
Wps Procedure
30
-
Upload
davidshifa -
Category
Documents
-
view
2.455 -
download
116
Transcript of Wps Procedure
Doc. No : GNU-PR-YD-7507
Page : Cover
Revision : 5
PT GUNANUSA UTAMA FABRICATORS
Date : 12 August 2008
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\P7507-5-C.doc
PROSEDUR PENGENDALIAN PENGELASAN (PROCEDURE FOR WELDING CONTROL)
5 12 Aug 08 RE-ISSUED FOR CONSTRUCTION DA RM PD ER
4 20 Jun 07 RE-ISSUED FOR CONSTRUCTION DA RM OLF ER
3 13 Aug 04 RE-ISSUED FOR CONSTRUCTION HS RM OLF ER
2 01 Oct 01 RE-ISSUED FOR CONSTRUCTION FIN RM AS DM
1 05 Aug 00 RE-ISSUED FOR CONSTRUCTION FIN DON EH DM
REV. DATE DESCRIPTION OF ISSUANCE PREPARED BY CHECKED BY CHECKED BY APPROVED BY
Doc. No : GNU-PR-YD-7507
Page : 1 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
TABEL PERUBAHAN / REVISION TABLE
Status Revisi / Revision Status Status Revisi / Revision Status Status Revisi / Revision Status Hal./
Page 2 3 4 5 6 7 8
Hal./ Page 2 3 4 5 6 7 8
Lamp/Attachment 2 3 4 5 6 7 8
1 X X X X 8.1 X X X X
2 X X X X 8.2 X X X X
3 X X X X 8.3 X X X X
4 X X X X 8.4 X X X X
5 X X X X 8.5 X X X X
6 X X X X 8.6 X X X X
7 X X X X 8.7 X X X X
8 X X X X 8.8 X X
9 X X X X
10 X X X
11 X X X
12 X X X
13 X
Doc. No : GNU-PR-YD-7507
Page : 2 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
DAFTAR ISI / TABLE OF CONTENTS TABEL PERUBAHAN / REVISION TABLE ……………………………………………… 1 DAFTAR ISI /TABLE OF CONTENTS ……………………………………………………. 2 1. TUJUAN / PURPOSE ..………………………………………………………………... 3 2. RUANG LINGKUP / SCOPE .………………………………………………………… 3 3. REFERENSI / REFERENCE …………………………………………………………. 3 4. DEFINISI / DEFINITION ..………………………………………………………………. 3 5. TANGGUNG JAWAB / RESPONSIBILITY...……………………………………….. 4 6. TINDAKAN / ACTION ……………………………………………………………...…… 7
6.1. Welding Procedure Specification ……….………………………………….. 7 6.2. Welder / Welding Operator ………….…………….…………………………. 7 6.3. Welding Consumable ……..……………………….…………………………. 8 6.4. Pelaksanaan Pengelasan Produksi / Execution of Welding
Production……………………………………………………………………….. 8 6.5. Perbaikan Hasil Pengelasan Yang Cacat / Repair of Defect Welding
Result ………..………………..…………………………………………………. 9 7. REKAMAN / RECORD …………………………………………………………………. 12 8. LAMPIRAN / ATTACHMENT….……………………………………………………….. 13
Doc. No : GNU-PR-YD-7507
Page : 3 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
1. TUJUAN Untuk menjelaskan cara pengendalian
aktivitas pengelasan baik selama fabrikasi
maupun erection.
2. RUANG LINGKUP Prosedur ini diterapkan untuk semua aktivitas
pengelasan di PT. Gunanusa Utama
Fabricators sesuai dengan Standard & Code
yang disyaratkan oleh Klien dan memenuhi
persyaratan Mutu, Keselamatan, Kesehatan
Kerja dan Lingkungan (MK3L).
3. REFERENSI 3.1. ISO 9001:2000.
3.2. ISO 14001:2004.
3.3. OHSAS 18001:2007.
3.4. PER-05/MEN/1996, Sistem Manajemen
Keselamatan dan Kesehatan Kerja.
3.5. Prosedur Inspeksi dan Pengujian No: GNU-
PR-QC-7101.
3.6. Prosedur Pergudangan No: GNU-PR-YD-
7505.
3.7. QC Manual No: GNU-MN-QC-4201.
3.8. ASME Section IX Edisi terakhir.
3.9. AWS D. 1. 1 Edisi terakhir.
3.10. API 1104 Edisi terakhir.
3.11. BS. 5000 Edisi terakhir.
3.12. Spesifikasi Klien.
4. DEFINISI 4.1. Welding Procedure Specification (WPS):
Prosedur pengelasan tertulis yang disiapkan
untuk mengarahkan aktivitas pengelasan
yang sesuai dengan persyaratan Standard
dan Code. Petunjuk pengarahan kualifikasi
Welder atau Welding Operator untuk
menjamin kesesuaian dengan persyaratan
1. PURPOSETo describe the control method of welding
activities either in fabrication process and
also or erection.
2. SCOPE This procedure is applied for all welding
activities at PT. Gunanusa Utama Fabricators
accordance with Standard & Code that
required by client and fulfill quality, health,
safety and environment (QHSE)
requirements.
3. REFERENCE 3.1. ISO 9001:2000.
3.2. ISO 14001:2004.
3.3. OHSAS 18001:2007.
3.4. PER-05/MEN/1996, Health and Safety Work
Management System.
3.5. Procedure for Inspection and Test No: GNU-
PR-QC-7101.
3.6. Procedure for Warehousing No: GNU-MN-
QC-7505.
3.7. QC Manual No: GNU-MN-QC-4201.
3.8. ASME Section IX Last Edition.
3.9. AWS D. 1. 1 Last Edition.
3.10. API 1104 Last Edition.
3.11. BS. 5000 Last Edition.
3.12. Client Specification.
4. DEFINITION
4.1. Welding Procedure Specification (WPS):
The written welding procedure that is
prepared to guide welding activities that
accordance with standard and code
requirement. Instruction guidance of
Welder/Welding Operator qualification to
assure the conformity to the standard and
Doc. No : GNU-PR-YD-7507
Page : 4 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
Standard dan Code.
4.2. Procedure Qualification Record (PQR):
Catatan data pengelasan yang digunakan
dalam uji pengelasan benda kerja, yang berisi
bukti variabel selama pengelasan dan hasil
pengujian dari test coupon tersebut.
4.3. Welding Operator/Welding Performance
Qualification (WPQ):
Kegiatan kualifikasi dan evaluasi kemampuan
Welder atau Welding Operator dalam
melakukan pengelasan sesuai dengan WPS.
4.4. Welding Map:
Dokumen yang berisi petunjuk penempatan /
pengalokasian WPS terhadap sambungan
pengelasan.
4.5. NDE Plan:
Dokumen yang berisi petunjuk tentang jenis-
jenis pengujian tidak merusak (NDE) yang
akan di aplikasikan pada suatu sambungan
pengelasan.
4.6. Summary Qualified WPS List / Welding Book:
Dokumen yang berisi nomor-nomor WPS
yang sudah lulus yang dikelompokkan
berdasarkan code / standard yang diacu pada
saat kualifikasi dilakukan.
4.7. Summary of Qualified Welder/Welding
Operator List:
Dokumen yang berisi nama-nama welder/
welding operator yang sudah lulus kualifikasi.
4.8. Welding Engineer (WE):
Welding Engineer yang berkedudukan dalam
organisasi Metallurgy dan Welding.
5. TANGGUNG JAWAB 5.1. Quality Control Manager
Bertanggung jawab:
a. Meninjau spesikasi klien.
code requirement.
4.2. Procedure Qualification Record (PQR):
Data record of welding that is used in welding
test of specimen, which containing variable
evidence during welding process and testing
result from the coupon test.
4.3. Welding Operator/Welding Performance
Qualification (WPQ):
The qualification and evaluation activities of
Welder or Welding Operator skill in
performing welding process in accordance
with WPS.
4.4. Welding Map:
Document that contains instruction of WPS
allocation to the welding joint.
4.5. NDE Plan:
Document that contains instruction about the
types of Non Destructive Examination test
(NDE) that will be applied in a welding joint.
4.6. Summary Qualified WPS List / Welding Book:
Document that contains WPS number that
have passed which is grouped based on
reference code / standard during qualification.
4.7. Summary of Qualified Welder/Welding
Operator List:
Document that contains welder/welding
operator name that have passed qualification.
4.8. Welding Engineer (WE):
Welding Engineer who is positioned in the
Metallurgy and Welding.
5. RESPONSIBILITY 5.1. Quality Control Manager
Responsible To:
a. Review the client specification.
Doc. No : GNU-PR-YD-7507
Page : 5 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
b. Mengorganisir penerapan spesifikasi klien,
standard dan code terpakai.
5.2. Welding Engineer
Bertanggung jawab:
a. Menyediakan ringkasan WPS/PQR
(Summary) untuk produk yang di
Fabrikasi. b. Melaksanakan dan menyaksikan
kualifikasi dan mechanical test, serta
mensertifikasi PQR dan WPS yang
ditetapkan. c. Menyediakan ringkasan daftar welder/
welding operator yang telah lulus
kualifikasi. d. Secara konsisten melakukan pengecekan
terhadap penerapan WPS/PQR pada
actual pengelasan. 5.3. Welding Supervisor / Welding Foreman
Bertanggung jawab:
a. Mengorganisir penggunaan WPS yang
berlaku sesuai dengan Welding Map dan
menjamin MK3L diareanya dilaksanakan.
b. Mengorganisir penugasan pada welder
/welding operator.
c. Menginformasikan dan memantau
pemakaian elektrode/filler metal yang
sesuai dengan WPS yang digunakan.
d. Menyiapkan Daily Welding Report dan
menyerahkan ke Welding Inspector.
e. Memberikan pengarahan (Umpan Balik)
kepada Welder atau Welding Operator jika
hasil kinerjanya buruk.
5.4. Welder / Welding Operator
Bertanggung Jawab :
a. Melakukan pengelasan sesuai dengan
WPS terpakai dan mematuhi persyaratan
MK3L yang ditentukan.
b. Organize the implementation of client’s
specification, performed standard and
code.
5.2. Welding Engineer
Responsible To:
a. Prepare resume of WPS/PQR
(Summary) for Fabricated product.
b. Perform and witness the qualification of
mechanical test, also certify the
determined PQR and WPS.
c. Prepare resume list of welder/welding
operator that have passed qualification.
d. Consistently performing check in
WPS/PQR application for actual welding
5.3. Welding Supervisor / Welding Foreman
Responsible To:
a. Organize the used of valid WPS based on
Welding Map and ensure QHSE at area
that is applied.
b. Organize the assignment of welder
/welding operator.
c. Inform and monitor the used of
electrode/filler metal according to the valid
WPS.
d. Prepare Daily Welding Report and deliver
to Welding Inspector.
e. Provide guidelines (feed back) to Welder
or Welding Operator if the work result was
bad.
5.4. Welder / Welding Operator
Responsible To:
a. Perform welding accordance with the
used WPS and follow QHSE requirement
that determined.
Doc. No : GNU-PR-YD-7507
Page : 6 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
b. Menghasilkan pengelasan dengan mutu
yang bagus sesuai dengan yang
dikehendaki oleh code atau standard yang
ditetapkan oleh spesifikasi client.
