
Zasady doboru drutów i gazów w metodach MIG_MAG i TIG
23
Jerzy Jakubowski Zasady doboru gazów osłonowych i drutów litych do spawania różnych metali i ich stopów metodami MIG/MAG i TIG POLIGAZ GDAŃSK
-
Upload
grzegorz-cios -
Category
Documents
-
view
836 -
download
28
Transcript of Zasady doboru drutów i gazów w metodach MIG_MAG i TIG
Jerzy Jakubowski
Z a s a d y d o b o r u
g a z ó w o s ł o n o w y c h i d r u t ó w l i t y c h
d o s p a w a n i a r ó ż n y c h m e t a l i i i c h s t o p ó w
m e t o d a m i M I G / M A G i T I G
P O L I G A Z
GDAŃSK

2
Szanowni Państwo
Wychodząc naprzeciw licznym zapytaniom naszych klientów i użytkowników gazów
technicznych wykonujących konstrukcje spawane prezentujemy Państwu ZASADY DOBORU
GAZÓW OSŁONOWYCH I DRUTÓW LITYCH DO SPAWANIA RÓŻNYCH METALI
I ICH STOPÓW METODAMI MIG/MAG I TIG.
Do naszych obszernych i złożonych zagadnień podeszliśmy w sposób bardzo skrócony i
uproszczony. Zrobiliśmy to po wielu konsultacjach świadomie i w przekonaniu, że taki właśnie
stopień uproszczenia ułatwi korzystanie z naszego Poradnika większej ilości średnich i małych
producentów konstrukcji spawanych, nie posiadających bogatego zaplecza technicznego i
specjalistycznej kadry technologów - spawalników. Problemy nietypowe i bardziej skomplikowane
będziemy rozpatrywać indywidualnie.
Ponieważ nasz Poradnik jest pierwszym tego rodzaju opracowaniem w kraju - oczekujemy
uwag, opinii i propozycji. Pragniemy zapewnić, że będą one uwzględniane w następnych
wydaniach.
Zachęcamy do korzystania z naszego Poradnika.
Zapraszamy do współpracy.
Dyrekcja
Poligaz - Gdańsk
Gdańsk, lipiec 1997 rok.

3
SPIS TREŚCI
strona
Część I Gazy osłonowe i ich mieszanki stosowane w procesach spawania łukowego
metodami MIG/MAG i TIG - informacje ogólne................................................
4
Część II Druty i pręty do spawania i napawania w osłonach gazowych - informacje
ogólne...................................................................................................................
7
Część III Zasady doboru drutów litych i prętów oraz gazów osłonowych i ich mieszanek
zalecanych do spawania różnych metali i ich stopów metodami MIG/MAG i
TIG..................................................................................................
9
1.Spawanie stali węglowych i niskostopowych................................................... 9
2.Spawanie stali stopowych i wysokostopowych................................................ 12
3.Spawanie aluminium i stopów aluminium........................................................ 15
4.Spawanie miedzi i stopów miedzi.................................................................... 18
5.Spawanie niklu i stopów niklu.......................................................................... 22
Wykaz literatury........................................................................................................................... 24

4
I. GAZY OSŁONOWE I ICH MIESZANKI STOSOWANE W PROCESACH
SPAWANIA ŁUKOWEGO
METODAMI MIG/MAG I TIG - INFORMACJE OGÓLNE
Do osłony łuku spawalniczego i formowania grani spoin stosuje się następujące gazy lub ich
mieszanki:
Argon (Ar)
Hel (He)
Dwutlenek węgla (CO2 )
Tlen (O2 )
Wodór (H2 )
Azot (N2 )
Wszystkie gazy stosowane w procesach spawania powinny być czyste i suche. Wymagania w
zakresie czystości, wilgotności i ilości dopuszczalnych zanieczyszczeń ujęte są w normach krajowych i
Normie Europejskiej EN 439.
ARGON (Ar)
Jest najbardziej wszechstronnym gazem osłonowym stosowanym w procesach spawania łukowego.
Jest to gaz obojętny. Stosowany jest do spawania niemal wszystkich metali i ich stopów, w tym również
metali bardzo łatwo utleniających się jak tytan, tantal, magnez, molibden [6].
Własności spawalnicze Argonu:
- wysoka zdolność jonizacji łuku,
- dobra stabilizacja i łatwość zajarzenia łuku,
- dobra osłona jeziorka spawalniczego.
W zależności od rodzaju spawanych materiałów i wymagań jakościowych stosuje się różne gatunki
Argonu:
Argon spawalniczy sprężony - o czystości min. 99,98 %,
Argon gazowy czysty (Argon 45) - o czystości min. 99,995 %,
Argon wysokiej czystości - o czystości min. 99,999 %.
Dopuszczalna zawartość wilgoci według wymagań Normy Eurppejskiej EN 439 wynosi max. 40 p.p.m..
HEL (He)
Stosowany jest głównie jako składnik osłonowych mieszanek gazowych z Argonem do spawania
metali nieżelaznych. Jest również gazem obojętnym, ale dziesięciokrotnie lżejszym od Argonu.
5
Własności spawalnicze Helu:
- możliwość uzyskania wyższego napięcia i mocy cieplnej łuku,
- lepsze chłodzenie dyszy i elektrody.
Do niekorzystnych cech tego gazu zalicza się:
- gorsze zajarzenie łuku,
- niższa zdolność jonizacji,
- gorsza osłona jeziorka spawalniczego,
większa wrażliwość na ruchy powietrza.
W zależnośći od rodzaju spawanych materiałów i wymagań jakościowych stosuje się różne gatunki
Helu:
Hel techniczny - o czystości min. 99,98 %,
Hel gazowy czysty (Hel 45) - o czystości min. 99,995 %,
Hel wysokiej czystości - o czystości min. 99,999 %.
Dopuszczalna zawartość wilgoci według wymagań Normy Eurppejskiej EN 439 wynosi max. 40 p.p.m..
DWUTLENEK WĘGLA (CO2 )
Jest gazem aktywnym o własnościach utleniających. Stosowany jest jako gaz osłonowy lub składnik
gazu osłonowego w mieszankach z Argonem głównie do spawania stali węglowych i niskostopowych. Dość
dobrze osłania jeziorko spawalnicze i zapewnia względnie dobrą stabilizację jarzenia. Powoduje jednak
tworzenie dużej ilości rozprysków i nadmierną emisję zanieczyszczeń.
Do celów spawalniczych należy stosować wyłącznie CO2 techniczny „T” I gatunku o czystości min.
99,7 % i ilości wilgoci max. 200 p.p.m. Nie zaleca się używać do spawania CO2 „S” spożywczego, gdyż
może on zawierać wodę i nadmierną wilgotność.
Pozostałe gazy jak Tlen, Wodór i Azot stosowane są w procesach spawania jako składniki mieszanek
gazowych. Muszą to być gazy wyłącznie I gatunku o niewielkiej zawartości wilgoci max. 40 p.p.m.
MIESZANKI GAZÓW OSŁONOWYCH
Potrzeba uzyskiwania coraz wyższych jakości, wydajności i prędkości spawania, a także
konieczność obniżania kosztów oraz poziomu emitowanych zanieczyszceń spowodowały generalny odwrót
od spawania elektrodami otulonymi na korzyść spawania w osłonach gazowych. Te same wymogi
zadecydowały też o wielkiej ekspansji mieszanek gazowych [2], [5].
Mieszanki argonowe powodują dużo mniej rozprysków od samego CO2, co umożliwia znaczną
obniżkę pracochłonności na ich usuwanie. Umożliwiają one również znaczny wzrost prędkośći spawania i
wydajności stapiania drutu, a przy tym emitują dużo mniejszą ilość zanieczyszczeń i tlenków azotu od
6
samego CO2. W zależności od składu mieszanki emisja pyłów i tlenków azotu może być niższa nawet o 50%
[8]. Spoiny wykonane w osłonach mieszanek gazowych charakteryzują się lepszymi własnościami
mechanicznymi oraz lepszym wyglądem i kształtem geometrycznym [7]. Przy spawaniu metali nieżelaznych
jak aluminium, miedź, nikiel i ich stopy mieszanki Argonu z Helem pozwalają na spawanie grubszych
elementów i obniżenie temperatury wstępnego podgrzewania materiału. Przy tych wszystkich zaletach
stosowanie mieszanek gazowych umożliwia uzyskanie wyższych o 15 20 % efektów ekonomicznych mimo
wyższej ich ceny. Najczęściej stosowane są mieszanki dwuskładnikowe, choć w wielu wypadkach lepsze
efekty dają mieszanki trójskładnikowe, a nawet czteroskładnikowe.
