





Languages
Pages
Legal

8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
1/10
Quality Engineering 2 4) , 46 -471 1990)
C P BILITY INDICES FOR PROCESSES
SUBJECT TO UNIL TER L ND
POSITION L TOLER NCES
K
S KRISHNAMOORTHI
Industrial Engineering
Bradley University
Peoria, Illinois 61625
ey Words
Capability indices; Unilateral tolerance; True position tolerance .
Introduction
A process
is
said to be capable when it
is in
control and meets a given set
of
specifications; and indices such as Cp and Cpk are used to measure the degree
of
such capability
in
processes. Cp
is
the ratio
of
the variability allowed
by
the
specification i.e., upper specification limit minus lower specification limit) to the
natural variability present
in
the process. The natural variability is represented by
6a
where
a
is the estimated standard deviation
of
the process. Cpk is the ratio
of
the distance between the process center and the nearest specification limit to one
1
half of the process variability
3a).
Cp gives an assessment
of
how good a pro- _
ht::JS
cess is with respect to the allowed variability and Cpk gives,
in
addition, an 3
_
assessment
of
how centered the process
is
with respect to the given
t a r g e ~
and Cpk are used to identify problem processes, prioritize processes for resource
allocation, and monitor processes in a department, plant, or company.
In some situations such as when unilateral tolerances or positional tolerances
are specified, these indices seem to be inadequate for measuring process capabili-
46
Copyright 1990
by
Marcel Dekker, Inc .
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
2/10
462
KRISHNAMOORTHI
ties. This article examines this inadequacy and proposes some alternative meas
ures for process capability in such cases.
Measuring apability of Processes with Unilateral Tolerance
In
a machine shop, several product characteristics have print tolerances that
allow variations only on one side
of
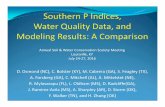
the target such as 3.5 0.010/-0.000. Fig
ure 1 shows two conditions of a process with one-sided tolerance and with meas
urements assumed
to
be normally distributed. In case (a), the process center
is
located near the target and the variability is small, and in case (b), the process
center is farther away and the process variability
is
large. However, the Cpk cal
culated for the two process conditions are the same. The Cpk index, considered
superior to the Cp index because
of
its ability to judge process centering in addi
tion to process variability, is not able to discriminate between a good process
condition and a poor one in the example where the process is subject to unilateral
tolerance.
The inability of the Cpk index to discriminate between the two process condi
tions can be explained as follows. The Cpk index evaluates a process location
with respect to an ideal center which, in the normal bilateral case, is the midpoint
of
the specification limits. In the case
of
processes with unilateral tolerance, as
explained later, the ideal location for the process is not a constant, but changes
with process variability. The Cpk index does not recognize this changing ideal
center, and so is unable to recognize a good location from a poor one. It is neces
sary to define a capability measure that will differentiate between good and poor
process conditions when the process is subject to unilateral tolerance.
Cpk .002/.002 1 0
Cpk =005/.005 =
O
3 5
3.502
3 51
3 5
3 505
3 51
Target Target
(aj b)
igure 1 Examples of process conditions subject to unilateral tolerance.
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
3/10
CAPABILITY INDICES
AND
POSITIONAL TOLERANCES
46
We first define the ideal condition for a process
subject
to unilateral
tolerance
and
then search for a measure that would distinguish process conditions that are
close
to
and those that
are
farther
away from
this best
condition.
When used as
guidance
for
process impr.ovement,
the
improving
values
of the
index
should indi-
cate
process
movement toward
the
best
condition.
The ideal
condition for
a process
with
unilateral
tolerance changes
with
varia-
bility.
When the
process variability
is
zero,
the ideal
condition
is the target. f
there is any variability at all, the process cannot be
centered
on target, a situation
different
from the bilateral
case.
Then the ideal
center
is at u
distance
from tar-
get so that there is no production
below
target. Besides the
ideal
location, there
are many acceptable locations where all production
is
within specification.
The
acceptable
locations range from the ideal location to u
distance inside
the upper
limit.
Figure 2 a)
shows
some examples
of processes
with
different variabilities
and
their acceptable locations. Figure 2 b) shows the case
with
extreme accept-
able
variability,
with only one acceptable position, which
is
also the ideal loca-
tion.
A capability
index is used in practice, first to
differentiate
an
acceptable condi-
tion from
an
unacceptable condition of a process, and then, within
the
acceptable
set,
to
distinguish
the
one closer
to the ideal
condition
from the
one farther
from
it.