5.5. Welding Inspector
Bertanggung jawab :
a. Memeriksa kesesuaian implementasi
WPS terhadap Weld Map.
b. Memantau kesesuaian variabel
pengelasan terhadap WPS.
c. Melakukan inspeksi visual pada hasil
pengelasan sesuai dengan Welding Map
dan Daily Welding Report.
d. Mengajukan NDE sesuai dengan NDE
Map ke NDE Personnel/Company.
e. Menyaksikan dan mencatat hasil
pelaksanaan PQR dan WPQT.
5.6. Welding Engineering
Bertanggung jawab :
a. Menyiapkan dan mengetes welder sesuai
dengan kode, standard & spesifikasi klien.
b. Mengorganisir pembuatan PQR.
c. Memberikan welding induction kepada
semua welder/welding operator sebelum
bekerja.
d. Memberikan pelatihan kepada
welder/welding operator baik yang
mempunyai rejection rate tinggi maupun
untuk meningkatkan grade kualifikasi
dengan mengacu persyaratan MK3L yang
ditetapkan.
e. Memonitor kinerja welder/welding
operator.
5.7. Construction Engineering
Bertanggung jawab :
a. Mengeluarkan Welding Map dan NDE
b. Produce welding with good quality
accordance with code or standard
requirement that is indicated by client
specification.
5.5. Welding Inspector
Responsible To:
a. Inspect the conformity of WPS
implementation to the Welding Map.
b. Monitor the conformity of welding variable
to the WPS.
c. Perform the visual inspection of welding
result according to Welding Map and the
Daily Welding Report.
d. Request NDE accordance with NDE Map
to NDE Personnel /Company.
e. Witness and record the results of PQR
and WPQT activities.
5.6. Welding Engineering
Responsible to:
a. Prepare and test welder according to
code, standard and client specification.
b. Organize the making of PQR.
c. Give welding induction to all welders /
welding operators before working.
d. Give training to welder/welding operator
who have high rejection rate and also to
increase qualification grade by referring
QHSE requirements that determined.
e. Monitor performance of welder/welding
operator.
5.7. Construction Engineering
Responsible to:
a. Issue Welding Map and NDE Plan.
Doc. No : GNU-PR-YD-7507
Page : 7 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
Plan.
b. Melalui Dokumen Kontrol mendistribusi,
menyimpan dan mengontrol dokumen
syah untuk konstruksi.
6. TINDAKAN 6.1. Welding Procedure Specification (WPS)
Pembuatan WPS dilakukan oleh Welding
Engineer setelah dilakukan analisa pada
gambar konstruksi, Code dan Standard yang
telah ditetapkan oleh Spesifikasi Client.
6.1.1.Konsep WPS yang dibuat Welding Engineer
tersebut kemudian dikualifikasi untuk di
bukti-kan kelayakannya, dengan dilakukan
serangkaian pengujian yang dipersyaratkan
oleh code atau standard yang ditetapkan
oleh pelanggan.
6.1.2.Semua parameter pengelasan selama
proses kualifikasi WPS ini dicatat dalam
laporan uji kualifikasi prosedur. Dan dari
data tersebut ditambah hasil pengujian yang
diper-syaratkan pada hasil lasan, akan
dicatat dalam PQR (Procedure Qualification
Record).
6.1.3.WPS yang lulus kualifikasi akan dimasukkan
dalam daftar WPS (Summary Qualified WPS
List dan khusus untuk Proyek akan dibuat
dalam Welding Book).
6.2. Welder/Welding Operator
Pelaksanaan kualifikasi Welder/Welding
Operator mengacu pada WPS yang sudah
lulus kualifikasi dan disetujui klien.
Tujuannya ialah untuk membuktikan apakah
welder/welding operator bisa mengerti apa
b. Through Document Controller, he has to
distribute, record and control the valid
documents that approved for
construction.
6. ACTION 6.1. Welding Procedure Specification (WPS)
WPS is established by Welding Engineer
after analysis has been performed in
construction drawing, code, and standard
that already fixed by Client.
6.1.1.The WPS draft which made by Welding
Engineer is then be qualified in order to be
proven it’s worthiness by executing several
test that is required by code or standard
which is determined by client.
6.1.2.The whole welding parameter during WPS
qualification process is recorded in report of
procedure qualification test. And from the
data mentioned to be added with testing
result that is required in welding result, will
be recorded in PQR (Procedure
Qualification Record).
6.1.3.WPS that has passed the qualification will
be included in WPS List (Summary Qualified
WPS List and especially for the Project will
be made in Welding Book).
6.2. Welder/Welding Operator
The execution of Welder / Welding Operator
qualification refer to WPS that already
passed qualification and approved by client.
The purpose is to prove whether the
welder/welding operator could understand
Doc. No : GNU-PR-YD-7507
Page : 8 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
yang dimaksud dalam suatu WPS dan
kemudian mengaplikasikan kedalam
pengelasan benda kerja.
6.2.1.Hasil pengelasan pada benda kerja tersebut
kemudian dibuktikan kelayakannya sesuai
dengan code atau standard yang ditetapkan
oleh pelanggan. Dan bagi welder/welding
operator yang lulus kualifikasi, namanya
akan dimasukkan dalam daftar
welder/welding operator (Summary
welder/welding operator Qualified List).
6.3. Welding Consumable
Penanganan, penyimpanan dan perawatan
Welding Consumable mengacu pada
rekomendasi dari welding consumable
manufacturer dan juga aturan-aturan yang
ditetapkan dalam code atau standard dari
pelanggan serta persyaratan MK3L.
Permintaan pengadaan welding consumable
diatur didalam instruksi kerja tersendiri.
6.4. Pelaksanaan Pengelasan Produksi
6.4.1.Construction Engineering melalui Document
Control mendistribusikan Welding Map,
sedangkan Welding Engineer
mendistribusikan WPS, Summary Qualified
WPS List / Welding Book dan Summary
Qualified Welder / Welding Operator List ke
Departement Fabrikasi dan lainnya sesuai
dengan matrix distribusi yang berlaku.
6.4.2.Dari dokumen-dokumen tersebut Welding
Supervisor bersama dengan Welding
Foreman menempatkan WPS yang sesuai
dengan Welding Map dilokasi tempat kerja
dan juga menugaskan welder yang kuali-
fikasinya sesuai dengan pekerjaan tersebut.
the WPS intended and then apply it in to
welding of specimen.
6.2.1.Welding result on the specimen mentioned
then to be proved it’s worthiness in
accordance with code or standard that is
determined by client. And for
Welder/Welding Operator that has passed
the qualification, His name shall be included
in to welder/welding operator list (Summary
welder/welding operator Qualification List).
6.3. Welding Consumable
The handling, storage and maintenance of
Welding Consumable refer to
recommendation from welding consumable
manufacturer and also the rules which are
established in code or standard from client
and QHSE requirements.
Request of welding consumable supply
arranged in specific work instruction.
6.4. Execution of Production Welding
6.4.1. Construction Engineering through
document control distributes Welding Map,
while Welding Engineer distribute WPS,
Summary Qualified WPS List / Welding Book
and Summary Qualification Welder / Welding
Operator List to Fabrication Department and
others according to matrix distribution which
is valid.
6.4.2 From the documents mentioned Welding
Supervisor together with Welding Foreman
allocate WPS that accordance with Welding
Map near to work place and also assign
welder who the qualification is according to
the work mentioned.
Doc. No : GNU-PR-YD-7507
Page : 9 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
6.4.3.Setelah pengelasan selesai, Welding
Foreman membuat Daily Welding Report
yang berisi informasi mengenai kapan
sambungan tersebut dilas, oleh siapa
(dengan mencantumkan welder stamp) dan
juga mengisi batch number dari filler metal
yang dipakai dalam pengelasan tersebut.
6.4.4.Daily Welding Report diserahkan ke
Welding Inspector untuk dilakukan pengujian
visual dan selanjutnya dibuatkan NDE
Request sesuai dengan NDE Plan.
6.5. Perbaikan hasil pengelasan yang cacat
6.5.1.Jika dari hasil pengujian ternyata
menunjukkan adanya cacat pada hasil
pengelasan produksi. Maka, Welding
Inspector akan menginformasikan pada
Welding Foreman atau Welding Supervisor
dan tembusan ke Welding Engineer.
6.5.2.Welding Foreman atau Welding Supervisor
kemudian memberi tugas pada welder atau
welding operator yang berkualitas untuk
pekerjaan perbaikan tersebut dan cara
pengerjaannya mengacu pada prosedur
yang sudah disetujui oleh pelanggan.
6.5.3.Pinalti
Perusahaan menetapkan rejection rate
welding berdasarkan joint dan berdasarkan
panjang lasan yang merupakan rambu-
rambu yang harus ditaati oleh semua
personil yang terlibat dalam pengelasan.
Welder/welding operator akan dinilai kinerja
baik secara producktivitas maupun secara
qualitas.
Perusahaan akan memberikan sangsi
kepada welder/welding operator yang tidak
6.4.3.After the welding finished, Welding Foreman
shall make Daily Welding Report that
contains information about when the joint
had been welded, who did (with inserting
welder stamp) and also fill out the batch
number from filler metal that is used in
welding mentioned.
6.4.4.Daily Welding Report is delivered to Welding
Inspector to be performed visual testing and
then prepared NDE request in accordance
with NDE plan.
6.5. Repair of defect welding result
6.5.1.If test result indicate defect as a result of
welding product therefore, Welding
Inspector shall inform Welding Foreman or
Welding Supervisor and copy distribution to
Welding Engineer.
6.5.2.Welding Foreman or Welding Supervisor
then assign qualified welder or welding
operator for the repair work maintenance
and method of work refer to procedure that
already approved by client.
6.5.3.Penalty
The Company specify rejection rate of
welding pursuant to joint and pursuant to
weld length that representing fringe which
must be adhered by all personnel who
concern in welding.
Welder / welding operator will be assessed
their performance either through
productivities and also qualities.
Company will give penalty to welder /
welding operator who does not fulfill the
Doc. No : GNU-PR-YD-7507
Page : 10 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
memenuhi kinerja yang ditetapkan
perusahaan.
Adapun kriteria bagi mereka yang
mendapatkan sangsi yaitu:
a. Tidak mematuhi prosedur kerja yang
ditetapkan.
b. Tidak memenuhi target produksi yang
ditetapkan.
c. Tidak memenuhi quality pada setiap
periodik yang ditetapkan, adapun
standar quality sebagai berikut:
1. Rejection rate welding tidak melebihi
yang ditetapkan, yaitu > 2% panjang
ekuivalen atau > 15% joint dihitung
pada saat welder tersebut mulai
mengelas dengan jumlah produksi
minimum 10 joint atau 5 meter mana
yang tercapai terlebih dahulu dan
merupakan akumulasi RT dan UT.
2. Panjang ekuivalen adalah :
= Panjang actual (L) x Correc Fac
(fc)
Correction Factor (fc) :
- 0.5 s/d 26 mm thk, fc = 1
- > 26 s/d 52 mm thk, fc = 2
- > 52 mm, fc = 3
Adapun sangsi yang akan diberikan sebagai
berikut :
- Bila tidak memenuhi criteria a) welder
akan dirumahkan selama 4 hari. Selama
dirumahkan, welder tetap mendapatkan
upah basic, hal ini sesuai UU Tenaga
Kerja bahwa scorsing yang diterima
karyawan, maka yang bersangkutan
tetap dibayar upah basicnya. Bilamana
performance that specified by the company.
