







Languages
Pages
Legal


Curso de Engenharia Mecânica Automação e Sistemas
ANALISE DE UM PROCESSO PRODUTIVO E AUTOMAÇÃO DA ETAPA DE CONFORMAÇÃO
José Ronaldo de Freitas
Itatiba – São Paulo – Brasil
Dezembro de 2008

Curso de Engenharia Mecânica Automação e Sistemas
ANALISE DE UM PROCESSO PRODUTIVO E AUTOMAÇÃO DA ETAPA DE CONFORMAÇÃO
José Ronaldo de Freitas
Monografia apresentada à disciplina Trabalho de
Conclusão de Curso, do Curso de Engenharia Mecânica
Automação e Sistemas da Universidade São Francisco,
sob a orientação do Prof. Carlos Rodrigo Davelli, como
exigência parcial para conclusão do curso de graduação.
Orientador: Prof. Carlos Rodrigo Davelli
Co-orientador:
Itatiba – São Paulo – Brasil
Dezembro de 2008

ANALISE DE UM PROCESSO PRODUTIVO E AUTOMAÇÃO DA ETAPA DE CONFORMAÇÃO
José Ronaldo de Freitas
Monografia defendida e aprovada em 10 de Dezembro de 2008 pela Banca
Examinadora assim constituída:
Prof. Carlos Rodrigo Davelli
USF – Universidade São Francisco – Itatiba – SP.
Prof. Paulo Eduardo Silveira
USF – Universidade São Francisco – Itatiba – SP.
Prof. Edson Cau
USF – Universidade São Francisco – Itatiba – SP.

Dedicatória
A meus pais Benedito Arantes de Freitas e Rosaria Vitória de Jesus Freitas, sem os
quais não chegaria até aqui.
A minha esposa Silvia Maria Forner de Freitas, que me ensinou a fé e o amor e
perseverança.
A minha filha, Ana Beatriz de Freitas, a quem tantas horas de brincadeiras e jogos
foram adiadas sem que esta compreendesse o porquê de “papai precisa estudar”.
Sou eternamente grato a todos.
.Agradecimentos
Agradeço primeiramente a Deus, que meu deu as forças necessárias para enfrentar
as todas dificuldades que se apresentaram.
Agradeço ao Professor Carlos Rodrigo Davelli, meu orientador, que acreditou em
mim e incentivou-me para a realização deste trabalho.
Agradeço também ao Professor Eduardo Balster Martins, um companheiro de
percurso e de discussões profícuas, dentro e fora do contexto deste trabalho,
agraciando-me incontáveis vezes com sua paciência, conhecimento e amizade.
Alguns experimentos e vários “entendimentos” teriam sido muito trabalhosos sem a
colaboração da Empresa em que trabalho e de meu Gerente José Luiz Brombim.
Eu agradeço fraternalmente a todos.

Sumário
Resumo.........................................................................................................................
1 – Introdução..............................................................................................................8
1.1 – Objetivo ........................................................................................................8
1.2 – Justificativa ...................................................................................................9
2 – Revisão bibliográfica............................................................................................11
3 – Etapa inicial do processo......................................................................................13
3.1 – Processo de furação e recorte.....................................................................13
3.1 – Processo de calandra, solda e estampagem...............................................14
4 – Processo de conformação....................................................................................16
4.1 – Ferramentas.................................................................................................16
4.1.1 – Porta ferramenta (Castelo)..................................................................17
4.1.2 – Porta ferramenta (Contra Ponto).........................................................18
4.2 – Detalhamento da operação..........................................................................19
4.3 – Analise ergonômica do trabalho...................................................................22
4.4 – Esforços mecânicos envolvidos na operação..............................................22
4.4.1 – Força Transversal................................................................................25
4.4.2 – Força axial...........................................................................................26
4.4.3 – Força axial medida no eixo.................................................................28
4.4.4 – Comparação dos resultados................................................................30
5 – Analise e melhoria do processo...........................................................................31
5.1 – Proposta de melhoria...................................................................................32
5.2 – Processo melhorado....................................................................................34
6 – Conclusão e discussão final.................................................................................35
Referências bibliográficas..........................................................................................36
Bibliografias consultadas ...........................................................................................37

Resumo
Esta dissertação apresenta o estudo de um processo de fabricação de uma peça
feita de chapa de aço. No detalhamento das etapas chegamos à operação de
Conformação a Frio onde abordamos as deficiências dessa operação e a aplicação
de alternativas para aumentar a produtividade.
São descritos as etapas iniciais (Corte, Furação, Calandra, Solda) pelas quais a
chapa passa dentro do seu ciclo produtivo. Após essas operações a peça chega a
sua ultima operação que é a Conformação a Frio.
Após o estudo chega-se a conclusão que o problema estava centralizado em um dos
movimentos ligados ao acionamento da máquina e a solução é bem mais simples do
que se esperava.
A solução apresentada é a automação parcial do equipamento que atende
plenamente aos requisitos solicitados (baixo investimento e aumento da
produtividade) esta solução segue a tendência mundial que é a automação do
processo.

8
1 INTRODUÇÃO
Este trabalho apresenta o estudo do processo produtivo de um componente
metálico, utilizado em silos para armazenagem de grãos.
O tipo de silo em questão é composto por 3 conjuntos básicos (Teto, Corpo e
Fundo). Na montagem do fundo é utilizado um componente estrutural chamado de
Bocal Inferior.
Os componentes do silo passam por processos específicos e a produtividade atende
a demanda, porém na fabricação do Bocal Inferior há uma redução do fluxo normal
de produção em uma determinada etapa do processo.
1.1 Objetivo
O objetivo do trabalho é analisar o processo de fabricação do Bocal Inferior e propor
uma solução para aumentar a produção em torno de 50%.
No decorrer da dissertação são analisadas deficiências do processo e a aplicação de
alternativas para aumentar a produtividade com o menor investimento possível.
Figura 1 : Silo Montado e detalhe de montagem parcial.

