






Languages
Pages
Legal

Japanese Sword:
History
Art
Science
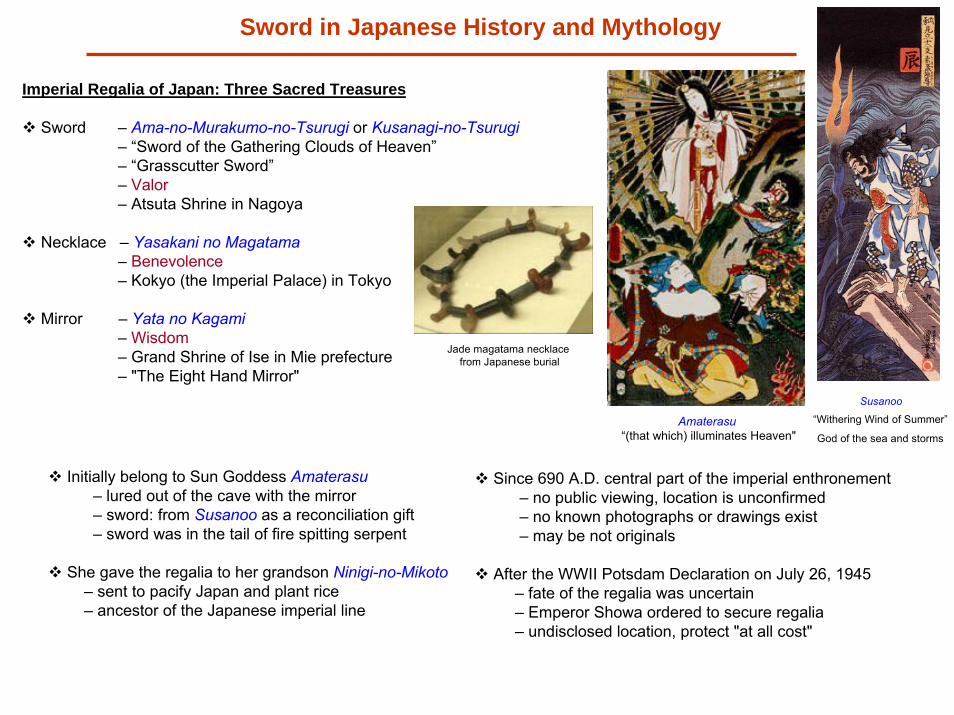
Imperial Regalia of Japan: Three Sacred Treasures
Sword – Ama-no-Murakumo-no-Tsurugi or Kusanagi-no-Tsurugi– “Sword of the Gathering Clouds of Heaven”– “Grasscutter Sword”– Valor– Atsuta Shrine in Nagoya
Necklace – Yasakani no Magatama– Benevolence– Kokyo (the Imperial Palace) in Tokyo
Mirror – Yata no Kagami– Wisdom– Grand Shrine of Ise in Mie prefecture – "The Eight Hand Mirror"
Initially belong to Sun Goddess Amaterasu– lured out of the cave with the mirror – sword: from Susanoo as a reconciliation gift– sword was in the tail of fire spitting serpent
She gave the regalia to her grandson Ninigi-no-Mikoto– sent to pacify Japan and plant rice– ancestor of the Japanese imperial line
Sword in Japanese History and Mythology
Jade magatama necklace from Japanese burial
Amaterasu“(that which) illuminates Heaven"
Susanoo
“Withering Wind of Summer”
God of the sea and storms
Since 690 A.D. central part of the imperial enthronement– no public viewing, location is unconfirmed– no known photographs or drawings exist– may be not originals
After the WWII Potsdam Declaration on July 26, 1945– fate of the regalia was uncertain – Emperor Showa ordered to secure regalia – undisclosed location, protect "at all cost"

Nara period (710 – 794)Technology imported from China Oldest swords ~ 400 A.D.Straight blade, single cutting edgeFaulty tempering
Heian period (794 – 1185)Improved technologyHorseback fighting Curved blade, up to 4 ft. Hung from the waist Edge down: tachi
Muromachi period (1392 – 1573)Warring States period (Sengoku Jidai)Large demand, decline in qualityDark age of the Japanese sword200,000 nihontō imported to China Development of the uchigatana
– about 24 inches, worn edge up– one hand close quarters fighting– curve is similar to tachi
Kamakura period (1185 – 1333)Golden age of the Japanese swordRetired emperor Gotoba (1180 – 1239)– patron of the finest smiths– forged blades himselfMongol invasion attempts, 1274 & 1281 – footlong tanto, hand-to-hand combat – wider, heavier two-hand tachi
Koto: Old sword
Nanbokucho period (1336 – 1392)Gokaden (Five Traditions)– Bizen– Soshu (Sagami)– Yamashiro– Yamato– Mino
Chokuto (Ken): Ancient sword
The History of Nihonto
Tachi by Ichimonji.National Treasure. TNM
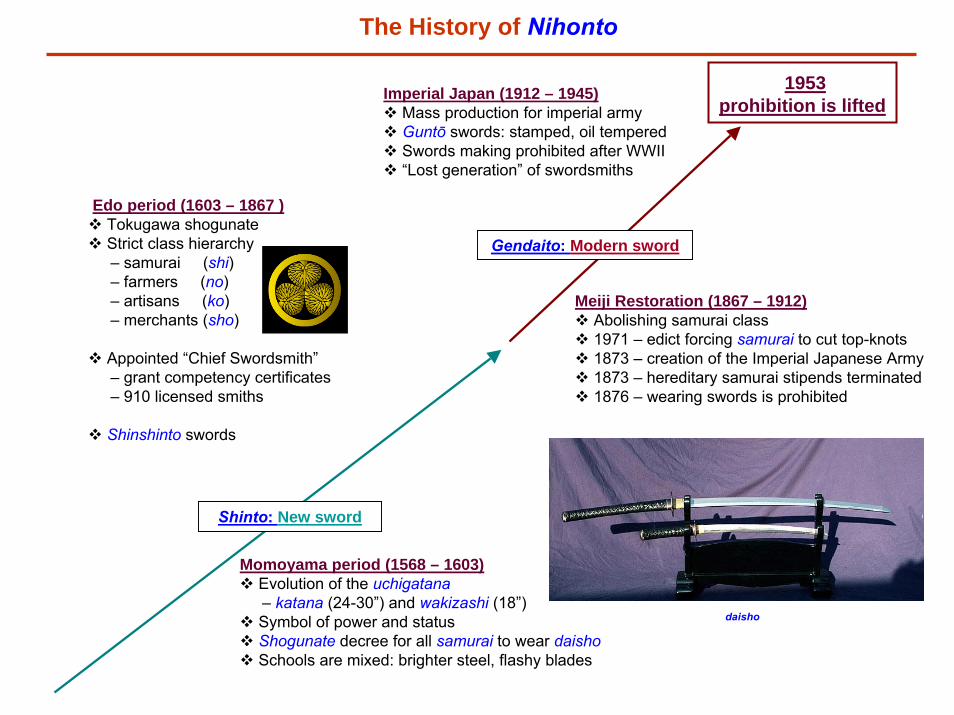
Imperial Japan (1912 – 1945)Mass production for imperial armyGuntō swords: stamped, oil temperedSwords making prohibited after WWII“Lost generation” of swordsmiths
Momoyama period (1568 – 1603)Evolution of the uchigatana– katana (24-30”) and wakizashi (18”)Symbol of power and status Shogunate decree for all samurai to wear daishoSchools are mixed: brighter steel, flashy blades