The criteria for those who will get penalty:
a. Do not obey specified working
procedure.
b. Do not fulfill specified production target.
c. Do not fulfill quality in each periodical
which is specified, as for the following
quality standard:
1. Welding Rejection Rate must not
exceed that is specified, > 2%
Equivalent Length or > 15% joint
which counted when the welder
starts to weld with the amount of
minimum production is 10 joints or 5
meter length, which are is achieved
first and it’s the accumulation of UT
and RT.
2. Equivalent Length defined as;
= Actual Length (L) x Correc Fac (fc)
Correction Factor (fc) :
- 0.5 up to 26 mm thk, fc = 1
- > 26 up to 52 mm thk, fc = 2
- > 52 mm, fc = 3
The penalty will be given as follows:
- If do not fulfill criteria a) welder will be
laid off for 4 day. As long suspension
time, permanent welder still receives
basic salary, this condition is complied
with Labor Law where suspension that
received by employee, he still get paid
for basic salary. When there are
5
Doc. No : GNU-PR-YD-7507
Page : 11 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
ada kebijaksanaan perusahaan, sangsi
ini bisa dicabut, ini berlaku juga untuk
welder subkontraktor.
- Bila tidak memenuhi criteria b) welder
akan diberikan Surat Peringatan (SP)
dan bila mendapat SP 4 kali, maka
welder tersebut tidak diperkenankan
untuk bekerja lagi, ini berlaku juga untuk
welder subkontraktor.
- Bila tidak memenuhi criteria c) pada
pengelasan 5 meter atau 10 joint
pertama mana yang lebih dahulu
tercapai welder akan diberikan Surat
Peringatan.
- Bila tidak memenuhi criteria c) pada
pengelasan 5 m atau 10 joint kedua,
mana yang lebih dahulu tercapai, welder
akan dikirim ke welding school untuk
training dan internal test, atau
dikembalikan ke subkontraktor dan tidak
boleh mengelas join Full Penetrasi
sebelum di-training dan internal test.
Apabila welder telah masuk Welding School
1 kali dan lulus internal test namun masih
tidak menunjukkan kinerja yang bagus,
maka welder tersebut tidak diperkenankan
untuk mengelas join Full Penetrasi.
Apabila welder yang masuk Welding School
tidak lulus internal test sebanyak 3 kali,maka
welder tersebut tidak diperkenankan untuk
mengelas join Full Penetrasi.
Seluruh aturan mengenai sangsi ini berlaku
untuk semua welder yang bekerja di PTG
baik welder subkontraktor maupun welder
PTG.
6.5.4.Hadiah
Setiap satu bulan sekali atau ada ketentuan
lain dari proyek akan dilakukan evaluasi
company wisdom, this penalty can be
pulled out, this is also valid for the
subcontractor welder.
- If do not fulfill criteria b) welder will be
given Warning Letter (WL) and if getting
WL for 4 times, so the welder do not be
allowed to work again, this is also valid
for the welder of subcontractor.
- If do not fulfill criteria c) for welding of
first 5 meter or 10 joints, which one is
achieved first, welder will be given a
Warning Letter.
- If do not fulfill criteria c) for the welding of
second 5 meter or 10 joints, which one is
achieved first, welder will be sent to
welding school for training and internal
test, or returned back to the sub
contractor and shall not be allowed to
weld Full Penetration Joints before
trained and passed internal test.
If welder have entered Welding School one
times is passed internal test but still remain
performs bad performance, the welder shall
not be allowed to weld Full Penetration
Joints.
If welder have entered the Welding School
failed in internal test for 3 times, the welder
shall not be allowed to weld Full Penetration
joints.
These punishment system will be applied for
all welders either from subcontractor or PTG.
6.5.4.Reward
Every month there’s policy from project that
evaluation will be conducted to welder /
Doc. No : GNU-PR-YD-7507
Page : 12 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
terhadap welder/welding operator oleh
Production Superintendent dari data
rangkuman hasil NDE Report yang
disiapkan oleh QC Department. Berdasarkan
evaluasi tersebut welder/welding operator
akan mendapatkan hadiah.
Kriteria welder/welding operator yang berhak
mendapatkan hadiah yaitu:
a. Memenuhi unjuk kerja / kinerja yang
terbaik, yakni tidak memenuhi kriteria
sangsi.
b. Mempunyai Repair rate 0% selama satu
bulan dengan panjang pengelasan
minimum 20 meter.
Jika terdapat lebih dari satu orang welder
yang memenuhi kriteria diatas, maka akan
dipilih satu orang welder yang dianggap
mempunyai prestasi dari aspek disiplin,
produktifitas dan keselamatan kerja sebagai
Welder Terbaik pada bulan tersebut.
Hadiah yang akan diberikan tergantung
dengan kebijakan proyek.
Jika welder yang mempunyai Repair Rate
melebihi ketentuan telah di-training dan lulus
internal test maka rekaman Repair rate
menjadi nol.
Pengelasan repair tidak akan dihitung dan
direkam serta tidak menghapus data repair
rate welder yang melakukan pengelasan
repair tersebut.
Hanya panjang repair (R1) yang harus
direkam, sedangkan R2 & R3 tidak direkam.
7. REKAMAN 7.1. Form WPS.
7.2. Form PQR.
7.3. Form Laporan Kualifikasi Juru Las.
welding operator by Production
Superintendent from result of NDE Report
compiled and summarized by QC
Department. Pursuant to the evaluation
welder / welding operator will get reward.
Criteria of welder / welding operator that will
reward are:
a. Fulfilling the best of performance,
namely do not fulfill penalty criteria.
b. Having Repair rate 0% for one month
and produced minimum 20 meter weld
length.
If there were more than one welder who
fulfill above criteria, then one welder shall be
selected as Best Welder
of the Month based on his high score in
discipline, productivity and safety.
Reward that are going to be given depends
on Project Policy.
If welder who has repair rate beyond above
criteria have trained and passed internal
test, his repair rate record will become zero.
Repair welding will not be counted and
recorded, and also not automatically erase
his repair rate record.
Only original repair (R1) that must be
recorded, while R2 & R3 will be unrecorded.
7. RECORD 7.1. WPS Form.
7.2. PQR Form.
7.3. Qualification Welder Report Form.
Doc. No : GNU-PR-YD-7507
Page : 13 of 13
PT Gunanusa Utama Revision : 5
Fabricators
PROSEDUR PENGENDALIAN PENGELASAN
(PROCEDURE FOR WELDING CONTROL)
Date : 12 August 2008
7.4. Form Daily Welding Report.
7.5. Form Summary Qualified WPS List as
Welding Book.
7.6. Form Summary Qualified Welder/Welding
Operator List.
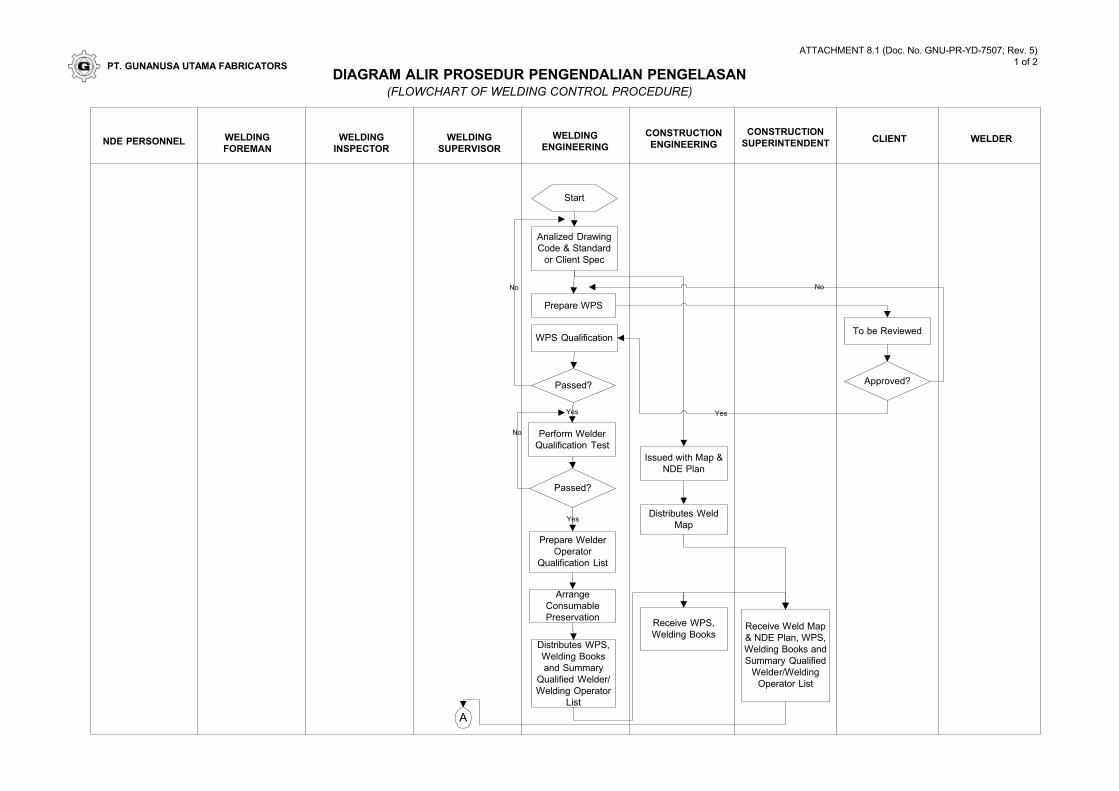
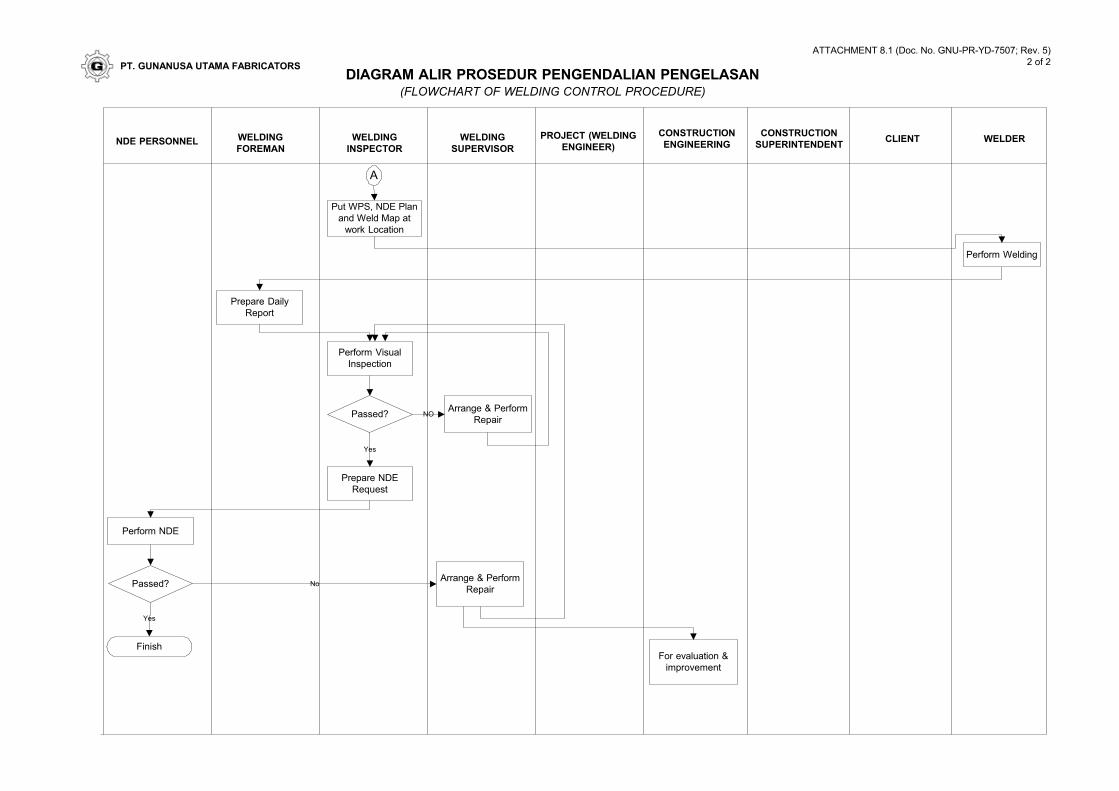
8. LAMPIRAN 8.1. Diagram Alir Prosedur Pengendalian
Pengelasan.
