WINE ENZYMES SOLUTIONS - · PDF fileRisk of fermentation starting in the separation ... Fruit...
33
Novozymes & Gusmer Enterprises WINE ENZYMES SOLUTIONS
Transcript of WINE ENZYMES SOLUTIONS - · PDF fileRisk of fermentation starting in the separation ... Fruit...

Novozymes & Gusmer Enterprises WINE ENZYMES
SOLUTIONS

Flotation and
VinoClear Classic Presented by Adam Vart and Bill Merz

What is Flotation
Originally developed for Water treatment 1st applications in wine industry began in
the 1990’s It is a method for clarifying white and
rosé musts. It can also be used on thermally vinified red grape musts as well. It can best be described as a simple
process that resembles reverse static settling. Gas bubbles are introduced and rise
through the juice. As they do, they fix to the solid particles making them lighter than the liquid so they float to the top. Once on the top, the solids can be
removed
3

Why are Enzymes Necessary for Flotation?
Must depectinization prior to flotation is essential for a number of reasons: To reduce the viscosity of the must To promote faster migration of solids
to the top of the vessel in order to increase flotation yields
4
Floc formation via electrostatic interactions

Flotation Pluses and Minuses
Advantages
Very quick Efficient Less lees (3-5%) Allow Thermo treated must
clarification (difficult in static stabilization) May help reduce DE
consumption (RDV filter volume decrease)
Disadvantages
Separation tank cleaning might be difficult Risk of fermentation
starting in the separation tank Depending on the variety
and solids levels some juice may be more difficult to float than others
5

Flotation Systems
6
There are two flotation systems types commercially available Continuous flotation Batch (Discontinuous) flotation
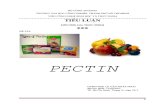
Continuous Flotation - equipment
7

Continuous Flotation: Operation
8
Continuous Flotation - Summary
Advantages
Processing speed works well with large and medium size wineries The cost to operate and
maintain a flotation device can be much less than centrifugation/decanting
Disadvantages
Risk of fermentation in separation tank (fermenting juice will not float) Complete depectinization is
necessary in order to achieve effective solids removal
9

Batch (Discontinuous) Flotation - Equipment
10
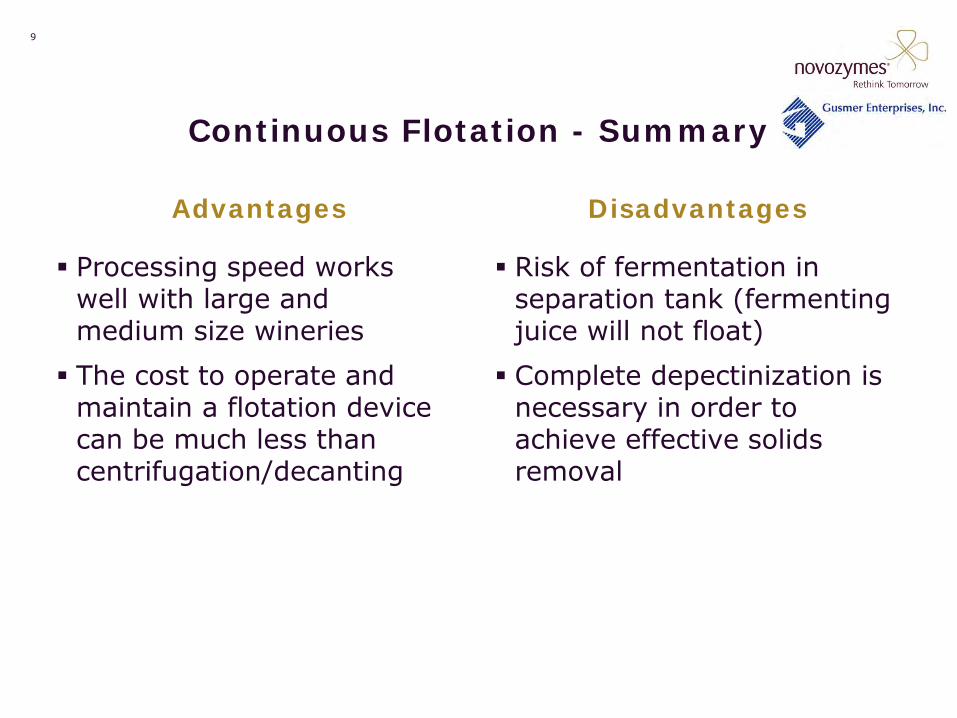
Batch (Discontinuous) Flotation: Operation
11
Must to clarify Dosage unit for gas and
gelatin injection
Clarified must racking
Lees

