







Languages
Pages
Legal


Industrial Boiler Modeling and Control Based on Adaptive Neuro Fuzzy Inference
System and Implementation in S7-400H PLC
Javad Shoorabeh1, Feridoon Shabaninia2, Iman Karimi3 1Shiraz University, Department of E-learning in Instrumentation and Automation Engineering, Iran
2Shiraz University, Department of Electrical and Electronic Engineering 3Bou Ali Sina Petrochemical Company, Department of Instrumentation, Mahshahr, Iran
Abstract
In this paper, a data driven method is employed to model a boiler. The method uses ANFIS as a fuzzy system
which its parameters calculated by a neural network training algorithm. The main advantage of ANFIS is that it
doesn’t need complicated tuning of fuzzy system parameters and it just needs a good training dataset. Training
dataset is obtained from a simulated mathematical model. However, this structure still needs PID and a good
tuning of that because of the required good dataset. The proposed ANFIS shows good responses and mimic the
boiler plant in acceptable manner. Furthermore, another ANFIS is designed to do a control job in boiler as a PID
and it shows even better responses than a normal PID controller in some ranges. In addition, designed ANFIS is
implemented in a S7 PLC to show the practical value of the method and it can be employed in industrial plant
for further development and researches.
Keywords: Boiler, Data driven modelling, ANFIS, PID, PLC
Corresponding Author 1ANN: Artificial Neural Network
Research Paper Research Paper International Journal of Review in Life Sciences ISSN: 2231-2935
Volume 5 (2015), Issue 3 (Jul-Sep), Pages 40-48 www.ijrls.com
Introduction
Modelling and simulation has a main role in
industry and process developments. Generally
speaking, There are two methods of modelling.
One of them is based on dynamic behaviour and
relation of variables and states in physical
equations and consequent differential equations
from the real system (Mathematical Modelling).
The other method is based on input-output data and
experience or knowledge of the system (Empirical
Modelling) (Boyatt et al., 2006). Mathematical
modelling of chemical plant or power plant
requires detailed calculation to obtain dynamics
and thermodynamics equations of the system which
is time consuming and tough task. In addition, in
large scale plants with many complex and MIMO
systems, modelling procedure becomes a
nightmare. On the other side, empirical modelling
is a straightforward way and just need a suitable
and sufficient data set, however, the precision of
this type is not as same as mathematical type and it
has some deficiencies from this point of view. In
addition, infrastructure of data gathering and
communication is prerequisite for empirical
modelling (Angell et al., 2008).
In recent decays, rapid development of computers
causes many industrial plants to use the benefits of
computers and apply DCS and similar
computerized and digital control system. As a
consequence, data collection and storage is
installed in many industrial plants. As a result, data
driven modelling like ANN1 modelling, Fuzzy
modelling and other empirical modelling which are
easier in comparison to mathematical modelling,
attracts many interest. In addition, empirical
modelling is easier to implement and to configure
for further development and changes (Rusinowski
and Stanek, 2007). Fuzzy systems and neural
networks are applied in many wide range of
application. A lot of publication in scientific
journals and conferences shows the popularity of
them. In spite of this, they have their own cons and
complexity. For example, in fuzzy systems need
enough experience from the system to adjust the
fuzzy parameters and procedure of adjustment is
time consuming. Neural network training process
needs enough and suitable data set and need
enough knowledge to manipulate the network. To
improve this issue a combination system of
Artificial Neural Networks and Fuzzy Inference
System were introduced by Jang (1993) to cover
the cons of these two popular structures. The
proposed structure was ANFIS which stands for
Adaptive NeuroFuzzy Inference System. ANFIS
has a wide range of application from fault detection
(Karimi and Salahshoor, 2012), to modelling
(Neshat et al., 2011), and control. It has a simple
structure and easy to configure.
