WIRE WINDING MACHINE DESIGN - University of Novi Sad · machine design, Vol.8(2016) No.2, ISSN...
4
machine design, Vol.8(2016) No.2, ISSN 1821-1259 pp. 69-72 *Correspondence Author’s Address: University of Novi sad, Faculty of Technical Sciences, Trg Dositeja Obradovica 6, 21000 Novi Sad, Serbia, [email protected] Research paper WIRE WINDING MACHINE DESIGN Stefan CVETIĆANIN 1, Jovan DORIĆ 1 1 University of Novi sad, Faculty of Technical Sciences, Novi Sad, Serbia Received (09.05.2016); Revised (20.06.2016); Accepted (22.06.2016) Abstract: This paper describes developed semi-automated wire winding machine intended for use in retail. The purpose of the machine is creating small bundles of wire (1-100 meters long) from large bundle of wire (1-5 kilometers long) suitable for individual buyers. Input to the machine is desired length of the wire, output is automatically and precise winded bundle of wire. Key words: wire winding, automated machine, retail 1. INTRODUCTION AND INITIAL REQUIREMENTS Modern automated machines led to necessary hybridization and fusion of several engineering disciplines. This paper will briefly describe all aspects of developed semi-automated machine consisting of mechanical, electronical and programming parts and tasks. Fig.1. Main module of the wire winding machine There were several initial design requirements. Machine should have at least 2 m/s wire winding average speed with a precision of ± 1 cm to be significantly more productive then human operator. Wire diameter is between 1 [mm] and 7 [mm]. Since this machine is used in retail the possibility to mount on a regular table and simple installation is imperative. Friendly user interface and ease of operation are considered by default. 2. MECHANICAL ASPECTS This machine consists of two physically separate modules: Main module and wire bundle carrier. On Fig.1 one can see main module of the machine. To achieve compact design all of machine components are mounted on or inside the casing (1). Bulk dimensions are 380 (W) x 238 (H) x 230(D) [mm]. Human machine interface (HMI) consists of input and output devices. Input devices are rotary switch (2), star and stop buttons (3). Output, signaling devices are seven segment display (4) and a buzzer (inside the casing). On the top row the display shows desired wire length and on the bottom row currently measured value. Rubbed sheave (7) is mounted on the axis of the optical rotary encoder in a rugged manner. On top of this sheave there is a vertical force generated from free spinning wheel mounted via spring loaded lever. This force increases friction between wire and encoder. Zero slip is imperative in this application for precise measurement. Rotary encoder is located between guiding parts (6) which assures straight wire guiding and no lateral slip. To prevent lateral slip for sure, there is a few millimeters lap between rubbed sheave and free wheel. On the motor shaft there is a mounted subassembly (9) where the wire is winded. Three sliding pins can be used to adjust winded wire bundle diameter. Fig.2. Wire bundle carrier Figure 2. depicts wire bundle carrier. This unit provides easy montage-demontage system for large bundles (1) because they are disposable. The whole assembly
Transcript of WIRE WINDING MACHINE DESIGN - University of Novi Sad · machine design, Vol.8(2016) No.2, ISSN...

machine design, Vol.8(2016) No.2, ISSN 1821-1259 pp. 69-72
*Correspondence Author’s Address: University of Novi sad, Faculty of Technical Sciences, Trg Dositeja Obradovica 6, 21000 Novi Sad, Serbia, [email protected]
Research paper
WIRE WINDING MACHINE DESIGN Stefan CVETIĆANIN1, Jovan DORIĆ1 1 University of Novi sad, Faculty of Technical Sciences, Novi Sad, Serbia
Received (09.05.2016); Revised (20.06.2016); Accepted (22.06.2016) Abstract: This paper describes developed semi-automated wire winding machine intended for use in retail. The purpose of the machine is creating small bundles of wire (1-100 meters long) from large bundle of wire (1-5 kilometers long) suitable for individual buyers. Input to the machine is desired length of the wire, output is automatically and precise winded bundle of wire. Key words: wire winding, automated machine, retail 1. INTRODUCTION AND INITIAL
REQUIREMENTS Modern automated machines led to necessary hybridization and fusion of several engineering disciplines. This paper will briefly describe all aspects of developed semi-automated machine consisting of mechanical, electronical and programming parts and tasks.
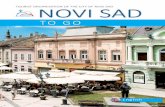
Fig.1. Main module of the wire winding machine There were several initial design requirements. Machine should have at least 2 m/s wire winding average speed with a precision of ± 1 cm to be significantly more productive then human operator. Wire diameter is between 1 [mm] and 7 [mm]. Since this machine is used in retail the possibility to mount on a regular table and simple installation is imperative. Friendly user interface and ease of operation are considered by default. 2. MECHANICAL ASPECTS This machine consists of two physically separate modules: Main module and wire bundle carrier. On Fig.1 one can see main module of the machine. To achieve compact design all of machine components are
mounted on or inside the casing (1). Bulk dimensions are 380 (W) x 238 (H) x 230(D) [mm]. Human machine interface (HMI) consists of input and output devices. Input devices are rotary switch (2), star and stop buttons (3). Output, signaling devices are seven segment display (4) and a buzzer (inside the casing). On the top row the display shows desired wire length and on the bottom row currently measured value. Rubbed sheave (7) is mounted on the axis of the optical rotary encoder in a rugged manner. On top of this sheave there is a vertical force generated from free spinning wheel mounted via spring loaded lever. This force increases friction between wire and encoder. Zero slip is imperative in this application for precise measurement. Rotary encoder is located between guiding parts (6) which assures straight wire guiding and no lateral slip. To prevent lateral slip for sure, there is a few millimeters lap between rubbed sheave and free wheel. On the motor shaft there is a mounted subassembly (9) where the wire is winded. Three sliding pins can be used to adjust winded wire bundle diameter.
Fig.2. Wire bundle carrier
Figure 2. depicts wire bundle carrier. This unit provides easy montage-demontage system for large bundles (1) because they are disposable. The whole assembly