9
Figura 2: Bocal Inferior
1.2 Justificativa
Com o crescente aumento das vendas no mercado interno, e com a globalização
tem se observado um aumento de vendas para outros mercados como a América
Latina, América Central, países do Oriente Médio e África dos Sul.
Esse aumento levou a empresa a colocar como meta um aumento na produtividade
do Silo, tendo em vista a possibilidade de ampliar ainda mais o volume de
exportação.
Os componentes do silo podem ter sua produção aumentada com poucos ajustes,
porém o Bocal Inferior tem um processo mais complexo e tem que ser analisado
minuciosamente.
Dentre as possibilidades que podem ser aplicadas, estão à compra de novos
equipamentos, o aumento de mão de obra e a automação do processo atual.
No caso do Bocal Inferior o processo atual foi implementado há vários anos e desde
sua elaboração, foram implementadas várias melhorias no processo, especialmente
nas operações iniciais (Corte furação, Estampagem e Solda). Com essas melhorias
a capacidade produtiva vem acompanhando o aumento das vendas. Porém a última

10
operação (conformação a frio) se apresenta mais lenta que as demais,
desequilibrando o processo como um todo.
Também se observa nessa operação, um esforço físico demasiado do
operador, principalmente quando o mesmo opera o equipamento por um período
prolongado, podendo chegar até a causar o afastamento médico por dores nos
braços e nas costas.
Esses motivos levam á necessidade de se analisar cuidadosamente essa operação
e propor uma solução para o problema.

11
2 REVISÃO BIBLIOGRÁFICA
Na revisão bibliográfica, são abordados temas relacionados ao trabalho do homem e
como aprimorar a eficácia do trabalho, chegando à Automação dos Equipamentos.
A prática dos sistemas automatizados permite a otimização dos recursos e dos
processos produtivos e promove o nivelamento da produção, flexibilizando a mão de
obra e reduzindo os desperdícios no “chão de fábrica”.
O desequilíbrio nas etapas de produção deve ser avaliado e os indicadores de
desempenho dos processos produtivos mensurados, conforme podemos observar
no nosso caso pelo exemplo claro das operações na Folha de Processo.
A análise dos Tempos e Métodos (Tempo gasto para produzir o componente e forma
como esse trabalho é realizado) permite que sejam encaminhados estudos
necessários para a determinação do nível de automação a ser aplicado, para
atender as necessidades do Projeto a ser proposto.
A utilização de operações manuais e mecânicas, em níveis diferenciados apresenta
situações em que a utilização da mão-de-obra permanente não assegura o
desempenho planejado para o processo, surgindo assim à necessidade de aplicação
da automação como uma proposta alternativa (LOYOLA, 1999).
A energia do ser humano foi substituída por energia elétrica ou gerada por outras
fontes. Entretanto, durante essa evolução, a confiabilidade das máquinas manteve-
se baixa, exigindo sempre a atenção contínua dos trabalhadores.
A intervenção humana fez-se necessária para identificar e corrigir os problemas da
máquina.
O cenário econômico mundial pode ser caracterizado, nos dias de hoje, por quatro
fatores marcantes: forte concorrência, velocidade na disseminação de informações,
evolução e renovação rápida da tecnologia, e crescente interdependência dos
mercados em escala internacional. Este último veio romper definitivamente as
12
tradicionais barreiras comerciais existentes entre os países, vindo a instituir a
chamada "era da globalização".
É neste ambiente de competição que a Área de Manufatura das empresas - ou a
Área Industrial - tem fundamental papel a desempenhar, auxiliando as organizações
na conquista de vantagem competitiva (HAYES e PISANO 1994).
Para Porter (1986) “vantagem competitiva é o conjunto de características
construídas por uma empresa que a diferenciam dos concorrentes, permitindo um
posicionamento mais vantajoso no mercado para garantir sua sobrevivência”.
A vantagem competitiva pode ser conseguida através dos diferentes estágios da
cadeia de valor de uma unidade empresarial: matéria-prima, pesquisa e
desenvolvimento, manufatura, marketing, distribuição e serviços.
“Na medida em que a manufatura é um destes estágios, torna-se imperativo que as
organizações a percebam como sendo um importante setor estratégico e não
somente ocupe um papel secundário ou de apoio na estratégia competitiva”
(PORTER 1980).
Para Shingo (1996) “a pré-automação ou automação (automação com toque
humano) foi adotada no Sistema Toyota de Produção, separando completamente os
trabalhadores das máquinas através do uso de mecanismos sofisticados para
detectar anormalidades de produção. Muitas das máquinas usadas pela Toyota têm
essa capacidade”.
A automação da área de Manufatura define as dimensões competitivas e os fatores
críticos de sucesso do Sistema de Produção (PORTER 1986).
A automação tem função estratégica na transformação, destacando-se como áreas
de decisão, a avaliação das necessidades de produção e os níveis de automação a
serem aplicados (FUJIMOTO 1997).

13
3 ETAPA INICIAL DO PROCESSO
A partir desse capítulo analisaremos as várias etapas, em que a peça passa dentro
do ciclo produtivo até chegar ao processo crítico que é a conformação a frio.
3.1 Processo de furação e recorte.
A Matéria Prima é separada do estoque conforme a Ficha de Corte do Material e
encaminhada para o setor de Estamparia, onde são executados todos os furos e
recortes em uma máquina CNC (Puncionadeira) conforme programa elaborado pelo
Departamento de Métodos e Processos. Essa operação é muito rápida e precisa.
Após furada e recortada, cada peça é separada manualmente uma da outra e a
partir desse instante a peça é chamada de BLANK.
Figura 03: Matéria Prima sendo recortada e furada em Máquina CNC.

