







Languages
Pages
Legal


Lehrstuhl für Polymere Werkstoffe - 2014
Anforderungsgerechte, thermoplastische Preforms für den Hochleistungsleichtbau
---------------------------------------------------------------------------
von der Fakultät für Ingenieurwissenschaften
der Universität Bayreuth
genehmigte Dissertation
zur Erlangung des Grades
Doktor-Ingenieur
vorgelegt von:
Dipl.-Ing. Sonja Seidel
aus Wolfsburg Fachgutachter: Prof. Dr.-Ing. Volker Altstädt (Betreuer)
Prof. Dr.-Ing. Gerhard Ziegmann

Für die Nutzung dieser Dissertationen gelten folgende rechtlichen Bestimmun-gen
- Die vorliegende Dissertation darf von der Universität Bayreuth frei im Internet angeboten werden. Eine weitere Verbreitung oder öffentliche Wiedergabe ist nicht gestattet und kann nur mit ausdrücklicher Genehmigung des Autors (Promovierten) geschehen.
- Die Vervielfältigung ist nur im Rahmen des privaten und eigenen wissen-schaftlichen Gebrauchs (§ 53 UrhG) erlaubt.
- Die Publikation darf nicht bearbeitet oder in anderer Weise verändert werden.
- Der Autor hat das Recht, sein Werk, auch auszugsweise, anderweitig verfüg-bar zu machen und zu verbreiten.
- Für den Inhalt des Dokuments ist allein der Autor verantwortlich.
- Die Dissertation wird vertrieben durch die TuTech Innovation GmbH, ISBN-Nr. 978-3-941492-87-5
This publication (dissertation) is subject to the following terms of use:
- The University of Bayreuth is entitled to give open access to this publication. Further publication or public broadcasting needs explicit authorization of the copyright owner (doctor).
- Copying is permitted only for private or the own scientific purposes of the per-son who performs copying (according to § 53 of the German Copyright Act). The copyright owner grants production of complete single copies of this publi-cation by means of a print on demand service.
- This publication may not be edited or changed otherwise.
- The copyright owner has got the right to publish or broadcast this publication as a whole or parts thereof elsewhere.
- The author is exclusively responsible for the content of this publication.
- The dissertation is sold by TuTech Innovation GmbH, ISBN-Nr. 978-3-941492-87-5
Vorwort
___________________________________________________________________________
II
Vorwort
Die vorliegende Arbeit entstand in den Jahren 2010 bis 2014 während meiner haupt-
beruflichen Tätigkeit bei der REHAU AG + Co. Während dieser Zeit hatte ich die Ge-
legenheit im Rahmen eines aus Mitteln des Freistaates Bayern sowie Mitteln der Eu-
ropäischen Union (EFRE) geförderten Forschungsprojektes zum Thema „Pressen
von großdimensionierten Hochleistungs-Leichtbaumodulen mit integriertem Spritz-
guss“ meine Dissertationsarbeit zur verfassen. In diesem Projekt waren neben der
REHAU AG + Co als Konsortialführer, die Neue Materialien Bayreuth GmbH als
gleichberechtigter Partner sowie die Werkzeugbau Karl Krumpholz GmbH & Co. KG
beteiligt.
Mein besonderer Dank gilt Herrn Prof. Dr.-Ing. Volker Altstädt für die Übernahme des
Erstgutachtens. Sowohl ihm, als auch Herrn Prof. Dr.-Ing. Gerhard Ziegmann danke
ich für das Vertrauen in meine Forschungstätigkeiten, die anregenden Diskussionen
und die konstruktive Kritik, welche mich geprägt und meine persönliche Weiterent-
wicklung vorangetrieben hat.
Bei der REHAU AG + Co, Abteilung Research & Development, möchte ich mich für
die Unterstützung und die intensiven Diskussionen im Rahmen dieser Arbeit bedan-
ken. Mein besonderer Dank gilt Herrn Dr.-Ing. Franz-Georg Kind und Herrn Dr.-Ing.
habil. Peter Michel, die mir die Möglichkeit gegeben haben, im Rahmen des oben
genannten Projektes zu lernen und zu forschen und die mich stets unterstützt haben.
Seitens der Neuen Materialien Bayreuth GmbH gilt mein besonderer Dank Herrn
Dr.-Ing. Andreas Spörrer und Herrn Dipl.-Ing. Mathias Mühlbacher für den wissen-
schaftlichen Austausch und die konstruktiven Diskussionen. Darüber hinaus danke
ich Herrn Dr.-Ing. Andreas Spörrer und Herrn Dr.-Ing. Wolfgang Nendel,
TU Chemnitz, für die unentgeltliche Bereitstellung der Schnelllaufpressen für diverse
Abmusterungen im Rahmen meiner Promotion.
Den Materialherstellern Quadrant und Bond Laminates danke ich für die kostenlose
Bereitstellung der thermoplastischen Verbundmaterialien.

Vorwort
___________________________________________________________________________
III
Schließlich bedanke ich mich bei allen Studenten, die mit ihren Praktikums-, Bache-
lor- und Masterarbeiten zum erfolgreichen Abschluss dieser Arbeit beigetragen ha-
ben. Ebenso gilt mein Dank meinen Eltern, die mir die Möglichkeit zum Studieren
gegeben haben, immer an mich geglaubt und stets zu meiner Motivation beigetragen
haben. Meinem Ehemann danke ich für die Unterstützung, die er mir bei der Fertig-
stellung dieser Arbeit gegeben hat.

Kurzfassung
__________________________________________________________________________________________
___________________________________________________________________________
IV
Kurzfassung
Die vorliegende Arbeit untersucht ein innovatives Verfahren zur Herstellung endlos-
faserverstärkter, thermoplastischer Faserverbundbauteile für Automobilanwendun-
gen. Im Gegensatz zu üblichen thermoplastischen Fließpressverfahren werden unidi-
rektionale Tape-Materialien endkonturnah, schichtweise, lastgerecht, dreidimensional
aufgebaut und in einem Formpressverfahren konsolidiert. Dieses Fertigungsverfah-
ren ermöglicht die Bauteilherstellung im Minutentakt mit gleichzeitiger Funktionsin-
tegration durch langfaserverstärktes Spritzgussmaterial. Im Crashfall zeigen Bauteile
bedingt durch den schichtweisen, lastgerechten, dreidimensionalen Aufbau einen
optimalen Strukturzusammenhalt. Zudem kann bei identischem Energieabsorptions-
vermögen gegenüber vergleichbaren Stahlanwendungen das Bauteilgewicht um
mehr als die Hälfte reduziert werden.
Diese Erkenntnisse konnten durch Untersuchungen an unterschiedlich komplexen
Bauteilgeometrien nachgewiesen werden und im Anschluss auf ein reales Bauteil
übertragen werden. Anhand von Platten wird zunächst die Leitungsfähigkeit unidirek-
tionaler Verbundwerkstoffe gegenüber wirrglasfaser- und gewebeverstärkten Ver-
bundwerkstoffe aufgezeigt und an einer nächst komplexeren Geometrie, einem Hut-
profil bestätigt. An einem Probekörper in Form eines Pyramidenstumpfes wird die
mechanische Belastbarkeit, der nach dem innovativen Verfahren hergestellten Pro-
bekörper, bestimmt. Diese zeichnen sich gegenüber wirrglasfaser- und gewebever-
stärkter Materialien vor allem durch ihr hohes Energieabsorptionsvermögen über ei-
nen langen Eindringweg aus. Im Vergleich zu handelsüblichen Stahlanwendungen
sind diese Probekörper bei gleichem Energieabsorptionsvermögen 60 % leichter.
Abgerundet wird die Arbeit in dem eine mögliche Serienumsetzung zur Herstellung
dieser Bauteile mit Wanddicken von ca. 3 mm im Minutentakt aufgezeigt wird.

Abstract
__________________________________________________________________________________________
___________________________________________________________________________
V
Abstract
This study concerns investigating an innovative process for manufacturing continu-
ous fiber- reinforced thermoplastic composite components for automotive applica-
tions. Unlike the conventional thermoplastic impact extrusion process, this involves
using a near-net shape manufacturing technique to layer unidirectional tape materi-
als, load-specific and three-dimensional, and then consolidating them by compres-
sion molding. This production process makes it possible to manufacture components
in minute intervals and, at the same time, to integrate functions with long-fiber-
reinforced injection molding material. In crashes, their layered, load-specific three-
dimensional configuration enables such components to maintain their structure to the
optimum. In addition, whilst providing the exact same energy absorption capacity as
steel components, these components are less than half the weight.
These findings have been verified by trials on different complex component geome-
tries and then applied to an actual component. To begin with, the conductibility of
unidirectional composite materials was compared, using boards, to that of composite
materials reinforced with non-woven fabric or woven fabric, and then confirmed on
the more complex geometry of a hat profile. The mechanical strength of a test body
produced by this innovative process, in the shape of a truncated pyramid, is being
worked out. These materials stand out, in comparison to materials reinforced with
non-woven fabric or woven fabric, primarily in terms of their high energy absorption
capacity via a high penetration depth. With the same energy absorption capacity as
steel, these test bodies are 60 % lighter.
The study may be rounded off by producing these components in series, approx
3 mm thick, in minute intervals.

Inhaltsverzeichnis
__________________________________________________________________________________________
___________________________________________________________________________
VI
Inhaltsverzeichnis
1 Einleitung...................................................................................................... 1
2 Stand der Technik ........................................................................................ 3
2.1 Faser-Kunststoff-Verbunde ............................................................................ 3
2.1.1 Matrices ......................................................................................................... 3
2.1.2 Fasern ............................................................................................................ 5
2.1.3 Textile Halbzeuge .......................................................................................... 6
2.1.4 Faser-Matrix-Haftung ..................................................................................... 8
2.1.5 Festigkeit und Bruchformen eines unidirektional verstärkten FKV ................. 9
2.2 Pressen thermoplastischer Composites ....................................................... 11
2.2.1 Das GMT-Verfahren ..................................................................................... 11
2.2.2 Das D-LFT-Verfahren .................................................................................. 13
2.2.3 Pressen endlosfaserverstärkter thermoplastischer Halbzeuge .................... 14
2.3 Wickeltechnik ............................................................................................... 17
2.4 Zusammenfassung & Bewertung ................................................................. 19
3 Motivation, Zielsetzung und Aufbau der Arbeit ....................................... 24
3.1 Motivation .................................................................................................... 24
3.2 Zielsetzung und Aufbau der Arbeit ............................................................... 25
4 Systematische Charakterisierung entlang der Prozesskette ................. 29
4.1 Verwendete Werkstoffe ................................................................................ 30
4.2 Probekörpergeometrien ............................................................................... 34
4.2.1 Biegeprobe .................................................................................................. 35
4.2.2 Hutprofil ....................................................................................................... 35
4.2.3 Pyramidenstumpf ......................................................................................... 36
4.3 Probekörperherstellung ................................................................................ 37
4.3.1 Herstellungsverfahren .................................................................................. 37
4.3.2 Werkzeugtechniken ..................................................................................... 39
4.3.3 Materialzuschnitte und Lagenaufbauten ...................................................... 40

Inhaltsverzeichnis
__________________________________________________________________________________________
___________________________________________________________________________
VII
4.3.4 Aufheiztechnik .............................................................................................. 44
4.3.5 Anlagentechnik ............................................................................................ 46
4.4 Bauteiluntersuchungen ................................................................................ 47
4.4.1 Mechanische Untersuchungen an Biegeproben .......................................... 48
4.4.2 Mechanische Untersuchungen des Hutprofils .............................................. 48
4.4.3 Mechanische Untersuchung des Pyramidenstumpfes ................................. 50
4.5 Auswertung .................................................................................................. 51
4.5.1 Ebene Platte ................................................................................................ 52
4.5.2 Hutprofil ....................................................................................................... 57
4.5.3 Pyramidenstumpf ......................................................................................... 66
4.6 Vergleich der Energieabsorption schichtweise, lastgerecht, dreidimensional
aufgebauter Systeme mit konventionellen Stahlanwendungen .................... 84
4.7 Zusammenfassung ...................................................................................... 87
5 Übertrag der Ergebnisse in ein großserientaugliches
Fertigungsverfahren .................................................................................. 91
5.1 Beschreibung des Verfahrens ...................................................................... 92
5.2 Spezifikation des Ausgangsmaterials .......................................................... 95
5.3 Prepreg-Zuschnitt ........................................................................................ 98
5.4 Preform-Aufbau .......................................................................................... 101
5.4.1 Aufbau des Demonstratorbauteils .............................................................. 105
5.5 Greifer ........................................................................................................ 107
5.6 Preform-Erwärmung ................................................................................... 111
5.6.1 Viskosität und Kristallisationsgrad des Polyproylens in Abhängigkeit der
Temperatur ................................................................................................ 112
5.6.2 Berechnung der Preform-Erwärmung mittels vereinfachtem Ansatz .......... 116
5.6.3 Erwärmungsversuche im Konvektionsofen ................................................ 120
5.6.4 Vergleich Versuch und Simulation am Beispiel der konvektiven
Erwärmung................................................................................................. 121
5.6.5 Energieverbrauch bei konvektiver Erwärmung........................................... 122
5.7 Konsolidierung und Funktionalisierung ...................................................... 127
5.7.1 Maschinentechnische Voraussetzungen .................................................... 130

Inhaltsverzeichnis
__________________________________________________________________________________________
___________________________________________________________________________
VIII
5.7.2 Werkzeugtechnische Voraussetzungen ..................................................... 130
5.8 Zusammenfassung .................................................................................... 131
6 Zusammenfassung .................................................................................. 135
7 Ausblick .................................................................................................... 138
8 Quellenangaben ....................................................................................... 139
9 Anhang .......................................................................................................... i
9.1 Werte für die Steifigkeitsberechnung am Beispiel des PP-CF64 UD-Tapes .... i
9.2 Herleitung Formel 11, Seite 117 ..................................................................... ii
9.3 Wärmeübergangsberechnung........................................................................ ix
9.4 Lebenslauf ................................................................................................... xiii
9.5 Publikationen ............................................................................................... xiv

Abkürzungen und Formelzeichen
__________________________________________________________________________________________
___________________________________________________________________________
IX
Abkürzungen und Formelzeichen
Abkürzungen
BMC Bulk Moulding Compound
CAD Computer-Aided-Design
CF Kohlenstofffaser
C-Glas Glasfaser mit erhöhter Chemikalienbeständigkeit
CO2 Kohlenstoffdioxid
2D zweidimensional
3D dreidimensional
D-LFT LFT-Direktverfahren
DWG Dateiformat für technische Zeichnungen
DXF Drawing-Interchanged-File-Format (standardisiertes CAD-Format)
E-Glas Standard-Glasfaser
E-LFT LFT mit Endlosfaserprofilen
E-Modul Elastizitätsmodul
EP Epoxidharz
FE Fenite Elemente
FEM Fenite-Elemente-Methode
FIT-Hybrid Verfahren zur Herstellung von Hochleistungsverbundhohlrohren durch
Fluidinjektionstechnik
FKV Faser-Kunststoff-Verbund
Gew.% Gewichtsanteil in Prozent
GF Glasfaser
GMT glasmattenverstärkter Thermoplast
HM hochsteif
HT hochfest
LFT langfaserverstärkter Thermoplast
PA Polyamid
PEEK Polyetheretherketon
PF Polyphenolharz
PP Polypropylen

Abkürzungen und Formelzeichen
__________________________________________________________________________________________
___________________________________________________________________________
X
PPS Polyphenylensulfit
Prepreg preimpregnated material
r. F. relative Feuchte
R-Glas Glasfaser mit gesteigerter Feuchtebeständigkeit
S-Glas Glasfaser mit erhöhter Festigkeit
SMC Sheet Moulding Compound
UD unidirektional
Vol.% Volumenanteil in %
Einheiten
GPa Giga-Pascal
J Joule
kN Kilo-Newton
kW Kilowatt
kWh Kilowattstunde
MPa Mega-Pascal
N Newton
° Winkelweite in Grad
°C Temperatur in Grad Celsius
Ω Ohm
Formelzeichen
B Konstante
Bi Biot-Zahl
C Konstante
c Konstante
cp spezifische Wärmekapazität
D Konstante
d Probendicke
E E-Modul

Abkürzungen und Formelzeichen
__________________________________________________________________________________________
___________________________________________________________________________
XI
E∥ E-Modul in Faserrichtung
E⏊ E-Modul entgegen Faserrichtung
Fo Fourier-Zahl
G∥ Schubmodul in Faserrichtung
G⏊ Schubmodul entgegen Faserrichtung
h Dicke des Prüfkörpers
L Auflageabstand
q Eigenwerte
im System befindliche innere Wärmequelle
T Temperatur
t Zeit
TU Umgebungstemperatur
T0 Starttemperatur
v Prüfgeschwindigkeit
z Schichtdicke einer UD-Schicht
x,y,z Raumkoordinaten
α Temperaturleitfähigkeit
ε Dehnrate
θ dimensionslose Temperatur
λ Wärmeleitfähigkeit
ν∥ Querkontraktionszahl in Faserrichtung
ν⏊ Querkontraktionszahl entgegen Faserrichtung
ξ dimensionslose Dicke
ρ Dichte
φ Winkelmaß

Einleitung
__________________________________________________________________________________________
___________________________________________________________________________
1
1 Einleitung
Angesichts der fortwährenden Klimaschutzdiskussion und den damit einhergehenden
Gesetzen sind Automobilhersteller in der Pflicht, den CO2-Ausstoß ihrer Fahrzeuge
kontinuierlich zu verringern. So soll dieser bis 2020 für Neuwagen nur noch
95 Gramm pro gefahrenen Kilometer betragen [1, 2, 3, 4]. Bei Missachtung der vor-
geschriebenen Grenzwerte fallen für den Fahrzeughersteller teils immense Bußgel-
der an [1, 5].
Um die ehrgeizigen Ziele erreichen zu können, müssen neben den bestehenden
Maßnahmen zusätzlich neue Antriebstechnologien entwickelt und das Fahrzeugge-
samtgewicht reduziert werden. Dabei ist eine Reduzierung des Fahrzeuggesamtge-
wichtes um 100 Kilogramm gleichbedeutend mit einer Kraftstoffeinsparung von ca.
0,3 – 0,5 Liter pro 100 Kilometer bzw. einem um 10 – 13 Gramm pro Kilometer ver-
ringerten CO2-Ausstoß [1, 6, 7].
Die notwendigen Gewichtseinsparungen erfordern ein Umdenken der Automobilher-
steller. So müssen beispielsweise metallische Bauteile durch solche mit geringerer
Dichte, aber gleicher Festigkeit und Steifigkeit, ersetzt werden. Ein Trend hin zur
Substitution metallischer Werkstoffe durch Faser-Kunststoff-Verbunde (FKV) ist auf
Grund der damit einhergehenden Vorteile absehbar. FKV weisen neben ihrer hohen
Festigkeit und Steifigkeit bei gleichzeitig geringer Dichte ein hohes Leichtbaupotential
auf. Als weitere positive Eigenschaften sind ihr hohes Energieaufnahmevermögen,
ihre guten Dämpfungseigenschaften sowie ihre Korrosions- und Witterungsbestän-
digkeit hervorzuheben. Zudem erweisen sich vor allem thermoplastische Kunststoffe
wegen der Möglichkeit der Funktionsintegration gegenüber Metallen als besonders
attraktiv [8, 9, 10]. Beispiele hierfür sind im thermoplastischen Bereich GMT-
(glasmattenverstärkter Thermoplast) und LFT-Anwendungen (langglasfaserverstärk-
ter Thermoplast) [1]. In Anbetracht der zunehmenden Lastanforderungen und weiter-
hin notwendigen Gewichtsreduzierungen, auch im tragenden Fahrzeugbereich, ist
jedoch ein deutlicher Trend hin zu endlosfaserverstärkten Bauteilen zu verzeichnen
[3]. In diesem Bereich konnten duroplastische Systeme in den vergangenen Jahren
bereits zählbare Erfolge verzeichnen [11]. Aber auch thermoplastische Systeme, vor

Einleitung
__________________________________________________________________________________________
___________________________________________________________________________
2
allem mit Endlosfaserverstärkung, gewinnen auf Grund der Möglichkeit der schnelle-
ren Prozessführung zunehmend an Bedeutung.
Ein Nachteil, welcher endlosfaserverstärkten Thermoplasten den Durchbruch in die
Großserie bisher verwehrt, sind die nicht vorhandenen Simulationstools. Während
metallische Bauteile vollumfänglich im virtuellen Raum darstellbar sind, erfordern
Bauteile aus FKV einen experimentellen Nachweis, z. B. des Versagens-Verhaltens
im Crashfall. Dies widerspricht einer wirtschaftlichen und effizienten Großserien-
entwicklung und -fertigung. Zudem erfordern FKV angepasste Prozess- und Anlagen-
techniken, um deren Potentiale, vor allem endlosfaserverstärkter Systeme, zu nut-
zen. Beides gilt es in den kommenden Jahren zu entwickeln und auf diese Weise das
Vertrauen in die Werkstoffgruppe der endlosfaserverstärkten thermoplastischen FKV
auszubauen.

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
3
2 Stand der Technik
2.1 Faser-Kunststoff-Verbunde
Faser-Kunststoff-Verbunde (FKV) bestehen mikroskopisch aus zwei Komponenten:
den Fasern und der Matrix. Als Matrix kommen Thermoplaste und Duroplaste zum
Einsatz. Als Fasern beispielsweise Glas-, Kohlenstoff- oder Aramidfasern, deren tex-
tile Ausführung (Gewebe, Gestrick, usw.) variiert. Die Verbindung beider Komponen-
ten führt zu einer Vielzahl unterschiedlicher Werkstoffkombinationen.
Verschiedene FKV werden nach Länge enthaltener Fasern klassifiziert. Kurzfaser-
verstärkte Kunststoffe enthalten Fasern einer Länge von 1 – 5 mm, langfaserver-
stärkte Kunststoffe Fasern einer Länge von 5 – 80 mm. Von einer Endlosfaserver-
stärkung wird ab einer Länge von wesentlich größer 50 mm gesprochen. Die Faser-
länge orientiert sich dabei an der jeweiligen Bauteildimension [12].
2.1.1 Matrices
Die Matrix übernimmt im FKV die Aufgabe der Kraftein- und Überleitung in die Faser,
sichert die Fasern in deren Lage und schützt diese vor Umgebungseinflüssen. Ei-
genschaften duroplastischer und thermoplastischer Matrixsysteme sind zusammen-
fassend in Tabelle 1 gelistet.
Der molekulare Aufbau thermoplastischer und duroplastischer Werkstoffe unter-
scheidet sich grundlegend. Während Duromere durch eine chemische Härtungsreak-
tion einen dreidimensional vernetzten, nicht mehr schmelzbaren Molekülaufbau auf-
weisen, erstarren Thermoplaste physikalisch und weisen eine zweidimensionale Mo-
lekülstruktur auf. Diese sind durch erneute Wärmezufuhr schmelzbar und dadurch
erneut verformbar oder recycelbar. Im Vergleich zu einem duroplastischen System
können bei thermoplastischen Systemen geringere Steifigkeiten, aber höhere
Zähigkeiten erzielt werden. Zudem zeigen thermoplastische Systeme bis zum Bruch
vor allem eine wesentlich höhere Dehnung. Nachteilig hingegen wirkt sich die ver-
stärkte Kriechneigung thermoplastischer Werkstoffe aus. Bezogen auf die Dauertem-
peraturbeständigkeit sind beide Werkstoffe vergleichbar, wobei diese Eigenschaft

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
4
stark von der Art des eingesetzten Matrixmaterials abhängt (z. B. Epoxidharz oder
Vinylharz, Polypropylen oder Polyamid).
Tabelle 1: Eigenschaften von Thermo- und Duroplasten [9, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22]
Thermoplast Duroplast
Dichte1
im Allgemeinen niedriger als bei duroplastischen Systemen
z. B. PP (gefüllt) = 1,3 g/cm³, PA (gefüllt) = 1,4 g/cm³ [13]
höher als bei thermoplasti-schen Systemen
z. B. PF (gefüllt) = 1,4 g/cm³, EP (gefüllt) = 2,0 g/cm³ [13]
Recycling möglich (Regranulierung) eingeschränkt möglich (Ver-wendung als Füllstoff z.B. im
Straßenbau)
Kriechneigung hohe Kriechneigung bei
ungefüllten Thermoplasten geringe Kriechneigung
Bruchverhalten duktil spröde
Dauergebrauchstemperatur*
ähnlich, jedoch stark abhängig vom eingesetzten System (z.B. EP- oder PF-Harz, Polypropylen oder Polyamid)
Verarbeitung in Bezug auf die Prozessdauer/mögliche
Losgröße
kurze Zykluszeiten – tauglich für den Großserieneinsatz
GMT- und LFT-Verarbeitung: bei
Wanddicken bis 3 mm ca. 60 Sekunden
mittlere bis lange Zykluszeiten auf Grund der chemischen
Härtung – tauglich für kleine bis mittlere Serien
> 5 Minuten [20, 21, 22]
Verformbarkeit nach Aus-härtung
mehrfach möglich – schmelzbar nicht möglich
Fügbarkeit gegeben – z.B. thermisch durch
Schweißen begrenzt – lediglich durch Kle-
ben möglich
Erstarrung physikalisch chemisch
*Werte stark abhängig vom eingesetzten Polymer
Im Verarbeitungsprozess weisen Thermoplaste gegenüber Duroplasten Vorteile in
der Verarbeitungsgeschwindigkeit auf. Letztere sind für den Einsatz in kleinen bis
mittleren Serien geeignet, während Thermoplaste für die Bauteilherstellung in Groß-
serie tauglich sind.
Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
5
2.1.2 Fasern
Fasern werden im FKV als Verstärkungskomponente eingesetzt. Dabei bestimmen
deren Art, deren Anordnung, deren Faservolumenanteil, deren Orientierung sowie
deren Imprägnierung und deren Länge maßgeblich die Mechanik des Endproduktes
[23]. Häufig verwendete Fasern und deren Eigenschaften sind in Tabelle 2 aufgelis-
tet:
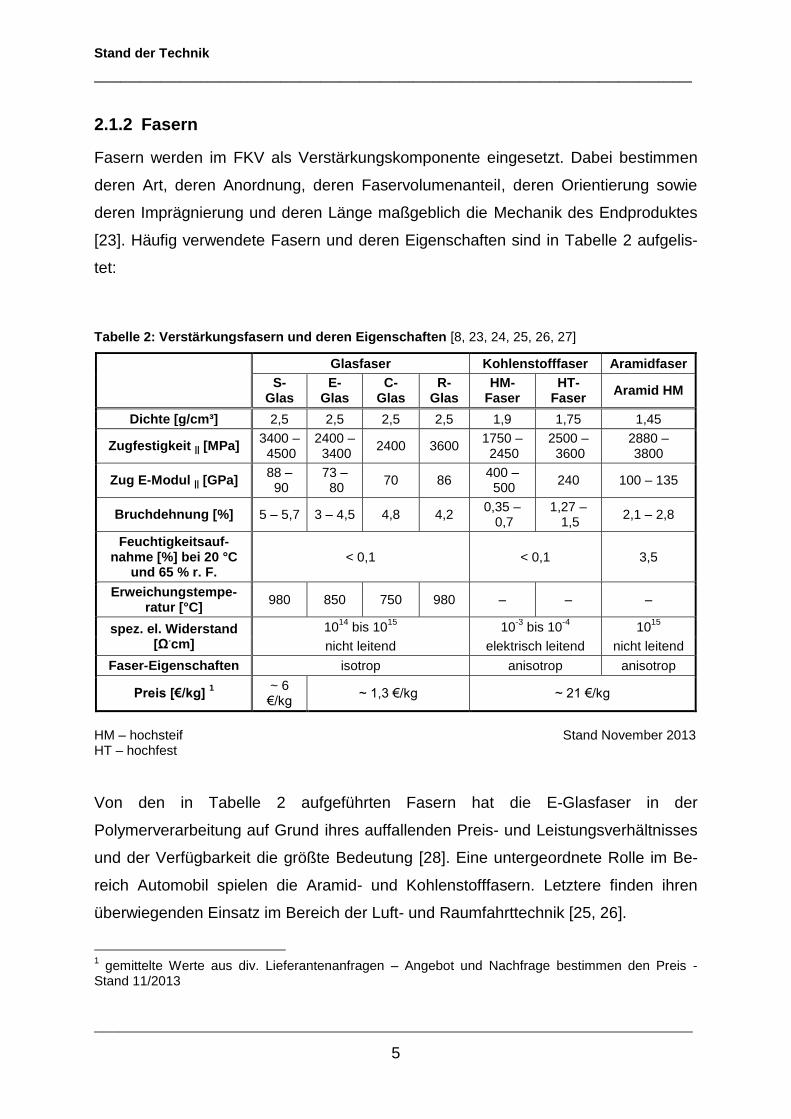
Tabelle 2: Verstärkungsfasern und deren Eigenschaften [8, 23, 24, 25, 26, 27]
Glasfaser Kohlenstofffaser Aramidfaser
S-
Glas E-
Glas C-
Glas R-
Glas HM-
Faser HT-
Faser Aramid HM
Dichte [g/cm³] 2,5 2,5 2,5 2,5 1,9 1,75 1,45
Zugfestigkeit || [MPa] 3400 – 4500
2400 – 3400
2400 3600 1750 – 2450
2500 – 3600
2880 – 3800
Zug E-Modul || [GPa] 88 – 90
73 – 80
70 86 400 – 500
240 100 – 135
Bruchdehnung [%] 5 – 5,7 3 – 4,5 4,8 4,2 0,35 –
0,7 1,27 –
1,5 2,1 – 2,8
Feuchtigkeitsauf-nahme [%] bei 20 °C
und 65 % r. F. < 0,1 < 0,1 3,5
Erweichungstempe-ratur [°C]
980 850 750 980 – – –
spez. el. Widerstand [Ω
.cm]
1014
bis 1015
10-3
bis 10-4
1015
nicht leitend elektrisch leitend nicht leitend
Faser-Eigenschaften isotrop anisotrop anisotrop
Preis [€/kg] 1
~ 6 €/kg
~ 1,3 €/kg ~ 21 €/kg
HM – hochsteif Stand November 2013 HT – hochfest
Von den in Tabelle 2 aufgeführten Fasern hat die E-Glasfaser in der
Polymerverarbeitung auf Grund ihres auffallenden Preis- und Leistungsverhältnisses
und der Verfügbarkeit die größte Bedeutung [28]. Eine untergeordnete Rolle im Be-
reich Automobil spielen die Aramid- und Kohlenstofffasern. Letztere finden ihren
überwiegenden Einsatz im Bereich der Luft- und Raumfahrttechnik [25, 26].
1 gemittelte Werte aus div. Lieferantenanfragen – Angebot und Nachfrage bestimmen den Preis -
Stand 11/2013

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
6
Glasfasern haben im Gegensatz zu Kohlenstoff- und Aramidfasern isotrope Werk-
stoffeigenschaften. Darüber hinaus weisen diese eine im Vergleich hohe Bruchdeh-
nung auf. Die Kohlenstofffaser ist vor allem wegen ihres hohen E-Moduls auffällig
und wird hauptsächlich in Systemen eingesetzt, bei denen eine hohe Bauteilsteifig-
keit erforderlich ist.
Aramidfasern überzeugen auf Grund der hohen Schlagfestigkeit, weshalb sie häufig
im sicherheitsrelevanten Bereich eingesetzt werden. Negativ wirkt sich hingegen das
Bestreben der Faser zur Feuchtigkeitsaufnahme aus.
Neben der Art verwendeter Fasern ist gleichermaßen deren Faserdurchmesser ent-
scheidend. So sinkt bei zunehmendem Faserdurchmesser, verursacht durch eine
größere Anzahl Fehlstellen im Querschnitt, die Festigkeit der Faser. Abbildung 1
zeigt den Zusammenhang am Beispiel eines Glasfaser-Filamentes.
Abbildung 1: Zugfestigkeit eines Glasfaser-Filamentes in Abhängigkeit des Faserdurchmes-
sers [29]
2.1.3 Textile Halbzeuge
Fasern werden in einem nächsten Schritt zu flächigen textilen Halbzeugen verarbei-
tet. Diese werden weiterführend mit einer Matrix imprägniert und nachfolgend als

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
7
Halbzeuge für die verschiedenen thermoplastischen Press- und Legeprozesse be-
reitgestellt. Abbildung 2 gibt eine Übersicht.
Abbildung 2: Textile Flächengebilde [32]
Bedeutende textile Halbzeuge in der Automobilindustrie sind Vliese, Gewebe und
Gelege. Als Vliese bezeichnet werden flächige Halbzeuge mit wirr angeordneten Fa-
sern einer Länge von 25 – 30 mm. Die Fasern werden chemisch mittels Binder bzw.
mechanisch mittels Stepp-Technik fixiert. Im Verbund mit einem Matrixmaterial sind
Faservolumenanteile von maximal 20 – 30 % realisierbar. Resultierende Festigkeiten
und Steifigkeiten der Halbzeuge sind auf Grund der wirren Faseranordnung sowie
der kurzen Faserlänge gering. [10, 30]
Gewebe sind aus rechtwinklig sich kreuzenden Rovings aufgebaut. Durch diesen
Aufbau ergibt sich eine bidirektionale Verstärkungswirkung. Darüber hinaus lassen
sich trockene Halbzeuge einfach handeln und gut drapieren. Einzelne Gewebe-Arten
unterschieden sich in der Anordnung von Kett- und Schussfäden zueinander (z.B.
Köperbindung, Atlasbindung, Satinbindung). Im Verbund mit einem Matrixmaterial
sind Faservolumenanteile von maximal 30 – 50 % realisierbar. Bei der Verwendung

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
8
von Geweben ist im Vergleich zu einem Gelege, auf Grund der Ondulation in den
Knotenpunkten und der dadurch nicht vollständig gestreckten Fasern, mit einer etwa
20 % verminderten Mechanik zu rechnen. [10, 32, 33]
Gelege überzeugen vor allem durch eine optimale Ausnutzung der mechanischen
Faser-Eigenschaften. Ermöglicht wird dies durch einen ondulationsfreien Aufbau ein-
zelner Faserlagen im Endbauteil. Im Verbund mit einem Matrixmaterial (z. B. einem
UD-Tape) sind Faservolumenanteile von maximal 70 % realisierbar. [10, 32, 33]
2.1.4 Faser-Matrix-Haftung
Eine gute Haftung zwischen Faser und Matrix ist Voraussetzung für eine optimale
Mechanik eines FKV. Ist diese nicht gegeben, können auftretende Kräfte nicht von
der Matrix in die Faser eingeleitet werden [8, 34, 35]. Es kommt im Belastungsfall zu
verminderten Verbundfestigkeiten, da beispielsweise die Festigkeit der Fasern nicht
ausgenutzt werden kann [36, 37].
Die Haftung beider Komponenten wird im FKV durch den Einsatz von Haftvermittlern,
sog. Schlichten bzw. eines sog. Faserfinishs, erreicht. Die Abstimmung erfolgt glei-
chermaßen auf die Faser, als auch auf die Matrix.
Glasfasern haben auf ihrer Oberfläche eine geringe Menge reaktiver Hydroxylgrup-
pen. Mit Hilfe dieser können die als Schlichte eingesetzten Organosilane, z. B. über
Wasserstoffbrücken, Bindungen eingehen. Die Anbindung der Matrix an die Schlichte
erfolgt durch weitere funktionelle Gruppen der Organosilane. Diese werden so ge-
wählt, dass eine möglichst hohe Reaktivität gegenüber der Matrix gewährleistet ist.
Es gilt: je polarer die Matrix, desto besser die Anbindung an die funktionellen
Organosilan-Gruppen. Im Falle unpolarer Matrices werden weitere Zusätze benötigt,
welche diese polaren Gruppen beinhalten und mit der Matrix reagieren. Beim Matrix-
werkstoff Polypropylen wird häufig Maleinsäureanhydrid als zusätzlicher Haftvermitt-
ler eingesetzt. [8]
Kohlenstofffasern haben auf ihrer Oberfläche eine Vielzahl reaktiver Gruppen. Diese
erleichtern eine Anbindung der Matrix an die Fasern. Dennoch werden zur Verbesse-

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
9
rung der Faser-Matrix-Haftung im Bereich thermoplastischer FKV häufig Polyurethan-
Schlichten eingesetzt. Bei unpolaren Matrices ist ebenfalls ein zusätzlicher Haftver-
mittler erforderlich. [8]
Problematisch zeigt sich die Anwendung diverser Schlichten bei Verwendung von
hochtemperaturbeständigen Thermoplasten. Diese unterliegt während der Imprägnie-
rung, auf Grund der hohen notwendigen Temperaturen, einem starken Abbau. Die
Faser-Matrix-Haftung der Halbzeuge verschlechtert sich. [38]
2.1.5 Festigkeit und Bruchformen eines unidirektional verstärkten FKV
Die größte Festigkeit besitzt ein endlosfaserverstärkter Kunststoff bei Belastung in
Faserrichtung. Senkrecht liegende Fasern schwächen den Verbund. Die Festigkeit ist
niedriger, als die einer unverstärkten Matrix. Beim Aufbau eines Laminates in unter-
schiedliche Richtungen, zum Beispiel 0°/90°, überlagern sich unterschiedliche Fes-
tigkeitseigenschaften. Wird ein derartiges Laminat auf Zug beansprucht, führen senk-
recht zur Belastungsrichtung liegende Fasern zu einem vorzeitigen Versagen
(Querriss). Längs verlaufende Fasern besitzen hingegen weiterhin ihre Tragfähigkeit.
Jeder Querriss führt im Verbund zu einer Schwächung des Laminats. Die Gesamt-
steifigkeit fällt geringfügig ab. Die Steigung der Spannungs-Dehnungs-Kurve verrin-
gert sich minimal. Wegen der großen Riss-Anzahl erfährt die Spannungs-Dehnungs-
Kurve jedoch eine Rundung, die als Knie bezeichnet wird. Im weiteren Kurvenverlauf
wird der Anstieg durch die noch intakten Bereiche in Faserrichtung bestimmt. Abbil-
dung 3 zeigt die Abhängigkeit.
Der Wert der Zugfestigkeit hängt dabei im Wesentlichen vom Faservolumengehalt
des Laminates ab. So ergibt sich mit einem Anstieg des Faservolumengehaltes ein
Anstieg der Festigkeit und Steifigkeit. Die Druckfestigkeit eines Laminates ist wegen
der deutlich größeren Verformung der Matrix im Gegensatz zur Faser gering. Die
Faser knickt aus. Ein Versagen auf Grund reiner Druckbelastung ist bei FKV jedoch
unwahrscheinlich. Es tritt vielmehr ein Stabilitätsversagen bzw. Schubknicken oder in
den meisten Fällen ein Zwischenfaserbruch als Grenzflächenversagen auf [10]. Ab-
bildung 4 zeigt Spannungen und daraus resultierende Bruchformen an UD-
Laminaten.

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
10
Abbildung 3: Das Knie bei Belastung in und senkrecht zur Faserrichtung [8]
Abbildung 4: Spannungen und typische Bruchformen an einem UD-Verbund-Element [39]
Faserbruch tritt bei hohen Zugbelastungen oder spröder Matrix in Faserrichtung auf.
Zwischenfaserbrüche entstehen quer zur Matrix und haben unterschiedliche Ursa-
chen, wie zum Beispiel einen Zug quer zur Faserrichtung oder das Einwirken einer
Schubbeanspruchung. Eine gute Faser-Matrix-Haftung ist entscheidend für eine gute
Kraftübertragung. Ist diese nicht gegeben, können Kräfte zwischen Faser und Matrix
nicht übertragen werden, die Folge sind Grenzflächenablösungen. Bei Belastung in
Faserrichtung führen diese zum Faserauszug, entgegen der Faserrichtung zu Riss-
bildungen in der Matrix. Daraus resultiert ein frühzeitiges Versagen der betroffenen
Laminat-Schicht.