8.2. Form WPS (ASME, API, AWS)
8.3. Form PQR.
8.4. Form Laporan Kualifikasi Juru Las.
8.5. Form Daily Welding Report.
8.6. Form Summary Qualified WPS List atau
Welding Book.
8.7. Form Summary Qualified Welder/Welding
Operator List.
8.8. Uraian Perubahan.
7.4. Daily Welding Report Form.
7.5. Summary Qualified WPS List of Welding
Book Form.
7.6. Summary Qualified Welder/Welding
Operator List Form.
8. ATTACHMENT 8.1. Flowchart of Welding Control Procedure.
8.2. WPS Form (ASME, API, AWS)
8.3. PQR Form.
8.4. Qualification Welder Report Form.
8.5. Daily Welding Report Form.
8.6. Summary Qualified WPS List or Welding
Book Form.
8.7. Summary Qualified Welder/Welding
Operator List Form.
8.8. Description of Change.
*****
PT. GUNANUSA UTAMA FABRICATORS
(FLOWCHART OF WELDING CONTROL PROCEDURE)DIAGRAM ALIR PROSEDUR PENGENDALIAN PENGELASAN
ATTACHMENT 8.1 (Doc. No. GNU-PR-YD-7507; Rev. 5)1 of 2
Start
Analized DrawingCode & Standard
or Client Spec
Prepare WPS
NDE PERSONNEL WELDINGFOREMAN
WELDINGINSPECTOR
WELDINGSUPERVISOR
WELDINGENGINEERING
CONSTRUCTIONSUPERINTENDENT
WPS Qualification
Perform WelderQualification Test
Prepare WelderOperator
Qualification List
ArrangeConsumablePreservation
A
CLIENT WELDER
Passed?
No
Yes
Passed?
Yes
No
To be Reviewed
Approved?
No
Yes
Receive Weld Map& NDE Plan, WPS,Welding Books andSummary Qualified
Welder/WeldingOperator List
CONSTRUCTIONENGINEERING
Distributes WeldMap
Issued with Map &NDE Plan
Receive WPS,Welding Books
Distributes WPS,Welding Booksand Summary
Qualified Welder/Welding Operator
List
PT. GUNANUSA UTAMA FABRICATORS
(FLOWCHART OF WELDING CONTROL PROCEDURE)DIAGRAM ALIR PROSEDUR PENGENDALIAN PENGELASAN
ATTACHMENT 8.1 (Doc. No. GNU-PR-YD-7507; Rev. 5)2 of 2
NDE PERSONNEL WELDINGFOREMAN
WELDINGINSPECTOR
WELDINGSUPERVISOR
PROJECT (WELDINGENGINEER)
CONSTRUCTIONSUPERINTENDENT CLIENT WELDERCONSTRUCTION
ENGINEERING
Prepare DailyReport
Perform VisualInspection
Prepare NDERequest
Perform NDE
Arrange & PerformRepair
A
Passed? NO
Yes
Passed?
Yes
NoArrange & Perform
Repair
Finish
Perform Welding
For evaluation &improvement
Put WPS, NDE Planand Weld Map at
work Location
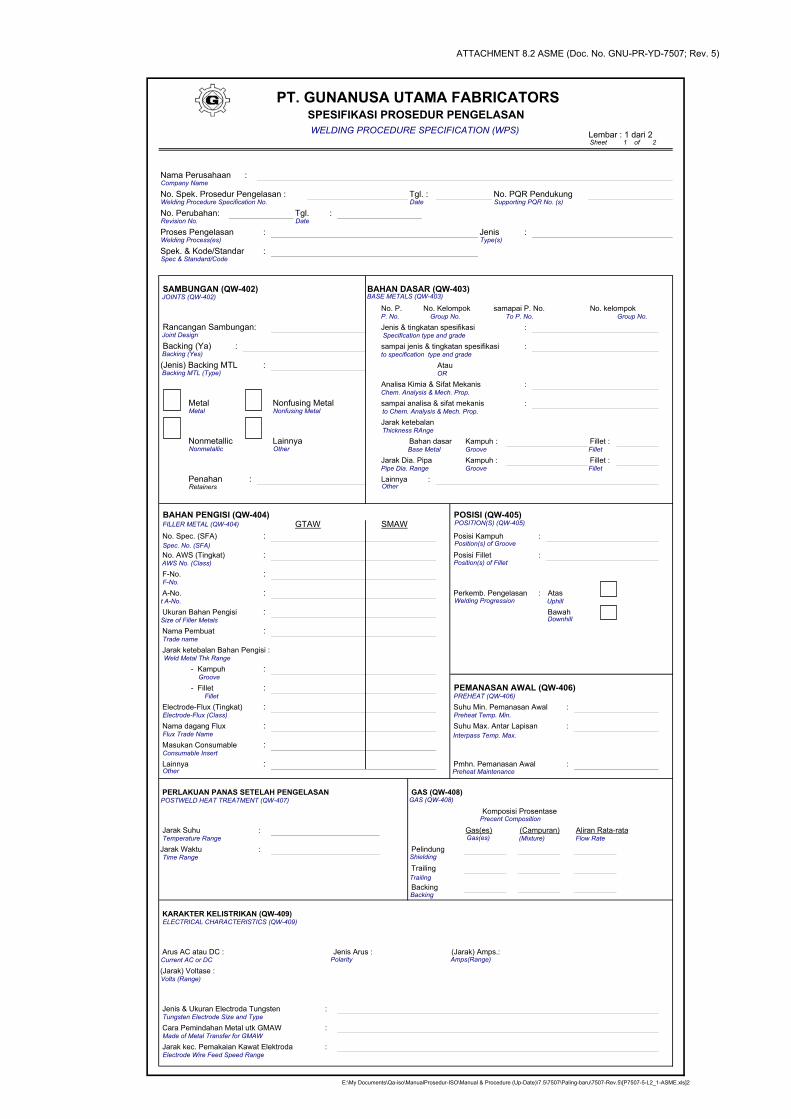
ATTACHMENT 8.2 ASME (Doc. No. GNU-PR-YD-7507; Rev. 5)
Sheet 1 of 2
Nama Perusahaan :
No. Spek. Prosedur Pengelasan : Tgl. : No. PQR Pendukung
No. Perubahan: Tgl. :
Proses Pengelasan : Jenis :
Spek. & Kode/Standar :
SAMBUNGAN (QW-402) BAHAN DASAR (QW-403)
No. P. No. Kelompok samapai P. No. No. kelompok
Rancangan Sambungan: Jenis & tingkatan spesifikasi :
Backing (Ya) : sampai jenis & tingkatan spesifikasi :
(Jenis) Backing MTL : Atau
Analisa Kimia & Sifat Mekanis :
Metal Nonfusing Metal sampai analisa & sifat mekanis :
Jarak ketebalan
Nonmetallic Lainnya Bahan dasar Kampuh : Fillet :
Jarak Dia. Pipa Kampuh : Fillet :
Penahan : Lainnya :
BAHAN PENGISI (QW-404) POSISI (QW-405)GTAW SMAW
No. Spec. (SFA) : Posisi Kampuh :
No. AWS (Tingkat) : Posisi Fillet :
F-No. :
A-No. : Perkemb. Pengelasan : Atas
Ukuran Bahan Pengisi : Bawah
Nama Pembuat :
Jarak ketebalan Bahan Pengisi :
- Kampuh :
- Fillet : PEMANASAN AWAL (QW-406)
Electrode-Flux (Tingkat) : Suhu Min. Pemanasan Awal :
Nama dagang Flux : Suhu Max. Antar Lapisan :
Masukan Consumable :
Lainnya : Pmhn. Pemanasan Awal :
PERLAKUAN PANAS SETELAH PENGELASAN GAS (QW-408)
Jarak Suhu : Gas(es) (Campuran) Aliran Rata-rata
Jarak Waktu : Pelindung
Trailing
Backing
KARAKTER KELISTRIKAN (QW-409)
Arus AC atau DC : Jenis Arus : (Jarak) Amps.:
(Jarak) Voltase :
Jenis & Ukuran Electroda Tungsten :
Cara Pemindahan Metal utk GMAW :
Jarak kec. Pemakaian Kawat Elektroda :
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L2_1-ASME.xls]2
Komposisi Prosentase
PT. GUNANUSA UTAMA FABRICATORSSPESIFIKASI PROSEDUR PENGELASANWELDING PROCEDURE SPECIFICATION (WPS) Lembar : 1 dari 2
Company Name
Welding Procedure Specification No.
Revision No. Date
Date Supporting PQR No. (s)
Type(s)Welding Process(es)
Spec & Standard/Code
JOINTS (QW-402)
Joint Design
Backing (Yes)
Backing MTL (Type)
Metal Nonfusing Metal
Nonmetallic Other
Retainers
FILLER METAL (QW-404)
Spec. No. (SFA) Position(s) of Groove
F-No.
t A-No.
Trade name
Weld Metal Thk Range
Groove
Fillet PREHEAT (QW-406)
Preheat Temp. Min. Electrode-Flux (Class)
AWS No. (Class)
Size of Filler Metals
Other
POSTWELD HEAT TREATMENT (QW-407)
Temperature Range
Time Range
ELECTRICAL CHARACTERISTICS (QW-409)
PolarityCurrent AC or DC
Volts (Range)
Tungsten Electrode Size and Type
Made of Metal Transfer for GMAW
Electrode Wire Feed Speed Range
BASE METALS (QW-403)
Specification type and grade
to specification type and grade
Chem. Analysis & Mech. Prop.
to Chem. Analysis & Mech. Prop.
Thickness RAnge
Base Metal Groove
Pipe Dia. Range
P. No. Group No. To P. No. Group No.
OR
Groove
Fillet
Fillet
Other
Consumable Insert
Flux Trade Name Interpass Temp. Max.