In this paper, ANFIS uses as an empirical model to
mimic the behaviour of a boiler which has a
significant role in power plants. Training dataset is
build by a boiler model that simulated in MATLAB
SIMULINK. Furthermore, another ANFIS is
developed to control the boiler and becomes an
alternative of a PID controller. Finally, the trained
ANFIS which is used as a boiler model is
implemented in a S7 PLC and the procedure is
explained clearly. This part is done as a pre-process
of implementation ANFIS in real world for future
studies.
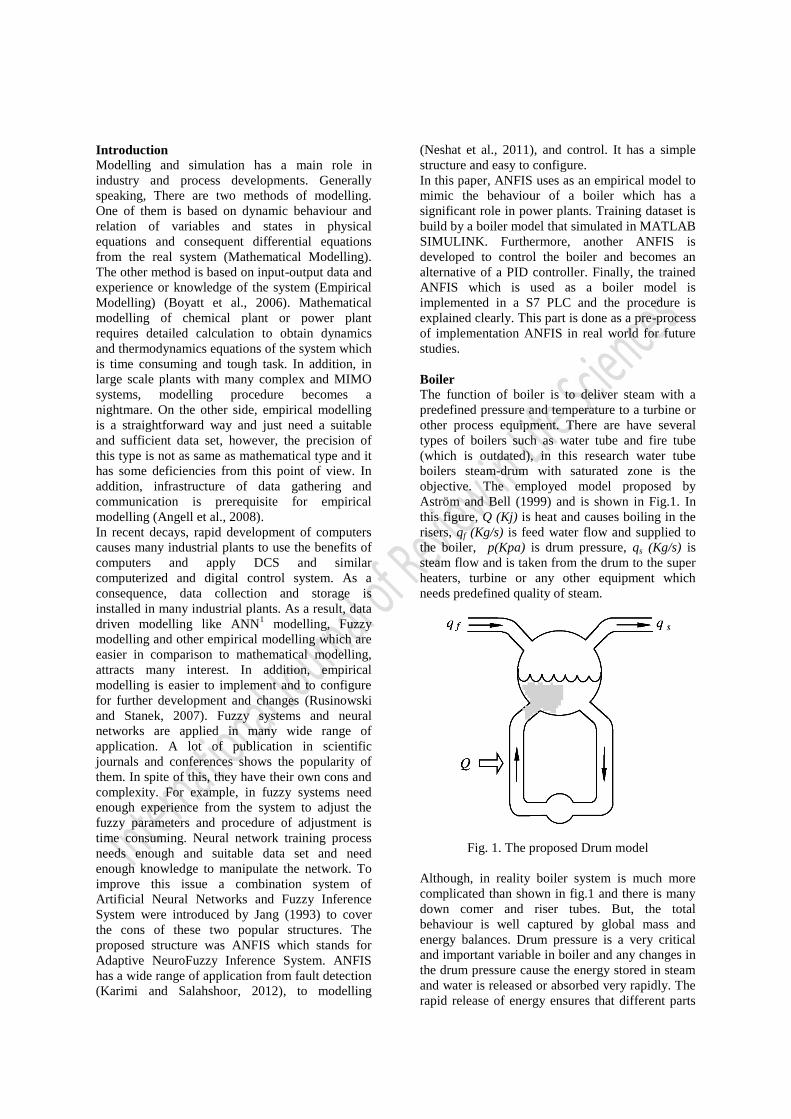
Boiler
The function of boiler is to deliver steam with a
predefined pressure and temperature to a turbine or
other process equipment. There are have several
types of boilers such as water tube and fire tube
(which is outdated), in this research water tube
boilers steam-drum with saturated zone is the
objective. The employed model proposed by
Aström and Bell (1999) and is shown in Fig.1. In
this figure, Q (Kj) is heat and causes boiling in the
risers, qf (Kg/s) is feed water flow and supplied to
the boiler, p(Kpa) is drum pressure, qs (Kg/s) is
steam flow and is taken from the drum to the super
heaters, turbine or any other equipment which
needs predefined quality of steam.