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
11
2.2 Pressen thermoplastischer Composites
Die nachfolgenden Kapitel beschreiben thermoplastische Fertigungsverfahren, be-
gonnen bei der Verarbeitung kurz- und langglasfaserverstärkter Thermoplaste, bis
hin zur Verarbeitung endlosfaserverstärkter Systeme, in folgender Reihenfolge:
GMT-Verfahren
LFT-Verfahren
Pressen endlosfaserverstärkter thermoplastischer Halbzeuge
Thermoplastische Wickeltechnik
Ziel ist es, Verfahrensparameter und die in Abhängigkeit des Ausgangsmaterials an-
steigende mechanische Performance der Endbauteile darzustellen.
2.2.1 Das GMT-Verfahren
Im GMT-Verfahren werden mit thermoplastischer Matrix imprägnierte Vliese und Mat-
ten in Form von Platten in einem thermoplastischen Fließpressverfahren verarbeitet.
i) Prozessbeschreibung
Je nach Art des Endproduktes kommt das Verfahren des Form- bzw. des Fließpres-
sens zum Einsatz. Im Falle des Formpressens ist das Endprodukt groß und hat eine
geringe, gleichbleibende Wanddicke. Der GMT-Zuschnitt entspricht von seiner Ab-
wicklung und Dicke der Größe des späteren Bauteils. Die durch das Erwärmen auf-
gequollene Formmasse wird beim Schließen des Werkzeuges in die ursprünglich
komprimierte Form zurückgebracht. Fließvorgänge, Orientierung, Anreicherungen
und Verarmungen von Glasfasern treten lediglich im geringen Maße auf [40]. Kommt
hingegen das Verfahren des Fließpressens zum Einsatz, entspricht der GMT-
Zuschnitt vom Gewicht dem späteren Bauteil, ist von den Abmaßen jedoch kleiner.
Es treten Fließvorgänge, Orientierungen, Anreicherungen und Verarmungen von
Glasfasern auf [26, 40]. Das Verfahren kommt für Bauteile mit wechselnden Wanddi-
cken, Stegen oder bei Einbettung von Metallteilen zum Einsatz [40].

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
12
ii) Prozessskizze:
Abbildung 5 zeigt eine Prozessskizze des GMT-Verfahrens.
Abbildung 5: Prozess-Skizze des GMT-Verfahrens
iii) Prozessparameter und werkzeugtechnische Voraussetzungen
GMT-Halbzeuge müssen vor dem Einlegen in das Werkzeug mittels IR- oder Heiß-
luftöfen auf die notwendige Prozesstemperatur von 200 – 220 °C (bei Polypropylen)
[41] erwärmt werden. Das spätere Fließpressen der Halbzeuge erfolgt in einem
Tauchkantenwerkzeug mit jeweils geregelten Druckaufbauzeiten, hohen Schließge-
schwindigkeiten und exakter Parallelität [40]. Die notwendigen bauteilspezifischen
Prozessdrücke liegen im Falle des Fließpressens bei ca. 200 bar [26, 40, 41, 42]. Die
Werkzeugtemperatur wird zwischen 20 und 80 °C eingestellt [42, 30, 41]. Die
Schließgeschwindigkeit der Presse beläuft sich auf ca. 600 – 800 mm/s [41, 43]. Die
Prägung erfolgt kurz vor dem Schließen der Presse mit Geschwindigkeiten von bis zu
80 mm/s [43]. Das GMT-Verfahren erlaubt die Bauteilherstellung in einer Zykluszeit
von unter 60 Sekunden [30, 41].
iv) Anwendungsbereiche
Das GMT-Verfahren wurde 1978 im Automobilmarkt eingeführt [42]. Gegenüber ei-
nem nicht verstärkten Kunststoff-Bauteil ergibt sich durch die eingebrachten Schnitt-
glasfasern eine verbesserte Mechanik. Erreichbare E-Moduli eines schnittglasfaser-
verstärktem Polypropylen-Materials liegen bei ca. 8 GPa. Der Einkaufspreis pro kg
Material aktuell bei ca. 2,7 €/kg [44]. Im Vergleich dazu kostet reines Polypropylen
ca. 1 €/kg pro Kilogramm bei einem E-Modul von 1,3 GPa [45]. Anwendungsbereiche
sind Unterbodenverkleidungen, Radhausschalen und Frontendträger.

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
13
v) Verfahrensvariation
An Stelle des GMT-Materials kommen für Bauteile mit geringer Formkomplexität und
geringen Fließwegen, aber erhöhten mechanischen Anforderungen, GMTex®-
Materialien zum Einsatz [46, 47, 48]. Bei diesem Material handelt es sich um eine
Kombination aus gewebe- und wirrfaserverstärktem Thermoplast.
Im Bereich der Duromer-Verarbeitung ist das SMC-Pressverfahren bekannt. Auf
Grund der vergleichbaren Faserlängen und der Matrixverteilung überschneiden sich
Produktbereiche mit denen des GMT-Verfahrens.
2.2.2 Das D-LFT-Verfahren
Das D-LFT-Verfahren wird den Fließpressverfahren zugeordnet und beinhaltet so-
wohl einen Extrusions- als auch einen Fließpressprozess.
i) Prozessbeschreibung:
Beim D-LFT-Verfahren wird das Matrixmaterial in einem Extruder aufgeschmolzen
und homogenisiert, bevor am Ende der Plastifiziereinheit das Fasermaterial hinzuge-
fügt wird. Auf diese Weise werden die Fasern lediglich einer kurzzeitigen Scherbelas-
tung ausgesetzt und behalten so nahezu ihre Ausgangslänge. Das Faser-Matrix-
Plastifikat wird vom Extruder direkt auf ein Förderband gegeben und läuft mit diesem
durch einen beheizten Tunnel. Ein am Ende der Förderstrecke befindliches Schneid-
system teilt das Plastifikat in die für den Pressvorgang benötigte Größe. Ein nachfol-
gender Greifer nimmt den Abschnitt äquivalent zum GMT-Verfahren auf und übergibt
diesen an die Presse. Fließvorgänge führen zur Füllung der Kavität. Im Bauteil erge-
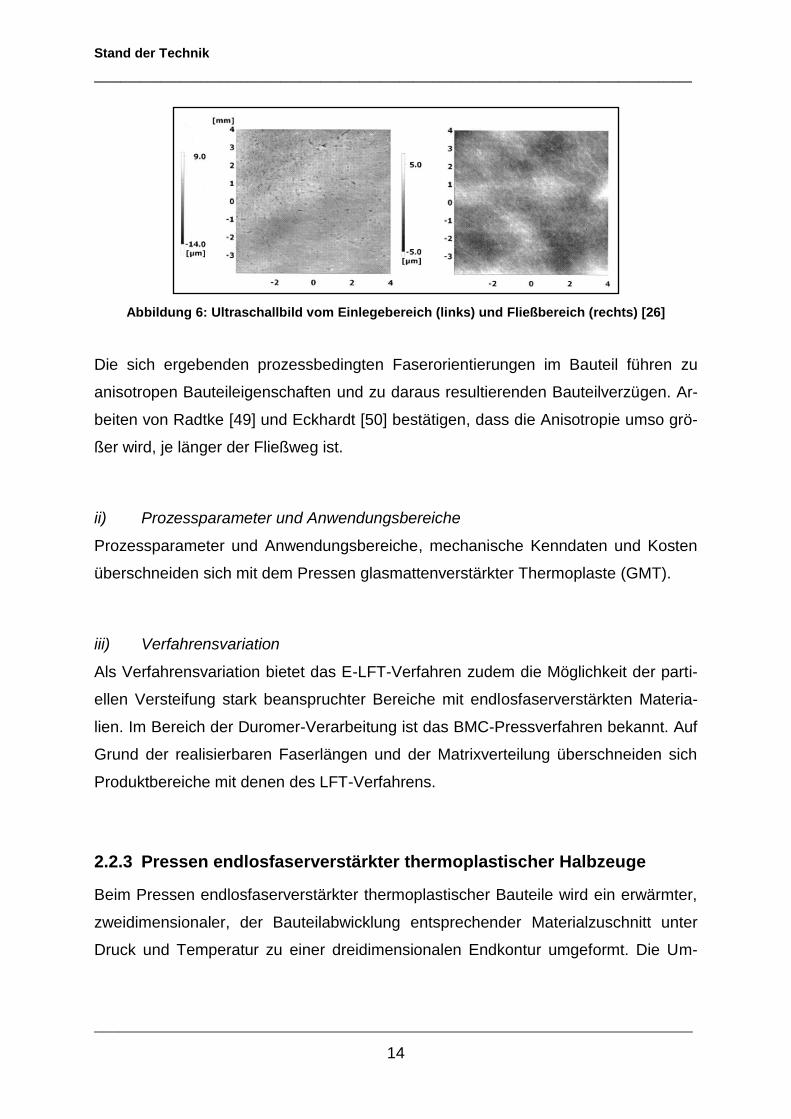
ben sich zwei unterschiedliche Zonen: der Einlege- und der Fließbereich (Abbildung
6). Dabei repräsentiert der erst genannte Bereich die Stelle, an der das Plastifikat
abgelegt wird und der zuletzt genannte Bereich die freie Kavität, in die das Material
während des Pressen hineinfließt.
Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
14
Abbildung 6: Ultraschallbild vom Einlegebereich (links) und Fließbereich (rechts) [26]
Die sich ergebenden prozessbedingten Faserorientierungen im Bauteil führen zu
anisotropen Bauteileigenschaften und zu daraus resultierenden Bauteilverzügen. Ar-
beiten von Radtke [49] und Eckhardt [50] bestätigen, dass die Anisotropie umso grö-
ßer wird, je länger der Fließweg ist.
ii) Prozessparameter und Anwendungsbereiche
Prozessparameter und Anwendungsbereiche, mechanische Kenndaten und Kosten
überschneiden sich mit dem Pressen glasmattenverstärkter Thermoplaste (GMT).
iii) Verfahrensvariation
Als Verfahrensvariation bietet das E-LFT-Verfahren zudem die Möglichkeit der parti-
ellen Versteifung stark beanspruchter Bereiche mit endlosfaserverstärkten Materia-
lien. Im Bereich der Duromer-Verarbeitung ist das BMC-Pressverfahren bekannt. Auf
Grund der realisierbaren Faserlängen und der Matrixverteilung überschneiden sich
Produktbereiche mit denen des LFT-Verfahrens.
2.2.3 Pressen endlosfaserverstärkter thermoplastischer Halbzeuge
Beim Pressen endlosfaserverstärkter thermoplastischer Bauteile wird ein erwärmter,
zweidimensionaler, der Bauteilabwicklung entsprechender Materialzuschnitt unter
Druck und Temperatur zu einer dreidimensionalen Endkontur umgeformt. Die Um-

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
15
formung erfolgt, abhängig vom gewählten Verfahren, mit oder ohne Funktionsintegra-
tion durch Spritzguss.
i) Verfahren
Verfahrensbeispiele liefert einerseits das Projekt SpriForm, eine Kombination aus
Spritzgießen und Formpressen [51]. In diesem Projekt werden gewebeverstärkte
thermoplastische Materialien durch formgebende Elemente der Patrize in der Matrize
drapiert und in einem anschließenden Prozess im gleichen Werkzeug durch Spritz-
guss funktionalisiert. Andererseits hat die Fiberforge GmbH für die Verarbeitung end-
losfaserverstärkter, thermoplastischer Halbzeuge eine RELAY®-Station entwickelt,
welche thermoplastische UD-Tapes mit einer Breite von 25 bis 150 mm und einem
Durchsatz von 60 kg/h bis ca. 70 kg/h zweidimensional, lastgerecht und
verschnittoptimiert ablegt [52]. Das Heften der einzelnen Lagen zueinander erfolgt
mittels Ultraschall. Die weitere Verarbeitung der UD-Gelege erfolgt gemäß Stand der
Technik mit oder ohne vorherige Konsolidierung. Die jeweiligen Halbzeuge werden
erwärmt und durch Umformung in ihre endgültige Form gebracht. Eine Funktionsin-
tegration durch Spritzguss ist nicht vorgesehen, kann jedoch in einem nachgeschal-
teten Verfahrensschritt angeschlossen werden. Gepresste, nicht funktionalisierte
Bauteile müssen nach Entformung nachgearbeitet werden [53].
ii) Prozessskizze
Abbildung 7 zeigt den Verfahrensablauf am Beispiel des von der Fiberforge GmbH
aufgezeigten Prozesses.
iii) Prozessparameter und werkzeugtechnische Voraussetzungen
Bei der Umformung zweidimensionaler Zuschnitte kommt es zu Faltenbildungen und
Faserverschiebungen. Die erreichbare Bauteilkomplexität ist gering. Zur Minimierung
von Faltenbildung wird im Projekt SpriForm auf Voreiler [54] zurückgegriffen. Derarti-
ge in der Patrize eingebrachte Elemente drapieren das erwärmte Organoblech ent-
sprechend der komplexen Kontur und geben diesem beim Abformen in die Matrize

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
16
die Chance des Nachlaufens. Erst nach finaler Formgebung des Einlegers schließt
das Werkzeug komplett und der Spritzguss-Prozess kann beginnen.
Typische Werkzeugtemperaturen für die Umformung der erwärmten Einleger liegen
im Falle des Matrixwerkstoffes Polyamid bei 120 °C. Der für die Umformung benötig-
te Drapierdruck liegt bei 40-60 bar. Die Zykluszeit für die Herstellung eines Bauteils
mit bis zu 3 mm Wanddicke liegt bei etwa 60 Sekunden. [55, 56]
Abbildung 7: Umformen thermoplastischer UD-Gelege
iv) Anwendungsbereiche
Mit diesem Verfahren hergestellte Teile zeigen gegenüber den aus Schnittfasern be-
stehenden Bauteilen ein nochmals erhöhtes Eigenschaftsprofil. Dabei können beim
Einsatz eines glasfasergewebeverstärkten Materials mit einem Faservolumengehalt
von 35 % E-Moduli von ca. 20 GPa erreicht werden [57]. Beim Einsatz eines gleich-
wertigen UD-Tapes hingegen E-Moduli bis 28 GPa [58]. Preislich hingegen liegen

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
17
beide Materialien mit derzeit ca. 5 €/kg gleich auf [57, 58]. Sie eignen sich für den
Einsatz an Querträgern, Frontendträgern und tragenden Elementen der Türunter-
struktur.
v) weitere Verfahren
Ein weiteres umformendes Verfahren ist beispielsweise das In-Mould-Forming [59,
60]. Das FIT-Hybrid-Verfahren stellt eine Erweiterung dar und beinhaltet zusätzlich
die Funktionsintegration durch Gasinnendruck. [61]
2.3 Wickeltechnik
Die Wickeltechnik wird zur Herstellung rotationssymmetrischer Bauteile eingesetzt
[26]. Ausgangsmaterialien sind schmale UD-Tape-Bänder (ca. 10 mm), welche je
nach Lastfall in verschiedenen Winkeln auf dem Wickelkern abgelegt und angedrückt
werden.
i) Prozessbeschreibung
Bei der Bauteilherstellung werden schmale UD-Tape-Bänder von einer Vorratsspule
mit integrierter Bandbremse abgezogen und in einen Vorwärmtunnel überführt. Vor
dem Ablegen auf dem temperierten Wickelkern ist eine weitere Wärmequelle instal-
liert. Diese erwärmt sowohl das neu aufzubringende Material, als auch das bereits
auf dem Wickelkern abgelegte Material auf die notwendige Konsolidierungstempera-
tur. Die Konsolidierung der Materialschichten erfolgt im letzten Schritt mittels einer im
Prozess integrierten Andruckrolle. [26, 32]
ii) Prozessskizze
Abbildung 8 zeigt in einer Skizze das Vorgehen bei der Herstellung thermoplastischer
Wickelkörper:

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
18
iii) Prozessparameter und werkzeugtechnische Voraussetzungen
Die unidirektionalen Bänder können durch die mehrachsigen Anlagen in unterschied-
lichen Winkeln von 15° bis 88° und Prozessgeschwindigkeiten von 5 bis 40 m/min
auf dem Wickelkern abgelegt werden. Bei lasergestützter Erwärmung und bei Er-
wärmung durch eine offene Flamme können Prozessgeschwindigkeiten bis zu
140 m/min erreicht werden [62]. Zur Erreichung einer optimalen Bauteilqualität wer-
den jedoch Wickelgeschwindigkeiten von ca. 5 m/min empfohlen [63]. Dabei können
Prepregs mit einer Breite von 3 mm bis 500 mm verarbeitet werden. Übliche Bauteil-
abmessungen liegen bei einem Bauteildurchmesser von bis zu 1 m und einer Bauteil-
länge von bis zu 5 m. [26]
iv) Anwendungsbereiche
Das Verfahren wird ausschließlich zur Herstellung rotationssymmetrischer Bauteile
verwendet. Beispiele hierfür sind: Rohrsysteme für den Transport flüssiger und gas-
förmiger Stoffe sowie Drucktanks für hochbelastete Systeme, z. B. Wasserstofftanks.
[26]
v) Verfahrensvariation
Je nach Anwendungsbereich und Einsatzort der Bauteile werden die Wickelkörper
mit duro- bzw. thermoplastischen endlosfaserverstärkten Ausgangsmaterialien her-
Abbildung 8: Prinzipskizze einer thermoplastischen Wickelanlage [26]

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
19
gestellt. Letztere sind auf Grund der geringen erzielbaren Zykluszeiten (30 Minuten
bei einer Mantelfläche von ca. 16 m², einer Tapebreite von 100 mm und einer abzu-
legenden Materialdicke von 2 mm), ihrer Recycelbarkeit sowie der besseren erzielba-
ren Mechanik im Endbauteil für diesen Prozess besonders attraktiv [26].
Als Abwandlung ist das Tape-Legen aufzuführen. Dabei wird das erwärmte Material
mittels eines die Bauteilkontur abfahrenden Legekopfes schichtweise auf einem tem-
perierten Legekern aufgebaut.
2.4 Zusammenfassung & Bewertung
Kapitel 2 stellt eine Auswahl verschiedener thermoplastischer Pressverfahren vor.
Dabei zeichnen sich sowohl das GMT- als auch das LFT-Verfahren durch einen ho-
hen Automatisierungsgrad sowie durch die erreichbaren Zykluszeiten von ca. 60 Se-
kunden pro Bauteil aus. Auf Grund der im Matrixmaterial befindlichen Kurz- bzw.-
Langfasern bewähren sich nach diesem Verfahren gefertigte Bauteile im Vergleich zu
einem unverstärkten Bauteil bei gleichen Festigkeits- und Steifigkeitseigenschaften
durch ihren Gewichtsvorteil. Das Verfahren des Fließpressens birgt jedoch Nachteile
hinsichtlich der Faserorientierung im Endbauteil (Abbildung 6). So kommt es zur Um-
orientierung der Fasern entlang der Fließwege und in Werkzeugrandbereichen. Bei-
de Verfahren stellen einen Kompromiss zwischen Wirtschaftlichkeit und verbesserter
Bauteilmechanik dar.
Auch das Pressen endlosfaserverstärkter thermoplastischer Halbzeuge zeichnet sich
in ausgewählten Verfahren durch einen hohen Automatisierungsgrad aus. Im Projekt
SpriForm beispielsweise kann eine Zykluszeit von 55 Sekunden pro Bauteil [56] er-
reicht werden (Wandstärke 2 – 2,5 mm). Dabei erhöhen sich durch den Einsatz end-
losfaserverstärkter thermoplastischer Gewebe bzw. Gelege die mechanischen
Kennwerte des Endbauteils bei gleicher Wandstärke gegenüber einem GMT- bzw.
D-LFT-Bauteil nochmals. Dies ist vor allem mit der Faserlänge im Endbauteil
(>> 50 mm) sowie den maximal erreichbaren Faservolumengehalten von 50 % be-
gründbar. Da die Endbauteile jedoch durch einen thermoplastischen Umformprozess
hergestellt werden, ist die erreichbare Formkomplexität durch Faltenbildungen, Fa-

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
20
serverschiebungen und Faserbrüche im Einleger begrenzt. Ein Randabschluss und
damit der Verzicht auf eine Nacharbeit im Rahmen der Konfektion sind bei nachfol-
gendem Spritzgussprozess im gleichen Werkzeug realisierbar.
Das in Kapitel 2.3 beschriebene Verfahren der thermoplastischen Wickeltechnik ist
ein hochpräzises, automatisiertes Verarbeitungsverfahren für endlosfaserverstärkte
UD-Tape-Bänder. Die erreichbaren mechanischen Kennwerte eines nach diesem
Verfahren hergestellten Bauteils übertreffen die der nach einem thermoplastischen
Pressverfahren hergestellten Bauteils nochmals. Grund hierfür ist die exakt ausge-
führte, ondulationsfreie Faserablage in jeder Umfangswicklung.
Abbildung 9 zeigt, dass mit steigender Faserlänge die normierten Festigkeits-, Steif-
igkeits- und Schlagzähigkeitseigenschaften von Faserverbundkunststoffen ansteigen.
Abbildung 10 zeigt zusammenfassend das Portfolio der FKV-Verarbeitungsverfahren.
Es ist ersichtlich, dass Festigkeit, Steifigkeit und Schlagzähigkeit mit zunehmender
Faserlänge ansteigen [64]. Die Formkomplexität ist jedoch mit heutigen im thermo-
plastischen Bereich anwandten Fertigungsverfahren mit gleichzeitig exakter Faserab-
lage (siehe Tape-Legen und Wickeln) eingeschränkt. Die größte Freiheit hinsichtlich
Formkomplexität und Bauteilgröße bieten duroplastische Verarbeitungsverfahren, wie
beispielsweise die Harzinjektionstechnik und die Prepreg-Autoklav-Technik. Thermo-
plastische Verarbeitungsverfahren, ähnlich zuletzt genannter Technik existieren be-
reits. Diese finden Ihre Anwendung im Bereich der Luft- und Raumfahrtindustrie zur
Verarbeitung hochschmelzender Thermoplasten wie beispielsweise PEEK. In dieser
Technologie werden die Anisotropie der FKV und die damit einhergehenden hervor-
ragenden spezifischen mechanischen Eigenschaften bereits genutzt (Einsatz als
Leichtbauwerkstoff) [65]. Es werden Prepregs präzise zugeschnitten und gemäß vor-
her definierten Plänen schichtweise, lastgerecht, dreidimensional auf einer endkon-
turnahen Werkzeugform abgelegt. Anschließend wird dieser Aufbau mittels Trennfo-
lie, Saugfolie und Vakuumfolie abgedichtet. Die Aushärtung des Bauteils erfolgt im
Autoklaven unter Druck und Temperatur. Resultat ist ein hochbelastbares, anforde-
rungsgerechtes Bauteil. Nachteilig hingegen zeigen sich der hohe Legeaufwand und
die hohen prozessbedingten Zykluszeiten von bis zu 60 Minuten pro Bauteil [66],

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
21
weshalb dieses Verfahren nicht zur Herstellung von Bauteilen in einer automobilen
Großserie geeignet ist. Diese Lücke gilt es zu schließen.
Abbildung 9: Einfluss der Faserlängen auf die mechanischen Eigenschaften eines PP-GF40
[67]
Abbildung 10: Portfolio für FKV-Bauteile [26]
Tabelle 3 zeigt eine Zusammenfassung und Bewertung der in Kapitel 2.2 und 2.3
ausgewählten und näher beschriebenen Verfahren. Als Bewertungskriterien werden
neben der erreichbaren Faserlänge und Orientierung im Endprodukt auch Prozess-

Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
22
parameter, mechanische Eigenschaften der Endbauteile und die Möglichkeit der
Funktionsintegration bewertet. Welches Verfahren für welches Bauteil in Frage
kommt, muss je nach Anforderungsprofil bewertet werden. Wichtige Kriterien bei der
Auswahl sind beispielsweise Jahresstückzahlen, Qualität, Materialauswahl und be-
reitstellung, Bauteilkomplexität und Größe [26].
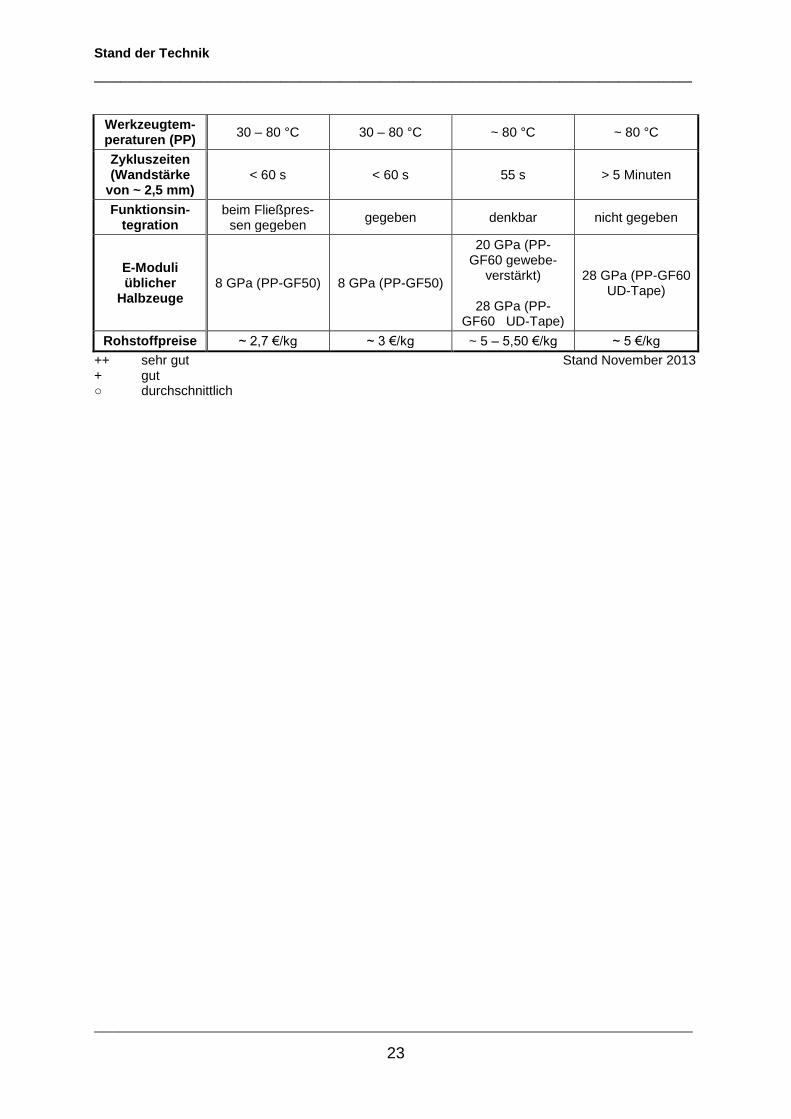
Tabelle 3: Zusammenfassung und Bewertung des Standes der Technik
GMT D-LFT
Pressen endlos-faserverstärkter
thermoplasti-scher Bauteile
Wickeltechnik
Faserlänge im Endprodukt
< 50 mm < 50mm >> 50 mm >> 50 mm
erreichbare Faserorientie-
rung im Endprodukt
Anisotropie be-dingt durch das
Fließen des Mate-rials
In Längsrichtung:
zunehmende Anisotropie mit zunehmender
Länge des Fließ-weges Vor-zugsrichtung
In Dickenrichtung: regellose Anord-nung der Fasern
Anisotropie be-dingt durch das
Fließen des Mate-rials.
In Längsrichtung:
zunehmende Anisotropie mit zunehmender
Länge des Fließ-weges Vor-zugsrichtung
In Dickenrichtung: regellose Anord-nung der Fasern
In Dickenrichtung partielle Faseran-
häufung durch Tiefziehen des
Materials.
In Längsrichtung Faserondulatio-
nen möglich.
Optimale Faser-ausrichtung in
Umfangsrichtung durch das Able-gen und direkte Andrücken der endlosfaserver-stärkten Tapes
auf einem Wickel-kern.
übliche Faser/Matrix
Kombinationen
meist Polypropylen mit
Glasfaser
meist Polypropylen mit
Glasfaser
weitreichende Kombinationen
denkbar Matrix: PP, PA,
PEEK, PPS, usw. Faser: Kohlen-
stoff, Glas, Armid
weitreichende Kombinationen
denkbar Matrix: PP, PA,
PEEK, PPS, usw. Faser: Kohlen-
stoff, Glas, Aramid
mechanische Eigenschaften des Endpro-
duktes
○ ○ +
++ in Umfangs-richtung
○ in Längsrich-tung
Drapierdrücke bis ~200 bar bis ~200 bar 40 – 60 bar < 5 bar
Stand der Technik
__________________________________________________________________________________________
___________________________________________________________________________
23
Werkzeugtem-peraturen (PP)
30 – 80 °C 30 – 80 °C ~ 80 °C ~ 80 °C
Zykluszeiten (Wandstärke
von ~ 2,5 mm) < 60 s < 60 s 55 s > 5 Minuten
Funktionsin-tegration
beim Fließpres-sen gegeben
gegeben denkbar nicht gegeben
E-Moduli üblicher
Halbzeuge 8 GPa (PP-GF50) 8 GPa (PP-GF50)
20 GPa (PP-GF60 gewebe-
verstärkt)
28 GPa (PP-GF60 UD-Tape)
28 GPa (PP-GF60 UD-Tape)
Rohstoffpreise ~ 2,7 €/kg ~ 3 €/kg ~ 5 – 5,50 €/kg ~ 5 €/kg
++ sehr gut Stand November 2013 + gut ○ durchschnittlich

Motivation, Zielsetzung und Aufbau der Arbeit
____________________________________________________________________________________
___________________________________________________________________________
24
3 Motivation, Zielsetzung und Aufbau der Arbeit
3.1 Motivation
Fahrzeuggewichtsreduzierungen werden auf Grund der Klimaschutzbestimmungen
und der Ressourcenknappheit immer bedeutender. Möglichkeiten zur Gewichtsein-
sparung liegen im:
werkstofflichen Leichtbau,
konstruktiven Leichtbau,
Systemleichtbau.
Dabei beruht der Ansatz des werkstofflichen Leichtbaus auf der Substitution eines
vorhandenen Werkstoffes durch jene mit geringerer Dichte bei gleichzeitig höheren
spezifischen Eigenschaften. Die Ansätze des konstruktiven Leichtbaus beruhen auf
einer bestmöglichen Materialausnutzung bzw. im Falle der FKV auf einer bestmögli-
chen Faserausrichtung. Ziel ist es, Bauteile bezogen auf die Materialdicke so effizient
wie möglich zu gestalten. Der konsequente Leichtbau schließt den betrachteten Kreis
und berücksichtigt mögliche Funktionsintegrationen durch langglasfaserverstärkten
Spritzguss am Gesamtsystem. Unter Berücksichtigung der drei Leichtbauprinzipien in
Kombination mit einer bestmöglich auf das System abgestimmten Verfahrenstechnik
sind die Grundsteine für eine optimale Leichtbaukonstruktion gelegt.
Im Automobilbau werden zunehmend bestehende metallische Systeme durch faser-
verstärkte Kunststoffe ersetzt. Dabei liegt der Schwerpunkt nicht nur auf Verklei-
dungsteilen, sondern gleichermaßen auf tragenden und hochbelasteten Bauteilkon-
struktionen. Um den dort gegebenen hohen Festigkeits- und Steifigkeitsanforderun-
gen bei einer gleichzeitig wirtschaftlichen Produktion gerecht zu werden, kommen
vermehrt thermoplastische Verbundwerkstoffe mit Endlosfaserverstärkung zum Ein-
satz. Besonderes Potential liegt dabei in der unidirektionalen Verstärkung. Lastge-
recht über der Wanddicke und der Bauteilabmessung ausgerichtete UD-Tapes sind
dabei von besonderer Bedeutung. Optimal auf die im Bauteil auftretenden Lastpfade
abgestimmt, entfalten diese Werkstoffe ihre bestmögliche Mechanik. Weichen Fa-

Motivation, Zielsetzung und Aufbau der Arbeit
____________________________________________________________________________________
___________________________________________________________________________
25
serwinkel hingegen durch Fertigungseinflüsse von ihrem idealen Lastpfad ab, hat
dies weitreichende Folgen. Bereits eine geringfügige Abweichung von 5 ° führt zu
einem Festigkeitsverlust von 50 % bzw. einem Steifigkeitsverlust von 30 %
(Abbildung 11). Ziel dieser Arbeit soll es daher sein, eine ideal auf den Lastfall abge-
stimmte Faserausrichtung und damit eine bestmögliche Mechanik im Endbauteil um-
zusetzen. Im Vergleich zu heute üblichen Stahlanwendungen soll durch Substitution
des Werkstoffes das Bauteilgewicht bei gleichem Energieabsorptionsvermögen um
mehr als die Hälfte reduziert werden. Dabei müssen eine wirtschaftliche Arbeitsweise
und geringe Zykluszeiten, vergleichbar mit denen eines Spritzgussprozesses von 60
Sekunden pro Bauteil bei Bauteilwanddicken bis zu 3 mm, gewährleistet sein.
Abbildung 11: Zug E-Modul und Zugfestigkeit als Funktion der Belastungsrichtung [68]
3.2 Zielsetzung und Aufbau der Arbeit
Wie im Stand der Technik aufgezeigt, gibt es im Bereich der Verarbeitung thermo-
plastischer Verbundwerkstoffe eine Lücke zwischen der Wickeltechnik und dem
Pressen endlosfaserverstärkter Halbzeuge. Erst genanntes Verfahren ist hinsichtlich
der Produktionsgeschwindigkeit und der Begrenzung auf rotationssymmetrische Bau-
teile lediglich eingeschränkt für eine Großserienproduktion im Bereich Automobil ge-

Motivation, Zielsetzung und Aufbau der Arbeit
____________________________________________________________________________________
___________________________________________________________________________
26
eignet. Erreichbare Bauteilgrößen und Formkomplexitäten sind begrenzt. Das zuletzt
genannte Verfahren hingegen zeigt bei bauteilbedingten großen Umformgraden Be-
grenzungen auf Grund von Faltenbildungen, Faserverschiebungen und Ondulatio-
nen, die während des Pressvorgangs am Einleger entstehen. Eine lastgerechte Fa-
serorientierung ist lediglich in bestimmten Bereichen einstellbar. Die Mechanik fällt in
Bereichen mit Faserverschiebungen (Rundungen, drapierte Bereiche) stark ab.
Gleichzeitig erhöht sich die Verzugsneigung des Bauteils. Die Idee diese Lücke zu
schließen besteht im schichtweisen, lastgerechten, dreidimensionalen Aufbau einzel-
ner thermoplastischer UD-Tape-Lagen gemäß vorher definiertem Plan. Dabei soll die
Umsetzung ähnlich des bereits aufgezeigten Prepreg-Autoklav-Verfahrens erfolgen.
Präzise zugeschnittene UD-Tape-Lagen werden schichtweise unter Wärmeeinwir-
kung auf einem endkonturnahen Werkstückträger durch Drapieren aufgebaut. Aus
der Anzahl der Einzelschichten ergibt sich die Endwanddicke des Bauteils. Die Haf-
tung der UD-Tape-Lagen zueinander wird durch beispielsweise thermische Fixierung
der einzelnen Lagen sichergestellt. Ein Zusammenhalt einzelner Lagen (Tack) zuei-
nander durch einfaches Andrücken, vergleichbar mit duroplastischen Prepregs, ist
nicht gegeben. Das auf diese Weise hergestellte dreidimensionale Preform wird in
einem Ofen erwärmt und in ein Werkzeug transferiert. In diesem erfolgt die Konsoli-
dierung. Die lastgerechte Faserorientierung bleibt von der Erwärmung über den
Transport sowie beim Pressen aufrecht erhalten. Auf diese Weise können Bauteile
mit optimaler Mechanik, geringem Gewicht und hohen bauteilspezifischen Umform-
graden umgesetzt werden.
Ziel dieser Arbeit ist es, die Anisotropie unidirektionaler UD-Tape-Materialien gezielt
auszunutzen, um so eine ideal auf den Lastfall abgestimmte Faserausrichtung und
damit eine bestmögliche Mechanik im Endbauteil umzusetzen. Im Vergleich zu heute
üblichen Stahlanwendungen soll durch Materialsubstitution das Bauteilgewicht bei
gleichem Energieabsorptionsvermögen um mehr als die Hälfte reduziert werden. Da-
bei müssen eine wirtschaftliche Arbeitsweise und geringe Zykluszeiten, vergleichbar
mit denen eines Spritzgussprozesses von 60 Sekunden pro Bauteil bei Bauteilwand-
dicken bis zu 3 mm, gewährleistet sein.