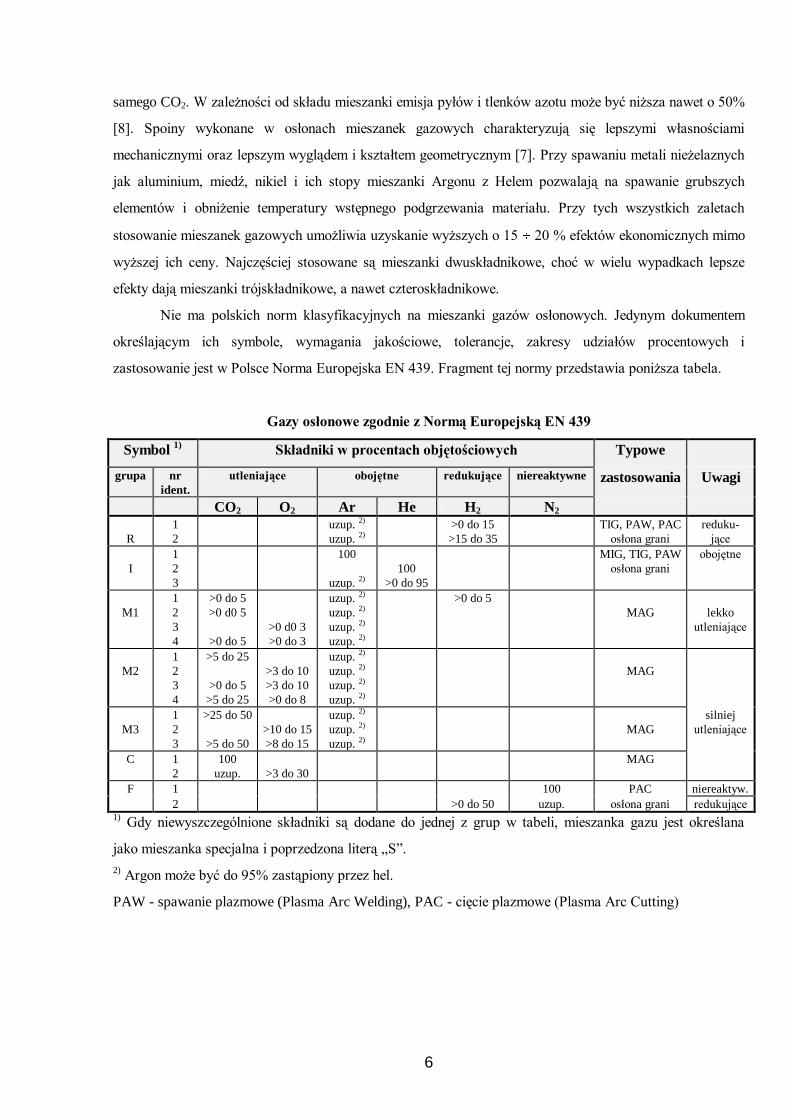
Nie ma polskich norm klasyfikacyjnych na mieszanki gazów osłonowych. Jedynym dokumentem
określającym ich symbole, wymagania jakościowe, tolerancje, zakresy udziałów procentowych i
zastosowanie jest w Polsce Norma Europejska EN 439. Fragment tej normy przedstawia poniższa tabela.
Gazy osłonowe zgodnie z Normą Europejską EN 439
Symbol 1)
Składniki w procentach objętościowych Typowe
grupa nr
ident.
utleniające obojętne redukujące niereaktywne zastosowania Uwagi
CO2 O2 Ar He H2 N2
R
1
2
uzup. 2)
uzup. 2)
>0 do 15
>15 do 35
TIG, PAW, PAC
osłona grani
reduku-
jące
I
1
2
3
100
uzup. 2)
100
>0 do 95
MIG, TIG, PAW
osłona grani
obojętne
M1
1
2
3
4
>0 do 5
>0 d0 5
>0 do 5
>0 d0 3
>0 do 3
uzup. 2)
uzup. 2)
uzup. 2)
uzup. 2)
>0 do 5
MAG
lekko
utleniające
M2
1
2
3
4
>5 do 25
>0 do 5
>5 do 25
>3 do 10
>3 do 10
>0 do 8
uzup. 2)
uzup. 2)
uzup. 2)
uzup. 2)
MAG
M3
1
2
3
>25 do 50
>5 do 50
>10 do 15
>8 do 15
uzup. 2)
uzup. 2)
uzup. 2)
MAG
silniej
utleniające
C
1
2
100
uzup.
>3 do 30
MAG
F 1 100 PAC niereaktyw.
2 >0 do 50 uzup. osłona grani redukujące 1)
Gdy niewyszczególnione składniki są dodane do jednej z grup w tabeli, mieszanka gazu jest określana
jako mieszanka specjalna i poprzedzona literą „S”.
2) Argon może być do 95% zastąpiony przez hel.
PAW - spawanie plazmowe (Plasma Arc Welding), PAC - cięcie plazmowe (Plasma Arc Cutting)
7
II. DRUTY I PRĘTY DO SPAWANIA I NAPAWANIA W OSŁONACH
GAZOWYCH - INFORMACJE OGÓLNE
Druty i pręty do spawania i napawania w osłonach gazowych powinny dawać spoiny o składzie
chemicznym i własnościach mechanicznych zbliżonych do spawanego materiału. Muszą mieć w związku z
tym odpowiedni skład chemiczny uwzględniający utleniające działanie niektórych gazów ochronnych, takich
jak O2 i CO2. Dlatego też druty elektrodowe lite do spawania stali węglowych w osłonie gazów aktywnych
lub mieszanek z udziałem tych gazów powinny zawierać pierwiastki odtleniające, takie jak mangan (Mn) i
krzem (Si), a stosowane do spawania stali stopowych winny zawierać np. aluminium(Al) i tytan (Ti) lub
niob (Nb).
Druty i pręty elektrodowe muszą również zawierać więcej niektórych innych składników stopowych
od spawanego materiału, gdyż część składników ulega w procesie spawania utlenianiu. Do liczących się
krajowych producentów drutów i prętów spawalniczych należą Huta im. Edmunda Cedlera, ZPU Multimet,
Elektrody Baildon i Linodrut. Jednak zdecydowana większość tych produktów pochodzi z importu.
Składy chemiczne, wymiary, tolerancje, zastosowanie oraz inne wymagania określają w różnych
krajach odpowiednie normy klasyfikacyjne, np.:
Normy polskie - PN,
Normy niemieckie - DIN,
Normy brytyjskie - BS,
Normy amerykańskie - AWS.
Tworzone i wydawane są również Normy Europejskie (EN) i Normy Międzynarodowe (ISO).
O jakości i przydatności drutów i prętów spawalniczych świadczą też dopuszczenia i uznania
różnych towarzystw lub instytucji klasyfikacyjnych i morskich takich, jak:
IS - Instytut Spawalnictwa w Gliwicach,
UDT - Urząd Dozoru Technicznego,
TÜV - Niemiecki Urząd Dozoru Technicznego (Technischer Überwachungs Verein),
PRS - Polski Rejestr Statków,
LRS - Brytyjski Rejestr Statków (Lloyds Register of Shipping),
BV - Francuski Rejestr Statków,
GL - Niemiecki Rejestr Statków (Germanischer Lloyd).
Produkowane w Polsce druty i pręty do spawania elektrycznego i gazowego muszą odpowiadać
następującym normom:
PN-88/M-69420 - Drury lite do spawania i napawania stali,
PN-75/M-69414 - Spoiwa do spawania aluminium i stopów aluminium,

8
PN-70/M-69413 - Spoiwa miedziane, mosiężne, brązowe i niklowe do spawania i lutowania.
Druty lite do spawania w osłonach gazowych mają najczęściej średnice: 0,8; 1,0; 1,2; 1,6 mm.
Rzadziej (głównie do automatów) stosuje się druty o średnicach 2,0; 2,2 i 2,5 mm. Druty te nawijane są na
szpule o średnicach wynoszących najczęściej 200 i 300 mm.
Pręty do spawania metodą TIG wykonywane są w zależności od gatunku w wielkościach średnic
1,6; 2,0; 3,2; 4,0; 5,0; 6,0; 8,0 i 10 mm o długościach najczęściej 250; 500 i 1000 mm.
W celu zabezpieczenia przed korozją druty i pręty spawalnicze pokrywane są cienką warstewką
miedzi, aluminium, chromu lub niklu. Coraz więcej producentów oferuje już druty pokrywane cienką
warstewką tlenków, które również zapobiegają korozji. Druty te jednak łatwiej przesuwają się przez
przewody i końcówkę prądową. Wydzielają one także mniej szkodliwych oparów oraz ułatwiają
przewodzenie prądu.
Zwiększa się też systematycznie zapotrzebowanie na druty proszkowe do spawania, a zwłaszcza
napawania w osłonach gazowych oraz na druty samoosłaniające. Druty te zapewniają wyższą jakość,
większą szybkość i wydajność spawania oraz wyższe efekty ekonomiczne od drutów litych. Dają też
znacznie większe możliwości doboru stopiwa do danego gatunku stali. Do wad drutów proszkowych należą
przede wszystkim ich wysoka cena (zwłaszcza drutów samoosłaniających) oraz emitowanie dużo większej
ilości gazów i pyłów, a także konieczność dostosowania rolek podajnika drutu w niektórych urządzeniach
spawalniczych. Zaleca się stosowanie dobrej wentylacji.