Fig. 1. The proposed Drum model
Although, in reality boiler system is much more
complicated than shown in fig.1 and there is many
down comer and riser tubes. But, the total
behaviour is well captured by global mass and
energy balances. Drum pressure is a very critical
and important variable in boiler and any changes in
the drum pressure cause the energy stored in steam
and water is released or absorbed very rapidly. The
rapid release of energy ensures that different parts

of the boiler change their temperature in the same
way.
As mentioned earlier, the operating zone in the
following model is saturated zone and in this
region relation of pressure and temperature is
extremely nonlinear. To overcome this issue a
lookup table was extracted from Engineering
Toolbox web site to produce the pressure variable.
The resulted pressure is processed in a set of
differential equation to make the other variables.
Much of the behaviour of the system is captured by
global mass and energy balances .Inputs to the
system are the heat flow rate to the risers ,Q and
the feed water mass flow rate, qf .Furthermore, let
the outputs of the system be drum pressure, p, and
the steam mass flow rate, qs. This way of
characterizing the system is convenient for
modelling. Additional notation is needed, then, let
V denotes volume, ρ denotes specific density, u
specific internal energy, h specific enthalpy ,T
temperature and qs mass flow rate. The total mass
of the metal tubes and the drum is m and the
specific heat of the metal is Cp. Furthermore, let
subscripts s, w, f and m refer to steam, water, feed
water, and metal, respectively. Sometimes, for
clarification, need a notation for the system
components. For this purpose would use double
subscripts where t denotes total system, d drum and
r risers. With the above definition, the state space
model is:
𝑒11𝑑𝑉𝑤𝑡
𝑑𝑡+ 𝑒12
𝑑𝑃
𝑑𝑡= 𝑞𝑓 − 𝑞𝑠
𝑒21𝑑𝑉𝑤𝑡
𝑑𝑡+ 𝑒22
𝑑𝑃
𝑑𝑡= 𝑄 + 𝑞𝑓ℎ𝑓 − 𝑞𝑠ℎ𝑠 (1)
which e11, e12, e21 and e22 are :
𝑒11 = 𝜌𝑤 − 𝜌𝑠 (2)
𝑒12 = 𝑉𝑠𝑡𝜕𝜌𝑠
𝜕𝑃+ 𝑉𝑤𝑡
𝜕𝜌𝑤
𝜕𝑃 (3)
𝑒21 = 𝜌𝑤ℎ𝑤 − 𝜌𝑠ℎ𝑠 (4)
𝑒22 = 𝑉𝑠𝑡 ℎ𝑠𝜕𝜌𝑠
𝜕𝑃+ 𝜌𝑠
𝜕ℎ𝑠
𝜕𝑃 + 𝑉𝑤𝑡 ℎ𝑤
𝜕𝜌𝑤
𝜕𝑃+
𝜌𝑤𝜕ℎ𝑤
𝜕𝑃 − 𝑉𝑡+ 𝑚𝑡𝐶𝑝
𝜕𝑡𝑠
𝜕𝑃 (5)
and the state variables are p and V. If only
discussion interested in drum pressure, use a
simplified model. If the drum level is controlled
well the variations in the steam volume are small.
Neglecting these variations extracts the following
approximate model:
𝑒1𝑑𝑃
𝑑𝑡= 𝑄 − 𝑞𝑓(ℎ𝑤 − ℎ𝑓) − 𝑞𝑠ℎ𝑐 (6)
which
𝑒1= 𝑉𝑠𝑡𝜕𝜌𝑠
𝜕𝑃+ 𝜌𝑠𝑉𝑠𝑡
𝜕ℎ𝑠
𝜕𝑃+ 𝜌𝑤𝑉𝑤𝑡
𝜕ℎ𝑤
𝜕𝑃+ 𝑚𝑡𝐶𝑝
𝜕𝑡𝑠
𝜕𝑃−
𝑉𝑡 (7)
Detailed information of the above equation is
presented in the Aström and Bell (1999) paper. The
equations are implemented in SIMULINK and
operating point and steady state values are
calculated by “operspec” command in MATLAB.
The result of simulated model is illustrated in fig.2,
which pressure and temperature of the drum has
been shown. As it can be seen, the changing
direction and amplitude of temperature and
pressure are similar that shows a validation of
model.