Meiji Restoration (1867 – 1912)Abolishing samurai class 1971 – edict forcing samurai to cut top-knots1873 – creation of the Imperial Japanese Army1873 – hereditary samurai stipends terminated 1876 – wearing swords is prohibited
Gendaito: Modern sword
Shinto: New sword
1953prohibition is lifted
The History of Nihonto
daisho
Edo period (1603 – 1867 )Tokugawa shogunateStrict class hierarchy – samurai (shi) – farmers (no)– artisans (ko)– merchants (sho)
Appointed “Chief Swordsmith”– grant competency certificates– 910 licensed smiths
Shinshinto swords
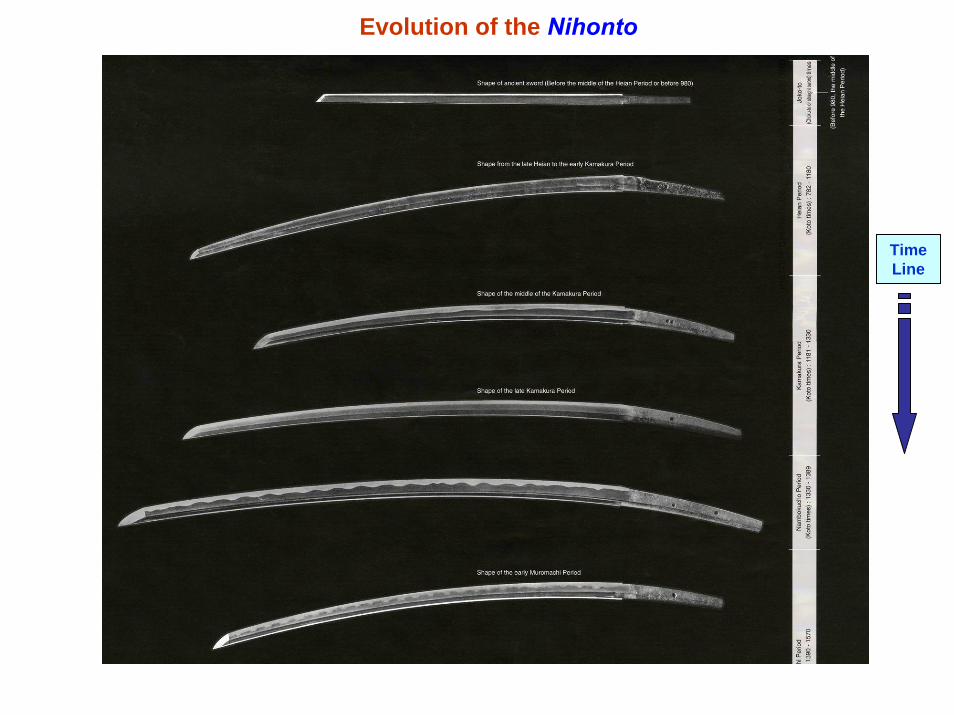
Evolution of the Nihonto
Time Line
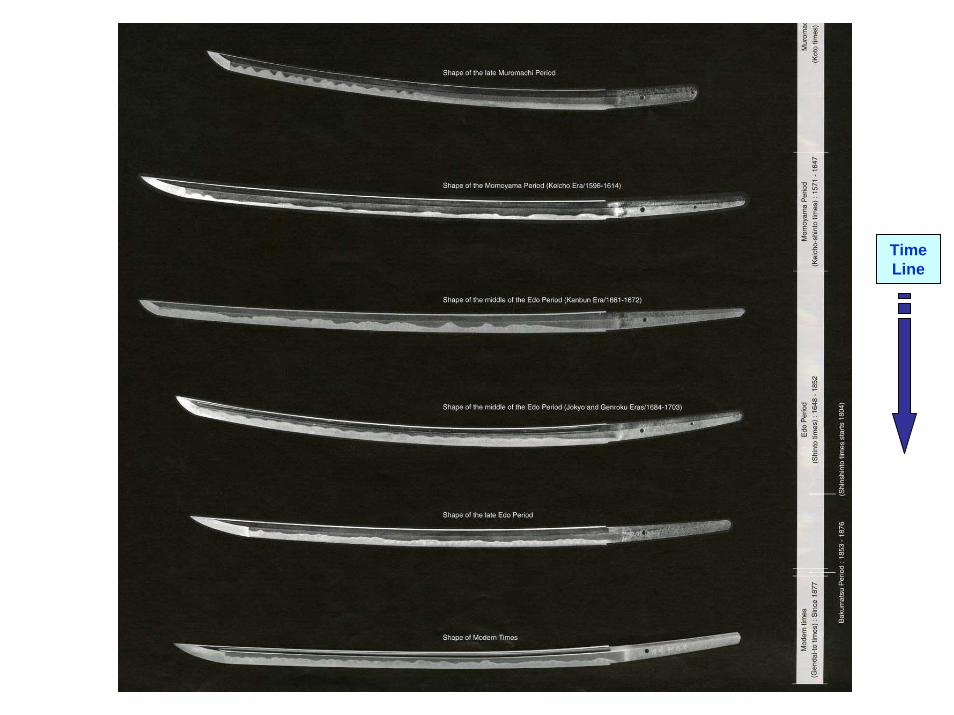
Time Line
Nippon Bijutsu Tōken Hozon Kyōkai (NBTHK)
“Society for the Preservation of the Japanese Art Swords”Founded in 1960Strict regulations are enforced:
To register the sword with NBTHK:– produced by licensed swordsmith – blade over 6”, hamon, rivet hole in the tang– less than 6”: knifes ( kogatana ), no regulation
Getting a license:– apprenticeship under licensed swordsmith – for a minimum of 5 years
Number of swords:– 2 long swords (>2ft.) and 3 short swords (<2ft.) per month– based on meticulous style of eminent smith Akihira Miyairi
All swords must be registered with the police
NBTHK Competition– one sword per swordsmith – 300-500 swords entered into competition– 15 judges: swordsmiths, appraisers etc.– 2 rounds with covered and open signature– swords ranked first to last– determine the value of the next year swords
– mukansa: above the competition– ningen kokuho: living national treasure
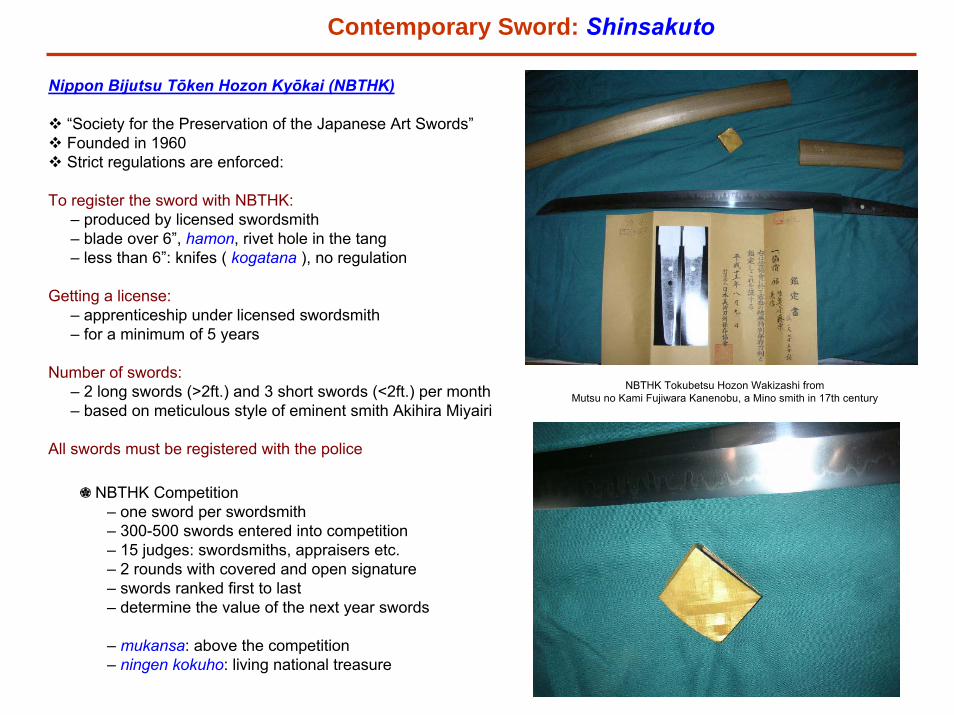
Contemporary Sword: Shinsakuto
NBTHK Tokubetsu Hozon Wakizashi from Mutsu no Kami Fujiwara Kanenobu, a Mino smith in 17th century
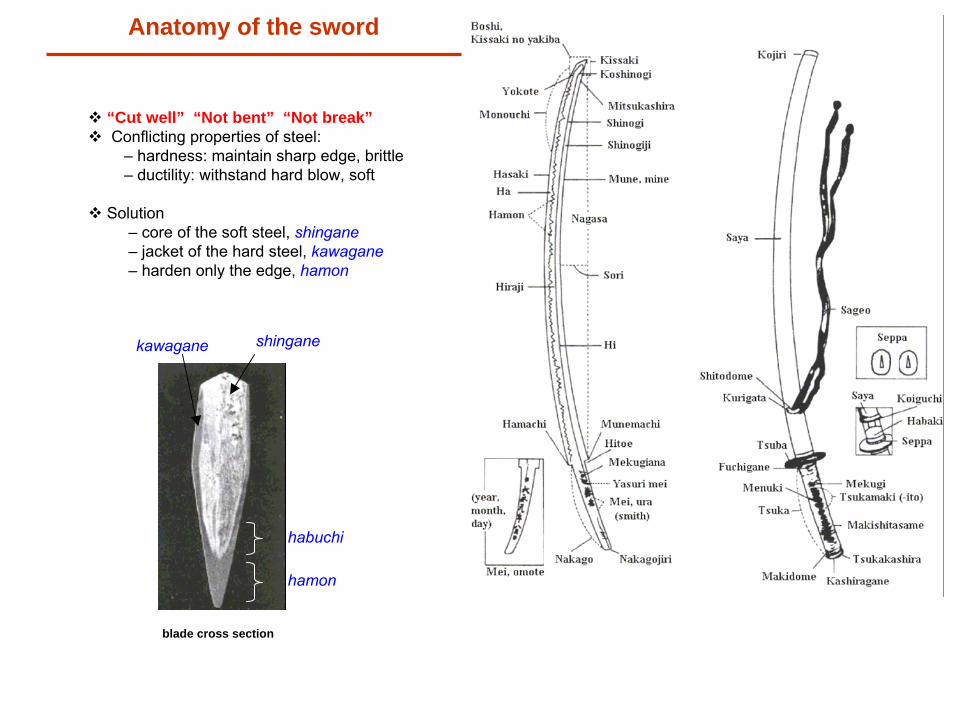
Anatomy of the sword
“Cut well” “Not bent” “Not break”Conflicting properties of steel:
– hardness: maintain sharp edge, brittle– ductility: withstand hard blow, soft
Solution – core of the soft steel, shingane– jacket of the hard steel, kawagane– harden only the edge, hamon
habuchi
kawagane shingane
hamon
blade cross section
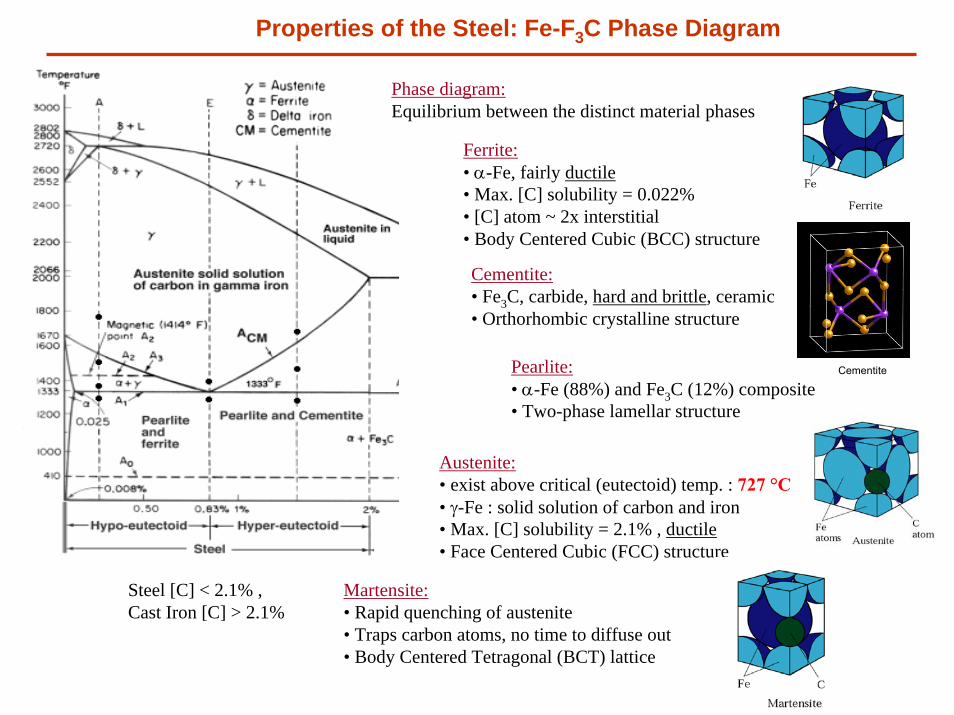
Properties of the Steel: Fe-F3C Phase Diagram
Pearlite:• α-Fe (88%) and Fe3C (12%) composite• Two-phase lamellar structure
Austenite:• exist above critical (eutectoid) temp. : 727 °C• γ-Fe : solid solution of carbon and iron• Max. [C] solubility = 2.1% , ductile• Face Centered Cubic (FCC) structure
Martensite:• Rapid quenching of austenite• Traps carbon atoms, no time to diffuse out• Body Centered Tetragonal (BCT) lattice