The requirements for process acceptability
shown in
Figure 2 can be translated
into
notations
using properties of the normal distribution. If X and u
represent
process average and standard deviation, and T
and
U represent
the
target
and
upper
limit respectively;
for acceptability, the
requirement
on variability
translates to:
Target Target
US
a)
b)
Figure 2 Acceptable
process conditions with unilateral
tolerance.
a
- -
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
4/10
464
6u
U T
== >
6u/U - T) J 0
== >
Cp 1 0
KRISHNAMOORTHI
This requirement
on variability is the same as in
the
bilateral
case.
The requirement
for
acceptability on process centering translates to:
T
+
3u X U - 3u
== > [ X
-
T /3u] 1.0 AND [ U - X /3u] 1 0
== >
CpT 1 0
AND
CpU
1.0
Or, min
[CpT, CpU] 1.0
This again is the same requirement used for the cases with
bilateral tolerances
except that the target is used as the
lower
specification limit. Satisfying this
requirement will
force the
process
to acceptability. Yet, this will not
force
the
process to
move
to the
ideal
condition for its current variability). In order to
push the process to the ideal condition, the following
requirement
needs to be
added:
1.0 CpT 1.0
The
larger
the value
of
CpT
is
than
1.0,
the
smaller
the
variability. The larger
the
value of
the ratio CpU/CpT), the
closer the process
center is to the
target.
It is important that the value for CpT be larger than 1.0, but too large a value
will
indicate
that the
process
center is too far from
the target
for the
current
vari-
ability.
When
CpT= 1
and
CpU/CpT)= 1 the process is just at the limit of
acceptability.
For a
given
value of CpT, increases
in the value
of the
ratio CpU/
CpT) would indicate that the process is
moving
toward the ideal condition. Figure
3 shows
some
example process conditions and
the
corresponding values for these
indices.
In
practical terms, for
processes
subject to unilateral tolerance, first
the
process
standard deviation
must
be estimated. If
6u
is larger
than the
spread in the toler-
ance,
steps must be
taken to
reduce the process variability.
Once the
process vari-
ability
6u
is
smaller
than the specification width, the process must be
centered at
T +
3u
or slightly above it. Further reduction
in variability
must be attempted
so
that CpT will assume values larger than 1.0. Too large a
value
for CpT would
indicate that the process center
needs to
be
moved
closer to target but not closer
than T + 3a When this procedure of reducing
process
variability and then mov-
ing
the process center closer to
the
target
is
repeated,
the
process
will move
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
5/10
CAPABILITY INDICES AND POSITIONAL TOLERANCES
CpT
1.0
CpU/CpT
=
.0
Target:
T
Target:
T
CpT>l.0
CpU/CpT
1.0
CpU/CpT > 1.0
u
u
465
Figure 3
Examples
of
process conditions with corresponding values for the ratio CpU/CpT).
closer and closer to the best condition. The measures suggested here would help
in
monitoring progress
in
this effort.
For audit purposes, the requirement can be imposed that:
1.0 CpT 1.33
and
CpU/CpT) 1.0
The above analysis assumes the process
is
normally distributed, and hence, a
verification for normality
of
the process
is
necessary. Although the analysis was
made with reference to a tolerance with
an
upper limit, the analysis would apply
to a tolerance with a lower limit as well. The condition for a lower limit L would
be:
1.0 CpT 1.33
and
CpL/CpT) 1 0
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
6/10
66
KRISHN
MOORTHI
Measuring Capability of Processes Subject to Positional Tolerance
When a hole has to be drilled or a stud has to be located in a given position,
designers generally provide a tolerance region, usually a circle around the target
position, to allow for the variability in locating the hole or stud in actual
manufacture. When the performance
of
the process
is
to be compared against
such a tolerance, a measure is needed to compare the variability and centering in
actual production with that specified
by
the designer. n other words, a capability
index has to be defined for processes subject to such positional tolerances.
Figure 4 shows an example where the position for a hole
is
specified along
with a tolerance region. In this example the target position TP) is specified by
the coordinates a,b) for the center of a hole, and the tolerance
by
the circle with
diameter
D.