Preheat Maintenance
POSITION(S) (QW-405)
Welding Progression Uphill
Downhill
Position(s) of Fillet
GAS (QW-408)
Gas(es)
Shielding
(Mixture) Flow Rate
Precent Composition
Trailing
Backing
Amps(Range)
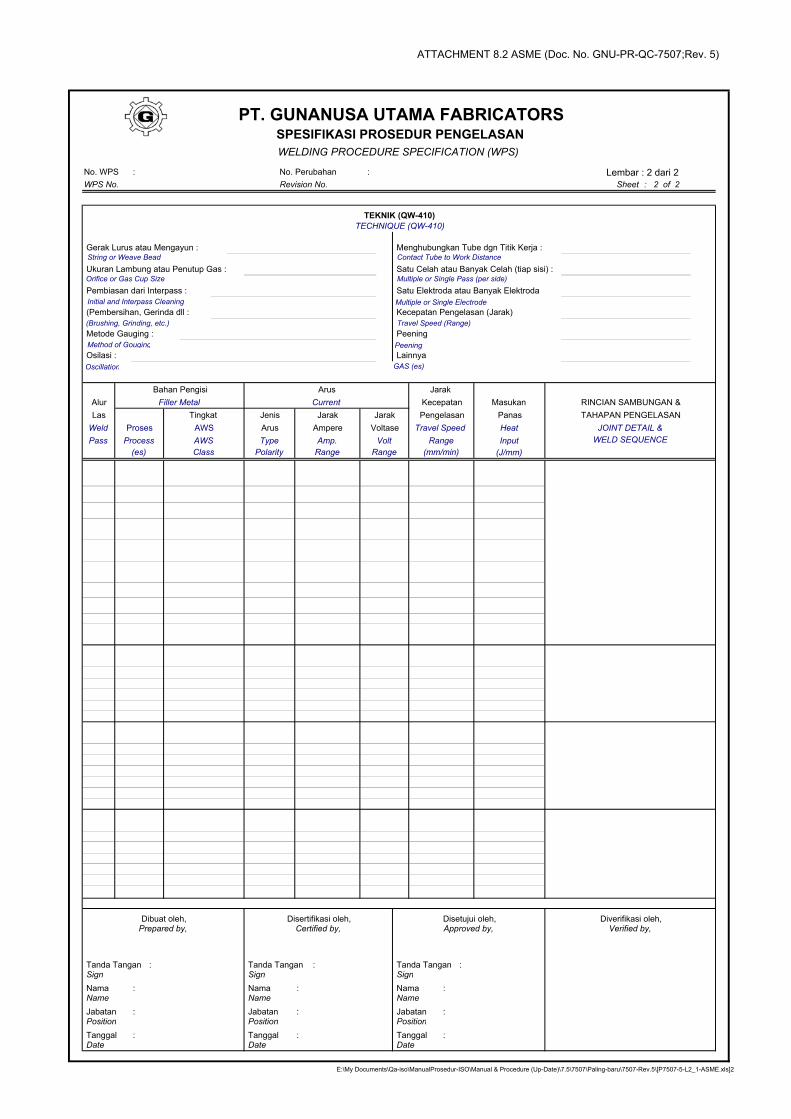
ATTACHMENT 8.2 ASME (Doc. No. GNU-PR-QC-7507;Rev. 5)
No. WPS : No. Perubahan :WPS No. Revision No. Sheet : 2 of 2
TECHNIQUE (QW-410)
Gerak Lurus atau Mengayun : Menghubungkan Tube dgn Titik Kerja :
Ukuran Lambung atau Penutup Gas : Satu Celah atau Banyak Celah (tiap sisi) :
Pembiasan dari Interpass : Satu Elektroda atau Banyak Elektroda
(Pembersihan, Gerinda dll : Kecepatan Pengelasan (Jarak)
Metode Gauging : Peening
Osilasi : Lainnya
Alur Kecepatan Masukan RINCIAN SAMBUNGAN &Las Tingkat Jenis Jarak Jarak Pengelasan Panas TAHAPAN PENGELASAN
Weld Proses AWS Arus Ampere Voltase Travel Speed Heat JOINT DETAIL &
Tanda Tangan : Tanda Tangan : Tanda Tangan : Sign Sign Sign Nama : Nama : Nama : Name Name Name Jabatan : Jabatan : Jabatan : Position Position Position Tanggal : Tanggal : Tanggal : Date Date Date
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L2_1-ASME.xls]2
Filler MetalBahan Pengisi
Current
Range Range (mm/min) (J/mm)(es) Class PolarityAmp. Volt Input WELD SEQUENCERangePass Process AWS Type
Disertifikasi oleh,Verified by,
Disetujui oleh,
PT. GUNANUSA UTAMA FABRICATORS
TEKNIK (QW-410)
Arus Jarak
SPESIFIKASI PROSEDUR PENGELASANWELDING PROCEDURE SPECIFICATION (WPS)
Diverifikasi oleh,Prepared by, Certified by, Approved by,Dibuat oleh,
Lembar : 2 dari 2
String or Weave Bead
Orifice or Gas Cup Size
Initial and Interpass Cleaning
Contact Tube to Work Distance
Multiple or Single Pass (per side)
Method of Gouging
Travel Speed (Range)
GAS (es)
(Brushing, Grinding, etc.)
Oscillation
Multiple or Single Electrode
Peening
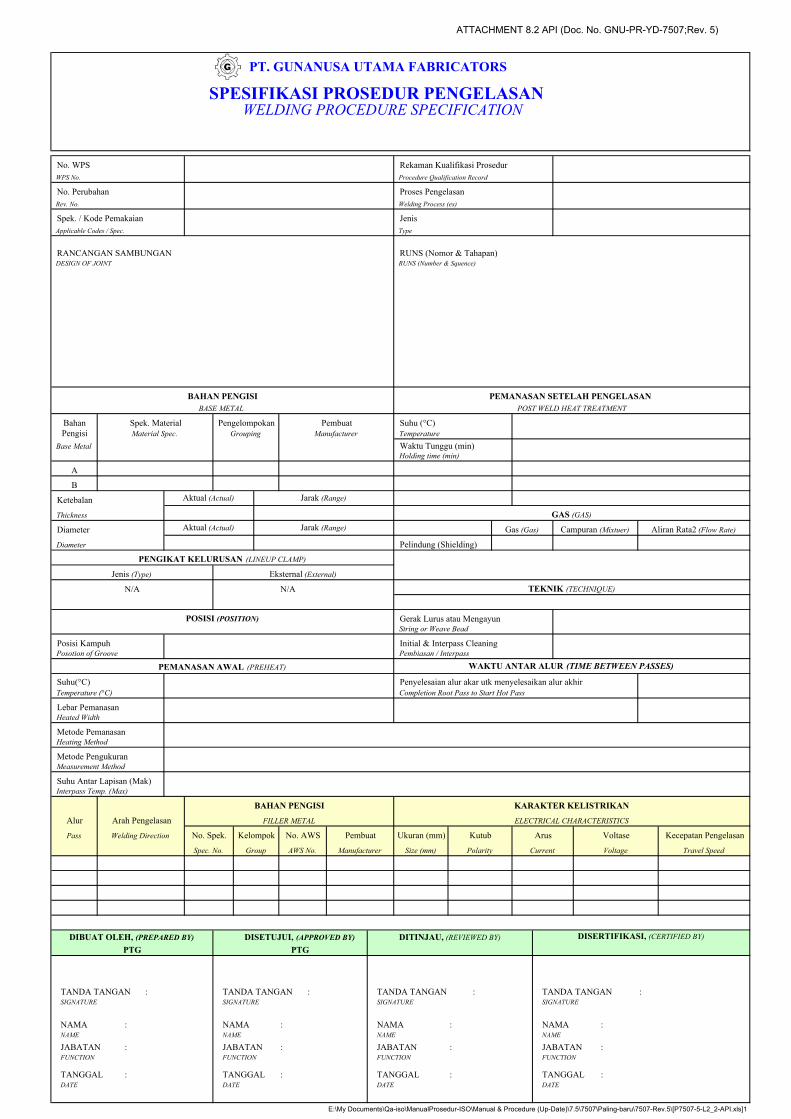
ATTACHMENT 8.2 API (Doc. No. GNU-PR-YD-7507;Rev. 5)
No. WPS Rekaman Kualifikasi Prosedur WPS No. Procedure Qualification Record
No. Perubahan Proses Pengelasan Rev. No. Welding Process (es)
Spek. / Kode Pemakaian Jenis Applicable Codes / Spec. Type
RANCANGAN SAMBUNGAN RUNS (Nomor & Tahapan) DESIGN OF JOINT RUNS (Number & Squence)
BAHAN PENGISI PEMANASAN SETELAH PENGELASAN
Bahan Spek. Material Pengelompokan Pembuat Suhu (°C)Manufacturer Temperature
Waktu Tunggu (min) Holding time (min)
A
B
Ketebalan
Thickness GAS (GAS)
Diameter Gas (Gas) Campuran (Mixtuer) Aliran Rata2 (Flow Rate)
Diameter Pelindung (Shielding)
PENGIKAT KELURUSAN (LINEUP CLAMP)
Jenis (Type) Eksternal (External)
N/A N/A TEKNIK (TECHNIQUE)
POSISI (POSITION) Gerak Lurus atau Mengayun String or Weave Bead
Posisi Kampuh Initial & Interpass Cleaning Posotion of Groove Pembiasan / Interpass
WAKTU ANTAR ALUR (TIME BETWEEN PASSES)
Suhu(°C) Penyelesaian alur akar utk menyelesaikan alur akhir Temperature (°C) Completion Root Pass to Start Hot Pass
Lebar Pemanasan Heated Width
Metode Pemanasan Heating Method
Metode Pengukuran Measurement Method
Suhu Antar Lapisan (Mak) Interpass Temp. (Max)
KARAKTER KELISTRIKAN
ELECTRICAL CHARACTERISTICS
Pass Welding Direction No. Spek. Kelompok No. AWS Pembuat Ukuran (mm) Kutub Arus Voltase Kecepatan Pengelasan
Spec. No. Group AWS No. Manufacturer Size (mm) Polarity Current Voltage Travel Speed
TANDA TANGAN : TANDA TANGAN : TANDA TANGAN : TANDA TANGAN :SIGNATURE SIGNATURE SIGNATURE SIGNATURE
NAMA : NAMA : NAMA : NAMA : NAME NAME NAME NAME
JABATAN : JABATAN : JABATAN : JABATAN : FUNCTION FUNCTION FUNCTION FUNCTION
TANGGAL : TANGGAL : TANGGAL : TANGGAL :DATE DATE DATE DATE