Phase diagram:Equilibrium between the distinct material phases
Steel [C] < 2.1% , Cast Iron [C] > 2.1%
Ferrite:• α-Fe, fairly ductile• Max. [C] solubility = 0.022% • [C] atom ~ 2x interstitial• Body Centered Cubic (BCC) structure
Cementite:• Fe3C, carbide, hard and brittle, ceramic• Orthorhombic crystalline structure
Cementite
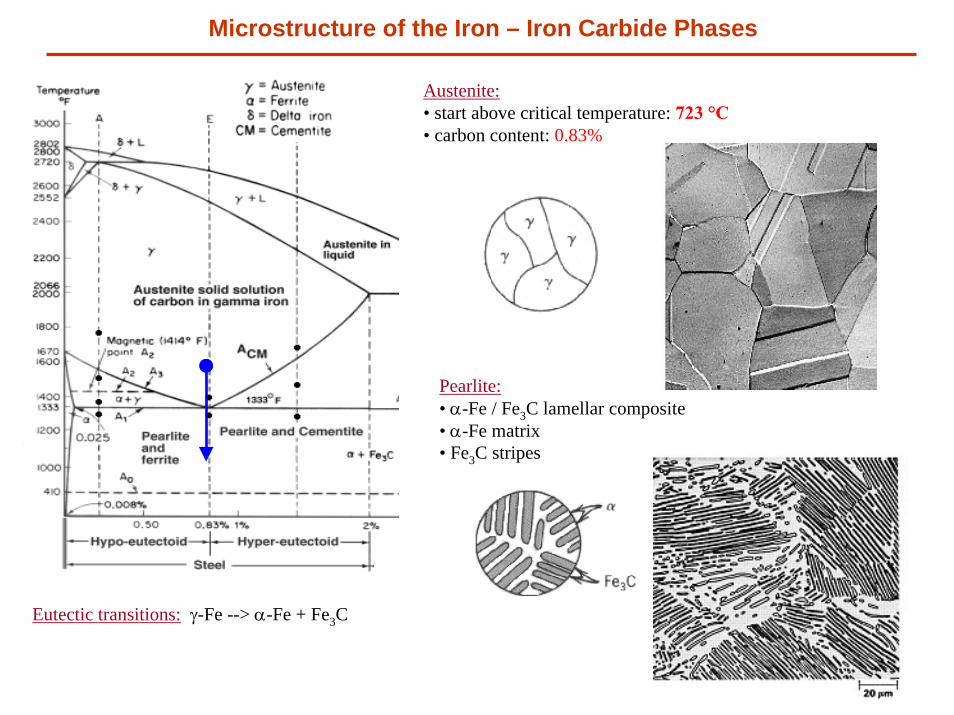
Microstructure of the Iron – Iron Carbide Phases
Eutectic transitions: γ-Fe --> α-Fe + Fe3C
Pearlite:• α-Fe / Fe3C lamellar composite• α-Fe matrix • Fe3C stripes
Austenite:• start above critical temperature: 723 °C• carbon content: 0.83%
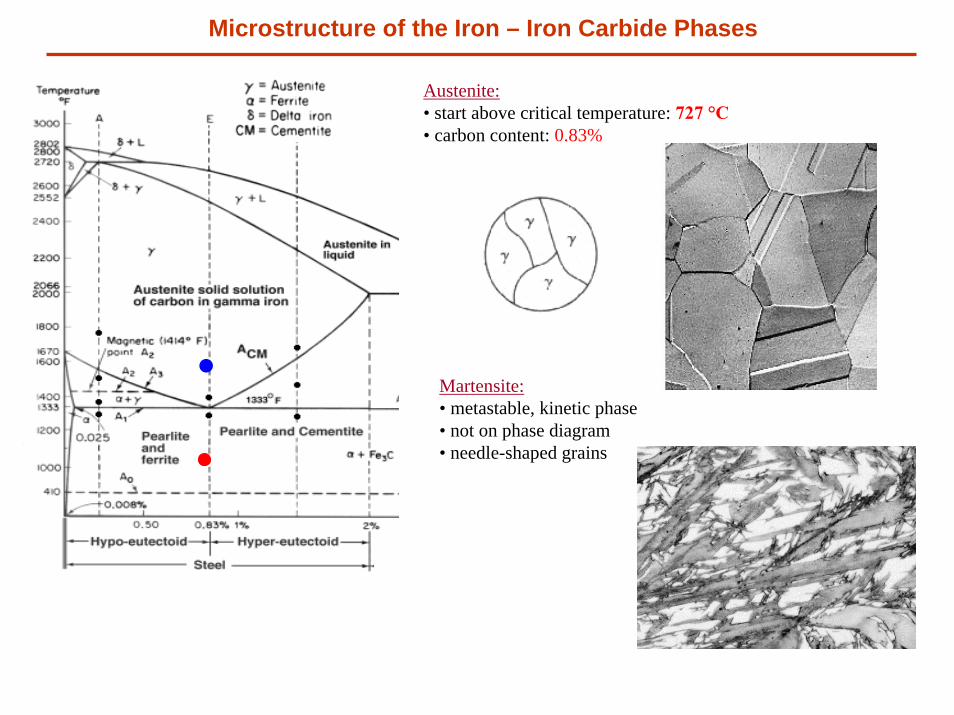
Martensite:• metastable, kinetic phase • not on phase diagram • needle-shaped grains
Austenite:• start above critical temperature: 727 °C• carbon content: 0.83%
Microstructure of the Iron – Iron Carbide Phases
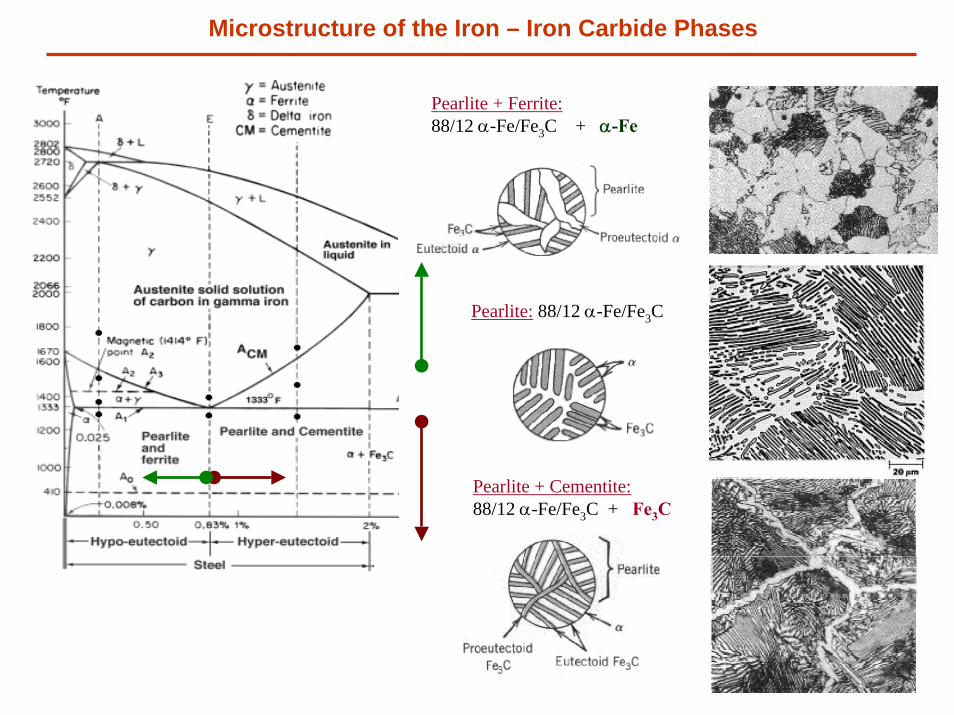
Pearlite: 88/12 α-Fe/Fe3C
Pearlite + Ferrite:88/12 α-Fe/Fe3C + α-Fe
Pearlite + Cementite:88/12 α-Fe/Fe3C + Fe3C
Microstructure of the Iron – Iron Carbide Phases
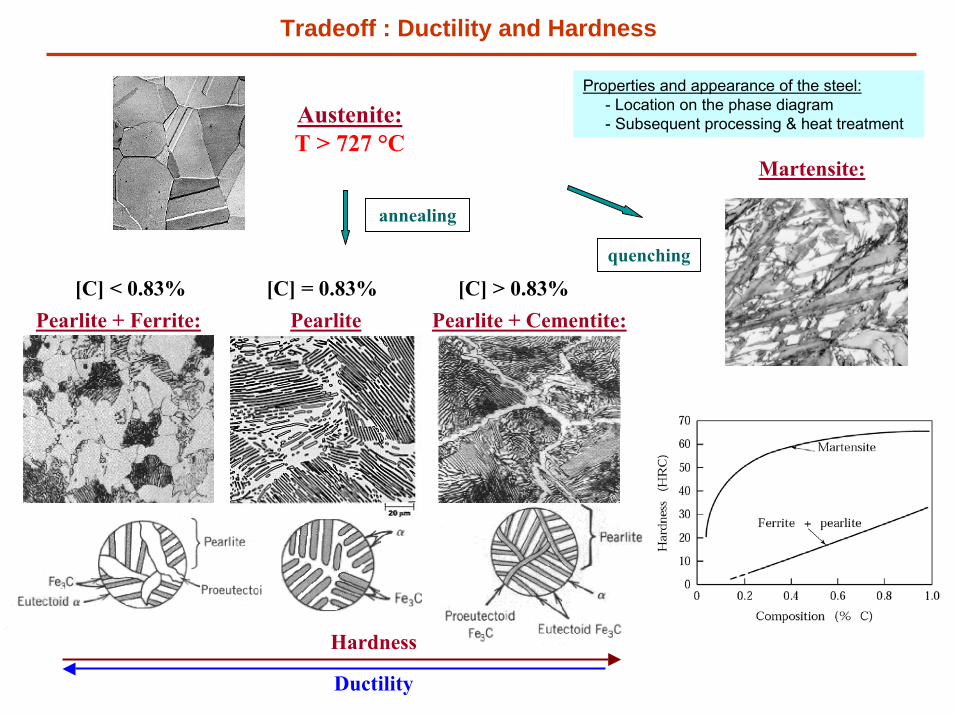
Tradeoff : Ductility and Hardness
Austenite:T > 727 °C
[C] < 0.83% [C] > 0.83%Pearlite + Ferrite:
[C] = 0.83%Pearlite Pearlite + Cementite:
Ductility
Hardness
annealing
Martensite:
quenching
Properties and appearance of the steel:- Location on the phase diagram - Subsequent processing & heat treatment
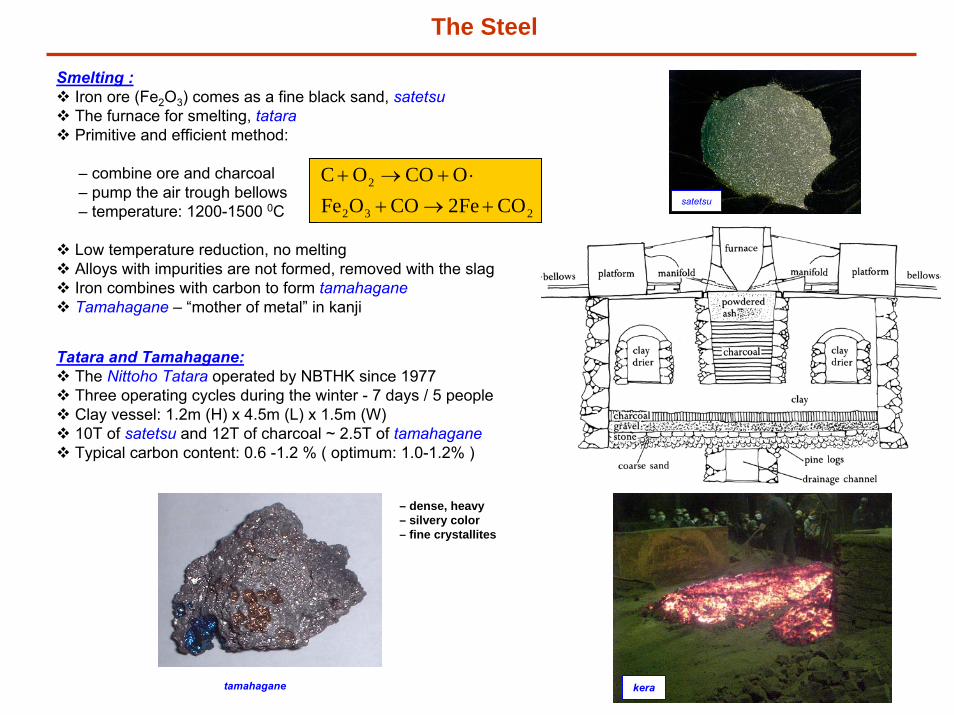
Tatara and Tamahagane: The Nittoho Tatara operated by NBTHK since 1977Three operating cycles during the winter - 7 days / 5 peopleClay vessel: 1.2m (H) x 4.5m (L) x 1.5m (W)10T of satetsu and 12T of charcoal ~ 2.5T of tamahaganeTypical carbon content: 0.6 -1.2 % ( optimum: 1.0-1.2% )
Smelting : Iron ore (Fe2O3) comes as a fine black sand, satetsuThe furnace for smelting, tataraPrimitive and efficient method:
– combine ore and charcoal– pump the air trough bellows– temperature: 1200-1500 0C
Low temperature reduction, no melting Alloys with impurities are not formed, removed with the slag Iron combines with carbon to form tamahaganeTamahagane – “mother of metal” in kanji
The Steel
232
2
COFe2COOFeO COOC
+→+⋅+→+
satetsu
kera
– dense, heavy– silvery color– fine crystallites
tamahagane
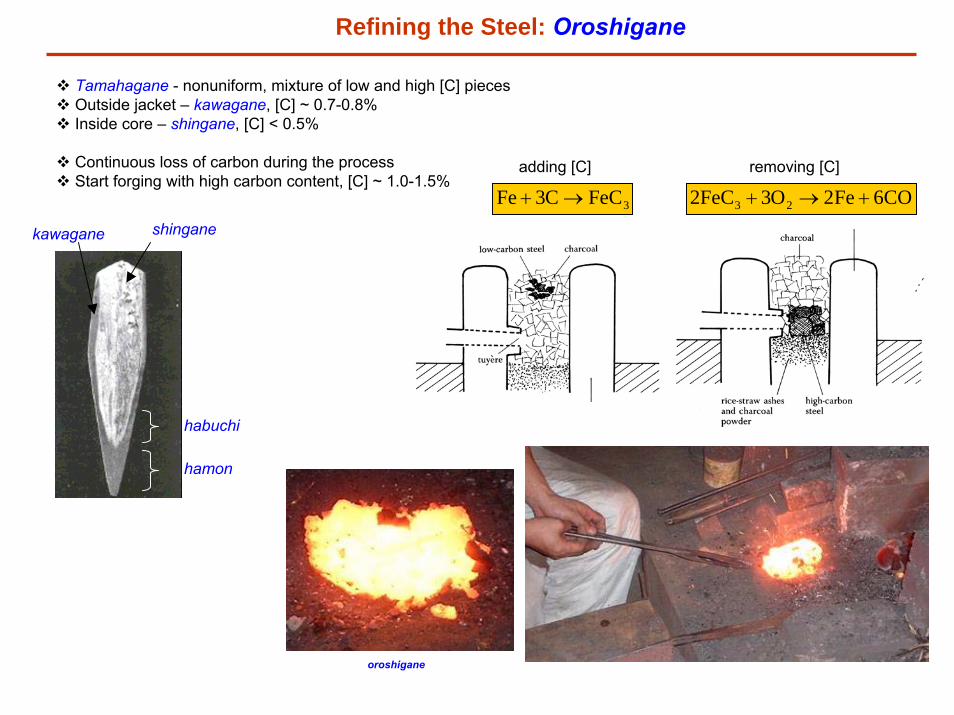
Refining the Steel: Oroshigane
Tamahagane - nonuniform, mixture of low and high [C] piecesOutside jacket – kawagane, [C] ~ 0.7-0.8%Inside core – shingane, [C] < 0.5%
Continuous loss of carbon during the processStart forging with high carbon content, [C] ~ 1.0-1.5%
adding [C]
habuchi
kawagane shingane
hamon
removing [C]
3FeCC3Fe →+ CO6 Fe2O3 2FeC 23 +→+