Motivation, Zielsetzung und Aufbau der Arbeit
____________________________________________________________________________________
___________________________________________________________________________
27
Zur Einordnung des Verfahrens in das Umfeld der thermoplastischen FKV werden
Geometrien aus unterschiedlichen Halbzeugen hergestellt. Im Einzelnen werden zur
Validierung drei Geometrien eingesetzt: eine ebene Platte, ein Hutprofil und ein Py-
ramidenstumpf. Abbildung 12 zeigt eine schematische Darstellung. Als Halbzeuge
kommen wirrglasfaser-, gewebeverstärkte und unidirektionale, faserverstärkte
Polypropylensysteme, vorwiegend mit Glasfaser, zum Einsatz.
Abbildung 12: Probekörpergeometrien steigender Formkomplexität
An der ebenen Platte sollen zunächst die mechanischen Eigenschaften unidirektio-
naler thermoplastischer Systeme im Vergleich zu gewebe- und wirrglasfaserverstärk-
ten Systemen, basierend auf dem Werkstoff Polypropylen verstärkt mit Glasfasern,
aufgezeigt werden. Die im Materialdatenblatt aufgezeigten bzw. eigens in mechani-
schen Untersuchungen ermittelten Kennwerte dienen als Referenz. Diese werden an
der nächst komplexeren Geometrie, dem Hutprofil (quasi 2D), bestätigt. Dazu werden
die Hutprofile ebenfalls aus wirrfaser-, gewebeverstärkten und unidirektional faser-
verstärkten Polypropylensystemen, basierend auf Glasfaser als Verstärkungskompo-
nente, nach unterschiedlichen Verfahren hergestellt und nachfolgend einer quasidy-
namischen 3-Punkt-Biegeprüfung unterzogen. Die Ergebnisse geben einerseits Auf-
schluss über das Bruchverhalten und andererseits über die während der Beanspru-
chung absorbierte Energie. Final werden die erlangten Erkenntnisse auf ein ge-
schlossenes Profil, den Pyramidenstumpf (quasi 3D) übertragen. Dieser wird, neben
den bereits für die Hutprofile verwendeten Fertigungsverfahren, zusätzlich aus
schichtweise, lastgerecht, dreidimensional aufgebauten Preforms hergestellt und im

Motivation, Zielsetzung und Aufbau der Arbeit
____________________________________________________________________________________
___________________________________________________________________________
28
Anschluss einer quasidynamischen Crash-Prüfung unterzogen. Neben den bisher
verwendeten Halbzeugen erfolgt der Aufbau der Pyramiden zusätzlich mit einem uni-
direktional kohlenstofffaserverstärktem Polypropylen. Die Einordnung der Leistungs-
fähigkeit erfolgt durch Auswertung des Bruchverhaltens, sowie Auswertung der wäh-
rend der Beanspruchung absorbierten Energien. Der Vergleich schichtweise, lastge-
recht, dreidimensional aufgebauter Systeme zu heutigen Stahlanwendungen erfolgt
virtuell am Beispiel des Pyramidenstumpfes.
Abgerundet wird die Arbeit indem eine mögliche Serienumsetzung zur Herstellung
schichtweise, lastgerecht, dreidimensional aufgebauter Bauteile mit Wanddicken von
ca. 3 mm im Minutentakt aufgezeigt wird. Dabei werden neben den realisierten Ver-
fahrensschritten auch Fragen zu zukünftigen produktionstechnischen Verfahrens-
schritten wie:
Halbzeug-Qualitäten,
Zuschnitt-Verfahren,
Aufbau thermoplastischer Preforms,
Einsatz von Greifsystemen,
Erwärm-Techniken,
Werkzeugtechniken
diskutiert. Eine Zusammenfassung sowie ein Ausblick schließen die Arbeit ab.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
29
4 Systematische Charakterisierung entlang der Prozess-
kette
Kapitel 4 gliedert sich in fünf Unterkapitel und endet mit einer finalen Zusammenfas-
sung der vorgestellten Thematik. Abbildung 13 gibt einen Überblick über die Auftei-
lung und Inhalte einzelner Kapitel.
Abbildung 13: Übersicht zu Kapitel 4

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
30
4.1 Verwendete Werkstoffe
Für den Nachweis der verbesserten Mechanik schichtweise, lastgerecht, dreidimen-
sional aufgebauter Systeme und deren Einordnung in das Umfeld thermoplastischer
Verbundwerkstoffe, werden vier faserverstärkte Polypropylen-Werkstoffe ausgewählt.
Als endlosfaserverstärkte, unidirektionale Materialien kommen ein PP-GF60 mit ei-
nem Glasfaservolumenanteil von 35 % und ein PP-CF64 (Versuchsmaterial) mit ei-
nem Kohlenstofffaservolumenanteil von 47 % zum Einsatz. Als gewebeverstärktes
Material mit einem Glasfaservolumengehalt von 35 % kommt aus einem Hybridgarn2
hergestelltes Material zum Einsatz. Zusätzlich kommt ein für den Einsatz des Fließp-
ressens bestimmter Werkstoff, GMT mit einem Glasfaservolumenanteil von 26 %
zum Einsatz. Tabelle 4 gibt eine Übersicht der verwendeten Werkstoffe sowie deren
mechanischen Eigenschaften:
Tabelle 4: Übersicht verwendeter Werkstoffe [44, 57, 58, 44, eigene Untersuchung]
Material PP-GF60 UD-Tape
PP-CF64 UD-Tape
PP-GF60 gewebever-
stärkt
PP-GF50 GMT
Handelsname Plytron – Twintex®
GMT E100F50-M1
Hersteller Elekon Elekon Fiber Glass Industries
Quadrant
Verstärkungsfaser E-Glasfaser
endlos
Kohlenstoff-faser endlos -
hochfest
E-Glasfaser endlos
Schnittglasfa-sermatte Basis:
E-Glas
Matrix PP
Borealis BJ100HP
PP Borealis
BJ100HP PP PP
Faseranteil [Gew.-%] 60 64* 60 50
Faseranteil [Vol.-%] 35 47* 35 26
Dichte [g/cm³] 1,5 1,33* 1,48 1,38
Zug E-Modul [GPa] DIN 527-5/ 527-4
1
28 43* 20 8,3
Zugfestigkeit [MPa] DIN 527-5/ 527-4
1
720 436* 400 140
Schmelztemperatur der Matrix [°C]
165 165 – –
* Werte aus eigener Ermittlung
2 Glasfaserroving mit integrierten Polypropylenfäden

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
31
Abbildung 14 zeigt die E-Moduli der unterschiedlichen Materialien im grafischen Ver-
gleich.
Abbildung 14: E-Moduli verwendeter Werkstoffe aus Tabelle 4 im Vergleich
Es ist zu erkennen, dass das PP-GF60 UD-Tape von den mechanischen Eigenschaf-
ten den anderen Werkstoffen deutlich überlegen ist. Der E-Modul des PP-CF64 UD-
Tapes liegt gegenüber dem PP-GF60 UD-Tapes um nochmals 65 % höher, vergli-
chen mit den theoretisch möglichen Werten aber scheinbar niedrig. Daher wird der
für das endlosfaserverstärkte PP-CF64 Material gemessenen Steifigkeitskennwert in
einem nächsten Schritt dem berechneten Wert gegenübergestellt. Dabei erfolgt die
Berechnung des E-Moduls in Faserrichtung mit Hilfe der klassischen Laminattheorie
[8, 10, 40, 69, 70].
Die zur Berechnung nach der klassischen Laminattheorie notwendige ABD-Matrix
setzt sich aus der Steifigkeitsmatrix A, der Kopplungsmatrix B und der Biegesteifig-
keitsmatrix D zusammen.
0
10
20
30
40
50
GMT Gewebe PP-GF60 UD-Tape
PP-CF64 UD-Tape
E-M
od
ul in
GP
a

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
32
(1)
Da es sich bei den Zugproben um ein reines, ausgeglichenes, unidirektionales Lami-
nat in Form einer Platte handelt, können die Kopplungssteifigkeitsmatrix und die Fak-
toren A13, A31 und A32, A23, D13, D23, D31 und D32 zu null angenommen werden.
Die Berechnung der Steifigkeitsmatrix A erfolgt aus den Schichtkennwerten für jede
UD-Schicht k.
∥
⏊∥
⏊ ∥
⏊ ⏊∥
⏊∥
⏊ ∥
⏊ ⏊∥
⏊∥
⏊ ∥
⏊
⏊∥
⏊ ∥
⏊∥
(2)
Durch Transformation der Steifigkeitsmatrix in die Laminatkoordinaten folgt [Q‘]k.
(3)
Mit der transformierten Steifigkeitsmatrix und den Schichtdicken z sowie der Reihen-
folge einzelner Schichten werden die Koeffizienten A und D der Matrix bestimmt.
(4)

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
33
(5)
Aus der inversen ABD-Matrix ergeben sich letztlich die Kennwerte des Schichtver-
bundes. Für die Steifigkeit des Verbundes in Faserrichtung folgt:
∥
(6)
Äquivalent kann die Steifigkeit des Verbundes in Faserrichtung auch mittels der ver-
einfachten Mischungsregel [8] abgeschätzt werden:
∥ (7)
Für das PP-CF64 ergibt sich ein E-Modul von 115 GPa. Werte für die Berechnung
stammen aus [10, 58, 71, 72] bzw. aus entsprechenden Herleitungen. Eine Tabelle
befindet sich im Anhang (Kapitel 9.1). Der auf diese Weise ermittelte Wert für das
unidirektionale PP-CF64 Material ist deutlich größer, als der gemessene. Dies bestä-
tigt die vorherige Annahme. Ein Grund hierfür könnte sein, dass die Fasern in Prüf-
richtung onduliert und damit nicht gestreckt vorlagen.
Neben einer geringen Steifigkeit zeigt das unidirektionale PP-CF64 Material zudem
eine um 40% geringere Zugfestigkeit im Vergleich zum unidirektionalen PP-GF60
Material. Grund hierfür kann neben einer möglichen Faserondultation unter anderem
eine schlechte Faser-Matrix-Haftung und eine ungleichmäßige Verteilung der Fasern
über der Dicke des Tapes sein. Eine Mikroskopaufnahme einer Bruchstelle (Tape-
Einzellage), Abbildung 16, bestätigt diese Annahme. Dies bedeutet, dass die einge-
leiteten Kräfte nicht optimal von der Matrix an die Faser übertragen werden können.
Die Festigkeit der Fasern kann nicht ausgenutzt werden (vgl. Kapitel 2.1.4). Dennoch
wird das Material in den Untersuchungen als Vergleich eingesetzt.
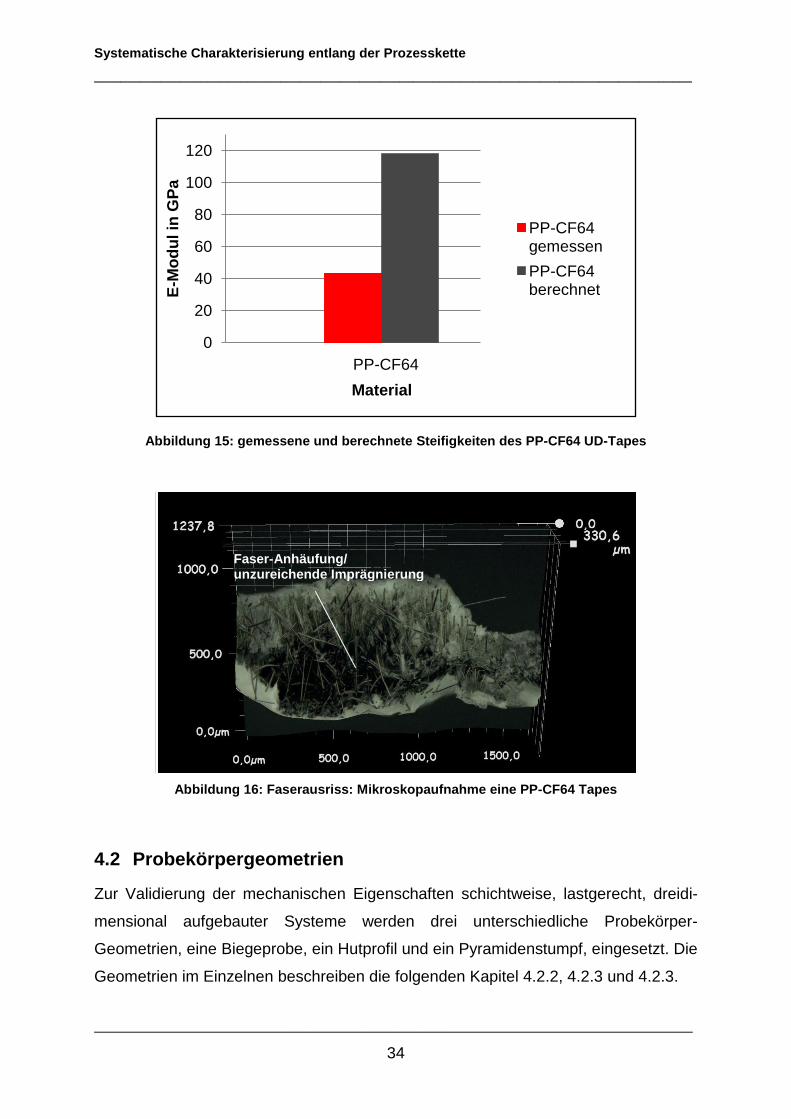
Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
34
Abbildung 15: gemessene und berechnete Steifigkeiten des PP-CF64 UD-Tapes
Abbildung 16: Faserausriss: Mikroskopaufnahme eine PP-CF64 Tapes
4.2 Probekörpergeometrien
Zur Validierung der mechanischen Eigenschaften schichtweise, lastgerecht, dreidi-
mensional aufgebauter Systeme werden drei unterschiedliche Probekörper-
Geometrien, eine Biegeprobe, ein Hutprofil und ein Pyramidenstumpf, eingesetzt. Die
Geometrien im Einzelnen beschreiben die folgenden Kapitel 4.2.2, 4.2.3 und 4.2.3.
0
20
40
60
80
100
120
E-M
od
ul in
GP
a
Material
PP-CF64 gemessen
PP-CF64 berechnet
PP-CF64
Faser-Anhäufung/ unzureichende Imprägnierung

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
35
4.2.1 Biegeprobe
Die Biegeprobe (Abbildung 17) dient als Referenz. Deren Breite und Länge entspre-
chen den in der DIN EN ISO 178 vorgegebenen Werten. Die Dicke hingegen weicht
mit 2 mm ab, um eine Vergleichbarkeit zu den nachfolgenden Geometrien gewähr-
leisten zu können.
Abbildung 17: Probekörpergeometrie einer Biegeprobe nach DIN 178
4.2.2 Hutprofil
Das Hutprofil (Abbildung 18) ist ein offener Probekörper und stellt ein Beispiel für ein
Bauteil mit einem geringen Umformgrad dar.
Abbildung 18: Probekörpergeometrie Hutprofil

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
36
Die Nominalwanddicke des Profils beträgt 2 mm, die Profillänge ist auf 300 mm fest-
gelegt. Die Radien sind mit einem Innenradius von 3 mm und einem Außenradius
von 5 mm ausgelegt.
4.2.3 Pyramidenstumpf
Der Pyramidenstumpf (Abbildung 19) ist ein umlaufend geschlossener, innen offener
Probekörper und repräsentiert ein Bauteil mit einem entsprechend großem Umform-
grad.
Abbildung 19: Probekörpergeometrie Pyramidenstumpf
Die Nominalwanddicke des Profils beträgt, wie bereits beim Hutprofil, 2 mm. Die Ra-
dien sind mit einem Innenradius von 5 mm und einem Außenradius von 7 mm ausge-
legt.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
37
4.3 Probekörperherstellung
4.3.1 Herstellungsverfahren
Ebene Probekörpergeometrien werden im Pressverfahren hergestellt. Je nach Werk-
stoff kommt das Verfahren des Fließ- bzw. Formpressens zum Einsatz. Die Profil-
Herstellung erfolgt nach drei verschiedenen Verfahren:
a) Ein für die Verarbeitung des GMT-Material bestimmtes Fließpressverfahren
mit den in Abbildung 20 dargestellten Verfahrensschritten (vgl. Kapitel 2.2.1).
b) Dem in Kapitel 2.2.3 beschriebene Verfahren des Pressens endlosfaserver-
stärkter Thermoplaste – hier als Umformung bezeichnet mit den in Abbildung
21 aufgezeigten Schritten.
c) Die Bauteilherstellung durch den schichtweisen, lastgerechten, dreidimensio-
nalen Aufbau von UD-Tapes mit den in Abbildung 22 skizzierten Schritten.
Abbildung 20: Bauteilherstellung nach dem GMT-Verfahren
Abbildung 21: Bauteilherstellung durch Umformung endlosfaserverstärkter, thermo-
plastischer Materialien

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
38
Abbildung 22: Verfahren des schichtweise, lastgerechten, dreidimensionalen Aufbaus
Dabei werden im Falle des GMT-Fließpressens vom Volumen her der Werkzeugfül-
lung entsprechende, erwärmte Zuschnitte in das Werkzeug eingelegt und unter
Druck und Temperatur in ihre endgültige Form gepresst. Fließvorgänge führen zur
Füllung der Kavität.
Beim Umformen flächiger, thermoplastischer Faserverbundmaterialien, wie sie für
das gewebeverstärkte- und die endlosfaserverstärkten unidirektionale Laminat-
Aufbauten zum Einsatz kommen, wird für die Hutprofilherstellung ein erwärmter
zweidimensionaler Zuschnitt, welcher von der Abwicklung her der späteren Bauteil-
geometrie entspricht, durch ein Greifsystem in das Werkzeug eingelegt und unter
Druck und Temperatur umgeformt. Im speziellen Fall werden bei der Herstellung der
Pyramidenstümpfe die zweidimensionalen Zuschnitte vor dem Pressen umgeformt, in
den Verbindungsstellen mit Matrixmaterial gefüllt, und nach dem Erwärmen unter
Druck und Temperatur in ihre endgültige Form gepresst.
Das Verfahren des schichtweisen, lastgerechten, dreidimensionalen Aufbaus unidi-
rektionaler Tapes kommt im Falle des Pyramidenstumpfes zusätzlich für die endlos-
faserverstärkten Materialien zum Einsatz. Dafür werden aus einzelnen unidirektiona-
len Materialzuschnitten unterschiedlicher Ausrichtung zusammenhängende, dreidi-
mensionale Preforms aufgebaut, welche der späteren Endkontur des Bauteils ent-
sprechen. Diese werden nach der konturnahen Erwärmung mit einem Matrixgreifer in
das Werkzeug übersetzt und konsolidiert (Formpressen).

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
39
4.3.2 Werkzeugtechniken
Die Herstellung ebener Platten erfolgt in einem Auf-/Zu-Werkzeug mit abnehmbarer
Tauchkante. Abbildung 23 zeigt den skizzierten Aufbau.
Abbildung 23: Schnittdarstellung Werkzeugaufbau Platte
Für die Herstellung der Hutprofile wird auf Grund der Bauteilsymmetrie und der ge-
ringen Formkomplexität ein einfaches Auf-/Zu-Werkzeug mit abnehmbarer Tauch-
kante gewählt. Abbildung 24 zeigt, skizziert in einer Schnittdarstellung, den Werk-
zeugaufbau.
Abbildung 24: Schnittdarstellung Werkzeugaufbau Hutprofil
Die Herstellung der Pyramidenstümpfe erfolgt auf Grund der Formkomplexität in ei-
nem Werkzeug mit voreilendem, gefedertem Element mit einer Haltekraft von
1000 N. Dieses fixiert den eingelegten Zuschnitt bzw. den eingelegten Vorformling in

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
40
seiner Position, bevor die Seitenwände nach Überschreiten der Haltekraft des vorei-
lenden Elementes (Abbildung 25) konsolidiert werden.
Abbildung 25: Schnittdarstellung Werkzeugaufbau Pyramidenstumpf
4.3.3 Materialzuschnitte und Lagenaufbauten
Die Herstellung der Platten erfolgt werkzeuggebunden durch ein Form- bzw. im Falle
der GMT-Platten durch ein Fließpressverfahren (Kapitel 4.3.1, Verfahren a)). Die
Hutprofile werden nach den in Kapitel 4.3.1 beschriebenen Verfahren a) und b) her-
gestellt. Eine schichtweise, lastgerechte, dreidimensionale Herstellung der Profile
aus UD-Tape entfällt auf Grund der geringen geometrischen Komplexität. Tabelle 6
gibt eine Übersicht der verwendeten Materialien sowie der ebenen Zuschnitte ein-
schließlich der Größe und der Laminat-Aufbauten.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
41
Tabelle 5: Übersicht: Material-Zuschnitte Biegeproben
Zuschnittgröße
[mm] Anzahl der Zu-schnitte/Lagen
Laminat-Aufbau
GMT 10,5 x 10,5 1 Zuschnitt –
gewebeverstärktes Material
210 x 210 1 Zuschnitt –
PP-GF60 UD-Tape 210 x 210 8 Einzellagen unidirektional 0°
PP-CF64 UD-Tape 210 x 210 8 Einzellagen unidirektional 0°
Tabelle 6: Übersicht: Material-Zuschnitte Hutprofil
Zuschnittgröße
[mm] Anzahl der Zu-schnitte/Lagen
Laminat-Aufbau
GMT 295 x 32 2 Zuschnitte –
gewebeverstärktes Material
130 x 300 1 Zuschnitt –
Laminat-Aufbauten aus PP-GF60 UD-Tape
130 x 300 8 Einzellagen
0°/90°/0°/90°/90°/0°/90°/0°
+45°/-45°/+45°/-45°/-45°/+45°/-45°/+45°
+45°/-45°/90°/0°/0°/90°/-45°/+45°
Die Pyramidenstümpfe werden zusätzlich nach dem Verfahren c) in den zwei ver-
schiedenen endlosfaserverstärkten UD-Materialien hergestellt (Tabelle 7). Die für die
Herstellung verwendeten Zuschnitte entsprechen der Bauteilabwicklung des Pyrami-
denstumpfes und sind für das Umformen (Verfahren b)) sowie für den schichtweisen,
lastgerechten, dreidimensionalen Aufbau unidirektionaler Tapes (Verfahren c)) indivi-
duell. Abbildung 26 zeigt die für das Verfahren der Umformung verwendeten Zu-
schnitte. Im Falle des Zuschnittes 1 liegen die Trennungen direkt auf den Bauteilkan-
ten (Abbildung 27 links – rote Linie). Es entsteht ein Zuschnitt ähnlich der Form eines
Malteserkreuzes. Im Falle des Zuschnittes 2 liegen die Trennungen mittig auf den
jeweiligen Seitenflächen des Bauteils und erstrecken sich bis in den oberen Pyrami-
denstumpf (Abbildung 27 rechts – rote Linie). Es entsteht ein Zuschnitt ähnlich einer
Windmühle. Abbildung 28 und Abbildung 29 zeigen den Zuschnitt, wie er für die
schichtweise, lastgerechte, dreidimensionale Herstellung der Pyramidenstümpfe
verwendet wird und verdeutlichen exemplarisch den Aufbau.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
42
Tabelle 7: Übersicht: Material-Zuschnitte Pyramidenstumpf
Zuschnittgröße [mm]
Anzahl der Zuschnitte
Laminat-Aufbauten
GMT 156 x 156 2 --
gewebeverstärktes Material
Abbildung 26 – Zuschnitt 1
1 --
Laminat-Aufbauten aus PP-GF60 UD-Tape
Abbildung 26 – Zuschnitt 1
1 +45°/-45°/90°/0°/0°/90°/-
45°/+45°
Laminat-Aufbauten aus PP-GF60 UD-Tape
Abbildung 26 – Zuschnitt 2
1
0°/90°/0°/90°/90°/0°/90°/0°
+45°/-45°/+45°/-45°/-45°/+45°/-45°/+45°
+45°/-45°/90°/0°/0°/90°/-45°/+45°
Laminat-Aufbauten aus PP-CF64 UD-Tape
Abbildung 26 – Zuschnitt 2
1 +45°/-45°/90°/0°/0°/90°/-
45°/+45°
Schichtweise, lastge-recht, dreidimensional aufgebaute Profile aus
PP-GF60
Abbildung 28 8 Einzellagen
0°/90°/0°/90°/90°/0°/90°/0°
+45°/-45°/+45°/-45°/-45°/+45°/-45°/+45°
+45°/-45°/90°/0°/0°/90°/-45°/+45°
Schichtweise, lastge-recht, dreidimensional aufgebaute Profile aus
PP-CF64
Abbildung 28 8 Einzellagen
0°/90°/0°/90°/90°/0°/90°/0°
+45°/-45°/+45°/-45°/-45°/+45°/-45°/+45°
+45°/-45°/90°/0°/0°/90°/-45°/+45°
Eine Herstellung der Pyramidenstümpfe aus gewebeverstärktem Material nach Ver-
fahren b), Zuschnitt 2 ist nicht möglich. Da Material bei der Erwärmung in den mit
Matrixmaterial aufgefüllten Bereichen aufreißt (Abbildung 27– rote Linien). Ein fehler-
freies Entnehmen aus dem Ofen und Einlegen in das Werkzeug ist nicht mehr mög-
lich. Der Grund hierfür liegt im einlagigen Aufbau des gewebeverstärkten Materials.
Im Gegensatz zu den aus UD-Tape aufgebauten Platten bietet das Material keine
Möglichkeit des Gleitens zwischen den einzelnen Materialschichten. Die Wärmeein-
wirkung und die wirkende Schwerkraft führen in der Folge zu einem direkten Abrei-
ßen des Materials.
Die Zuschnitte aus den endlosfaserverstärkten unidirektionalen Halbzeugen werden
manuell erstellt und schichtweise auf einer Werkzeugform positioniert und in den
Radienbereichen unter Wärmeeinfluss drapiert. Die Fixierung der einzelnen Lagen
zueinander erfolgt thermisch mittels Lötkolben bzw. Heißluftfön und entsprechendem
Anpressdruck.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
43
Abbildung 26: Zuschnittgeometrien Pyramidenstumpf 2D; Verfahren: Umformen
Abbildung 27: Zuschnittgeometrien Pyramidenstumpf 3D; Verfahren: Umformen
Abbildung 28: Pyramidenstumpf; Verfahren des schichtweisen, lastgerechten, 3D Aufbaus

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
44
Abbildung 29: Pyramidenstumpf; Verfahren des schichtweisen, lastgerechten, 3D Aufbaus
4.3.4 Aufheiztechnik
Die Erwärmung der Halbzeuge erfolgt konvektiv und konturgebunden auf einem
Ofengestell (Abbildung 30) bei 250 °C. Diese Temperatur stellt das Optimum zwi-
schen benötigter Wärmekapazität im Preform und möglicher thermischer Belastung
des Materials dar.
Die GMT-Zuschnitte werden abweichend dazu bei gleicher Temperatur übereinan-
derliegend auf einer antihaftbeschichteten Folie erwärmt. Die Erwärmungszeit ver-
längert sich entsprechend. Einzelne Erwärmungsparameter sind Tabelle 8 zu ent-
nehmen.
Die Übergabe der erwärmten Halbzeuge an das Presswerkzeug erfolgt mittels eines
mit Niederdruckflächensaugern ausgestatteten Matrixgreifsystems. Lediglich im Falle
des GMT-Materials erfolgt die Übergabe manuell.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
45
Abbildung 30: Ofengestelle (links: ebene Platte, rechts: Pyramidenstumpf)
Tabelle 8: Erwärmungsparameter der verschiedenen Geometrien
Bauteil Material Zuschnitte/Lagen Ofentemperatur
[°C] Verweilzeit
[min]
Ebene Platte
GMT 1
250
10,0
gewebeverstärktes Material
1 5,5
PP-GF60 UD-Tape 8 Einzellagen 5,5
PP-CF64 UD-Tape 8 Einzellagen 5,5
Hutprofil
GMT 2 10,0
gewebeverstärktes Material
1 5,5
Laminat-Aufbauten aus PP-GF60 UD-Tape
1 5,5
Pyramidenstumpf
GMT 2 15,0
gewebeverstärktes Material
1 5,5
Laminat-Aufbauten aus PP-GF60 und
PP-CF64 UD-Tape 1 5,5
schichtweise, lastge-recht, dreidimensional aufgebaute Profile aus
PP-GF60 und PP-CF64
1 5,5

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
46
4.3.5 Anlagentechnik
Die Umformung bzw. das Pressen der Halbzeuge erfolgt auf vertikal schließenden,
hydraulisch geregelten Pressen mit entsprechend beheizten Werkzeugen. Dabei
kommt für die Herstellung der Platten und Hutprofile eine Presse der Maschinenfab-
rik Lauffer GmbH & Co. KG, Typ RMV 125/1, mit einer maximalen Presskraft von
630 kN zum Einsatz. Die Herstellung der Pyramidenstümpfe erfolgt auf einer Presse
der WICKERT Maschinenbau GmbH, Typ WKP 3000s, mit einer maximalen Schließ-
kraft von 3500 kN. Beide Pressen sind für eine maximale Werkzeugtemperierung bis
300 °C ausgelegt, werden über vier Säulen geführt und verfügen über jeweils einen
Presszylinder.
Die Werkzeugtemperaturen werden auf Grund der begrenzten Schließgeschwindig-
keiten gegenüber den im Stand der Technik ermittelten Werten erhöht, um ein zu
schnelles Abkühlen des auf der Matrize liegenden erwärmten Halbzeuges vor dem
Pressprozess zu vermeiden. Einzelne Werkzeug- und Pressparameter sind Tabelle 9
zu entnehmen. Werkzeuginnendrücke werden für die jeweils vorliegenden Bauteile
individuell ermittelt. Maßgebend ist die resultierende Bauteilqualität. Im Falle der
Hutprofile liegen diese niedriger, als bei den vorgeformten Pyramidenstümpfen. Im
Falle des aus GMT hergestellten Pyramidenstumpfes wurde die höchst mögliche
Schließkraft der Presse verwendet, um eine Formfüllung zu erreichen. Diese Bauteile
weisen dennoch auf Grund des hohen Umformgrades eine ungleichmäßige Wanddi-
ckenverteilung von oben nach unten, aber auch in den einzelnen Seitenwänden auf.
Die Bauteile können in der mechanischen Untersuchung lediglich als Referenzbauteil
für das sich ergebende Versagens-Bild herangezogen werden.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
47
Tabelle 9: Werkzeugtemperatur und Pressdrücke der verschiedenen Hutprofile und Pyrami-
denstümpfe
Bauteil Material Werkzeug-temperatur
[°C]
Werkzeug-innen-
druck [bar]
Werkzeugin-nendruck
senkrecht zur Seitenwand
[bar]
Press-zeit
[min]
Ebene Platte
GMT 120 120 - 1
gewebeverstärktes Material
80 15 -
1
PP-GF60 UD-Tape 80 15 - 1
PP-CF64 UD-Tape 80 15 - 1
Hutprofil
GMT 120 160 15 1
gewebeverstärktes Material
80 50 5
1
Laminat-Aufbauten aus PP-GF60 UD-Tape
80 50 5
1
Pyramiden-stumpf
GMT 120 800 60 1
gewebeverstärktes Material
100 125 10 1
Laminat-Aufbauten aus PP-GF60 und PP-CF64
UD-Tape 100 125 10 1
schichtweise, lastge-recht, dreidimensional aufgebaute Profile aus PP-GF60 und PP-CF64
100 125 10 1
4.4 Bauteiluntersuchungen
Die Untersuchung ebener Probekörper (Biegeproben) erfolgt in Anlehnung an DIN
EN ISO 178 auf einer Prüfmaschine der Firma Zwick Roell, Typ Z010 bei Raumtem-
peratur. Auf dieser können Zug-, Druck- und Biegeprüfungen bei Prüfgeschwindigkei-
ten von 1 bis 2000 mm/min durchgeführt werden. Die maximale Prüfkraft beträgt
10 kN.
Bauteiluntersuchungen an Hutprofilen und Pyramidenstümpfen werden auf einer
Hochgeschwindigkeitsprüfmaschine der Instron GmbH, Typ VHS 160/20, ebenfalls
bei Raumtemperatur durchgeführt. Auf dieser können Zug-, Druck-, Schub-, Durch-
stoß und Biegeversuche sowie angepasste Spezialversuche bei Prüfgeschwindigkei-
ten bis 20 m/s durchgeführt werden. Die maximale Prüfkraft beträgt 160 kN. Während
der Untersuchung werden Kraft-, Weg- und Zeitverläufe aufgezeichnet. Eine Deh-

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
48
nungsmessung erfolgt nicht. Ist eine Dehnungsmessung erwünscht, erfolgt diese mit-
tels lokal applizierter Dehnungsmessstreifen.
4.4.1 Mechanische Untersuchungen an Biegeproben
Die Untersuchungen werden mit denen in Abbildung 17 skizzierten Biegeproben
durchgeführt. Die Biegeprüfung zeichnet sich durch eine überlagerte Zug-/Druck-
Beanspruchung aus. Direkt unterhalb des Stempels ist die Probe auf Druck belastet
und auf der gegenüberliegenden Seite, geteilt durch die neutrale Faser, auf Zug. Der
Auflageabstand beträgt gemäß DIN EN ISO 178 - 64 mm. Die Prüfgeschwindigkeit
beträgt 0,00017 m/s.
Tabelle 10 zeigt die Prüfmatrix, Abbildung 31 den Prüfaufbau.
Tabelle 10: Prüfmatrix ebene Probekörper (Flachprobe)
Material Probendicke
[mm] Aufbau
Anzahl der Prüfkörper
GMT 1,90 ± 0,5 -- 5
gewebeverstärktes Material
2,00 ± 0,5 -- 5
PP-GF60 UD-Tape 2,05 ± 0,5 unidirektional 0° 5
PP-CF60 UD-Tape 1,95 ± 0,5 unidirektional 0° 5
Abbildung 31: Prüfung der Biegeprobe nach DIN EN ISO 178
4.4.2 Mechanische Untersuchungen des Hutprofils
Für die Untersuchungen werden Probekörper der nach Abbildung 18 beschriebenen
Geometrie mit einer in y-Richtung gekürzten Länge von 80 mm eingesetzt. Der Auf-
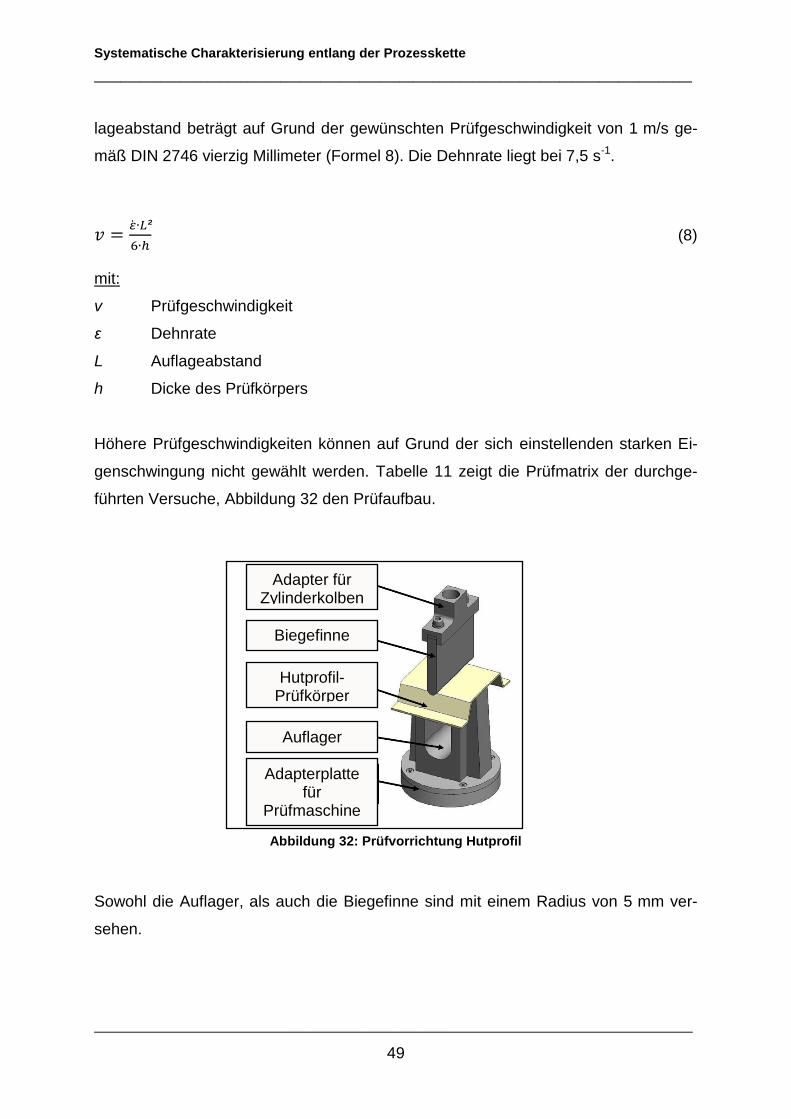
Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
49
lageabstand beträgt auf Grund der gewünschten Prüfgeschwindigkeit von 1 m/s ge-
mäß DIN 2746 vierzig Millimeter (Formel 8). Die Dehnrate liegt bei 7,5 s-1.
(8)
mit:
v Prüfgeschwindigkeit
ε Dehnrate
L Auflageabstand
h Dicke des Prüfkörpers
Höhere Prüfgeschwindigkeiten können auf Grund der sich einstellenden starken Ei-
genschwingung nicht gewählt werden. Tabelle 11 zeigt die Prüfmatrix der durchge-
führten Versuche, Abbildung 32 den Prüfaufbau.
Abbildung 32: Prüfvorrichtung Hutprofil
Sowohl die Auflager, als auch die Biegefinne sind mit einem Radius von 5 mm ver-
sehen.
Adapter für Zylinderkolben
Biegefinne
Auflager
Hutprofil- Prüfkörper
Adapterplatte für
Prüfmaschine

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
50
Tabelle 11: Prüfmatrix Hutprofile
Material Probendicke
[mm] Aufbau
Anzahl der Prüfkörper
GMT 2 -- 3
gewebeverstärktes Material
2 -- 3
Laminat-Aufbauten aus PP-GF60 UD-Tape
2 0°/90°/0°/90°/90°/0°/90°/0° 4
2 +45°/-45°/+45°/-45°/-45°/+45°/-
45°/+45° 4
2 +45°/-45°/90°/0°/0°/90°/-45°/+45° 4
4.4.3 Mechanische Untersuchung des Pyramidenstumpfes
Die Druckprüfung der Pyramidenstümpfe erfolgt ebenfalls mit einer Prüfgeschwindig-
keit von 1 m/s. Der Prüfkörper wird während der Untersuchung von einer Aufnahme
in seiner Standfläche umschlossen. Die Belastung erfolgt vertikal durch einen Stem-
pel mit einem Durchmesser von 160 mm (Abbildung 33).
Abbildung 33: Prüfaufbau Pyramidenstumpf
Tabelle 12 zeigt eine Prüfmatrix der durchgeführten Versuche:
Druckstempel zur flächigen Kraftein-leitung
Pyramidenstumpf-Prüfkörper
Grundplatte mit verstellbaren Seitenführungsele-menten