When the holes are drilled, the centers
of
the holes will not all exactly coincide
with the specified target position, but will be distributed in an area around a
center, say, CC for center
of
centers). Let us assume first that this CC coincides
with the specified target position TP, and the actual location of hole centers are
distributed as bivariate normal around the CC . On the assumption that the devia
tions of the hole centers from CC on X and Y axes have equal variance and are
uncorrelated, the footprint
of
the bivariate normal distribution will be a circle
with center at CC. Figure
5
illustrates this case when the CC coincides with the
TP.
t might seem appropriate to compare the area of the tolerance circle and the
area of the circle of natural variability to get a measure of capability of the pro
cess . The assumption that the CC coincides with the target position can be
verified by taking a sample
of
holes, measuring the X and Y coordinates of their
centers and calculating
X,Y).
f
X,Y) _
a,b) then the assumption can be con-
D
TP: a,b)
a
Figure 4
Example of a positional specification.
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
7/10
CAPABILITY INDICES AND POSITIONAL TOLERANCES
TP=(a.b)
CC=( X,Y)
467
Tolerance region
Region of natural
variability
.
_
Figure S.
A
positioning process: natural variability vs. tolerance.
: ::: ~ s T u c r o a ~ ~ a l i d
The
area of natural variability can
be
approximated
by:
?r 3u )
2
= ra
2
where u is the equal) standard deviation of the X and Y coordi
nates of the sample holes. When the standard deviations of the X and Y coordi
nates are
not
equal, the larger of
crx
and u
is
recommended.
This
will
give a cir
cular
area
for natural variability
to be
compared
with the
circular tolerance area
while giving
conservative
larger) estimate for natural variability.
Thus,
the capability index
PCp
Positional
Cp) can be
defined as:
1r/40
2
1 0
2
V
PCp
911 u2 36
u2
When
PCp
= 1.0
the
natural variability is equal to the variability in tolerance.
When
it
is
larger
than
1.0,
the natural
variability
is
sqialler
than the
tolerance
variability. A
value
for PCp greater
than
1.33
can be required to make all
hole
locations
fall within
tolerance.
Increasing
values for
PCp
would indicate improv
ing
process
conditions.
Consider
next the
case when CC does not coincide with TP. Figure 6 shows an
example where the CC does not coincide with the target position specified. Tfle
figure
shows
the off-centered
location in
an exaggerated fashion for the
sake
of
clarity.
Again, i we make
the
assumption
that the
centers are distributed as bivariate
normal with
variability
in the
two
axes equal
and deviations
uncorrelated, the
PCpk
Positional Cpk)
can
be defined
as:
PCpk
=
7r/4
02
7r V X - a)
2
+
Y
- b)
2
+ 3u]
2
02
; : : : : : : : ; : : : = = : : : ; : : = = : : ; : : : = = ~ ~
4(V(X - a)
2
Y - b)
2
of
I
I
I
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
8/10
468
KRISHNAMOORTHI
Tolerance region
TP a b)
CC X, Y
Figure
6
A positioning process where the center
of
actual centers misses the target position.
t should be noted that when the process center CC coincides with target posi
tion TP, PCp
= PC
pk.
The requirement that PCpk be larger than 1.33 can be imposed for audit pur
poses. The process center will have to be closer to the target position and the pro-
cess variability
has to
be smaller than the variability in tolerance in order
to
meet
this requirement.
The following example illustrates the method of computing the capability
indices and interpreting their meaning for a positioning process.
Example
The following coded) data represent X and Y coordinates. of 30 holes drilled
against a true position 0,0) and tolerance diameter D
=
2.
X: -.514 - .372
-.412
-.412
-.356
-.638
-.274
- .346 -
.845
-
.462
- .400 -
.532
- .530 -.347
- .440 -
.372
- .795 -
.829
- .500 -
.506
-.436
-
.632
- .
729
- .934 - .546 - .
313
- .510
Y:
-.622
- .663
-.685
-.462
-.169 -.502 -.576
-.448 - .618
-.786 -.671 -.528
-
.333
-.386
-.524
- .290
-.480 -.384
-.683
- .
588 -.885
- .376 - .
574
-.594 - .618
- .
574
- .514
x -
.5034
y = - .5237
S X) = 1755 S Y) =
1542
Estimate
of J =
.1755 larger
of
the two sample standard deviatiom.
PCp
=
l/36) 4/.175s2)
=
3.6
-.494
- .