Druty proszkowe dzieli się głównie na:
- druty rurkowe bezszwowe,
- druty zwijane (kilka odmian).
Ze względu na rodzaj wypełnienia dzielą się one na:
- druty z rdzeniem rutylowym,
- druty z rdzeniem zasadowym,
- druty z rdzeniem z proszku metalicznego.
Najczęściej produkowane i stosowane są druty proszkowe o średnicach 1,2 i 1,6 mm.
Druty i pręty należy przechowywać szczególnie starannie. Trzeba chronić je przed wilgocią,
zabrudzeniem i uszkodzeniami mechanicznymi. Zaleca się przeprowadzanie wyrywkowych kontroli ich
czystości oraz przeciągnięcie ręką w białej rękawicy i kontrolę łatwości przesuwania drutu w uchwycie
spawalniczym. Ocenia się, że drut będzie dobrze przesuwać się w uchwycie, jeżeli po wyjściu z uchwytu
ułoży się sam w krąg o średnicy około 1500 mm, a oba jego końce będą leżały na płaszczyźnie.
Każda szpula lub paczka powinna posiadać czytelną nalepkę zawierającą: nazwę wytwórcy, oznaczenie
spoiwa (norma, rodzaj drutu, cecha, średnica, waga), numer partii lub wytopu, potwierdzenie jakości wyrobu
i znak dopuszczenia przez towarzystwo klasyfikacyjne.

9
III. ZASADY DOBORU DRUTÓW LITYCH I PRĘTÓW ORAZ
GAZÓW I MIESZANEK GAZÓW OSŁONOWYCH
DO SPAWANIA RÓŻNYCH METALI I ICH STOPÓW
METODAMI MIG/MAG I TIG
1. SPAWANIE STALI WĘGLOWYCH I NISKOSTOPOWYCH
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
1.
2.
3.
4.
5.
6.
Stale konstrukcyjne węglowe
zwykłej jakości np. St3SY; St3S;
St4SX; St4S.
Stale typu np. St3M.
Stale okrętowe np. St41B; St41D.
Stale wyższej jakości np. 10; 15;
20.
Stale o podwyższonej wytrzymałości
np. 09G2; 15GA; 18G2; 18G2A
Stale kotłowe np. St36K; St41K
Według PN-88/M-69420
SpG3S
SpG4S
Według DIN 8559
SG2
SG3
MIG/MAG
C 1 - (100% CO2)
C 2 - (5 15% O2 w CO2 )
M 21 - (8 10% CO2 w Argonie)
- dla blach cienkich
M 21 - (15 20% CO2 w Argonie)
- dla blach średnich i grubych
M 22 - (5% O2 w Argonie)
Dobierać indywidualnie w
zależności od gatunku łączonych
materiałów i wymagań
jakościowych
Nie wymagają
szczególnych
zabiegów i zasad
postępowania
Należy
przestrzegać
ogólnych zaleceń
zawartych w
specjalistycznych
poradnikach
[9]; [10]; [11]

10
SPAWANIE STALI WĘGLOWYCH I NISKOSTOPOWYCH ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
1.
2.
3.
4.
5.
6.
7.
8.
Stale konstrukcyjne węglowe
zwykłej jakości np. St3SY; St3S;
St4SX; St4S.
Stale typu np. St3M.
Stale okrętowe np. St41D; St41E.
Stale wyższej jakości np. 10; 15G;
20G.
Stale o podwyższonej wytrzymałości
np. 09G2; 15GA; 18G2A; 15G2ANb
18G2ANb; 18G2AV.
Stale o zwiększonej odporności na
korozję np. 09G2ACu; 18G2ACu;
15G2ANbCu
Stale kotłowe np. St36K; St41K
Staliwa np. L400; L450
Według PN-88/M-69420
SpG3S
SpG4S
lub SpG3S1N1
(do pracy w niskich
temperat.),
albo SpG2SM
(do pracy w podwyższonych
temperaturach),
SpG3SN1M
(dla stali o wysokich wymaga-
niach wytrzymałościowych),
SpG2SNCuJ
(dla stali trudno-rdzewiejących
Według DIN 8559
SG2; SG3;
SGMo
(do pracy w podwyższonych
temperaturach)
Druty lub pręty
MIG/MAG
C 1 - (100% CO2)
M 21 - (8 10% CO2 w Argonie)
- dla blach cienkich
M 21 - (15 20% CO2 w Argonie)
- dla blach średnich i grubych
M 14 - (5% CO2 i 2%O2w Argonie
- dla blach cienkich
M22 - (5% O2 w Argonie)
- dla blach cienkich
M24 - (12 18% CO2 i 2 3% O2 w
Argonie)
- dla blach średnich i grubych
Dobierać indywidualnie w
zależności od gatunku łączonych
materiałów i wymagań
jakościowych
Niektóre gatunki
stali wymagają
zabiegów
cieplnych przed i
po spawaniu.
Postępować
zgodnie z
zaleceniami
zawartymi w
specjalistycznych
poradnikach
[9]; [10]; [11]

11
SPAWANIE STALI WĘGLOWYCH I NISKOSTOPOWYCH ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
1.
2.
3.
4.
Stale do nawęglania
np. 15H; 20H; 20HG; 18HGM
Stale ulepszane cieplnie
np. 14HNMBCu; 13HNMBA;
15HNMBA
Stale do wyrobu sprzętu silnie
obciążonego np. 12HN3A; 20HN3A;
25HGS
Staliwa
np. L500; L600
Według PN-88/M-69420
SpG3S1N1
albo SpG3SN1M
lub SpG3SHN2M
dla stali o wysokich wymaga-
niach wytrzymałościowych
Według DIN 8559
SGMo; SGCrMo1
Druty lub pręty
TIG (do 5 mm grub.)
I1 - (Argon spawalniczy)
MIG/MAG
M 21 - (8 10% CO2 w Argonie)
- dla blach cienkich
M 21 - (15 20% CO2 w Argonie)
- dla blach średnich i grubych
M 24 - (5 8%CO2 i 2 3%O2 w
Argonie)
- dla blach cienkich
Większość
tych
gatunków
stali wymaga
zabiegów
cieplnych
przed i po
spawaniu.
Postępować
zgodnie z
zaleceniami
1.
2.
Stale chromowa-molibdenowe do
pracy w podwyższonych temperat.
- do 5500C jak 16M; 15HM; 20M;
19G2; 20HM
- do 6000C jak 12HMF; 20H2M;
13HMF; 10H2M
Rury kotłowe np. K10; K18
Według PN-88/M-69420
SpG2SH1M
SpG2SH3M1
lub SpG3S1H1MF
Według DIN 8559
SGCrMo1;
SGCrMo2
w zależności od gatunku
spawanego materiału i
wymagań
Druty lub pręty
M24 - (10 14% CO2 i 2 3% O2 w
Argonie)
- dla blach średniogrubych
M24 - (16 18% CO2 i 2 3% O2 w
Argonie)
- dla blach grubych
M12 - (2 3% CO2 w Argonie)
W szczególnych przypadkach zaleca
się udział Helu w mieszance
argonowej. Dobierać indywidualnie w
zależności od gatunku łączonych
materiałów oraz wymagań
jakościowych i wytrzymałościowych
zawartymi w
specjalisty-
cznych
poradnikach
[9]; [10]; [11]
12
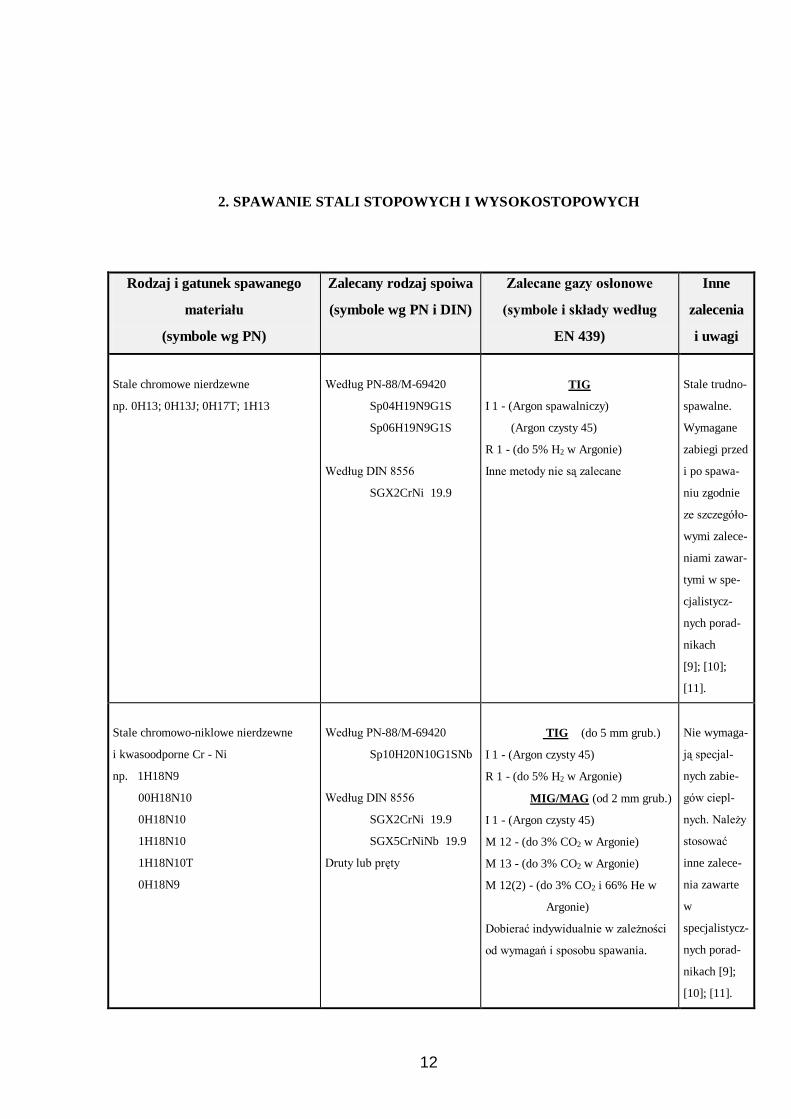
2. SPAWANIE STALI STOPOWYCH I WYSOKOSTOPOWYCH
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Stale chromowe nierdzewne
np. 0H13; 0H13J; 0H17T; 1H13
Według PN-88/M-69420
Sp04H19N9G1S
Sp06H19N9G1S
Według DIN 8556
SGX2CrNi 19.9
TIG
I 1 - (Argon spawalniczy)
(Argon czysty 45)
R 1 - (do 5% H2 w Argonie)
Inne metody nie są zalecane
Stale trudno-
spawalne.