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
51
Tabelle 12: Prüfmatrix Pyramidenstümpfe
Material Probendicke
[mm] Aufbau
Anzahl der Prüfkörper
GMT 2,05 ± 0,35 -- 3
gewebeverstärktes Material
2,05 ± 0,05 -- 3
Laminat-Aufbauten aus PP-GF60 UD-Tape (Zu-
schnitt 1) 2,10 ± 0,05 +45°/-45°/90°/0°/0°/90°/-45°/+45° 3
Laminat-Aufbauten aus PP-GF60 UD-Tape (Zu-
schnitt 2)
2,10 ± 0,05 0°/90°/0°/90°/90°/0°/90°/0° 3
2,05 ± 0,05 +45°/-45°/+45°/-45°/-45°/+45°/-45°/+45° 3
2,10 ± 0,05 +45°/-45°/90°/0°/0°/90°/-45°/+45° 3
Laminat-Aufbauten aus PP-CF64 UD-Tape (Zu-
schnitt 2) 2,10 ± 0,05 +45°/-45°/90°/0°/0°/90°/-45°/+45° 4
schichtweise, lastge-recht, dreidimensional aufgebaute Profile aus
PP-GF60
2,10 ± 0,05 0°/90°/0°/90°/90°/0°/90°/0° 3
2,05 ± 0,05 +45°/-45°/+45°/-45°/-45°/+45°/-45°/+45° 3
2,10 ± 0,05 +45°/-45°/90°/0°/0°/90°/-45°/+45° 3
schichtweise, lastge-recht, dreidimensional aufgebaute Profile aus
PP-CF64
2,10 ± 0,05 +45°/-45°/90°/0°/0°/90°/-45°/+45° 4
4.5 Auswertung
Für die Auswertung dienen die in den Biege- bzw. Druckprüfungen ermittelten Kraft-
Weg-Verläufe. Während der dunkelblaue Kurvenverlauf Aufschluss über den syste-
matischen Versagens-Verlauf gibt, liefert die Fläche unter der jeweiligen Kurve einen
Wert für die von den jeweiligen Bauteilen absorbierte Energie. Diese wird durch nu-
merische Integration mit Hilfe der Gauß‘schen Trapezformel berechnet.
Die Integration erfolgt bei der Flachprobe bis zum jeweiligen Kraftmaximum, unab-
hängig von der bis dahin erreichten Durchbiegung. Sowohl bei den Hutprofilen, als
auch bei den Pyramidenstümpfen erfolgt die Integration, um eine Vergleichbarkeit
darzustellen, bis zu einer definierten Eindringtiefe. Dabei bestimmt das Profil mit der
geringsten, in den Versuchen ermittelten Eindringtiefe die Integrationsgrenze. Im Fal-
le der Hutprofile liegt die Grenze bei einem Wert von 25,6 mm, für die Pyramiden-
stümpfe bei 110 mm. In den folgenden Abbildungen (Kapitel 4.5.2 und 4.5.3) sind die
Integrationsgrenzen durch die in den jeweiligen Kraft-Weg-Verläufen hellblau hinter-
legten Flächen dargestellt.
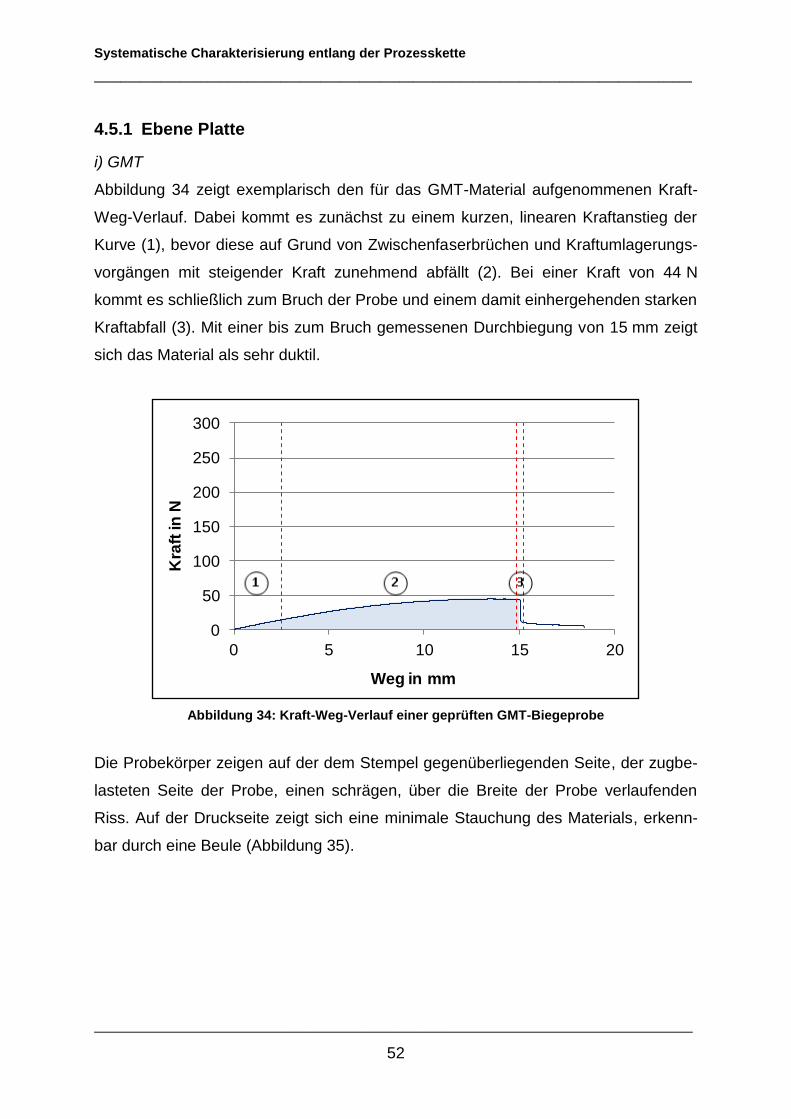
Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
52
4.5.1 Ebene Platte
i) GMT
Abbildung 34 zeigt exemplarisch den für das GMT-Material aufgenommenen Kraft-
Weg-Verlauf. Dabei kommt es zunächst zu einem kurzen, linearen Kraftanstieg der
Kurve (1), bevor diese auf Grund von Zwischenfaserbrüchen und Kraftumlagerungs-
vorgängen mit steigender Kraft zunehmend abfällt (2). Bei einer Kraft von 44 N
kommt es schließlich zum Bruch der Probe und einem damit einhergehenden starken
Kraftabfall (3). Mit einer bis zum Bruch gemessenen Durchbiegung von 15 mm zeigt
sich das Material als sehr duktil.
Abbildung 34: Kraft-Weg-Verlauf einer geprüften GMT-Biegeprobe
Die Probekörper zeigen auf der dem Stempel gegenüberliegenden Seite, der zugbe-
lasteten Seite der Probe, einen schrägen, über die Breite der Probe verlaufenden
Riss. Auf der Druckseite zeigt sich eine minimale Stauchung des Materials, erkenn-
bar durch eine Beule (Abbildung 35).
0
50
100
150
200
250
300
0 5 10 15 20
Kra
ft in
N
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
53
Abbildung 35: Bruchbild der GMT-Biegeprobe (links: Zugseite, rechts: Druckseite)
ii) Gewebe:
Gewebeverstärkte Materialien hingegen zeigen bis zum Eintreten erster Schädigun-
gen einen langen, linearen Kraftanstieg bis zu einer Kraft von 80 N (1), Abbildung 36.
Abbildung 36: Kraft-Weg-Verlauf einer geprüften gewebeverstärkten Biegeprobe
Der danach bis zum Kraftmaximum folgende Kurvenverlauf ist unstetig (2). Es treten
erste Zwischenfaserbrüche auf. Der danach folgende langsame Kraftabfall ist auf
eine Faserschädigung an der Druckseite zurückzuführen. Danach drückt sich die
Probe kontinuierlich zwischen die beiden Auflager. Das Kraftmaximum liegt bei 85 N.
Die maximale Durchbiegung bei 6,7 mm. Der Probekörper zeigt auf der druckbelaste-
ten Seite eine Wölbung des Materials, erkennbar durch Beulen. Auf der Zugseite sind
0
50
100
150
200
250
300
0,0 5,0 10,0 15,0 20,0
Kra
ft in
N
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
54
optisch keine Defekte zu erkennen. Abbildung 37 zeigt ein Bild eines geprüften Pro-
bekörpers.
Abbildung 37: Bruchbild der gewebeverstärkten Biegeprobe (links: Zug-, rechts: Druckseite)
iii) PP-GF60 UD-Material:
Abbildung 38 zeigt den für das unidirektionale PP-GF60 Material aufgenommenen
Kraft-Weg-Verlauf.
Abbildung 38: Kraft-Weg-Verlauf einer geprüften PP-GF60 Biegeprobe
Während der Untersuchung kommt es ähnlich wie beim gewebeverstärkten Material
zunächst zu einem steilen linearen Anstieg der Kurve bis zu einer Kraft von 210 N
(1). Im weiteren Verlauf steigt die Kurve mit einer geringen Steigung weiter an (2). Es
kommt zu ersten Faser-Matrix-Schädigungen, welche in der Folge bei einer maxima-
0
50
100
150
200
250
300
0,0 5,0 10,0 15,0 20,0
Kra
ft in
N
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
55
len Kraft von 285 N zum Versagen und einem damit einhergehenden steilen Kraftab-
fall (3) führen. Die maximale Durchbiegung der Probe beträgt 8,2 mm.
Der Probekörper zeigt auf Grund der rechtwinklig zur Lastrichtung liegenden Fasern
auf der druckbelasteten Seite Beulen bedingt durch das Zusammenstauchen der Fa-
sern. Erkennbar sind, bei einem Blick auf die z-Achse des Probekörpers (Abbildung
17), ebenfalls Delaminationen. Im Gegensatz zum gewebeverstärkten Probekörper
treten auf der zugbelasteten Seite Faserbrüche, erkennbar durch Knicke entlang der
gesamten Breite, auf Grund der hohen Dehnung (größer als die Bruchdehnung der
Faser) auf. Abbildung 39 zeigt das Bruchbild.
Abbildung 39: Bruchbild der PP-GF60 UD-Biegeprobe (links: Zugseite, rechts: Druckseite)
iii) PP-CF64 UD-Material:
Der aufgenommene Kraft-Weg-Verlauf ähnelt dem des PP-GF60 Materials. Der Pro-
bekörper versagt bei einer maximalen Kraft von 140 N und einer maximalen
Durchbiegung der Probe von 3,3 mm (Abbildung 40).
Der Probekörper zeigt auf Grund der rechtwinklig zur Lastrichtung liegenden Fasern
auf der druckbelasteten Seite Faserbrüche durch das Zusammenstauchen der Fa-
sern. Auf der zugbelasteten Seite treten Faserbrüche auf Grund der hohen Dehnung
(größer als die Bruchdehnung der Faser) auf. Auffällig ist, dass es auf der Zugseite
zu einem Knicken entlang der gesamten Probekörperbreite kommt. Zudem sind im
Bereich des Knickes Ablösungen der Matrix von den Fasern zu erkennen (weiße Be-
reiche entlang des Knickes). Dies ist, wie bereits in Abbildung 16 dargestellt, ein wei-
terer Hinweis auf eine schlechte Faser-Matrix-Haftung. Abbildung 41 zeigt das
Bruchbild.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
56
Abbildung 40: Kraft-Weg-Verlauf einer geprüften PP-CF64 Biegeprobe
Abbildung 41: Bruchbild der PP-CF64 UD-Biegeprobe (links: Zugseite, rechts: Druckseite)
Die an den Biegeproben durchgeführten Biegeprüfungen haben das hohe Energie-
aufnahmevermögen endlosfaserverstärkter unidirektionaler Laminat-Aufbauten im
Vergleich zu wirrfaser- und gewebeverstärkten Aufbauten bestätigt. Die Gesamt-
Energiebetrachtung zeigt, dass endlosfaserverstärkter unidirektionaler Laminat-
Aufbauten während der Untersuchung das höchste Kraftmaximum aufweisen. Im
Vergleich zu einer Biegeprobe aus endlosfaserverstärkten unidirektionalen Laminat-
Aufbauten ist die maximale Kraftaufnahme eines gewebeverstärkten Materials um
70 % geringer. Die maximale Kraftaufnahme einer Biegeprobe aus dem Material
GMT ist sogar um 84 % geringer (Abbildung 42).
0
50
100
150
200
250
300
0,0 5,0 10,0 15,0 20,0
Kra
ft in
N
Weg in mm
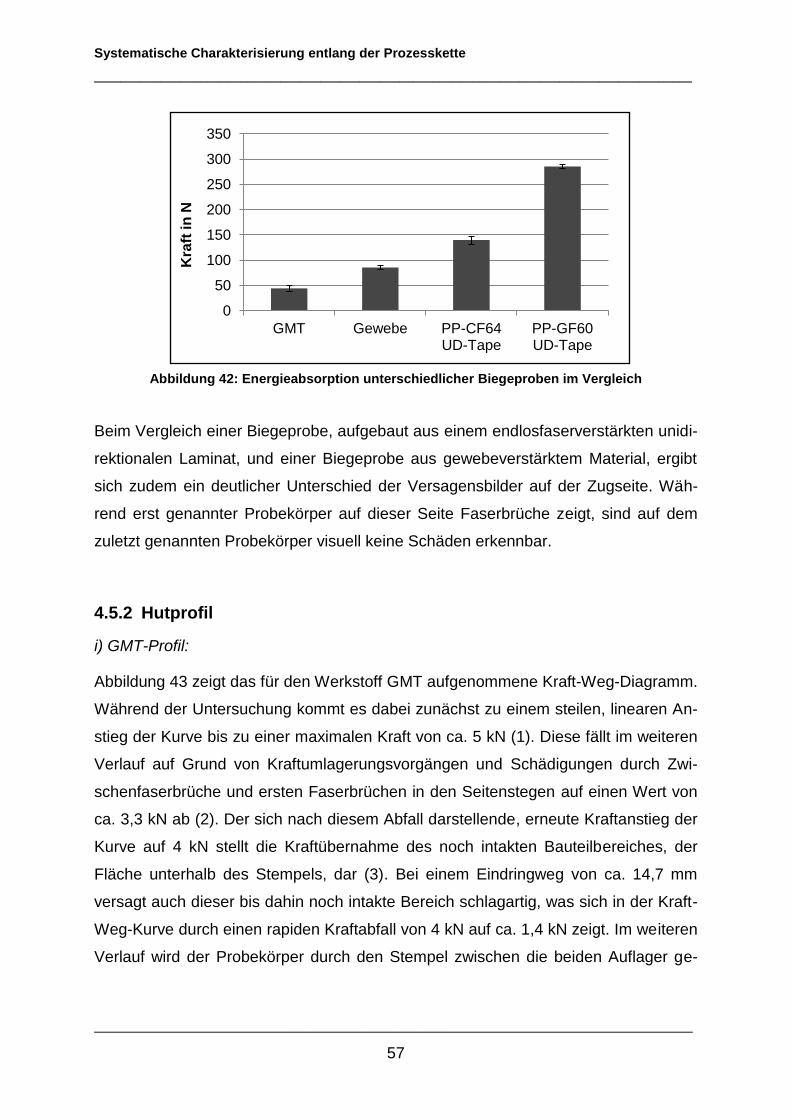
Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
57
Abbildung 42: Energieabsorption unterschiedlicher Biegeproben im Vergleich
Beim Vergleich einer Biegeprobe, aufgebaut aus einem endlosfaserverstärkten unidi-
rektionalen Laminat, und einer Biegeprobe aus gewebeverstärktem Material, ergibt
sich zudem ein deutlicher Unterschied der Versagensbilder auf der Zugseite. Wäh-
rend erst genannter Probekörper auf dieser Seite Faserbrüche zeigt, sind auf dem
zuletzt genannten Probekörper visuell keine Schäden erkennbar.
4.5.2 Hutprofil
i) GMT-Profil:
Abbildung 43 zeigt das für den Werkstoff GMT aufgenommene Kraft-Weg-Diagramm.
Während der Untersuchung kommt es dabei zunächst zu einem steilen, linearen An-
stieg der Kurve bis zu einer maximalen Kraft von ca. 5 kN (1). Diese fällt im weiteren
Verlauf auf Grund von Kraftumlagerungsvorgängen und Schädigungen durch Zwi-
schenfaserbrüche und ersten Faserbrüchen in den Seitenstegen auf einen Wert von
ca. 3,3 kN ab (2). Der sich nach diesem Abfall darstellende, erneute Kraftanstieg der
Kurve auf 4 kN stellt die Kraftübernahme des noch intakten Bauteilbereiches, der
Fläche unterhalb des Stempels, dar (3). Bei einem Eindringweg von ca. 14,7 mm
versagt auch dieser bis dahin noch intakte Bereich schlagartig, was sich in der Kraft-
Weg-Kurve durch einen rapiden Kraftabfall von 4 kN auf ca. 1,4 kN zeigt. Im weiteren
Verlauf wird der Probekörper durch den Stempel zwischen die beiden Auflager ge-
0
50
100
150
200
250
300
350
GMT Gewebe PP-CF64 UD-Tape
PP-GF60 UD-Tape
Kra
ft in
N

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
58
drückt. Bei einem Weg von 32,5 mm ist keine Resttragfähigkeit mehr vorhanden. Die
in den festgelegten Integrationsgrenzen absorbierte Gesamtenergie beträgt im Mittel
70 Joule, das Kraftmaximum liegt bei 5 kN. Die Struktur hält nach der Untersuchung
lediglich noch durch das im Matrixmaterial eingebettete, vernadelte Vlies zusammen
(Abbildung 44).
Abbildung 43: Kraft-Weg Verlauf eines Hutprofils aus dem Werkstoff GMT
Abbildung 44: Hutprofil aus GMT nach der Untersuchung
ii) gewebeverstärktes Profil:
Ein deutlich anderes Versagens-Bild zeigt sich bei der Untersuchung des gewebe-
verstärkten Materials (Abbildung 45).
0
1
2
3
4
5
6
7
8
0 5 10 15 20 25 30 35 40 45
Kra
ft in
kN
Weg in mm
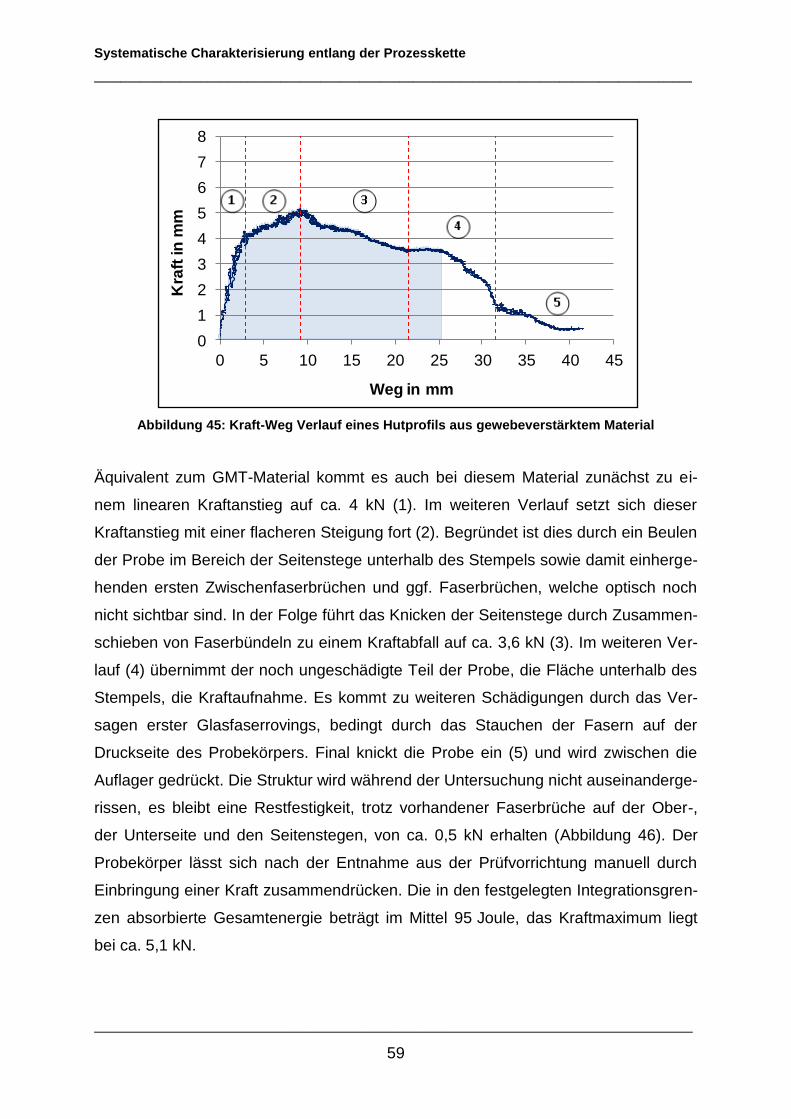
Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
59
Abbildung 45: Kraft-Weg Verlauf eines Hutprofils aus gewebeverstärktem Material
Äquivalent zum GMT-Material kommt es auch bei diesem Material zunächst zu ei-
nem linearen Kraftanstieg auf ca. 4 kN (1). Im weiteren Verlauf setzt sich dieser
Kraftanstieg mit einer flacheren Steigung fort (2). Begründet ist dies durch ein Beulen
der Probe im Bereich der Seitenstege unterhalb des Stempels sowie damit einherge-
henden ersten Zwischenfaserbrüchen und ggf. Faserbrüchen, welche optisch noch
nicht sichtbar sind. In der Folge führt das Knicken der Seitenstege durch Zusammen-
schieben von Faserbündeln zu einem Kraftabfall auf ca. 3,6 kN (3). Im weiteren Ver-
lauf (4) übernimmt der noch ungeschädigte Teil der Probe, die Fläche unterhalb des
Stempels, die Kraftaufnahme. Es kommt zu weiteren Schädigungen durch das Ver-
sagen erster Glasfaserrovings, bedingt durch das Stauchen der Fasern auf der
Druckseite des Probekörpers. Final knickt die Probe ein (5) und wird zwischen die
Auflager gedrückt. Die Struktur wird während der Untersuchung nicht auseinanderge-
rissen, es bleibt eine Restfestigkeit, trotz vorhandener Faserbrüche auf der Ober-,
der Unterseite und den Seitenstegen, von ca. 0,5 kN erhalten (Abbildung 46). Der
Probekörper lässt sich nach der Entnahme aus der Prüfvorrichtung manuell durch
Einbringung einer Kraft zusammendrücken. Die in den festgelegten Integrationsgren-
zen absorbierte Gesamtenergie beträgt im Mittel 95 Joule, das Kraftmaximum liegt
bei ca. 5,1 kN.
0
1
2
3
4
5
6
7
8
0 5 10 15 20 25 30 35 40 45
Kra
ft in
mm
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
60
Abbildung 46: Hutprofil aus gewebeverstärktem Material nach der Untersuchung
iii) Profile aus UD-Laminaten:
Die aus UD-Material hergestellten Probekörper zeigen im Vergleich zu den Probe-
körpern aus GMT- und gewebeverstärktem Material ein nochmals differenziertes
Versagens-Bild mit deutlich höheren Kraftmaxima im Kraft-Weg-Verlauf.
Der 0°/90°-Aufbau zeigt, äquivalent zu den vorherigen Probekörper, zunächst einen
linearen Kraftanstieg auf ca. 5,5 kN (1). Die Kraft steigt im weiteren Verlauf mit gerin-
gerer Steigung weiter auf ein Maximum von ca. 7,5 kN an (2). Dieser Anstieg lässt
sich durch ein Beulen der Seitenstege unterhalb des Stempels sowie dem Stauchen
der Fasern und dem Auftreten erster Zwischenfaserbrüche und visuell noch nicht
sichtbarere Faserbrüche erklären. Der darauf folgende Kraftabfall (3) ist durch das
Knicken und Aufreißen der Seitenstege, sowie beginnenden Zwischenfaserbrüchen
in der Fläche unterhalb des Stempels, gekennzeichnet. Am Ende des kontinuierli-
chen Kraftabfalls kommt es zum Totalversagen der Struktur durch Faserbrüche in
den 0°-Lagen unterhalb der linienförmigen Krafteinleitung (4). Die Struktur zerbricht
und wird zwischen die Auflager gedrückt. Eine Resttragfähigkeit ist, ähnlich wie beim
Probekörper aus GMT-Material, nicht vorhanden (5) – Abbildung 48. Die in den fest-
gelegten Integrationsgrenzen absorbierte Energie beträgt im Mittel 121 Joule, das
Kraftmaximum liegt bei 7,3 kN.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
61
Abbildung 47: Kraft-Weg Verlauf eines Hutprofils aus UD-Material im 0°/90°-Aufbau
Abbildung 48: Hutprofil aus einem ebenen 0°/90°-Gelege nach der Untersuchung
Der +/- 45°-Aufbau (Abbildung 49) zeigt ebenfalls ein zunächst linearen Kraftanstieg
auf ca. 4,2 kN (1). Im folgenden Verlauf führen Zwischenfaserbrüche in den Seiten-
stegen und daraus resultierende Beul-Vorgänge zu einem weiteren, flacheren Kraft-
anstieg (2), welcher kurz vor dem Knicken der gebeulten Seitenstege nochmals kurz
ansteigt (3). Der danach folgende kontinuierliche Kraftabfall (4) ist durch das Versa-
gen der gebeulten Seitenstege und dem beginnenden Versagen des flächigen Berei-
ches unterhalb des Stempels gekennzeichnet. Zum Ende der Untersuchung wird die
Probe durch die Kraft des Stempels zwischen die Auflager gedrückt (5). Die Struktur
zerbricht nicht, eine Restfestigkeit von > 0,5 kN bleibt erhalten (Abbildung 50). Es ist
zu erkennen, dass die 45° ausgerichteten Fasern versucht haben der einwirkenden
0
1
2
3
4
5
6
7
8
0 5 10 15 20 25 30 35 40 45
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
62
Kraft entgegenzuwirken. Links und rechts neben der Eindringstelle des linienförmi-
gen Krafteinleitungselementes sind auf der Druckseite des Probekörpers Abwei-
chungen der Faserorientierung von der ursprünglichen 45°-Ausrichtung sichtbar. Die
in den festgelegten Integrationsgrenzen absorbierte Energie beträgt 118 Joule das
Kraftmaximum liegt bei 7,3 kN.
Abbildung 49: Kraft-Weg Verlauf eines Hutprofils aus UD-Material im +/-45°-Aufbau
Abbildung 50: Hutprofil aus einem ebenen +/-45°-Gelege nach der Untersuchung
Abbildung 51 zeigt den Kraft-Weg-Verlauf eines quasiisotrop aufgebauten Hutprofils.
Dieser ist dem der +/- 45°-Probe ähnlich. Der einzige Unterschied zeigt sich im Kni-
cken der Seitenstege unterhalb des Stempels. Zudem versagen diese nicht gleichzei-

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
63
tig, sondern nacheinander (3). Ebenso wie der 45° aufgebaute Probekörper zerbricht
der quasiisotrop aufgebaute Probekörper nicht. Eine Restfestigkeit von > 0,5 kN
bleibt erhalten (5).
Abbildung 51: Kraft-Weg Verlauf eines Hutprofils aus UD-Material im quasiisotropen Aufbau
Die in den festgelegten Integrationsgrenzen absorbierte Energie beträgt im Mittel
124 Joule, das Kraftmaximum liegt bei 7,3 kN. Abbildung 52 zeigt das untersuchte
Hutprofil.
Abbildung 52: Hutprofil aus einem ebenen quasiisotrop aufgebauten Gelege nach der Untersu-
chung
0
1
2
3
4
5
6
7
8
0 5 10 15 20 25 30 35 40 45
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
64
Die an den Hutprofilen durchgeführten Biegeprüfungen haben das hohe Energieauf-
nahmevermögen unidirektionaler Laminat-Aufbauten im Vergleich zu wirrfaser- oder
gewebeverstärkten Aufbauten bestätigt. Die Gesamt-Energiebetrachtung zeigt, dass
diese während der Untersuchung in den festgelegten Integrationsgrenzen die meiste
Energie absorbieren. Dabei zeigt das Hutprofil, hergestellt aus einem quasiisotrop
aufgebauten Laminat, die größte Energieabsorption. Im Vergleich zu einem Hutprofil
aus gewebeverstärkten Material ist diese um 30 % höher, im Vergleich zu einem
Hutprofil aus dem Material GMT um 77 % (Abbildung 53). Ein ähnliches Ergebnis
zeigt die Auswertung der im Mittel erreichten Kraftmaxima. Diese liegen bei den ver-
schiedenen unidirektionalen Laminat-Aufbauten gleich auf und sind im Mittel um
45 % höher, als die eines aus wirrfaserverstärktem oder gewebeverstärktem Material
aufgebauten Hutprofils (Abbildung 54).
Abbildung 53: Gesamtenergieabsorption geprüfter Hutprofile
0
20
40
60
80
100
120
140
GMT Gewebe UD +/-45° PP-GF60
UD 0°/90° PP-GF60
UD quasiisotrop
PP-GF60
En
erg
iea
bso
rpti
on
in
J

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
65
Abbildung 54: Vergleich der Kraftmaxima geprüfter Hutprofile
Es zeigt sich jedoch bei allen untersuchten Probekörpern ein systematisches
Versagensbild. So zeigt sich nach dem Ende des linearen Kraftanstiegs zunächst ein
Beulen und Knicken der Seitenstege unterhalb des Stempels. Diese reißen zum Teil
im weiteren Verlauf der Prüfung ein (Abbildung 44 und Abbildung 48). Danach, und
das zeigt sich bei allen Probekörpern gleichermaßen, erfolgt die Kraftaufnahme
durch den noch intakten Bereich des Probekörpers unterhalb des linienförmigen
Krafteinleitungselementes (Stempel).
Die bis zum Kraftmaximum absorbierte Energie ist bei dem quasiisotrop aufgebauten
Hutprofil ebenfalls am höchsten (Abbildung 55). Der Wert liegt 30 % höher, als bei
einem aus gewebeverstärktem Material aufgebauten Profil, bzw. 70 % höher gegen-
über einem aus dem Material GMT aufgebauten Profil.
0
1
2
3
4
5
6
7
8
GMT Gewebe UD +/-45° PP-GF60
UD 0°/90° PP-GF60
UD quasiisotrop
PP-GF60
Kra
ft in
kN

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
66
Abbildung 55: Vergleich der bis zum Kraftmaximum absorbierten Energie geprüfter Hutprofile
Auffällig ist, dass das Hutprofil, hergestellt aus gewebeverstärktem Material bis zum
Kraftmaximum mehr Energie absorbiert, als jenes, hergestellt aus einem 0°/90°-
Laminat (Abbildung 55). Ein Effekt, der sich bei der Betrachtung der Gesamtenergie-
absorption in den vorgegebenen Grenzen nicht zeigt (Abbildung 53).
4.5.3 Pyramidenstumpf
i) GMT-Profil:
Abbildung 56 zeigt das für den Werkstoff GMT aufgenommene Kraft-Weg-Diagramm.
Während der Untersuchung kommt es dabei zunächst zu einem linearen Kraftanstieg
bis ca. 20 kN (1), der im weiteren Verlauf durch erste Zwischenfaserbrüche und Fa-
serbrüche im oberen Drittel des Probekörpers an Steigung verliert (2). Nach dem Er-
reichen der Maximalkraft von ca. 26 kN knickt das obere Drittel des Pyramidenstump-
0
10
20
30
40
50
60
GMT UD 0°/90° PP-GF60
Gewebe UD +/-45° PP-GF60
UD quasiisotrop
PP-GF60
En
erg
iea
bso
rpti
on
in
Jo
ule

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
67
fes ein. Es kommt zum Kraftabfall auf 10 kN. Im weiteren Verlauf kommt es dann zur
Kraftübernahme durch den noch unbeschädigten Bereich des Probekörpers (untere
2/3) und kurz darauf zum Totalversagen der Struktur (3) auf Grund der inhomogenen
Wanddickenverteilung in den Seitenwänden.
Abbildung 56: Kraft-Weg Verlauf eines Pyramidenstumpfes aus GMT-Material
Die in den festgelegten Integrationsgrenzen absorbierte Energie beträgt im Mittel
866 Joule Abbildung 57 zeigt das Versagens-Bild der Struktur.
Abbildung 57: Versagens-Bild des GMT-Profils
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
68
Auf Grund der inhomogenen Wanddicken kann der für die Energieabsorption be-
rechnete Wert lediglich als Tendenz gesehen werden.
ii) gewebeverstärktes Profil und Profil, aufgebaut aus einem quasiisotropen
PP-GF60-Laminat – Zuschnitt 1:
Die Probekörper hergestellt aus gewebeverstärktem Material und einem quasiisotrop
aufgebauten PP-GF60 Laminat (Zuschnitt 1 - Abbildung 26, Kapitel 4.3.3) zeigen ein
grundsätzlich ähnliches Verhalten mit Unterschieden in den Kraftmaxima - Abbildung
58 und Abbildung 59. Beide Materialien zeigen einen zunächst linearen Kraftanstieg
bis zum Erreichen der Maximalkraft (1). Der anschließende Abfall der Kurve kenn-
zeichnet das Versagen der Struktur in den mit matrixgefüllten Eckbereichen mit da-
rauf folgendem Beulen und Knicken der Profil-Seitenwände (2). Bereich (3) repräsen-
tiert die Resttragfähigkeit der zusammengefalteten Strukturen von ca. 2 kN.
Abbildung 58: Kraft-Weg Verlauf eines Pyramidenstumpfes aufgebaut aus gewebeverstärktem
Material – Zuschnitt 1
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
69
Abbildung 59: Kraft-Weg Verlauf eines Pyramidenstumpfes, aufgebaut aus einem quasiisotrop
PP-GF60-Laminat – Zuschnitt 1
Die in den festgelegten Iterationsgrenzen ermittelte Energieabsorption des gewebe-
verstärkten Probekörpers beträgt im Mittel 262 Joule. Die Energieabsorption des aus
einem quasiisotrop aufgebauten Laminat gefertigten Probekörpers beträgt im Mittel
266 Joule. Abbildung 60 zeigt das jeweilige Versagens-Bild. Die zusammengefalte-
ten Probekörper sind stabil und lassen sich nach der Prüfung durch das Einbringen
einer manuellen Kraft kaum weiter verformen.
Abbildung 60: Versagens-Bild des gewebeverstärkten Profils – Zuschnitt 1 (links) und eines
Profils, aufgebaut aus einem quasiisotrop PP-GF60-Laminat (rechts)
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
70
iii) Profile aus PP-GF60-Laminaten – Zuschnitt 2:
Die Probekörper, hergestellt aus einem PP-GF60-Laminat (Zuschnitt 2 - Abbildung
26, Kapitel 4.3.3) im quasiisotropen und 0°/90°-Aufbau, zeigen ebenfalls ein ähnli-
ches Verhalten mit Unterschieden in den Kraftmaxima. Bei beiden Probekörpern
kommt es zunächst zu einem linearen Kraftanstieg (1), welcher sich in der Folge auf
Grund von Zwischenfaserbrüchen, beginnenden Faserbrüchen, Delaminationen und
dem damit einhergehendem Beulen und Knicken des Probekörpers mit einer gerin-
geren Steigung fortsetzt (2). Der Kraftabfall nach Erreichen des Kraftmaximums re-
präsentiert das Einreißen der Struktur an den mit Matrixmaterial gefüllten Trennun-
gen im oberen Drittel des Probekörpers (3). Der im weiteren Verlauf auftretende
Kraftanstieg (4) kennzeichnet das beginnende Versagen der noch ungeschädigten
Struktur in den unteren 2/3 des Probekörpers mit anschließendem Knicken und da-
rauf folgendem Totalversagen. Da die Probekörper zwischen den Seitenführungs-
elementen (Vergleich Abbildung 33) gehalten werden und sich nicht frei in alle Raum-
richtungen ausbreiten können, verfügt der Probekörper während der Prüfung über
eine Restfestigkeit von ca. 7 – 8 kN (Abbildung 61und Abbildung 62).
Abbildung 61: Kraft-Weg Verlauf eines Pyramidenstumpfes aus einem 0°/90° aufgebauten PP-
GF60-Laminat – Zuschnitt 2
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
71
Abbildung 62: Kraft-Weg Verlauf eines Pyramidenstumpfes eines Profils, aufgebaut aus einem
quasiisotropen PP-GF60-Lamniat – Zuschnitt 2
Die in den festgelegten Integrationsgrenzen absorbierte Energie des 0°/90°-Profils
beträgt im Mittel 1226 Joule, die des quasiisotrop aufgebauten Profils 1374 Joule.
Abbildung 63 zeigt das jeweilige Versagens-Bild.
Abbildung 63: Versagens-Bild der aus 0°/90°-Laminaten aufgebauten Pyramidenstümpfe (links)
und der aus quasiisotrop aufgebauten Laminaten hergestellten Pyramidenstümpfe aus PP-
GF60 (rechts)
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
72
Die untersuchten Probekörper sind nach Entnahme aus der Prüfvorrichtung instabil
und lassen sich leicht, durch das Aufbringen einer minimalen Kraft verformen.
Das Versagens-Bild eines aus einem symmetrisch aufgebauten +/-45°-Laminates
(Zuschnitt 2 - Abbildung 26, Kapitel 4.3.3) hergestellten Pyramidenstumpfes zeigt
einen leicht differenzierten Kurvenverlauf (Abbildung 64).
Abbildung 64: Kraft-Weg Verlauf eines Pyramidenstumpfes, aufgebaut aus einem +/-45° PP-
GF60-Laminates – Zuschnitt 2
Während die Bereiche (1) und (2) ähnlich sind, kommt es nach dem Erreichen der
Maximalkraft mit zunehmendem Intrusionsweg zu einem Kraftabfall. Dieser lässt sich
durch das Versagen der Struktur durch eine Art „Eindrehen“ beschreiben. Auf Grund
des +/-45°-Aufbaus werden die auftretenden Schubkräfte durch ein Eindrehen der
Struktur unterhalb des Stempels absorbiert. Die am Ende der Untersuchung gemes-
sene Resttragfähigkeit beträgt ebenfalls 7 kN.
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
73
Abbildung 65: Versagens-Bild eines Pyramidenstumpfes, aufgebaut aus einem +/- 45° PP-
GF60-Laminates – Zuschnitt 2
Die in den festgelegten Integrationsgrenzen absorbierte Energie des Profils beträgt
im Mittel 957 Joule. Abbildung 65 zeigt das Versagens-Bild. Die untersuchten Probe-
körper lassen sich nach Entnahme aus der Prüfvorrichtung ebenfalls durch leichte
Kraftaufbringung verformen.
iv) Profil aus PP-CF64-Laminaten – Zuschnitt 2:
Der Kraft-Weg-Verlauf eines Probekörpers, aufgebaut aus einem quasiisotropen PP-
CF64-Laminat (Zuschnitt 2 - Abbildung 26, Kapitel 4.3.3) zeigt zunächst einen linea-
ren Kraftanstieg auf eine Maximalkraft von 51 kN (1). Nach Erreichen dieser Kraft fällt
die Kurve zunächst auf 22 kN ab, bevor diese im weiteren Verlauf wieder auf ca.
30 kN ansteigt (2). Dabei deutet der Kraftabfall auf erste Zwischenfaserbrüche, be-
ginnende Faserbrüche und Delamination hin, die in der Folge ein Beulen und Kni-
cken im oberen Drittel des Probekörpers verursachen. Der darauf nochmals folgende
Kraftanstieg ergibt sich durch das Einknicken des Probekörpers nach innen. Danach
kommt es zunächst zum rapiden Kraftabfall auf 10 kN, welcher im weiteren Verlauf
stetig auf unter 4 kN abfällt. Dieser Kraftabfall steht für ein Versagen der Bauteilstruk-
tur auf Grund von Schubknickeffekten. Da auch die benachbarten Bereiche auf
Grund der schlechten Faser-Matrix-Haftung die eingeleiteten Kräfte nicht überneh-
men können (Abbildung 16, Kapitel 4.1), kommt es zum großflächigem Versagen des
Probekörpers [8]. Die in den festgelegten Integrationsgrenzen absorbierte Energie

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
74
des Profils beträgt 1028 Joule. Abbildung 66 zeigt den Kraft-Weg-Verlauf der Unter-
suchung, Abbildung 67 das Versagens-Bild. Die Probekörper verfügen nach der Un-
tersuchung über keinerlei Restfestigkeit. Zudem besteht keinerlei Strukturzusam-
menhalt.
Die absorbierte Energie des kohlenstofffaserverstärkten Profils kann auf Grund der
unzureichenden Faser-Matrix-Haftung sowie der unzureichenden Faser-Spreizung
(vgl. Kapitel 4.1) nicht direkt mit der eines glasfaserverstärkten Profils verglichen
werden. Jedoch zeigt sich im Vergleich zu einem glasfaserverstärktem Profil mit glei-
chem Aufbau ein gänzlich differenziertes Versagens-Bild. Auf Grund der geringeren
Dehnung der Kohlenstofffaser im Vergleich zur E-Glasfaser (Tabelle 2) kommt es bei
wesentlich geringeren Intrusionswegen zum Versagen des Probekörpers. Zudem
bauen glasfaserverstärkte Profile Energie durch Beulen, Knicken und Falten ab. Das
kohlenstofffaserverstärkte Profil hingegen baut Energie durch Zerfall der Komplett-
struktur in einzelne, kleine Teile ab.
Abbildung 66: Kraft-Weg Verlauf eines Pyramidenstumpfes, aufgebaut aus einem quasiisotro-
pen PP-CF64-Laminat – Zuschnitt 2
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
75
Abbildung 67: Versagens-Bild eines quasiisotrop aufgebauten Profils aus PP-CF64 UD-
Organoblech (Zuschnitt 2)
v) Profile aus schichtweise, lastgerecht, dreidimensional aufgebauten PP-GF60 UD-
Tapes
Schichtweise, lastgerecht, dreidimensional aufgebaute Probekörper aus dem Materi-
al PP-GF60 mit einem symmetrischen 0°/90°-Aufbau und einem symmetrischen
+/-45°-Aufbau zeigen ein grundsätzlich ähnliches Energieabsorptionsverhalten. Bei-
de Probekörper zeigen, wie bereits die aus zweidimensionalen Laminaten aufbauten
Varianten (Zuschnitte 2 -Abbildung 26, Kapitel 4.3.3), einen zunächst linearen Kraft-
anstieg. Dieser steigt im weiteren Verlauf der Untersuchung durch Zwischenfaser-
brüche, beginnende Faserbrüche, Delaminationen und dadurch verursachte
Beulvorgänge mit einer geringeren Steigung weiter an – Bereiche (1) und (2). Nach
dem Erreichen des Kraftmaximums von 27,5 kN kommt es bei beiden Strukturen zum
Kraftabfall durch Knicken im oberen Drittel des Probekörpers (3). Der erneute Kraft-
anstieg mit später folgendem Kraftabfall (4) kennzeichnet die Kraftübernahme durch
den noch intakten Bereich der Probekörper und das danach folgende, partielle Ver-
sagen durch Aufreißen (Abbildung 70). In beiden Fällen sind Faserbrüche hauptur-
sächlich.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
76
Abbildung 68: Kraft-Weg Verlauf eines schichtweise, lastgerecht, dreidimensional aufbauten
Pyramidenstumpfes (0°/90°) aus PP-GF60 UD-Tape
Abbildung 69: Kraft-Weg Verlauf eines schichtweise, lastgerecht, dreidimensional aufbauten
Pyramidenstumpfes (+/-45°) aus PP-GF60 UD-Tape
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm
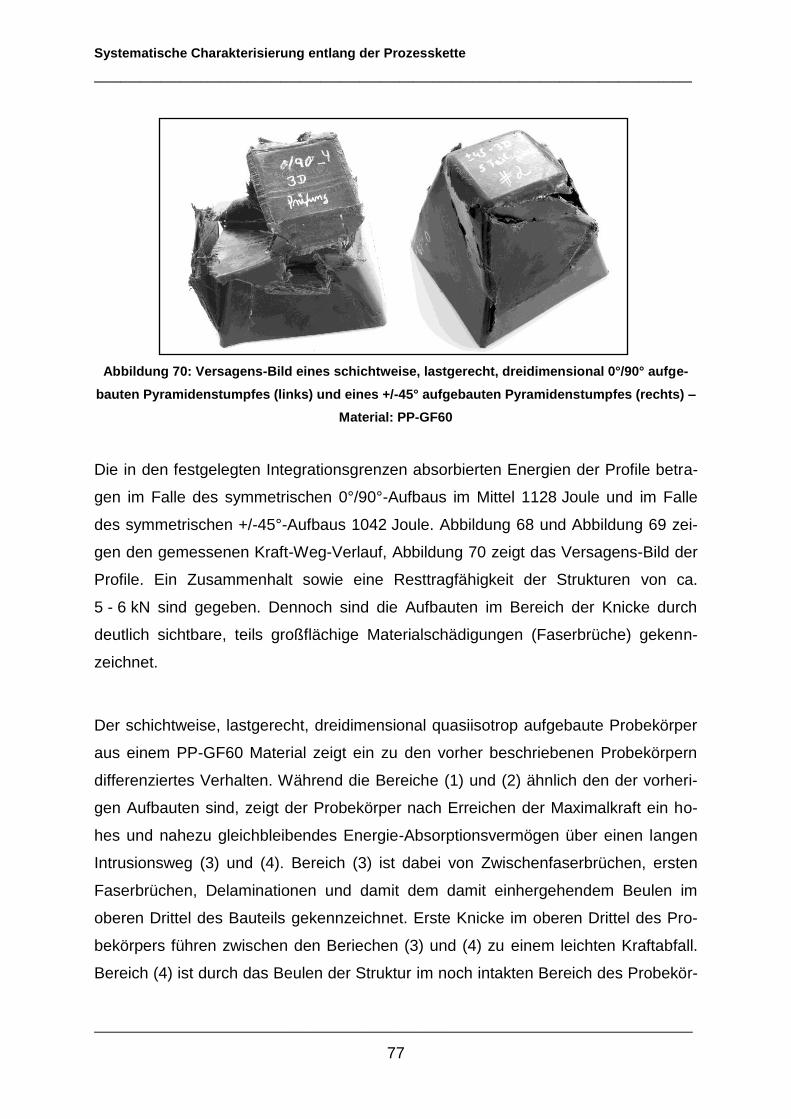
Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
77
Abbildung 70: Versagens-Bild eines schichtweise, lastgerecht, dreidimensional 0°/90° aufge-
bauten Pyramidenstumpfes (links) und eines +/-45° aufgebauten Pyramidenstumpfes (rechts) –
Material: PP-GF60
Die in den festgelegten Integrationsgrenzen absorbierten Energien der Profile betra-
gen im Falle des symmetrischen 0°/90°-Aufbaus im Mittel 1128 Joule und im Falle
des symmetrischen +/-45°-Aufbaus 1042 Joule. Abbildung 68 und Abbildung 69 zei-
gen den gemessenen Kraft-Weg-Verlauf, Abbildung 70 zeigt das Versagens-Bild der
Profile. Ein Zusammenhalt sowie eine Resttragfähigkeit der Strukturen von ca.
5 - 6 kN sind gegeben. Dennoch sind die Aufbauten im Bereich der Knicke durch
deutlich sichtbare, teils großflächige Materialschädigungen (Faserbrüche) gekenn-
zeichnet.
Der schichtweise, lastgerecht, dreidimensional quasiisotrop aufgebaute Probekörper
aus einem PP-GF60 Material zeigt ein zu den vorher beschriebenen Probekörpern
differenziertes Verhalten. Während die Bereiche (1) und (2) ähnlich den der vorheri-
gen Aufbauten sind, zeigt der Probekörper nach Erreichen der Maximalkraft ein ho-
hes und nahezu gleichbleibendes Energie-Absorptionsvermögen über einen langen
Intrusionsweg (3) und (4). Bereich (3) ist dabei von Zwischenfaserbrüchen, ersten
Faserbrüchen, Delaminationen und damit dem damit einhergehendem Beulen im
oberen Drittel des Bauteils gekennzeichnet. Erste Knicke im oberen Drittel des Pro-
bekörpers führen zwischen den Beriechen (3) und (4) zu einem leichten Kraftabfall.
Bereich (4) ist durch das Beulen der Struktur im noch intakten Bereich des Probekör-