14
Figura 04: Chapa recortada e furada.
3.2 Processo de calandra, solda e estampagem.
Após furados e separados os Blanks são enviados ao setor de caldeiraria onde é
estampado um rebaixo em uma das laterais da chapa para sobreposição na solda a
ponto. Após a estampagem os Blanks são calandrados formando um Aro com suas
extremidades sobrepostas, na dimensão indicada pelo desenho do produto.
Depois de calandrado, o Aro passa por um processo de solda a ponto, que é
encaminhado para a operação de Estampagem da aba estrutural, do lado oposto a
conformação.
Figura 05: Estampagem do rebaixo para sobrepor solda

15
Figura 06: Calandragem do Anel.
Figura 07: Soldagem a Ponto.
Figura 08: Estampagem da Aba na face oposta.

16
4 PROCESSO DE CONFORMAÇÃO
Para a operação de conformação foi utilizado um Torno Mecânico Universal, onde
foram montadas algumas ferramentas específicas projetada para a conformação.
4.1 Ferramentas
A primeira ferramenta tem forma de Roldana e foi acoplada à porta ferramenta
(Castelo) do Torno e é acionada manualmente através de um manípulo transversal.
A segunda ferramenta tem a forma de cone e foi acoplada ao eixo do contra ponto,
que é acionado manualmente através de um manípulo Axial.
Para a conformação do Aro são executados três movimentos sincronizados,
definidos de acordo com testes empíricos realizados pela engenharia de processos
na implantação da operação.
Figura 09: Torno universal adaptado à operação de conformação.

17
Figura 10: Ferramentas adaptadas aos eixos transversal e Axial do Torno.
Os movimentos (Rotação da placa do torno, Avanço do contra ponto e avanço do
carro transversal) são executados de acordo com velocidades e avanços pré-
estabelecidos para que não ocorra o rompimento da chapa durante o processo.
A região mais crítica do Aro é onde ocorre um fechamento com relação ao diâmetro
inicial (Raio externo de 9 mm conforme desenho do Produto).
Essa dimensão é controlada para que não ocorra uma deformação excessiva da
chapa, e conseqüentemente a ruptura do Bocal Inferior quando montado no Silo e
colocado sob carga. Nessa região admite-se uma redução máxima da espessura da
chapa de até 15% sem que se comprometa à integridade da peça.
Outro ponto crítico é a região de solda ponto onde ocorre uma tensão elevada
tendendo a romper o material nessa região.
Pelos motivos acima expostos deve-se ter muita atenção em se alterar qualquer
parâmetro de conformação (Velocidade do Torno, Velocidade de avanço das
ferramentas, seqüência de acionamento das Ferramentas).
4.1.1 Porta ferramenta ( Castelo )
Foi adaptada uma ferramenta giratória em forma de roldana, que é acionada através
do acionamento do manipulo transversal. Essa ferramenta tem o objetivo de penetrar
no anel durante o processo, formando a reentrância interna com raio de 9 mm.

18
4.1.2 Porta ferramenta (Contra Ponto)
Foi adaptada uma ferramenta em forma de uma placa cônica que tem o objetivo de
expandir a borda externa do aro formando cone de 60 graus. Essa ferramenta foi
desenvolvida com um material que proporciona um baixo coeficiente de atrito da
ferramenta com o Aro durante o processo.
Como a força exercida pela ferramenta cônica é muito maior do que a força exercida
pela ferramenta tipo roldana, foi adaptado ao manípulo um disco de 1,2 metros de
diâmetro, aumentando assim a alavanca e diminuindo o esforço do operador (Figura
11). Porém mesmo assim é bastante desconfortável o acionamento desse manípulo.
Figura 11: Detalhe das Ferramentas adaptados ao Torno.

19
4.2 Detalhamento da operação
Inicialmente o Aro é colocado na Placa do Torno e fixado manualmente por nove
pontos que se encaixam nos furos.
Após a fixação do Aro, o operador fecha a Tampa de Proteção e liga o Torno e a
placa com o Aro começa a girar.
O operador aciona o Manípulo Axial até que a Ferramenta Cônica encoste por dentro
do Aro e também comece a girar; nesse momento o operador inicia o acionamento
do Manípulo Transversal até que a ferramenta Roldana encoste na lateral do Aro.
A partir desse momento o operador inicia uma seqüência pré-determinada (uma
volta no manípulo Transversal e duas voltas no manípulo Axial) até que coincidam as
marcas predeterminadas nos respectivos eixos.
Quando se chegou ao final da conformação, o operador desliga o torno, retorna os
Manípulos até sua posição inicial e retira o Bocal Inferior acabado do torno.
O Bocal é conferido em um dispositivo de calibração, etiquetado e colocado no palet
e o operador pega um novo Anel e reinicia o ciclo.
Figura 12: Ferramentas na posição inicial.

