
White Paper No. 4 - Flow Chemistry | Chemtrix BV paper 4 - Continuous Manufacturing... · At this...
13
Dr Charlotte Wiles ‘Continuous Manufacturing – Producing More with Less’ Abstract: With the advent of commercially available flow equipment, the technique of continuous processing is now widely accessible for the synthetic chemist facilitating development of not only lab-scale transformations but, as the field matures, also pilot and plant based processes. That said, a challenge for continuous flow technology is that it competes with established, and in most cases fully written off, production infrastructure. It therefore stands to reason that initially uptake has been stronger where safety concerns have prevented the use of existing equipment, capacity increases were required or production is being implemented in territories without existing batch capacity. When compared to bulk chemical production, relatively few processes in the Life Science, Fine Chemical and Specialty Chemical sectors are known to be performed under continuous flow conditions – this is changing with examples entering the public domain of processes being performed at scale within small-footprint continuous reactors (Figure 1) – a selection are reviewed herein. Figure 1. Illustration of a multipurpose pilot flow reactor skid for chemical conversion of suspensions, developed within the Coriac (NL) project [1]. Background: Whilst chemical engineers are trained to think in terms of continuous processes when considering the development of controlled unit operations, synthetic chemists (particularly those involved in early stage research) have received the same ‘batch’ training over the decades – with basic equipment changing little over the Centuries. Consequently, routes that are developed by the bench chemist are often carried out under non-ideal conditions with the goal to obtain the compound rapidly and not necessarily to develop an efficient, scalable route for its production. Looking at this in more detail, this can mean that in order to gain reaction control (thermal or selective) the chemist often chooses to use large volumes of solvent, employ deep cryogenic conditions, use stoichiometric rather than catalytic reagents and utilise long dosing/reaction times. Interestingly, White Paper No. 4
Transcript of White Paper No. 4 - Flow Chemistry | Chemtrix BV paper 4 - Continuous Manufacturing... · At this...

Dr Charlotte Wiles
‘Continuous Manufacturing – Producing More with Less’
Abstract: With the advent of commercially available flow equipment, the technique of continuous processing is now widely
accessible for the synthetic chemist facilitating development of not only lab-scale transformations but, as the field matures, also
pilot and plant based processes. That said, a challenge for continuous flow technology is that it competes with established, and in
most cases fully written off, production infrastructure. It therefore stands to reason that initially uptake has been stronger where
safety concerns have prevented the use of existing equipment, capacity increases were required or production is being
implemented in territories without existing batch capacity. When compared to bulk chemical production, relatively few processes
in the Life Science, Fine Chemical and Specialty Chemical sectors are known to be performed under continuous flow conditions –
this is changing with examples entering the public domain of processes being performed at scale within small-footprint continuous
reactors (Figure 1) – a selection are reviewed herein.
Figure 1. Illustration of a multipurpose pilot flow reactor skid for chemical conversion of suspensions, developed within the Coriac (NL) project [1].
Background: Whilst chemical engineers are trained to think in terms of continuous processes when considering the
development of controlled unit operations, synthetic chemists (particularly those involved in early stage research) have received
the same ‘batch’ training over the decades – with basic equipment changing little over the Centuries. Consequently, routes that
are developed by the bench chemist are often carried out under non-ideal conditions with the goal to obtain the compound rapidly
and not necessarily to develop an efficient, scalable route for its production. Looking at this in more detail, this can mean that in
order to gain reaction control (thermal or selective) the chemist often chooses to use large volumes of solvent, employ deep
cryogenic conditions, use stoichiometric rather than catalytic reagents and utilise long dosing/reaction times. Interestingly,
White Paper No. 4

chemists pay little attention to the mixing type, stirring speed and thermal efficiency of the regulation technique employed for such
a batch experiment. In comparison, reaction kinetics together with heat & mass transfer are all features that the process chemist
considers when looking at the potential of a process to be scaled. Consequently, if these elements were considered, time could
be saved and route re-development avoided, or at the very least significantly minimised.
When looking to the toolbox available to the modern synthetic chemist, the conventional round-bottomed flask was last Century
joined by the microwave synthesiser [2] and more recently continuous flow reactors. Compared to stirred vessels, flow reactors
have significant processing advantages which included improved thermal management, enhanced mixing control and access to
larger operating windows (reaction time, temperature & pressure) thus enabling the development of safe, efficient, robust and
sustainable production processes – with benefits not only harnessed for the reaction steps. For example, improved reaction
control can lead to reduced by-product formation and un-reacted starting materials – which has the effect of simplifying the
downstream steps required for product isolation, potentially reducing operating costs [3].