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
78
pers gekennzeichnet. Bereich (5) steht für das Versagen der Struktur durch Knicken
und Falten. Die geprüfte Struktur zeigt lediglich minimale Risse an kleinen Stellen
des Bauteils. Eine Reststabilität bleibt erhalten. Übertragen auf ein Bauteil bedeutet
dies, dass die Struktur auch nach einer Belastung, wie einem Crash, über eine Rest-
tragfähigkeit, z. B. im untersuchten Aufbau von ca. 7 kN, 1/3 der ursprünglichen
Tragfähigkeit, verfügt (Abbildung 71).
Abbildung 71: Kraft-Weg Verlauf eines schichtweise, lastgerecht, dreidimensional aufbauten
Pyramidenstumpfes (quasiisotrop) aus PP-GF60 UD-Tape
Abbildung 72: Versagens-Bild eines schichtweise, lastgerecht, dreidimensional quasiisotrop
aufgebauten Pyramidenstumpfes aus PP-GF60
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
79
Die in den festgelegten Integrationsgrenzen absorbierte Energie dieses Aufbaus be-
trägt im Mittel 1521 Joule. Der Probekörper ist auch nach der Untersuchung stabil
und kann lediglich durch einen sehr hohen manuellen Kraftaufwand verformt werden
(Abbildung 72).
vi) Profile aus schichtweise, lastgerecht, dreidimensional aufgebauten PP-CF64 UD-
Tapes
Schichtweise, lastgerecht, dreidimensional aufgebaute Probekörper aus dem Materi-
al PP-CF64 mit einem quasiisotropen Aufbau zeigen zunächst einen steilen Kraftan-
stieg auf ca. 25 kN (1), bevor dieser nach Erreichen der Maximalkraft rapide abfällt
(2). Ursächlich hierfür ist das eintretende Schubknicken. Die noch intakten Bauteilbe-
reiche können auf Grund der schlechten Faser-Matrix-Haftung die auftretenden Kräf-
te nicht übernehmen. Es kommt zum Totalversagen des Probekörpers. Abbildung 73
und Abbildung 74 zeigen den aufgenommen Kraft-Weg-Verlauf bzw. das Versagens-
Bild. Die in den festgelegten Integrationsgrenzen absorbierte Energie dieses Aufbaus
beträgt im Mittel im Mittel 970 Joule.
Abbildung 73: Kraft-Weg Verlauf eines schichtweise, lastgerecht, dreidimensional aufbauten
Pyramidenstumpfes (quasiisotrop) aus PP-CF64 UD-Tape
0
5
10
15
20
25
30
35
0 20 40 60 80 100 120
Kra
ft in
kN
Weg in mm

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
80
Wie bereits beim Pyramidenstumpf aus einem quasiisotrop aufgebauten PP-CF64
Laminat (Zuschnitt 2 - Abbildung 26, Kapitel 4.3.3) kann die absorbierte Energie des
kohlenstofffaserverstärkten Profils auf Grund der unzureichenden Faser-Matrix-
Haftung nicht direkt mit der eines glasfaserverstärkten Profils verglichen werden. Je-
doch zeigt sich auch bei dieser Untersuchung im Vergleich zu einem glasfaserver-
stärktem Profil mit gleichem Aufbau ein gänzlich differenziertes Versagens-Bild. Auch
bei diesem Aufbau kommt es auf Grund der geringeren Dehnung der Kohlenstofffa-
ser im Vergleich zur E-Glasfaser (Tabelle 2) bei wesentlich geringeren Intrusionswe-
gen zum Versagen des Probekörpers. Während das glasfaserverstärkte Profil Ener-
gie durch Beulen, Knicken und Falten abbaut, baut das kohlenstofffaserverstärkte
Profil Energie durch Zerstörung der Komplettstruktur ab (Zerfall in einzelne, kleine
Teile). Die kohlenstofffaserverstärkten Pyramidenstümpfe verfügen nach der Unter-
suchung über keinerlei Restfestigkeit – es besteht nach Beendigung der Untersu-
chung nur ein geringer Strukturzusammenhalt.
Abbildung 74: Versagens-Bild eines schichtweise, lastgerecht, dreidimensional quasiisotrop
aufgebauten Pyramidenstumpfes aus PP-CF64
Wie bereits bei den Hutprofilen, haben auch bei den Pyramidenstümpfen die Probe-
körper, aufgebaut aus quasiisotropen Laminaten, die besten Ergebnisse erzielt. Zu-
dem haben schichtweise, lastgerecht, dreidimensional aufgebaute Probekörper im
Vergleich zu umgeformten Aufbauten, hergestellt aus Halbzeugen nach Zuschnitt 2
(Abbildung 26, Kapitel 4.3.3), das beste Ergebnis erzielt. Während umgeformte Pro-

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
81
bekörper entlang der Trennungen aufreißen, bewahren schichtweise, lastgerecht,
dreidimensional aufgebaute Probekörper aus unidirektionalen Verbundmaterialien
(Abbildung 28, Kapitel 4.3.3) auch nach der Untersuchung einen Strukturzusammen-
halt. Für Bauteile der Fahrzeugstruktur bedeutet dies, dass im Crashfall ein besserer
Schutz durch den Strukturzusammenhalt, aber auch durch die gleichmäßige Ener-
gieabsorption über einen großen Intrusionsweg gegeben wäre. Umgeformte Bauteile,
hergestellt aus Halbzeugen nach Zuschnitt 1 (Abbildung 26, Kapitel 4.3.3), schneiden
in der Auslegung und im Versuch am schlechtesten ab. Grund hierfür ist die Lage der
Trennkanten. Diese liegen im am höchsten belasteten Bereich des Probekörpers. Ein
Aufreißen der Trennkanten tritt sofort nach Erreichen der Maximalkraft ein. Derartige
Aufbauten sollten vermieden werden. Trennkanten sollten so ausgelegt sein, dass
diese außerhalb der Hauptlastpfade liegen. Zudem sollten Bauteile mit Trennkanten
jeglicher Art zusätzlich, durch z. B. die Fahrzeugstruktur, in der Außenkontur, ähnlich
dem Prüfaufbau (Abbildung 33, Kapitel 4.4.3), eingefasst werden.
Abbildung 75 zeigt das beschriebene Energieabsorptionsvermögen verschiedener
unidirektionaler, glasfaserverstärkter, quasiisotroper Aufbauten im Vergleich. Abbil-
dung 76 zeigt vergleichend die Kraftmaxima dieser Aufbauten. Anders als beim
Energieabsorptionsvermögen ist das Kraftmaximum bei umgeformten Probekörpern,
hergestellt aus Halbzeugen nach Zuschnitt 2, geringfügig größer, als das der
schichtweise, lastgerecht, dreidimensional aufgebauten Probekörper. Beide Probe-
körper zeigen jedoch ein ähnliches Versagensbild. Erste Faserbrüche, Zwischenfa-
serbrüche und Delaminationen führen zunächst zu einem Beulen und darauf folgen-
dem Knicken mit partiellem Aufreißen des oberen Drittels der Probekörper. Erst da-
nach folgt die Kraftübernahme der noch intakten Bereiche (untere zwei Dritteln der
Geometrie). Auch hier führen Faserbrüche, Zwischenfaserbrüche und
Delaminationen zunächst zu einem Beulen und in der Folge zum Knicken und Auf-
reißen des Probekörpers.

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
82
Abbildung 75: Energieabsorptionsvermögen der Aufbauten im Vergleich
Abbildung 76: Kraftmaxima der Aufbauten im Vergleich
0
200
400
600
800
1000
1200
1400
1600
1800
quasiisotroper Laminat-Aufbau
Zuschnitt 1
quasiisotroper Laminat-Aufbau
Zuschnitt 2
quasiisotroper dreidimensionaler Laminat-Aufbau
En
erg
iea
bso
pti
on
in
J
0
5
10
15
20
25
30
quasiisotroper Laminat-Aufbau
Zuschnitt 1
quasiisotroper Laminat-Aufbau
Zuschnitt 2
quasiisotroper dreidimensionaler Laminat-Aufbau
Kra
ft in
kN

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
83
Die für den kohlenstofffaserverstärkten Verbundwerkstoff gemessene Energieabsorp-
tion liegt auf Grund der eingangs beschriebenen Defizite in der Faser-Matrix-Haftung
sowie in der Faser-Spreizung, unterhalb der eines glasfaserverstärkten Verbund-
werkstoffes. Es kommt während der Untersuchung zu einem Versagen durch Schub-
knicken. Da auch die benachbarten Bereiche auf Grund der schlechten Faser-Matrix-
Haftung die eingeleiteten Kräfte nicht übernehmen können (Abbildung 16, Kapitel
4.1) kommt es zum Totalversagen des Probekörpers [8].
Abbildung 77 zeigt das unterschiedliche Energieabsorptionsvermögen im Vergleich.
Die an den PP-CF64-Profilen ermittelten Ergebnisse sind auf Grund der oben be-
schriebenen Tatsache rot dargestellt. Zudem zeigt sich ein grundsätzlich unter-
schiedliches Versagens-Bild zwischen glas- und kohlenstofffaserverstärkten Syste-
men. Während erstere die eingebrachte Energie durch Beulen, Knicken und Falten
aufnehmen, nehmen letztere die Energie durch Zerfall der Struktur auf. Dieser Abbau
führt in der Folge zu einem Totalversagen des untersuchten Bauteils: Das Bauteil
zerfällt in Einzelstücke.
Abbildung 77: Energieabsorptionsvermögen unidirektionaler, quasiisotroper PP-GF60- und PP-
CF64-Aufbauten im Vergleich
0
200
400
600
800
1000
1200
1400
1600
1800
quasiisotroper Laminat-Aufbau
Zuschnitt 1
PP-GF60
quasiisotroper Laminat-Aufbau
Zuschnitt 2
PP-GF60
quasiisotroper dreidimensionaler
Laminat-Aufbau
PP-GF60
quasiisotroper Laminat-Aufbau
Zuschnitt 2
PP-CF64
quasiisotroper dreidimensionaler
Laminat-Aufbau
PP-CF64
En
erg
iea
bs
orp
tio
n in
J
Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
84
Profile aus GMT-Material konnten trotz hohen Werkzeuginnendrücken und hoher
Werkzeugtemperaturen nicht mit gleichbleibenden Wanddicken hergestellt werden.
Grund hierfür ist der große Umformgrad der Geometrie. Das Material kann sich durch
Fließvorgänge nicht gleichmäßig in der Form verteilen. Es kommt zu Materialverar-
mungen und -anreicherungen. Dies lässt die Schlussfolgerung zu, dass das vorlie-
gende GMT-Material für flächige, nicht aber für Bauteile mit großen Umformgraden
geeignet ist.
Ebenso konnten Profile aus gewebeverstärkten Halbzeugen nach Zuschnitt 2
(Abbildung 26, Kapitel 4.3.3) nicht hergestellt werden. Das Material zog sich bereits
während der Erwärmung an den matrixreichen Trennkanten auseinander und wurde
durch die einwirkende Schwerkraft zusätzlich nach unten gezogen. Grund hierfür ist
der einlagige Materialaufbau des gewebeverstärkten Materials. Anders als bei den
unidirektionalen Laminat-Aufbauten ist ein Abgleiten/Verschieben einzelner Schich-
ten während der Erwärmung möglich. Es kommt in der Folge zum beschriebenen
Aufreißen entlang der Trennkanten. Daher empfiehlt sich für Bauteile mit großen Um-
formgraden unter den gegebenen Fertigungsbedingungen die Verwendung von La-
minat-Aufbauten aus unidirektionalen Tapes. Alternativ könnten dünnere, gewebe-
verstärkte Materialien, bei denen zwei Lagen mit unterschiedlicher Zuschnitt-
Geometrie und versetzten Trennungen übereinandergelegt werden, zielführend sein.
4.6 Vergleich der Energieabsorption schichtweise, lastgerecht,
dreidimensional aufgebauter Systeme mit konventionellen
Stahlanwendungen
Dieses Kapitel vergleicht mechanische Eigenschaften schichtweise, lastgerecht,
dreidimensional aufgebauter Systeme (Vergleichsbauteil) mit denen konventioneller
Stahlanwendungen. Gegenübergestellt werden Ergebnisse quasiisotrop aufgebauter
Pyramidenstümpfe aus unidirektionalen PP-GF60 Laminaten (Tabelle 4, Kapitel 4.1)
mit denen durch FEM-Simulation ermittelten Energieabsorptionsmaxima eines Pyra-
midenstumpfes aus konventionellem Tiefziehstahl (DC04). Für die Simulation wird

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
85
ein für das Tiefziehen geeigneter Stahl, Stahl DC04, mit einem E-Modul von 210 GPa
und einer Dichte von 7,8 g/cm³ eingesetzt. Untersuchungen an Stahlbauteilen sind
nicht erforderlich, da Stahl isotrope Werkstoffeigenschaften hat und das Bauteilver-
halten sehr gut durch kommerziell erhältliche Simulationstools beschrieben werden
kann.
Die Randbedingungen der Simulation entsprechen den Prüfbedingungen des Ver-
gleichsbauteils. Das Bauteil ist in seiner Standfläche umlaufend eingefasst. Die
Krafteinleitung erfolgt von oben durch einen Stempel mit einer Geschwindigkeit von
1 m/s (Abbildung 78). Die Elementgröße wird auf 5 mm festgelegt. Die Simulation
wird bei einem Eindringweg von 50 mm abgebrochen. Die Löschung einzelner Ele-
mente erfolgt beim Erreichen einer maximalen Gesamtverfomung von 45 %.
Die Auswertung der Simulationsergebnisse zeigt die Energieabsorption von zwei
verschiedenen Stahlaufbauten. Aufbau 1 repräsentiert das ermittelte Energieabsorp-
tionsvermögen eines Stahlaufbaus bei einem, im Vergleich zum Referenzbauteil,
äquivalenten Bauteilgewicht von 270 g. Aufbau 2 ist mit einer Wanddicke von
0,95 mm so ausgelegt, dass das Energieabsorptionsvermögen des Stahlbauteils und
des Referenzbauteils gleich sind. Abbildung 79 zeigt die Kraft-Weg-Verläufe des Re-
ferenzbauteils sowie der Stahlaufbauten 1 und 2 im graphischen Vergleich dar.
Abbildung 78: Darstellung der Randbedingungen in der Simulation

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
86
Abbildung 79: Kraft-Weg-Verläufe unterschiedlicher Stahlaufbauten im Vergleich zu quasiiso-
trop, dreidimensional aufgebauten Pyramidenstümpfen aus PP-GF60 UD-Tape
Die sich aus den Aufbauten ergebenden Wanddicken, Gewichte und in den Grenzen
ermittelten absorbierten Energien sind in Tabelle 13 dargestellt.
Tabelle 13 Vergleich unterschiedlicher Aufbauten (Stahl und PP-GF60)
Aufbau Gewicht [g] Wandstärke [mm] absorbierte Energie
Stahl 1 270 0,38 152
Stahl 2 667 0,95 660
PP-GF60 270 2,00 671
Der Vergleich bestätigt das eingangs genannte Ziel. Im konkreten Beispiel zeigt das
Referenzbauteil bei gleichem Bauteilgewicht eine um 75 % höhere Energieabsorpti-
on im Vergleich zum Stahlbauteil mit dem Aufbau 1 (äquivalente Gewichte). Bei glei-
cher Energieabsorption hätte das Stahlbauteil mit dem Aufbau 2 ein 2,5-fach höheres
Gewicht.
Ebenso zeigt der direkte Vergleich der Kraft-Weg-Verläufe, dass das Referenzbauteil
bis zum Eintreten der ersten Strukturschädigung (erster Peak) mehr Energie absor-
biert, als die beiden zum Vergleich dargestellten Stahlaufbauten. Andererseits wird
0,00
5,00
10,00
15,00
20,00
25,00
30,00
35,00
0 20 40
Kra
ft (
kN
)
Verschiebung (mm)
Stahl DC04 Aufbau 1
Stahl DC04 - Aufbau 2
PP-GF60 quasiisotrop, 3D
- Referenzbauteil

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
87
ersichtlich, dass die Energieaufnahme des Referenzbauteils über den Eindringweg
bis hin zum Krafteinbruch deutlich konstanter ist, als bei vergleichbaren Stahlaufbau-
ten. Der unstetige Verlauf der Kraft-Weg-Kurve des Stahlaufbaus 2 weist auf ein stu-
fenweises Versagen des Stahlbauteils hin. Das bedeutet, dass nach und nach ein-
zelne Bauteilbereiche einknicken. Grund hierfür ist die geringe Bauteilwanddicke. Bei
einer Erhöhung der Bauteilwanddicke würde sich ein anderes Verhalten ergeben. Im
Falle des Stahlaufbaus 2 liegt am Ende der Untersuchung ein zusammengefaltetes
Bauteil vor.
4.7 Zusammenfassung
Kapitel 4 gibt einen Überblick über verwendete Halbzeuge, Herstellverfahren und
durchgeführte mechanische Untersuchungen an den unterschiedlichen Geometrien:
a) den Biegeproben (vgl. Abbildung 17, Kapitel 4.2.1),
b) den Hutprofilen (vgl. Abbildung 18, Kapitel 4.2.2),
c) den Pyramidenstümpfen (vgl. Abbildung 19, Kapitel 4.2.3).
Basierend auf den verschiedenen mechanischen Untersuchungen konnten die hohen
mechanischen Kennwerte unidirektionaler Aufbauten nachgewiesen werden. Darü-
ber hinaus konnte am Beispiel des Probekörpers c) das hohe Energieabsorptions-
vermögen schichtweise, lastgerecht, dreidimensionaler Aufbauten aus UD-Tape im
Speziellen aufgezeigt werden.
Bereits bei Auswertung der Untersuchungsergebnisse der Biegeproben zeigt sich ein
Anstieg der mechanischen Kennwerte, angefangen beim GMT-Material, über das
gewebeverstärkte Material bis hin zu den unidirektionalen Laminaten (vgl. Abbildung
42, Kapitel 4.5). Gleiches konnte bei den aus den verschiedenen Halbzeugen herge-
stellten Hutprofilen beobachtet werden. Diese zeigen in der quasidynamischen
3-Punkt-Biegprüfung ein ansteigendes Energieabsorptionsvermögen sowie eine an-
steigende maximale Kraftaufnahme vom GMT-Material, über das gewebeverstärkte
Material bis hin zu den unidirektionalen Laminat-Aufbauten. Hutprofile, hergestellt

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
88
aus quasiisotrop aufgebauten Laminaten, schneiden dabei am besten ab (vgl. Abbil-
dung 53 und Abbildung 54, Kapitel 4.5.2).
Der Pyramidenstumpf stellt das Bauteil mit der höchsten Formkomplexität dar. Dieser
wird daher im Vergleich zu den Hutprofil-Aufbauten zusätzlich aus schichtweise, last-
gerecht, dreidimensional aufgebauten Preforms hergestellt (Abbildung 28 und Abbil-
dung 29, Kapitel 4.3.3). Die Herstellung des Pyramidenstumpfes aus dem Material
GMT gestaltet sich auf Grund des geometriebedingten Umformgrades schwierig.
Trotz hoher Werkzeugtemperaturen und hoher Werkzeuginnendrücke ist eine
gleichmäßige Formfüllung mit dem vorliegenden Material nicht möglich. Ebenso ist
eine Herstellung dieser Geometrie aus gewebeverstärktem Material nach Zuschnitt 2
(vgl. Abbildung 26 und Abbildung 27, Kapitel 4.3.3) nicht möglich. Grund ist das Auf-
reißen der vorgeformten Preform-Geometrie an den mit Matrix gefüllten Verbin-
dungsstellen. Auf Grund der Materialerwärmung und der wirkenden Schwerkraft glei-
tet das vorgeformte Material ab und wird auseinandergezogen. Begründet ist dies
durch den einlagigen Materialaufbau, welcher einem Abgleiten nicht entgegenwirken
kann. Anders ist dies bei den entsprechenden unidirektionalen Laminat-Aufbauten.
Hier können einzelne Schichten während der Erwärmung aneinander abgleiten. Es
kommt in der Folge nicht zum Aufreißen der Gesamtstruktur.
Quasidynamische Crashuntersuchungen, der Pyramidenstümpfe zeigen das beson-
dere Potential der schichtweise, lastgerecht, dreidimensionalen Aufbauten aus
UD-Tape anhand ihres Energieaufnahmevermögens. Zwar zeigen diese im direkten
Vergleich zu den aus umgeformten, zweidimensionalen Laminaten aufgebauten Pro-
bekörper (Abbildung 26, Kapitel 4.3.3) ein im Rahmen der Standardabweichung ähn-
lich hohes Energieabsorptionsvermögen (vgl. Abbildung 75, Kapitel 4.5.3), beweisen
jedoch ihre Vorteile im Strukturzusammenhalt. Derartige Aufbauten bewahren auch
nach der Crashuntersuchungen einen Strukturzusammenhalt mit entsprechender
Restfestigkeit. Umgeformte Aufbauten, hergestellt aus umgeformten zweidimensio-
nalen Laminaten, reißen hingegen an den Trennungen auf. Ein Strukturzusammen-
halt ist nach Entnahme aus der Prüfvorrichtung (Abbildung 33, Kapitel 4.4.3) nicht

Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
89
gegeben. Die Probe lässt sich durch eine geringe Krafteinwirkung weiter verformen.
In der Praxis bedeutet dies, dass erst genannte Aufbauten im Crashfall den Erhalt
des Intrusionsraums besser gewährleisten können. Diese zeigen eine konstante
Energieabsorption über einen langen Intrusionsweg (vgl. Abbildung 71, Kapitel
4.5.3). Bezüglich der maximalen Kraftaufnahme schneiden zweidimensionale Auf-
bauten, hergestellt nach Zuschnitt 2 (Abbildung 26, Kapitel 4.3.3), hingegen besser
ab. Im direkten Vergleich zu handelsüblichen Anwendungen aus Tiefziehstahl –
DC04 –konnte mittels Simulation bei gleichem Gewicht eine um 75 % höhere Ener-
gieabsorption schichtweise, lastgerecht, dreidimensionale, hergestellter quasiisotro-
per Aufbauten festgestellt werden.
Profile aus PP-CF64 UD-Materialien zeigen beim Abgleich der Versagensbilder im
Vergleich zu einem glasfaserverstärkten Material deutliche Unterschiede. Glasfaser-
verstärkte Aufbauten bauen ihre Energie durch Beulen, Knicken und Falten ab, koh-
lenstofffaserverstärkte Aufbauten durch Zerfall der Struktur. Während glasfaserver-
stärkte Aufbauten auch nach der Untersuchung einen Strukturzusammenhalt aufwei-
sen, zeigen die untersuchten kohlenstofffaserverstärkten Aufbauten, auf Grund der
schlechten Faser-Matrix-Haftung (Abbildung 16, Kapitel 4.1), der schlechten Faser-
spreizung und der geringeren Bruchdehnung der Fasern, einen Totalzerfall der Struk-
tur. Daher sind die festgestellten Energieabsorptionen für das die kohlenstofffaser-
verstärkten Aufbauten im Vergleich zu den glasfaserverstärkten Aufbauten geringer.
Bei einer optimalen Faser-Matrix-Haftung und Faserspreizung des kohlenstofffaser-
verstärkten Materials würde sich ein anderes Ergebnis zeigen.
Nicht näher betrachtet wurden die Schwankungen der Einzelversuche durch z. B.
Dickenschwankung der eingesetzten Halbzeuge. Ebenfalls blieben Abhängigkeiten
der Legegenauigkeit schichtweise, lastgerecht, dreidimensional aufgebauter Syste-
me unberücksichtigt. Die Legegenauigkeit hat jedoch, wie in Kapitel 3.1 Abbildung 11
aufgezeigt, einen entscheidenden Einfluss auf die mechanischen Eigenschaften der
Einzelschichten. Schätzungen zeigen, dass durch eine optimal ausgelegte und um-
gesetzte Faserausrichtung im Preform (Berücksichtigung der Drapiereinflüsse) die
Systematische Charakterisierung entlang der Prozesskette
__________________________________________________________________________________________
___________________________________________________________________________
90
Bauteilmechanik um 5 – 10% verbessert werden kann [77]. Ebenso sind Überlap-
pungen im Preform zu vermeiden, da diese beim Pressen des Bauteils zum Fließen
des Matrixmaterials und in der Folge zu Faserverschiebungen führen. Gleiches gilt
für ungleichmäßige Dickenverteilungen im UD-Tape. Der Einfluss auf die mechani-
schen Eigenschaften hängt stark von der Anzahl und Größe der Überlappungen bzw.
der inhomogenen Dickenverteilung ab. Diese und weitere Effekte gilt es vor einem
Serieneinsatz zu validieren und zu bewerten.
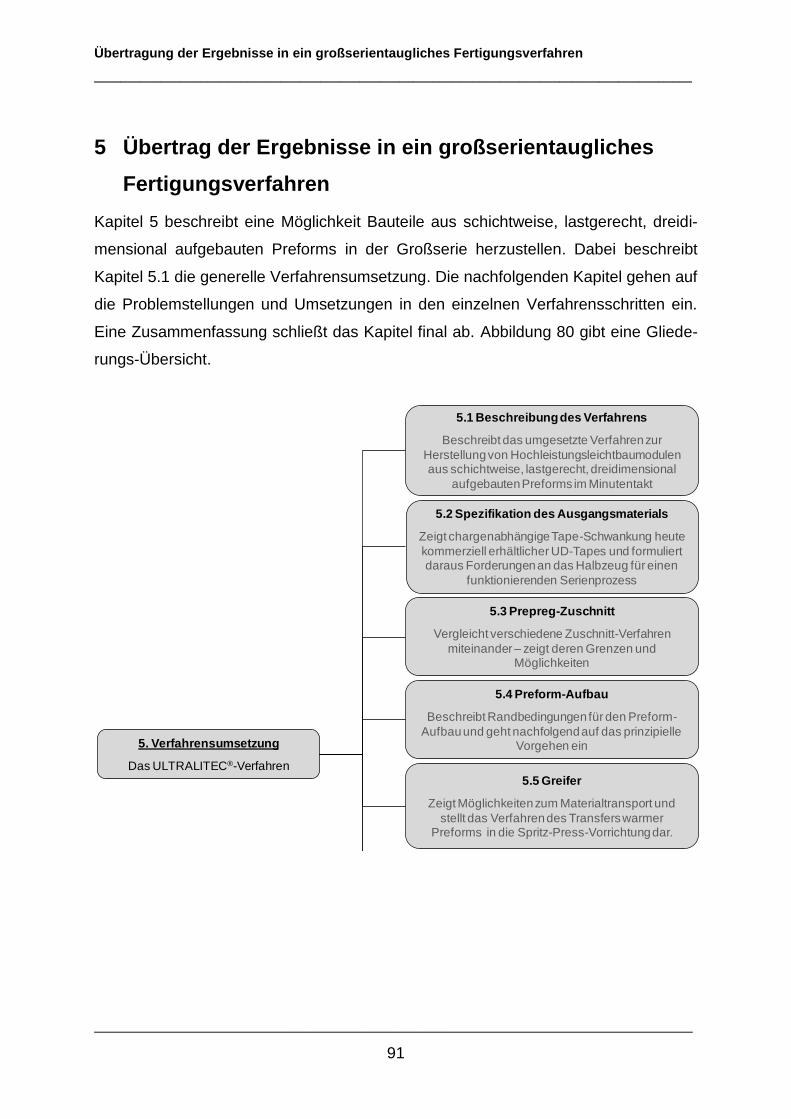
Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
91
5 Übertrag der Ergebnisse in ein großserientaugliches
Fertigungsverfahren
Kapitel 5 beschreibt eine Möglichkeit Bauteile aus schichtweise, lastgerecht, dreidi-
mensional aufgebauten Preforms in der Großserie herzustellen. Dabei beschreibt
Kapitel 5.1 die generelle Verfahrensumsetzung. Die nachfolgenden Kapitel gehen auf
die Problemstellungen und Umsetzungen in den einzelnen Verfahrensschritten ein.
Eine Zusammenfassung schließt das Kapitel final ab. Abbildung 80 gibt eine Gliede-
rungs-Übersicht.
5. Verfahrensumsetzung
Das ULTRALITEC®-Verfahren
5.1 Beschreibung des Verfahrens
Beschreibt das umgesetzte Verfahren zur
Herstellung von Hochleistungsleichtbaumodulen aus schichtweise, lastgerecht, dreidimensional
aufgebauten Preforms im Minutentakt
5.2 Spezifikation des Ausgangsmaterials
Zeigt chargenabhängige Tape-Schwankung heute
kommerziell erhältlicher UD-Tapes und formuliert daraus Forderungen an das Halbzeug für einen
funktionierenden Serienprozess
5.3 Prepreg-Zuschnitt
Vergleicht verschiedene Zuschnitt-Verfahren
miteinander – zeigt deren Grenzen und Möglichkeiten
5.4 Preform-Aufbau
Beschreibt Randbedingungen für den Preform-
Aufbau und geht nachfolgend auf das prinzipielle Vorgehen ein
5.5 Greifer
Zeigt Möglichkeiten zum Materialtransport und
stellt das Verfahren des Transfers warmer Preforms in die Spritz-Press-Vorrichtung dar.

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
92
Abbildung 80: Gliederungsübersicht Kapitel 5
5.1 Beschreibung des Verfahrens
Das auf Grundlage der positiven Versuchsergebnisse entwickelte Verfahren ist heute
unter dem Namen ULTRALITEC® als ein innovatives Fertigungsverfahren für endlos-
faserverstärkte, thermoplastische Composites bekannt. Ausgangsmaterialien für die-
ses Verfahren sind endlosfaserverstärkte, thermoplastische Tape-Materialien, welche
für die weitere Verarbeitung mit unterschiedlichen Faserwinkel-Einstellungen, z. B. im
0°/90° Kreuzverbund bereitgestellt werden. Dieses doppellagige Tape-Material wird
automatisiert zugeschnitten und vor dem Ablegen auf einem Positivkern bei einfa-
chen Geometrien entlang der Biegekanten vorgeformt. Komplex gekrümmte
Geometrien, wie beispielsweise Mehrfachkrümmungen, werden durch eine schnelle
Umformung in konturgebundenen Werkzeugen als sogenanntes Curved Blank dem
Prozess beigestellt und in diesem automatisiert verarbeitet. Die Einzelnen vorgeform-
ten Zuschnitte werden gemäß Plybook dreidimensional auf einem Positivkern abge-
legt und partiell thermisch, vorrangig mittels Laser oder Ultraschall, fixiert. Das auf
diese Weise hergestellte, zusammenhängende, endkonturnahe Preform wird im da-
rauf folgenden Schritt in einer Heizstation erwärmt. Während des Erwärmens sorgen
linienförmige, der Preform-Kontur entsprechende Aufnahmen dafür, dass das
Preform seine Form wahrt und zusammenhält. In einem letzten Schritt erfolgt die
Übergabe des erwärmten Preforms mit einem 3D Matrixgreifsystem an das Press-
werkzeug. In diesem erfolgt die Endkonturgebung durch ein Formpressverfahren mit
integriertem Spritzguss. Faserverschiebungen treten nicht oder lediglich im geringen
5. Verfahrensumsetzung
Das ULTRALITEC®-Verfahren
5.6 Preform-Erwärmung
Vergleicht die Verfahren der Infrarot- und der
konvektiven Erwärmung miteinander. Zeigt Energieverbräuche und bildet Rückschlüsse auf
die Wirtschaftlichkeit beider Verfahren. Stellt eine Möglichkeit zur Abschätung der Erwärmdauer in Abhängigkeit gegebener konvektiver Randbe-
dingungen vor.
5.7 Konsolidierung und Funktionalisierung
Beschreibt maschinen- und werkzeugtechnische
Verfahrensvoraussetzungen

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
93
Maße auf. Zykluszeiten sind bei üblichen Wanddicken von ca. 3 mm vergleichbar mit
heutigen Spritzguss- bzw. LFT-Anwendungen [73].
Abbildung 81: Veranschaulichung des ULTRALITEC®-Verfahrens [74, 75]
Die Bestimmung der Preform-Faserausrichtung erfolgt aus dem statischen Lastkol-
lektiv mittels FEM-Simulation mit gekoppelter Strukturoptimierung. Die Strukturopti-
mierung liefert im Wesentlichen als Ergebnisse die notwendige Wandstärke sowie
Anzahl und Ausrichtung der UD-Einzellagen, um die mechanischen Bauteilanforde-
rungen zu erfüllen. Im Anschluss wird auf der zu Grunde liegenden 3D-CAD-
Geometrie mittels der Drapiersoftware FiberSim® das gleichnamige FiberSIM®-
Modell erstellt. Dieses liefert unter Berücksichtigung der jeweiligen Drapier-
eigenschaften unterschiedlicher Materialien die sich real im Bauteil einstellende Fa-
serwinkelverteilungen. Zeigen diese im Vergleich zur ideal berechneten Verteilung
Abweichungen, erfolgt eine Rückführung des realen Verlaufs in die Berechnung. Aus
dieser ergibt sich eine ggf. korrigierte Ausrichtung der Faserwinkel. Die Iterations-
Ausgangsmaterial:
thermoplastischeUD-Tapes
Faserausrichtung entsprechend
der Lastpfade Ablage entsprechend des faltfreien Drapierkonzeptes verbinden
der UD-Tapes zu einem zusammenhängenden Preform
Zuschnitte entsprechen
der Abwicklung des3D Bauteils
direkte Konsolidierung
Endkonturformgebung undFunktionsintegration
Hochleistungs-
leichtbaukonzept
Erwärmung des
zusammenhängenden Preforms aufKonsolidierungstemperatur

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
94
schleife wird so lang durchgeführt, bis eine optimale Erfüllung der geforderten me-
chanischen Eigenschaften gewährleistet ist [76, 77].
Als Resultat der FiberSIM®-Modellierung liegen Geometrien der einzelnen 2D-
Zuschnitte (Abwicklungen) aller UD-Lagen als ePlybook vor. Einzelne Zuschnitte
werden als DXF- oder DWG-Datei zum direkten Übertrag auf automatisierte Ferti-
gungsanlagen (Schneiden, Legen und Handling) ausgegeben.
Als Demonstrator-Bauteil wurde für die Verfahrensentwicklung und -validierung ein
wannenförmiges Bauteil (Abbildung 82) entwickelt. Dieses besteht aus den weiß dar-
gestellten endlosfaserverstärkten, thermoplastischen Einleger und den schwarz dar-
gestellten aus Langglasfaser-Spritzgussmasse angespritzten Bereichen.
Abbildung 82: Demonstratorbauteil
Die folgenden Kapitel beschreiben einzelne Halbzeug- bzw. Prozessstufen von der
Entwicklung bis hin zur automatisierten, verfahrenstechnischen Umsetzung in der
Reihenfolge:
Spezifikation des Ausgangsmaterials
Prepreg-Zuschnitt
Preform-Aufbau
Matrixgreifer (Hot-Handling)

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
95
Preform-Erwärmung
Konsolidierung und Funktionalisierung
5.2 Spezifikation des Ausgangsmaterials
Die mechanischen Eigenschaften des Endproduktes hängen beim ULTRALITEC®-
Verfahren wesentlich von der Beschaffenheit thermoplastischer UD-Tape-Materialien
ab. So führen geringe Abweichungen der Faser vom Hauptlastpfad bereits zu großen
Festigkeits- bzw. Steifigkeitsverlusten (Abbildung 11, Abschnitt 3.1). Gleiches gilt für
Tapes mit stark schwankenden Faservolumengehalten und Faserdurchmessern.
Untersuchungen haben gezeigt, dass heute kommerziell erhältliche, doppellagige
Tape-Materialien neben einer stark schwankenden Tape-Dickenverteilung über der
Breite des Materials schwankende Fasergewichtsanteile zeigen. Eine stichprobenar-
tige Messung an einem kommerziell erhältlichen PP-GF60 Doppel-Tape-Material
verdeutlicht dies.
Abbildung 83 zeigt, dass die Tape-Dicke, gemessen entlang der Breite des doppella-
gigen Materials, bis zu 11,67 % unter der vom Hersteller angegebenen Nenndicke
(Soll-Wert) liegt. Im Mittel ergibt sich eine Abweichung von -5,1 %. Abbildung 84 ver-
deutlicht die Schwankung des Fasergewichtsanteils. Dieser liegt im Mittel 1 % unter-
halb des Soll-Wertes.
Abbildung 83: Tape-Dicken-Schwankung am Beispiel eines doppellagigen PP-GF60 Materials
0,52
0,54
0,56
0,58
0,60
0,62
0,64
0 250 500 750 1000
Ta
ped
ick
e in
mm
Abstand vom Rand in mm
Istwert Tape
Sollwert
Toleranz

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
96
Abbildung 84: Schwankung des Fasergewichtsanteils am Beispiel eines doppellagigen
PP-GF60 Materials
Diese Schwankungen können durch die Verarbeitung, hier am Beispiel einer herge-
stellten 200 mm x 200 mm großen Platte gezeigt (Abbildung 85 und Abbildung 86),
verbessert werden.
Abbildung 85: Dicken-Schwankung am Beispiel einer Platte, hergestellt aus doppellagigem
PP-GF60 Material
56,5
57,5
58,5
59,5
60,5
61,5
62,5
0 250 500 750 1000
Fas
erg
ew
ich
tsan
teil
%
Abstand vom Rand in mm
Istwert Tape
Sollwert
Toleranz
1,80
1,85
1,90
1,95
2,00
2,05
2,10
2,15
2,20
0 50 100 150 200
Dic
ke
in
mm
Plattenbreite in mm
Istwert Platte Sollwert
Toleranz

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
97
Abbildung 86: Schwankung des Fasergewichtsanteils am Beispiel einer aus doppellagigen PP-
GF60 Material hergestellten Platte
Die Dickenabweichung stellt sich im Rahmen der vorgegebenen Toleranz ein. Die
Abweichung der Plattendicke liegt im Mittel 1,1 % unterhalb des Sollwertes, die
Schwankung des Fasergewichtsanteils im Mittel um 0,6 % unterhalb des Sollwertes.
Grund hierfür sind Fließvorgänge während des Herstellprozesses der Platte. So wer-
den Dickenanhäufungen vom herunterkommenden Stempel zuerst erfasst und durch
den Druck und das damit einhergehende Fließen im Matrixmaterial geglättet. Sicht-
bar wird dies durch die Glanzunterschiede an der Platten-Oberfläche. Bereiche, wel-
che länger mit dem Stempel in Berührung waren, entsprechend den Bereichen mit
erhöhter Dicke, weisen einen höheren Oberflächenglanz auf. Flächen, welche zuletzt
mit dem Stempel in Berührung waren, wirken hingegen matter. Demnach wirken sich
Dickenschwankungen der Ausgangsmaterialien negativ auf die Bauteileigenschaften
des Endproduktes aus, da Dickenunterschiede durch Fließen der thermoplastischen
Matrix und damit einhergehenden Faserverschiebungen im Bauteil ausgeglichen
werden müssen.
Um eine bestmögliche und gleichbleibende Bauteilmechanik eines nach dem
ULTRALITEC®-Verfahren hergestellten Bauteils gewährleisten zu können, müssen
Qualitätskriterien für die Lieferung des Halbzeugs definiert werden. Folgende Kriteri-
en sind dabei als Qualitätsmaßstab unumgänglich:
56,5
57,5
58,5
59,5
60,5
61,5
62,5
0 50 100 150 200
Fas
erg
ew
ich
tsan
teil
%
Plattenbreite in mm
Istwert Platte Sollwert
Toleranz

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
98
Eine konstante und parallele Anordnung der Fasern entlang der Abrollrichtung
des Tapes, da bereits geringfügige Abweichungen der Faserorientierung zur
großen Einbußen in den mechanischen Kennwerten führen (Abbildung 11,
Abschnitt 3.1).
Eine maximale Schwankung des Faservolumengehaltes im UD-Tape von
± 3 %, um eine gleichbleibende Mechanik des Endproduktes zu gewährleis-
ten.
Eine konstante Materialdicke mit einer Abweichung von max. ± 4 %, um das
Fließen des Materials bei der Verarbeitung einzugrenzen.
Konstante Filamentdurchmesser, da Schwankungen die Mechanik im UD-
Tape beeinflussen (Abbildung 1, Kapitel 2.1.2).
Fehlstellen, z. B. trockene Fasern oder Fremdeinschlüsse können lediglich in
einem sehr geringen Maß geduldet werden, da diese die Kraftein- und Überlei-
tung zwischen Faser und Matrix negativ beeinflussen.
Fremdmaterialien, wie beispielsweise Trennmittel und Produktionsstäube, sind
nicht zulässig (Vorgabe im Bereich Automobil).
5.3 Prepreg-Zuschnitt
Die thermoplastischen Materialien werden als Platten- bzw. Rollenware angeliefert,
welche für den dem Lastfall entsprechenden Preform-Aufbau zugeschnitten werden
müssen. Für diesen Zuschnitt kommen je nach benötigter Menge und Qualität der
Zuschnitte unterschiedliche voll- oder teilautomatisierte Schneidverfahren in Frage.
Die Schneidverfahren unterteilen sich gemäß Abbildung 87 in mechanische und
thermische Verfahren.