20
Figura 13: Aro fixado na Placa e ferramentas encostadas para iniciar a conformação
Figura 14: Operador acionando manipulo Axial.
Figura 15: Operador acionando manipulo Transversal.
21
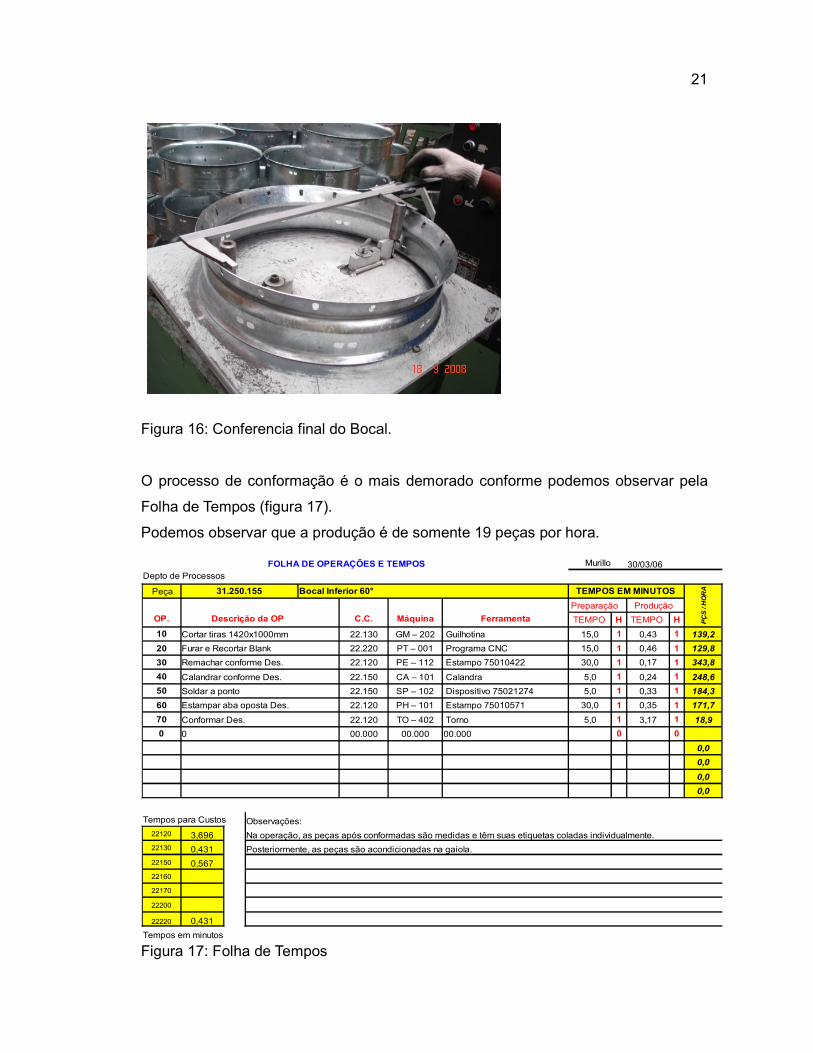
Figura 16: Conferencia final do Bocal.
O processo de conformação é o mais demorado conforme podemos observar pela
Folha de Tempos (figura 17).
Podemos observar que a produção é de somente 19 peças por hora.
Figura 17: Folha de Tempos
FOLHA DE OPERAÇÕES E TEMPOS Murillo 30/03/06Depto de Processos
Peça 31.250.155 Bocal Inferior 60° TEMPOS EM MINUTOS
PÇ
S / H
OR
A
Preparação Produção
OP. Descrição da OP C.C. Máquina Ferramenta TEMPO H TEMPO H
10 Cortar tiras 1420x1000mm 22.130 GM – 202 Guilhotina 15,0 1 0,43 1 139,2
20 Furar e Recortar Blank 22.220 PT – 001 Programa CNC 15,0 1 0,46 1 129,8
30 Remachar conforme Des. 22.120 PE – 112 Estampo 75010422 30,0 1 0,17 1 343,8
40 Calandrar conforme Des. 22.150 CA – 101 Calandra 5,0 1 0,24 1 248,6
50 Soldar a ponto 22.150 SP – 102 Dispositivo 75021274 5,0 1 0,33 1 184,3
60 Estampar aba oposta Des. 22.120 PH – 101 Estampo 75010571 30,0 1 0,35 1 171,7
70 Conformar Des. 22.120 TO – 402 Torno 5,0 1 3,17 1 18,9
0 0 00.000 00.000 00.000 0 0
0,0
0,0
0,0
0,0
Tempos para Custos Observações:22120 3,696 Na operação, as peças após conformadas são medidas e têm suas etiquetas coladas individualmente. 22130 0,431 Posteriormente, as peças são acondicionadas na gaiola.
22150 0,567
22160 22170
22200
22220 0,431
Tempos em minutos
22
4.3 Análise ergonômica do trabalho
Após os primeiros contatos com os operadores que operam o equipamento
constatou-se que há alguns anos atrás, foi apresentada uma sugestão de melhoria
feita por outro operador que relatava a dificuldade de trabalhar no equipamento,
devido ao desconforto do acionamento dos manípulos..., Relatava em sua sugestão:
“Após umas três horas trabalhando na Máquina surgem muitas dores nas costas”.
Na época foi analisada a sugestão e não tinha o que ser feito com a máquina, mas
observou-se que pela estatura do operador o mesmo não conseguia trabalhar de
forma confortável e foi designado para tal operação um operador mais alto que se
adaptou melhor ás operação.
Observando-se a operação, verificou-se que o equipamento realmente não atende a
uma situação confortável de trabalho.
Verificando os estudos de tomada de tempo e formulação de tempo padrão,
evidenciou-se que a quantidade de peças fabricadas vai diminuindo
consideravelmente a cada hora o que indica um desgaste físico do operador e por
conseqüência a queda na produtividade.
4.4 Esforços mecânicos envolvidos na operação
Aborda-se nesse item algumas conclusões básicas sobre os esforços envolvidos na
conformação.
A conformação que o material (chapa de aço) sofre nessa operação é resultante de
um processo complexo que envolve esforços combinados de tensões em diferentes
direções além de sofrer influência de algumas variáveis como: temperatura de
trabalho, velocidade de conformação e composição da microestrutura do material.
O texto abaixo transcrito de um artigo publicado na Internet relata a dificuldade de se
obter claramente um modelo para a conformação mecânica de chapas de aço.

23
“A metalurgia física de materiais ferrosos é um campo ativo, no qual o aço é uma
liga metálica amplamente usada e objeto de estudo e desenvolvimento de intensas
pesquisas, uma vez que uma compreensão completa das variáveis metalúrgicas que
controla processos e propriedades desse material ainda não foi obtida. As diferentes
formas alotrópicas e os mecanismos de transformação de fase conferem ao aço
uma versatilidade tanto nos microconstituintes quanto nas propriedades a serem
exploradas industrialmente.
Na indústria automobilística, por exemplo, chapas de aço de alta resistência
apresentam uma utilização crescente relacionada com a redução do peso dos
veículos bem como com a redução do consumo de combustível. Dentre esta classe
de aços, destacam-se os aços multifásicos: bainíticos, bifásicos (Dual Phase) e os
aços assistidos pelo efeito TRIP (Plasticidade Induzida por Transformação), os quais
são empregados como componentes estruturais.
Os aços multifásicos oferecem boa combinação resistência/ductilidade, associada a
uma microestrutura complexa formada por ferrita pró-eutetóide, produtos da
transformação austenítica e frações significativas de austenita. A contribuição de
cada microconstituinte ainda não é totalmente clara no comportamento mecânico
desses aços, por isso, recentemente, tem sido enfocada a contribuição de cada
fase, bem como a influência do tratamento termomecânico, na intenção de otimizar
suas propriedades mecânicas sem comprometimento de sua conformabilidade”.
(SANTOS,C.N;VIEIRA A.G; VIANA C.S.C, 2006)
No caso em estudo o equipamento e o processo de conformação já existem na
prática e atendem sem problema as exigências do produto, sendo assim o foco do
trabalho não foi o desenvolvimento de um modelo matemático complexo.
Os cálculos apresentados têm como referência alguns modelos ligados a cálculos
aplicados em projetos de ferramentas de Estampagem (dobra e repuxo), visto que
os esforços podem ser comparados com os esforços comuns em Estampagem.
O modelo envolve a atuação de movimentos que ocorrem de forma sincronizada
através da ação do operador sobre os manípulos que acionam os eixos que por sua
vez induzem as devidas forças no aro produzindo o trabalho de conformação.

