



![RESEARCH Open Access Single cell oil of oleaginous fungi ... · and two fungi (Aspergillus niger and Trichoderma reesei) as feedstock for various industrial fermentations [3]. Several](https://static.fdocuments.net/doc/165x107/5d29831d88c993f3778d6d09/research-open-access-single-cell-oil-of-oleaginous-fungi-and-two-fungi-aspergillus.jpg)


Languages
Pages
Legal


Industrial Fermentations

Major Industrial Fermentation Products
• Non-Food Applications – Antibiotics
– Vitamins
– Amino Acids
• Food Applications – Organic Acids
• Citric Acid
• Lactic…
– Enzymes
• Rennet
– Polysaccharides
• Xanthan Gum
– Oils and Fatty Acids
– Colors
– Flavors

Organic acids • Used as food acidulants • Most versatile ingredients in industry
because they are: • Soluble and hydroscopic • Buffers and chelators
• Organic acids produced by fermentation and commonly used as food acidulants include: – Citric – Lactic – Gluconic – Propionic

Synthesis of citric acid • 270,00 tonnes worldwide/year=$1.4
billion
• Produced by several molds and bacteria from a variety of substrates – Either Aspergillus niger or several molds or
yeasts
– Glucose or sucrose as substrate

Citric Acid Cycle A.A Fatty Acids
Glucose • Overproduction of citric acid in A. niger requires several pathways and pathway modifications: – High flux of
metabolites through glycolysis, glucose transport
– Block of TCA cycle reactions that degrade citrate
Acetyl Co-A
Citrate
Oxaloacetate
Glycolysis:
Pyruvate
Reduce
degradative
enzymes

Methods for Citric Acid Production
• Submerged or surface fermentation process, batch fermentation
• Production media: – Beet molasses or glucose syrup as raw materials – Nitrogen added as ammonium nitrate or sulphate – Metals are often removed from raw material as
high levels of iron appear to inhibit citrate production
• Fermentation: – Inhibition of formation of long hyphae (which
would result in dramatic increase of viscosity of fermentation medium)
– Low pH (pH is controlled at 2.2 – 2.6 by addition of NH3), dissolved oxygen concentrations, and temperature control are important

Citric Acid: Downstream Processing
• Three separation methods – Direct Crystallization
• Most successful with highly refined raw materials
– Precipitation as calcium citrate tetrahydrate • Dominant process • Calcium hydroxide is added to filtrate
– Liquid extraction
• Suspended particles are removed under vacuum
• Precipitate is washed to remove impurities • Solution is concentrated using evaporators Fed to a crystallizer, Crystals are centrifuged, dehydrated, and ground

