







Languages
Pages
Legal


Ein Blick in die Zukunft der Montage
© ZeMA gGmbH
Herausforderung Montage – national und global
BMBF Kongress Produktionsforschung 2016
Prof. Dr.-Ing. Rainer Müller
Zentrum für Mechatronik und Automatisierungstechnik gGmbH
Berlin Congress Center, 23. Juni 2016

Seite 2 © ZeMA gGmbH
Fazit und Ausblick 5
Assistenz und Vernetzung für eine höhere Transparenz in der Produktion 4
Wandlungsfähigkeit und Vernetzung für schnelle Reaktionsfähigkeiten 3
Problemstellungen in der Montage 2
Kurzvorstellung ZeMA 1
Agenda

Seite 3 © ZeMA gGmbH
Montage- prozesse
ZeMA – Zentrum für Mechatronik und Automatisierungstechnik gGmbH
Sensoren und Aktoren
Fertigungs-verfahren
Forschungsbereiche
Gegründet 2009
Fokus auf mechatronischen Systemen und Produktionsautomatisierung
Anwendungsnahe Forschung – Forschung, Entwicklung und
Industrietransfer
Aktuell ca. 100 Mitarbeiter
Prof. Dr.-Ing. Rainer Müller
CEO CFO
Jochen Flackus

Seite 4 © ZeMA gGmbH
Forschung
Entwicklung Wir arbeiten in enger Kooperation mit unseren Gesellschaftern der Universität des
Saarlandes (UdS) und der Hochschule für Technik und Wirtschaft (HTW).
Ausrichtung und Zweck der ZeMA gGmbH
Produktionsprozess Betriebsmittel Produkt
Chassis…
Final…
Trim…
…
Unser Selbstverständnis:
Das ZeMA versteht sich als Ihr Partner zur anwendungsorientierten Forschung und industrienahen Entwicklung im Bereich Mechatronik und Automatisierungstechnik.
Unser Fokus:

Seite 5 © ZeMA gGmbH
Forschungsschwerpunkte im Bereich Montageverfahren und -automatisierung
Montagesystemtechnik und Anlagenplanung
Roboter und Handhabungstechnologien
Robotereinsatzplanung
Rekonfigurierbare Robotersysteme
Kooperierende Roboter
Mensch-Roboter-Kooperation
Inbetriebnahmeprozesse in der Montage
Toleranzmanagement in der Prozessplanungsphase
Auslegung von Justageprozessen
Fehleranalyse und -kompensation, Prozessrückführung
Montageablauf- und Montageprozessplanung
Prozessanalyse und -optimierung
Modularisierung von Montagesystemen
Automotive Production Research Anwendungsorientierte Forschung und industrienahe Entwicklung im Bereich der Fahrzeugproduktion. Montageablaufplanung, Konzepte und Lösungen effizienter Produktionstechnologien sowie Inbetriebnahmeprozesse. Bildquelle: auto-news

Seite 6 © ZeMA gGmbH
Förderung der kooperativen Produktionsforschung und des Industrietransfers im Bereich Industrie 4.0
Gefördert vom:
Das Zentrum ist eine offene Kooperationsplattform für Forschung und Technologietransfer. Schwerpunkt sind innovative Produktionstechnologien unter Einbeziehung von Mensch und Maschine.

Seite 7 © ZeMA gGmbH
Fazit und Ausblick 5
Assistenz und Vernetzung für eine höhere Transparenz in der Produktion 4
Wandlungsfähigkeit und Vernetzung für schnelle Reaktionsfähigkeiten 3
Problemstellungen in der Montage 2
Kurzvorstellung ZeMA 1
Agenda