24
Figura 18: Forças atuantes na conformação do aro
Pode-se observar na figura 18 os principais esforços aplicados ao aro e classificá-los
como:
Força de arraste. Essa força é aplicada diretamente pelo eixo arvore do torno à
placa na qual está preso o aro a ser conformado.
Força Transversal. Essa força é aplicada pela ação do eixo transversal do Torno
através da ação manual do operador no manípulo transversal.
Força Axial. Essa força é aplicada pela ação do eixo axial (Conhecido como conta
ponto do torno), através da ação do operador no manípulo axial.
Levando-se em conta também o exposto no item 4.4, optou-se por simplificar o
sistema usando modelos matemáticos empregado em projetos de estampos de
dobra e repuxo descritos e detalhados pelo autor italiano Mario Rossi em seu livro
Estampado em Frio de La Chapa.

25
4.4.1 Força transversal
A força transversal é aplicada através da compressão da roldana contra a lateral do
aro em sincronia com sua rotação. O aro está apoiado na placa do torno e na placa
cônica, enquanto que a roldana penetra na região entre os apoios.
Pode-se calcular essa força de forma simplificada, tratando o sistema como similar a
um sistema bi-apoiado submetido à uma Força de Dobra ( FD ).
Para este caso a Resistência interna do material a ser vencida é a Resistência a
Dobra (RD), que é relacionada à Tensão de Dobra (τ D ) e ao Momento de Inércia (I /
Z ) da chapa.
Segundo Rossi (1971), o calculo da Força de Dobra (FD) para esta situação pode ser
definida pela expressão:
L
ebF RD ×
×××=
3
4 2τ ... Equação ( 1 )
Considerando os dados a seguir,
Material: Chapa de Aço Galvanizado SAE 1010
Espessura ( e )= 1,55 mm
Limite de resistência a Tração, (τ R ) = 350 MPA
Comprimento de dobra (equivalente ao avanço do eixo transversal) , ( b )= 132 mm
Distancia livre entre os apoios do Aro , ( L ) = 60 mm
Desprezando-se as forças de atrito, tem-se pela equação 1
Força Tangencial = 2.466 N ou 246 Kgf

26
4.4.2 Força axial
Força aplicada ao aro através da atuação do operador girando o manípulo Axial,
provocando a expansão da chapa em forma de cone.
Considerando-se que: o aro e a contra placa cônica giram no mesmo sentido e com
a mesma rotação, a deformação ocorre a volume constante e a espessura da chapa
permanece constante durante a deformação.
Pode-se calcular essa força de forma simplificada, tratando o sistema como similar a
um sistema a um esforço de repuxo de um cone em estampo convencional conforme
Rossi (1971).
Em um estampo de repuxo uma ferramenta é pressionada contra a parede da chapa
com a intenção de deformar a mesma expandindo suas dimensões.
Na figura 20 observa-se a expansão da chapa em forma de cone e a deformação
máxima na Borda ( D1 ). Existe uma força radial atuando na borda da chapa
tracionando o material para fora e uma força Axial empurrando o cone contra o aro.
Figura 19: Diâmetros do Bocal após a conformação

27
Segundo Rossi (1971), a Força de Dobra (FD) para este caso pode ser calculada em
função das Tensões Radial (τ R ) e Tangencial (τ T ) e a resistência a deformação RD
para repuxo é expressa por ( trDR ττ −= )
Figura 20: Vista desenvolvida da região cônica do bocal.
As Tensões Radiais (τ r ) ocorrem no sentido radial provocando uma diminuição na
largura da chapa enquanto que as Tensões Tangenciais (τ t) ocorrem no sentido
Tangencial provocando um alargamento no diâmetro do aro.
Segundo Rossi (1971), o calculo da Força de Dobra (FD) para esta situação pode ser
definida pela expressão:
××××Π×=
0
11 ln2
R
RReRF DD … Equação ( 2 )
A Resistência a dobra ( RD ) varia durante a conformação.

28
O importante é a resistência máxima que se deseja vencer para que ocorra a
deformação. Essa resistência é a equivalente a força que temos que aplicar no eixo
axial do Torno.
Pode-se neste caso usar o Limite Elástico do material.
Considerando os dados a seguir,
Aço SAE 1010 - Limite de Escoamento = 180 MPA.
Utilizaremos RD = 180 MPA.
Raio inicial R0 = 221,5 mm
Raio na Borda R1 = 235,5 mm
Espessura e = 1,55 mm
Desprezando-se as forças de atrito, tem-se pela equação 2
××××Π×=
5,221
5.235ln18055,15,2352DF
Força Tangencial = 25.301 N ou 2.530 Kgf
Se a conformação ocorrer na região de ruptura do material (τ R = 350 MPA) a força
seria de 49.198 N e neste caso temos problemas de ruptura na chapa.
4.4.3 Força axial medida no eixo
Para validar o cálculo da força axial foi medido o torque no manípulo axial com um
Torquímetro durante a operação e encontramos um torque máximo de 2,75 kgfm.
Conforme equacionamento para roscas Trapezoidais do livro Mecânicas Aplicada,
PROVENZA (1986), capitulo 3 - Acoplamentos Cinemáticos.
)( ϕα +=tg
FF TA … Equação ( 3 )