Wymagane
zabiegi przed
i po spawa-
niu zgodnie
ze szczegóło-
wymi zalece-
niami zawar-
tymi w spe-
cjalistycz-
nych porad-
nikach
[9]; [10];
[11].
Stale chromowo-niklowe nierdzewne
i kwasoodporne Cr - Ni
np. 1H18N9
00H18N10
0H18N10
1H18N10
1H18N10T
0H18N9
Według PN-88/M-69420
Sp10H20N10G1SNb
Według DIN 8556
SGX2CrNi 19.9
SGX5CrNiNb 19.9
Druty lub pręty
TIG (do 5 mm grub.)
I 1 - (Argon czysty 45)
R 1 - (do 5% H2 w Argonie)
MIG/MAG (od 2 mm grub.)
I 1 - (Argon czysty 45)
M 12 - (do 3% CO2 w Argonie)
M 13 - (do 3% CO2 w Argonie)
M 12(2) - (do 3% CO2 i 66% He w
Argonie)
Dobierać indywidualnie w zależności
od wymagań i sposobu spawania.
Nie wymaga-
ją specjal-
nych zabie-
gów ciepl-
nych. Należy
stosować
inne zalece-
nia zawarte
w
specjalistycz-
nych porad-
nikach [9];
[10]; [11].
13
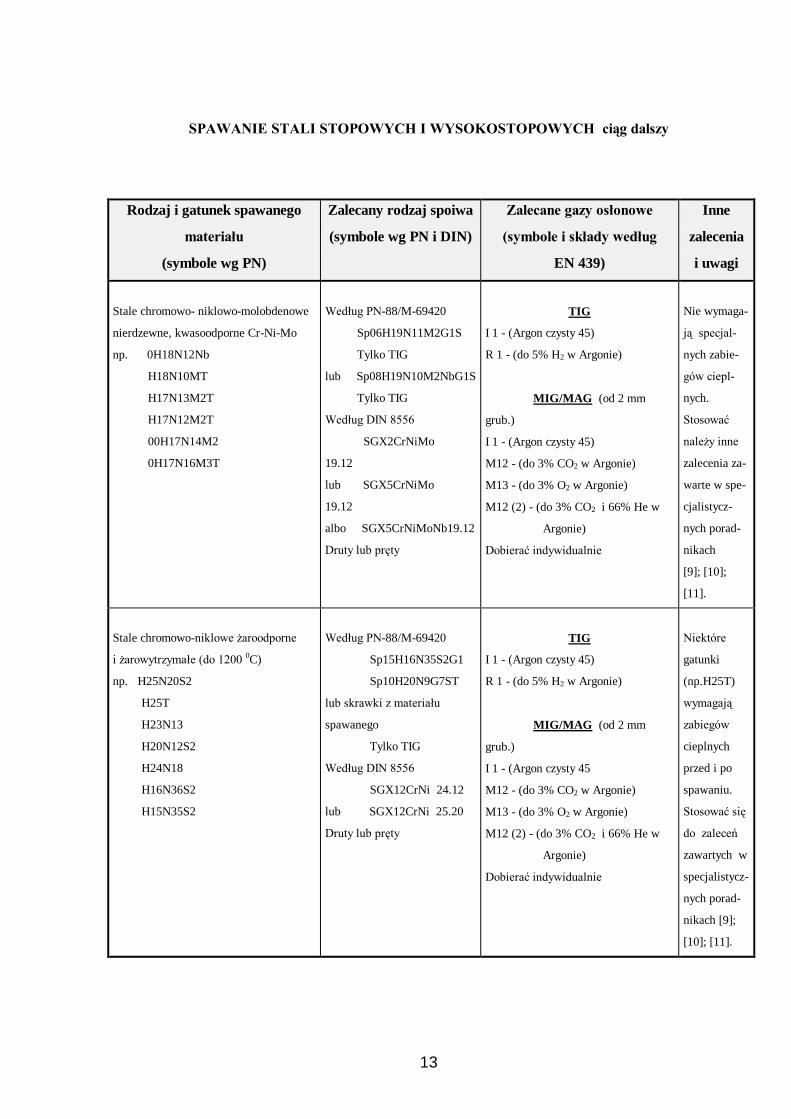
SPAWANIE STALI STOPOWYCH I WYSOKOSTOPOWYCH ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Stale chromowo- niklowo-molobdenowe
nierdzewne, kwasoodporne Cr-Ni-Mo
np. 0H18N12Nb
H18N10MT
H17N13M2T
H17N12M2T
00H17N14M2
0H17N16M3T
Według PN-88/M-69420
Sp06H19N11M2G1S
Tylko TIG
lub Sp08H19N10M2NbG1S
Tylko TIG
Według DIN 8556
SGX2CrNiMo
19.12
lub SGX5CrNiMo
19.12
albo SGX5CrNiMoNb19.12
Druty lub pręty
TIG
I 1 - (Argon czysty 45)
R 1 - (do 5% H2 w Argonie)
MIG/MAG (od 2 mm
grub.)
I 1 - (Argon czysty 45)
M12 - (do 3% CO2 w Argonie)
M13 - (do 3% O2 w Argonie)
M12 (2) - (do 3% CO2 i 66% He w
Argonie)
Dobierać indywidualnie
Nie wymaga-
ją specjal-
nych zabie-
gów ciepl-
nych.
Stosować
należy inne
zalecenia za-
warte w spe-
cjalistycz-
nych porad-
nikach
[9]; [10];
[11].
Stale chromowo-niklowe żaroodporne
i żarowytrzymałe (do 1200 0C)
np. H25N20S2
H25T
H23N13
H20N12S2
H24N18
H16N36S2
H15N35S2
Według PN-88/M-69420
Sp15H16N35S2G1
Sp10H20N9G7ST
lub skrawki z materiału
spawanego
Tylko TIG
Według DIN 8556
SGX12CrNi 24.12
lub SGX12CrNi 25.20
Druty lub pręty
TIG
I 1 - (Argon czysty 45)
R 1 - (do 5% H2 w Argonie)
MIG/MAG (od 2 mm
grub.)
I 1 - (Argon czysty 45
M12 - (do 3% CO2 w Argonie)
M13 - (do 3% O2 w Argonie)
M12 (2) - (do 3% CO2 i 66% He w
Argonie)
Dobierać indywidualnie
Niektóre
gatunki
(np.H25T)
wymagają
zabiegów
cieplnych
przed i po
spawaniu.
Stosować się
do zaleceń
zawartych w
specjalistycz-
nych porad-
nikach [9];
[10]; [11].
