Yarn Manufacturing BUTex
44
INDUSTRIAL ATTACHMENT Welcome to Our Presentation on
-
Upload
saad589 -
Category
Engineering
-
view
269 -
download
18
Transcript of Yarn Manufacturing BUTex

INDUSTRIAL ATTACHMENT
Welcome to OurPresentation
on

TECHNO TEXTILE &
SPINNING MILLS

Supervised byMd. Sultan Mahmud
Assistant ProfessorDept. of Yarn Manufacturing Engineering

CONTENTSCompany Profile
Blow Room
Carding
Drawing
Lap former
Comber
Simplex
Ring frame
Auto Coner M/C
CompliancePackaging
UtilityQuality Assurance

: TECHNO TEXTILES &SPINNING MILLS LTD: Spinning Mill: Private Limited Company: 100% export Oriented Company: June, 2007: Different count (18-40 Ne) cotton yarn: 8640 tons/year: Around 3.0 Billion Taka Carded Yarn Combed Yarn: 28,224: 25 tons/day : 100% Yarn Manufacturer
Company Name Type Nature of the Company Nature of the Project Year of Establishment Range of Count Annual Production
Capacity Project Cost Product Mix
Total no. of Spindle Production Capacity Type of Manufacturer Factory Location Corporate Office
87, New Eskaton 10th floor, Dhaka – 1000, Bangladesh Factory Location
Uttar Dariapur, Kaliakoir, Gazipur, Bangladesh
COMPANY AT A GLANCE

PRODUCT MIX
RING YARN
CARDED YARN
COMBED YARN

MAIN BUYERS
Jinnat Apparels.Beximco Knitting LtdUttara Knitting and dyeing LtdNew Delta Knitting LtdKnit Asia LtdRobintex Ltd. Square textile

ADMINISTRATIVE STRUCTURE ChairmanDirector
GMAGMAssistant Manager
Shift Incharge
SPO
Others
Manager (maintenance)
Assistant Manager
Maintenance Engineer
Assistant Engineer
Others
Manager (quality)
Assistant Manager
Quality Officer
Assistant Quality Officer
Others

MANPOWER MANAGEMRNTDesignation Approved setup Present
status Difference
General service 72 55 17
Production 394 389 5
Quality 17 14 3
Maintenance 67 55 12
Utility 51 43 8
Total 601 556 45

SHIFT CLASSIFICATIONA-shift 6 am to 2
pm
B-shift 2 pm to 10
pm
C-shift 10 pm to 6am

DIFFERENT DEPARTMENTS
PRODUCTION DEPARTMENT
QUALITY CONTROL
AND ASSURANCE DEPARTMENT
MAINTANANCE
DEPARTMENT UTILITY
DEPARTMENT

PRODUCTION MACHINAERIES IN BLOWROOM SECTION
Capacity : 1500 kg/hourFunctions : To plucking raw material
Fig: Blendomat

PRODUCTION MACHINAERIES IN BLOWROOM SECTION
(CONTINUED)
Fig: CL-P
Capacity : 700 kg/hourFunctions : To remove dust and trash particle

PRODUCTION MACHINAERIES IN BLOWROOM SECTION
(CONTINUED)
Fig: SP-EM
Functions : To detect fire & metal

PRODUCTION MACHINAERIES IN BLOWROOM SECTION
(CONTINUED)
Fig: MX-U
Functions : To blend fiber

PRODUCTION MACHINAERIES IN BLOWROOM SECTION
(CONTINUED)
Fig: CL-C3
Functions : To remove micro dust

PRODUCTION MACHINAERIES IN BLOWROOM SECTION
(CONTINUED)
Fig: SP-F
Functions : To detect contamination

CARDING M/C
Fig: Truitzschler card
DFK opening roll : 830 rpmCard Feed roll : 6.2 – 6.8 rpmCylinder speed: 565 rpmWeb speed open : 80 rpmBlade cleaning : 20 minLicker-in speed: 1st Licker in – 1240 rpm2nd Licker in – 1935 rpm3rd Licker in – 2545 rpmFlat speed : 332 mm/minDoffer speed : 45 rpmStippling r/r speed : 225 rpmSquizing r/r speed :548 rpm

DRAWING FRAME
Manufacturer: Toyoda, Japan.No of doubling : Breaker-5 or 6 and Finisher-8Delivery speed : 300-1000 m/minGrain/Yards : 81Can size : 1000m
Fig: Toyoda D/F