29
FA = Força Axial na Rosca
FT = Força tangencial no filete
α = Inclinação da Hélice
φ = Inclinação da Resultante da força Normal ( tgφ = ц )
Calculo do ângulo de Hélice ou inclinação da rosca:
MD
NPTg
×Π×
=α … Equação ( 4 )
Dados da rosca trapezoidal do fuso do torno
Diâmetro médio DM =28,5mm
Passo da rosca P = 3 mm
Numero de entradas N = 1
Da equação 4 temos que: 5.28
13
×Π×
=αTg
α = 1,9190°
No caso em estudo, a rosca é montada com rolamentos axiais de encosto, trabalha
com boa lubrificação e não está exposta a agente externos e a alta temperatura,
assim, pode-se considerar um coeficiente baixo de atrito ( ц = 0,05 )
tgφ = 0,05
φ = 2,8624
Força Tangencial no Parafuso
r
TF T= … Equação ( 5 )
Torque T = 2,75 Kgfm
Raio r = 28,5 / 2 = 14,25 mm = 0,01425 m
Da equação 5 temos que: 01425,0
75,2=TF

30
FT = 192,98 Kgf
Força Axial no Parafuso
Da equação 3 temos que : )8624,29190,1(
98,192
+=tg
FA
Força Axial = 23.070 N ou 2.307 Kgf
4.4.4 Comparação dos resultados
Comparando os resultados chega-se às conclusões:
A Força calculada para conformar a chapa no limite elástico é de 25.301 N.
A Força Real medida no eixo de acordo com o torque medido é de 23.070 N.
Considera-se que os cálculos estão consistentes, pois a diferença entre o valor
calculado e o valor medido é menos de 10%.
A conformação esta ocorrendo dentro do limite de escoamento do material, pois se a
força verificada pelo torque chegasse próxima de 49.000 N estaríamos trabalhando
na zona de ruptura da chapa.
A parte crítica da operação que exige maior esforço é realmente o acionamento do
manípulo axial que exige cerca de 10 vezes mais força que o manipulo transversal.
Podemos arredondar os valores para:
Força exercida pelo Manipulo Transversal = 250 Kgf
Força exercida pelo Manipulo Axial = 2500 Kgf
Com essas considerações validamos os cálculos e concluímos que os modelos
matemáticos para estampos podem ser aplicados para o nosso projeto.