oroshigane
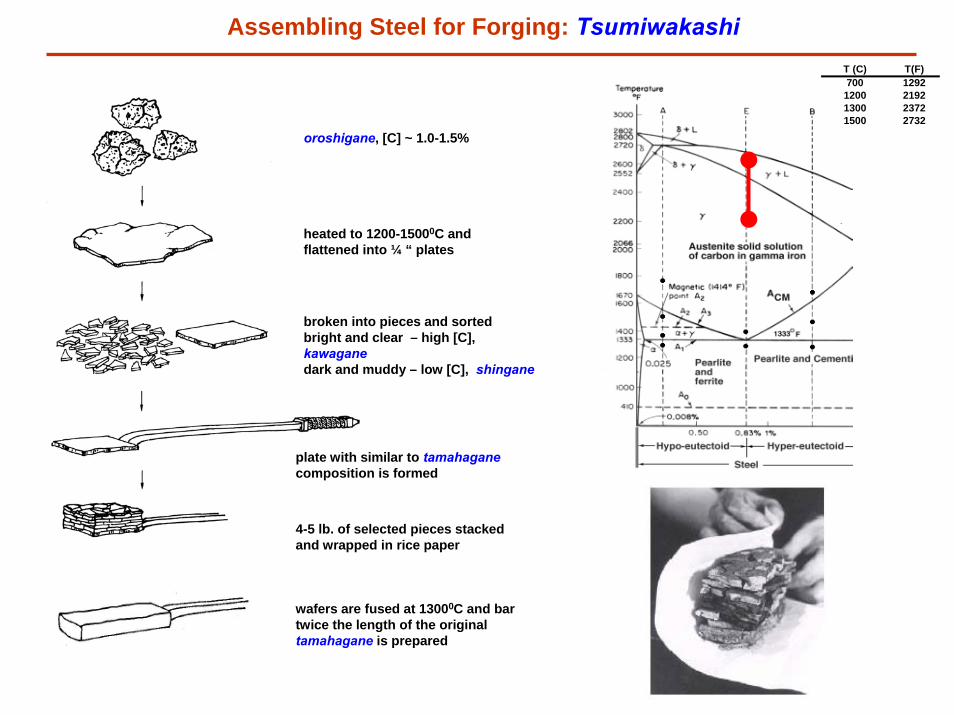
Assembling Steel for Forging: TsumiwakashiT (C) T(F)700 1292
1200 21921300 23721500 2732
oroshigane, [C] ~ 1.0-1.5%
heated to 1200-15000C and flattened into ¼ “ plates
broken into pieces and sorted bright and clear – high [C], kawaganedark and muddy – low [C], shingane
plate with similar to tamahaganecomposition is formed
4-5 lb. of selected pieces stacked and wrapped in rice paper
wafers are fused at 13000C and bar twice the length of the original tamahagane is prepared
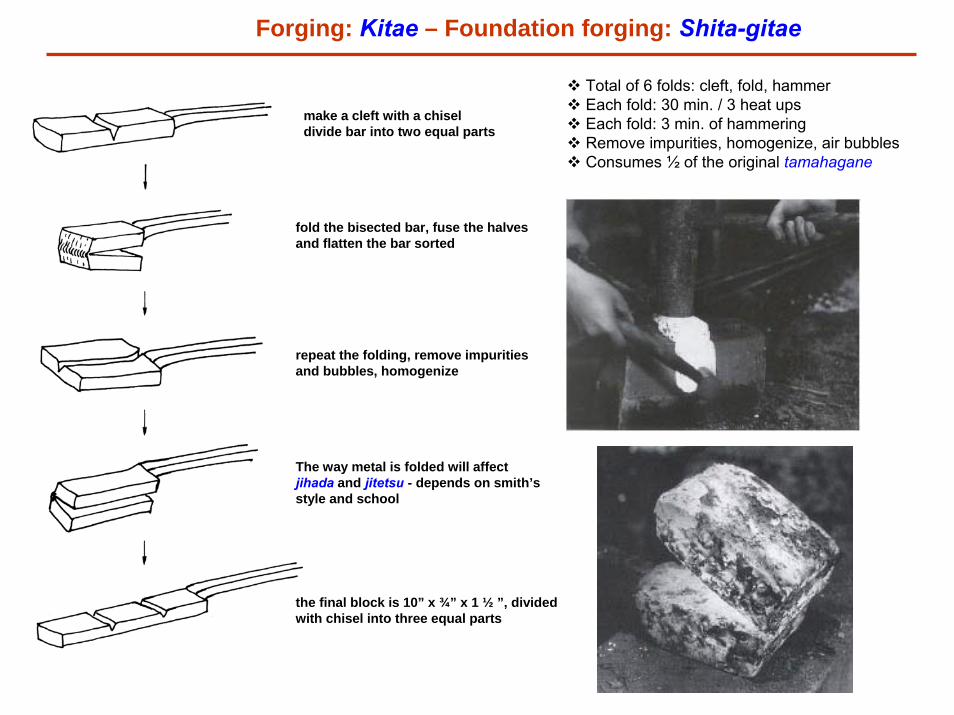
Forging: Kitae – Foundation forging: Shita-gitae
Total of 6 folds: cleft, fold, hammer Each fold: 30 min. / 3 heat upsEach fold: 3 min. of hammering Remove impurities, homogenize, air bubbles Consumes ½ of the original tamahagane
make a cleft with a chiseldivide bar into two equal parts
fold the bisected bar, fuse the halves and flatten the bar sorted
repeat the folding, remove impurities and bubbles, homogenize
The way metal is folded will affect jihada and jitetsu - depends on smith’s style and school
the final block is 10” x ¾” x 1 ½ ”, divided with chisel into three equal parts
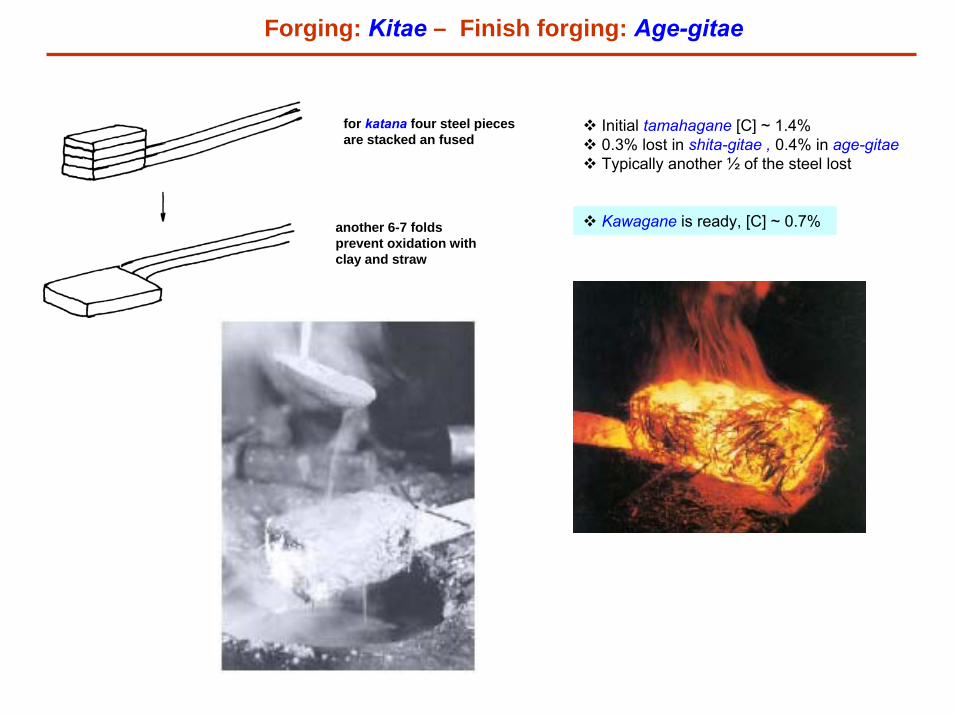
Initial tamahagane [C] ~ 1.4%0.3% lost in shita-gitae , 0.4% in age-gitaeTypically another ½ of the steel lost
Forging: Kitae – Finish forging: Age-gitae
for katana four steel pieces are stacked an fused
another 6-7 foldsprevent oxidation with clay and straw
Kawagane is ready, [C] ~ 0.7%
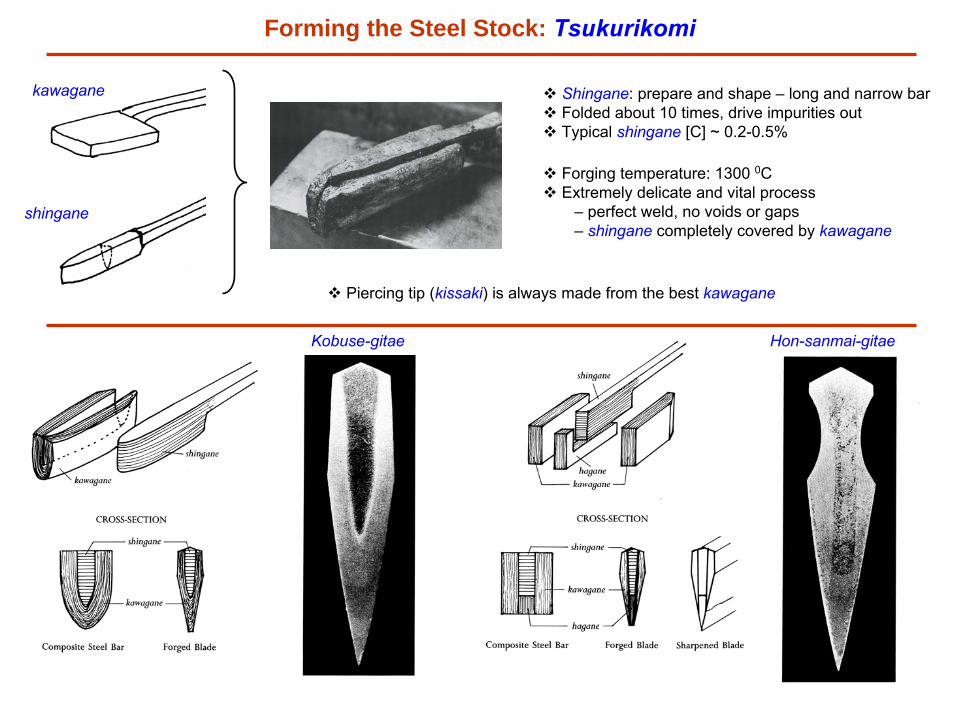
Hon-sanmai-gitaeKobuse-gitae
Forming the Steel Stock: Tsukurikomi
Shingane: prepare and shape – long and narrow barFolded about 10 times, drive impurities out Typical shingane [C] ~ 0.2-0.5%
kawagane
shingane
Piercing tip (kissaki) is always made from the best kawagane
Forging temperature: 1300 0C Extremely delicate and vital process
– perfect weld, no voids or gaps– shingane completely covered by kawagane
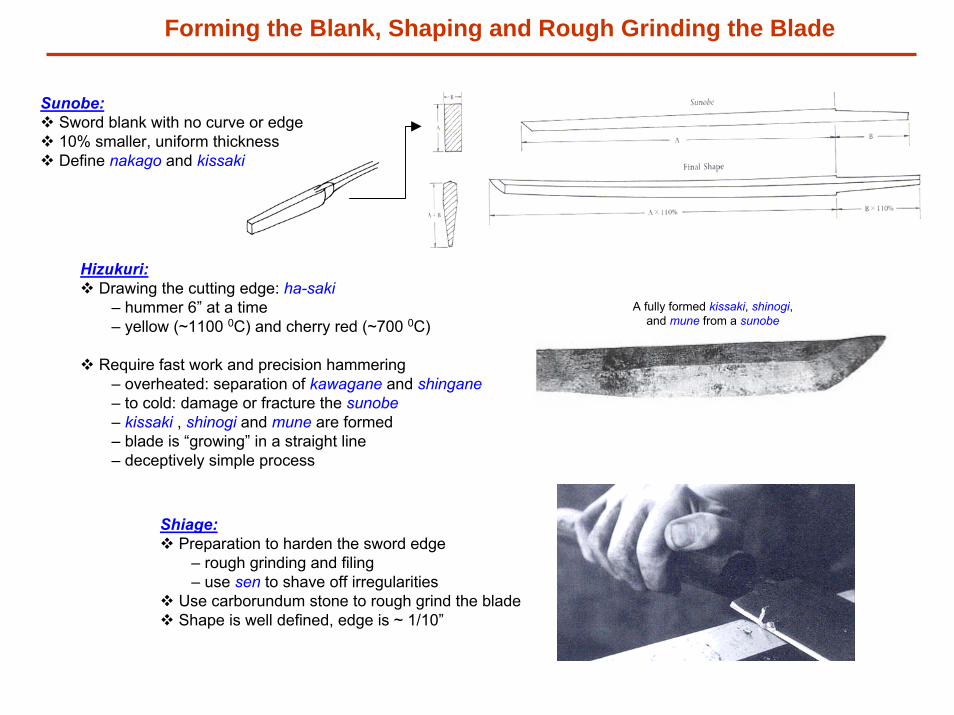
Forming the Blank, Shaping and Rough Grinding the Blade
Shiage: Preparation to harden the sword edge
– rough grinding and filing– use sen to shave off irregularities
Use carborundum stone to rough grind the blade Shape is well defined, edge is ~ 1/10”
Hizukuri: Drawing the cutting edge: ha-saki
– hummer 6” at a time – yellow (~1100 0C) and cherry red (~700 0C)
Require fast work and precision hammering – overheated: separation of kawagane and shingane– to cold: damage or fracture the sunobe– kissaki , shinogi and mune are formed – blade is “growing” in a straight line– deceptively simple process
A fully formed kissaki, shinogi,and mune from a sunobe