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
99
Abbildung 87: Einteilung der Schneidverfahren [78]
Anhand einer durchgeführten Versuchsreihe werden die in rot hervorgehobenen Ver-
fahren gemäß folgender Kriterien bewertet:
Durchsatz der Schneidanlage
Flexibilität der Anlage bezogen auf die Zuschnitt-Geometrie
Qualität der resultierenden Zuschnitte
mögliche Materialkombinationen
Möglichkeit des mehrlagigen Zuschnittes
Verbrauch an Verschleißmaterialien
Investitionskosten
Das Ergebnis ist in Tabelle 14 dargestellt.

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
100
Tabelle 14: Vergleichende Bewertung verschiedener Tape-Zuschnitt-Verfahren
Du
rch
satz
Fle
xib
ilit
ät
der
An
lag
e
Qu
alitä
t d
er
Zu
sch
nit
te
mö
glich
e M
ate
rial-
ko
mb
inati
on
en
meh
rlag
iger
Zu
sch
nit
t
Verb
rau
ch
an
Vers
ch
leiß
-
mate
ria
lien
Investi
tio
nsko
ste
n
Bemerkung
Wasserstrahlschneiden ○ ++ ○ + nein ○ +
Zuschnitte müssen
getrocknet werden
Messerschneiden ○ ○ + ○ nein ○ + nur Radien >
20 mm realisierbar
Laserschneiden ++ ++ + ++ nein ++ – hoher
Energiever- brauch
ebenes Stanzen + – ++ ++ ja ○ ○
je Zuschnitt wird ein sepa-rates Werk-
zeug benötigt
++ sehr gut + gut ○ befriedigend – ungenügend
Demnach ist eine Laserschneidanlage für den Zuschnitt eines doppellagigen Tape-
Materials im Inline-Einsatz vor allem auf Grund ihres hohen Durchsatzes, ihrer hohen
Variabilität (geometrische Unabhängigkeit) und der guten Zuschnitt-Qualität geeignet.
Da die Investitionskosten einer solchen Anlage im Vergleich jedoch sehr groß sind,
empfiehlt sich ein Einsatz erst bei dauerhafter Vollauslastung.
Das Verfahren des ebenen Stanzens kann hingegen bei geringer Variantenvielfalt
und mittlerer Menge der erforderlichen Zuschnitte in Betracht gezogen werden. Die
Zuschnitte werden dem Prozess in Form von Magazinen zugeführt. Zu beachten ist
der sich ergebende Schneidkantenverschleiß der Stanzwerkzeuge.
Für den Zuschnitt eines doppellagigen Tape-Materials kommen für einen späteren
Serienprozess hingegen das Wasserstrahlschneiden und das Messerschneiden
(Schneiden ohne Gegenschneide) nicht in Frage. Erst genanntes Verfahren scheidet
auf Grund des im Prozess verwendeten Wassers, welches einen zusätzlichen Trock-
nungsschritt des Tapes erfordert, aus. Das Messerschneiden hingegen scheidet auf
Kriterium
Verfahren

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
101
Grund seiner geometrischen Beschränkung, seiner Schnittgeschwindigkeit und der
hohen Verschleißkosten (Messertausch) für den Serieneinsatz aus.
5.4 Preform-Aufbau
Nach dem Materialzuschnitt erfolgt der Preform-Aufbau. Die zweidimensional abge-
wickelten Ply-Geometrien sowie die real im Bauteil auftretenden Faserwinkelorientie-
rungen werden mit Hilfe der in der Software FiberSIM® integrierten Drapiersimulation
abgebildet. Ein Feature, welches im Auslieferungszustand der Software so nicht inte-
griert war, wurde über diverse umfangreiche Materialcharakterisierungen erweitert
und implementiert. Im Vordergrund stand dabei die Ermittlung zulässiger Scherwinkel
in Abhängigkeit der jeweiligen Umformtemperatur mittels des sogenannten Ply-
Shear-Verfahrens. Auf diese Weise kann die Bauteilauslegung bezüglich Mechanik,
Bauteilgewicht und Wanddicke optimiert werden. Die auf diese Weise gefertigten Zu-
schnitte werden lastgerecht auf einem Positiv-Kern abgelegt und thermisch fixiert.
[77]
Voruntersuchungen im Hinblick auf den Preform-Aufbau haben gezeigt, dass unter-
schiedliche Stoß-Geometrien verschiedenen Einfluss auf die mechanische Perfor-
mance des späteren Bauteils haben. Als Referenzprobe diente ein unidirektional
aufgebauter Probekörper, eine Zugprobe mit den Abmessungen 209 × 15 mm. Des-
sen Aufbau ist stoßfrei ohne jegliche Unterbrechung der durchlaufenden Faser – Ab-
bildung 88 (1). Dieser Probe gegenüber wurden eine Probe mit schräg eingebrachten
Stößen (2) und eine mit Ziegel-Mauer-Aufbau (3) untersucht. Abgerundet wurde die
Untersuchung durch einen Aufbau mit einer absichtlich überlappenden Stoßstelle (4)
sowie einer Probe mit stumpfem Stoß entlang einer Linie (5).
Die Untersuchung der Zugproben erfolgte im Zugversuch in Anlehnung an DIN EN
ISO 527-5 (Typ A) mit einer Geschwindigkeit von 2 mm/min. Abbildung 89 zeigt die
Ergebnisse.
Entlang der y-Achse links aufgetragen sind die in den Versuchen ermittelten Steifig-
keiten in MPa, rechts die Festigkeiten. Klar ersichtlich ist, dass der stumpfe Stoß (5)

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
102
keine Alternative für die Anwendung am Bauteil darstellt. Hergestellte Musterplatten
brechen oftmals bereits bei der Entnahme aus dem Werkzeug. Die in einer Linie lie-
genden Fehlstellen schwächen den Verbund enorm. Als tauglich für den Einsatz im
Prozess erweisen sich hingegen die Aufbauten (2) + (3). Schräg eingebrachte Stöße
(2) zeigen gegenüber dem Referenzaufbau einen Steifigkeits- und Festigkeitsverlust
von lediglich ca. 13,5 %. Nach dem Prinzip der Ziegel-Mauer aufgebaute Proben (3)
zeigen einen Steifigkeitsverlust von ca. 11,5 %, aber einen Festigkeitsverlust von ca.
60 %. Dieser erklärt sich durch die in jeder zweiten Lage an gleicher Position wieder-
kehrenden Stoßstellen. Zudem haben die Voruntersuchungen verdeutlicht, dass sich
jede Art der Überlappung im Prozess negativ auf die Bauteilmechanik des End-
produktes auswirkt. Begründet ist dies durch die Faserverschiebung, bedingt durch
das Fließen der thermoplastischen Matrix. In der Prozessführung ist daher bereits
beim Preform Aufbau darauf zu achten, dass sich Patches einer Lage nicht überlap-
pen. Minimale Spalte können hingegen zugelassen werden. Abbildung 90 verdeut-
licht dies am Beispiel des Schrägstoßes (2).
Die Schrägstoß-Probe wurde ohne Spalt, mit direkt aneinander liegenden Patches,
und mit einem Spalt von je 5 mm aufgebaut. Subjektiv sinkt die Festigkeit des Auf-
baus. Bei genauerer Betrachtung ergibt sich im Rahmen der Standardabweichung
jedoch kein Unterschied der mechanischen Kennwerte bei Aufbauten mit gewolltem
Spalt bzw. ohne Spalt. Die Streubreite der Ergebnisse ist jedoch geringer. Erklären
lässt sich dies durch die Ausdehnung des Faser-Matrix-Verbundes bei der Erwär-
mung. Werden Patches in den einzelnen Ebenen kalt, ohne jeglichen Spalt aufge-
baut, kommt es während des Erwärmungsvorgangs zu einer Längenänderung der
einzelnen Patches, welche eine Überlappung bzw. Ondulation der Fasern zur Folge
hat. Eine Lücke zwischen den Patches verhindert diesen Effekt, da sich einzelne La-
gen bis zum Erreichen des schmelzflüssigen Zustandes der Matrix frei ausdehnen
können. Zudem ist ein geringeres Spaltmaß anfälliger für Prozessschwankungen.
Bereits geringfügige Abweichungen im Spaltmaß der manuell aufgebauten Probe-
körper führen zu großen Streuungen, z. B. durch Ondulationen oder Überlappungen
der Fasern, bei den Zugversuchen. Ein größeres Spaltmaß ist weniger anfällig für
derartige Schwankungen. Bezogen auf die Bauteilauslegung bedeutet dies, dass der

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
103
Aufbau je nach Anforderung an die Festigkeit bzw. Steifigkeit individuell festgelegt
werden muss. Prozesstechnisch bzw. kalkulatorisch ist zu beachten, dass bei Ver-
wendung des Aufbaus (3) deutlich mehr Gleichteile zum Einsatz kommen. Die Zu-
schnitt-Geometrie jeder zweiten Lage ist gleich. Aufbau (2) hingegen erfordert auf
Grund des schräg laufenden Stoßes individuelle Zuschnitte in jeder Lage. Letzteres
bedeutet die Bereitstellung größerer Magazin-Tische und damit größerer Konfekti-
onsräume.
Abbildung 88: Darstellung unterschiedlicher Stoß-Aufbauten
Abbildung 89: Preform-Aufbau – Auswirkung unterschiedlicher Stoß-Anordnungen [79]
0
100
200
300
400
500
0
5000
10000
15000
20000
25000
30000
35000
40000
Fes
tig
ke
it in
MP
a
E-M
od
ul in
MP
a
E-Modul
Festigkeit
(1) (2) (3) (4) (5)

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
104
Abbildung 90: zulässige Spalte bei verschiedenen Stoßaufbauten [79]
Zudem haben mikroskopische Voruntersuchungen gezeigt, dass neben den Stoß-
Aufbauten bereits in der Konstruktionsphase zu beachten ist, dass Bauteile mit Radi-
en > 4 mm ausgelegt werden sollten (Abbildung 91).
Abbildung 91: Festigkeit in Abhängigkeit der Lege-Radien
0
50
100
150
200
250
300
350
400
450
0
5000
10000
15000
20000
25000
30000
35000
ohne Spalt 5 mm Spalt
Fes
tig
ke
it in
MP
a
E-M
od
ul in
MP
a
E-Modul
Festigkeit
0
100
200
300
400
500
600
700
0 2 4 6 8 10 12 14 16 18 20
Zu
gsp
an
nu
ng
ma
x. in
MP
a
Legeradien in mm
kaltgelegt (Mittelung)
warmgelegt (Mittelung)

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
105
Kleinere Radien führen beim Pressen des Bauteils zu Faserbrüchen und in der Folge
zur Festigkeits- und Steifigkeitsverlusten des Endbauteils. Zugversuche in Anlehnung
an DIN EN ISO 527-5, durchgeführt an einzeln gebogenen Lagen eines UD-Tapes,
verdeutlichen dies.
5.4.1 Aufbau des Demonstratorbauteils
Abbildung 92 und Abbildung 94 zeigen das nach vorher aufgezeigten Kriterien er-
stellte Plybook des Demonstratorbauteils. Das Preform wird aus insgesamt 16 Ein-
zelteilen – 2 konturgeformten Geometrien (Curved Blanks) und 14 ebenen Zuschnit-
ten – aufgebaut. Ausgangsmaterial sind doppellagige UD-Tapes mit einer Dicke von
ca. 0,6 mm. Zuschnitte der ersten und dritten sowie der zweiten und vierten Doppel-
lage sind identisch. Der Aufbau entspricht dem Ziegelstein-Prinzip.
Der Preform-Aufbau kann, abhängig von der benötigten Stückzahl, manuell oder au-
tomatisiert erfolgen. Dabei werden einfach gekrümmte, doppellagige Patch-Geome-
trien, wie in Abbildung 92, in einer Biegevorrichtung entlang der Bauteilkante in einer
Vorrichtung bestehend aus Aufnahme und beheizter Biegefinne positioniert und ge-
ometrisch verformt (Abbildung 93). Die Zuschnitte werden final auf dem Positiv-Kern
abgelegt und fixiert. Komplex gekrümmte Geometrien, wie die vordere Rundung der
Wanne, werden in einem separaten, vorgeschalteten Prozess durch schnelle Um-
formung in konturkonturgebundenen Werkzeugen hergestellt. Dazu werden zwei
ebene, doppellagige Tape-Zuschnitte entsprechend der komplexen Bauteilabwick-
lung hergestellt (Abbildung 94), in einer Spannvorrichtung gehalten, erwärmt und
nachfolgend zwischen die Werkzeughälften eingebracht und drapiert. Die nach dem
Abkühlen und Entformen entstehenden Geometrien werden nachbearbeitet (Kanten-
beschnitt) und dem Legeprozess beigestellt.
Da für das ausgewählte Demonstratorbauteil keine Spezifikationen bezüglich Festig-
keit, Steifigkeit und Verzug bestehen, werden für den Aufbau einfach gekrümmter
Geometrien (Patches 1.2, 1.3, 2.1, 2.5 und 2.6) doppellagige UD-Tapes mit einer
0°/90° Faserausrichtung gewählt. Im Curved Blank wird die Faserausrichtung auf
Grund der besseren Prozessführung um 45° gedreht. Es resultiert eine +/- 45° Fa-

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
106
serausrichtung. Der Preform-Aufbau erfolgt spiegelbildlich zur Mitte aus vier Lagen.
Die Preforms sind so aufgebaut, dass sich im Bauteil eine Wanddicke von
2,1 ± 0,1 mm einstellt. Abbildung 95 verdeutlicht den dreidimensionalen Preform-
Aufbau.
Abbildung 92: Plybook Demonstratorbauteil – Lage 1 + 2
Abbildung 93: Schematische Darstellung Biegestation
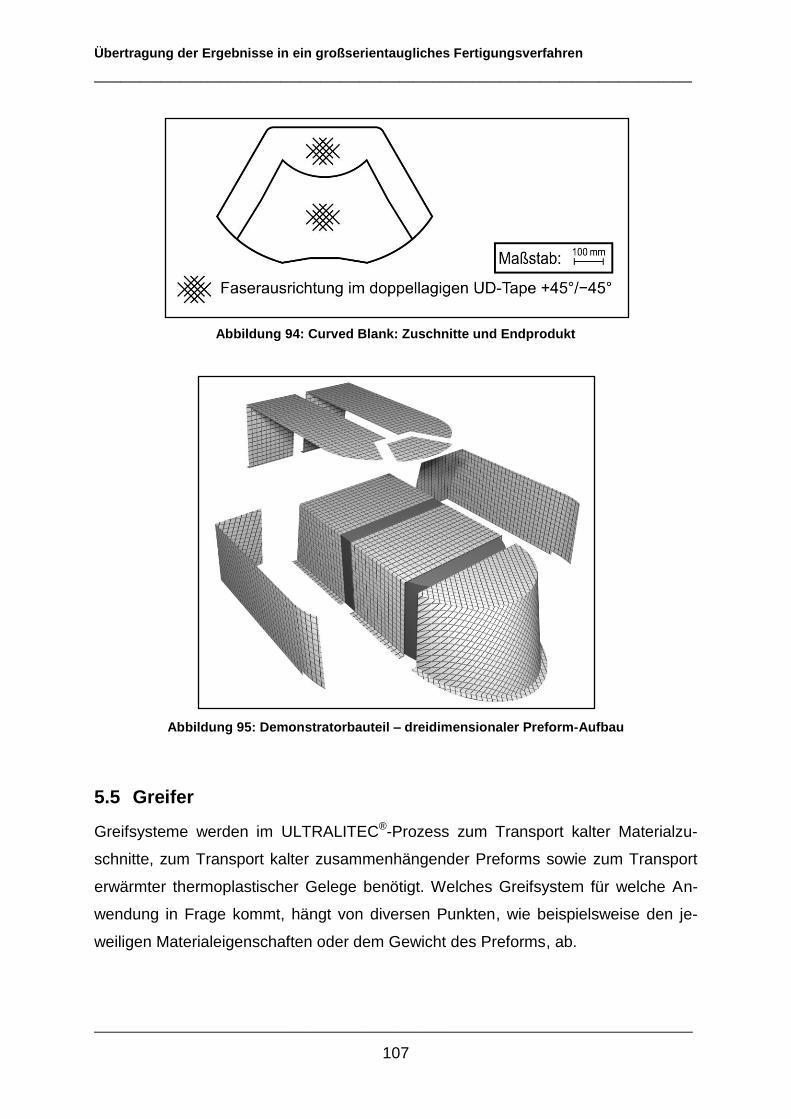
Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
107
Abbildung 94: Curved Blank: Zuschnitte und Endprodukt
Abbildung 95: Demonstratorbauteil – dreidimensionaler Preform-Aufbau
5.5 Greifer
Greifsysteme werden im ULTRALITEC®-Prozess zum Transport kalter Materialzu-
schnitte, zum Transport kalter zusammenhängender Preforms sowie zum Transport
erwärmter thermoplastischer Gelege benötigt. Welches Greifsystem für welche An-
wendung in Frage kommt, hängt von diversen Punkten, wie beispielsweise den je-
weiligen Materialeigenschaften oder dem Gewicht des Preforms, ab.

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
108
Diese Handling-Systeme (Greifer), werden gemäß ihrer physikalischen Wirkprinzi-
pien in verschieden Gruppen unterteilt. Unterschieden werden solche, welche die
Verbindung zum Material über einen Kraftschluss, einen Stoffschluss oder einen
Formschluss herstellen. Abbildung 97 zeigt verschiedenste Greifer. Die Auswahl ei-
nes geeigneten Greifers hängt von unterschiedlichen Kriterien, wie beispielsweise
der Art des zu transportierenden Gegenstandes, dessen Abmessungen und dessen
Empfindlichkeit, ab. Verschiedene Einflusskriterien bei der Greiferauswahl – vom
Handhabungsgegenstand (Preform) über das Handhabungsgerät (Greifer) bis hin
zum nachgeschalteten Bereich (Ablage) – sind in Abbildung 96 zusammengefasst.
Abbildung 96: Einflusskriterien bei der Greiferauswahl [80]
Demnach haben Temperatur und Toleranz des zu transportierenden Gegenstandes
einen geringeren Einfluss als dessen geometrische Form und dessen Gewicht. Das
Handhabungsgerät wird entsprechend dem Handhabungsgegenstand hauptsächlich
nach seiner Tragfähigkeit ausgewählt. Auch die Transportumgebung (Aufnahme und
Ablage) sowie die geforderten Ablagegenauigkeiten spielen eine entscheidende Rol-
le. Je nach Platzverhältnis kommen verschiedene Greifer oder Kombinationen dieser
in Frage [80, 81].
großer Einfluss mittlerer Einfluss geringer Einfluss
Handhabungsgegen-
stand
geometrische
Form
Abmessungen
Toleranzen
Gewicht
Schwerpunktlage
Temperatur
Empfindlichkeit
sonstige bes.
Eigenschaften
Handhabungsgerät
Antriebsart
Tragfähigkeit
Beschleuni-
gungen
Geschwindig-
keiten
Positionier-
genauigkeit
Schnittstellen
Zur Erzeugung
vorgeschalteter
Bereich
Art der
Bereitstellung
Zugänglichkeit
Positioniergrad
Orientierungs-
grad
Toleranzen
bei der
Bereitstellung
Entnahmezeit
Fertigungsmittel
Spanmittel
Zugänglichkeit
Eingebzeit
Bearbeitungs-
zeit
Änderung des
Werkstückes
während der
Bearbeitung
Entnahmezeit
nachgeschalteter
Bereich
Ablageart
Zugänglichkeit
Positioniergrad
Orientierungs-
zeit
Toleranz beim
Ablegen
Ablegezeit

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
109
Abbildung 97: Physikalische Wirkprinzipien und Bauformen von Textilgreifern [80]
Physika-
lischeWirkprinzi
pien
Halten durch
Kraft-schluss
Halten
durchStoff-
schluss
Halten durch
Form-schluss
Reib-
kräfte
Unter-druck-
kräfte
elektro-
statischeKräfte
Moleku-larkräfte
Ober-flächen-
Verha-kungen
Klemmen
Haftsauger
Niederdruck-flächen
sauger
Bernoulli
Elektro-adhäsion
Adhäsions-folien
Gefriergreifer
Nadeln
Kratzen
Klettver-
schluss
+ + + +- - - -

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
110
Für den Transport einzelner, kalter Zuschnitte eines doppellagigen Tape-Materials
haben sich Niederdruckflächensauger als besonders geeignet herausgestellt. Eben-
so können diese Systeme zur Weitergabe des schmelzflüssigen zusammenhängen-
den dreidimensionalen Preforms an die Presse bei Wanddicken bis 3 mm verwendet
werden. Bei größeren Wanddicken (d ≥ 4 mm) haben sich auf Grund des Preform-
Gewichts Nadelgreifer für einen sicheren Transport als besonders tauglich erwiesen.
Abbildung 98 zeigt eine Prinzipskizze des für das Demonstratorbauteil entwickelten
dreidimensionalen Handling-Systems für den Transport warmer Preforms. Neben
den Niederdruckelementen ist der Greifer zusätzlich mit Infrarotröhren einer Gesamt-
leistung von 15 kW/m² ausgestattet. Diese verhindern ein Auskühlen des warmen
Preforms während des Transportes vom Ofengestell in die Presse. Dabei hängen die
Anzahl der Niederdruckelemente, wie bereits eingangs erwähnt, hauptsächlich von
der Bauteilkontur sowie vom Bauteilgewicht ab. Die Ausrichtung der Infrarotstrahler
ist abhängig von deren Abstrahlwinkel und der Bauteilkontur. Um eine Temperatur-
homogenität im Bauteil zu erreichen, müssen sich die Abstrahlwinkel der IR-Strahler
an den Auftrittsflächen um mindestens 15 % überlappen. Der Abstrahlwinkel ist je
nach Intensität und Ausführung der Strahler unterschiedlich und muss beim Herstel-
ler erfragt werden. Die Bestimmung der Ausrichtung muss daher für jede Bauteilge-
ometrie separat erfolgen.
Abbildung 98: Demonstratorbauteil: Hot-Handling
Bauteil
Niederdruckflächen- Sauger
IR-Strahler
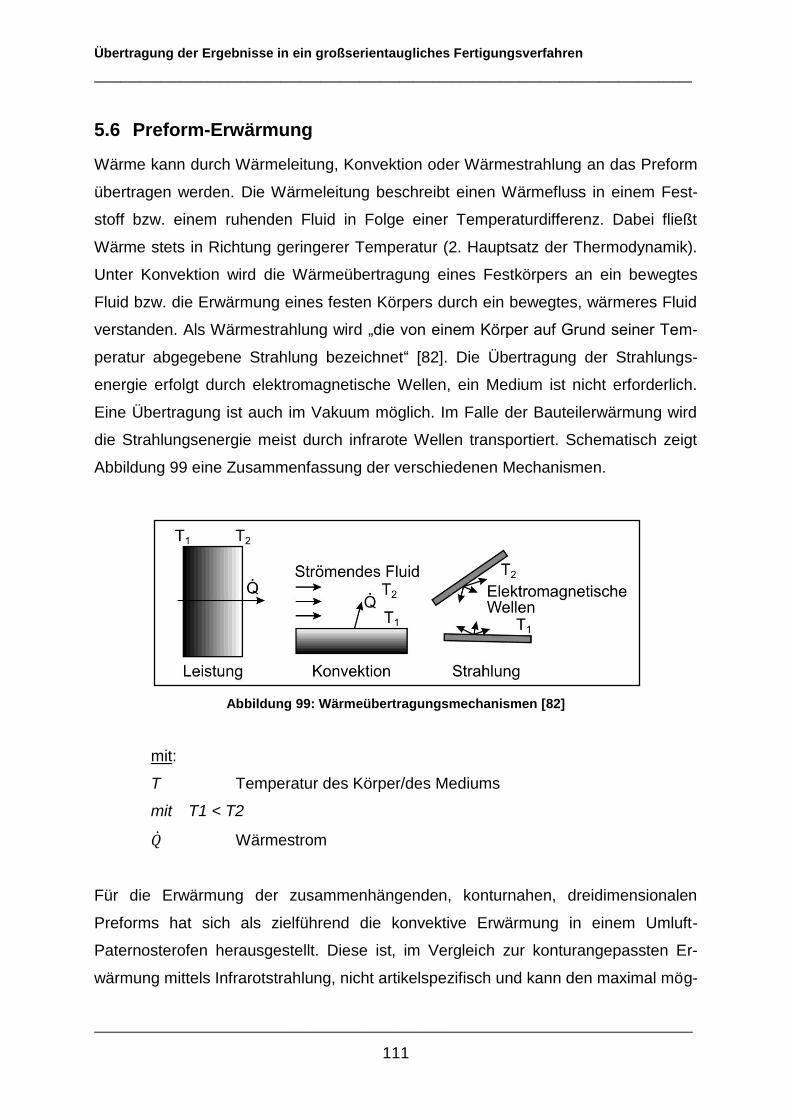
Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
111
5.6 Preform-Erwärmung
Wärme kann durch Wärmeleitung, Konvektion oder Wärmestrahlung an das Preform
übertragen werden. Die Wärmeleitung beschreibt einen Wärmefluss in einem Fest-
stoff bzw. einem ruhenden Fluid in Folge einer Temperaturdifferenz. Dabei fließt
Wärme stets in Richtung geringerer Temperatur (2. Hauptsatz der Thermodynamik).
Unter Konvektion wird die Wärmeübertragung eines Festkörpers an ein bewegtes
Fluid bzw. die Erwärmung eines festen Körpers durch ein bewegtes, wärmeres Fluid
verstanden. Als Wärmestrahlung wird „die von einem Körper auf Grund seiner Tem-
peratur abgegebene Strahlung bezeichnet“ [82]. Die Übertragung der Strahlungs-
energie erfolgt durch elektromagnetische Wellen, ein Medium ist nicht erforderlich.
Eine Übertragung ist auch im Vakuum möglich. Im Falle der Bauteilerwärmung wird
die Strahlungsenergie meist durch infrarote Wellen transportiert. Schematisch zeigt
Abbildung 99 eine Zusammenfassung der verschiedenen Mechanismen.
Abbildung 99: Wärmeübertragungsmechanismen [82]
mit:
T Temperatur des Körper/des Mediums
mit T1 < T2
Wärmestrom
Für die Erwärmung der zusammenhängenden, konturnahen, dreidimensionalen
Preforms hat sich als zielführend die konvektive Erwärmung in einem Umluft-
Paternosterofen herausgestellt. Diese ist, im Vergleich zur konturangepassten Er-
wärmung mittels Infrarotstrahlung, nicht artikelspezifisch und kann den maximal mög-

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
112
lichen Takt der Presse von 60 Sekunden pro Bauteil problemlos mit nur einem Gerät
bedienen. Auch das Verfahren der Erwärmung durch Wärmeleitung scheidet auf
Grund der artikelspezifischen Auslegung aus.
5.6.1 Viskosität und Kristallisationsgrad des Polyproylens in Abhängig-
keit der Temperatur
Beim Matrixwerkstoff Polypropylen handelt es sich um einen teilkristallinen Thermo-
plasten. Die Matrix ändert beim Erreichen der Schmelztemperatur ihren Aggregatzu-
stand von fest in flüssig. Die sphärolithische Struktur wird beginnend mit kleinen Kris-
tallen hin zu größeren Strukturen aufgeschmolzen. Rheologische Eigenschaften des
Matrixmaterials, wie beispielsweise die Viskosität η, ändern sich in Abhängigkeit des
vorliegenden Polymers. Beim vorliegenden Polymer bzw. bei Polymerschmelzen im
Allgemeinen handelt es sich um strukturviskose Fluide. Im Vergleich zu einem
newtonschen Fluid, bei dem die Schergeschwindigkeit keine Änderung der Viskosität
verursacht, sinkt bei einem strukturviskosen Fluid mit steigender Schergeschwindig-
keit die Viskosität des Materials. Bedingt ist dies durch eine Strukturänderung im
Polymer. Polymerketten können dadurch besser aneinander abgleiten (Abbildung
100). Die Scherspannung hingegen verhält sich bei einem strukturviskosen Fluid mit
steigender Schergeschwindigkeit degressiv. Bei einem newtonschen Fluid hingegen
ist die Schergeschwindigkeit proportional zur Scherspannung.
Die Eigenschaften des polymeren Matrixmaterials hängen im Wesentlichen von
der Molmasse,
der Molmassenverteilung,
der Verzweigungsstruktur der Moleküle,
der Temperatur,
dem Füllstoffgehalt

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
113
ab. [83, 84, 85] Die Eigenschaften der Glasfaser ändern sich nach Aussage des Her-
stellers im gewählten Temperaturbereich nicht.
Abbildung 100: Abhängigkeit Viskosität und Schergeschwindigkeit bei newtonschen, struktur-
viskosen und dilatanten Fluiden [99]
Im Falle des Polypropylen folgen die meisten rheologischen Materialfunktionen dem
Zeit-Temperatur Verschiebungsprinzip [84, 86], d.h. bei thermorheologisch einfa-
chem Verhalten lassen sich die bei verschiedenen Temperaturen gemessenen Funk-
tionen durch Vorgabe einer Bezugstemperatur T0 mit Hilfe der Verschiebungsfaktoren
α(T, T0) zu normierten Kurven zusammenfügen.
Im Falle des im Verbundwerkstoff vorliegenden Polypropylen handelt es sich um ei-
nen teilkristallinen Thermoplasten. Die Schmelztemperatur des Materials (165 °C;
45) liegt weit über der Glasübergangstemperatur (0 °C; 45). Umlagerungsprozesse
der Makromoleküle in der Schmelze werden nicht durch die Glasübergangstempera-
tur beeinflusst. Das Material schmilzt nach Erreichen der Kristallitschmelztemperatur
spontan auf. Die Viskosität sinkt, im Gegensatz zu einem amorphen Thermoplast
sprungartig (Abbildung 101).
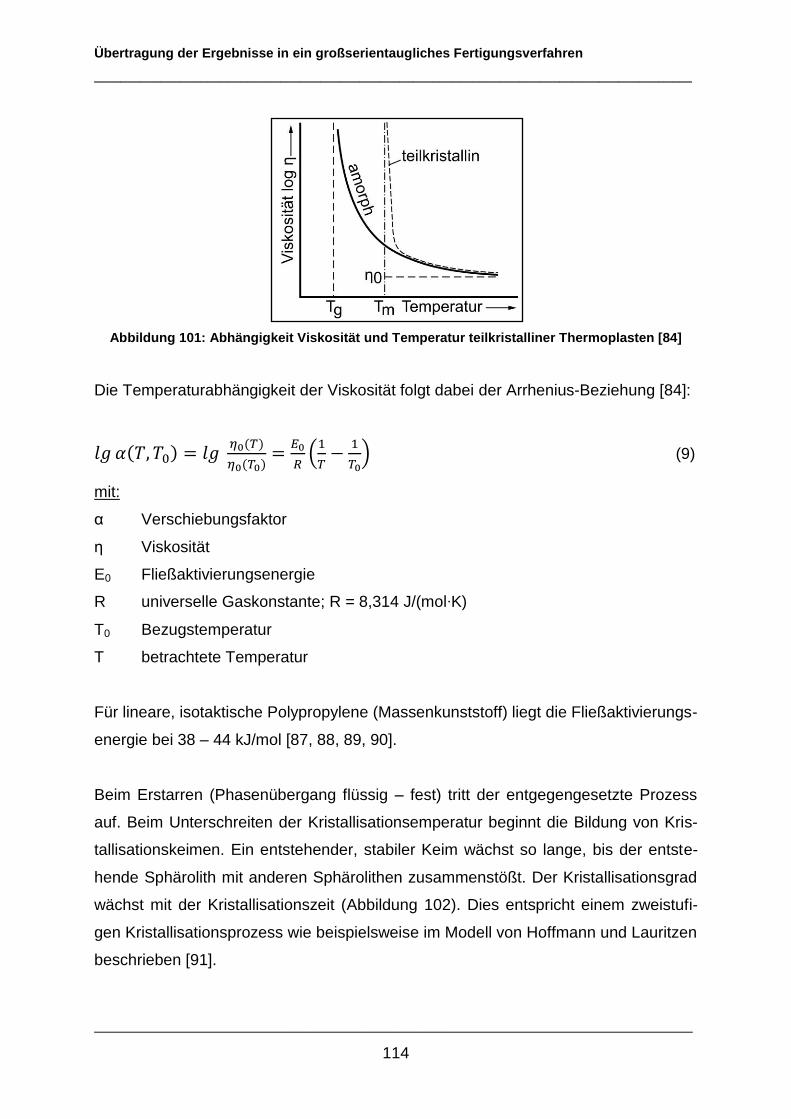
Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
114
Abbildung 101: Abhängigkeit Viskosität und Temperatur teilkristalliner Thermoplasten [84]
Die Temperaturabhängigkeit der Viskosität folgt dabei der Arrhenius-Beziehung [84]:
(9)
mit:
α Verschiebungsfaktor
η Viskosität
E0 Fließaktivierungsenergie
R universelle Gaskonstante; R = 8,314 J/(mol∙K)
T0 Bezugstemperatur
T betrachtete Temperatur
Für lineare, isotaktische Polypropylene (Massenkunststoff) liegt die Fließaktivierungs-
energie bei 38 – 44 kJ/mol [87, 88, 89, 90].
Beim Erstarren (Phasenübergang flüssig – fest) tritt der entgegengesetzte Prozess
auf. Beim Unterschreiten der Kristallisationsemperatur beginnt die Bildung von Kris-
tallisationskeimen. Ein entstehender, stabiler Keim wächst so lange, bis der entste-
hende Sphärolith mit anderen Sphärolithen zusammenstößt. Der Kristallisationsgrad
wächst mit der Kristallisationszeit (Abbildung 102). Dies entspricht einem zweistufi-
gen Kristallisationsprozess wie beispielsweise im Modell von Hoffmann und Lauritzen
beschrieben [91].

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
115
Abbildung 102: Kristallisationsgrad in Abhängigkeit der Kristallisationszeit [92]
Dabei hat die Abkühlgeschwindigkeit entscheidenden Einfluss auf den Kristallisati-
onsgrad. Je höher die Abkühlgeschwindigkeit, desto kleiner die entstehenden
Sphärolithe und desto geringer der Kristallisationsgrad. Ursächlich hierfür ist die
Keimbildungsgeschwindigkeit, die mit steigender Abkühlgeschwindigkeit zunimmt.
Damit einhergehend verursacht eine steigende Abkühlgeschwindigkeit ein geringeres
Keimwachstum, da vorhandene Keime beim Wachsen schneller auf andere treffen
und die Molekülbewegung schneller eingeschränkt wird. Bei niedriger Abkühlge-
schwindigkeit bilden sich entsprechend weniger Kristallisationskeime und damit grö-
ßere Sphärolithstrukturen aus. Diese Abhängigkeit zeigt Abbildung 103.
Abbildung 103: Keimbildungs-, Keimwachstums- und Kristallisationsgeschwindigkeit [33]

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
116
In Abhängigkeit der im Polymer vorliegenden Spärolithdurchmesser ändern sich die
mechanischen Eigenschaften [93] wie:
Zugfestigkeit,
E-Modul,
Härte.
Als Faustregel gilt: Je geringer der Kristallisationsgrad, desto geringer sind die me-
chanische Eigenschaften des Polymers und desto höher ist die mögliche Nachkristal-
lisation und die damit einhergehende Schwindung im Bauteil.
5.6.2 Berechnung der Preform-Erwärmung mittels vereinfachtem Ansatz
Für die Beschreibung des sich in einem Körper, während der konvektiven Erwär-
mung, einstellenden Temperaturprofils gilt die Fouriersche Wärmeleitgleichung in
allgemeiner Form [82, 94].
(10)
mit:
q im System befindliche „Innere Wärmequelle“
ρ Dichte des Materials
cp spezifische Wärmekapazität des Materials
λ Wärmeleitfähigkeit des Materials
t Zeit
T Temperatur
x,y,z Raumkoordinaten
Formel 10 kann durch Bestimmung der für den vorliegenden Erwärmungsfall zutref-
fenden Rand- und Übergangsbedingungen sowie durch diverse Annahmen und Ver-
einfachungen auf das jeweils vorliegende Erwärmungsproblem angewandt werden.