The Must Know for a Good Flotation
12
Flotation based on Stokes law:
V= 𝐷𝐷x∆ρ𝒏∗18
.𝑔
• V: speed • D: diameter • ∆ρ: density difference between particle and liquid • 𝑛: viscosity

The Keys to Good Flotation
13
D: diameter ∆ρ: density
difference between particle and liquid 𝑛: viscosity
Increase particles diameter
Increase density difference
Reduce viscosity
Fining agent injection
Gas Injection Depectinization
Importance of Lees Management
The lees are then filtered on a RDV or Lees Filter and returned to the fermenter It is important to reduce their amount to reduce use of DE filtration needed
14

Flotation: Challenges that can occur
Risk of alcoholic fermentation in the separation tank Incomplete depectinization Particle size of solids to be removed Botrytis glucan (rot - limited in CA)
15

Viscosity is a Very Important Parameter
A high viscosity juice will float slow The viscosity depends on: Colloid content (pectin) Temperature (warmer must has lower viscosity and will float faster) Particle size of the solids in the Must (larger particles float better) Higher % solids must are more difficult to float
16

Determining Enzyme Dose Rates
17
The Pecticin Polysaccharide content of grapes depends on: • The Grape Maturity • The Grape Variety • The Vintage Some grape varieties have higher pectin contents than others – Muscat is a good example of this

Rules to Live by with Enzymes
R
18
Remember: - With Enzymes you always need to consider: Enzymatic Activity Level and side activity levels (strength) Contact Time (resonance) Temperature of must/juice pH of must/juice Proper Enzyme Dispersement Fruit Quality For very ripe fruit you can decrease dosage and/or shorten
resonance time.
If the temperature is low › increase the dosage If you have less resonance time › increase dosage If the fruit is warm or very ripe ‹ decrease dosage
ENZYME ACTIVITY LEVELS
19
Enzyme activity levels differ greatly from supplier to supplier examples – PL/g, PGNU/ml, PE/g, PECTU/ml There is no industry wide activity reporting system. Enzyme compositions also differ greatly from supplier to supplier. Dose levels will vary based on this and the other factors named previously on “Rules to Live by with Enzymes” Factors that need to be considered are: Enzyme Composition Enzyme Purity Additional side activities of the enzyme
VinoClear Classic Good Addition Practice : Adding/Mixing
The enzyme must be properly distributed throughout the volume Use of a Venturi Or enzyme into bottom of the tank volume and then stirred
Ex harvest 2011: the enzyme was not properly introduced in several wineries leading to underperforming situation
20
Enzymes must be properly distributed throughout the Must This can be achieved by: Adding at the crusher Use of a Venturi in-line going from the
crusher to the crush tank Spreading the enzyme over the grapes
in the truck at the sugar stand

VinoClear Classic addition good practice : Dose Validation with the Alcohol Pectin Test
The pectin test validates VinoClear Classic dose to be added according vintage, conditions and grape varieties. The dose may vary between 4 ml and 30 ml per ton of fruit A good starting point for additions is 8 ml per ton and adjust up or down depending on the results of the Alcohol Pectin test results
21

Reminder about pectin test: quick and easy
Acidified alcohol preparation:
• Pour 250 ml of alcohol (ethanol industry) in a vial
• add 2.5 ml of concentrated hydrochloric acid and mix.
• the solution is now ready and stable.
• This amount of solution yields about 25 tests
How to perform the pectin test
• Take a sample of 10 ml of juice,
• Clarify – either by centrifuging or rough filtering to remove sediment
In a test tube
• Pour 4 ml of clarified juice into a test tube
• Pour 8 ml of acidified alcohol(see above)
• Mix gently and let stand samples of juice stand 5 minutes after mixing.
• In the presence of acidified alcohol, pectin precipitates and forms flakes or globs
22
22