Seite 8 © ZeMA gGmbH
Es gibt eine Vielzahl von äußeren und inneren Einflüssen, die auf die Produktion und insbesondere die Montage einwirken
Stückzahlentwicklung
Wandlungstreiber verursachen Problemstellungen und Herausforderungen, die die Unternehmen beherrschen müssen, um im Wettbewerb erfolgreich zu sein.
Fortschreitende Globalisierung Ressourcenlage
Technologischer Fortschritt Umwelt
Sch
wac
hste
llen
im
Pro
dukt
ions
proz
ess
0
20.000
40.000
60.000
80.000
100.000
120.000
Summevon
Verbrauch06.2006
Summevon
Verbrauch07.2006
Summevon
Verbrauch08.2006
Summevon
Verbrauch09.2006
Summevon
Verbrauch10.2006
Summevon
Verbrauch11.2006
Summevon
Verbrauch12.2006
Summevon
Verbrauch01.2007
Summevon
Verbrauch02.2007
Summevon
Verbrauch03.2007
Summevon
Verbrauch04.2007
Summevon
Verbrauch05.2007
Daten
Material
+38%
-24%
Bildquelle: Miele, Bosch Rexroth, PxC
Produktspektrum & -varianz

Seite 9 © ZeMA gGmbH
Je nach Szenario sind verschiedene Herausforderungen bei der Planung und dem Betrieb von Montagesystemen zu berücksichtigen
Montage von Dampfgarern Montage von Motoren Montage von Ventilen
Miele BMW Bosch Rexroth
Re-/Konfiguration von Betriebsmitteln Neue Prozesse Produktänderung
Die Herausforderungen treten nicht einmalig am Anfang des Produktlebenszyklus auf sondern treten wiederholt im Produktlebenszyklus auf und sind im täglichen Betrieb zu lösen.
Neue Mitarbeiter
Herausforderungen

Seite 10 © ZeMA gGmbH
Unternehmensbereiche müssen miteinander kommunizieren und über Unternehmensgrenzen hinweg international interagieren
Vertikale und horizontale Vernetzung von Unternehmen sowie von Unternehmensbereichen um Transparenz zu schaffen.

Seite 11 © ZeMA gGmbH
Die Produktion im nationalen und globalen Wettbewerb muss sich hinsichtlich verschiedenster Zielgrößen optimieren
Wirtschaftlichkeit
Reaktionsfähigkeit Transparenz
Quelle: J. Kletti, J. Schumacher: Die perfekte Produktion
Die Perfekte Produktion: Magisches Dreieck wichtiger Zielgrößen
Wandlung
Assistenz
Vernetzung
Das Ziel ist die Beherrschung der Problemstellungen und vorherrschenden Komplexität durch Vernetzung, Wandlungsfähigkeit und Assistenz in der Produktion und speziell der Montage.
Zeit
Prod
uktio
nsum
feld
Gegenwart Zukunft
Flexibilität
Wandlungs-fähigkeit
nahe Zukunft
Investitions-entscheidung
Bildquelle: produktion.de
Erreichung der Zielgrößen u.a. durch:

Seite 12 © ZeMA gGmbH
Fazit und Ausblick 5
Assistenz und Vernetzung für eine höhere Transparenz in der Produktion 4
Wandlungsfähigkeit und Vernetzung für schnelle Reaktionsfähigkeiten 3
Problemstellungen in der Montage 2
Kurzvorstellung ZeMA 1
Agenda

Seite 13 © ZeMA gGmbH
Wandlungsfähigkeit ermöglicht die Reaktionsfähigkeit des Montagesystems auf sich stark ändernde Randbedingungen
Zeit
Prod
uktio
nsum
feld
Gegenwart Zukunft
Flexibilität
Wandlungs- fähigkeit
nahe Zukunft
Investitions- entscheidung
Wandlungsfähigkeit bedeutet:
Anpassungsfähigkeit jenseits des vorgehaltenen Flexibilitätskorridors
Freiräume für unvorhersehbare Veränderungen wurden vorgedacht
Investitionskosten für Anpassungen entstehen erst bei der Durchführung der Veränderung
Modularität Skalierbarkeit KompatibilitätMobilitätUniversalitätBefähiger für Wandlungsfähigkeit:

Seite 14 © ZeMA gGmbH
Wandlungsfähige Betriebsmittel können als ein Konstrukt mechatronischer Module verstanden werden
mechatronisches Modul
mechanische Struktur
Software
Elektrik/ Elektronik
Schnittstellen
modulares mechatronisches System
Mensch / Mitarbeiter n
Fähigkeiten
Aktorische Sensorische Kognitive
Koo
rdin
ator
mechatronisches Modul 2
Mechanik Elektronik Software
mechatronisches Modul 1
Mechanik Elektronik Software techn. Ausprägung
z.B. mechatronisches Modul
Modularisierung durch Montageverantwortlichkeiten
Verantwortlichkeiten
Methoden
Es entstehen funktionale Objekte, die nicht nur technische Systeme umfassen sondern bis in die Endstufe weitergedacht auch den Menschen einbeziehen.
Seite 15 © ZeMA gGmbH
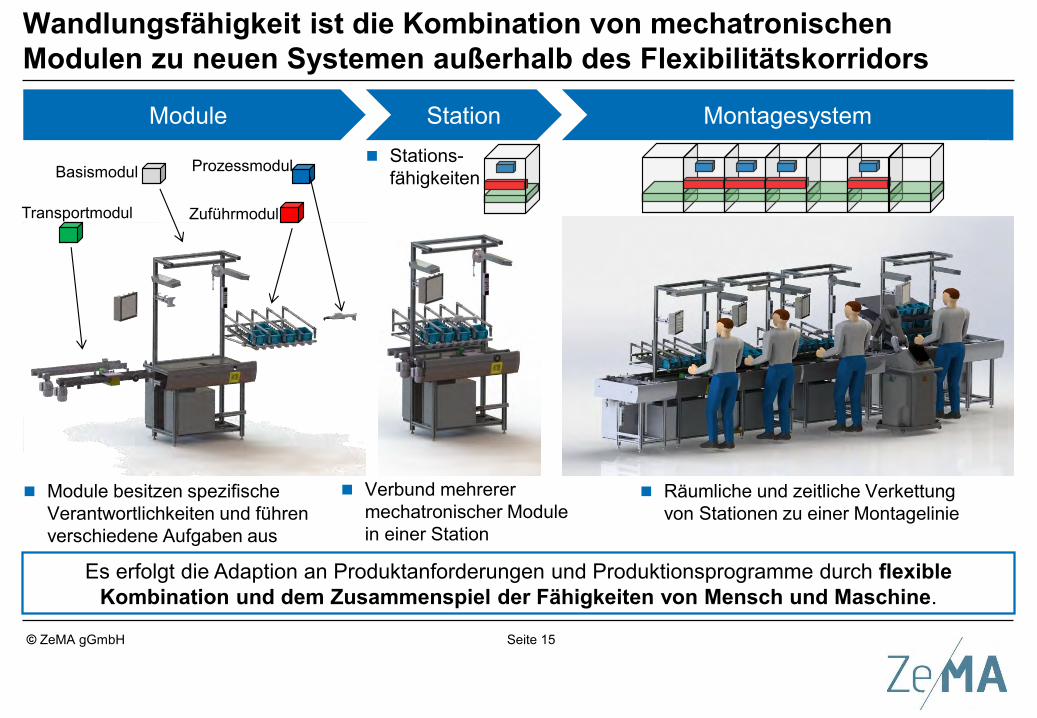
Wandlungsfähigkeit ist die Kombination von mechatronischen Modulen zu neuen Systemen außerhalb des Flexibilitätskorridors
Module besitzen spezifische Verantwortlichkeiten und führen verschiedene Aufgaben aus
Module Station Montagesystem
Verbund mehrerer mechatronischer Module in einer Station
Räumliche und zeitliche Verkettung von Stationen zu einer Montagelinie
Es erfolgt die Adaption an Produktanforderungen und Produktionsprogramme durch flexible Kombination und dem Zusammenspiel der Fähigkeiten von Mensch und Maschine.
Stations- fähigkeiten
Transportmodul
Basismodul
Zuführmodul
Prozessmodul