TYPES OF DRAWING FRAME
MODEL NO. OF
MACHINE
DRAFTING SYSTEM
NAME OF DRAW FRAME
DX-8 3 5/4 Breaker D/F
DX-8 LT 3 5/4 Finisher D/F

LAP FORMER
Fig: Toyoda D/F
No. of machine :1Make: TOYODA, JAPANModel : SL-100No of doubling:28(max)Delivery speed: 120m/minDrafting system: 3 over 3Front roller dia: 39 mmBack roller dia: 32 mmLap dia: 650mm

COMBER
Fig: Toyoda Comber
No. of machine : 5Manufacturer: TOYODA, JAPAN.No of head: 8Delivery speed:(230-240) nips/min
Drafting system: 2 OVER 2Can size: (25mmX600mm1200mm)Can capacity : 3500 mFeed/nip: 4.9mmNoil%: (8-25)Machine rpm : 230-240 m/minTime : 1 hr per can

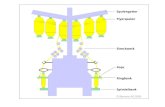
SIMPLEX
Fig: Simplex
No. of machine :6Manufacturer: TOYOTA, JAPANModel : FL100No of Spindle: 120Spindle speed: 1200 rpmRoller gauge : 37.5 X 49.5 X 48.5(For medium staple)Drafting system : 4 over 4Spindle gauge : 130 mmWaste % :1

RINGFRAME
Fig: Ringframe
No. of machine : 28Manufacturer: SHANGHAI ERFANGJI CO. LTD. (CHINA)Model : EGM-168No of Spindle: 1008Spindle speed: Up to 18000 rpmDrafting system : 3 over 3, PK 2025Spindle gauge : 75 mmRing dia: 38 & 40 mmLift : 7 inchMaximum draft : 60

AUTOCONER
Fig: Autoconer
Machine name : PROCESS CONERNo. of machine : 9Manufacturer: MURATEC, JAPAN.Model : 21CNO of drum : 60Delivery speed : 2000 m/minPackage weight : 2140gmPackage length : 122493mBobbin yarn length : 2863m

PACKAGING
Net wt. : 50 kgGross wt: 51.26 kg
W.P.P. :180 gm Cone wt. :40 gm with sticker Poly bag :4 gm W.P.P bag size:40” X 47” Poly bag size :16” X 16” Package wt.:2.14 kg

PRODUCTION PARAMETERS CL-P:
Waste rate- 8%Cleaning intensity- .4%
MX-U:Degree of opening- 3Production level- 100
CL-C3:Waste rate- 5%Cleaning intensity- .3%
Carding:Hank- .093Speed-116-144m/minNRE%- 52%U%- 3.3%

PRODUCTION PARAMETERS (CONTINUED)
Draw frame:Speed- 500-700m/minWaste- 0.50%Gr/ yds- 78-81
Lapformer:Speed- 115m/minWaste- 0.50%Lap wt- 78-82gm/m
Comber:Nips/min- 4230-240Feed/nip- 4.9mmNoil%- 3.5-17%

PRODUCTION PARAMETERS (CONTINUED)
Simplex:Flyer Speed- 1050-1200 rpmTPI- 0.96-1.003Hank- 0.83 neWaste- 0.50%
Ring frame:Speed- 10000-18500 rpmTPI- 19.41Count- (18-40) neWaste- 1.5-2%
Winding:Speed- 1450m/minWaste- 0.5%

PRODUCT QUALITY PARAMETERS
Carding chute:Neps/gm-575Waste%-2.0%
Carding sliver:
Neps/gm-274Waste%-52.0%

RAW MATERIALS
The factory has used the following cottons in the past years:
Cotton price:
Serial no Country of origin Micronaire01 Australia 4.5802 USA 4.6303 ZIMBABWE 4.1804 UGANDA 4.105 INDIA 4.806 UZBEKISTAN 4.5
Name Price(Rate $ per Lbs)Australia 1.5India .75CIS .90Uganda 1

BALE MANAGEMENT SYSTEM
• Way to call bales of a particular country.Growth Area Definition
• A data file is converted to .dat format to use with Uster Bale Manager.Data Import
• Imported data is observed to select usable property range & to find out highest value & lowest value of selected property
Observation• Depending upon the target QAM defines
important properties. Common choices are mic, SCI.
Defining Mix Criteria
• Catagory is the group of bales having a specific property value within a defined range.Defining Category
• Histogram displays the distribution of bales in different catagories according to the property and values set in "Catagory Definition". It is a general practice to equalize these columns as nearly as possible.
Equalizing Histogram
• This steps shoe which bales from store are to taken out and how to arrange them in the bale lay down.
Making a Mix
• Informing UBM the ID of bales which are using today.Acceptance

