis ikke er det helt sikkert
spild. Vi kan også overveje at inddrage
kunder/samarbejdspartnere i spørgsmålet.
Herefter skal vi gennemgå vores arbejdsgang i
forbindelse med opgaven. Dette skal foregå minutiøst.
1) Definer hvornår
opgaven starter og hvornår den sluttes.
2) Gennemgå processen
som den er i dag ved brug af postes. Vi må gerne definere
opgaverne i tid (timer/minutter) og
feks om det går rigtig første gang, samt feks
hvor der er ventetid
(spild) i processen.
55
Værktøjer
3) Lav idebank hvor ideer
til forbedringer kan placeres og markeres med nummer –
hvorefter hvor på værdistrømmen de
høre til. Typiske afvigelser kan markeres efter samme
princip som ideer.
4) Forsøg at beregne den samlede procestid og ventetid. Evt. med
angivelse af ” worst case” og ”bedst case”
samt de typiske tider.
Gennemløbstiden er
summen af procestid og ventetid.
5) Lav et ”reality-check” – passer tiderne?
6) Når ”current state” er
på plads, forbedres
processen (søg flow) og den fremtidige
proces (future state) optegnes. Hvordan vil processen fungere
optimalt?

56
Værktøjer
Opstart modellen:
Plan – do – study – act hvor der efter et stykke tid (hvor lang tid synes I der skal gå
før vi følger op? feks 1-3
måneder) så der følges op på
om nye tiltag skrider planmæssigt frem.
Idebank:
1) kompetencer
2) ny maskine
3) cyklisk planlægning
ProcesProcesProcesProces
Procesinitiator
KundeKunde
ProcesProces ProcesProces ProcesProces ProcesProces
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
22
55
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
KundeKundeKunde
ProcesProces
ProcesP/T:
RFG:
Ansv:Appl:
P/T:
RFG:
Ansv:Appl:
Proces data Ventetid Ansvarsskift 22 Idé
22
22 Afvigelse
Ventetid = 12,5 dage
Gennemløbstid = 13,3 dage
Procestid = 6,25 timer
6%

57
Værktøjer
Fiskebens-diagram
”Fiskebens-diagrammet” er en
systematisk brainstorming-metode. Problemet beskrives, og der brainstormes på årsagerne,
som placeres på diagrammet i kategorier (rød). Hernæst
brainstormes på løsninger til de mest relevante årsager, og forslagene placeres ligeledes i
diagrammet (grøn).
Eksempel på Fiskebens-diagram
på problemet “Det tager for lang tid at finde reagenser”:
Materialer
Metoder
Mennesker
Maskiner
Det tager
for lang tid
at finde
reagenser
Manglende Disciplin
Dovenskab
Straf!
Belønning for god opførsel
Få stregkode læsere
Langsom
opstart af
computer +
barcode db
Rod på lager
3 lagre ude af sync
Gamle flasker af
tvivlsom kvalitet
Lån af reagenser
mellem kolleger
Opgradér udstyr
5S
Mange glas på hver
locationFlere hylder/locationer
Lagre ude af sync med DB Alle stoffer checkes ud, og eksisterende checkes ind
Mange stoffer
I laboratorier
I tillæg til de 4 klassiske kategorier Materiale, Mennesker, Metoder og Maskiner, kan man vælge andre passende kategorier såsom Målinger, Kompetencer, Politikker, Omgivelser etc.

58
Værktøjer
Endelig foretages en prioritering, hvor den eller de bedste løsninger (typisk baseret på sværhedsgrad og effekt) udvælges til
videre behandling.
5xHvorfor
”5xHvorfor” er et effektivt værktøj til
stort set alle typer problemer. Det
graver ned i dybden for at finde
underliggende årsager –
Man opnår
problemløsning frem for fejlretning.
Metode: Man stiller spørgsmålet
”Hvorfor?” fem gange, og afslutter
med ”Hvordan”.
Man behøver ikke
nødvendigvis spørge præcis 5 gange; det
vigtigste er, at man bliver ved med at spørge, indtil man
har identificeret og elimineret årsagen til
problemet.

59
Værktøjer
Eksempel Problem: Bilen vil ikke starte
- Motoren reagerer ikke, når nøglen drejes
- Fordi der ikke kommer benzin ind i forbrændingskammeret
- Fordi benzinfilteret er tilstoppet
- Fordi der ikke er lavet regelmæssig service på bilen
- Fordi det ikke står i kalenderen, at bilen skal til service
- Etabler procedure der sikrer regelmæssigt
servicecheck af bilen! Man lærer, så
længe man spørger
Hvorfor?
Hvordan?
Hvorfor?
Hvorfor?
Hvorfor?
Hvorfor?