Seite 16 © ZeMA gGmbH
Die Planung unter Beachtung einer Vielzahl an Informationen und Restriktionen resultiert in der Konfiguration des Montagesystems
Virtuelle Planung: Prozessmapping Vorranggraph
Mapping Station 3
Produktänderung
IST-Konfiguration
Module
… Bild: Bosch
Bildquelle: Bosch Rexroth
Prozess 1 Prozess 2 Prozess 6
Die Abbildung der Informationen und Restriktionen in einem digitalen Planungs-tool ermöglicht die Weiterverwendung bei Rekonfiguration und Betrieb.
Station 1 Station 2 Station 3 Station 4
Prozess 4 Prozess 5
Prozess 3
Prozess: Verschrauben Applikationsplatine
Montage möglich?
Vorranggraph
Anforderung Bauteil
Fähigkeit BeMi
Bauteil M3x6
Drehmoment [Nm] 0.8
Schraubantrieb TX10
Drehmoment [Nm] 0-15
Schraubantrieb TX10

Seite 17 © ZeMA gGmbH
Die Wandlung des Montagesystems kann Abweichungen im Informationsstand von Unternehmensbereichen erzeugen
Zeit bzw. Anlagenlebenszyklus
Rek
onfig
urat
ion
und
Wan
dlun
g
Abw
eich
ung
zwis
chen
Mod
ell u
nd R
ealit
ät
Stand des Anlagenmodells
Stand der
Anlagenkonfiguration
Initialer Anlagenaufbau
Modul
Station

Seite 18 © ZeMA gGmbH
Die Identifikation von Montagemodulen durch Zuweisen einer eindeutigen Kennung (Tags) kann Informationslücken schließen
Pick by Light System
Identifikationssystem Erfassung von Daten
Verlo
bung
von
O
bjek
t und
di
gita
lem
Ava
tar
Sensoren
Tag
Automatisierter Funkschrauber
Tag
Produkt Roboter
Tag

Seite 19 © ZeMA gGmbH
‚On-Line‘ Erfassung des aktuellen Anlagenkonfigurationszustandes: Kopplung von realen Systemen und virtuellen Modellen
Virtuelle (Cyber) und reale (Physisch) Welt verbinden sich miteinander
Physikalische Systeme und software-technische Anwendungen werden miteinander gekoppelt
Sensoren erfassen Umgebungssituationen
Hinterlegte Modelle liefern Konfigurationsvorschläge
Beeinflussung des Systems durch den Nutzer und Aktoren zur Steuerung
Virtuelle Welt Physische Welt
Modelle - Planungsebene Realität - Montagesystem
Mensch
Optimierungsziele: • Minimierung Planungsaufwand • Optimaler Betrieb
Planung
Konfigurations- vorschlag
Umsetzung
Anlagen- steuerung
Parameter- anpassung Daten-
erfassung
Vernetzung mechatronischer Komponenten technischer Anlagen mit modernen IT-Technologien.