Working closely with industry, the benefits of continuous flow reaction technology are frequently summarised to include;
Increased process safety
o Low reactant hold-up
o Excellent thermal & mass transfer
o Reduced plant size
Increased reaction control
o Higher reaction selectivity – leading to increased yield, reduced raw material costs & downstream isolation
o Improved process stability leading to consistency between campaigns
Shorter development times
o Faster time to market
o Reduced development costs
o Performance of development studies on equipment used for commercial production
Opportunities for accessing new methods for producing new materials
o Potential financial savings through process intensification
Why use Continuous Manufacturing? Applicable at both the lab and production scale (Figure 2), continuous flow reactor
technology has the ability to benefit both early stage researchers, process development chemists/engineers and plant managers
in the development and implementation of good chemical manufacturing processes [4]. Giving experimentalists the option to
change their equipment selection in order to gain the required reaction control along the scale-up path, rather than looking to
change the chemistry, as has been historically the path taken.
Figure 2. Illustration of a range of reactor products suited for the research, development and production under continuous flow.

Whilst bulk and petrochemical industries have benefited from the advantages of continuous flow manufacturing for decades, they
have recently (as discussed herein) been joined by contract manufacturers providing valuable, flexible resource support to the
chemical industry. With techniques for minimising raw material consumption, increasing target selectivity and simplifying
downstream unit operations all receiving attention [6]. Looking to the pharmaceutical industry in particular, last month Badman
and Trout stated ‘since the future of the industry is continuous manufacturing, the time to start realising the vision, and thus
reaping the benefits, is now’ [5]. Industry wide there is a drive for resource efficiency, in response to rising energy costs, and
flexibility in terms of being ready to adapt in what is increasingly becoming a volatile, changing marketplace. As the ‘patent cliff’
looms for many high volume API’s there is a shift in the pharmaceutical industry away from blockbusters and towards lower
volume, higher potency API’s – with this there is an opportunity to adopt newer methods of manufacture that are more suited to
the needs of flexible, lower volume production. In 2011, Dr Janet Woodcock (FDA) predicted ‘in the next 25 years current
manufacturing processes are abandoned in favour of cleaner, flexible, more efficient continuous manufacturing’ [8] and more
recently commented ‘flow is an enabler’ that the FDA are supportive of. By improving the manufacture of pharmaceuticals there
are the obvious societal benefits such as reduced treatment costs, fewer shortages but also a reduction in the required ‘regulatory
oversight’ has the potential to free up resources for use in higher risk areas.
How to Apply Continuous Process Technology: Key to the successful implementation of continuous processing at an
industrial scale is to gain a solid understanding of your process at an early stage - critical when considering the type and design of
reactor to employ be it batch, semi-batch or flow. Such parameters include reaction kinetics and reaction calorimetry, together
with knowledge of existing physical properties of the reactants and products to be used (viscosity, density, specific heat capacity,
solubility etc.) - where unavailable information can be collected using conventional batch methodology.
Roberge et al. [10] recently described a ‘notable shift in the development viewpoint within the industry to one where it is accepted
that a continuous flow process does not have a longer development time or take more resources that batch ’ – a view that is
attributed to the increased availability of standardised tools and more recently ‘plug & play’ process controls. These
developments have facilitated the adoption of continuous flow in three key areas of process development;
1. Proof of concept
a. Assessment of solubility characteristics, response to temperature, pressure, stoichiometry etc.
2. Process optimisation
a. Maximising conversion, yield, selectivity, material efficiency & identifying thermal demands of the process
3. Long term operation i.e. miniplant
a. Assessment of process robustness & calculation of plant size to access target production volume and/or rate
With each step acting as a stage gate, determining go or no-go for the project.
Sharratt of ICES (Institute of Chemical and Engineering Sciences, Singapore) comments [9], as do many within the industry, that
‘approaches to the design of batch processes for high value chemicals are well understood’, so too ‘proven approaches exist for
the design of (large) continuous chemical production processes’. The chemical industry is however now finding its way with
regard to the development of robust, rapid and cost effective methods for application of continuous flow to smaller scale, higher
value specialty, fine chemical and pharmaceutical manufacturing.