60
Værktøjer
Hvis der er rettet op
på en afvigelse, men processen ikke er ændret, har man
rettet en fejl - ikke løst et problem – og
fejlen kommer igen. Lille tue vælter
stort læs

61
Værktøjer
Pareto-diagram Et Pareto-diagram er
et analyseværktøj, der hjælper til at
prioritere forbedrings-aktiviteter.
Pareto-effekten beskrives også som
80/20-reglen, f.eks. viser det sig ofte, at
80% af problemerne kan tilskrives 20% af fejltyperne.
Pareto diagrammet hjælper med at finde
frem til den relative vigtighed af
problemerne og dermed, hvor kræfterne i første
omgang bør lægges

62
Værktøjer
Diagrammet viser hyppigheden af 5
forskellige årsager til fejlslagne HPLC kørsler
Pareto
0
2
4
6
8
10
12
Ops
ætn
ing
Kvan
tificer
ing
Prøv
ebeh
andling
Stof sta
bilitet
Instru
men
tfejl
Eksempel på Pareto-
analyse i forbindelse med Fejl & afvigelser:
I en given periode
indsamles data på de
fejl og afvigelser, der opstår i en given
proces Fejlene grupperes i
kategorier
De hyppigste fejltyper identificeres – det er
her, der bør fokuseres

63
Værktøjer
Lean Standard
Formålet med
standardisering er at fastholde og udbrede ”bedst practice”.
En Lean Standard
kan antage mange former, men fælles for dem er, at de er
lettilgængelige, simple, logisk
opbyggede samt er dokumenteret på
papir. Dette står i modsætning til
mundtlige aftaler og medarbejderspecifik
viden, som kan være svært tilgængelig og
meget lidt synlig. Den typiske Lean
Standard er ½-1 A4-side i et let
forståeligt sprog, placeret så den er tilgængelig for alle.

64
Værktøjer
Eksempler på
standarder: Arbejdsprocedure
re med beskrivelse af evt. forventet
formål, procestrin og forventet tidsforbrug
Et billede af f.eks. en pjece
eller et brød i forbindelse med, bestilling af
brochure eller man skal
huskes på at tage morgenbrød med om
torsdagen.

65
Værktøjer
5S 5S er et værktøj, der fokuserer på
”renholdelse” og orden på kontoret, laboratoriet og/eller
på PC-drevet. Princippet bygger
på, at kun det nødvendige bør forefindes, alt har
faste pladser, der er orden og ryddeligt,
og at dette fastholdes.
Fordelene består i
større produktivitet samt bedre kvalitet, leveringsevne og
arbejdsmiljø.
• Sortér Skeln systematisk
mellem nødvendigt og unødvendigt.
Behold det nødvendige, fjern det unødvendige
(eks. mapper, analyseudstyr osv., der ikke er anvendt
i f.eks. ½ år). Er der for lidt/for meget af hver enkel ting til
rådighed i forhold til behov? Ting der fjernes smides ud,
sælges eller sættes på lager.

66
Værktøjer
• Sæt i system Organiser de
tilbageblevne værktøjer og
materialer etc., så de er placeret tættest muligt
på/bedst muligt i forhold til anvendelsesstedet
og/eller arranger filer i logiske mapper og
hierakier. Faste pladser til alle ting. Overvej, om der
kan indbygges fejlsikringsmekanis
mer (Poka Yoke) i
systemerne.
• Sikkerhed Gennemgang af det
nye arbejdsmiljø - er det sikkert,
ergonomisk, og lever det op til lovgivningen? Er IT-
sikkerheden i orden – både adgangsmæssigt og
backupmæssigt?

67
Værktøjer
• Standardiser
Opsæt standarder i form af klare, synlige og
letforståelige retningslinier (på
skrift, et billede etc.) for, hvordan der holdes orden
og ryddelighed fremadrettet.
Udpeg ansvarlige.
• Selvdisciplin
Standarder skal overholdes og udvikles. Følg de
nye procedurer/standar
der og foretag jævnligt opfølgning/audits
for at forhindre tilbagefald samt
sikre kontinuert udvikling af arbejdsmiljøet.