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
117
Das folgende Beispiel beschreibt die Anwendung der Fourierschen Wärmeleitglei-
chung für die Abschätzung der Erwärmungszeit eines achtlagigen, zweidimensiona-
len Preforms (Abbildung 104) aus dem Werkstoff PP-GF60. Die Erwärmung findet in
einem 250 °C warmen Umluftofen statt. Die Probe wird mit einer Geschwindigkeit
von 2 m/s angeströmt.
Abbildung 104: zweidimensionaler Preform-Aufbau
In der Berechnung werden sowohl für die Stoffwerte, als auch für den Wärmeeintrag
vereinfachende Annahmen getroffen:
Die Stoffwerte des Materials sind konstant (in die Rechnung fließen die Stoff-
werte des Materials bei 200 °C ein).
Der Wärmeeintrag findet lediglich in Dickenrichtung des Preforms statt.
Der Wärmeeintrag ist auf beiden Seiten der Probe gleich.
Mit diesen Voraussetzungen kann auf einen in der Literatur bekannten Zusammen-
hang zurückgegriffen werden. Die detaillierte Herleitung befindet sich im Anhang
(Kapitel 9.2).
- (11)

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
118
Formel (11) dient zur Berechnung des Aufwärmvorgangs ebener Gegenständen mit
beidseitiger Konvektion [82]. Der Zusammenhang dient als Abschätzung für die bei
der konvektiven Erwärmung über der Zeit erreichten Temperatur an einer bestimm-
ten Stelle x im Bauteil. Da der Ansatz von konstanten Stoffwerten ausgeht, werden
die Stoffwerte zur Berechnung herangezogen, welche sich bei einer Temperatur von
200 °C im zu erwärmenden Preform einstellen. Dazu wird die Temperaturleitfähigkeit
des PP-GF60 Materials mittels Nano-Flash-Verfahren (LFA 447 NanoFlash®) im
Temperaturbereich von 23 – 150 °C ermittelt. Der Wert bei 200 °C wird vereinfacht
durch lineare Regression ermittelt. Die sich im vorgegebenen Temperaturbereich
einstellende spezifische Wärmekapazität wird mittels DSC-Verfahren ermittelt. Der
Wert für die Dichte des Matrix-Materials stellt sich bei 200 °C auf 82 % der Aus-
gangsdichte bei Raumtemperatur ein. Die im Polymer eingebettete Glasfaser ändert
ihre Dichte im relevanten Temperaturbereich nicht. Die Dichte des Verbundwerkstof-
fes ergibt sich aus den bekannten Volumenanteilen der Faser und der Matrix. Die
Wärmeleitfähigkeit des Verbundwerkstoffes ergibt sich gemäß Formel (3). Die für die
Berechnung verwendeten Werte des Verbundwerkstoffes sind in Tabelle 15 gelistet.
Da im Preform (Abbildung 104) zwischen den einzelnen Materiallagen Lufteinschlüs-
se (anfangs größer und mit steigender Temperatur kleiner) vorhanden sind, welche
sich auf Grund der schlechteren Wärmeleitfähigkeit auf das Ergebnis auswirken, geht
in die Berechnung eine gemittelte Wärmeleitfähigkeit (Verhältnis 50:50) aus dem Ma-
terial PP-GF60 und Luft bei jeweils 200 °C ein.
Tabelle 15: Stoffwerte PP-GF60
Werte bei 23 °C Werte bei 200 °C
Temperaturleitfähigkeit PP-GF60 bei 200 °C 0,189 mm²/s 0,0976 mm²/s
Spezifische Wärmekapazität PP-GF60 bei 200°C 1119 J/(kg∙K) 1657 J/(kg∙K)
Wärmeleitfähigkeit PP-GF60 bei 200 °C 0,35 W/(m∙K) 0,23 W/(m∙K)
Dichte PP [10] 0,904 g/cm³ 0,741 g/cm³
Dichte Glasfaser bei 200°C [58] 2,600 g/cm³ 2,600 g/cm³
Dichte PP-GF60 bei 200 °C 1,5 g/cm³ 1,390 g/cm³
Der Ofen selbst ist auf eine Temperatur von 250 °C eingestellt. Das im Ofen befindli-
che Medium ist Luft mit einer Zusammensetzung aus 78 % Stickstoff, 21 % Sauer-

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
119
stoff und 1 % Edelgasen. Die Strömungsgeschwindigkeit im Ofen beläuft sich auf 2
m/s. Das im Ofen liegende Bauteil hat eine Fläche von 210 × 210 mm und eine Di-
cke von ca. 2,25 mm.
Tabelle 16 zeigt die zur Berechnung notwendigen Stoffwerte der Luft bei 200 °C bzw.
bei 250 °C.
Tabelle 16: Stoffwerte der Luft [95]
Werte bei 23 °C Werte bei 200 °C Werte bei 250 °C
Wärmeleitfähigkeit Luft 0,0259 W/(m∙K) 0,0383 W/(m∙K) 0,0414 W/(m∙K)
Temperaturleitfähigkeit Luft 216∙10-7
m²/s 507∙10-7
m²/s 601∙10-7
m²/s
Kinematische Viskosität 153∙10-7
m²/s 354∙10-7
m²/s 420∙10-7
m²/s
Die Berechnung des Aufwärmverhaltens wird mit dem Berechnungsprogramm
Mathcad durchgeführt. Die Berechnung befindet sich im Anhang (Kapitel 9.3). Das
Ergebnis der Berechnung zeigt Abbildung 105. Dargestellt ist die Erwärmung der
Probe in Abhängigkeit der Erwärmungszeit. Das Ergebnis ist, da die Probe dünn ist
und die Materialwerte als konstant angenommen wurden, für die äußere und mittlere
Lage gleich.
Abbildung 105: errechnete Darstellung der Erwärmung eines 8-lagigen PP-GF60 Preforms
0
50
100
150
200
0 100 200 300
Te
mp
era
tur
in °
C
Zeit in s
Berechnung
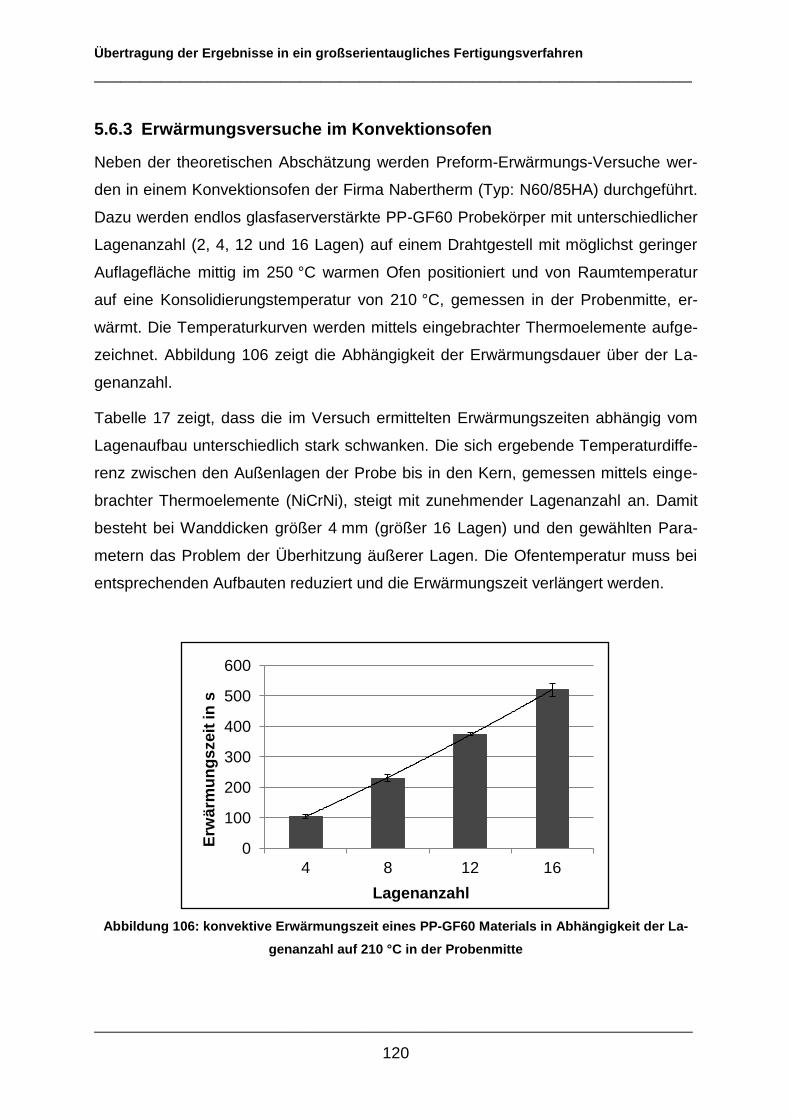
Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
120
5.6.3 Erwärmungsversuche im Konvektionsofen
Neben der theoretischen Abschätzung werden Preform-Erwärmungs-Versuche wer-
den in einem Konvektionsofen der Firma Nabertherm (Typ: N60/85HA) durchgeführt.
Dazu werden endlos glasfaserverstärkte PP-GF60 Probekörper mit unterschiedlicher
Lagenanzahl (2, 4, 12 und 16 Lagen) auf einem Drahtgestell mit möglichst geringer
Auflagefläche mittig im 250 °C warmen Ofen positioniert und von Raumtemperatur
auf eine Konsolidierungstemperatur von 210 °C, gemessen in der Probenmitte, er-
wärmt. Die Temperaturkurven werden mittels eingebrachter Thermoelemente aufge-
zeichnet. Abbildung 106 zeigt die Abhängigkeit der Erwärmungsdauer über der La-
genanzahl.
Tabelle 17 zeigt, dass die im Versuch ermittelten Erwärmungszeiten abhängig vom
Lagenaufbau unterschiedlich stark schwanken. Die sich ergebende Temperaturdiffe-
renz zwischen den Außenlagen der Probe bis in den Kern, gemessen mittels einge-
brachter Thermoelemente (NiCrNi), steigt mit zunehmender Lagenanzahl an. Damit
besteht bei Wanddicken größer 4 mm (größer 16 Lagen) und den gewählten Para-
metern das Problem der Überhitzung äußerer Lagen. Die Ofentemperatur muss bei
entsprechenden Aufbauten reduziert und die Erwärmungszeit verlängert werden.
Abbildung 106: konvektive Erwärmungszeit eines PP-GF60 Materials in Abhängigkeit der La-
genanzahl auf 210 °C in der Probenmitte
0
100
200
300
400
500
600
4 8 12 16
Erw
ärm
un
gs
zeit
in
s
Lagenanzahl

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
121
Tabelle 17: Daten der konvektiven Erwärmung
Lagenanzahl Gemittelte Erwär-
mungszeit bis TProbenmitte = 210 °C [s]
Standardabweichung der gemittelten Erwär-
mungszeit
Temperaturdifferenz von den Außenlagen zur Probenmitte [°C]
4 105 6,1 5
8 229 11,5 9
12 375 4,2 12
16 521 13,1 13
5.6.4 Vergleich Versuch und Simulation am Beispiel der konvektiven Er-
wärmung
Ein Abgleich zwischen Berechnung und real, während eines Versuchs ermittelten
Werten an einer achtlagigen Probe zeigt Abbildung 107. Randbedingungen der Be-
rechnung und des Versuchs sind identisch. Im Bereich der Probenmitte zeigt die Be-
rechnung eine anfangs gute Übereinstimmung mit einer Abweichung von lediglich ca.
3 %. Mit zunehmender Temperatur kommt es zu größer werdenden Differenzen. Die
maximale Abweichung bei einer Erwärmungszeit von 270 Sekunden beträgt ca. 9 %.
Danach, mit dem Erreichen des Schmelzpunktes der Matrix, nähren sich die Kurven
aus Versuch und Berechnung einander wieder an. Ein Vergleich zwischen Versuch
und Berechnung im Bereich der Außenlagen zeigt die gleiche Tendenz. Die ermittel-
ten Abweichungen liegen mit anfangs 5 % und bei einer Erwärmungszeit von 270
Sekunden mit 11 % im Vergleich jedoch etwas höher. Die Abweichungen erklären
sich durch Vereinfachung des gewählten Ansatzes sowie Vereinfachung der gewähl-
ten Material- bzw. Stoffwerte. In der Berechnung wird die Annahme getroffen, dass
die Strömungsgeschwindigkeit im Ofen überall gleich ist – damit auch über den Ver-
lauf der Probe. Gleichermaßen gehen die Materialkennwerte bei 200 °C als Konstan-
ten in die Berechnung ein. Real ändern sich diese in Abhängigkeit der Temperatur.
Ebenso wird die zwischen den Einzellagen des PP-GF60 eingeschlossene Luft über
den Zeitraum der Erwärmung als konstant angesehen. Real verändert sich auch die-
se durch das Überführen der Matrix vom festen in den schmelzflüssigen Zustand.
Isolierende Luftschichten werden kleiner, die Wärmeleitung im Material wir verbes-
sert. Verglichen mit den real ermittelten Abweichungen von ca. 8 % (Vergleich der
Einzelmessungen zum Mittelwert), welche sich durch die unterschiedlich großen

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
122
Lufteinschlüsse von Probe zu Probe ergeben, hat der vorgestellte Berechnungsan-
satz seine Daseinsberechtigung. Der Ansatz kann zur ersten Abschätzung der sich
ergebenden Erwärmungszeit und damit zur Prozessauslegung herangezogen wer-
den.
Abbildung 107: Erwärmung eines 8-lagigen PP-GF60 Preforms – Vergleich Versuch und Be-
rechnung
5.6.5 Energieverbrauch bei konvektiver Erwärmung
Kapitel 5.6.5 stellt Energieverbräuche und Kosten für die Erwärmung eines zusam-
menhängenden, dreidimensionalen Preforms am Beispiel des Demonstratorbauteils
dar. Verglichen wird die Preform-Erwärmung in einem Umluft-Paternosterofen und in
einer der Kontur angepassten Infrarotstation für ein achtlagiges Preform mit einer
Endwandstärke von ca. 2 mm. Neben der Heizstation an sich werden ebenfalls die
dazugehörigen Handlingsysteme in die Betrachtung einbezogen. Der Bewertung zu
Grunde liegen die Schritte (Abbildung 108):
a) Übergabe des zusammenhängenden Preforms an die Heizstation,
b) Erwärmung des zusammenhängenden Preforms auf
Konsolidierungstempertur,
0
50
100
150
200
250
0 100 200 300
Te
mp
era
tur
in °
C
Zeit in s
Messung in der Probenmitte
Berechnung
Messung an den Außenlagen

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
123
c) Übergabe des warmen Preforms an das Formwerkzeug
Die Erwärmungszeiten werden aus den vorherigen Kapiteln übernommen. Die Ener-
giedaten stammen aus Datenblättern bzw. aus eigener Ermittlung.
Abbildung 108: Prinzipdarstellung des Erwärm- und Übergabeprozesses
Für die Übergabe des zusammenhängenden Preforms an den Ofen wird ein Linear-
handling mit einer geschätzten elektrischen Leistungsaufnahme von 10 kW im be-
wegten Zustand eingesetzt. Der darauf folgende Ofen, ein Paternostersystem (Fas-
sungsvermögen von max. 6 Bauteilen), wird im Durchlaufbetrieb mit einer elektri-
schen Leistungsaufnahme von ca. 20 kW angesetzt (Datenblatt HK). Die finale Über-
gabe des erwärmten Preforms an das Formwerkzeug erfolgt mittels eines am Robo-

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
124
ter angebrachten Matrix-Greifsystems. Der entsprechende Roboter wird wiederum
mit einer geschätzten elektrischen Leistungsaufnahme von 10 kW im bewegten Zu-
stand angesetzt. Die Rückführung der Ofengestelle erfolgt durch ein Fördersystem,
welches mit einer elektrischen Leistungsaufnahme von 1 kW angesetzt wird. Als
Grundlage gilt ein Fertigungszyklus von 60 Bauteilen/Stunde bei einer Wanddicke
von 2 – 2,5 mm. Während der Paternosterofen und das Förderband im Dauerbetrieb
sind, bewegen sich das Linearhandling und der Übergaberoboter jeweils nur 10 s pro
gefertigten Bauteil, d. h. 600 s pro Stunde . Der gesamte Energiebedarf pro Ferti-
gungsstunde beträgt 24,2 kWh bzw. 0,4 kWh pro Bauteil. Mit einem für Großkunden
üblichen Strompreis im Jahr 2012 von 0,12 € pro kWh, ergibt sich für jede laufende
Stunde ein Preis von 2,90 € beziehungsweise 0,048 € pro Bauteil (Tabelle 18).
Wird der Übergabeprozess des warmen Preforms an das Formwerkzeug durch einen
zusätzlichen im Matrix-Greifer integrierten Wärmeenergieeintrag, Infrarot mit einer
Leistung von 20 kW unterstützt, ergibt sich pro Fertigungsstunde ein Energiebedarf
von 28,2 kWh bzw. pro Bauteil von 0,47 kWh. Dies bedeutet umgerechnet einen Un-
kostenbeitrag von 3,38 € pro Stunde (Tabelle 19) bzw. pro Bauteil eine Umlage von
0,056 €:
Tabelle 18: Energiekosten konvektive Erwärmung
System elektrische Leistungs-aufnahme
reale Betriebszeit pro Stunde
stünd-licher
Energie- bedarf
Energie-kosten
pro Stunde
Linearhandling Legestation zu Ofen-gestell
10 kW 0,16 h 1,6 kWh 0,19 €
Paternosterofen 20 kW 1,00 h 20,0 kWh 2,40 €
Roboter: Handling Ofengestell zu Werkzeug (Matrix-Greifsystem)
10 kW 0,16 h 1,6 kWh 0,19 €
Förderband - Rücktransport Ofenge-stelle
1 kW 1,00 h 1,0 kWh 0,12 €
Summe Energieverbrauch/ Energie-kosten gesamt
-- -- 24,2 kWh 2,90 €
Energiekosten pro Bauteil bei Erfül-lung des Pressentaktes
-- -- 0,4 kWh 0,048 €

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
125
Tabelle 19: Energiekosten konvektive Erwärmung mit Infrarotunterstützung bei der Übergabe
an das Formwerkzeug
System elektrische Leistungs-aufnahme
reale Be-triebszeit
pro Stunde
stünd-licher
Energie- bedarf
Energie-kosten
pro Stunde
Linearhandling Legestation zu Ofen-gestell
10 kW 0,16 h 1,6 kWh 0,19 €
Paternosterofen 20 kW 1,00 h 20,0 kWh 2,40 €
Roboter: Handling Ofengestell zu Werkzeug (Matrix-Greifsystem)
10 kW 0,16 h 1,6 kWh 0,19 €
Förderband - Rücktransport Ofenge-stelle
1 kW 1,00 h 1,0 kWh 0,12 €
IR-Einheit (40 × 500W = 20 kW) im Matrix-Greifsystem
20 kW 0,20 h 4,0 kWh 0,48 €
Summe Energieverbrauch/ Energie-kosten gesamt
-- -- 28,2 kWh 3,38 €
Energiekosten pro Bauteil bei Erfül-lung des Pressentaktes
-- -- 0,47 kWh 0,056 €
Würde die Erwärmung mit konturangepassten Infrarotsystemen erfolgen, ergäben
sich sowohl hohe artikelspezifische Kosten, als auch hohe Energieverbräuche. Grund
hierfür sind die notwendigen, an die dreidimensionale Geometrie angepassten Strah-
ler. Zudem kann je Aufwärmzyklus, anders als beim Paternosterofen, lediglich ein
Bauteil in diesem speziell angepassten System erwärmt werden. Demnach müssen,
um den Takt der Presse zu erreichen, mehrere Infrarotsysteme parallel arbeiten. Die
Energiekosten summieren sich entsprechend. Anders würde die Betrachtung bei
ebenen, zweidimensionalen Geometrien aussehen. Hier ergibt sich eine größere Fle-
xibilität, da das Infrarotsystem nicht an eine spezielle Bauteilkontur angepasst wer-
den muss.
Für die Erwärmung der thermoplastischen Preforms wurde in Versuchen eine not-
wendige Leistung bei beidseitiger Erwärmung von je 15 kW/m² ermittelt. Bei einer
abgewickelten Bauteilfläche von 0,74 m² ergibt sich somit eine benötigte Gesamtleis-
tung der Infrarotstation von 22 kW. Die benötigte Zykluszeit beläuft sich auf 153 s pro
Bauteil ohne Berücksichtigung der Handling-Zeit. Der Pressentakt von 60 s pro Bau-
teil kann allein mit einer Station nicht bedient werden. Unter Berücksichtigung der
Handling-Zeiten wäre eine Verdreifachung der Station erforderlich. Die Energiekos-

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
126
ten pro Bauteil würden sich unter Berücksichtigung der Handling-Zeit auf 0,13 €
summieren. Die Energieverbräuche würden sich mehr als verdoppeln.
Tabelle 20: Energiekosten Infrarot-Erwärmung
System elektrische Leistungs-aufnahme
reale Be-triebszeit
pro Stunde
stünd-licher
Energie- bedarf
Energie-kosten
pro Stunde
Handling Roboter: Aufnahme des kalten Preform
20 kW 0,055 h 1,1 kWh 0,13 €
IR-Leistung (beidseitig ca. 11 kW) 22 kW 0,88 h 19,4 kWh 2,32 €
Handling Roboter: Übergabe des warmen Teils
20 kW 0,055 h 1,1 kWh 0,13 €
Summe Energiever-brauch/Energiekosten gesamt pro
Station -- -- 21,6 kWh 2,58 €
Summe Energieverbrauch/ Energiekosten gesamt für drei Statio-
nen -- -- 64,8 kWh 7,74 €
Energiekosten pro Bauteil bei Erfül-lung des Pressentaktes
-- -- 1,08 kWh 0,13 €
Fazit:
Die konvektive Erwärmung in einem Umluft-Paternosterofen ist bei vorliegender drei-
dimensionaler Geometrie wirtschaftlich und ermöglicht im vorliegenden Fall zudem
die Einhaltung eines Pressentaktes von 60 Sekunden für Bauteile mit Wanddicken
bis zu 3 mm. Durch die parallele Erwärmung mehrerer Bauteile im Ofen sind der
Energiebedarf pro Bauteil und damit die Energiekosten gering. Andere Systeme, wie
beispielsweise die Erwärmung mittels konturgebundener Infrarotsysteme, können
dies nicht erfüllen. Grund hierfür ist zum einen, dass zum Erreichen des Pressentak-
tes mehrere Systeme parallel arbeiten müssen. Zum anderen verursacht die Erwär-
mung mittels Infrarot durch die notwendige Verdreifachung der Stationen höhere
Energiebedarfe und damit Energiekosten. Bei ebenen, zweidimensionalen Bauteilen
muss diese Betrachtung neu überdacht werden. Hier sind IR-Systeme, da sie nicht
an die Kontur angepasst werden müssen, die wahrscheinlich günstigere Alternative
mit gleichzeitig höherer Flexibilität.

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
127
5.7 Konsolidierung und Funktionalisierung
Der Prozessschritt des Konsolidierens und Funktionalisierens erwärmter zusammen-
hängender thermoplastischer Preforms rundet den ULTRALITEC®-Prozess ab.
Zur Validierung der benötigten Konsolidierungsdrücke werden Zug-Scher-Versuche
an Probekörpern entsprechend DIN 65148 durchgeführt. Die dafür notwendigen Plat-
ten werden in einer Heißpresse liegend aufgeheizt, nachfolgend abgekühlt und bei
definierten Temperaturen durch Aufbringung definierter Drücke konsolidiert. Die Fa-
sern sind unidirektional in Zugrichtung ausgerichtet. Abbildung 109 zeigt schematisch
den Probenaufbau.
Abbildung 109: Probekörpergeometrie für Zug-Scher-Versuche nach DIN 65148
Die im Probekörper befindlichen Zwischenräume werden mittels innenliegender Alu-
miniumeinleger realisiert, welche nach der Platten-Herstellung entnommen werden.
Während der Untersuchung wird der sich überlappende Probenbereich in den Zwi-
schenräumen getestet. Die Belastung entspricht einer Schubbelastung. Ergebnisse
der Untersuchung zeigt Abbildung 110.
Die ermittelte interlaminare Schubfestigkeit ist auf der y-Achse aufgetragen. Auf der
x-Achse sind die dazugehörigen Pressparameter, Werkzeuginnendrücke und Tempe-
raturen, aufgetragen. Dabei stellen sich bei:
a) einer Presstemperatur von 110 °C und einem Pressdruck von 5 bar,
b) einer Presstemperatur von 150 °C und einem Pressdruck von 20 bar,
c) einer Presstemperatur von 130 °C und einem Pressdruck von 1 bar,
d) bei Presstemperaturen von 170 °C

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
128
im Vergleich niedrige Mittelwerte der interlaminaren Schubfestigkeit ein.
Abbildung 110: Prozessfenster Konsolidierung [79]
Dieser Zusammenhang erklärt sich bei Betrachtung der Rekristallisationseffekte des
Matrixmaterials (Kapitel 5.6.1). Demnach beginnt die Keimbildung im schmelzflüssi-
gem PP beim Unterschreiten der Kristallisationstemperaturtemperatur von 165 °C
[45]. Eine Umformung des Polypropylens ist bis zu einer Temperatur von ca. 127 °C
möglich [96]. Danach ist die Rekristallisation abgeschlossen. Bei einer Temperatur
von 110 °C (a) ist das Material bereits erstarrt und die Kristallbildung abgeschlossen.
Bei einer Temperatur von 170 °C (d) hat die Keimbildung noch nicht begonnen. Das
Matrixmaterial kann unter Druckeinwirkung frei fließen. Es kommt zu Faserverschie-
bungen in der Verbindungsstelle. Die Fasern liegen in Prüfrichtung onduliert vor. Es
kommt zum Abfall der interlaminaren Schubfestigkeit. Bei einer Temperatur von
150 °C (b) hat die Keimbildung bereits eingesetzt. Kristallisationskeime befinden sich
im Wachstum, der Gesamtprozess der Kristallisation ist noch nicht abgeschlossen.
Die Matrix lässt sich unter Druck konsolidieren. Auf Grund des vergleichbar hohen
0
2
4
6
8
10
12
14
16
18
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
Inte
rla
min
are
Sc
hu
bfe
sti
gke
it in
MP
a
110 °C 130 °C 150 °C 170 °C
5 bar 1 bar 5 bar 10 bar 15 bar 20 bar 50 bar 5 bar 10 bar 15 bar 20 bar 5 bar 10 bar 15 bar 20 bar 5 1 5 10 15 20 50 5 10 15 20 5 10 15 20
Druck in bar
110 °C 130 °C 150 °C 170 °C

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
129
Druckes von 20 bar und des noch nicht abgeschlossenen Rekristallisationsprozesses
kommt es im Vergleich zu den geringeren Drücken von 5 bar, 10 bar und 15 bar zu
einem stärkeren Fließen im Material und damit zu Ondulationen der Fasern analog
d). Bei einer Temperatur von 130 °C (c) ist die Rekristallisation nahezu abgeschlos-
sen. Spärolithische Strukturen sind nahezu komplett ausgebildet. Das Material lässt
sich unter Druck > 5 bar fügen. Darunterliegende Drücke sind für eine Konsolidierung
nicht mehr ausreichend. Ursächlich hierfür ist, dass der Pressdruck nicht ausreicht,
um die Matrix zu konsolidieren. Erst höhere Drücke ermöglichen ein Abgleiten der
Polymerketten aneinander. Dies führt in der Folge zu einer ausreichenden Konsoli-
dierung des Verbundes (vgl. Kapitel 5.6.1).
Das Fazit daraus lautet, dass die Temperatur während der Verarbeitung des thermo-
plastischen Preforms nicht unter 130 °C sinken bzw. 160°C nicht überschreiten darf.
Zudem sind Werkzeuginnendrücke von 5 – 15 bar senkrecht zur Fläche für eine aus-
reichende Material-Konsolidierung zu gewährleisten. Dies ist durch die Prozess- und
Anlagentechnik sicherzustellen.
Abbildung 111: Abkühlverhalten der PP-Matrix [97]
Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
130
5.7.1 Maschinentechnische Voraussetzungen
Die für die Bauteilherstellung nach dem ULTRALITEC®-Verfahren in Frage kommen-
de Maschine sollte über hohe Schließ- und Prägegeschwindigkeiten verfügen. Darü-
ber hinaus sollte die Maschine über eine vertikale Schließeinheit mit hohem Öff-
nungsmaß verfügen. Ein derartiger Aufbau erlaubt das direkte Einlegen des warmen
Preforms in die Presse und das anschließende schnelle Schließen dieser. Das Aus-
kühlen des Materials wird verhindert, eine optimale Konsolidierung wird ermöglicht.
Folgende Mindestanforderungen müssen maschinenseitig erfüllt werden:
Eine Prägegeschwindigkeit mindestens 20 mm/s, um ein Auskühlen des
Preforms vor der Konsolidierung zu vermeiden.
Eine Öffnungs- und Schließgeschwindigkeit mindestens 400 mm/s, um einer-
seits eine Wirtschaftlichkeit des Prozesses zu gewährleisten und andererseits
ein Auskühlen des Preforms zu verhindern.
Prägegenauigkeit mindestens 0,4 mm bei 20 mm/s über 1000 mm, um den
Toleranzvorgaben einer automobilen Serienproduktion gerecht zu werden.
5.7.2 Werkzeugtechnische Voraussetzungen
Die Anforderungen an die Werkzeugtechnik sind hoch. So muss eine ausreichende
Materialkonsolidierung in allen Bereichen des Bauteils gewährleistet werden, ohne
das Material zu stark zu quetschen und damit ein Fließen der thermoplastischen Mat-
rix sowie Faserverschiebungen in der Folge zu verursachen. Zudem darf bei Injektion
des langfaserverstärkten Materials kein zusätzlicher Druck auf das bereits konsoli-
dierte, endlosfaserverstärkte Material aufgebracht werden. Zusätzlich eingebrachter
Druck hätte ggf. ein Fließen der Matrix mit nachfolgender Faserverschiebung bzw.
bei Überschreitung der Druckfestigkeit eine Zerstörung der Fasern zur Folge.
Im Falle des Demonstratorbauteils ist das Werkzeug so ausgelegt, dass das endlos-
faserverstärkte Material im Wannenboden und der Rückwand sowie im Bereich der
vorderen Rundung mit einer Entformschräge von 15° in Auf-Zu-Richtung konsolidiert

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
131
wird. Der Prägevorgang ist kraftgeregelt. Während des Prägens aufgebrachte Drücke
werden mittels im Werkzeug integrierter Sensoren überwacht. Parallel mit Start des
Prägevorgangs beginnt sich der seitliche Kernzug (Abbildung 112 – (1)) zu bewegen.
Die Druckplatten (2) sorgen für das gleichmäßige Vorfahren des Schiebers (3). Das
endlosfaserverstärkte Material im seitlichen Bereich der Wanne wird konsolidiert. Die
Schieberbewegung endet, sobald der Endschalter erreicht ist. Schieberelemente
werden mechanisch in ihrer Position verriegelt. Dies verhindert das weitere Anpres-
sen der Schieber an das endlosfaserverstärkte Material mit Start des Injektionsvor-
gangs (Funktionalisierung). Dieser startet nach abgeschlossenem Prägevorgang und
erfolgtem Schließkraftaufbau.
Das Werkzeug erlaubt eine Temperierung der Formhälfte im Bereich von Raumtem-
peratur bis 130°C. Im Falle des verwendeten PP-GF60 Materials wurde die Werk-
zeugtemperatur auf 60 °C eingestellt.
Abbildung 112: Werkzeug Demonstratorbauteil (links: Auswerferseite, rechts: Düsenseite)
5.8 Zusammenfassung
Das ULTRALITEC®-Verfahren ist ein innovatives Fertigungsverfahren für endlosfa-
serverstärkte Bauteile. Ausgangsmaterial für dieses Verfahren sind UD-Tapes, wel-
che für den weiteren Verarbeitungsprozess als doppellagiges Materialien (0°/90°
oder andere Winkeleinstellungen) zur Verfügung gestellt werden. Diese werden au-
Kernzug (1) Schieber (3)
Druckplatte (2)

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
132
tomatisiert zugeschnitten, entsprechend der benötigten Endkontur verformt und ge-
mäß Plybook dreidimensional auf einem Legekern aufgebaut und partiell thermisch
zueinander fixiert. Das auf diese Weise hergestellte, zusammenhängende, endkon-
turnahe Preform wird im darauf folgenden Schritt über Schmelztemperatur des Mat-
rixmaterials erwärmt und anschließend mit einem 3D Matrixgreifsystem an das
Presswerkzeug übergeben. In diesem folgt final die Endkonturgebung durch Form-
pressen mit integriertem Spritzguss. Dieser Prozess erfordert, um Fließvorgänge zu
vermeiden, Ausgangsmaterialien mit homogenen Wanddicken- und Fasergewichts-
verteilungen. Eine Nichterfüllung dieser Kriterien führt zu unerwünschten Fließvor-
gängen und hat eine schlechtere Mechanik des Endbauteils zur Folge. Darüber hin-
aus würden auf den Tapes befindliche Fremdstoffe die Bauteilmechanik schwächen.
Daher eignen sich für den Materialzuschnitt solche Verfahren, bei denen keine
Fremdstoffe eingebracht werden. Dies sind Verfahren wie der Laserzuschnitt, der
Zuschnitt mittels rotierender oder ziehender Messer sowie das Stanzen. Über den
Einsatz der verschiedenen Verfahren entscheidet vor allem die geforderte Stückzahl.
Weiteren Einfluss auf die Bauteilmechanik haben der Aufbau des dreidimensionalen
Preforms sowie die geometriebedingten Bauteilradien. Untersuchungen an Zugpro-
ben haben gezeigt, dass Überlappungen und stumpfe Stoßstellen beim Aufbau zu
vermeiden sind (Abbildung 88, Kapitel 5.4). Beide schwächen die Bauteilmechanik.
Erstere durch eintretende Fließvorgänge und letztere durch die an einer Stelle lie-
genden Fehlstellen. Einen guten Kompromiss hingegen stellen folgende Aufbauten
dar:
der sogenannte Ziegelsteinaufbau (Probe (3)): Entsprechend einer gemauer-
ten Wand treten in jeder zweiten Lage sich wiederholende Stoßstellen auf. Der
Verbund zeigt im Vergleich zu einer Probe ohne jegliche Faserunterbrechung
eine um 11,5 % verringerte Steifigkeit, aber eine um 60 % verringerte Festig-
keit.
der Schrägstoß-Aufbau (Probe (2)). Dabei verlaufen Stoßstellen quer durchs
Bauteil. Stöße in einer Linie treten nicht auf. Der Verbund zeigt im Vergleich

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
133
zu einer Probe ohne jegliche Faserunterbrechung eine um 13,5 % verringerte
Steifigkeit und Festigkeit (Abbildung 89, Kapitel 5.4).
Bezogen auf die Bauteilauslegung bedeutet dies, dass der Aufbau je nach Anforde-
rung an die Festigkeit bzw. Steifigkeit individuell festgelegt werden muss. Prozess-
technisch bzw. kalkulatorisch ist zu beachten, dass bei Verwendung des Aufbaus (3)
deutlich mehr Gleichteile zum Einsatz kommen. Die Zuschnitt-Geometrie jeder zwei-
ten Lage ist gleich. Aufbau (2) hingegen erfordert auf Grund des schräg laufenden
Stoßes individuelle Zuschnitte in jeder Lage. Letzteres bedeutet die Bereitstellung
größerer Magazin-Tische und damit größerer Konfektionsräume.
Zudem sind bei der Verwendung von Glasfasern Bauteilradien kleiner 4 mm kon-
struktiv zu vermeiden. Diese hätten Faserbrüche und damit eine geringere Bauteil-
mechanik zur Folge.
Für die Erwärmung der zusammenhängenden Preforms empfiehlt sich ein Paternos-
ter-Umlaufofen. Die konvektive Erwärmung hat sich in Vorversuchen als besonders
effizient herausgestellt, da sie eine gleichmäßige Erwärmung bei vergleichsweise
geringen Energieverbräuchen im Paternoster-System gewährleistet. Grund ist vor
allem das große Fassungsvermögen dieses Systems. Zur Abschätzung der konvekti-
ven Preform-Erwärmung in Abhängigkeit der Zeit konnte zudem aufgezeigt werden,
dass ein in der Literatur bekannter Ansatz zur Berechnung des konvektiven Erwär-
mungsverhaltens an ebenen Gegenständen mit beidseitiger Konvektion den vorlie-
genden Erwärmungsfall mit gegebenen Randbedingungen und vereinfachten An-
nahmen gut abbildet. Die maximale Abweichung in der Mitte des Preforms beträgt
9 %, in den Außenlagen 11 % (Abbildung 107, Kapitel 5.6.4).
Zur Weitergabe des erwärmten thermoplastischen Preforms an die Presse können je
nach Bauteilwandstärke Matrixgreifer mit Niederdruckflächensaugern oder Nadel-
Elementen zum Einsatz kommen. Erstere haben sich bei Preform-Wanddicken bis
3 mm bewährt, letztere bei darüber liegenden. Die bei diesem Verfahren zum Form-
pressen der Bauteile benötigten Konsolidierungsdrücke belaufen sich auf 10 – 20 bar

Übertragung der Ergebnisse in ein großserientaugliches Fertigungsverfahren
__________________________________________________________________________________________
___________________________________________________________________________
134
senkrecht zur Fläche. Die Temperatur des Preforms darf während der Verarbeitung
nicht unter die Rekristallisationstemperatur des Matrixmaterials von 127 °C fallen und
eine maximale Temperatur von 160 °C nicht überschreiten. Die Funktionalisierung
mit langglasfaserverstärktem Spritzgussmaterial läuft bei Spritzdrücken von ca.
450 bar.
Die Bauteilherstellung nach dem ULTRALITEC®-Verfahren erfordert neben einer
schnell schließenden Vertikalpresse eine präzise abgestimmte Werkzeugtechnik. So
muss das Preform an allen Stellen gleichmäßig konsolidiert werden, ohne das Mate-
rial zu stark zu quetschen und damit ein Fließen der Matrix zu verursachen. Verhin-
dert werden kann dies durch spezielle Schiebermechaniken.

Zusammenfassung
___________________________________________________________________________
___________________________________________________________________________
135
6 Zusammenfassung
Die vorliegende Arbeit befasst sich mit der Validierung und Einordnung eines neuar-
tigen Formpressverfahrens für endlosfaserverstärkte thermoplastische Kunststoffe.
Basismaterial sind UD-Tapes mit Polypropylen-Matrix und Glasfaser als Verstär-
kungskomponente. Ausgehend von diesem Material erfolgen der Zuschnitt und der
anschließende schichtweise, lastgerechte, dreidimensionale Preform-Aufbau. Aus
der Schichtanzahl einzelner Patches lässt sich nährungsweise die Endwandstärke
des Bauteils bestimmen. Die Verbindung einzelner Schichten zueinander erfolgt mit-
tels Laser oder Ultraschall. Ein auf diese Weise hergestelltes Preform wird in einem
nächsten Schritt in einem Umluftofen auf Konsolidierungstemperatur erwärmt und
anschließend mittels Matrixgreifsystem in das Formwerkzeug übersetzt. In diesem
erfolgt die Konsolidierung und gegebenenfalls Funktionalisierung des Preforms. Ziel
dieser Arbeit war die Einordnung der Technologie in das Umfeld thermoplastischer
FKV sowie die Realisierung einer bestmöglichen Mechanik im Endbauteil. Im Ver-
gleich zu heute üblichen Stahlanwendungen sollte durch Substitution des Werkstof-
fes das Bauteilgewicht bei gleichem Energieabsorptionsvermögen um mehr als die
Hälfte reduziert werden. Eine wirtschaftliche Arbeitsweise und geringe Zykluszeiten,
vergleichbar mit denen eines Spritzgussprozesses von 60 Sekunden pro Bauteil bei
Bauteilwanddicken bis zu 3 mm, sollten gewährleistet sein.
Die Validierung dieses Verfahrens erfolgte in mehreren Stufen. Anhand ebener Pro-
bekörper und eines Hutprofils wurden zunächst die ansteigenden mechanischen
Kennwerte unidirektionaler endlosfaserverstärkter thermoplastischer Systeme im
Vergleich zu wirrfaser- und gewebeverstärkten Systemen nachgewiesen. Der Nach-
weis der mechanischen Belastbarkeit schichtweise, lastgerecht, dreidimensional auf-
gebauter Preforms erfolgt final an einer nächst-komplexeren Geometrie, einem Py-
ramidenstumpf, hergestellt aus verschiedenen thermoplastischen Verbundmaterialien
nach unterschiedlichen Verfahren, sowie mit unterschiedlichen Aufbauten. Vergli-
chen werden in quasi-dynamischen Crashprüfungen ermittelte Kraftmaxima und
Energieabsorptionen der Bauteile. In diesen Untersuchungen hat sich herausgestellt,

Zusammenfassung
___________________________________________________________________________
___________________________________________________________________________
136
dass schichtweise, lastgerechte, dreidimensional aufgebaute Systeme gegenüber
Metallen und den im Benchmark herangezogenen thermoplastischen Verbundwerk-
stoffen vor allem den Vorteil der hohen gleichmäßigen Energieaufnahme über einen
langen Eindringweg zeigen. Dabei ist das Gewicht quasiisotrop aufgebauter Systeme
bei gleichem Energieabsorptionsvermögen ca. 60 % geringer, als bei einem Stahl-
bauteil. Zudem hält die Struktur, ähnlich vergleichbarer Stahlaufbauten, auch nach
der Untersuchung zusammen. Übertragen auf reale Bauteilanwendungen stehen
nach diesen Verfahren hergestellte Bauteile für einen guten Erhalt des Intrusions-
raums im Crashfall. Besonders relevant ist dies zum Schutz der Fahrzeuginsassen.
Dreidimensionale Probekörper, hergestellt durch Umformung zweidimensionaler La-
minate, zeigen hingegen ein ähnlich hohes Energieabsorptionsvermögen, wie die
aus schichtweise, lastgerecht, dreidimensional hergestellten Aufbauten. Der Nachteil
zeigt sich jedoch im Versagens-Bild. Die Struktur reißt während der Untersuchung an
der schwächsten Stelle, der matrixreichen Verbindungsnaht, auf (Abbildung 113). Ein
Strukturzusammenhalt ist nicht gegeben.
Das Verfahren des schichtweise, lastgerecht, dreidimensionalen Aufbaus mit späte-
rer Verarbeitung ist heute unter dem Namen ULTRALITEC® bekannt. Besondere
Herausforderungen stellen aus heutiger Sicht die intrinsischen Eigenschaften kom-
merziell erhältlicher Tape-Qualitäten dar. Hier zeigen einzelne Materialien neben
Abbildung 113: Vergleich der Versagenbilder schichtweise, lastgerecht, dreidimensional auf-
gebauter Laminate mit denen zweidimensionaler Laminat-Aufbauten
Zusammenfassung
___________________________________________________________________________
___________________________________________________________________________
137
stark schwankenden Faservolumengehalten, stark schwankende Tapedicken. Beides
würde bei der Verarbeitung im Prozess zu unterschiedlichen Preform-Wanddicken
und in der Folge zum Fließen im Bauteil führen. Folge wären Einbußen in der Bau-
teilqualität. Gelöst sind hingegen Fragestellungen zum Aufbau schichtweise, lastge-
recht, dreidimensionaler Preforms, zur Erwärmung, zum Transport warmer Preforms
sowie zum Pressen. Untersuchungen haben gezeigt, dass Preforms, aufgebaut nach
dem Prinzip der Ziegelsteinmauer bzw. mit versetzten Stößen je Lage die besten Er-
gebnisse erzielen. Überlappungen wirken sich negativ auf den Prozess aus und sind
zu vermeiden. Spalte bis zu 5 mm sind hingegen zulässig. Zur Erwärmung der
Preforms empfiehlt sich der Einsatz energieeffizienter Paternoster-Umluftöfen. Diese
arbeiten, da mehrere Bauteile gleichzeitig erwärmt werden, im Vergleich zu kontur-
gebundenen infrarotgestützten Systemen wirtschaftlich und sind zudem in der Lage
das Preform in einer attraktiven Zeit von ca. 60 Sekunden pro Bauteil homogen zu
erwärmen [98]. Der nach Erwärmung folgende Transport kann bei dünnwandigen
Systemen bis 3 mm mit Niederdruckflächensaugern erfolgen. Bei größeren Wanddi-
cken empfehlen sich Nadelgreifer bzw. Kombinationen aus beiden Systemen. Der
finale Schritt des Formpressens erfolgt mit Drücken von 10 – 50 bar senkrecht zur
Fläche und bei Preform-Temperaturen von mindestens 130 °C. Darunter ist eine
Konsolidierung nicht mehr möglich, da die Rekristallisationstemperatur des Materials
unterschritten ist. Bei darüber liegenden Drücken und Temperaturen über 150 °C
kommt es zum verstärkten Fließen der Matrix. Werkzeugaufbauten und Presstechni-
ken müssen für die Anwendung speziell angepasst sein. Sofern diese Voraussetzun-
gen berücksichtigt werden, ist eine Bauteilherstellung im Takt herkömmlicher LFT-
Anwendungen von 60 Sekunden pro Bauteil bei Wanddicken bis 3 mm möglich.