14
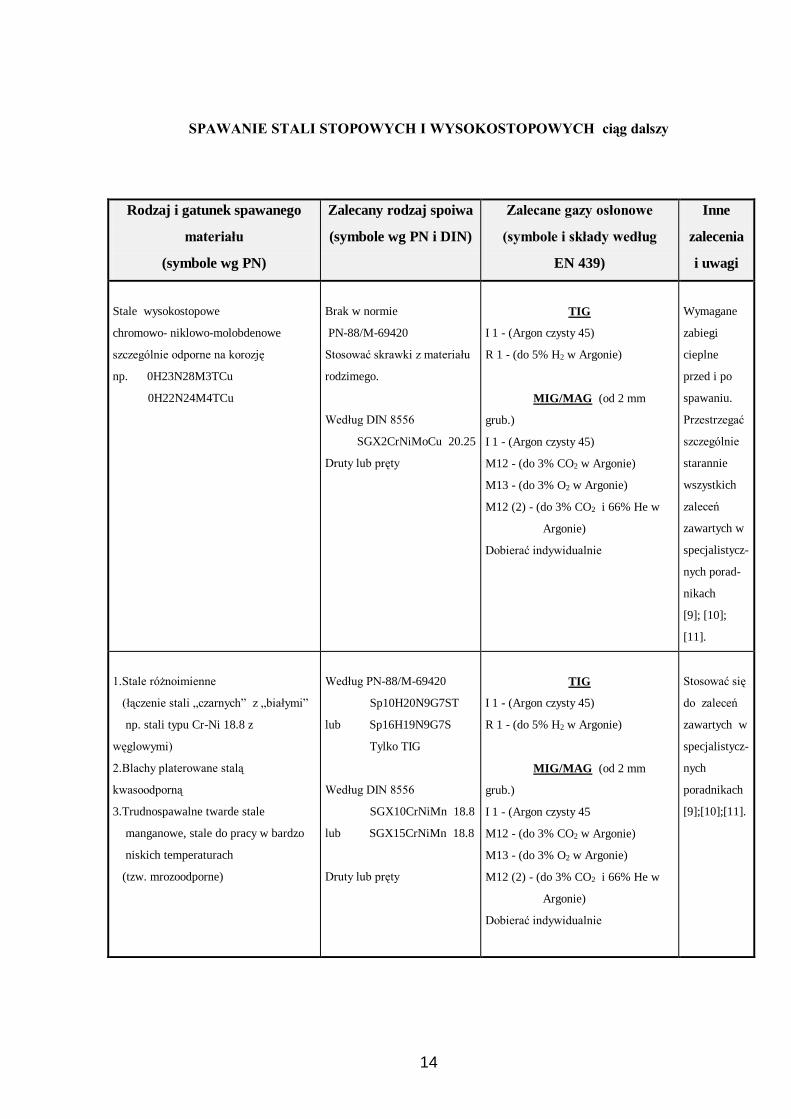
SPAWANIE STALI STOPOWYCH I WYSOKOSTOPOWYCH ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Stale wysokostopowe
chromowo- niklowo-molobdenowe
szczególnie odporne na korozję
np. 0H23N28M3TCu
0H22N24M4TCu
Brak w normie
PN-88/M-69420
Stosować skrawki z materiału
rodzimego.
Według DIN 8556
SGX2CrNiMoCu 20.25
Druty lub pręty
TIG
I 1 - (Argon czysty 45)
R 1 - (do 5% H2 w Argonie)
MIG/MAG (od 2 mm
grub.)
I 1 - (Argon czysty 45)
M12 - (do 3% CO2 w Argonie)
M13 - (do 3% O2 w Argonie)
M12 (2) - (do 3% CO2 i 66% He w
Argonie)
Dobierać indywidualnie
Wymagane
zabiegi
cieplne
przed i po
spawaniu.
Przestrzegać
szczególnie
starannie
wszystkich
zaleceń
zawartych w
specjalistycz-
nych porad-
nikach
[9]; [10];
[11].
1.Stale różnoimienne
(łączenie stali „czarnych” z „białymi”
np. stali typu Cr-Ni 18.8 z
węglowymi)
2.Blachy platerowane stalą
kwasoodporną
3.Trudnospawalne twarde stale
manganowe, stale do pracy w bardzo
niskich temperaturach
(tzw. mrozoodporne)
Według PN-88/M-69420
Sp10H20N9G7ST
lub Sp16H19N9G7S
Tylko TIG
Według DIN 8556
SGX10CrNiMn 18.8
lub SGX15CrNiMn 18.8
Druty lub pręty
TIG
I 1 - (Argon czysty 45)
R 1 - (do 5% H2 w Argonie)
MIG/MAG (od 2 mm
grub.)
I 1 - (Argon czysty 45
M12 - (do 3% CO2 w Argonie)
M13 - (do 3% O2 w Argonie)
M12 (2) - (do 3% CO2 i 66% He w
Argonie)
Dobierać indywidualnie
Stosować się
do zaleceń
zawartych w
specjalistycz-
nych
poradnikach
[9];[10];[11].

15
2. SPAWANIE ALUMINIUM I STOPÓW ALUMINIUM
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Aluminium czyste techniczne
Al 99,99 (AR1)
Al 99,8 (A00)
Al 99,7 (A0)
Według PN-75/M-69414
SAR 1
SA 00
Według DIN 1732
SG - Al 99,99
SG - Al 99,8
Druty lub pręty
TIG (do 10 mm
grub.)
I1 - (Argon wysokiej czystości
min. 99,998%)
(Argon czysty 45)
I3 - (30% 50% He w Argonie)
MIG (powyżej 4 mm
grub.)
I1 - (Argon wysokiej czystości
min. 99,998%)
(Argon czysty 45)
I3 - (30% 50% He w Argonie)
Dobierać indywidualnie.
Mieszanki I3 stosować do spawania
grubszych elementów.
Grubsze
elementy
(powyżej
10mm) pod-
grzewać w
czasie
spawa-nia do
110 1500C.
Obszar spa-
wania bardzo
dokładnie
wyczyścić do
metalicznego
połysku. Sto-
sować inne
szczególowe
zalecenia
zawarte w
specjalistycz-
nych porad-
nikach [9];
[10]; [11].
Aluminium hutnicze
Al 99,5 (A1)
Al 99,0 (A2)
Według PN-75/M-69414
SA 1
Według DIN 1732
SG - Al 99,5
lub
SG - Al 99,5 Ti
Druty lub pręty
Jak dla
aluminium
czystego
technicznie.
16
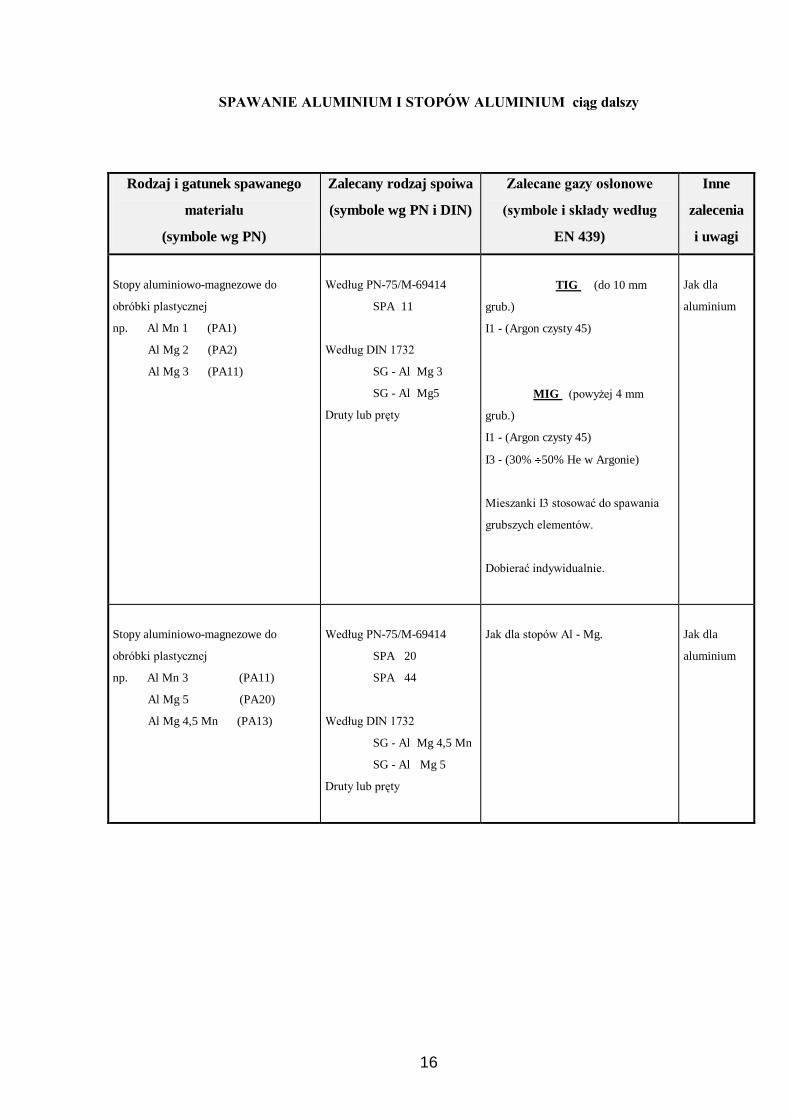
SPAWANIE ALUMINIUM I STOPÓW ALUMINIUM ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Stopy aluminiowo-magnezowe do
obróbki plastycznej
np. Al Mn 1 (PA1)
Al Mg 2 (PA2)
Al Mg 3 (PA11)
Według PN-75/M-69414
SPA 11
Według DIN 1732
SG - Al Mg 3
SG - Al Mg5
Druty lub pręty
TIG (do 10 mm
grub.)