Seite 20 © ZeMA gGmbH
Fazit und Ausblick 5
Assistenz und Vernetzung für eine höhere Transparenz in der Produktion 4
Wandlungsfähigkeit und Vernetzung für schnelle Reaktionsfähigkeiten 3
Problemstellungen in der Montage 2
Kurzvorstellung ZeMA 1
Agenda
Seite 21 © ZeMA gGmbH
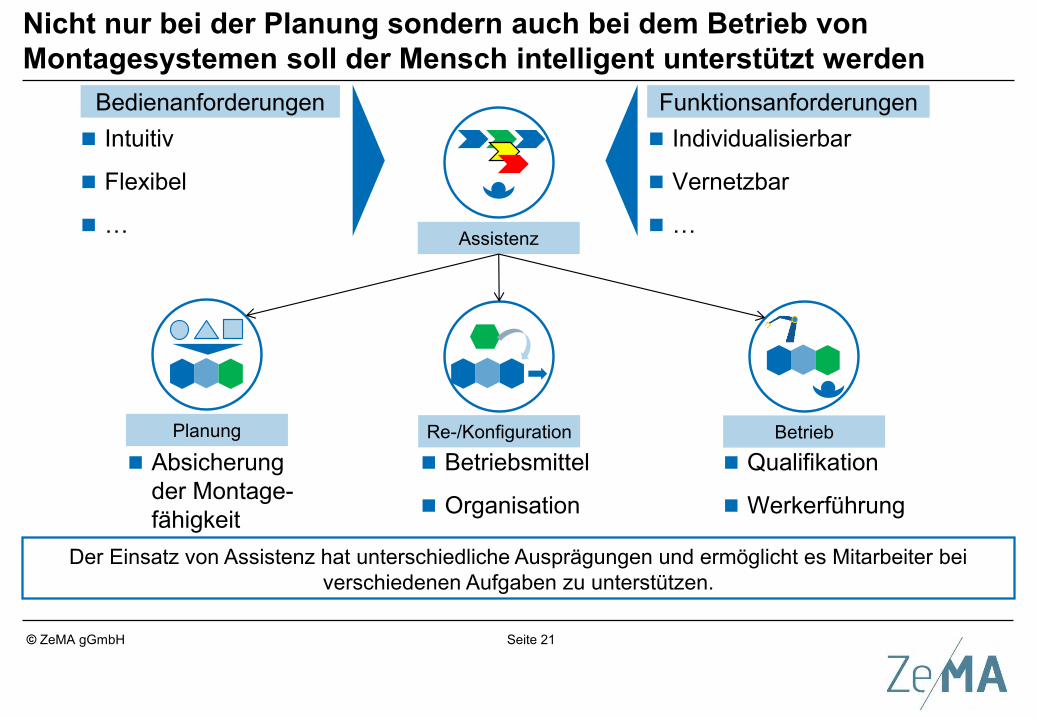
Nicht nur bei der Planung sondern auch bei dem Betrieb von Montagesystemen soll der Mensch intelligent unterstützt werden
Der Einsatz von Assistenz hat unterschiedliche Ausprägungen und ermöglicht es Mitarbeiter bei verschiedenen Aufgaben zu unterstützen.
Re-/Konfiguration
Assistenz
Betrieb Planung
Betriebsmittel
Organisation
Absicherung der Montage- fähigkeit
Intuitiv
Flexibel
…
Individualisierbar
Vernetzbar
…
Bedienanforderungen Funktionsanforderungen
Qualifikation
Werkerführung

Seite 22 © ZeMA gGmbH
Vernetzung und Bereitstellung entscheidungsrelevanter Informationen ist Voraussetzung für die effektive Assistenz
Reaktionsfähigkeit durch technische und organisatorische Wandlungsfähigkeit
Assistenz von Mitarbeitern bei der Planung und dem Betrieb in Produktion / Montage
Transparenz in den Unternehmensbereichen und Identifikation von Ist- und Soll-Zuständen
Seite 23 © ZeMA gGmbH
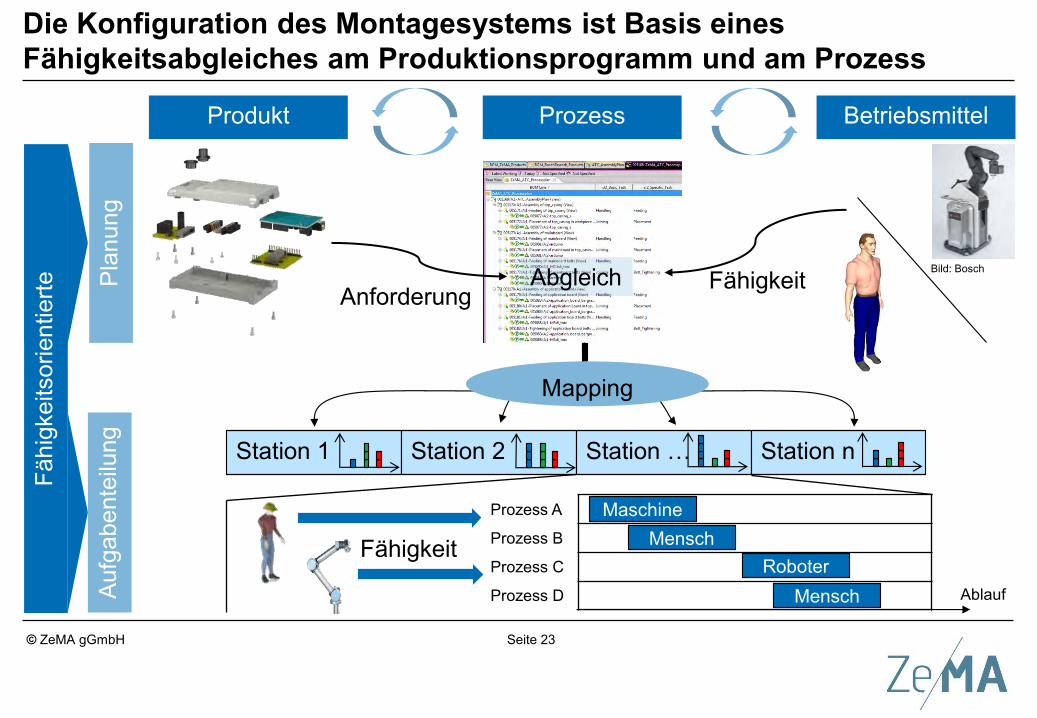
Die Konfiguration des Montagesystems ist Basis eines Fähigkeitsabgleiches am Produktionsprogramm und am Prozess
Produkt Prozess Betriebsmittel
Fähi
gkei
tsor
ient
ierte
Pla
nung
A
ufga
bent
eilu
ng
Anforderung Fähigkeit Abgleich
Station 1 Station 2 Station … Station n
Mapping
Prozess A
Prozess B
Prozess C
Prozess D Ablauf
Maschine Mensch
Roboter Mensch
Fähigkeit
Bild: Bosch
Fähi
gkei
tsor
ient
ierte