257
- .370
J l9
-.480
- .380
PCpk
=
4/4[Y - .5034)
2
.5237)
2
3x.1755]
2
=
0.63
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
9/10
CAPABILITY INDICES AND POSITIONAL TOLERANCES
469
PCp = 3
6
indicates that
the
variability
in
locating the holes
is
small compared
with
the
tolerance allowed. The value
o
PCpk
=
0.63 indicates, especially since
PCp is large, that the actual hole centers are off the specified true position. This
can be seen by comparing (X, Y) = - .5034, - .5237) with the specified target
position (0.0). The steps
to
be taken
to
improve the capability
o
the process
become obvious.
Meaning o PCpk
A point needs
to
be made about the meaning
o
PCpk.
t is
only
an
index
which indicates whether the actual centers are centered around and close to the
specified target position. When the value of PCpk is larger than 1.0, there is the
assurance that all holes will
fall
within the tolerance region. When the value
is
much larger than 1.0, say larger than 1.33, the degree
o
assurance
is
larger.
f
its value is smaller than 1.0, all holes are not within the tolerance region.
Although a process with PCpk
o
0.5 will be considered worse than a process
with PCpk o 0.75, it should not be interpreted that one half o the holes drilled
in
the fotmer case or one fourth
o
those drilled in the latter are outside
specification limits. Process improvements should aim at larger and larger values
for PCpk.
Validity
o
ssumptions Made
First, the assumption
o
bivariate normal for the actual location
o
the hole
centers is probably valid in many situations and can also be verified. The devia
tions on the two axes should
be
tested for independence and when independence
can be taken to be true, they can be tested for normality as two one-dimensional
variables .
Second, equality o variability on the Xand Y axes: This assumption requires
that
ax
and
y
be equal. When the deviations on the X and Y axes have equal
variance and are uncorrelated, the region
o
natural variability is a circle. Since
the tolerance region
is usually given as a circle, the derivation and computation o
the indices are simple. When these assumptions are not true, the region o natural
variability will be an
ellipse. Calculating
the
area
o
the ellipse and comparing it
with the tolerance area might give a more correct comparison, at least for the
case when
T
and CC coincide. When they
do
not coincide, derivation and com
putation o the PCpk becomes complicated. However, taking the larger o the two
standard deviations simplifies calculation, and gives a conservative estimate for
the indices (i.e., smaller values than would be obtained by calculating the area o
the elliptical region). This may be erring on the safer side.
8/10/2019 Capability Indicies for Processes Subject to Unilateral and Positional Tolerances
10/10
47
KRISHNAMOORTHI
onclusions
Many machine shop processes are subject
to
the types
o
tolerances considered
above. Measures are necessary to compare the centering and variability generated
in
those processes in actual production with the variability and target specified by
the designer. Several informal rules have been used for this purpose. The ratio
o
the tolerance diameter to the major axis
o
the ellipse
o
natural variability has
been used as a capability measure. This oversimplifies the problem by not using
the information from the other axis . A comparison
o
the area
o
the tolerance
region with the ellipse
o
natural variability without reference to the centering
o
hole centers has been used. This has the obvious drawback
o
giving wrong indi
cations when the hole centers are off the target center. Further, simple compari
son
o
areas o tolerance circle with the natural ellipse suffers from the fact that,
when the deviation in one axis
is
very small , while that
o
another
is
very large,
the area
o
the natural ellipse may be small but there may be out-of-spec values
on the larger axis. The capability index will not be able to detect this. The meas
ures suggested in this article avoid these handicaps .
t
has been recently brought to the attention o the author that Gilliland 1989)
is suggesting a measure for the two-dimensional case that would, for example,
evaluate the proportion
o
hole centers located within the tolerance region using
bivariate normal distribution, and invert the proportion into a univariate capability
measure through the N 0,1) distribution . Such an index would give additional
meaning to capability measurement although the concept and the computational
details will be more difficult
to
sell
to
the engineers and technicians . However, i
simplified formulas are made available to minimize computational effort, the
above line
o
thinking should produce some good indices.
It
is
recognized that there are many other special process situations, besides the
two considered above , where the currently available capability indices are not
adequate. Processes that are not normally distributed and processes that have
unequal, bilateral tolerance are examples
o
processes that offer difficulty. A
major purpose
o
this article
is
to highlight the need for defining capability meas
ures for such special processes on a rational basis. The methods suggested here
may be the first steps in handling this class
o
problems.
cknowledgment
The author extends thanks to the Manufacturing and Quality General Offices o
Caterpillar Inc., Peoria, Illinois, for bringing the problem to his attention and
providing financial support for the research.
Top Related