Sunobe: Sword blank with no curve or edge 10% smaller, uniform thickness Define nakago and kissaki

Creating the Cutting Edge: Tsuchioki
Yakiba – hard cutting edge The hardest but brittle form of steel is martensiteHow to simultaneously:
– convert the edge to martensite– keep the rest of the sword as ferrite + pearlite
habuchi
kawagane shingane
hamon
Heat treatment process:– kawagane [C] ~ 0.6-0.7% (optimum, see HRC) – heat the blade above eutectic temperature: 723 °C– fast cooling: austenite -> martensite– slow cooling: austenite -> ferrite + pearlite
Hamon:- martensitic “blade pattern” Habuchi:- transitional zone
Hardness vs. carbon steel carbon content:
No gain, brittleSharp decrease in hardness
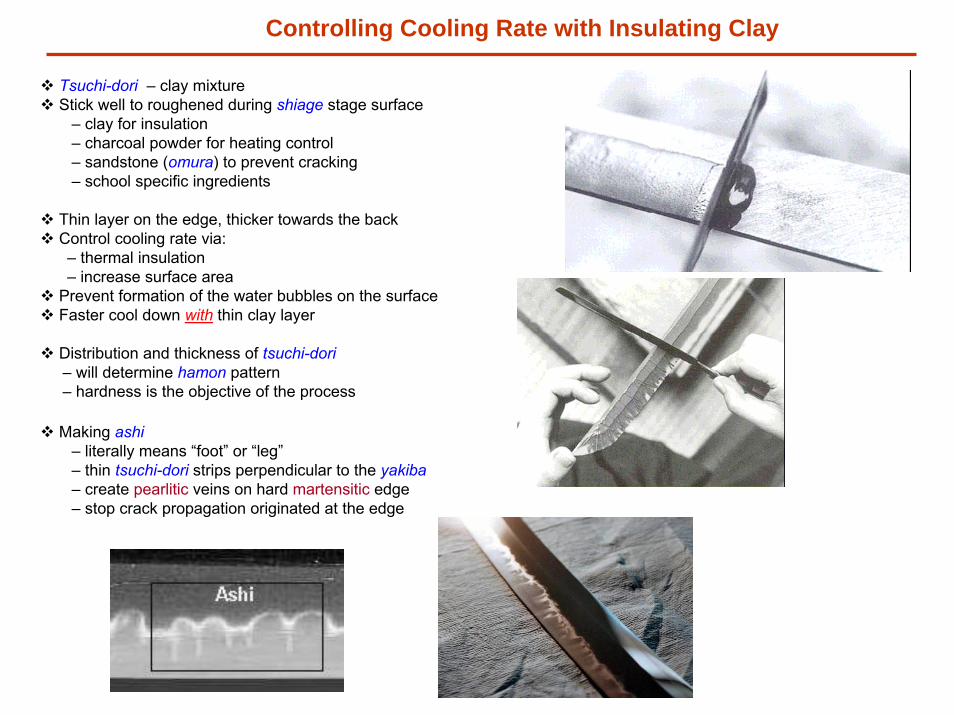
Controlling Cooling Rate with Insulating Clay
Tsuchi-dori – clay mixtureStick well to roughened during shiage stage surface
– clay for insulation – charcoal powder for heating control– sandstone (omura) to prevent cracking– school specific ingredients
Thin layer on the edge, thicker towards the backControl cooling rate via:– thermal insulation – increase surface area
Prevent formation of the water bubbles on the surfaceFaster cool down with thin clay layer
Distribution and thickness of tsuchi-dori– will determine hamon pattern – hardness is the objective of the process
Making ashi – literally means “foot” or “leg”– thin tsuchi-dori strips perpendicular to the yakiba– create pearlitic veins on hard martensitic edge – stop crack propagation originated at the edge
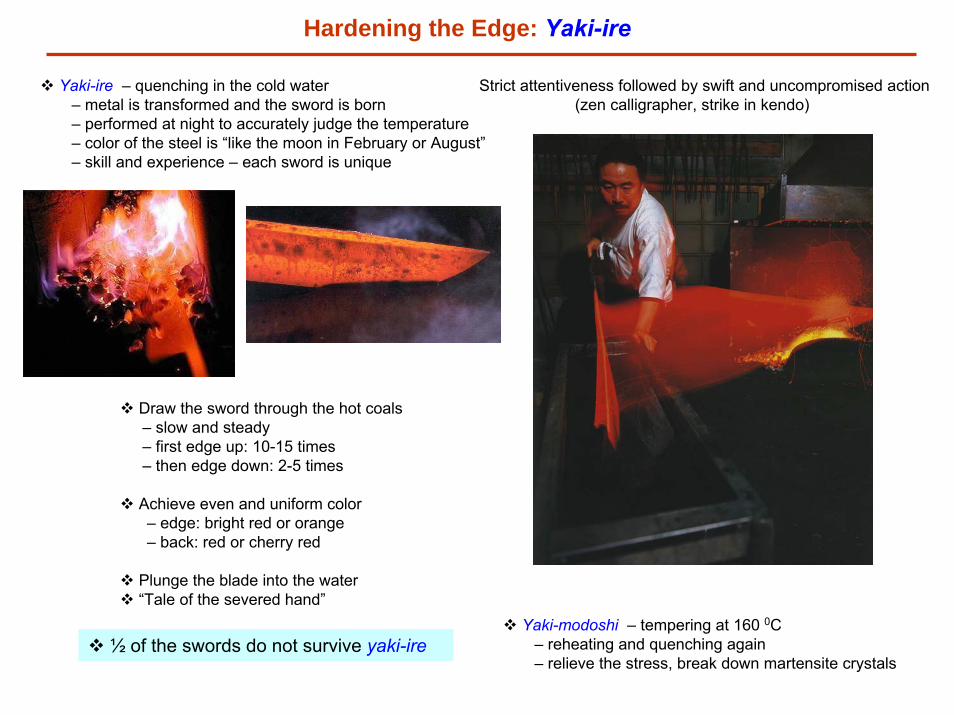
Hardening the Edge: Yaki-ire
Yaki-ire – quenching in the cold water – metal is transformed and the sword is born – performed at night to accurately judge the temperature– color of the steel is “like the moon in February or August”– skill and experience – each sword is unique
Draw the sword through the hot coals– slow and steady – first edge up: 10-15 times– then edge down: 2-5 times
Achieve even and uniform color– edge: bright red or orange – back: red or cherry red
Plunge the blade into the water“Tale of the severed hand”
Yaki-modoshi – tempering at 160 0C– reheating and quenching again – relieve the stress, break down martensite crystals
½ of the swords do not survive yaki-ire
Strict attentiveness followed by swift and uncompromised action(zen calligrapher, strike in kendo)
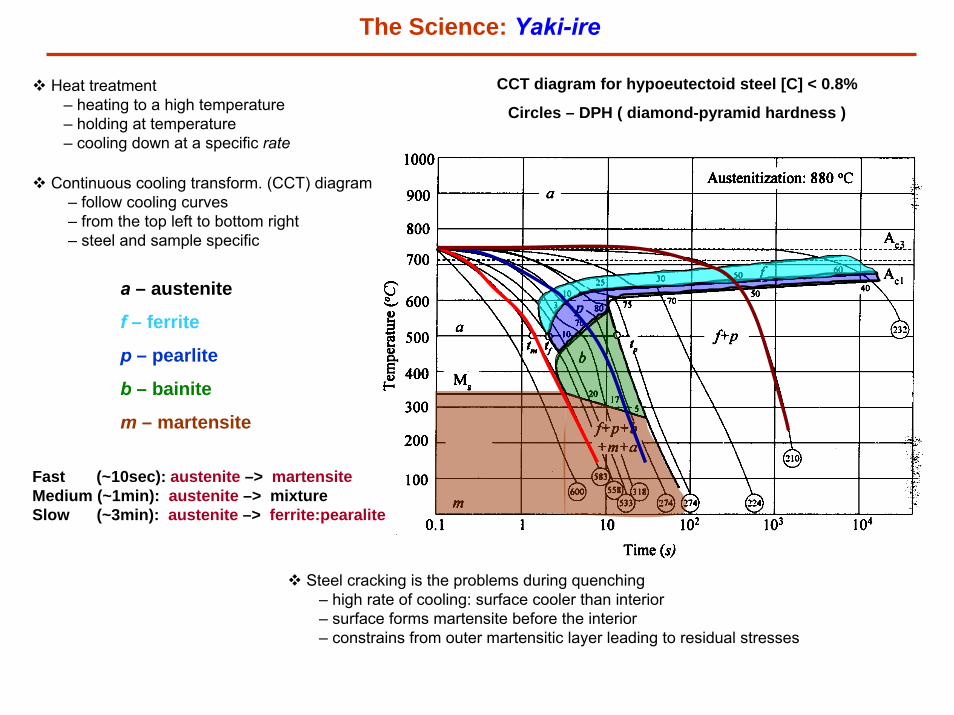
The Science: Yaki-ire
Heat treatment – heating to a high temperature– holding at temperature– cooling down at a specific rate
Steel cracking is the problems during quenching– high rate of cooling: surface cooler than interior – surface forms martensite before the interior– constrains from outer martensitic layer leading to residual stresses