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L2_2-API.xls]1
PEMANASAN AWAL (PREHEAT)
Alur Arah Pengelasan
BAHAN PENGISI
FILLER METAL
BASE METAL POST WELD HEAT TREATMENT
PengisiBase Metal
Material Spec. Grouping
Aktual (Actual) Jarak (Range)
Aktual (Actual) Jarak (Range)
DITINJAU, (REVIEWED BY) DISERTIFIKASI, (CERTIFIED BY)
PTGPTGDIBUAT OLEH, (PREPARED BY) DISETUJUI, (APPROVED BY)
PT. GUNANUSA UTAMA FABRICATORS
SPESIFIKASI PROSEDUR PENGELASANWELDING PROCEDURE SPECIFICATION
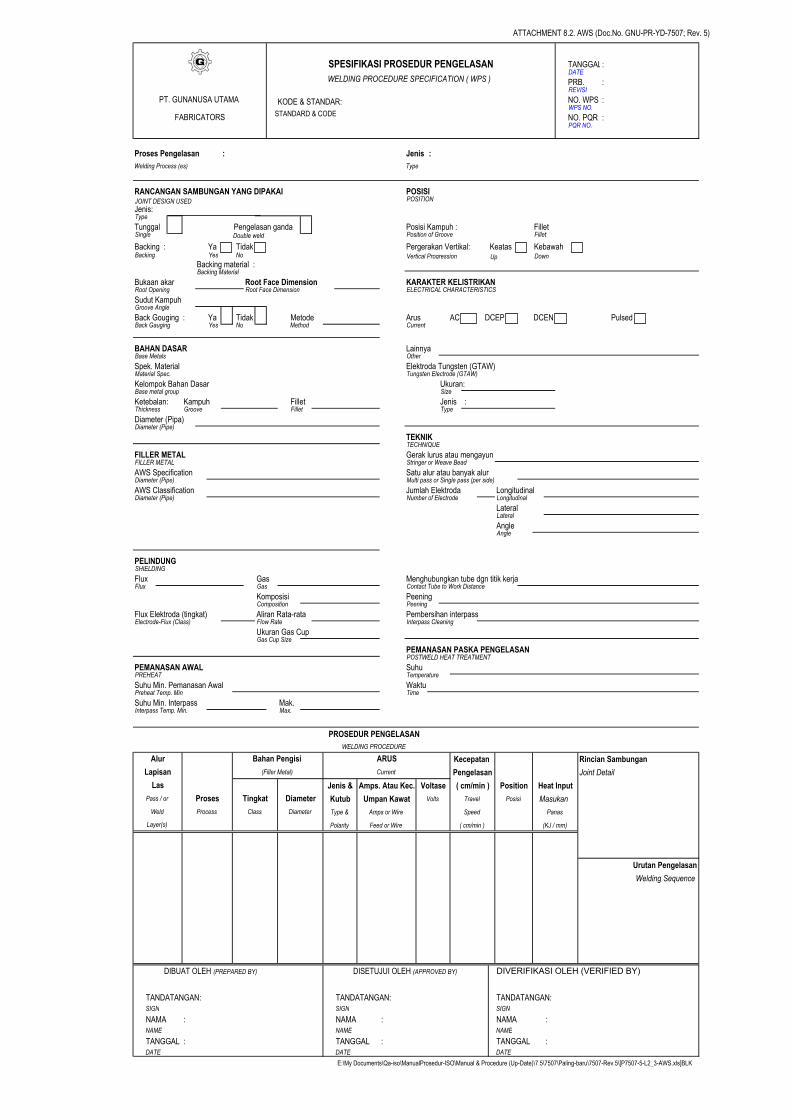
ATTACHMENT 8.2. AWS (Doc.No. GNU-PR-YD-7507; Rev. 5)
TANGGAL:
PRB. :
NO. WPS :
NO. PQR :
Proses Pengelasan : Jenis :Welding Process (es) Type
RANCANGAN SAMBUNGAN YANG DIPAKAI POSISI
Jenis:
Tunggal Pengelasan ganda Posisi Kampuh : Fillet
Backing : Ya Tidak Pergerakan Vertikal: Keatas Kebawah
Backing material :
Bukaan akar Root Face Dimension KARAKTER KELISTRIKAN
Sudut Kampuh
Back Gouging : Ya Tidak Metode Arus AC DCEP DCEN Pulsed
BAHAN DASAR Lainnya
Spek. Material Elektroda Tungsten (GTAW)
Kelompok Bahan Dasar Ukuran:
Ketebalan: Kampuh Fillet Jenis :
Diameter (Pipa)
TEKNIK
FILLER METAL Gerak lurus atau mengayun
AWS Specification Satu alur atau banyak alur
AWS Classification Jumlah Elektroda Longitudinal
Lateral
Angle
PELINDUNG
Flux Gas Menghubungkan tube dgn titik kerja
Komposisi Peening
Flux Elektroda (tingkat) Aliran Rata-rata Pembersihan interpass
Ukuran Gas Cup
PEMANASAN PASKA PENGELASAN
PEMANASAN AWAL Suhu
Suhu Min. Pemanasan Awal Waktu
Suhu Min. Interpass Mak.
PROSEDUR PENGELASANWELDING PROCEDURE
Kecepatan Rincian SambunganPengelasan Joint Detail
Jenis & Amps. Atau Kec. Voltase ( cm/min ) Position Heat InputKutub Umpan Kawat Volts Travel Posisi Masukan Type & Amps or Wire Speed Panas
Polarity Feed or Wire ( cm/min ) (KJ / mm)
Urutan PengelasanWelding Sequence
DISETUJUI OLEH (APPROVED BY) DIVERIFIKASI OLEH (VERIFIED BY)
TANDATANGAN: TANDATANGAN: TANDATANGAN:SIGN SIGN SIGNNAMA : NAMA : NAMA :NAME NAME NAMETANGGAL : TANGGAL : TANGGAL :DATE DATE DATE
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L2_3-AWS.xls]BLK
DIBUAT OLEH (PREPARED BY)
Weld
Pass / or DiameterDiameter
Tingkat
Layer(s)
CurrentLapisan (Filler Metal)
Las
ClassProcess
Proses
WELDING PROCEDURE SPECIFICATION ( WPS ) SPESIFIKASI PROSEDUR PENGELASAN
FABRICATORS
Alur
KODE & STANDAR: STANDARD & CODE
PT. GUNANUSA UTAMA
Bahan Pengisi ARUS
DATE
REVISI
WPS NO.
PQR NO.
JOINT DESIGN USED
Type
Single
Backing Yes No
Backing Material
Root Opening
Groove Angle
Back Gauging
Root Face Dimension
Yes No Method
Base Metals
Material Spec.
Base metal group
Thickness Groove Fillet
Diameter (Pipe)
FILLER METAL
Position of Groove
Vertical Progression
Fillet
Down
ELECTRICAL CHARACTERISTICS
Current
Other
Tungsten Electrode (GTAW)
Size
Type
TECHNIQUE
Stringer or Weave Bead
Multi pass or Single pass (per side)
Number of Electrode Longitudinal
Lateral
Angle
Contact Tube to Work Distance
Peening
Interpass Cleaning
Diameter (Pipe)
Diameter (Pipe)
SHIELDING
Flux Gas
Composition
Flow Rate
Gas Cup Size
Electrode-Flux (Class)
PREHEAT
Preheat Temp. Min
Interpass Temp. Min. Max.
Time
Temperature
POSTWELD HEAT TREATMENT
POSITION
Up
Double weld
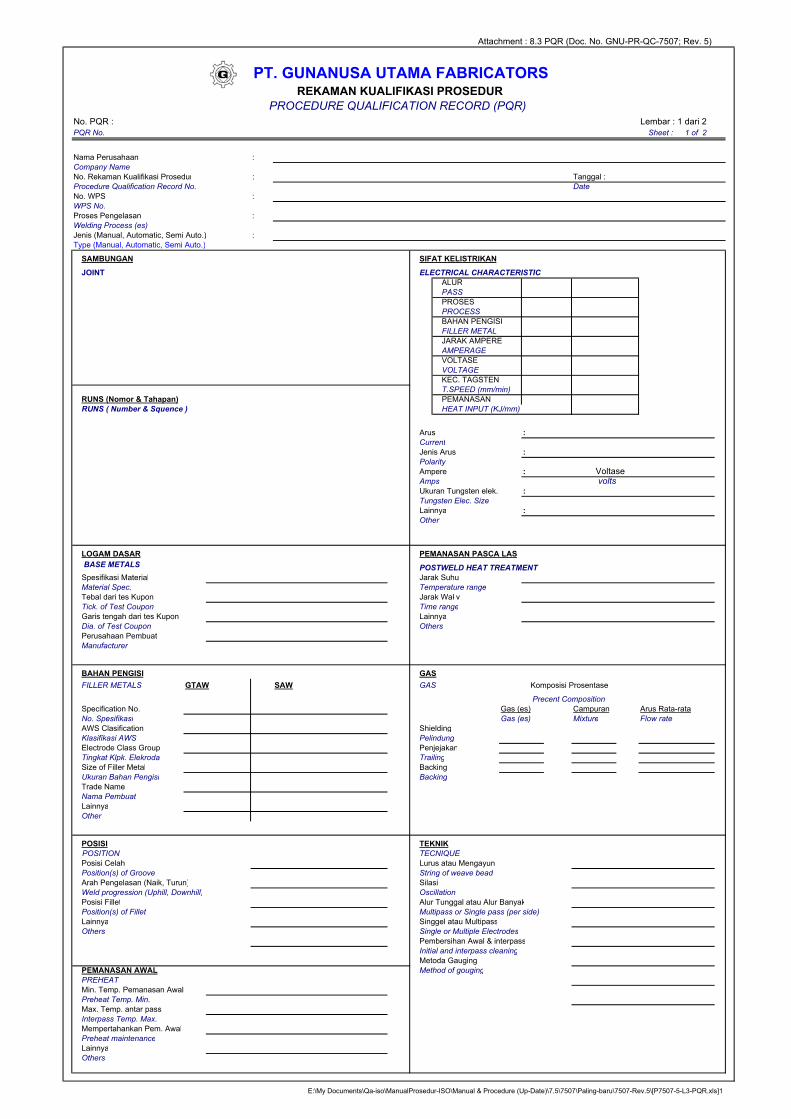
Attachment : 8.3 PQR (Doc. No. GNU-PR-QC-7507; Rev. 5)
No. PQR : Lembar : 1 dari 2PQR No. Sheet : 1 of 2
Nama Perusahaan :Company NameNo. Rekaman Kualifikasi Prosedur : Tanggal :Procedure Qualification Record No. Date No. WPS :WPS No.Proses Pengelasan :Welding Process (es)Jenis (Manual, Automatic, Semi Auto.) :Type (Manual, Automatic, Semi Auto.)