68
Visitationens Lean A-Z
• 5xHvorfor: Værktøj, der bruges til at finde frem til de
grundlæggende årsager til et givent problem
• 5S: Sorter, Sæt i system, Sikkerhed, Standardiser, Selvdisciplin.
Skaber ryddelighed og overskuelighed på arbejdspladsen • 7 klassiske spildtyper: Overproduktion, Ventetid, Unødvendig
bevægelse, Unødvendig transport, Overbearbejdning, Unødvendigt
lager, Fejl
• Cyklustid: Tiden mellem hver produceret enhed, output-frekvensen
• Cyklisk planlægning: Skemalægning af gentagede og/eller
forventede aktiviteter
• DMAIC: Six Sigma begreb svarende til PDCA: Define, Measure,
Analyze (= Plan), Implement (=Do), Control (=Check+Act)

69
• Enkeltstyksflow: Når ét emne er fremstillet, sendes det videre til
næste procestrin, som er klar til at bearbejde emnet. Omstilling til
enkeltstyksflow kræver omfattende ændringer i vores nuværende setup
- første skridt er en reduceret batchstørrelse
• FIFO: Først ind, først ud (prioriteringsregel) – overgangen til Lean
processer fordrer ofte nye styringssystemer både i det røde og grønne
loop, hvoraf FIFO er en mulighed
• Fiskebens-diagram: Systematisk brainstorming-metode;
illustrerer årsag/effekt
• Flow: Varer, services osv. flyder fremad fra proces til proces uden
stop, kassationer eller returløb
• Gemba: ”Åsted”. Et ledelsesprincip/værktøj der handler om at være
der, hvor arbejdet sker – at have fuld forståelse for processerne for at
kunne tage gode beslutninger
• Gennemløbstid: Den tid, det tager fra en opgave starter, til den
er afsluttet

70
• Heijunka: Udjævning. Opsætning af procedurer, der sikrer en jævn
tilgang af opgaver, så de kommer i en jævn strøm og ikke i store
klumper
• Ishikawa-diagram: Se fiskebens-diagram
• Jidoka: Processen stopper automatisk ved fejl – en del af Poka Yoke • Just-in-time: Princip, hvor alt laves lige til tiden
• Just right: Tilstrækkelig kvalitet. Balancen mellem unødige fejl og
over-processering
• Kaizen: Løbende forbedringer med det formål at skabe mere værdi
og mindre spild
• Kaizen Blitz: Gennemførelse af større koncentrerede forandringer
på 3-5 dage • Kaizen Event: Gennemførelse af større koncentrerede forandringer
på ½-2 dage • Kompetence-matrix: Skema, der synliggør, hvilke kompetencer,
der findes i en afdeling/på et projekt

71
• Borgeren: Aftager af et ’produkt’ (det der kommer ud af en
værdistrøm). Der er både nære og fjerne samt interne og eksterne
kunder til en værdistrøm
• Leverandør: Den/de, der leverer input til en given værdistrøm
• Muda: Japansk ord for spild • Pareto-diagram: Diagram over hændelser grupperet i kategorier
efter årsag og effekt - også omtalt som 80/20-reglen
• PDCA: Plan-Do-Check-Act, struktureret metode til problemløsning og
med til at sikre løbende forbedringer (s. 31)
• Poka Yoke: Fejlsikring. System/metode, der indkoorporerer
fejlsikring i en proces f.eks. i form af en template
• Procestid: Den tid, der reelt arbejdes på produktet – dvs
gennemløbstiden minus ventetid
• Produktfamilie: Gruppe af produkter (outputs), som har mange
fælles delprocesser. • Standardisering: ”Bedste metode” dokumenteret på papir
72
• Visuel Styring (Visual Management): Et Lean
værktøj/princip, der handler om at gøre det gemte synligt. At status på
arbejdsopgaver, processer og projekter er transparente. Ofte anvendes
tavler for at understøtte den visuelle styring.
• VSM: Value Stream Mapping eller Værdistrømskortlægning • Værdi for borgeren: Det, der er vigtigt for borgeren
• Værdistrøm: Den eller de processer, som tilsammen skaber
værdien for borgeren
• Værdistrømskortlægning: Proceskortlægnings-sprog, der
anvendes til at få overblik over, og forståelse for, en proces eller et
projekt med henblik på at optimere forbedringsarbejdet
• 改善: Japansk for Kaizen

73
改善
Udarbejdet af Jeanette Føhns og Henriette W Nielsen
Kultur

74
Top Related