Fig.2. Drum pressure and Temperature response to
input energy (Heat)
The result shows that the model is suitable for
making data set in our training procedure in
ANFIS.
ANFIS
ANFIS is a Sugeno-Type fuzzy inference whose
free parameters in membership functions (MFs) are
adjusted via the learning methods being employed
in Neural Networks. Sugeno FIS was first
introduced in 1985 by Sugeno. This type of fuzzy
inference is similar to the Mamdani method in
many aspects. The main difference between
Mamdani and Sugeno is that the output MFs is only
linear or constant for Sugeno fuzzy inference. In
fuzzy systems, adjusting the parameters of MFs is
time consuming and need enough experience. In
addition, for generating rules adequate previous
knowledge of the system is needed. However, Jang
(1993) proposed ANFIS to solve the problem. In
fact, by performing training algorithms like BP
0 5 10 15
x 104
1000
1500
2000DrumPressure(Kpa)
0 5 10 15
x 104
180
200
220Temperature(DegC)
0 5 10 15
x 104
2.4
2.6
2.8x 10
5 Heat(KJ)
time(s)

(Back Propagation) on input/output data set, the
characteristics of data has been extracted and
transformed to the rules and parameters of FIS for
the best mapping from input to output.
Elaborated information on ANFIS structure and its
behaviours can be found in literature. In this paper,
just addressed some parts of it. Each rule in ANFIS
is like:
If x is A1 and y is B1 Then f1=p1x+q1y+r1 (9)
If x is A2 and y is B2 Then f2=p2x+q2y+r2 (10)
Which x and y are inputs, A1, A2, B1and B2 are
input MF and f is output that can be linear or
constant. p, q and r are the consequent parameters.
Since, would have chosen linear output with one
input then f=px+r. A simple structure of ANFIS
with two inputs and two membership functions on
each input is illustrated in Fig.3. First layer is input
layer and it has membership functions. In second
layer, multiplying function of each membership
function with each other is done to make the fire
strength weight of each rule. Third layer just makes
a normalization of weights in each rule. In fourth
layer, the output of Takagi-Sugeno (f) is made with
combination of consequent parameters (p, q and r)
with inputs (x and y). Finally in fifth layer, final
output of the network is made by adding the
outputs of fourth layer.
Fig.3. A simple structure of ANFIS
There are two types of parameters in ANFIS, one is
premise parameters and the other one is consequent
parameters. Premise parameters are related to the
membership function, as used triangle shape
membership function, in this study they are a, b
and c in the following equations.(8)
0,
,
( ; , , )
,
0,
x a
x aa x b
x bf x a b c
c xb x c
c b
c x
(8)
Tuning of premise parameters affects the shape of
membership function directly. Consequent
parameters are related to fourth layer and make the
output of Takagi-Sugeno and they are p, q and r.
In this work, main input and output are heat, Q, and
drum pressure, p. Then, ANFIS has just one input
and the best and minimum number of membership
function is 4. So the number of rules would be 4.
The resulted structure of ANFIS is presented in
fig.4.
Fig.4. The structure of the proposed ANFIS
Training data set is obtained from the simulated
model which is presented in section 2. The ANFIS
is trained with hybrid algorithm which contains
back propagation and least square method. The
obtained result is satisfactory and illustrated in
fig.5. In the figure, red line is related to
mathematical model which is presented in section 2
and the blue line is related to ANFIS.
It is obvious that trained ANFIS follow the
mathematical model in a good manner.
Input of this incitation is presented in fig.6. The
trained data was in a medium load range. The
designed ANFIS shows good responses in medium
load range even with other shape of input, i.e. the
direction of increasing or decreasing.
However, the ANFIS just shows good responses in
medium load range and in other range which are
not included in training data set, the quality of the
response decreases gradually. In spite of this, the
proposed ANFIS structure is also employed in
control application (not modelling) and it shows
good responses in comparison to PID. In next
session, this comparison has been made.