I1 - (Argon czysty 45)
MIG (powyżej 4 mm
grub.)
I1 - (Argon czysty 45)
I3 - (30% 50% He w Argonie)
Mieszanki I3 stosować do spawania
grubszych elementów.
Dobierać indywidualnie.
Jak dla
aluminium
Stopy aluminiowo-magnezowe do
obróbki plastycznej
np. Al Mn 3 (PA11)
Al Mg 5 (PA20)
Al Mg 4,5 Mn (PA13)
Według PN-75/M-69414
SPA 20
SPA 44
Według DIN 1732
SG - Al Mg 4,5 Mn
SG - Al Mg 5
Druty lub pręty
Jak dla stopów Al - Mg.
Jak dla
aluminium
17
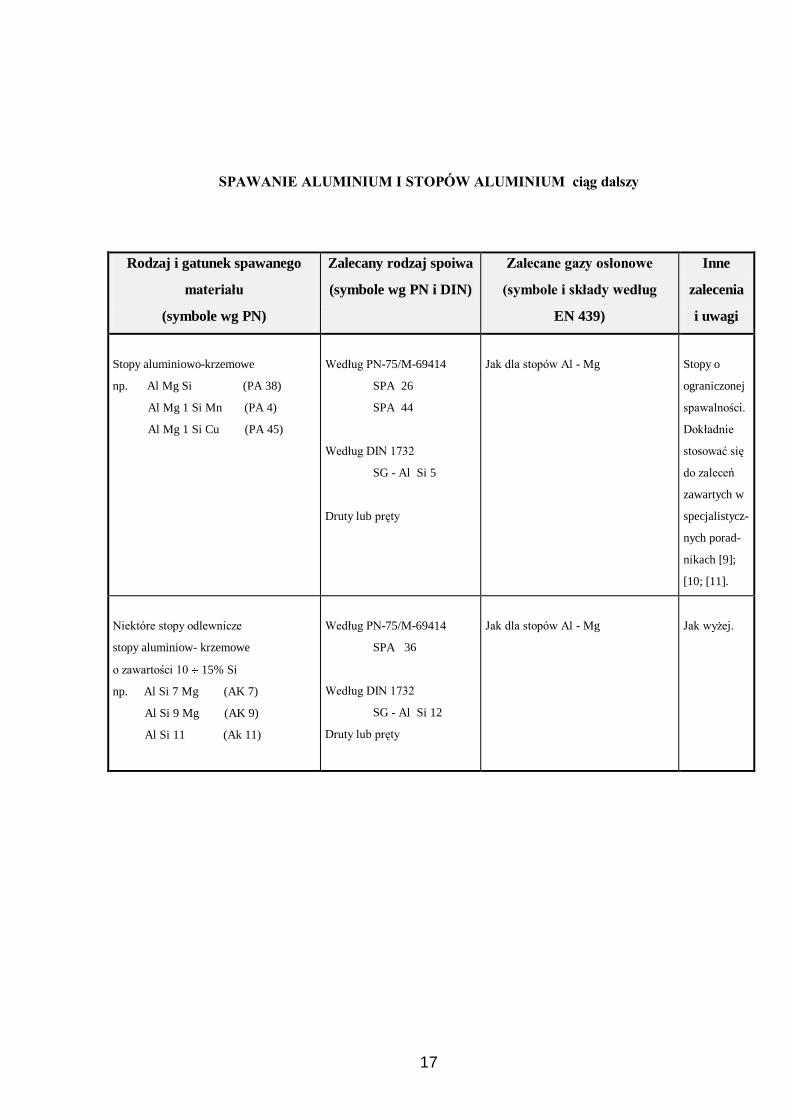
SPAWANIE ALUMINIUM I STOPÓW ALUMINIUM ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Stopy aluminiowo-krzemowe
np. Al Mg Si (PA 38)
Al Mg 1 Si Mn (PA 4)
Al Mg 1 Si Cu (PA 45)
Według PN-75/M-69414
SPA 26
SPA 44
Według DIN 1732
SG - Al Si 5
Druty lub pręty
Jak dla stopów Al - Mg
Stopy o
ograniczonej
spawalności.
Dokładnie
stosować się
do zaleceń
zawartych w
specjalistycz-
nych porad-
nikach [9];
[10; [11].
Niektóre stopy odlewnicze
stopy aluminiow- krzemowe
o zawartości 10 15% Si
np. Al Si 7 Mg (AK 7)
Al Si 9 Mg (AK 9)
Al Si 11 (Ak 11)
Według PN-75/M-69414
SPA 36
Według DIN 1732
SG - Al Si 12
Druty lub pręty
Jak dla stopów Al - Mg
Jak wyżej.
18
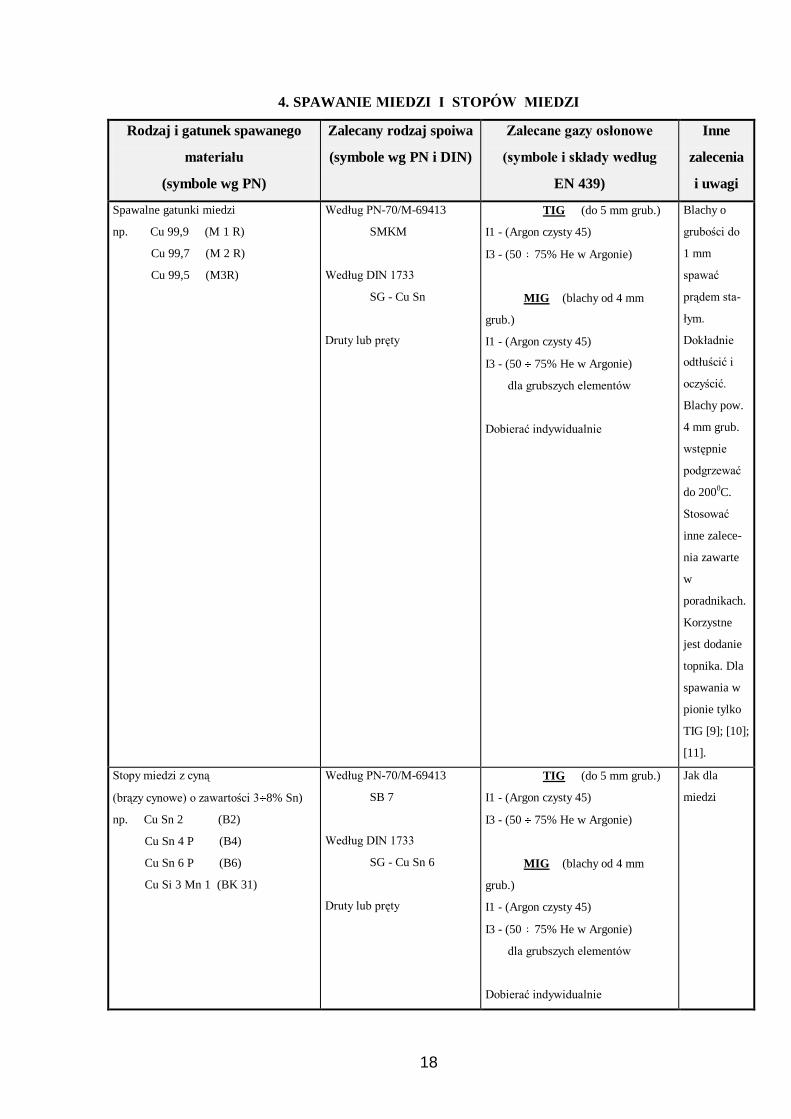
4. SPAWANIE MIEDZI I STOPÓW MIEDZI
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Spawalne gatunki miedzi
np. Cu 99,9 (M 1 R)
Cu 99,7 (M 2 R)
Cu 99,5 (M3R)
Według PN-70/M-69413
SMKM
Według DIN 1733
SG - Cu Sn
Druty lub pręty
TIG (do 5 mm grub.)
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
MIG (blachy od 4 mm
grub.)
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
dla grubszych elementów
Dobierać indywidualnie
Blachy o
grubości do
1 mm
spawać
prądem sta-
łym.
Dokładnie
odtłuścić i
oczyścić.
Blachy pow.
4 mm grub.
wstępnie
podgrzewać
do 2000C.