Stefan Cveticanin, Jovan Doric: Wire Winding Machine Design; Machine Design, Vol.8(2016) No2, ISSN 1821-1259; pp. 69-72
70
consisting of parts (1), (5), (6) and bearings can move axially in vertical direction. This way operator can easily change disposable wire bundles. Bundle is centered by two conus shaped parts (6) thus ensuring firm positioning. Wire bundle carrier can be equipped with a break when greater speeds are desired. Break is needed to prevent self-unwinding of wire due to the accumulated kinetic energy. On the shaft of servo motor (4) there is a round plastic part mounted eccentrically (3). This is basically cam mechanism used as a break. 3. ELECTRICAL ASPECTS
Simplified electro-mechanical schematic can be seen on Fig. 3. Main components will be briefly described.
3.1. Power supply
Power supply module consist of two completely separated voltage sources. 5V voltage source is used for all electronics including microcontroller. 24V is used for motor driving. Since there must be a PWM control signal from microcontroller via motor driver to the motor itself, opto-coupler is used to keep voltage sources completely separated. This contributes to the robust design since higher voltage signals for motor are in separate circuit.
Fig.3. Simplified electro-mechanical schematic
3.2. Rotational encoder
Two phase optical rotational encoder is used for measuring wire length. Although it seems there is no need for second phase, it is used for safety purposes and it can indicate some faulty behavior such as wire entangling. Wire entangling and unpredicted stops can be registered by comparing current wire speed and current motor speed. If there is even minimal difference (1%) there must be something wrong. Best thing to do if this event occurs is to stop the motor and wait for operator to interact. Pseudo code (C based) to count encoder impulses and to determine rotational direction from two phase encoder:
if(RBIF_bit) //Encoder interrupt { if(flag_winding_process) { if(Signal_ A xor Signal__B impulse++; if(Signal_A and Signal_B) impulse--; if(impulse<0) impulse=0; } RBIF_bit = 0; //Allow interrupt to //happen again }
Fig.4. A and B signals from rotational encoder
3.3. Motor
DC Motor has a 100 [W] shaft power output, which is sufficient for this application, even for large initial bundles of wire (3-4 [km]) because resisting forces come only from friction forces inside the ball bearings on bundle carrier and rotational encoder. With chosen motor sufficient acceleration is obtained. Gear box is incorporated in same housing which results with a compact design. Measured motor characteristic can be seen on Fig. 5. PWM signal on vertical axis goes from 0 to 255 which corresponds to 0 to 24V.
Fig.5. Motor speed characteristic