Continuous cooling transform. (CCT) diagram– follow cooling curves – from the top left to bottom right– steel and sample specific
a – austenite
f – ferrite
p – pearlite
b – bainite
m – martensite
CCT diagram for hypoeutectoid steel [C] < 0.8%
Circles – DPH ( diamond-pyramid hardness )
Fast (~10sec): austenite –> martensite Medium (~1min): austenite –> mixtureSlow (~3min): austenite –> ferrite:pearalite
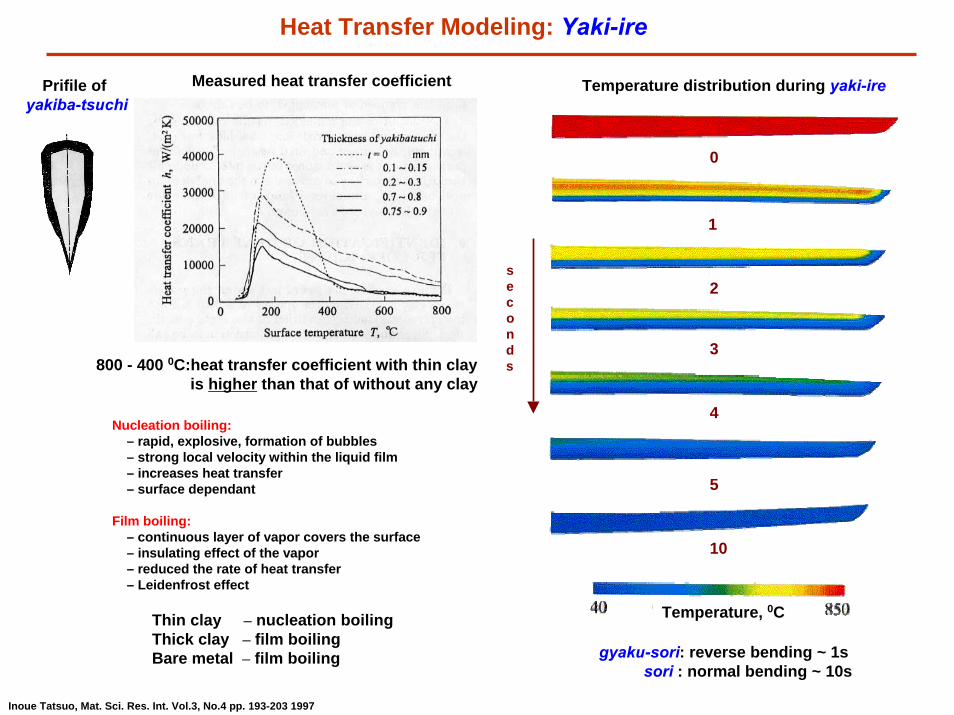
Heat Transfer Modeling: Yaki-ire
Prifile of yakiba-tsuchi
Measured heat transfer coefficient
800 - 400 0C:heat transfer coefficient with thin clayis higher than that of without any clay
Thin clay – nucleation boilingThick clay – film boilingBare metal – film boiling
Inoue Tatsuo, Mat. Sci. Res. Int. Vol.3, No.4 pp. 193-203 1997
Temperature distribution during yaki-ire
Temperature, 0C
0
1
2
3
4
5
10
gyaku-sori: reverse bending ~ 1s sori : normal bending ~ 10s
seconds
Nucleation boiling:– rapid, explosive, formation of bubbles– strong local velocity within the liquid film– increases heat transfer– surface dependant
Film boiling:– continuous layer of vapor covers the surface– insulating effect of the vapor– reduced the rate of heat transfer– Leidenfrost effect
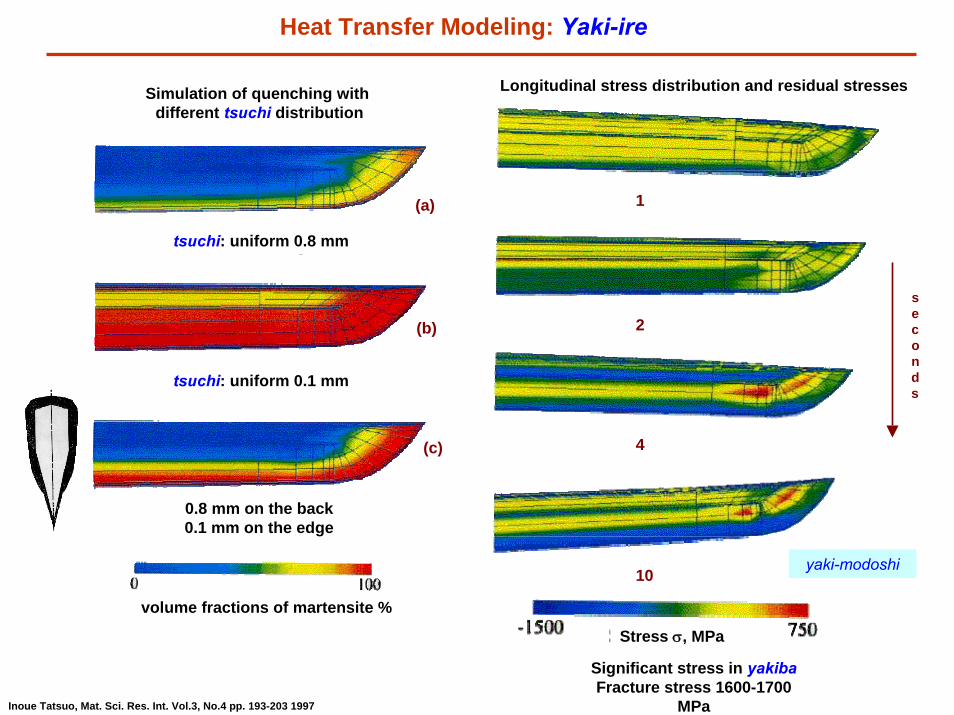
Longitudinal stress distribution and residual stresses
Stress σ, MPa
1
10
4
2
Significant stress in yakibaFracture stress 1600-1700
MPa
seconds
Heat Transfer Modeling: Yaki-ire
Inoue Tatsuo, Mat. Sci. Res. Int. Vol.3, No.4 pp. 193-203 1997
tsuchi: uniform 0.8 mm
tsuchi: uniform 0.1 mm
volume fractions of martensite %
0.8 mm on the back0.1 mm on the edge
Simulation of quenching with different tsuchi distribution
(a)
(b)
(c)
yaki-modoshi
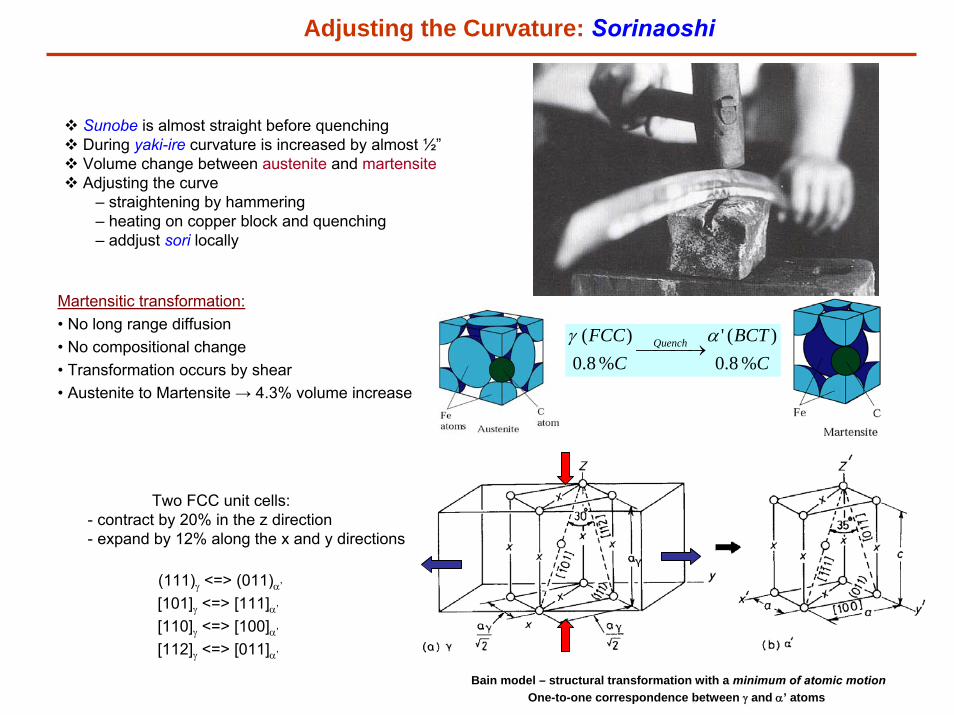
Martensitic transformation:• No long range diffusion • No compositional change• Transformation occurs by shear• Austenite to Martensite → 4.3% volume increase
CBCT
CFCC Quench
% 8.0)( '
% 8.0)( αγ
⎯⎯ →⎯
Adjusting the Curvature: Sorinaoshi
Sunobe is almost straight before quenching During yaki-ire curvature is increased by almost ½” Volume change between austenite and martensiteAdjusting the curve
– straightening by hammering– heating on copper block and quenching– addjust sori locally
(111)γ <=> (011)α’
[101]γ <=> [111]α’
[110]γ <=> [100]α’
[112]γ <=> [011]α’
Bain model – structural transformation with a minimum of atomic motionOne-to-one correspondence between γ and α’ atoms
Two FCC unit cells: - contract by 20% in the z direction- expand by 12% along the x and y directions
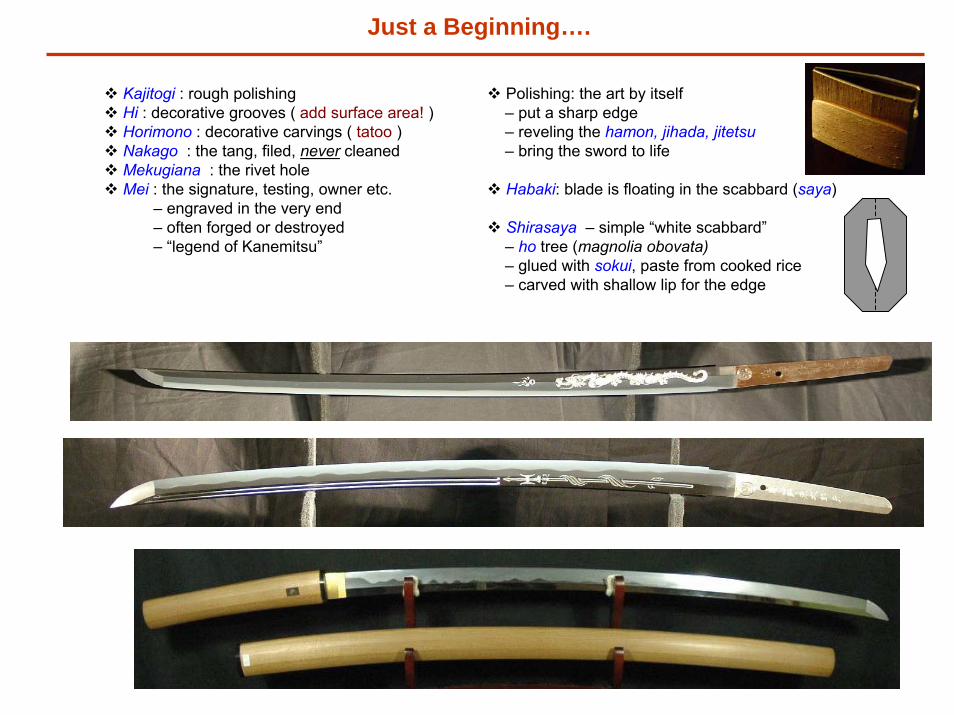
Just a Beginning….