Training: As with any emerging technique, or new application area, there is a learning curve associated with its use and
implementation. With an increasing number of academic institutions training graduates and postgraduate students researching
using this technique, researchers skilled in this practice are now entering the industrial workplace. This can only serve to
accelerate the adoption of continuous manufacturing in sectors such as speciality and fine chemicals together with the
pharmaceutical industry. Part of this understanding is the acknowledgement that no one piece of equipment can span the
requirements of route scouting to process development to manufacture and it is with this in mind that technology developers
implement a scale-up strategy with equipment focussing on addressing the key drivers required at each stage of a process
(Figure 2).
At this early stage of the sectors adoption, continuous manufacturing techniques are more often developed by transferring a batch
protocol to flow (although there are exceptions reported of direct development, with the number likely to grow as the technology
matures). When transforming a process from batch to continuous, it is important to identify where the process can be intensified,
what currently limits the process and what the critical parameters are in terms of safety & product quality.
Owing to their nature, continuous processes lend themselves very well to the strict control of process parameters so in the case of
continuous reactions this includes, reactant ratio (stoichiometry), time, temperature and pressure – lending themselves well to
QbD (Quality by Design). Implementation of PAT (Process Analytical Technology) has also been demonstrated as a means of
enhancing process understanding at the research scale and process control at the manufacturing stage [11]. Whilst initially these
techniques were spectroscopic [12,13], more recently examples of chromatographic techniques are starting to emerge [14].
Herein a series of user case studies are highlighted with the aim of demonstrating some of the advantages that can be leveraged
through the use of continuous flow technology at scale, including;
Low material consumption for process development
Minimised scale-up effects
Control of hazardous reactions
Improved product selectivity
Implementation of small footprint systems for kTonne/annum manufacture
High resource efficiency
1. Development of Safer Processes: DSM Pharma Chemicals were one of the first Companies to develop and implement
continuous manufacturing techniques for cGMP intermediate and API production. These processes include nitrations [15] (Figure
3) (Scheme 1), the Ritter reaction [16,17] (Scheme 2) and even the on-demand production of ethyl diazoacetate [18]. More
recently they have extended their capabilities to look at the intensification of downstream processing employing centrifugal
extractors, belts filters and thin film evaporators, stating that ‘In DSM’s experience, the understanding and control of continuous
flow processes is relatively easy when compared to batch processes, in which the observed properties of a reaction frequently
cannot be completely separated from the reactor’ [19].
With many of the reactions selected for scale-up under flow conditions combining challenges such as highly corrosive media,
exothermic reaction steps and thermally unstable products (with significant heat of decomposition), a high performance material
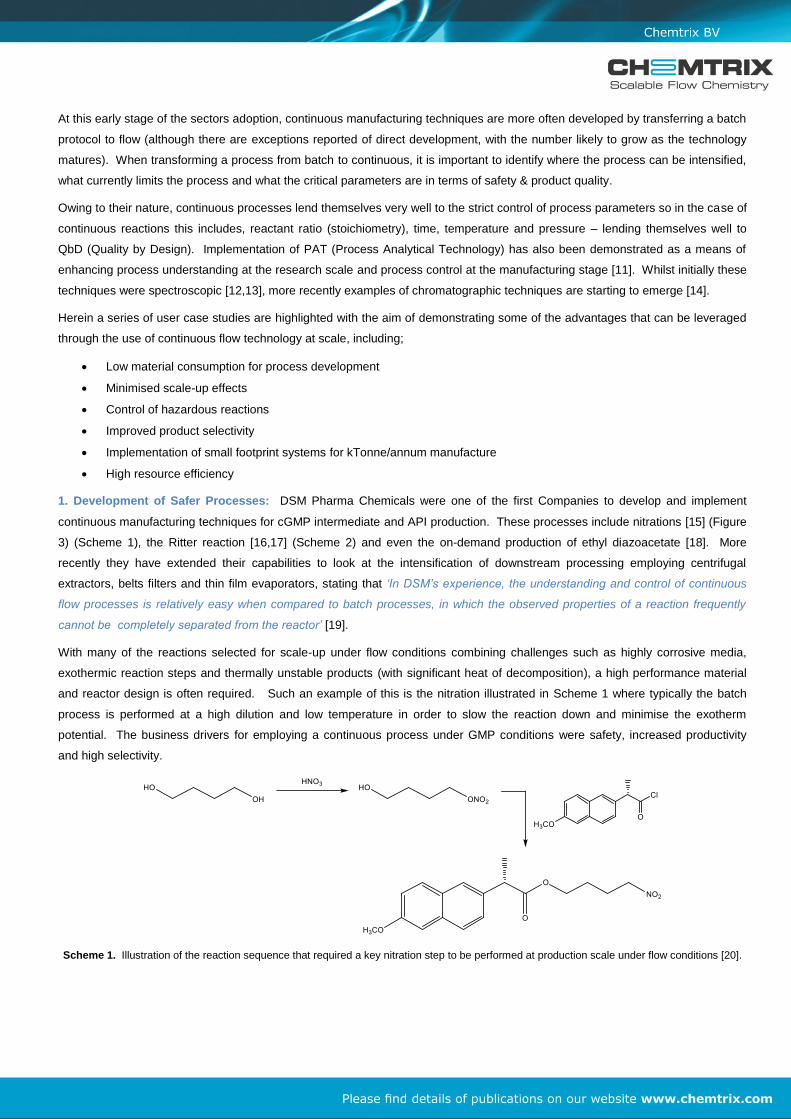
and reactor design is often required. Such an example of this is the nitration illustrated in Scheme 1 where typically the batch
process is performed at a high dilution and low temperature in order to slow the reaction down and minimise the exotherm
potential. The business drivers for employing a continuous process under GMP conditions were safety, increased productivity
and high selectivity.