Fig.5. Mathematical and ANFIS model output
Fig.6. Related input of fig.5
ANFIS vs. PID
One of the main controllers in industry which still
has a lot of application and is employed in many
plants is PID. It has a simple structure and
understandable perfectly to many operators.
However, it has some deficiencies which the worst
one is the tuning. Each PID controller needs a
comprehensive work for fine tuning and most of
the time it has been made by try and error. In
addition, by the time in each plant engineer should
retune the PID parameters due to the variable
nature of the system dynamic. Several methods
have been proposed to overcome the issues of PID
controllers. Many of them suggest an optimal way
to calculate the PID coefficients like fuzzy logic,
genetic algorithm and etc. The other methods are
based on designing a different control structure like
DMC, MPC, Fuzzy control and etc, explained by
Fleming and Purshouse (2012). In this paper,
ANFIS is employed as a controller instead of PID.
Training data is obtained from the PID with a
definite coefficient. After that trained ANFIS
works as single and independent controller in the
boiler to control the drum pressure. The obtained
result of two control structure is shown in fig.7.The
operation point of the system is around 901 Kpa
which is obtained from operspec command in
MATLAB. The operation point line is illustrated
with green line in Fig.7, in another word, it is the
desired point which PID and ANFIS should keep
the pressure of the boiler in this aria. ANFIS
structure shows perfect responses in comparison to
PID, particularly when there is a sudden change in
input energy (Heat, Q,). However, if the input
range is changed, responses will decrease in quality
because of the training data set. Since our training
data set is chosen in medium load, i.e. input heat is
around 200 to 230 Mj, ANFIS will show good
responses only in mentioned range. Medium load
of heat or input energy is illustrated in fig.8.
Nevertheless, this structure has a big deficiency, it
still needs PID as a source of producing data,
consequently, good tuning of PID is prerequisite of
having a good data set for training ANFIS as a
controller and complete remove of the PID
controller is not good.
Fig.7. ANFIS and PID output response
PLC implementation
Programmable Logic Controller (PLC) is a device
which is so popular and practical in different
industries. It does a pre-programmed logic with
respects to its digital and analogue inputs and
makes appropriate outputs. For the first time, PLCs
have been used as an alternative with relay-
contactors circuits which control task and
maintenance of the plants with those circuits was a
0 5 10 15
x 104
950
1000
1050
1100
1150
1200
1250
1300
time(s)
DrumPressure(Kpa)
Math Model
ANFIS
0 5 10 15
x 104
2
2.05
2.1
2.15
2.2
2.25
2.3
2.35
2.4x 10
5
time(s)
Heat (Kj)
0 0.5 1 1.5 2 2.5
x 104
880
885
890
895
900
905
910
915
920
time(s)
Drum
Pressure(K
pa)
Compare between ANFIS(Blue)and PID(Red)... Kp=10.0 Ki=0.5 Kd=0.0
PID
ANFIS

nightmare, specially in big plants with many
variables. At this stage, the PLCs were proposed to
overcome the issues of outdated and traditional
relay-contactors circuits. Gradually, they have been
employed in many factories, process plants, power
plants and even in houses.
Fig.8. Related input(Heat) of fig.7
They have many features and include many types
of functions and control blocks which make them
so practical. In this paper, the procedure of
implementation fuzzy logic is explained and the
ANFIS which is used as a model of boiler is
implemented in a S7 PLC from SIEMENS
company which is common in industrial plants.
Functions in programmable logic controllers
libraries are simple (bit operations, summations,
subtractions, multiplications, divisions, etc.) or
complex (sine, cosine, absolute value, vector
summations, PID, etc.) mathematical functions but
often without fuzzy systems, while PLC systems
are currently the most commonly used control
systems in industry. The aim of the proposed paper
is to present a universal fuzzy system’s design for
PLC and the principle of Matlab fuzzy system
conversion into PLC’s fuzzy structure.