Schematic: Citric Acid Fermentation

Food Enzymes • Uses:
– Cheese – Bread – Malt beverages – Clarification of fruit and vegetable juices – Meat tenderizing
• Extracellular – Excreted by the cells (except glucose isomerase
and invertase)
• Fewer than 50 species of bacteria and fungi produce enzymes for the food industry
Food Enzymes: Examples • Lipases
– Flavour and texture of cheese
• Lactase – Production of lactose-free milk
• Pectinase – Clarification of wine and fruit juice
• Invertase – Confectionery
• Proteases – Improvement in flavor and texture of cheese – (Rennet) -- Meat tenderizer -- Baking, etc.
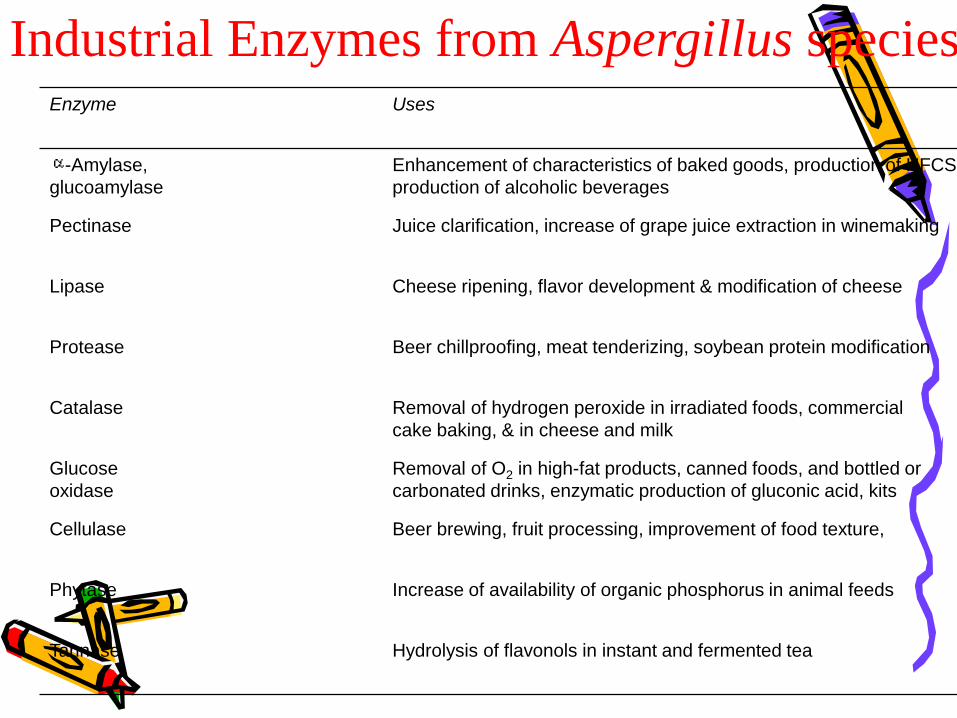
Industrial Enzymes from Aspergillus species
Enzyme
Uses
-Amylase,
glucoamylase
Enhancement of characteristics of baked goods, production of HFCS,
production of alcoholic beverages
Pectinase
Juice clarification, increase of grape juice extraction in winemaking
Lipase
Cheese ripening, flavor development & modification of cheese
Protease
Beer chillproofing, meat tenderizing, soybean protein modification
Catalase
Removal of hydrogen peroxide in irradiated foods, commercial
cake baking, & in cheese and milk
Glucose
oxidase
Removal of O2 in high-fat products, canned foods, and bottled or
carbonated drinks, enzymatic production of gluconic acid, kits
Cellulase
Beer brewing, fruit processing, improvement of food texture,
Phytase
Increase of availability of organic phosphorus in animal feeds
Tannase
Hydrolysis of flavonols in instant and fermented tea

Rennet • Protease
– Functions in cheese coagulation of milk proteins to curds
– Obtained from suckling calves’ stomachs – Reduction in available calves’ stomachs/Increase in cheese
production Rennin/Chymosin
• > 60% of cheese makers use fermentation product
• Gist-brocades – Maxiren®
– Identical to its natural counterpart (= Cost)
– Organism: Kluyveromyces lactis – Natural habitat is milk/milk products/Also for production
of lactase – Simple recovery

Schematic: Rennet production/Downstream
Processing
F in is h e d P ro d u c t:
C h ym o s in
R e m o va l o f K . la c t is b io m a s s
b y c e n tr ifu g a t io n o r filt ra t io n
A c id S te p
A u to lys e s p ro c h ym o s in in to a c t ive c h ym o s in
F e rm e n ta t io n

Production of Polysaccharides
• Uses: – Modify flow characteristics of fluids – Stabilize suspensions – Flocculate particles – Encapsulate materials – Produce emulsions
• Most abundant carbon compounds in the biosphere
• Bacteria and fungi produce polysaccharides in amounts in excess of 50% of cell dry weight
Xanthan Gum
• Microbial exopolysaccaride, synthesized by Xanthomonas campestris
• Soluble in hot or cold water • Insoluble in most organic solvents • High solution viscosity at low
concentrations • Good stability when exposed to
freeze/thaw • Unique rheological properties make xanthan
gum a effective thickener and stabilizer – Used in sauces and syrups, ice cream, fruit
drinks, salad dressings (easy to pour when taken from fridge)