SAMBUNGAN SIFAT KELISTRIKANJOINT ELECTRICAL CHARACTERISTIC
ALURPASSPROSESPROCESSBAHAN PENGISIFILLER METALJARAK AMPEREAMPERAGEVOLTASEVOLTAGEKEC. TAGSTEN T.SPEED (mm/min)
RUNS (Nomor & Tahapan) PEMANASANRUNS ( Number & Squence ) HEAT INPUT (KJ/mm)
Arus :CurrentJenis Arus :PolarityAmpere : VoltaseAmps voltsUkuran Tungsten elek. :Tungsten Elec. SizeLainnya :Other
LOGAM DASAR PEMANASAN PASCA LAS BASE METALS POSTWELD HEAT TREATMENT
Spesifikasi Material Jarak SuhuMaterial Spec. Temperature rangeTebal dari tes Kupon Jarak WakvTick. of Test Coupon Time rangeGaris tengah dari tes Kupon LainnyaDia. of Test Coupon OthersPerusahaan PembuatManufacturer
BAHAN PENGISI GASFILLER METALS GTAW SAW GAS
Precent CompositionSpecification No. Gas (es) Campuran Arus Rata-rataNo. Spesifikasi Gas (es) Mixture Flow rateAWS Clasification ShieldingKlasifikasi AWS PelindungElectrode Class Group PenjejakanTingkat Klpk. Elekroda TrailingSize of Filler Metal BackingUkuran Bahan Pengisi BackingTrade Name Nama PembuatLainnyaOther
POSISI TEKNIK POSITION TECNIQUE
Posisi Celah Lurus atau MengayunPosition(s) of Groove String of weave beadArah Pengelasan (Naik, Turun) SilasiWeld progression (Uphill, Downhill) OscillationPosisi Fillet Alur Tunggal atau Alur BanyakPosition(s) of Fillet Multipass or Single pass (per side)Lainnya Singgel atau MultipassOthers Single or Multiple Electrodes
Pembersihan Awal & interpassInitial and interpass cleaningMetoda Gauging
PEMANASAN AWAL Method of gougingPREHEATMin. Temp. Pemanasan AwalPreheat Temp. Min.Max. Temp. antar passInterpass Temp. Max.Mempertahankan Pem. AwalPreheat maintenanceLainnyaOthers
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L3-PQR.xls]1
Komposisi Prosentase
PT. GUNANUSA UTAMA FABRICATORSREKAMAN KUALIFIKASI PROSEDUR
PROCEDURE QUALIFICATION RECORD (PQR)
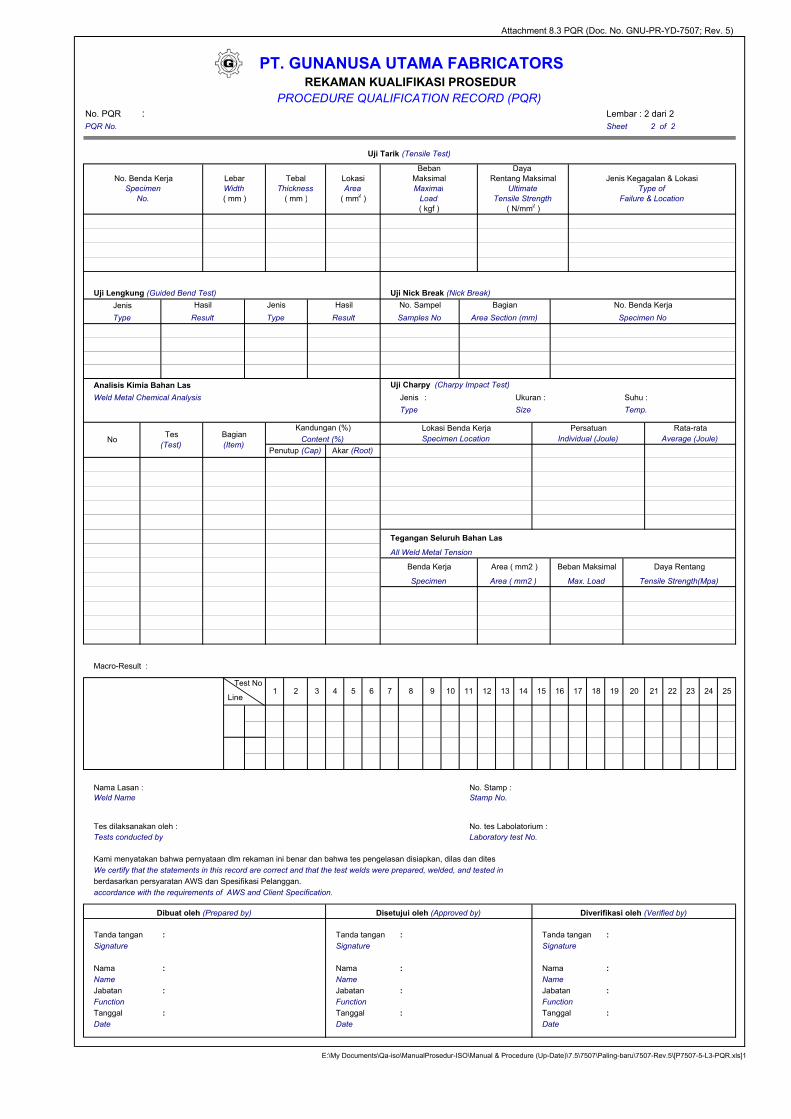
Attachment 8.3 PQR (Doc. No. GNU-PR-YD-7507; Rev. 5)
No. PQR : Lembar : 2 dari 2PQR No. Sheet 2 of 2
No. Benda Kerja Lebar Tebal Lokasi Maksimal Rentang Maksimal Jenis Kegagalan & LokasiSpecimen Width Thickness Area Maximal Ultimate Type of
Uji Lengkung (Guided Bend Test) Uji Nick Break (Nick Break)JenisType Result Type Result Samples No Area Section (mm) Specimen No
Analisis Kimia Bahan Las Uji Charpy (Charpy Impact Test)Weld Metal Chemical Analysis Jenis : Ukuran : Suhu :
Type Size Temp.
Content (%) Specimen Location Individual (Joule) Average (Joule)
Tegangan Seluruh Bahan Las
All Weld Metal Tension
Specimen Area ( mm2 ) Max. Load Tensile Strength(Mpa)
Macro-Result :
Nama Lasan : No. Stamp :Weld Name Stamp No.
Tes dilaksanakan oleh : No. tes Labolatorium :Tests conducted by Laboratory test No.
Kami menyatakan bahwa pernyataan dlm rekaman ini benar dan bahwa tes pengelasan disiapkan, dilas dan ditesWe certify that the statements in this record are correct and that the test welds were prepared, welded, and tested inberdasarkan persyaratan AWS dan Spesifikasi Pelanggan. accordance with the requirements of AWS and Client Specification.
Tanda tangan : Tanda tangan : Tanda tangan :Signature Signature Signature
Nama : Nama : Nama : Name Name NameJabatan : Jabatan : Jabatan : Function Function FunctionTanggal : Tanggal : Tanggal :Date Date Date
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L3-PQR.xls]1
18 19 20 21
Hasil No. Benda Kerja
2576 1211 2422 2310 1398 14 171615
Penutup (Cap) Akar (Root)
1 2 3 4 5
Persatuan
Hasil
Kandungan (%)
Jenis
PT. GUNANUSA UTAMA FABRICATORSREKAMAN KUALIFIKASI PROSEDUR
Uji Tarik (Tensile Test)
Daya Beban
Dibuat oleh (Prepared by) Disetujui oleh (Approved by) Diverifikasi oleh (Verified by)
No. ( mm ) ( mm ) Tensile Strength( N/mm2 )
Bagian
( mm2 )
Benda Kerja Area ( mm2 ) Daya RentangBeban Maksimal
Tes (Test)
Bagian (Item)
PROCEDURE QUALIFICATION RECORD (PQR)
No. Sampel
Rata-rata
Load Failure & Location
No
( kgf )
Lokasi Benda Kerja
Test No
Line
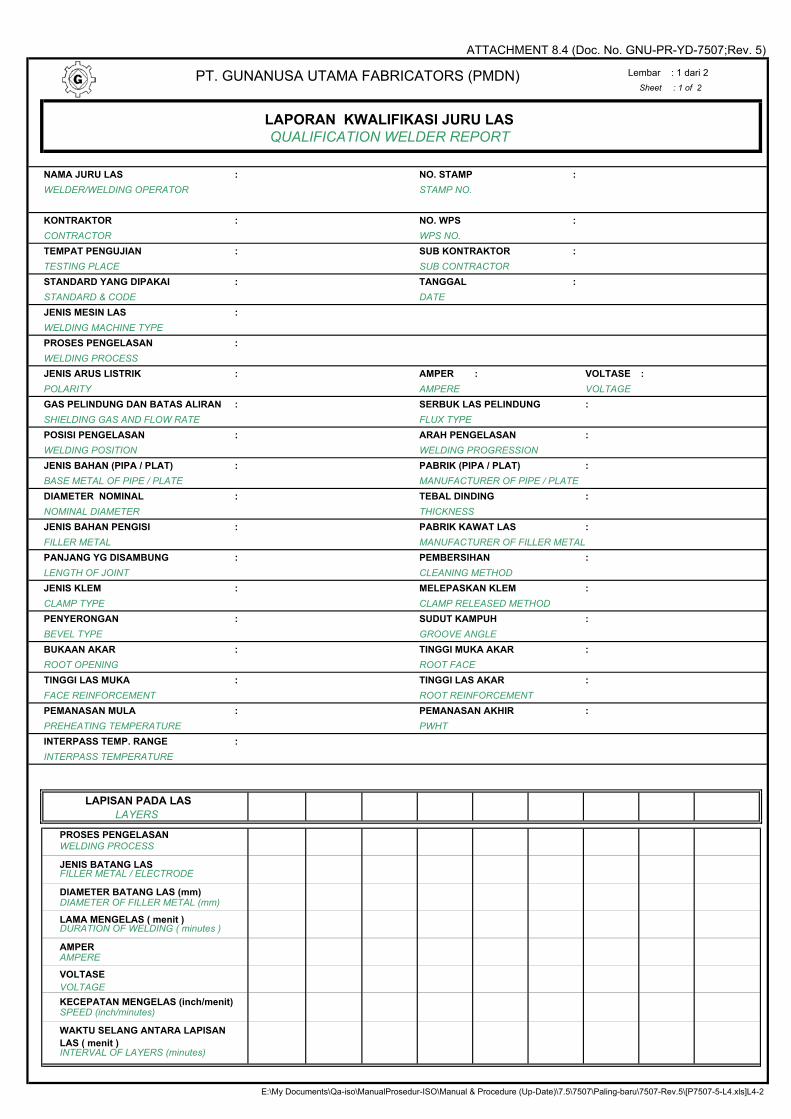
ATTACHMENT 8.4 (Doc. No. GNU-PR-YD-7507;Rev. 5)
Lembar : 1 dari 2 Sheet : 1 of 2
NAMA JURU LAS : NO. STAMP : WELDER/WELDING OPERATOR STAMP NO.