31
5 ANÁLISE E MELHORIA DO PROCESSO
Para entendermos melhor a operação de conformação e os movimentos, dividimos a
operação em sub-operações e analisamos cada movimento em individualmente.
Tabela 1: – Seqüência de Trabalho e Tempos cronometrados referentes a operação de conformação atual.
N° Descrição Tempo 1 Pegar um Aro e colocar na Placa 00:00:05 2 Travar os pino de fixação do Aro ( 9 pinos ) 00:00:08 3 Fechar tampa de proteção 00:00:03 4 Acionar alavanca de engrenamento da Placa (ENGRENADO) 00:00:02 5 Ligar a chave do torno ( inicia rotação da Placa) 00:00:01 6 Girar manípulo 1 até encostar no Aro ( 6,5 voltas ) 00:00:08 7 Girar manípulo 2 até encostar no Aro ( 50 voltas ) 00:00:20 8 Dar 2,5 voltas no manípulo 2 ( Avanço de 7,5 mm) 00:00:10 9 Dar 1 voltas no manípulo 1 ( Avanço de 3 mm) 00:00:05 10 Dar 2,5 voltas no manípulo 2 ( Avanço de 15 mm) 00:00:10 11 Dar 1 voltas no manípulo 1 ( Avanço de 6 mm) 00:00:05 12 Dar 2,5 voltas no manípulo 2 ( Avanço de 22,5 mm) 00:00:10 13 Dar 1 voltas no manípulo 1 ( Avanço de 9 mm) 00:00:05 14 Girar manípulo 2 até marca ( Avanço de 28 mm) 00:00:10 15 Girar manípulo 1 até marca ( Avanço de 10 mm) 00:00:05 16 Desligar a chave do torno ( para rotação da placa ) 00:00:01 17 Girar manípulo 1 até posição inicial ( 10 voltas ) 00:00:08 18 Girar manípulo 2 até posição inicial ( 60 voltas ) 00:00:25 19 Abrir tampa de proteção 00:00:04 20 Acionar alavanca de engrenamento da Placa (NEUTRO) 00:00:02 21 Destravar os pino de fixação do Bocal ( 9 pinos ) 00:00:08 22 Retirar o Bocal da Placa 00:00:10 23 Posicionar o Bocal no dispositivo de verificação 00:00:03
24 Pegar o Paquímetro 00:00:03
25 Conferir o diâmetro interno ( ) 00:00:10
26 Colocar o Paquímetro em seu lugar 00:00:03
27 Colar etiqueta 00:00:01
28 Retirar Bocal do dispositivo e colocar no container 00:00:03
TEMPO TOTAL 3 MINUTOS E 8 SEGUNDOS ( 188 SEGUNDOS )
32
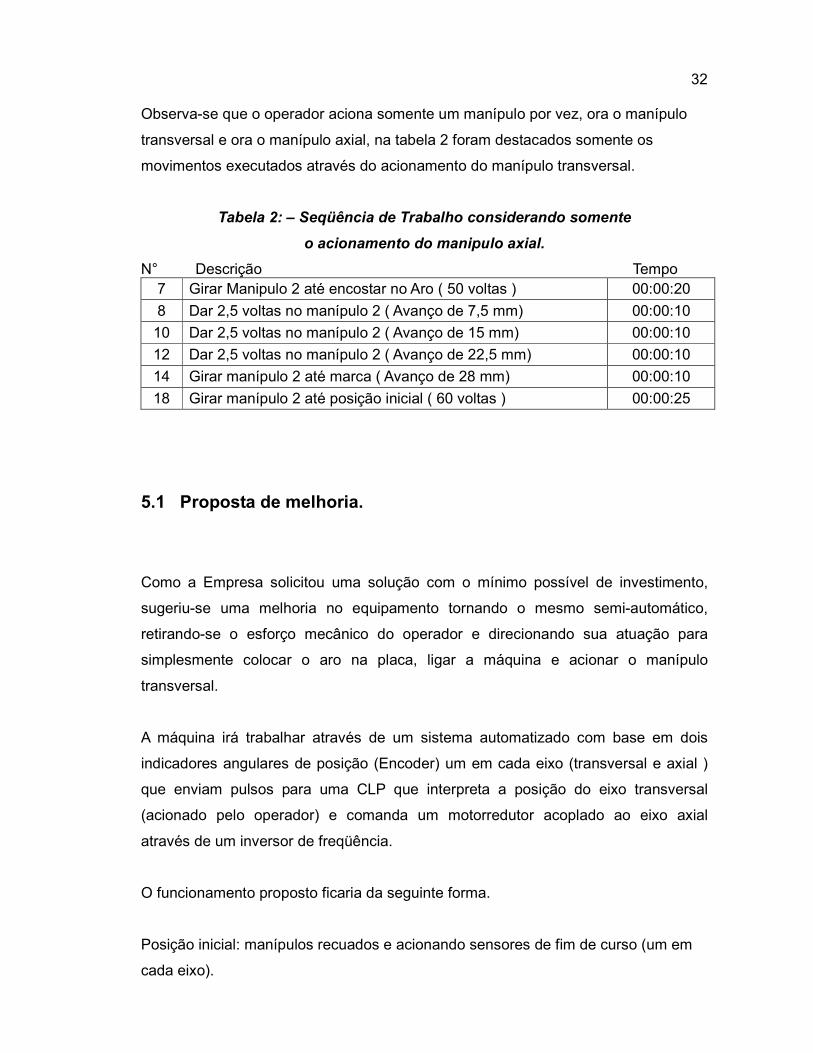
Observa-se que o operador aciona somente um manípulo por vez, ora o manípulo
transversal e ora o manípulo axial, na tabela 2 foram destacados somente os
movimentos executados através do acionamento do manípulo transversal.
Tabela 2: – Seqüência de Trabalho considerando somente
o acionamento do manipulo axial.
N° Descrição Tempo 7 Girar Manipulo 2 até encostar no Aro ( 50 voltas ) 00:00:20
8 Dar 2,5 voltas no manípulo 2 ( Avanço de 7,5 mm) 00:00:10
10 Dar 2,5 voltas no manípulo 2 ( Avanço de 15 mm) 00:00:10
12 Dar 2,5 voltas no manípulo 2 ( Avanço de 22,5 mm) 00:00:10
14 Girar manípulo 2 até marca ( Avanço de 28 mm) 00:00:10
18 Girar manípulo 2 até posição inicial ( 60 voltas ) 00:00:25
5.1 Proposta de melhoria.
Como a Empresa solicitou uma solução com o mínimo possível de investimento,
sugeriu-se uma melhoria no equipamento tornando o mesmo semi-automático,
retirando-se o esforço mecânico do operador e direcionando sua atuação para
simplesmente colocar o aro na placa, ligar a máquina e acionar o manípulo
transversal.
A máquina irá trabalhar através de um sistema automatizado com base em dois
indicadores angulares de posição (Encoder) um em cada eixo (transversal e axial )
que enviam pulsos para uma CLP que interpreta a posição do eixo transversal
(acionado pelo operador) e comanda um motorredutor acoplado ao eixo axial
através de um inversor de freqüência.
O funcionamento proposto ficaria da seguinte forma.
Posição inicial: manípulos recuados e acionando sensores de fim de curso (um em
cada eixo).