Microbial Production of Xanthan gum
• Organism and inoculum production
• Media preparation – Inexpensive and complex media (tap water, glucose,
sucrose, and starch; acid whey from cottage cheese manufacture)
– Carbon is primary and nitrogen as secondary limiting substrate
• Fermentation – Submerged, aerobic
– Xantham gum as secondary metabolite
– High viscosity as a potential problem

Schematic: Xanthan Gum Fermentation

Production of Xanthan Gum Ctd..
• Downstream processing – Goal: To obtain xanthan gum in solid
form
– Purification: reduce levels of other solids, improve functional performance, odor, color etc.
– Deactivate undesirable enzymes
– Modify chemical properties
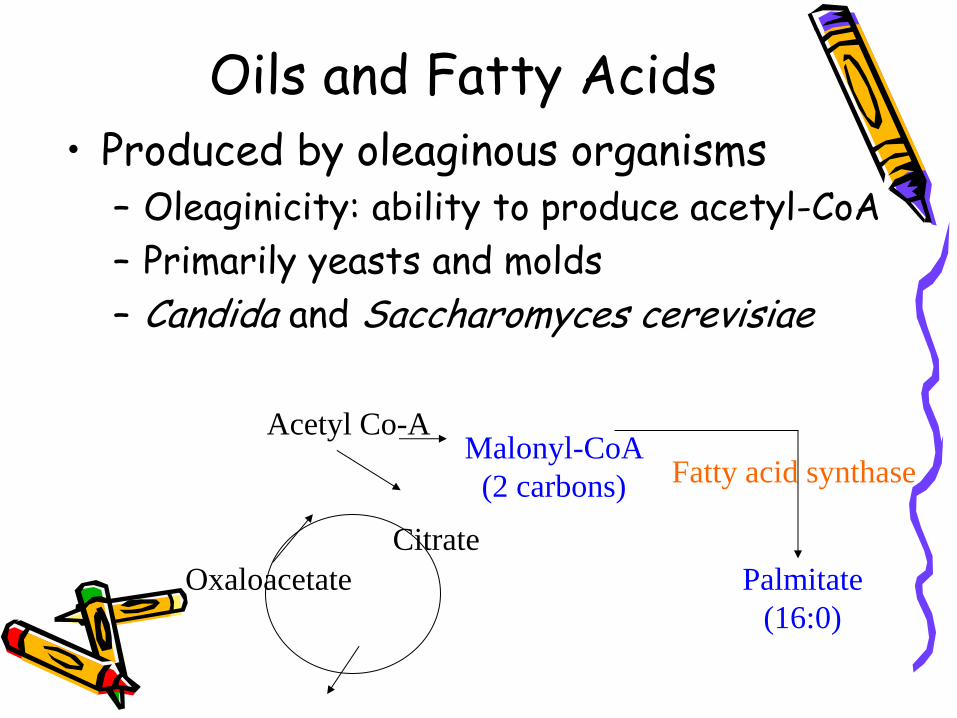
Oils and Fatty Acids • Produced by oleaginous organisms
– Oleaginicity: ability to produce acetyl-CoA
– Primarily yeasts and molds
– Candida and Saccharomyces cerevisiae
Malonyl-CoA
(2 carbons)
Palmitate
(16:0)
Fatty acid synthase
Acetyl Co-A
Citrate
Oxaloacetate
Oils and Fatty Acids • Cons:
– Increased Cost
– Low yield (~40%)
• Pros: – Benefit countries that cannot grow
plants that produce oil
– Value added commodities: from waste material, PUFA
Oils and Fatty Acids
• Substrates: – Hydrocarbons and alkanes (can predetermine
chain length) – Mixed carbon sources: fatty acids (lead to high
lipid contents) – Molasses, whey (glucose or sucrose)
• Media: – High carbon – Limiting nutrient (usually nitrogen)
• Batch culture