KONTRAKTOR : NO. WPS : CONTRACTOR WPS NO.TEMPAT PENGUJIAN : SUB KONTRAKTOR : TESTING PLACE SUB CONTRACTORSTANDARD YANG DIPAKAI : TANGGAL : STANDARD & CODE DATEJENIS MESIN LAS :WELDING MACHINE TYPEPROSES PENGELASAN :WELDING PROCESSJENIS ARUS LISTRIK : AMPER : VOLTASE : POLARITY AMPERE VOLTAGEGAS PELINDUNG DAN BATAS ALIRAN : SERBUK LAS PELINDUNG : SHIELDING GAS AND FLOW RATE FLUX TYPEPOSISI PENGELASAN : ARAH PENGELASAN : WELDING POSITION WELDING PROGRESSIONJENIS BAHAN (PIPA / PLAT) : PABRIK (PIPA / PLAT) : BASE METAL OF PIPE / PLATE MANUFACTURER OF PIPE / PLATEDIAMETER NOMINAL : TEBAL DINDING : NOMINAL DIAMETER THICKNESSJENIS BAHAN PENGISI : PABRIK KAWAT LAS : FILLER METAL MANUFACTURER OF FILLER METAL PANJANG YG DISAMBUNG : PEMBERSIHAN : LENGTH OF JOINT CLEANING METHODJENIS KLEM : MELEPASKAN KLEM : CLAMP TYPE CLAMP RELEASED METHODPENYERONGAN : SUDUT KAMPUH : BEVEL TYPE GROOVE ANGLEBUKAAN AKAR : TINGGI MUKA AKAR : ROOT OPENING ROOT FACETINGGI LAS MUKA : TINGGI LAS AKAR : FACE REINFORCEMENT ROOT REINFORCEMENTPEMANASAN MULA : PEMANASAN AKHIR : PREHEATING TEMPERATURE PWHTINTERPASS TEMP. RANGE :INTERPASS TEMPERATURE
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L4.xls]L4-2
PT. GUNANUSA UTAMA FABRICATORS (PMDN)
LAPORAN KWALIFIKASI JURU LASQUALIFICATION WELDER REPORT
LAPISAN PADA LASLAYERS
PROSES PENGELASANWELDING PROCESS
JENIS BATANG LASFILLER METAL / ELECTRODE
DIAMETER BATANG LAS (mm)DIAMETER OF FILLER METAL (mm)
LAMA MENGELAS ( menit )DURATION OF WELDING ( minutes )
AMPERAMPERE
VOLTASE VOLTAGEKECEPATAN MENGELAS (inch/menit) SPEED (inch/minutes)
WAKTU SELANG ANTARA LAPISANLAS ( menit ) INTERVAL OF LAYERS (minutes)
ATTACHMENT 8.4 (Doc. No. GNU-PR-YD-7507;Rev. 5)
Lembar : 2 dari 2 Sheet : 2 of 2
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L4.xls]L4-2
UKURAN (SIZE)
CACAT (DEFECT)
PT. GUNANUSA UTAMA FABRICATORS (PMDN)
TENSION TEST RESULT
CACAT (DEFECT)
PENGGOLONGAN PROCEDURE
MEMENUHI SYARAT :
TEMPAT PENGUJIAN :
DIUJI ULANG :
DIUJI OLEH :
TIDAK MEMENUHI SYARAT :
DISYAHKAN OLEH :
BAGIAN LAS - LASAN (WELDMENT)
LOKASIKETERANGAN
PENGUJIAN VISUAL
MACAM CACAT
PENGUJIAN DESTRUKTIF :
REMARKLOCATION
UKURAN CACATSIZE OF DEFECT
VISUAL INSPECTION
DEFECT TYPES
No. BATANG UJISAMPLE No.
HASIL UJI VISUAL VISUAL INSPECTION RESULT
DIUJI OLEH :INSPECTED BY
DISAHKAN OLEH :APPROVED BY
HASIL UJI RADIOGRAPHY RADIOGRAPHY TEST RESULT
DIUJI OLEH :INTERPRETED BY
DISAHKAN OLEH :APPROVED BY
:
:
:
DESTRUCTIVE EXAMINATION
HASIL UJI TARIK
NICK BREAK TEST RESULTHASIL UJI PATAH TARIK
BEND TEST RESULTHASIL UJI LENGKUNG
ACCEPTANCE
ACCEPTABLE RE-TEST REJECT
TESTING PLACE INSPECTED BY APPROVED BY
SAMPLE No.No. BATANG UJI
WIDTH LEBAR
THICKNESS TEBAL
(mm) (mm)
AREALUAS
(mm2)LOAD
BEBAN
(Kg)TENSILE
KUAT TARIK
(Kg/mm2)DEFECT TYPE &
SIFAT CACAT &LOKASI
LOCATION
SAMPLE No.No. BATANG UJI
TYPEMACAM
SIZEUKURAN
(mm)SAMPLE No.
No. BATANG UJI
TYPEMACAM
SIZEUKURAN
(mm)
ATTACHMENT 8.5 (Doc. No. GNU-PR-YD-7507; Rev.5) 1 of 2No. Laporan :Report No.
Halaman : dariPage of
No. Pekerjaan : No. Ref. Gambar : Spesifikasi : Tgl. Dikeluarkan :Job No. Ref DWG No. Specification Issued DateProyek : Standard Penerimaan : Tgl. Laporan :Project Acceptance Report DateUraian : No. Ref. Dokumen: Perubahan :Description Ref Doc. No. : Revision
.
Catatan: UC : Undercut EXR : Exessive Reinforcement ECC : Exessive Concavity A : Statically Loaded Non Tubular ConnectionNote POR : Porosity UF : Under Fill LOFWS : Lack of Fillet Weld Size B : Tubular Connection Unloaded
LOP : Lack of Penetration ECV : Execcive Convexity UEFWS : Unequal Fillet Weld Size
PIHAK YANG BERWENANG (CERTIFYING AUTHORITY)Dibuat oleh, Diperiksa oleh, Disaksikan oleh, Ditinjau oleh,Prepared by, Inspected by, Witnessed by, Reviewed by,
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L5-oke.xls]VIR
No.
No. Sambung
an (Joint No.)
No. WPS/Prb. (WPS
No./Rev.)
WELDING AND VISUAL WELD INSPECTION REPORT
Barang Habis Pakai
No. NCR (NCR No.)
No. TQ (TQ No.)
Tanda Pengelas (Welder Stamp)
Tanggal Dilas (Date
Welded)
Tanggal Perbaikan (Date of Repair)
PT. GUNANUSA UTAMA FABRICATORS PELANGGAN
ConsumableNo. Tag
No. Batch (Batch No.)
No. MVR (MVR No.)
Tag No.
Tanggal Visual (Date
Visual)
Hasil Visual Stl.Perbaikan
(Visual Result Aft.
Repair)
Tanggal ACC (Date ACC)
Keterangan (Remarks)
Jenis Cacat
(Defect Type*)
Hasil Pemeriksaan
Visual ( Visual Result
Inspect.)
Las Perbaikan (Repair Weld)
LAPORAN PEMERIKSAAN VISUAL DAN PENGELASAN
( STRUCUTURE )
PT.GUNANUSA UTAMA FABRICATORS
ATTACHMENT 8.5 (Doc. No. GNU-PR-YD-7507; Rev. 5) 2 of 2
PT.GUNANUSA UTAMANo. Laporan
:FABRICATORS Halaman
:Pelanggan : Tgl. Kirim
:No. Pekerjaan : Tgl. Laporan
:Proyek : Perubahan :
.W/P TANDA PENGELAS NO. BATCH W/P TANDA PENGELAS NO. BATCH
.
.
.
.
.
Catatan / Note : W/P : WELDING PROCESS
G : GTAW DITINJAU OLEH
S : SMAWBW :BC :
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L5-oke.xls]VIR
PT GUNANUSAUTAMA FABRICATORS
ALUR AKAR ALUR PENUTUPTINGKAT CLASS
NO. SAMBUNGAN
JOINT NO.
JENIS LAS WELD TYPE
UKURAN LAS
WELD SIZE
STATUS STATUS
KETERANGAN REMARKS
PEMERIKSAAN VISUAL UNTUK PENGELASAN VISUAL INSPECTION FOR WELD
BAGIAN / NOMOR BAGIAN SPOOL / LINE NUMBER
NO. WPS WPS NO.
PROSES PENGELASAN
TANGGAL DITERIMA DATE ACC
BUTT WELDBRANCH CONNECTION
QC INSPECTORREVIEWED BY
Client
Job No.
Project
Report No.
Page
Issued Date
Report Date
Revision
WELDING PROCESS
ROOT PASS COVER PASS
WELDER WELDER BATCH NO. BATCH NO.
( PIPING )
ATTACHMENT 8.6 (Doc. No. GNU-PR-YD-7507; Rev. 5)
NO. DOKUMEN :
PELANGGAN LEMBAR :
PROYEK PERUBAHAN :
NO. PEKERJAAN TANGGAL :
NO TES MEKANIK STATUSSERI NO PROSEDUR PRB. RINCIAN SAMBUNGAN PROSES NO PQR PENDUKUNG PQR WPS
SERIAL REV. JOINT DETAIL (S) WIRE OR PROCESS POSISI MATERIAL JRK KETEBALAN GRS TENGAH SUPPORTING PQR NO POSISI MATERIAL JRK KETEBALAN GRS TENGAH PQR WPSNO ELECTRODE POSITION MATERIAL THK RANGE (mm) DIA. (INCH) POSITION MATERIAL THK RANGE (mm) DIA. (INCH) MECHANICAL TEST STATUS
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L6.xls]Form
SEBENARNYAPQR RANGE QUALIFIEDACTUAL
PROCEDURE NO
JARAK KUALIFIKASI PQR
PT. GUNANUSA UTAMA FABRICATORSWELDING BOOK ATAU DAFTAR RANGKUMAN WPS YANG SUDAH TERKUALIFIKASI
WELDING BOOK OR SUMMARY QUALIFIED WPS LIST
CLIENT
PROJECT
JON No:
:
: SHEET
REVISION
DATE
DOC. NO.
ATTACHMENT 8.7 (Doc. No. GNU-PR-YD-7507; Rev. 5)
NO. DOK. :DOC. NO.PERUBAHAN :REV.
PROYEK : TANGGAL :PROJECT DATENO. PEKERJAAN : LEMBAR :JOB NO. SHEET
NO. PROSES MASA DIKUALIFIKASITHP NAMA NO. STAMP PENGELASAN MATERIAL BERLAKU OLEHSEQ. NAME STAMP. NO. WELDING MATERIAL AKTUAL JARAK AKTUAL JARAK AKTUAL JARAK AKTUAL JARAK VALIDATION QUALIFIEDNO. PROCESS(es) ACTUAL RANGE ACTUAL RANGE ACTUAL RANGE ACTUAL RANGE BY
E:\My Documents\Qa-iso\ManualProsedur-ISO\Manual & Procedure (Up-Date)\7.5\7507\Paling-baru\7507-Rev.5\[P7507-5-L7-WQSL.xls]Sheet1
NO. REGISTERNO. PENDAFTARAN
WELDER QUALIFICATION SUMMARY LIST DAFTAR RANGKUMAN KUALIFIKASI PENGELAS
NO. KELOMPOK F.GROUP F. NO.
KETEBALANTHICKNESS (mm)
GARIS TENGAHDIAMETER (Inch)
POSISIPOSITION
PT. GUNANUSA UTAMA FABRICATORS (PMDN)
Attachment 8.8 (Doc. No.: GNU-PR-YD-7507; Rev. 5)
URAIAN PERUBAHAN (DESCRIPTION OF CHANGE)
Section Affected
Mempengaruhi bagian
Description of Change Uraian Perubahan
Revision Revisi
Cover To avoid distribution list, revision level and date of re issue 4
Page 5 point 4.8. ….organisasi Metallurgy dan Welding. 4
Page 6 para d Penambahan tanggung jawab Welding Engineer d. Secara konsisten melakukan pengecekan terhadap penerapan WPS/PQR
pada actual pengelasan.
4
Page 7 point 5.6. point 5.7.
Welding Section dirubah menjadi Welding Engineering Production Engineering dirubah menjadi Construction Engineering
4
Page 9 point 6.4.1.
Construction Engineering melalui Document Control mendistribusikan Welding Map, sedangkan Welding Engineer mendistribusikan WPS,…
4
Page 11 point 6.5.3. c. 1.
Rejection rate welding tidak melebihi > 2% panjang ekuivalen atau >15% joint…….
4
Page 11 point 6.5.3. c. 2.
Page 11~12 Para 4~6
Panjang ekuivalen …….. Sangsi yang diberikan kepada welder
4
Page 12~13 point 6.5.4.
….oleh Construction Superintendent dari data rangkuman hasil NDE Report yang disiapkan oleh QC Department. …….. Kriteria Pemberian hadiah kepada welder
4
Page 13 Attachment 8.8.
Uraian Perubahan / Description of Change 4
All Secara keseluruhan memasukkan unsur HSE 5


