Stefan Cveticanin, Jovan Doric: Wire Winding Machine Design; Machine Design, Vol.8(2016) No2, ISSN 1821-1259; pp. 69-72
71
3.4. Motor driver
Motor driver (Fig. 6) is single quadrant chopper based on a MOSFET and it is used to control voltage across motor from zero to 24V. To avoid buzzing of motor coils, switching frequency should be above 16 kHz.
Fig.6. Motor driver shematic When there is a logical 1 (5V) from microcontroller at the output of PWM module there is no current flowing across LE diode inside the opto coupler because same potential is on both sides of the diode. Since the transistor inside the opto coupler is in open state there is a logical one on the base of NPN transistor and therefore also on the gate of the MOSFET. A flyback diode is a diode used to eliminate the sudden voltage spike across a motor when its supply voltage is suddenly reduced or removed. For flyback diode STTH2R06U is used because it can withstand currents in given conditions and its reverse recovery time is short (~35ns).
3.5. Microcontroller
Control logic of the machine is realized on Microchip PIC18F45K22 microcontroller. Microcontrollers are cost effective compared to the PLC and more compact so it is more suitable for this application. Some of the features of this controller are: Memory Endurance: The Flash cells for both
program memory and data EEPROM are rated to last for many thousands of erase/write cycles – up to 10000 for program memory and 100000 for EEPROM.
The Flash program memory is readable, writable and erasable during normal operation. It is used to store user parameters for maximum motor speed, acceleration and stopping time to achieve optimum performance because wire bundles can be in different sizes.
The PIC18F45K22 device has multiple interrupt sources and an interrupt priority feature. In this machine’s software most important interrupt is on pin which is connected to the rotational encoder measuring wire length. When there is a logic change on this pin, from "0" to "1", the external interrupt flag will be set RBIF_bit = 1, thus leading to special high
priority interrupt function, where impulses are counted and rotational direction is determined.
3.6. Rotary switch
Desired wire length is adjusted with a rotary switch. It should be noted that rotary switch must not be on external interrupt pin, because this device consists of spring-loaded mechanical switches so there is severe bounce effect. For this application the best way to handle this problem is to connect the rotary switch to ordinary digital input and use software debounce techniques.
3.7. Display driver
Displaying digits is enabled by the time-division multiplexing. All the operations related to multiplexes and displaying digits are performed by using the MAX7219 integrated circuit. The time-division multiplexing of a seven segment display is based on fast turning the display segments on/off in such a manner that one gets impression that all eight digits are active at the same time. The circuit is controlled via SPI interface. 4. MICROCONTROLLER PROGRAMMING
PIC microcontroller is programmed in C language using MikroC compiler from Mikroelektronika. Main program is divided in two sections (Fig.7.): adjusting desired wire length through the HMI and winding process itself. Both of this logical wholes are in put in “infinite” while loops. First loop is braked when operator is satisfied with adjusted wire length and pushes the start button. Second loop is braked when desired wire length is reached or when an operator terminates the winding process with a stop button. Then again winding process is divided in three possible states regarding motor control: motor acceleration, steady state with maximum speed and deacceleration until speed is zero, which means desired wire length is achieved. Motor is accelerating when two conditions are true; difference between desired wire length (dwl on flow chart) and current wire length (cwl on flow chart) is greater than preset value and motor speed has not reached maximum preset value. This means that wire length is not close to the desired length. Experimentally for given conditions this value is set to be 2 [m]. Speed is then proportional to the current wire length (equation 1), initialing “self-acceleration” mechanism, because current wire length keeps growing:
cwlKmotPWM acc_ (1)
When maximum motor speed is reached, control input is kept at this value until the stage of deacceleration (equation 2). Note that in this stage difference between desired wire length and current wire length is still greater then preset value.
MAXPWMmotPWM __ (2)
Deacceleration happens when the machine approaches desired wire length. Similar to acceleration stage, here is also induced “self-deacceleration” mechanism. Because the difference between desired wire length and current wire length decreases, motor speed is also decreasing.

Stefan Cveticanin, Jovan Doric: Wire Winding Machine Design; Machine Design, Vol.8(2016) No2, ISSN 1821-1259; pp. 69-72
72
)(_ cwldwlKmotPWM deacc (3)
Acceleration and deacceleration stages are fine-tuned by experimentally obtained coefficients (Kacc and Kdeacc). Wire winding process ends either when desired wire length is reached or operator stops the machine with a stop button. Also the program incorporates safety mechanism which deduces when the wire is from some reason blocked or entangled. Time is measured between every impulse from rotational encoder and compared to the expected value which is calculated based on the current speed. When there is significant difference (1-2%) motor is stopped, machine enters pause mode and waits for an operator to restart.
Fig.7. Simplified main program flow
5. CONCLUSION
Functionality of presented machine is proved by numerous experiments in varying conditions. Since this is the first prototype there is room for further improvements. Main electronics are based on existing development boards from Mikroelektronika. For series production a custom PCB should be developed which would result compact and simpler design with less cables since all the electronic components (besides power supply module) would be on one board. Functionality could be improved by adding a pause button. In general, all the initial requirements are achieved. Up and running machine can be seen on Fig. 8.
Fig.8. Machine testing REFERENCES [1] Jack Ganssle. (2007). A guide to debouncing,
Available from: www.eng.utah.edu/~cs5780/debouncing.pdf
[2] PIC18(L)F2X/4XK22 Data Sheet, Available from: http://www.microchip.com/wwwproducts/Devices.aspx?product=PIC18F45K22: 2015-12-23








![· Medicinski fakultet, Zavod za anatomi]u, Novi Sad' Medicinski fakultet, Katedra za radiologiju, Beograd2 Kliniëki centar "Novi Sad", Novi Sad, Institut za hirurgiju,](https://static.fdocuments.net/doc/165x107/5e0bc23245ed837a417fdc6b/medicinski-fakultet-zavod-za-anatomiu-novi-sad-medicinski-fakultet-katedra.jpg)