Ausblick
__________________________________________________________________________________________
___________________________________________________________________________
138
7 Ausblick
Bisherige Anwendungsmöglichkeiten für dieses Verfahren wurden bisher lediglich für
den Automotivebereich betrachtet. Weitere Einsatzmöglichkeiten z. B. in der Luft-
und Raumfahrt sowie in der Windkraftindustrie sind zu validieren.
Die Wirtschaftlichkeit des Verfahrens ist gegenüber bereits im Markt etablierter Ver-
fahren zu beweisen. Als zeitaufwendig erweist sich vor allem der Schritt des
schichtweisen, lastgerechten, dreidimensionalen Aufbaus thermoplastischer
Preforms. Diese Technologie ist vor allem den umformenden Verfahren gegenüber-
zustellen und bezüglich der Einsatzbereiche zu bewerten.
Auf Grund der schwankenden Qualität heute am Markt erhältlicher thermoplastischer
UD-Tapes, ist die Ermittlung von Toleranzgrenzen erforderlich. Hierzu müssen der
obere und untere Vertrauensbereich von Energieabsorbtions- und Kraftmaxima er-
mittelt werden. Die notwendigen Referenzmessungen könnten an Materialien mit
niedrigerem und höherem Faservolumengehalt durchgeführt werden.

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
139
8 Quellenangaben
[1] Dr. Claus Dallner u.a.; „Werkstoffe für die Zukunft der Leichtbaus“; in
der Fachzeitschrift Kunststoffe; Ausgabe 3/2012; Seiten 60 – 67
[2] Jürgen Selig, Alexander Radeck; „Mehr Potential für Leichtbau“; in der
Fachzeitschrift Kunststoffe; Ausgabe 3/2012; Seiten 68 – 70
[3] Dr. Michael Henningsen; „Matrixsysteme für den Leichtbau der Zu-
kunft“; in der Fachzeitschrift leightweight design; Ausgabe 4/2012; Sei-
ten 32 – 37
[4] NN; „EU erziehlt Abkommen über CO2-Emissionen von Autos [DE]“;
unter: www.euractiv.com/de/ver-kehr/eu-erzielt-abkommen-co2-emis-
sionen-autos/article-177693; abgerufen am 22.10.2010
[5] NN; „Autos und CO2 [DE]“; unter: www.euractiv.com/de/verkehr/autos-
und.co2-de-linksdissier-189192; abgerufen am 22.10.2010
[6] Dr. Michael Henningsen; „Matrixsysteme für den Leichtbau der Zu-
kunft“; in der Fachzeitschrift leightweight design; Ausgabe 4/2012; Sei-
ten 32 – 37
[7] Ralf Zimmol; „Kunststoffe im Automobil – Konzepte für kosten- und ge-
wichtsoptimierte Anwendung im Automobil“; VDI-Verlag GmbH Düssel-
dorf 2008
[8] Gottfried W. Ehrenstein; „Faserverbund-Kunststoffe: Werkstoffe – Ver-
arbeitung – Eigenschaften“; 2. völlig überarbeitete Auflage; Carl Hanser
Verlag München Wien 2006
[9] Flemming, Ziegmann, Roth; Faserverbundbauweisen: „Halbzeuge und
Bauweisen“; Springer-Verlag Berlin Heidelberg 1996
[10] Helmut Schürmann; „Konstruieren mit Faser-Kunststoff-Verbunden“;
Springer-Verlag Berlin Heidelberg 2007
[11] Eva Bittmann, „Duroplaste und FKV“; der Fachzeitschrift Kunststoffe;
Ausgabe 10/2010; Seiten 162 – 164

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
140
[12] F. Henning; „Verfahrensentwicklung für lang- und endlosfaserverstärkte
thermoplastische Sandwich-Bauteile mit geschlossenem Werkstoff-
Kreislauf“; Dissertation an der Universität Stuttgart 2001
[13] Baur, Brinkmann u.a.; „Saechtling Kunststoff-Taschenbuch“; Carl Han-
ser Verlag München 2007
[14] Flemming, Ziegmann, Roth; „Faserverbundbauweisen: Fasern und Mat-
rices“; Springer-Verlag Berlin Heidelberg 1995
[15] Grellmann, Seidler; „Kunststoffprüfung“; Hanser Verlag München Wien
2005
[16] Henninger; „Beitrag zur Entwicklung neuartiger Fertigungsverfahren zur
Herstellung von Bauteilen aus kontinuierlich faserverstärkten Thermo-
plasten“; Dissertation an der TU Kaiserslautern 2005
[17] Zepf; „Faserverbundwerkstoffe mit thermoplastischer Matrix“, expert-
Verlag Renningen Malmsheim 1997
[18] M. Sakaguchi, A. Nakai et al; “The mechanical properties of unidirec-
tional thermoplastic composites manufactured by a micro-braiding tech-
nique”; Composite Science and Technology, 60: 717 – 722; 2000
[19] B. S. Yoon; S. H. Lee et al.; “Continous glass-fiber reinforced nylon 6 by
using a new impregnation die”; Polymer Composites, 18(5): 656 – 662 ;
1997
[20] Dr. Markus Henne, Manuel Müller; “reduction of process cycle time and
improvement of mechanical properties of composite parts manufactured
in RTM by application of GRILON MS binder yarn”; Sampe Europe –
30th International jubilee conference and forum; Paris 2009
[21] Prof. Dr. Markus Henne; Lukas Wielatt; „Beschleunigungen nicht nur im
Wildwasser“; in der Fachzeitschrift Kunststoffe; Ausgabe 3/2009, Seiten
2 – 6
[22] Dr. Ralph Lässig, Dr. Martin Einsenhut u.a.; „Serienproduktion von
hochfesten Faserverbundbauteilen – Perspektiven für den deutschen
Maschinen- und Anlagenbau“; Roland Berger Strategy Consultants;
September 2012

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
141
[23] P.K. Mallick, “Fiber-reinforced composites: materials – manufacturing
and design”; 3rd edition; CRC Press 2008
[24] Gottfried W. Ehrenstein; „Polymer-Werkstoffe: Struktur – Eigenschaften
– Anwendung“; 2. völlig überarbeitete Auflage; Carl Hanser Verlag
München Wien 1999
[25] Gunter Erhard, „Konstruieren mit Kunststoffen“; 4. Auflage; Hanser Ver-
lage München Wien 2008
[26] Manfred Neitzel, Peter Mitschang; „Handbuch Verbundwerkstoffe:
Werkstoffe - Verarbeitung – Anwendung“; Carl Hanser Verlag München
Wien 2004
[27] R&G; „Faserverbundwerkstoffe: Neue Technologien – Neue Werkstof-
fe“; 3. aktualisierte Auflage; 2000/2001
[28] H. de Boer; “Shape optimization of reinforced products – Design
sensivity analysis”; PhD thesis TU Delft 2001
[29] Gordon, J.E.; “The New Science of Strong Materials”; Princeton Univer-
sity Press 1968
[30] Sanjay K. Mazumdar; “Composites Manufactoring: Materials, Product,
and Process Engineering”; CRC Press LLC 2002
[32] Prof. Dr. Paolo Ermanni; „Composite Technologien – Skript zur Vorle-
sung 151-0307-00L“; Version 4.0; ETH Zürich August 2007
[33] Schmachtenberg, Menges, Michaeli u.a.; „Werkstoffkunde Kunststoffe“;
6. Auflage; Carl Hanser Verlag München Wien 2011
[34] Michaeli, Wegner; „Einführung in die Technologie der Faserverbund-
werkstoffe“, Hanser Fachbuchverlag 1990
[35] B. J. R. Scholtens, J.C. Brackman; “Influence of the film former on fi-
bre.matrix adhension and mechanical properties of glass-fibre rein-
forced thermoplastics”; Journal of Adhension, 52: 115-129; 1995
[36] G.H. Michler; „Kunststoff-Mikromechanik“; Carl Hanser Verlag München
Wien 1992

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
142
[37] M. Schemme; „Technologie der Langfaserverstärkten Thermoplaste
(LFT) – Entwicklungsstand und Perspektiven“; SKZ Seminar; Würzburg
2010
[38] A. Wöginger; „Prozesstechnologien zur Herstellung kontinuierlich faser-
verstärkter thermoplastischer Halbzeuge“; Dissertation an der Techni-
sche Universität Kaiserslautern 2005
[39] Michaeli, Huybrechts, Wegener; „Dimensionieren mit Faserverbund-
kunststoffen – Einführung und praktische Hilfen“; Carl Hanser Verlag
München 1994
[40] AVK-Industrievereinigung; „Handbuch Faserverbundwerkstoffe: Grund-
lagen, Verarbeitung, Anwendung“; 3. völlig überarbeitete Auflage; Vie-
weg + Teubner Wiesbaden 2010
[41] A. C. Long, “Composite forming technologies”; CRC Press –LLC 2007
[42] Ottokar Seycek; „Faserverstärkte Kunststoffe: Ausgangsmaterialien,
Verarbeitungsverfahren und Anwendungsbeispiele“; Schriftenreihe des
Wirtschaftförderungsinstitut Wien 1994
[43] Dieffenbacher; „COMPRESS PLUS – Energiesparende Pressengenera-
tion“, Flyer Juli 2013
[44] Quadrant Plastic Composite AG; „Technisches Datenblatt E100F50-M1
(GMT)“; Lenzburg 17.06.2009
[45] Borealis; „Technischesn Datenblatt Polypropylene BJ100HP –
Polypropylene Copolymer“; 02.09.2010
[46] NN, „Bei Leichtbau ein Innovationsschwergewicht“; unter:
www.leichtbau-technologie.de/innenraum/artikel-bei-leichtbau-ein-inno-
vationsschwerge wicht.html; abgerufen am 28.09.2011
[47] K Archiv; „Hochleistungsfähiger GMTex® von Quadrant Plastic schützt
SUVs von Mercedes mit Offroad-Sonderausstattung“; unter: www.k-
online.de/cipp/md_k/custum/pub/content,lang,1/oid,7344; abgerufen am
28.09.2011

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
143
[48] Quadrant; „GMTex®“; unter: www.quadrantplastics.com;
www.quadrantplastics.com/de/produkte/thermoplastische-verbundwerk-
stoffe/gmtex-R.html; abgerufen am 28.09.2011
[49] A. Radtke; „Steifigkeitsberechnung von diskontinuierlich faserverstärk-
ten Thermoplasten auf der Basis von Faserorientierungs- und Faser-
längenverteilungen“; Dissertation an der Universität Stuttgart 2008
[50] J. Eckhardt; „Untersuchungen zum Verformungs- und Versagens-
verhalten von LFT-D-GF/PP-Materialien“; Diplomarbeit an der Martin-
Luther-Universität Halle-Wittenberg 2003
[51] NN; „SpriForm: Kombination von Thermoplast-Spritzguss und Thermo-
formen kontinuierlich faserverstärkter Thermoplaste für
Crashelemente“; unter: http://www.produktionsforschung.de/verbund-
projekte/vp/index.htm?TF_ID=98&VP_ID=2232; abgerufen am
02.09.2011
[52] Fiberforge; “Manufactoring Process Solution”; unter:
www.fiberforge.com/thermoplastic-composites/manufacturing-pro-cess-
solution.php, abgerufen am 12.07.2012
[53] Anne Ross; “Tailored carbon fiber blanks set to move into steel stamp-
ing arena”; unter: www.compositesworld.com/articles/tailored-carbon-
fiber-blanks-set-to-move-into-steel-stamping-arena; abgerufen am
14.10.2010
[54] A. Jäschke; „Kunststoffe im Automobil - Funktioneller Leichtbau durch
Spritzformen (SpriForm)“; VDI-Verlag GmbH Düsseldorf 2011
[55] Simon Jesperson; “Methodology for Evaluating New High Volume
Composite Manufactoring Technologies”; Ph.D.Theses 2008
[56] Martin Schneebauer; „Effiziente Verarbeitungsverfahren für kunststoff-
basierte Hybridbauteile in der Großserie“; Vortrag im Rahmen Veran-
staltung thermocomp; Chemnitz 29.11.2011
[57] OCVTM Reinforcements; „product information Twintex® PP glass plates“;
2008

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
144
[58] Elekon; „typical properties of Plytron® GN638 T“; ohne Jahres- und
Ortsangabe
[59] E. Schmachtenberg, A. Al.Sheyyab u. a.; „Großserientauglichkeit: Ver-
fahren für die wirtschaftliche Herstellung komplexer Hochleistungsver-
bunde“; in der Fachzeitschrift Plastverarbeiter; Ausgabe 11/2007
[60] T. Müller; „Entwicklung eines Kunststoff/FVK Hybridbauteils: von der
Werkstoffcharakterisierung zur Werkstoffkonzipierung“; VDI Wissensfo-
rum Fürth 2007
[61] Prof. Dr.-Ing. D. Drummer; „Mechanisch tragende Leichtbaustrukturen
mit thermoplastischen Kunststoffe“; Erlanger-Bayreuther-Kunststofftage
2012
[62] R. Funck, M. Neitzel; “Improved thermoplastic tape winding using laser
or direct flame heating”; Composite Manufactoring, 6: 189-192; 1995
[63] P. Klein; “Winding of extruded thermoplastic tapes by using a hot air
heat source”; 5th International Conference: Flow Processes Composite
Materials 1999
[64] M. Würtele, E. Bürkle; „Beanspruchungsgerechte lokale Textilverstär-
kung durch hochproduktive Spritzgießtechnik“; Tagungshandbuch der
11. Internationalen AVK-Tagung 2008
[65] K. G. Durst; „Beitrag zur systematischen Bewertung der Eignung anisot-
roper Faserverbundwerkstoffe im Fahrzeugbau“; Dissertation an der
Universität Stuttgart 2008
[66] Monaghan, Brogan, Oosthuizen; „Heat transfer in an autoclave for pro-
cessing thermoplastic composites”; Composite Manufactoring, Vol. 2
NO 3/4; 1991
[67] J. L. Thomason, M. A. Vlug; “Influence of fiber lenght and concentration
on the properties of glass fiber-reinforced polypropylen, part 1 – tensile
and flexural modulus”; Composites Part A 27A, 1990
[68] Leif A. Carlson, R. Byron Pipes; „Hochleistungsfaserverbundwerkstof-
fe“; Vieweg + Teubner 1989

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
145
[69] Christof Ledermann; „Zusammenfassung der Laminattheorie“; Version
1.1; ETH Zürich Oktober 2005
[70] Lars Ulke u.a.; „Analytische Berechnung von Schichtverbunden“; Tech-
nische Universität Chemnitz ohne Jahresangabe
[71] P-D Glasseiden GmbH Oschatz, „Datenblatt Textilglasroving für LFT –
PP“, Oschatz 01.09.2008
[72] ZOLTEK; „Technical Datasheet Panex® 35 Continous“; St.Louis ohne
Jahresangabe
[73] Patentschrift DE 10 2010 013 131 A1; „Verfahren zur Herstellung von
endlosfaserverstärkten Formteilen aus thermoplatischen Kunststoff so-
wie Kraftfahrzeugformteil“; REHAU AG + Co.; Offenlegung 22.06.2011
[74] Prof. Dr.-Ing. Altstädt, Sonja Seidel u.a.; „Großserientauglicher Hoch-
leistungsleichtbau“; in der Fachzeitschrift Kunststoffe; Ausgabe 5/2012;
Seiten 53 – 58
[75] Dr.-Ing. Peter Michel, Dipl.-Ing. Sonja Seidel; „ULTRALITEC® – unidi-
rektionale thermoplastische Verbundwerkstoffe im Rahmen Jahreskon-
gresses Bayern Innovativ Ingolstadt 04.07.2012
[76] Dr.-Ing. habil. Peter Michel, Dipl.-Ing. Sonja Seidel u.a.; „Großserien-
tauglicher Hochleistungsleichtbau mit UD-Tapes“; in der Fachzeitschrift
leightweight design; Ausgabe 2/2012; Seiten 18 – 25
[77] Dipl.-Ing. S. Seidel, Dr.-Ing. A. Meichsner, Dipl.-Ing. H. Schulz; „Virtuelle
Auslegung endlosfaserverstärkter Bauteile“; Fachzeitschrift Konstrukti-
on; Ausgabe 4/2013, Seiten 81 – 82
[78] Wulfhorst; „Textile Fertigungsverfahren“; Carl Hanser Verlag München
Wien 1998
[79] Neue Materialien Bayreuth GmbH, „Prüfberichte mechanischer Unter-
suchungen“
[80] Dr.-Ing. Jörg Reiff-Stephan; „Greifer für biegeschlaffe Materialien – Uni-
verselle Lösung für unterschiedliche Anwendungen nicht in Sicht“; A&D
Kompendium 2005/2006

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
146
[81] Frank Szimmat; „Beitrag zum Vereinzeln biegeschlaffer Bauteile“;
Fraunhofer IRB Verlag 2007
[82] Weber, Alt, Muster; „Vorlesungen zur Wärmeübertragung – Teil 1:
Grundlagen“; Technische Universität Clausthal 2008
[83] Hans-Georg Elias; „Makromoleküle Band 2: Physikalische Strukturen
und Eigenschaften“; 6. vollständig überarbeitete Auflage; Viley VCH
Verlag GmbH Weinheim 2001
[84] Menges, Haberstroh, Michaeli, Schmachtenberg; „Werkstoffkunde
Kunststoffe“; 5. völlig überarbeitete Auflage; Carl Hanser Verlag Mün-
chen Wien 2002
[85] Gert Strobl; “The Physics of Polymers: Concept for Understanding their
Structures an Behavior”; 3rd edition; Springer Verlag Berlin Heidelberg
2007
[86] W. Minoshima, J. L. White, J.E. Spruiell; “Eyperimental investigations of
the influence of molecular weight distribution on melt spinning and
extrudate swell characteristics of polypropylene”; Polymer Science and
Engineering 1980
[87] A. Eckstein, J. Suhm, C. Friedrich et al.; “Determination of plateau
moduli and entanglement molecular weights of isotactic, sydiotactic and
atactic polypropylenes syhnthesized with metallocene catalysts”;
Macromulecules 31; 1998
[88] R. Hingmann, B. Marczinke; “Shear and elongational flow properties of
polypropylene melts”; Journal of Rheologie 38; 1994
[89] S.H. Wassermann, W. Graessley; “Prediction of linear viscoelastic re-
sponse for entagled polyolefin melt from molecular weight distribution”;
Polymer Engineering and Science 36; 1996
[90] G. R Zeichner, P. D. Patel; “A comprehensive evaluation of polypropyl-
ene melt rheology”; Proceedings of the 2nd World Conference of Chemi-
cal Engineering; Montreal 1981
[91] N.B. Hannay; “Treatise on solid state chemistry”; volume 3; Plenum
Press New York 1973

Quellenangaben
___________________________________________________________________________
___________________________________________________________________________
147
[92] P. Eyerer, T. Hirth, P. Elsner; „Polymer Engineering: Technologien und
Praxis“; Springer Verlag Heidelberg Berlin 2008
[93] F. Johannaber, W. Michaeli; „Handbuch Spritzgießen“; 2. Auflage; Carl
Hanser Verlag München 2004
[94] W. Beitz, K.-H. Grote; „Dubbel – Taschenbuch für den Maschinenbau“;
20.Auflage; Springer Verlage Berlin Heidelberg New York 2001
[95] NN; „VDI-Wärmeatlas“; 10., bearbeitete und erweiterte Auflage; Sprin-
ger Verlag Berlin Heidelberg 2006
[96] D. W. van Krevelen; “Crystallinity of Polymers and the Means to Influ-
ence the Crystallization Process”; Chimia 32(8), 1978
[97] Neitzel, Breuer; „Die Verarbeitungstechnik der Faser-Kunststoff-
Verbunde“; Carl Hanser Verlag München Wien 1997
[98] Prof.-Dr.-Ing. Volker Altstädt, Dr.-Ing. Andreas Spörrer, Dipl.-Ing. Ma-
thias Mühlbacher; „ULTRALITEC® - Hochleistungsleichtbau auf Basis
thermoplastischer UD-Tapes“; 16. Dresdener Leichtbausymposiums
06/2012
[99] NN; „Viskosität – Grundlagen“; unter: www.chemgapedia.de/vsengine
/vlu/vsc/de/ch/13/vlu/praktikum1/viskositaet.vlu/Page/vsc/de/ch/13/pc/pr
aktikum1/viskositaet/grundlagen.vscml.html; abgerufen am 11.01.2015

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
i
9 Anhang
9.1 Werte für die Steifigkeitsberechnung am Beispiel des PP-CF64
UD-Tapes
Werte PP-Matrix:
E-Modul: 1,3 GPa
Querkontraktionszahl: 0,34
Schubmodul: 0,49 GPa
Dichte: 0,904 g/cm³
Werte C-Faser:
E-Modul in Faserrichtung: 242000 GPa
Dichte: 1,81 g/cm³
Werte des FKV:
E-Modul in Faserrichtung: 115 GPa
Schubmodul ∥⏊: 0,35 GPa
Querkontraktionszahl ∥⏊ 0,31
Querkontraktionszahl ⏊∥ 0,07

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
ii
9.2 Herleitung Formel 11, Seite 117
Ausgehend von der Fourierschen Wärmeleitgleichung in allgemeiner Form:
(1)
Kann unter Voraussetzung konstanter Stoffwerte Formel (3) mit Formel (4) zu Formel
(5) vereinfacht werden:
(4)
(5)
Da die konvektive Erwärmung im speziellen Fall hauptsächlich in Dickenrichtung (x-
Richtung) des Materials eintritt (größte Fläche) und im System keine innere Wärme-
quelle vorhanden ist, kann Formel (5) vereinfacht werden:
(6)
Formel (5) beschreibt den Temperaturverlauf in der Platte parallel zur Wärmeein-
dringrichtung. Da die Probe während der Erwärmung auf einem Drahtgestell mit ge-
ringer Auflagefläche liegt, wird ein auf beiden Seiten gleicher Wärmeeintrag ange-
nommen. Es ergibt sich ein symmetrischer Temperaturverlauf über die Dicke:
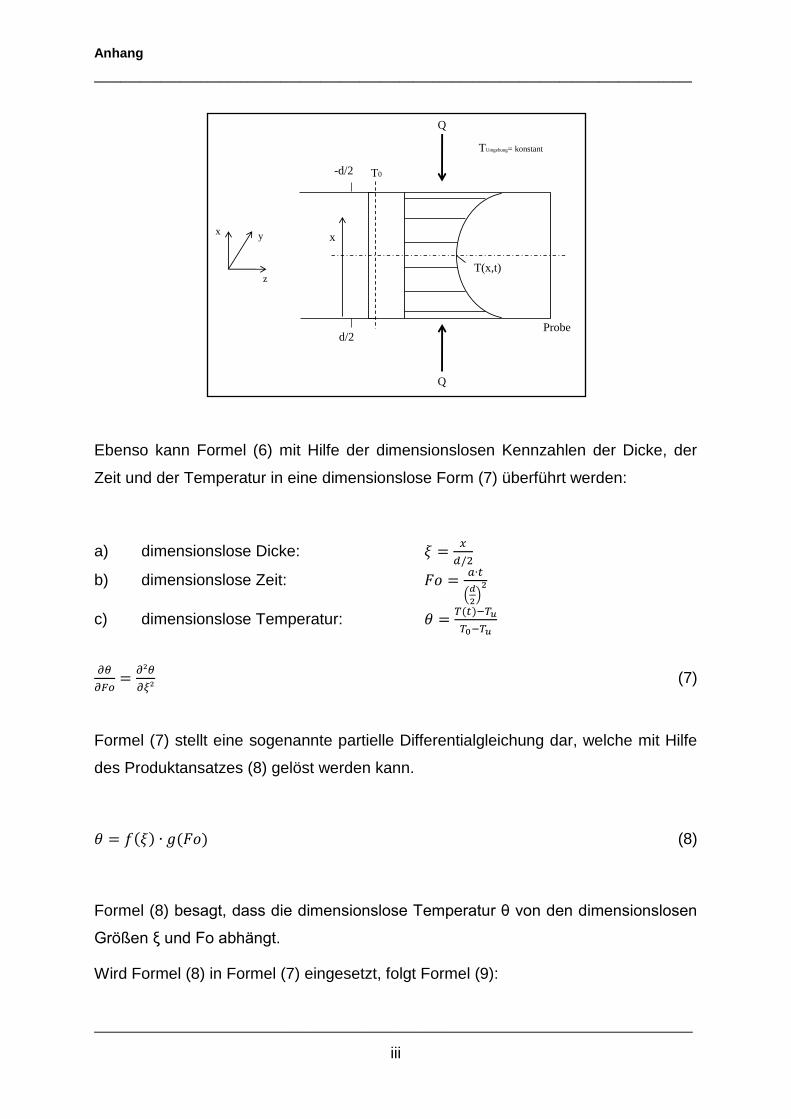
Anhang
__________________________________________________________________________________________
___________________________________________________________________________
iii
Ebenso kann Formel (6) mit Hilfe der dimensionslosen Kennzahlen der Dicke, der
Zeit und der Temperatur in eine dimensionslose Form (7) überführt werden:
a) dimensionslose Dicke:
b) dimensionslose Zeit:
c) dimensionslose Temperatur:
(7)
Formel (7) stellt eine sogenannte partielle Differentialgleichung dar, welche mit Hilfe
des Produktansatzes (8) gelöst werden kann.
(8)
Formel (8) besagt, dass die dimensionslose Temperatur θ von den dimensionslosen
Größen ξ und Fo abhängt.
Wird Formel (8) in Formel (7) eingesetzt, folgt Formel (9):
T0
Q
Q
TUmgebung= konstant
T(x,t)
x
z
y x
d/2
-d/2
Probe

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
iv
(9)
Diese kann für θ ≠ 0 wie folgt umgestellt werden:
(10)
Formel (10) zeigt, dass beide Seiten der Gleichung voneinander unabhängig, aber
dennoch gleich sind. Daraus folgt, dass die Werte konstant sind. Mit Anwendung des
Produktansatzes ergeben sich daher zwei gewöhnliche Differentialgleichungen, For-
mel (11.1) und (11.2):
(11.1)
und
(11.2)
mit beliebiger Integrationskonstante c.
Die Integrationskonstante kann c = 0 oder c ≠ 0 sein. Für beide Fälle ergeben sich
unterschiedliche Lösungen.
Mit c = 0 folgt:
(12.1)
und
(12.2)
mit c ≠ 0 folgt:
(12.3)

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
v
und
(12.4)
Mit diesen Lösungen (12.1) – (12.4) können folgende Teillösungen definieren wer-
den:
a) für den stationären (zeitunabhängigen) Fall:
(13)
b) weitere Teillösungen:
(14)
In den Formeln (13) und (14) sind die Konstanten B, C, D und c frei wählbar. Für den
Fall c ≠ 0 kommen demnach folgende Werte in Frage:
a) c = + q²
b) c = – q²
c) c = + i³ . q²
d) c = – i . q²
mit denen sich nach Formel (14) die folgenden Lösungen für θ ergeben:
(15.1)
(15.2)
(15.3)

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
vi
(15.4)
(15.5)
(15.6)
(15.7)
(15.8)
Die anzuwendende Lösung wird durch Betrachtung der Rand- und Übergangsbedin-
gungen ermittelt.
Da die Temperatur des Körpers bei endlicher Umgebungstemperatur jedoch nicht
gegen unendlich gehen kann, scheiden die Lösungen für θ1 und θ2 aus.
Die weiteren Lösungen können einfacher unterschieden werden, wenn die Gleichun-
gen (15.3) - (15.8) mittels der Eulerschen Beziehung transformiert werden. Diese
besagt:
(16)
Mittels Formel (16) können die Lösungen für θ3 und θ4 wie folgt dargestellt werden:
(17)
Wird Lösung (17) nun in die partielle Differentialgleichung (6) eingesetzt, folgt Formel
(18):

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
vii
(18)
Mit einer entsprechenden Transformation können Formeln (15.5)-(15.8) dargestellt
werden.
Formel (18) hingegen beschreibt den für die durchgeführten Versuche zutreffenden
Fall. Da diese Gleichung einen zeitabhängigen Exponentialtherm enthält, stellt sich
die Temperatur T an einem festen Ort ξ immer auf einen Grenzwert ein. In einem
solchen Fall muss neben der Lösung für den stationären Fall ebenso die in Formel
(18) beschriebene Zeitabhängigkeit berücksichtigt werden. Werden die Formeln (18)
und (13) vereint folgt Formel (19):
(19)
B, C1, C und D sind beliebige Konstanten, welche sich durch Betrachtung der Um-
gebungs- und Randbedingungen ergeben:
Im vorliegenden Fall liegt eine symmetrische Erwärmung und damit ein symmetri-
scher Temperaturverlauf vor. Demnach muss lediglich das Temperaturprofil in einer
Plattenhälfte berechnet werden. Auf Grund der Symmetrie um die Mittelebene ist die
Biot-Zahl bei x = 0 immer gleich 0. Mit o.g. Symmetrie-Betrachtung ergeben sich fol-
gende Annahmen:
Biot|x = 0 = 0
B = Umgebungstemperatur = konstant
C1 = 0
D = 0
Mit diesen vereinfacht sich Formel (19) für den vorliegenden Fall zu:

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
viii
(20)
Die in Formel (20) verbleibende Konstante C kann über der Randbedingen bestimmt
werden. Für den Anwendungsfall gilt, da Wärme durch Konvektion übertragen wird,
folgende Randbedingung der 3. Art:
(21)
Formel (21) kann mittels der dimensionslosen Größen Fo, θ, ξ und der Biot-Zahl in
eine dimensionslose Form überführt werden.
(22)
Wird Formel (22) in dimensionsloser Form in Formel (21) eingesetzt, so ergeben sich
die Konstante C und die Eigenwerte q:
(23)
und
(24)
Auf Grund der Periodizität der Tangensfunktion existieren für jede Biot-Zahl unend-
lich viele diskrete Eigenwerte q. Damit folgt zur endgültigen Berechnung:
- (25)
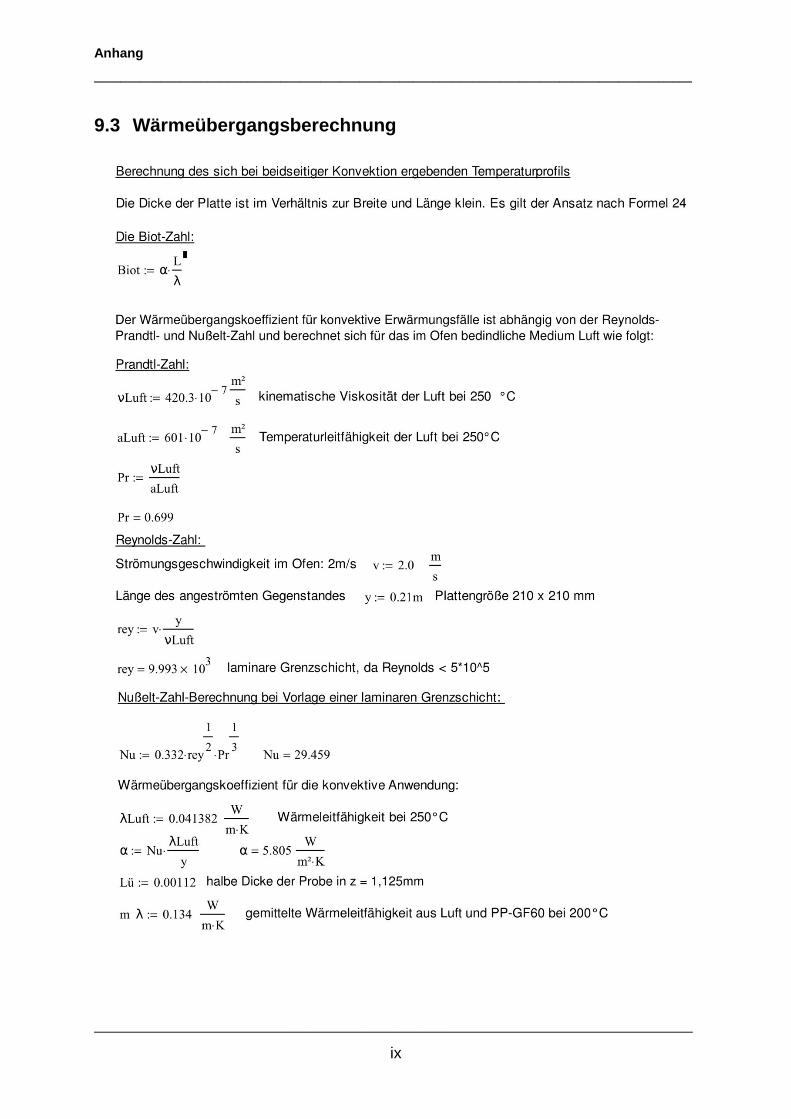
Anhang
__________________________________________________________________________________________
___________________________________________________________________________
ix
9.3 Wärmeübergangsberechnung

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
x

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
xi

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
xii
Anhang
__________________________________________________________________________________________
___________________________________________________________________________
xiii
9.4 Lebenslauf
Persönliche Daten
Vor- und Zuname: Sonja Seidel
Berufserfahrung
07/2010 – heute Technische Angestellte bei der REHAU AG + Co in Rehau
mit Einsatz im Bereich Research & Development Automo-
tive
07/2008 – 06/2010 Technische Angebstellte bei der REHAU AG+Co in Rehau
mit Einsatz im Bereich der Strategic Business Devision
Automotive
03/2008 – 06/2008 Anstellung bei der Wolfsburg AG mit Einsatz bei der Bu-
gatti Engineering GmbH
Diplomarbeit
09/2007- 02/2008 Diplomarbeit bei der Volkswagen AG zum Thema „Mess-
und prüftechnische Beschreibung lackierter Faser-
Kunststoff-Verbund-Oberflächen“
Schulbildung/Studium
10/2010 – 11/2014 Promotions-Studium an der Universität Bayreuth
Fakultät für Ingenieurwissenschaften – Lehrstuhl für
Polymere Werkstoffe
10/2003 – 02/2008 Studium an der Technischen Universität Clausthal
Abschluss: Diplom Chemieingenieur
1990 – 2003 Schulausbildung, Abschluss: Abitur
Preise und Auszeichnungen
04/2008 Erhalt des Conti Auto-Motivated Award für die beste Dip-
lomarbeit auf dem Gebiet der Automobil-
Zuliefererindustrie
Anhang
__________________________________________________________________________________________
___________________________________________________________________________
xiv
9.5 Publikationen
Folgende mit dieser Arbeit in Verbindung stehende Publikationen wurden als Erstau-
tor bzw. in Autoren-Gruppen verfasst:
Konferenzbeiträge:
1) S. Seidel; Unidirektionale thermoplastische Faserverbundwerkstoffe für den Hoch-
leistungsbau; Fest- und Fachkolloquium zu Ehren von Prof. Dr.-Ing. Gerhard
Ziegmann in Clausthal Zellerfeld 22.09.2011
2) Michel, P., Dr.; Kind, F., Dr.; Meichsner, A., Dr.; Seidel, S., Dipl.-Ing.;
ULTRALITEC - Hochleistungsleichtbau auf Basis thermoplastischer UD-Tapes: Pro-
duktions- und Prozesstechnologie, 16. Internationales Dresdener Leichtbausymposi-
um 14. – 15.06.2012
3) Michel, Peter, Dr.; Seidel, Sonja, Dipl.-Ing.; ULTRALITEC – Hochleistungsleicht-
bau durch endlos-faserverstärkte Thermoplaste; 14. Jahreskongresses der Zulieferer
Innovativ 04.07.2012
4) Michel, Peter, Dr., Seidel, Sonja, Dipl.-Ing.; ULTRALITEC im Wettbewerbsumfeld
thermoplastischer Composites, Erlanger-Bayreuther Kunststofftage 2012
(11.10.2012)
5) Seidel, Sonja, Dipl.-Ing.; ULTRALITEC® - Automatisierungsherausforderungen bei
der Herstellung von dreidimensionalen Hochleistungs-Leichtbaumodulen; 4. ATZ
Fachtagung 16.04.2013
6) Seidel, Sonja, Dipl.-Ing.; ULTRALITEC® - Endlosfaserverstärkte thermoplastische
Composites in der Großserienanwendung: Prozessführung und -Fähigkeit; VDI-
Tagung „Composites effizient verarbeiten“ 22. + 23.05.2013

Anhang
__________________________________________________________________________________________
___________________________________________________________________________
xv
Zeitschriftenbeiträge:
1) Altstädt, Volker, Prof.-Dr.-Ing.; Spörrer, Andreas, Dr.-Ing.; Mühlbacher, Mathias,
Dipl.-Ing., Michel, Peter, Dr.; Seidel, Sonja, Dipl.-Ing.; Großserientauglicher Leichtbau
mit UD-Tapes; Leightweightdesign Ausgabe 02/12; Seiten 18 – 25
2) Altstädt, Volker, Prof.-Dr.-Ing.; Spörrer, Andreas, Dr.-Ing.; Mühlbacher, Mathias,
Dipl.-Ing., Michel, Peter, Dr.; Seidel, Sonja, Dipl.-Ing.; Großserientauglicher Hochleis-
tungsleichtbau; Kunststoffe – Ausgabe 05/2012; Seiten 53 – 58
3) Altstädt, Volker, Prof.-Dr.-Ing.; Spörrer, Andreas, Dr.-Ing.; Mühlbacher, Mathias,
Dipl.-Ing., Michel, Peter, Dr.; Seidel, Sonja, Dipl.-Ing.; High-Performance lightweight
construction for large volume production; Kunststoffe international - Ausgabe
05/2012
4) André Meichsner, Dr.-Ing; Hartmut Schulz, Dipl.-Ing.; Sonja Seidel, Dipl.-Ing.; Vir-
tuelle Auslegung endlosfaserverstärkter Bauteile; Konstruktion – Ausgabe 4/2013

Lebenslauf Persönliche Daten Name: Sonja Seidel Geburtsdatum/Ort: 21.12.1983, Wolfsburg Familienstand: verheiratet Nationalität: deutsch Schulbildung 1990 – 1994 Grundschule Heidgarten-Vorsfelde 1994 – 1996 Orientierungsstufe Vorsfelde 1996 – 1997 Gymnasium Vorsfelde 1997 – 2003 Ratsgymnasium Wolfsburg Abschluss: Abitur Studium 2003 – 2008 Studium des Chemieingenieurwesens an der Technischen
Universität Clausthal Abschluss: Dipl.-Chemieingenieur Promotion 2014 Promotion an der Universität Bayreuth - Lehrstuhl Polymer
Engineering Titel: Anforderungsgerechte, thermoplastische Preforms für den
Hochleistungsleichtbau Berufstätigkeit 07/2008 – 06/2010 Technische Entwicklungsingenieurin bei der REHAU AG + Co in Rehau im Bereich Strategic Business Devision Automotive 06/2010 – heute Technische Angestellte bei der REHAU AG + Co in Rehau im Bereich Research & Development Automotive
Top Related