Pectin test interpretation
23

Historical Facts
24
Prior to the use of flotation for must clarification, winemakers were not as concerned about complete depectinization of must.
Low enzyme doses generally yielded
depectinized wines because the enzymes continues to work in the fermenter
With the acceptance of Flotation for must
clarification, quick depectinization of must becomes critical.
In many cases winemakers have turned to the use of gelatin and bentonite to overcome the higher viscosity levels of must that is not completely depectinized.

Can Flotation be done without Gelatin Bentonite or Silica?
But it depends on a few factors 1. The Must HAS TO BE COMPLETELY DEPECTINIZED 2. The condition of the grapes - too ripe, fermenting,
quality (rot) then probably not
25
Yes!

Has It Been Done?
Since 2012 trials have done using VinoClear Classic to show flotation can be achieved with out the use of gelatin, bentonite and silica The Alcohol Pectin test was used to determine the degree of
depectinization In all situations the must was fully depectinized prior to starting
the float The trials were repeated 3 times and resulted in juice recovered
off the float with clarity ranging from 24 to 35 NTU’s
26
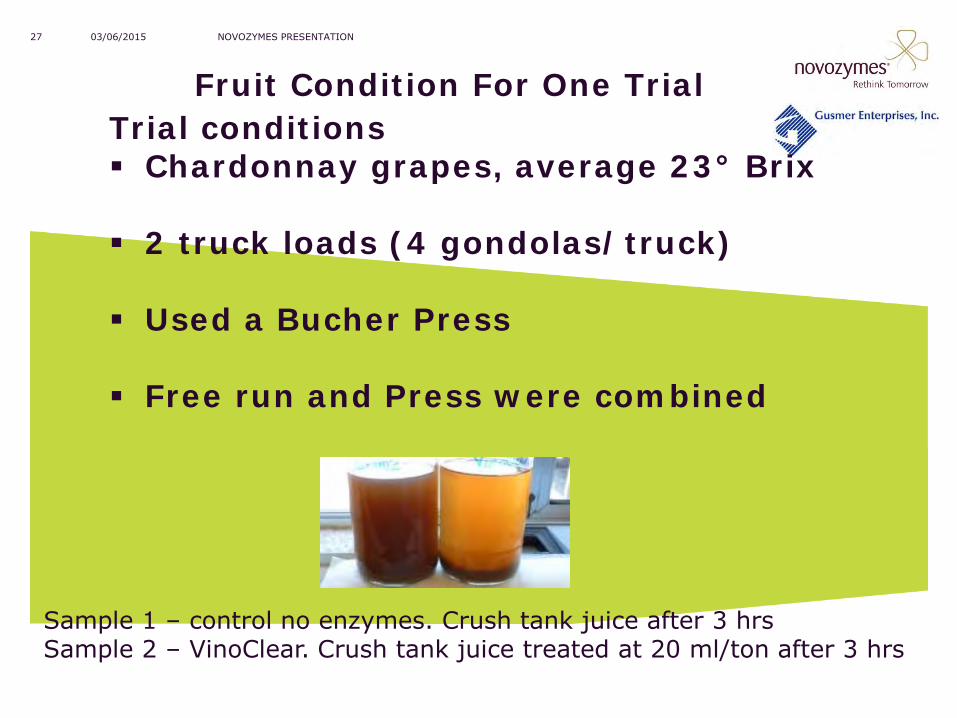
Fruit Condition For One Trial
NOVOZYMES PRESENTATION 03/06/2015 27
Trial conditions Chardonnay grapes, average 23° Brix 2 truck loads (4 gondolas/truck)
Used a Bucher Press
Free run and Press were combined
Sample 1 – control no enzymes. Crush tank juice after 3 hrs Sample 2 – VinoClear. Crush tank juice treated at 20 ml/ton after 3 hrs