Typically, these processes are still controllable by
using and applying the expert knowledge of
operators who have learned how the process
responds to various input conditions. The most
common industrial control systems are Distributed
Control System (DCS) and PLC’s. DCS (Fig.9.) is
a computerized control system used to control the
production lines in the industry as oil refining
plants, chemical plants, pharmaceutical
manufacturing, etc. where continues control (PID
loops) is dominating. PLC systems were typical for
discrete (event) control – automotive, electronics,
etc. Their primary goal was to replace the relay
technology. Nowadays they have wide instruction
libraries including function block for continues
control (well-designed PID, lead-lag blocks, etc.)
but there are missing libraries for intelligent control
(fuzzy systems and neural networks). The proposed
paper will summarize some existing fuzzy
toolboxes for PLC's and present a universal fuzzy
system for PLC with a methodology to convert
Matlab fuzzy system into PLC's fuzzy
structure (Körösi and Turcsek, 2011).
Fig.9. Typical Architecture of a Distributed Process
Control System
SIMATIC S7 Fuzzy Control
The S7 Fuzzy Control software package consists of
two individual products: The product Fuzzy
Control mainly contains the control block (function
block - FB) and the data block (DB).The product
Configuration Fuzzy Control contains the tool for
configuring the control block.The FB is already
prepared in its full range of performance and with
all algorithms for configuration and assigning
parameters. A user-friendly tool is available for the
configuration and parameter assignment of this
function block (Fig.10). Fuzzy controllers are easy
to configure on the basis of Fuzzy Control because
their functionality is limited to the definition and
execution of core functions in fuzzy theory. An
instance data block in the CPU of the
programmable controller forms the interface
between the function block, the configuration tool,
and the user. It’s possible to download a number of
fuzzy applications to a CPU and run them there.
Each application is stored in a separate data block;
the number of the data block can be freely assigned
(Fig .11)
0 0.5 1 1.5 2 2.5
x 104
2
2.05
2.1
2.15
2.2
2.25
2.3x 10
5
time(s)
Heat(Kj)
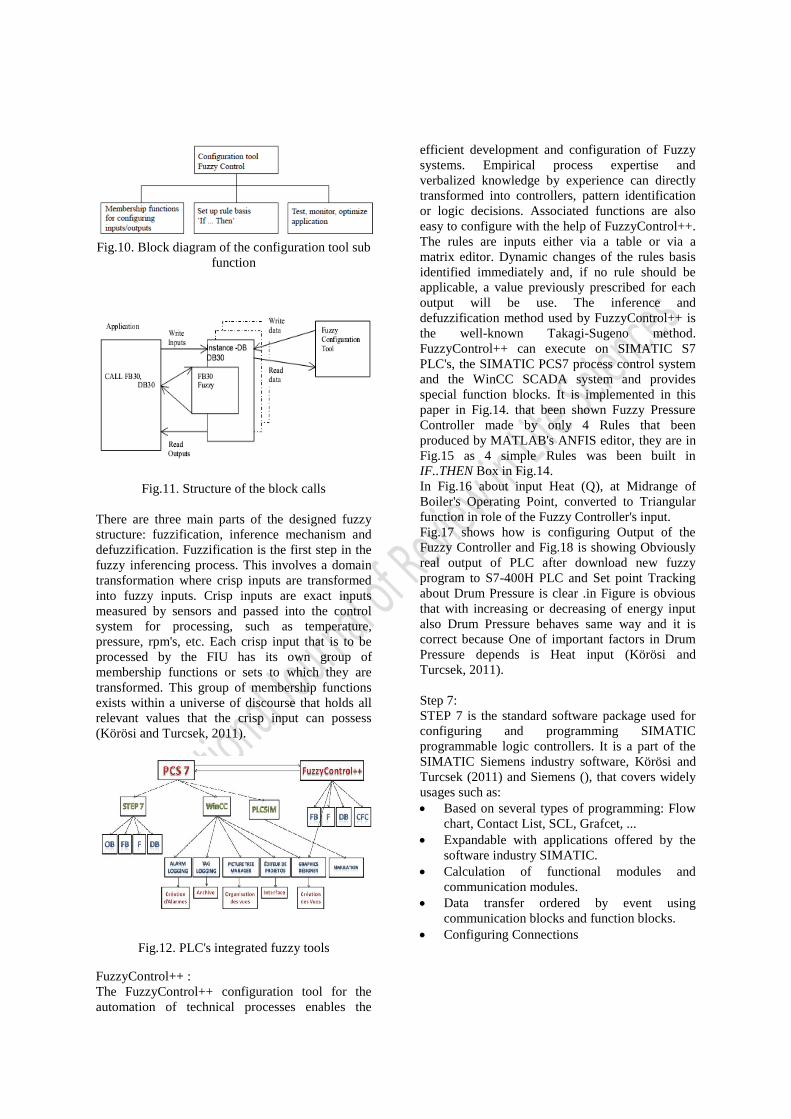
Fig.10. Block diagram of the configuration tool sub
function
Fig.11. Structure of the block calls
There are three main parts of the designed fuzzy
structure: fuzzification, inference mechanism and
defuzzification. Fuzzification is the first step in the
fuzzy inferencing process. This involves a domain
transformation where crisp inputs are transformed
into fuzzy inputs. Crisp inputs are exact inputs
measured by sensors and passed into the control
system for processing, such as temperature,
pressure, rpm's, etc. Each crisp input that is to be
processed by the FIU has its own group of
membership functions or sets to which they are
transformed. This group of membership functions
exists within a universe of discourse that holds all