Stosować
inne zalece-
nia zawarte
w
poradnikach.
Korzystne
jest dodanie
topnika. Dla
spawania w
pionie tylko
TIG [9]; [10];
[11].
Stopy miedzi z cyną
(brązy cynowe) o zawartości 3 8% Sn)
np. Cu Sn 2 (B2)
Cu Sn 4 P (B4)
Cu Sn 6 P (B6)
Cu Si 3 Mn 1 (BK 31)
Według PN-70/M-69413
SB 7
Według DIN 1733
SG - Cu Sn 6
Druty lub pręty
TIG (do 5 mm grub.)
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
MIG (blachy od 4 mm
grub.)
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
dla grubszych elementów
Dobierać indywidualnie
Jak dla
miedzi
19
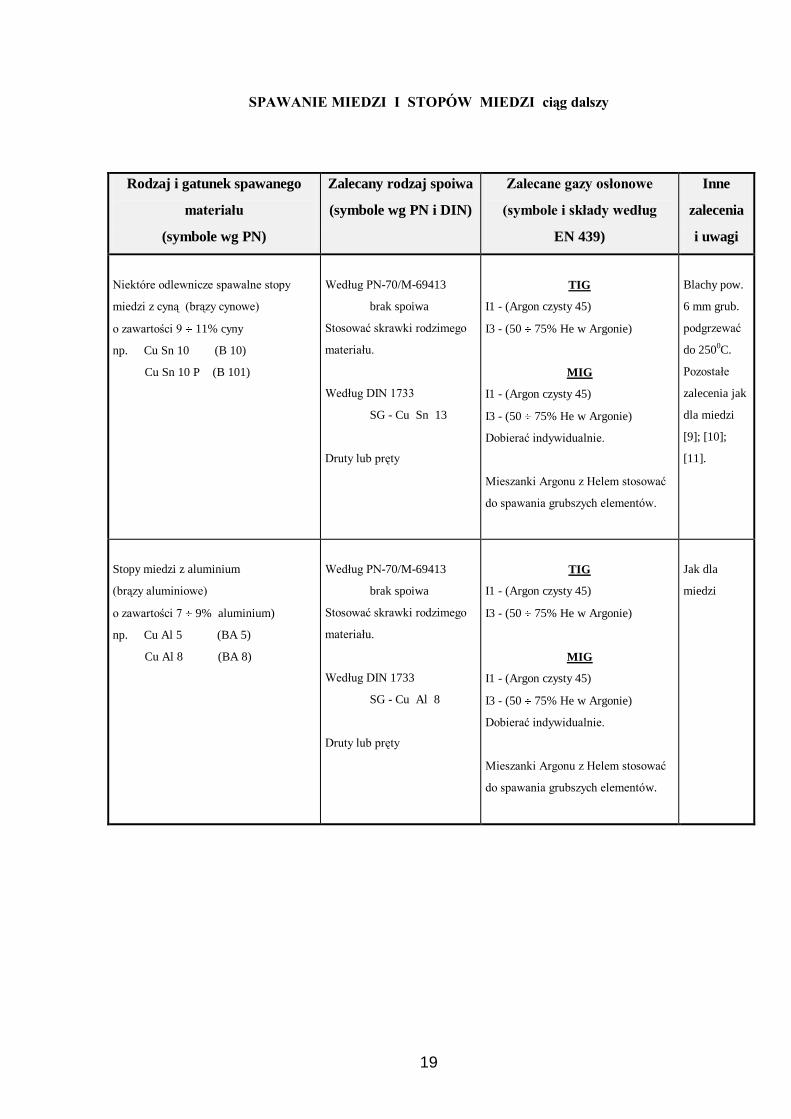
SPAWANIE MIEDZI I STOPÓW MIEDZI ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Niektóre odlewnicze spawalne stopy
miedzi z cyną (brązy cynowe)
o zawartości 9 11% cyny
np. Cu Sn 10 (B 10)
Cu Sn 10 P (B 101)
Według PN-70/M-69413
brak spoiwa
Stosować skrawki rodzimego
materiału.
Według DIN 1733
SG - Cu Sn 13
Druty lub pręty
TIG
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
MIG
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
Dobierać indywidualnie.
Mieszanki Argonu z Helem stosować
do spawania grubszych elementów.
Blachy pow.
6 mm grub.
podgrzewać
do 2500C.
Pozostałe
zalecenia jak
dla miedzi
[9]; [10];
[11].
Stopy miedzi z aluminium
(brązy aluminiowe)
o zawartości 7 9% aluminium)
np. Cu Al 5 (BA 5)
Cu Al 8 (BA 8)
Według PN-70/M-69413
brak spoiwa
Stosować skrawki rodzimego
materiału.
Według DIN 1733
SG - Cu Al 8
Druty lub pręty
TIG
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
MIG
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
Dobierać indywidualnie.
Mieszanki Argonu z Helem stosować
do spawania grubszych elementów.
Jak dla
miedzi

20
SPAWANIE MIEDZI I STOPÓW MIEDZI ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Spawalne stopy miedziowo-cynkowe
(mosiądze) do obróbki plastycznej
np. Cu Zn 5 (M 95)
Cu Zn 15 (M 85)
Cu Zn 20 (M 80)
Cu Zn 37 (M 63)
Cu Zn 10 Sn (MC 90)
Cu Zn 36 Pb 1,5 (MO 60)
Cu Zn 16 Si 3 (MK 80)
Cu Zn 38 Sn 1 (MC 62)
Brązy krzemowe Cu-Si
np. Cu Si 3 M 1
Według PN-70/M-69413
LM 60 C
LM 60 K
Według DIN 1733
SG - Cu Si 3
Stosować też skrawki
materiału rodzimego
TIG
(wyłącznie)
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
MIG ( nie
zalecana)
Dobierać indywidualnie.
Mieszanki Argonu z Helem stosować
do spawania grubszych elementów.
Jak dla
miedzi i
brązów.
Wymagana
bardzo dobra
wentylacja.
Mosiądze wysokoniklowe
(stopy plastyczne na blachy, taśmy,
rury - dobrze spawalne)
np. Cu Ni 18 Zn 20 („Nowe
srebro”)
Cu Ni 15 Zn 21 (MZN
15)
Cu Ni 18 Zn 27 (MZN
18)
Cu Ni 12 Zn 24 (MZN
12)
Według PN-70/M-69413
LMN 7
Według DIN 1733
brak spoiwa
Stosować pręty o podobnym
składzie lub skrawki materiału
rodzimego.
TIG
(wyłącznie)
I1 - (Argon czysty 45)
I3 - (50 75% He w Argonie)
Dobierać indywidualnie.
Mieszanki Argonu z Helem stosować
do spawania grubszych elementów.
Jak dla
miedzi i
brązów.
Wymagana
dobra
wentylscja.

21
SPAWANIE MIEDZI I STOPÓW MIEDZI ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Stopy miedziowo-niklowe o udziale
do 45% Ni (tzw. „Miedzionikle”)
np. Cu Ni 5
Cu Ni 19
(„Nikielina”)
Cu Ni 25 (MN 25)
Cu Ni 30 (MN 30)
Cu Ni 40 Mn 1
Cu Ni 30 Mn 1 Fe
Według PN-70/M-69413
brak spoiwa
Stosować skrawki rodzimego
materiału.
Według DIN 1733
brak spoiwa
Stosować pręty o składzie
zbliżonym do spawanego
materiału lub skrawki
materiału rodzimego.
Tylko TIG
I1 - (Argon czysty 45)
(Argon wysokiej czystości
min. 99,998%)
I3 - (50 75% He w Argonie)
Dobierać indywidualnie.
Mieszanki Argonu z Helem stosować
do spawania grubszych elementów.
Podgrzewać
wstępnie
tylko grube
elementy.
Pozostałe
zalecenia jak
dla miedzi
[9]; [10];
[11].