33
Coloca-se um Aro na Placa e fixa os Pinos, fecha-se a porta de proteção, engrena-
se a alavanca e o torno é ligado.
O operador gira o manípulo transversal, que através do Encoder começa a mandar
pulsos de posição para a CLP que comanda o inversor de Freqüência do eixo axial
para avanço rápido até que as ferramentas encostem no Aro.
O operador continua acionando o manípulo transversal, que através do Encoder
manda pulsos para a CLP que comanda o acionamento Axial através do CLP.
Quando o operador termina a etapa de conformação, executada somente pela sua
ação no manípulo transversal, a parte referente ao manípulo axial estará também
acabada simultaneamente.
O operador desliga o Torno que por sua vez manda um sinal para a CLP que retorna
a Ferramenta axial rapidamente ao seu ponto inicial, ao mesmo tempo em que o
operador gira o manípulo transversal retornando ao seu ponto inicial.
34
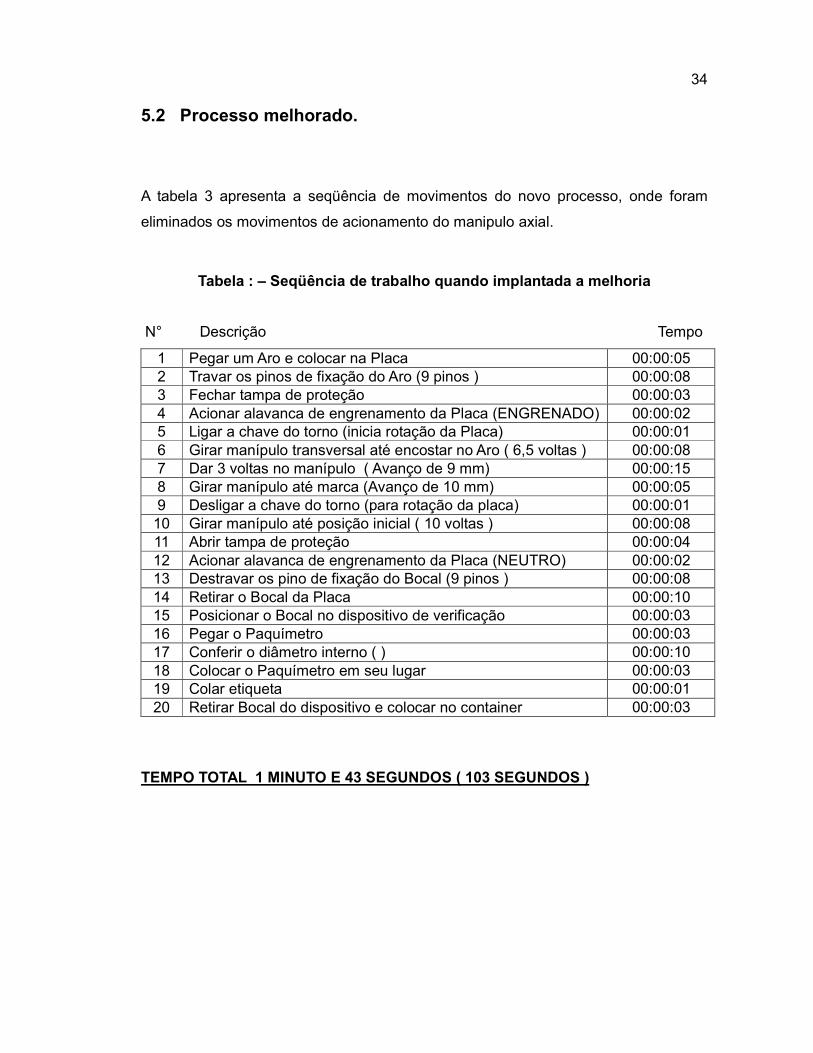
5.2 Processo melhorado.
A tabela 3 apresenta a seqüência de movimentos do novo processo, onde foram
eliminados os movimentos de acionamento do manipulo axial.
Tabela : – Seqüência de trabalho quando implantada a melhoria
N° Descrição Tempo
1 Pegar um Aro e colocar na Placa 00:00:05 2 Travar os pinos de fixação do Aro (9 pinos ) 00:00:08 3 Fechar tampa de proteção 00:00:03 4 Acionar alavanca de engrenamento da Placa (ENGRENADO) 00:00:02 5 Ligar a chave do torno (inicia rotação da Placa) 00:00:01 6 Girar manípulo transversal até encostar no Aro ( 6,5 voltas ) 00:00:08 7 Dar 3 voltas no manípulo ( Avanço de 9 mm) 00:00:15 8 Girar manípulo até marca (Avanço de 10 mm) 00:00:05 9 Desligar a chave do torno (para rotação da placa) 00:00:01 10 Girar manípulo até posição inicial ( 10 voltas ) 00:00:08 11 Abrir tampa de proteção 00:00:04 12 Acionar alavanca de engrenamento da Placa (NEUTRO) 00:00:02 13 Destravar os pino de fixação do Bocal (9 pinos ) 00:00:08 14 Retirar o Bocal da Placa 00:00:10 15 Posicionar o Bocal no dispositivo de verificação 00:00:03 16 Pegar o Paquímetro 00:00:03 17 Conferir o diâmetro interno ( ) 00:00:10 18 Colocar o Paquímetro em seu lugar 00:00:03 19 Colar etiqueta 00:00:01 20 Retirar Bocal do dispositivo e colocar no container 00:00:03
TEMPO TOTAL 1 MINUTO E 43 SEGUNDOS ( 103 SEGUNDOS )

35
6 CONCLUSÃO E DISCUSSÃO FINAL
A principio foi pensado em alterar as velocidades de conformação, o que
demandaria um aprofundamento maior nos cálculos e suas variáveis, porém,
estudando a operação detalhadamente, observou-se que se poderia atuar sobre os
desperdícios em termos de tempo perdido sem mexer na velocidade de
conformação.
O Tempo total para conformação do Bocal foi reduzido de 188s para 103s, o que
significa um aumento na produtividade em torno de 45%.
Como o motorredutor é acionado por um inversor de freqüência pode-se através de
testes práticos aumentar a velocidade de acionamento do eixo axial e analisar as
peças obtidas, com isso pode-se chegar a até ultrapassar o aumento de produção
proposto inicialmente.
O desconforto ergonômico durante a operação com o acionamento do manípulo
axial será eliminado. Com o novo processo o operador somente aciona o manípulo
transversal.
Com a aplicação de uma CLP com 16 entradas e 16 saídas pode-se futuramente
fazer a automatização total do equipamento.
Estimativa de investimento de acordo com orçamentos dos fornecedores dos
componentes em torno de R$ 10.000,00 e previsão de implantação em 4 meses.
O Retorno previsto do investimento deve ocorrer no período de 6 a 10 meses
(dependendo das vendas)

36
Referências bibliográficas
1 – PROVENZA, Francisco. Mecânica Aplicada 1. São Paulo: Centro de Comunicação Gráfica “Pro-Tec”, 1986. p. 3.1-3.20.
2 – ROSSI, Mario. Estampo em Frio de La Chapa: Estampas, Matrices, Punzones, Prensas y Máquinas. 9. ed. Barcelona: Hoepli, 1971. p. 49-54, 85-95.
3 – SANTOS, C. N; VIEIRA A. G; VIANA, C. S. C. Análise Microestrutural de um Aço 0,2%c Assistido pelo Efeito Trip, CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 17, Foz do Iguaçu, 2006. Disponível em <http://www.metallum.com.br/17cbecimat/apresentacao.htm>. Acesso em: 4 junho 2008.

37
Bibliografia Consultada
1 – PROVENZA, Francisco. Manual do Projetista de Máquinas. São Paulo: 5. ed. Centro de Comunicação Gráfica “Pro-Tec”, 1976. 217 p.
2 – SANTOS, Néri. Análise Ergonômica dos Postos de Trabalho, ERGONET ERGONOMIA ON LINE, Disponível em: <http://www.ergonet.com.br/textos.php>. Acesso em 5 de junho de 2008.
Top Related