relevant values that the crisp input can possess
(Körösi and Turcsek, 2011).
Fig.12. PLC's integrated fuzzy tools
FuzzyControl++ :
The FuzzyControl++ configuration tool for the
automation of technical processes enables the
efficient development and configuration of Fuzzy
systems. Empirical process expertise and
verbalized knowledge by experience can directly
transformed into controllers, pattern identification
or logic decisions. Associated functions are also
easy to configure with the help of FuzzyControl++.
The rules are inputs either via a table or via a
matrix editor. Dynamic changes of the rules basis
identified immediately and, if no rule should be
applicable, a value previously prescribed for each
output will be use. The inference and
defuzzification method used by FuzzyControl++ is
the well-known Takagi-Sugeno method.
FuzzyControl++ can execute on SIMATIC S7
PLC's, the SIMATIC PCS7 process control system
and the WinCC SCADA system and provides
special function blocks. It is implemented in this
paper in Fig.14. that been shown Fuzzy Pressure
Controller made by only 4 Rules that been
produced by MATLAB's ANFIS editor, they are in
Fig.15 as 4 simple Rules was been built in
IF..THEN Box in Fig.14.
In Fig.16 about input Heat (Q), at Midrange of
Boiler's Operating Point, converted to Triangular
function in role of the Fuzzy Controller's input.
Fig.17 shows how is configuring Output of the
Fuzzy Controller and Fig.18 is showing Obviously
real output of PLC after download new fuzzy
program to S7-400H PLC and Set point Tracking
about Drum Pressure is clear .in Figure is obvious
that with increasing or decreasing of energy input
also Drum Pressure behaves same way and it is
correct because One of important factors in Drum
Pressure depends is Heat input (Körösi and
Turcsek, 2011).
Step 7:
STEP 7 is the standard software package used for
configuring and programming SIMATIC
programmable logic controllers. It is a part of the
SIMATIC Siemens industry software, Körösi and
Turcsek (2011) and Siemens (), that covers widely
usages such as:
Based on several types of programming: Flow
chart, Contact List, SCL, Grafcet, ...
Expandable with applications offered by the
software industry SIMATIC.
Calculation of functional modules and
communication modules.
Data transfer ordered by event using
communication blocks and function blocks.
Configuring Connections

Fig.13. FuzzyControl++ Drivers and Runtime
Module
Fig.14. Fuzzy Controller of the pressure created on
Fuzzycontrol++
Fig.15. The Fuzzy Rule Table
Fig.16. Fuzzy Controller's input
Fig.17. Output of the Fuzzy Controller
Fig.18. The fuzzy controller regulation’s curve
plotter

Fig.19. The fuzzy controller regulation’s surface
Conclusions
The influence of age and low education level on
motorcycle accidents resulting in death was
undeniably proved to be high in this study. In
addition, it was confirmed that men are more
exposed to such traumas. Although the frequency
of head and face injuries in individuals killed in
motorcycle accidents were significant, it decreased
from 2007 to 2011.