Oils and Fatty Acids • Two stage continuous
– 1st phase: growth – 2nd phase: fat accumulation
• Downstream Processing – Breakdown of cell walls to recover oil
(acid/alkali) – Wet or dry extraction – Refined: degumming, refining, bleaching,
deodorization
Oils and Fatty Acids • Fatty Acids Produced by Fermentation
• Polyunsaturated Fatty Acids
Common Name
Shorthand Occurrence
Butyric C4:0 Butter
Valeric C5:0 Butter
Caproic C6:0 Butter

Polyunsaturated Fatty Acids • Omega 3 and Omega 6 series
– Structural components of the cell membrane – Overall capacity for humans to synthesize is low – Heart, circulatory disorders, cancer
• Use: – Infant formula
• FAO/WHO recommended inclusion of supplements • High quality docosahexaenoic acid (DHA) • Thought to be essential for proper brain and vision
development in infants
• Produced by heterotrophic algae – Crypthecodinium cohnii – Mortierella alpina
Production of Polyunsaturated Fatty Acids
• Solid substrate fermentation
• Rice bran substitute – Glucose or glycerol as a carbon source
– Whey, bran, or sweet potato residue
• + 2.3-5% N2
• Initial moisture 65-68%
• pH range 6-7

• “Natural”: Colors extracted from foods or other biological sources as opposed to artificial and nature-identical colorant
• Challenges: – Purification – Poor processing stability – Low tinctorial strength – High cost
Colors derived by fermentation

Colors derived by fermentation
• Carotenes and xanthophylls: – Industrial scale production of beta-
carotene by unicellular algae is carried out in the US, Australia, and Israel
• Riboflavin: Overproducers found among yeasts and fungi (green yellow tint of whey)
• Other colors: indigo, anthocyanins

Flavors derived by fermentation
• Flavors are natural if obtained from natural substrates
• 50-100 microbial flavors commercially available • Vanillin:
– Natural ($4,000/kg) – Fermentation ($1,000/kg) – Nature-identical ($12/kg)
• Raspberry ketone: – <1 mg/kg in raspberry – Natural ($10,000/kg) – Fermentation (Price???)
• Other flavors: cinnamic acid, jasmin, eugenol

Flavors derived by fermentation
• Significant opportunities for pathways engineering and design of fermentation processes (precurser feeding etc.)
• Shikimic Acid-Derived Flavors
Shikimic Acid
Cinnamyl alcohol
Eugenol Vanillin
Phenyl propanoids
Lignin Polymer
Smoked Flavors

Patent Process
• A U.S. patent for an invention is the grant of a property right to the inventor(s), issued by the U.S. Patent and Trademark Office.
• “The right to exclude others from making, using, offering for sale, or selling" the invention in the United States or "importing" the invention into the United States.
• There are three kinds of patents: – Plant – Design – Utility

Patent Process
• To receive a U.S. patent: – File a provisional patent prior to disclosure
– File a patent application with the U.S. Patent and Trademark Office
– It is an expensive process: >$10,000!
• The determination of priority is based on the premise that the first person to make an invention that is new, useful, and non-obvious is entitled to a patent
• Filing a provisional patent gives priority when filing for a patent

Patent Process: Laboratory Notebooks
• Used to document the conception of an idea, progress of experiments, observations and results
• Used to prove a company or university's right to obtain a U.S. patent for an invention
• Permanently bound pages consecutively numbered
• Entries recorded in same color ink
• The pages should be signed and dated
• There should be little to no white space

Patent: High viscosity xanthan and process for preparing
same
• What is the problem?
• How does this invention solve the problem?
• Why is this new, useful, non-obvious?
Top Related