QUALITY ASSURANCE
USTER HVI Spectrum
USTER Tester 4
USTER AFIS Pro
Wrap Reel
Lea Strength Tester
Machineries used in QC lab:

QUALITY ASSURANCE M/C
Fig: USTER HVI
Name of the equipment:Uster High Volume Instrument (Version : Spectrum)
Measuring Modules: Length & Strength module Micronaire module Color & Trash module

QUALITY ASSURANCE M/C (CONTINUED)
Fig. USTER AFIS-PRO
Name of the Equipment:USTER ADVANCED FIBRE INFORMATION SYSTEM (AFIS)
Measurements: Neps Length & Maturity

QUALITY ASSURANCE M/C (CONTINUED)
Fig. USTER TESTER-4
Name of the Equipment : Uster tester-4 (UT-4)
Testing results: Mass variation (U%, CV%) Imperfections (Thin/km, Thick/km,
Neps/km)
Hairiness Mass Diagram Periodic faults of machine parts

STANDARD WASTE%
Blow room 3.5Cardin 6-6.5Draw frame 0.5Comber 3.5-17Simplex 0.5Ring frame 1.5-2Autoconer 1.5

UTILITY
• Manufacturer: LTG (Germany) • No of plant: 5• RH in different section:
• Blow room: 50-53%• Carding to Simplex section: 50-55% • Ring section: 50-54%• Finishing section: 55-60%
•
• Rotor: 55-60%
Humidification plant
• Manufacturer: Atlas Copco ; Model no: GA37• No of compressor: 3• Minimum air pressure: 7 Bar• Dryer: Atlas Copco FD110
Compressor
• Manufacturer: York-Shipley (U.S.A.)• Model no: 400 SPR-40-NS 93940• Steam pressure: 50 PSI• Function: Supply steam for heat setting
machine.
Boiler
• Engine: CATERPILLER • No of generators: 6• Power requirement: 4.5 MW• Type: Gas Generator
Generator

MAINTENANCE• General cleaning • Oil change in gear motors• Checking of bearings & motor shafts
BLOWROOM Once in
every 7 days
• General cleaning • Full setting / re-setting• Checking of doffer to cylinder driving gears,
bearings & motor shaft
CARDING Once in every 7
days
• General cleaning • Checking of machine gears• Roller gauge & Pressure checking / re-setting
DRAW FRAME Once in every
14 days
• General cleaning• Checking and tightening of nuts, bolt etc• Gauge checking / resetting• Top roller cot treatment / greasing
LAP FORMER
Once in every 14 days
• General cleaning • Top roller cots treatment greasing• Gauge checking / re-setting• Change of lubricating oil
COMBER Once in every 14
days

MAINTENANCE (CONTINUED)• General cleaning • Building motion setting• lubricating oil change• Top roller cot treatment • Roller gauge Pressure checking / re-setting
SPEED FRAME Once in every 14
days
• General cleaning • Inverter checking A/C (Input & Output), D.0
voltage, ring data motor• Checking of oil pump
RING FRAME Once in every 30 days
• General cleaning • Checking of cone sensor• Drum checking• Checking of drum bearing, splicing bearing,
blower shaft bearing
WINDING MACHINE Once in every 30 days
• General cleaning • Checking gearing, shaft bearing etc.
Rotor Spg. m/c Once in every 30
days

COST ANALYSIS
According to production cost:Raw material cost (30/k) ---69% of total cost
31% conversion costRaw material cost (30/c) ---58% of total cost
42% conversion cost

Export Ne Per Kg 20 Card 2.40$ 26 Card 2.50$ 28 Card 2.55$ 30 Card 2.63$ 34 Card 2.75$ 18 Combed 2.8$ 20 Combed 2.84$ 26 Combed 2.95$ 30 Combed 2.95$ 32 Combed 3.00$ 34 Combed 3.25$
COST ANALYSIS (CONTINUED)Costing of product.

Today Yarn export compliance is an unavoidable issue Compliance subjects :
Safety and health Child labors Harassment Discrimination Working hours Wage and benefits Freedom of association Environmental compliance Notice and record keeping
COMPLIANCE

THANKS
TO
ALL