Kajitogi : rough polishing Hi : decorative grooves ( add surface area! )Horimono : decorative carvings ( tatoo )Nakago : the tang, filed, never cleanedMekugiana : the rivet hole Mei : the signature, testing, owner etc.
– engraved in the very end– often forged or destroyed – “legend of Kanemitsu”
Polishing: the art by itself– put a sharp edge – reveling the hamon, jihada, jitetsu– bring the sword to life
Habaki: blade is floating in the scabbard (saya)
Shirasaya – simple “white scabbard”– ho tree (magnolia obovata)– glued with sokui, paste from cooked rice – carved with shallow lip for the edge
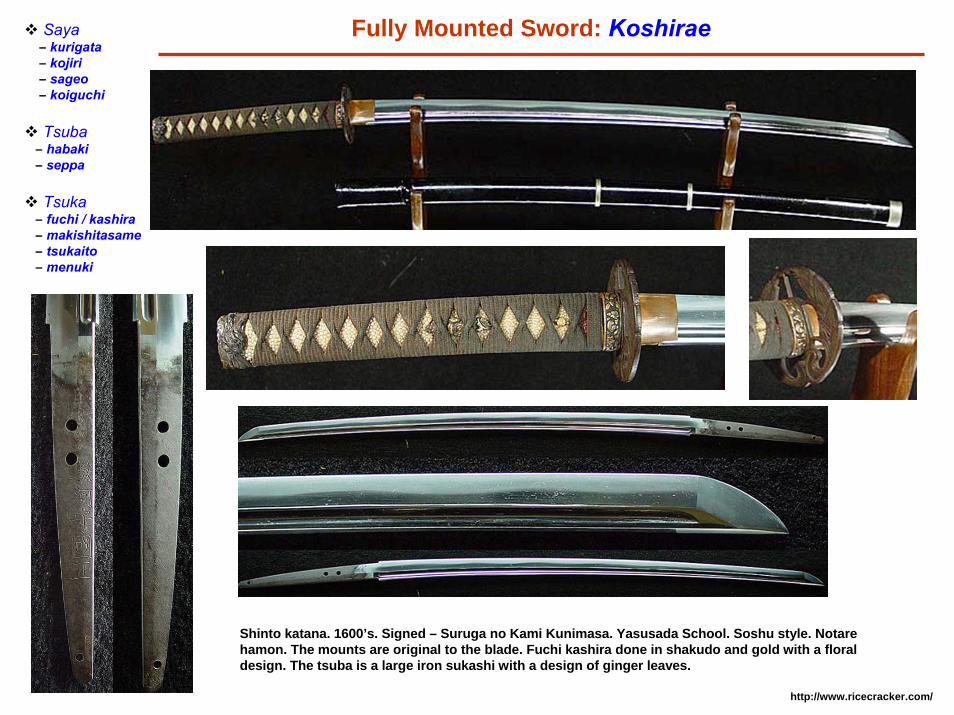
Saya – kurigata – kojiri– sageo– koiguchi
Tsuba– habaki– seppa
Tsuka– fuchi / kashira
http://www.ricecracker.com/
– makishitasame – tsukaito– menuki
Fully Mounted Sword: Koshirae
Shinto katana. 1600’s. Signed – Suruga no Kami Kunimasa. Yasusada School. Soshu style. Notarehamon. The mounts are original to the blade. Fuchi kashira done in shakudo and gold with a floral design. The tsuba is a large iron sukashi with a design of ginger leaves.
volume fractions ofmartensite %
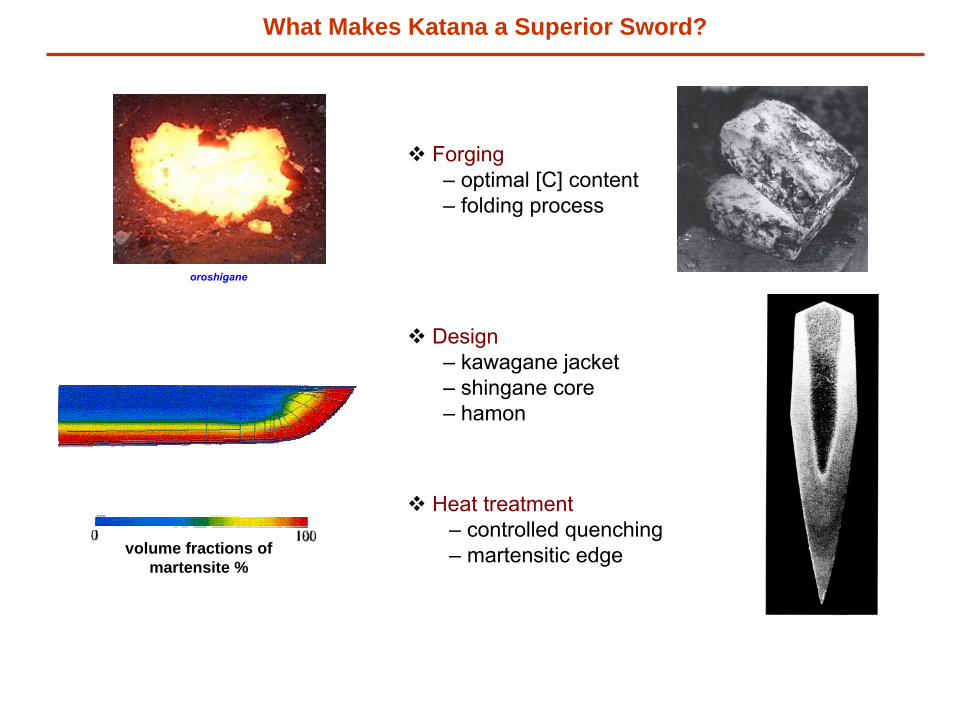
What Makes Katana a Superior Sword?
Forging– optimal [C] content – folding process
Heat treatment– controlled quenching – martensitic edge
oroshigane
Design– kawagane jacket– shingane core– hamon
Hagakure
A certain swordsman in his declining years said the following:
In one's life there are levels in the pursuit of study. In the lowest level, a person studies but nothing comes of it, and he feels that both he and others are unskillful. At this point he is worthless. In the middle level he is still useless but is aware of his own insufficiencies and can also see the insufficiencies of others. In a higher level he has pride concerning his own ability, rejoices in praise from others, and laments the lack of ability in his fellows. This man has worth. In the highest level a man has the look of knowing nothing.
These are the levels in general. But there is one transcending level, and this is the most excellent of all. This person is aware of the endlessness of entering deeply into a certain Way arid never thinks of himself as having finished. He truly knows his own insufficiencies and never in his whole life thinks that he has succeeded. He has no thoughts of pride but with self-abasement knows the Way to the end.
It is said that Master Yagyu once remarked:"I do not know the way to defeat others, but the way to defeat myself. ''
Throughout your life advance daily, becoming more skillful than yesterday, more skillful than today. This is never-ending.