22
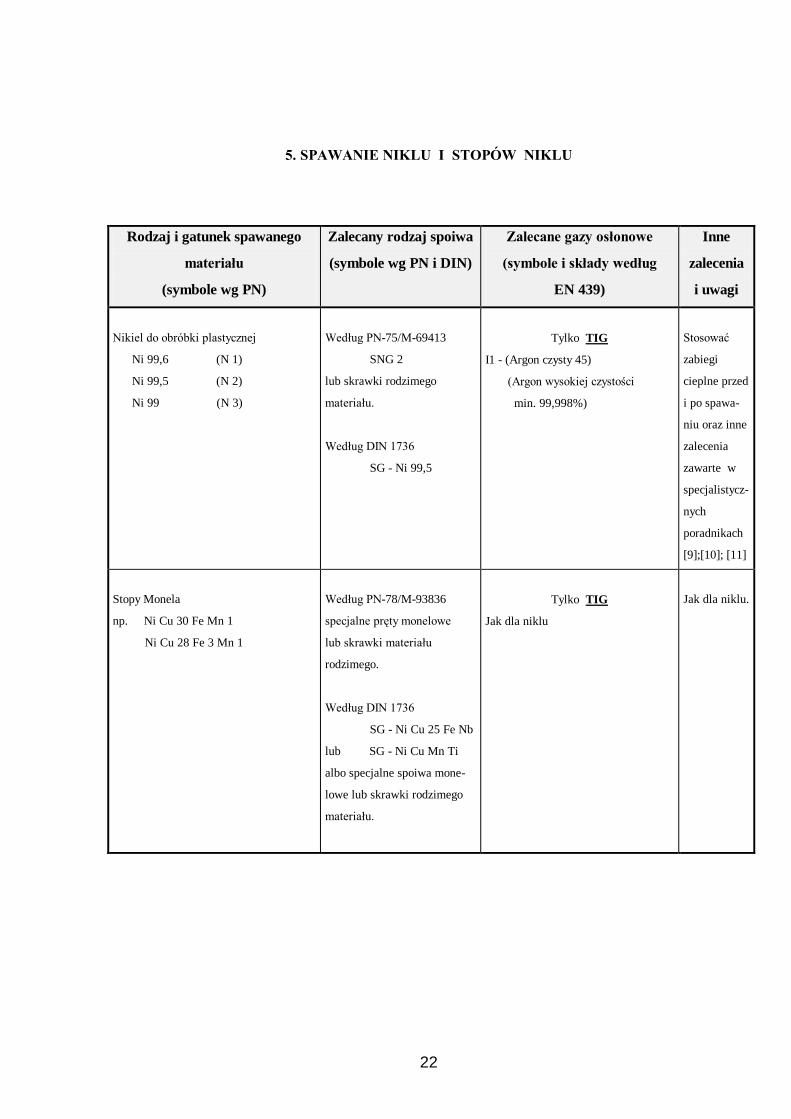
5. SPAWANIE NIKLU I STOPÓW NIKLU
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Nikiel do obróbki plastycznej
Ni 99,6 (N 1)
Ni 99,5 (N 2)
Ni 99 (N 3)
Według PN-75/M-69413
SNG 2
lub skrawki rodzimego
materiału.
Według DIN 1736
SG - Ni 99,5
Tylko TIG
I1 - (Argon czysty 45)
(Argon wysokiej czystości
min. 99,998%)
Stosować
zabiegi
cieplne przed
i po spawa-
niu oraz inne
zalecenia
zawarte w
specjalistycz-
nych
poradnikach
[9];[10]; [11]
Stopy Monela
np. Ni Cu 30 Fe Mn 1
Ni Cu 28 Fe 3 Mn 1
Według PN-78/M-93836
specjalne pręty monelowe
lub skrawki materiału
rodzimego.
Według DIN 1736
SG - Ni Cu 25 Fe Nb
lub SG - Ni Cu Mn Ti
albo specjalne spoiwa mone-
lowe lub skrawki rodzimego
materiału.
Tylko TIG
Jak dla niklu
Jak dla niklu.
23
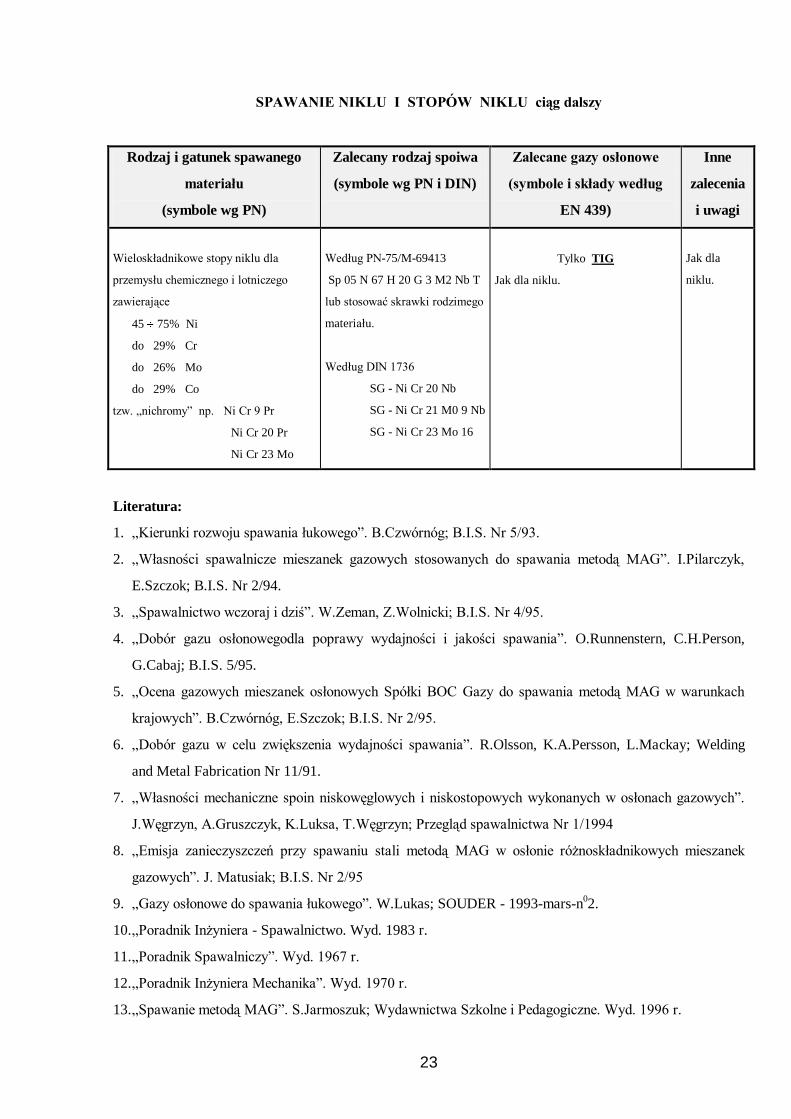
SPAWANIE NIKLU I STOPÓW NIKLU ciąg dalszy
Rodzaj i gatunek spawanego
materiału
(symbole wg PN)
Zalecany rodzaj spoiwa
(symbole wg PN i DIN)
Zalecane gazy osłonowe
(symbole i składy według
EN 439)
Inne
zalecenia
i uwagi
Wieloskładnikowe stopy niklu dla
przemysłu chemicznego i lotniczego
zawierające
45 75% Ni
do 29% Cr
do 26% Mo
do 29% Co
tzw. „nichromy” np. Ni Cr 9 Pr
Ni Cr 20 Pr
Ni Cr 23 Mo
Według PN-75/M-69413
Sp 05 N 67 H 20 G 3 M2 Nb T
lub stosować skrawki rodzimego
materiału.
Według DIN 1736
SG - Ni Cr 20 Nb
SG - Ni Cr 21 M0 9 Nb
SG - Ni Cr 23 Mo 16
Tylko TIG
Jak dla niklu.
Jak dla
niklu.
Literatura:
1. „Kierunki rozwoju spawania łukowego”. B.Czwórnóg; B.I.S. Nr 5/93.
2. „Własności spawalnicze mieszanek gazowych stosowanych do spawania metodą MAG”. I.Pilarczyk,
E.Szczok; B.I.S. Nr 2/94.
3. „Spawalnictwo wczoraj i dziś”. W.Zeman, Z.Wolnicki; B.I.S. Nr 4/95.
4. „Dobór gazu osłonowegodla poprawy wydajności i jakości spawania”. O.Runnenstern, C.H.Person,
G.Cabaj; B.I.S. 5/95.
5. „Ocena gazowych mieszanek osłonowych Spółki BOC Gazy do spawania metodą MAG w warunkach
krajowych”. B.Czwórnóg, E.Szczok; B.I.S. Nr 2/95.
6. „Dobór gazu w celu zwiększenia wydajności spawania”. R.Olsson, K.A.Persson, L.Mackay; Welding
and Metal Fabrication Nr 11/91.
7. „Własności mechaniczne spoin niskowęglowych i niskostopowych wykonanych w osłonach gazowych”.
J.Węgrzyn, A.Gruszczyk, K.Luksa, T.Węgrzyn; Przegląd spawalnictwa Nr 1/1994
8. „Emisja zanieczyszczeń przy spawaniu stali metodą MAG w osłonie różnoskładnikowych mieszanek
gazowych”. J. Matusiak; B.I.S. Nr 2/95
9. „Gazy osłonowe do spawania łukowego”. W.Lukas; SOUDER - 1993-mars-n02.
10. „Poradnik Inżyniera - Spawalnictwo. Wyd. 1983 r.
11. „Poradnik Spawalniczy”. Wyd. 1967 r.
12. „Poradnik Inżyniera Mechanika”. Wyd. 1970 r.
13. „Spawanie metodą MAG”. S.Jarmoszuk; Wydawnictwa Szkolne i Pedagogiczne. Wyd. 1996 r.


