VinoClear Classic: trials results Vinoclear Classic degraded all of the pectin (Juice tested
pectin negative). The must is very well clarified. (Contact time 1.5 hours) Turbidity after flotation is very low (24 – 35 NTU).
03/06/2015 28
Sample 1: Control : 267 NTU Sample 2 : VinoClear: 30 NTU Sample 3 : VinoClear : 24 NTU Sample 4 : VinoClear : 35 NTU Juice samples were floated without gelatin

OTHER THINGS TO CONSIDER: ADD FINING AGENTS OR NOT?
29
Here are the additional costs of using gelatin, bentonite and silica Figuring 200 gal/ton of unclarified juice Suggested dose rates per ton:
Product Dose rate Price/lb Labor cost $15/hr2hr/ton
Cost of treatment
Gelatin .05-.167lb /ton
$6.70/lb $0.30/ton $0.66-$1.52/ton
Bentonite .33-.67lb /ton
$0.20/lb $0.30/ton $0.37-$0.44/ton
Silica 0.167-0.5lb /ton
$1.15/lb $0.30/ton $0.49-$0.88/ton
total $1.52 – $2.84
Very quick depectinization time Heat resistant up to 55°C or 131°F Achieve fast clarification of must of any grape variety and quality, increasing throughput and the effectiveness of your clarification equipment by a factor of 2 to 5.
VinoClear® Classic Faster clarification and flotation
30
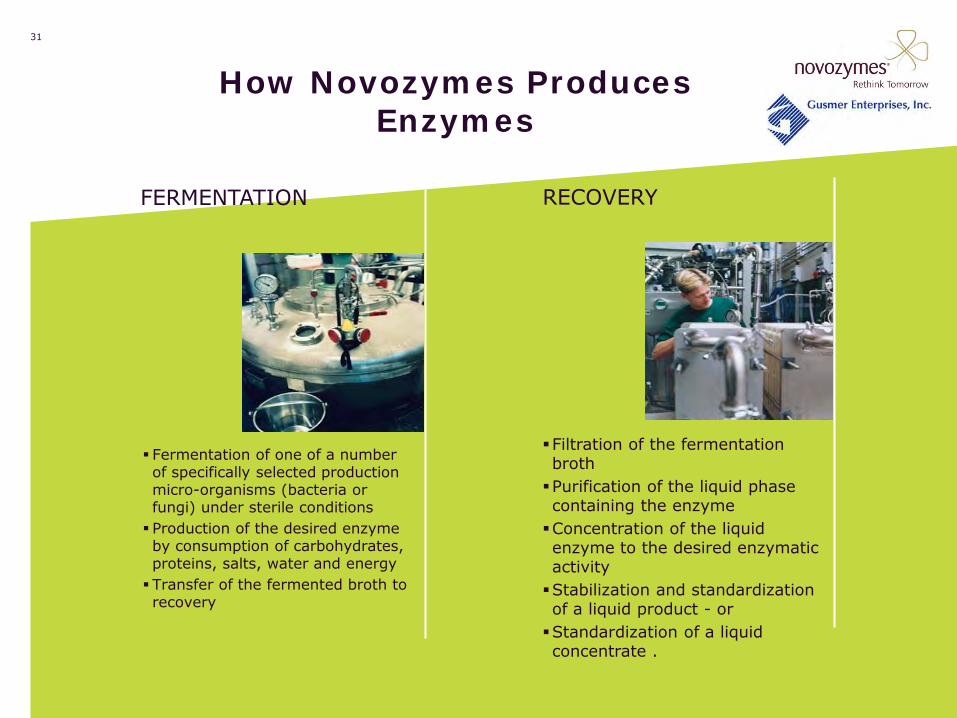
How Novozymes Produces Enzymes
31
FERMENTATION
Fermentation of one of a number of specifically selected production micro-organisms (bacteria or fungi) under sterile conditions Production of the desired enzyme by consumption of carbohydrates, proteins, salts, water and energy Transfer of the fermented broth to recovery
RECOVERY
Filtration of the fermentation broth Purification of the liquid phase containing the enzyme Concentration of the liquid enzyme to the desired enzymatic activity Stabilization and standardization of a liquid product - or Standardization of a liquid concentrate .

QUESTIONS??

THANK YOU