In this research, the ability of ANFIS in modelling
and control of a boiler is investigated. The strength
of ANFIS is related to its data driven nature which
it doesn’t need any mathematical equation to model
a system. It does just need an input/output dataset
of a system to make a model to mimic the exact
behaviour of the system. A mathematical model of
a boiler is addressed by Aström and Bell (1999).
This model produces required data for ANFIS in
training procedure and further qualification.
Designed ANFIS shows good responses to model
the real plant (in this work simulated model by
Aström and Bell (1999)). In addition, in section 4
another ANFIS was designed to mimic the
behaviour of a PID controller which was
predesigned in boiler model and again it shows
good responses in controlling the plant and it
became an alternative way to control the plant. This
paper presented a fuzzy system design for PLC
system and the automatic fuzzy structure
conversion from MATLAB into PLC. The fuzzy
toolbox has been verified on Real Training Package
and it’s suitable for modelling and control
nonlinear processes. The fuzzy system can be
designed directly in Matlab and after sets of
simulations the final fuzzy system can be
programmed into PLC. However, trained ANFIS
just has good result in a medium load range of
boiler which is used in training process. In high
range load ANFIS doesn’t show super behaviour
and still it needs PID controller to produced
training data and implementation ANFIS
controller. Fortunately, nowadays or in future with
improvement of technology that due to production
of high speed CPU's for PLC or DCS systems,
problems such as slow deffuzification progress
would be solved easily and could be used in many
of industrial Plants and factories , and using of new
methods such as this paper overcome some
problems that create with conventional classic
control methods.
References
Angell, C., Kind P.M., Henriksen, E. and
Guttersued, Q., 2008. An empirical-
mathematical modeling approach to upper
secondary physics. Phys. Educ., 43(3):
256-264.
Aström, K.J. and Bell, R.D., 1999. Drum-boiler
dynamics. Automatica, 36(3): 363-378.
Boyatt R., Harfield, A. and Beynon, M., 2006.
Learning about and through Empirical
modelling. ICALT, 662-666.
Fleming, P.J. and Purshouse, R.C., 2002.
Evolutionary algorithms in control
systems engineering: a survey. Control
Engineering Practice, 10(11): 1223-1241.
Jang, R., 1993. ANFIS: adaptive-network based
fuzzy inference system, IEEE Trans. Syst.
Man Cybern. B., 23(3): 665-685.
Karimi, I. and Salahshoor, K., 2012. A New Fault
Detection and Diagnosis Approach for a
Distillation Column based on a Combined
PCA and ANFIS Scheme. 24th Chinese
Control and Decision Conference
(CCDC), 3408-3413.
Körösi, L. and Turcsek, D., 2011. Fuzzy System
for PLC. Inproceedings of MATLAB
conference – 2012. Retrieved from:
http://dsp.vscht.cz/konference_matlab/MA
TLAB12/full_paper/040_Korosi.pdf.
Neshat, M., Adeli, A., Masoumi, A. and Sargolzae,
M., (2011). A Comparative Study on
ANFIS and Fuzzy Expert System Models
for Concerete Mix Design. IJCSI, 8(2):
196-210.
Rusinowski, H. and Stanek, W., 2007. Neural
modelling of steam boilers. Energ.
Convers. Manage., 48: 2802-2809.
Siemens, A.G., 2003. FuzzyControl++ User’s
Manual. Karlsruhe, Germany.
Siemens, A.G., 2006. SIMATIC Programming with
STEP 7, Manual.Siemens, pp. 1-1.
Siemens, A.G., 2009. SIMATIC. Process Control
System PCS 7. OS Process Control
(V7.1). Operating Instructions, Germany.
Top Related