Seite 24 © ZeMA gGmbH
Abbildung des Montagesystems in einem Simulationsmodell zur Erstellung von Prognosen mit individueller Werkerbelegung
Anlagenkonfiguration mit Produktionsprogramm
Produktspektrum & Aufträge
Montagearbeits- plätze
Nacharbeit
Produkt
Mitarbeiter
Transport & Umsetzer
Flexibles Einplanen von Mitarbeitern auf unterschiedlichen Linien bei der Schichteinteilung sowie interaktive Abstimmung mehrerer Teamleiter untereinander bei Engpässen.
Bildquelle: Bosch Rexroth
Fähigkeitsabgleich
Line Balancing
Anlagensimulation Stationen
Prozesse
Taktzeit- spreizung

Seite 25 © ZeMA gGmbH
Einplanung von Mitarbeitern und Abstimmung mittels eines kollaborierenden Systems für Teamleiter
Organisations- und Abstimmungstool für Teamleiter
Informationen zu Aufträgen und Mitarbeitern sowie deren Linien- / Stationszuordnung
Übersicht der Planungs- und Personalsituation
Anforderung eines Mitarbeiters für Linie „SFIT-2“
Station 2Station 1
Station 3Station 4

Seite 26 © ZeMA gGmbH
Der Mitarbeiter wird zukünftig auch direkt durch Mensch-Roboter-Kooperation und smarte Assistenzsysteme unterstützt
Bildquelle: Roberta Bildquelle: Kuka Bildquelle: Bosch
Bildquelle: UR
Leichtbauroboter entlasten den Mitarbeiter
Der Mensch erhält in der smarten Fabrik von morgen Unterstützung und übernimmt die Rollen des Sensors, Entscheiders und Akteurs.
Bildquellen: produktion.de, wearear.de, stockcreatorblog.de
Datenbrille
Apps Tablets
Augmented Reality
Smart Devices versorgen den Mitarbeiter mit relevanten Informationen

Seite 27 © ZeMA gGmbH
Assistenz bei der Durchführung von Montageprozessen: Bspw. Mensch-Roboter-Kooperation und Prozessüberwachung
Individualisierbare Anzeigen in Form von Bildern, Animationen, Texten und Modi (Varianten, Anfänger bis Experte)
MRK-fähiger Roboter reicht dem Werker prozessbegleitend immer die richtigen benötigten Schrauben an
Überwachung des richtigen Ablaufs und Ausführung des Schraubprozesses (Position, Parameter, Schraubverfahren)
Prozessbegleitende Dokumentation der Schraubprozesse
MRK - Anwendung Überwachung Schraubprozess