Extra
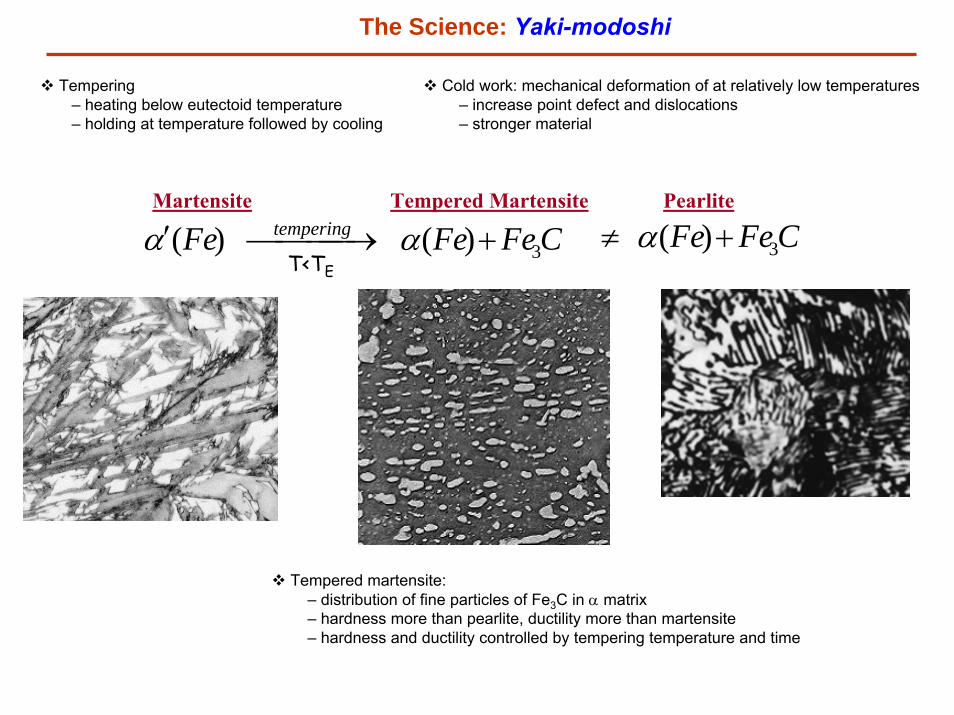
The Science: Yaki-modoshi
Tempering – heating below eutectoid temperature– holding at temperature followed by cooling
Tempered martensite: – distribution of fine particles of Fe3C in α matrix – hardness more than pearlite, ductility more than martensite – hardness and ductility controlled by tempering temperature and time
Pearlite
CFeFe 3)( +≠ αCFeFeFe tempering3)( )( +⎯⎯⎯ →⎯′ αα
T<T
Martensite
E
Tempered Martensite
Cold work: mechanical deformation of at relatively low temperatures– increase point defect and dislocations – stronger material
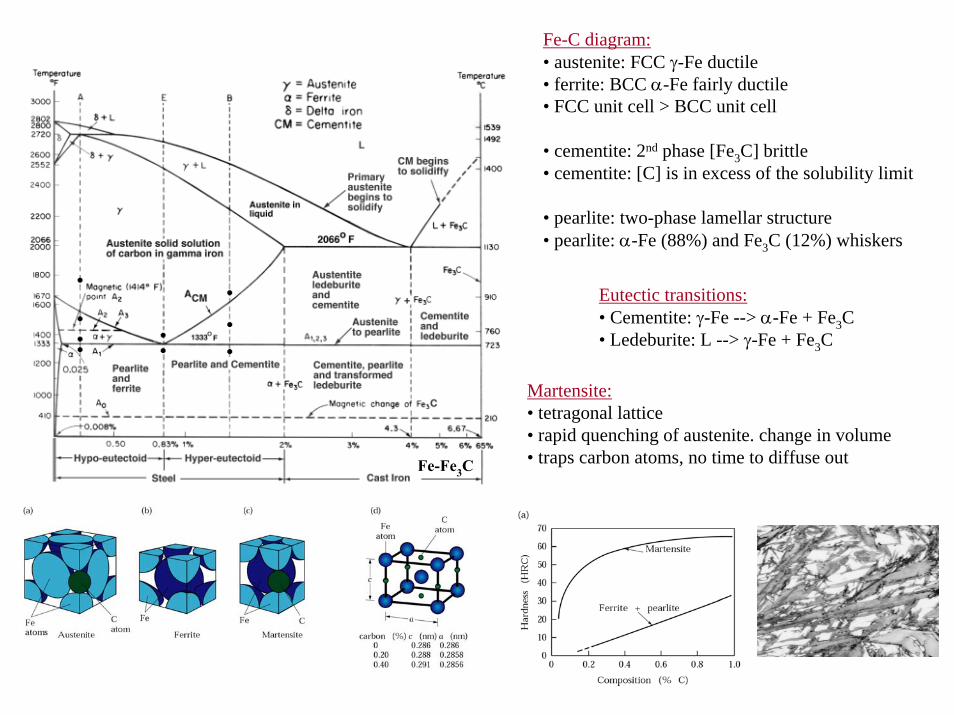
Fe-C diagram:• austenite: FCC γ-Fe ductile• ferrite: BCC α-Fe fairly ductile• FCC unit cell > BCC unit cell
• cementite: 2nd phase [Fe3C] brittle• cementite: [C] is in excess of the solubility limit
• pearlite: two-phase lamellar structure• pearlite: α-Fe (88%) and Fe3C (12%) whiskers
Fe-Fe3C
Eutectic transitions:• Cementite: γ-Fe --> α-Fe + Fe3C• Ledeburite: L --> γ-Fe + Fe3C
Martensite:• tetragonal lattice • rapid quenching of austenite. change in volume • traps carbon atoms, no time to diffuse out
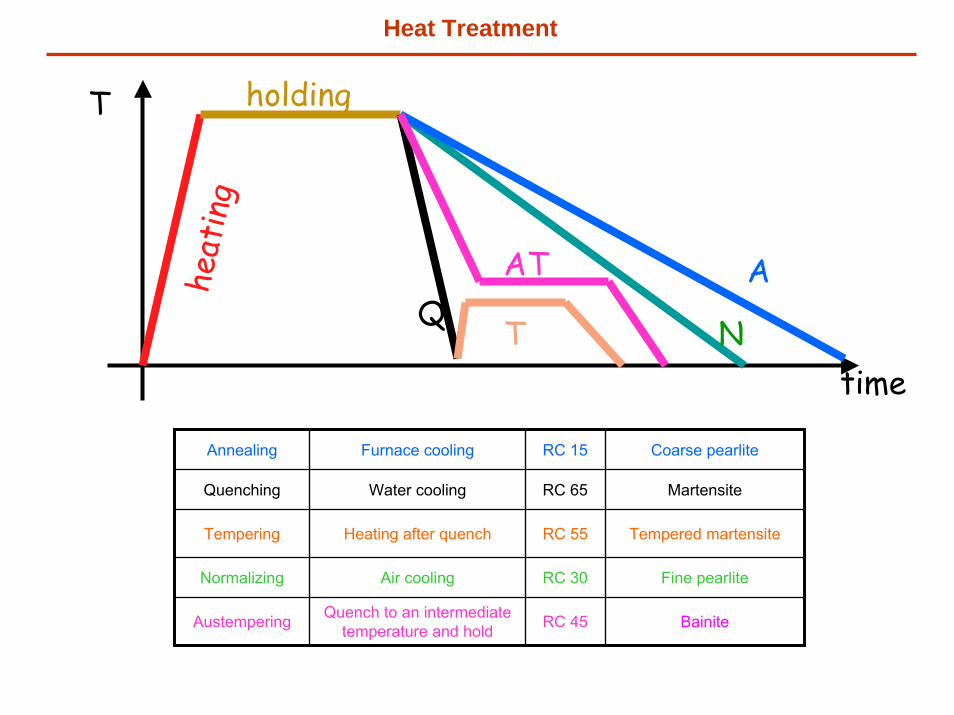
Heat Treatment
A
N
AT
TQ
heating
holding
time
T
Annealing Furnace cooling RC 15 Coarse pearlite
Quenching Water cooling RC 65 Martensite
Tempering Heating after quench RC 55 Tempered martensite
Normalizing Air cooling RC 30 Fine pearlite
Austempering Quench to an intermediate temperature and hold RC 45 Bainite

Continuous Cooling Transformation Diagram for Eutectoid Steel
Martensite:
Austenite
Coarse peralite
Fine peralite
Cooling curvesConstant rate
t (s) →
100
200
300
400
600
500
800
723
0.1 1 10 102 103 104 105
Water quench
Oil quench
Normalizing
Full anneal
Coarse P
P M M+ Fine P
P
T( 0 K
) →
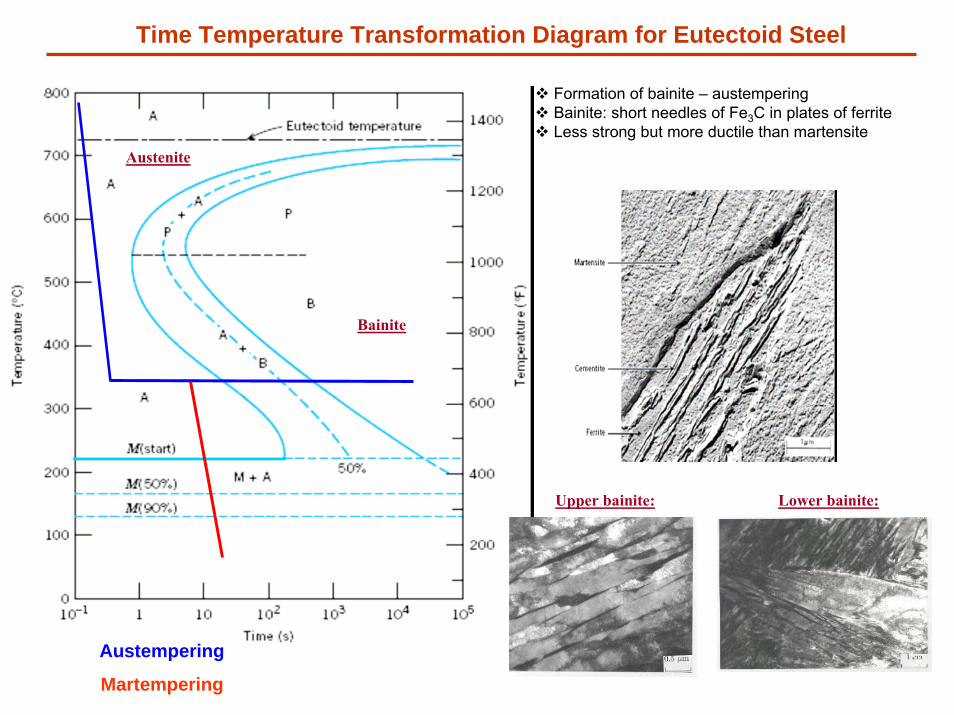
Time Temperature Transformation Diagram for Eutectoid Steel
Austenite
Bainite
Formation of bainite – austemperingBainite: short needles of Fe3C in plates of ferriteLess strong but more ductile than martensite
Upper bainite: Lower bainite:
Austempering
Martempering
References
Front Picture: Blacksmith Munechika (end of the 10th century), helped by a fox spirit, forging the blade kogitsune-maru ("Little fox"). Engraving by Ogata Gekkō (1859–1920), 1873.
http://web.iitd.ac.in/~rajesh/http://www.engr.usask.ca/classes/ME/324/Class-notes/Lecture3-Week11-2005.dochttp://yakiba.com/http://legacyswords.com/fs_gen_sword6.htmhttp://www007.upp.so-net.ne.jp/m-kenji/asj_lecture.htmhttp://www.tnm.jphttp://www.samuraisword.com/nihontodisplay/CUTTING_TEST/Munehiro/index.htmhttp://www.ksky.ne.jp/http://www.thejapanesesword.com/http://www.shibuiswords.com/http://zenkou.com/books.asp/http://www.arscives.com/bladesign/mino_uchigatana.htmhttp://www.geocities.com/alchemyst/terms/terms.htmhttp://www.nihontoantiques.com/jigane_and_jihada.htmhttp://www.arscives.com/historysteel/japaneseintroduction.htm
http://www.youtube.com/watch?v=xzJAUKZGyNQ&feature=relatedhttp://en.wikipedia.org/wiki/Japanese_sword
“Materials Science and Engineering: An Introduction” , 6th Edition William D. Callister, Jr., Univ. of Utah“Phase Transformations in Metals and Alloys” David Porter & Kenneth Esterling Van Nostrand Reinhold Co. Ltd., New York (1981)“The Samurai Sword: A Handbook” Yumoto, John M. Tuttle Publishing, 2002“The Craft of the Japanese Sword” by Leon and Hiroko Kapp and Yshindo Hoshihara; Kodansha America, Inc; 1987“THE JAPANESE SWORD : The Material, Manufacturing and Computer Simulation of Quenching Process”Inoue Tatsuo, Material Science Research International Vol.3, No.4 pp. 193-203 1997“The Forging of a Japanese Katana” Michael Morimoto Colorado School of Mines June 14th, 2004“Samurai: The weapons and spirit of the Japanese warrior” by Clive Sinclaire; First Lyons Press; 2001“The Japanese Sword: The Soul of the Samurai” by Gregory Irvine; Weather Hill Inc; 2000“The Arts of the Japanese Sword” by Basil W. Robinson; Charles E. Tuttle Company; 1971“The Japanese Sword” by Kanzan Sato and Joe Earle; Kondansha International Ltd. And Shibundo; 1983
Top Related