Seite 28 © ZeMA gGmbH
Fazit und Ausblick 5
Assistenz und Vernetzung für eine höhere Transparenz in der Produktion 4
Wandlungsfähigkeit und Vernetzung für schnelle Reaktionsfähigkeiten 3
Problemstellungen in der Montage 2
Kurzvorstellung ZeMA 1
Agenda
Seite 29 © ZeMA gGmbH
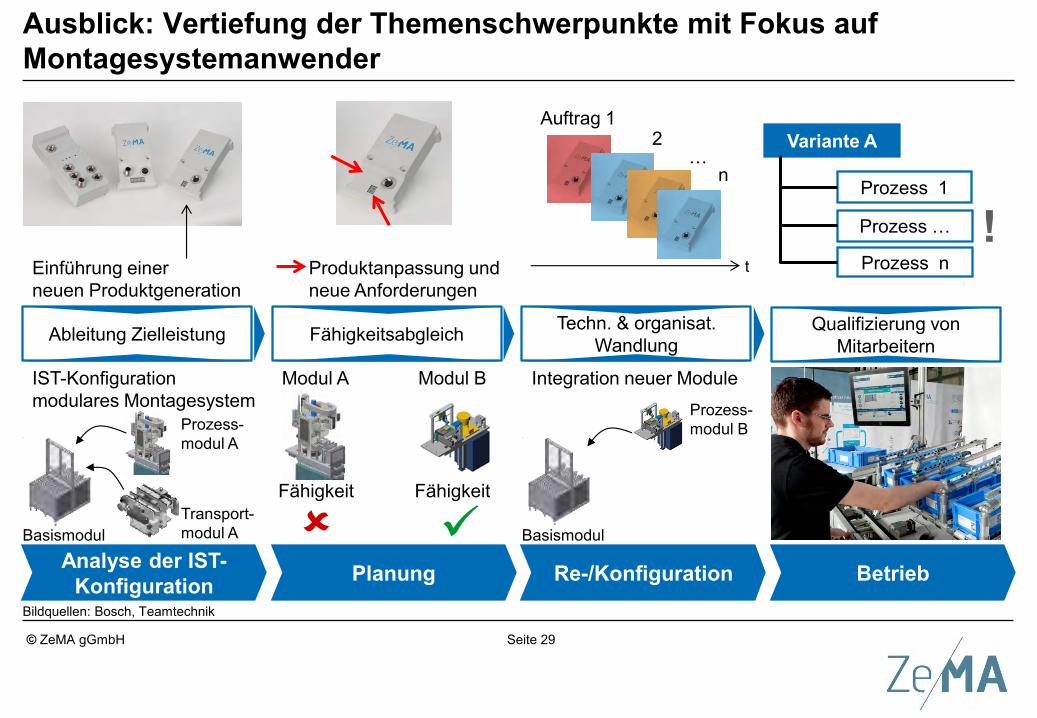
Qualifizierung von Mitarbeitern
Ausblick: Vertiefung der Themenschwerpunkte mit Fokus auf Montagesystemanwender
Betrieb Re-/Konfiguration Planung
Ableitung Zielleistung Fähigkeitsabgleich Techn. & organisat. Wandlung
Einführung einer neuen Produktgeneration
Basismodul Transport- modul A
Prozess- modul A
IST-Konfiguration modulares Montagesystem
Produktanpassung und neue Anforderungen
Modul A Modul B
Fähigkeit Fähigkeit
Bildquellen: Bosch, Teamtechnik
Basismodul
Prozess- modul B
Integration neuer Module
Auftrag 1 2
n …
Variante A
Prozess 1
Prozess …
Prozess n
Analyse der IST-Konfiguration
t

Seite 30 © ZeMA gGmbH
Vielen Dank für Ihre Aufmerksamkeit
Prof. Dr.-Ing. Rainer Müller [email protected] Tel: +49 (0) 6 81 - 85 787 - 15
Top Related