Scheme 1. Illustration of the reaction sequence that required a key nitration step to be performed at production scale under flow conditions [20].

Figure 3. Illustration of a continuous flow plant at DSM which uses 3MTM Silicon Carbide Grade C reactors.
The installation illustrated in Figure 3, based on 3MTM Silicon Carbide (SiC) flow reactors, enabled the needs of the process to be
addressed – with careful control of the reaction time minimising the formation of di-nitrated or decomposition products – and high
corrosion resistance allowing the use of strong acids and bases. In addition to the reaction, controlled neutralisation and
quenching is often key to maintaining reaction selectivity – this is readily achieved in a continuous process.
Scheme 2. Ritter reaction used under flow conditions to prepare a monomer without the formation of decomposition products.
Employing a custom flow reactor, DSM executed the exothermic Ritter reaction summarised in Scheme 2 for the selective
preparation of a key monomer. Utilising the high heat transfer capacity of the continuous reactor, researchers were able to
decrease decomposition products and increase yields from 55 to 78 % - facilitating production at a rate of 40 tonnes day-1 [21].
Schenkel and Roberge [22] reported the development of a continuous flow method for the production of 2-nitroethanol, to be used
as a precursor to the highly energetic raw material nitroethene (Scheme 3) - required in the manufacture of Aliskiren (Figure 4).
Investigating parameters such as reaction temperature (10 to 40 °C), reaction time (s to >11 min) and nitromethane to
formaldehyde ratio (5 to 80), the investigators were able to identify, at the lab-scale, those conditions that promoted the selective
synthesis of 2-nitroethanol whilst reducing the formation of hazardous and difficult to separate low molecular weight nitrated by-
products.
Scheme 3. Nitroaldol reaction exploited under flow conditions for the preparation of the highly energetic compound nitroethane.
With this in mind, optimal conditions were reported to employ a large excess of nitromethane, a low reaction temperature and a
moderate reaction time – facilitating translation to pilot-scale for further evaluation. At pilot-scale, the flow reactor was combined
with a CSTR and wipe film evaporator to enable recycling of the residual nitromethane resulting in an increase in process
efficiency. The mini-plant was operated continuously for a period of 8 h over which time a steady increase (4 bar) in pressure was
observed – indicating that eventual fouling and plugging would occur. This example demonstrates the significant information that
can be gained through extended operation of a mini-plant set-up – facilitating process changes prior to full-scale commissioning.

Based on this preliminary observation, the cause of the pressure build-up was investigated and it was found to be attributed to the
quality of nitromethane employed – following solvent recycle such build-up was not observed. Consequently the nitromethane
was distilled prior to use, allowing extended operation of the set-up and the production of 5 kg of 2-nitroethanol in 93 % yield (94
% purity by HPLC) (CH3NO2:CH2O = 80:1). Due to the high dilution, the exothermicity of the reaction was minimal and the
authors found the temperature and catalyst ratio had little influence on the reaction performance – consequently low quantities of
KOH (1.5 wt%) were employed to minimise downstream steps.
Figure 4. Aliskiren, a direct renin inhibitor – developed by Novartis.
2. Process Intensification: In addition to execution of hazardous processes, flow technology has the benefit of facilitating rapid
translation of techniques from the laboratory to production. Describing advances made at La Mesta Chemie Fine (France), in the
area of continuous manufacturing, Bertoldi et al. [23] reported that in 2013 La Mesta prepared their first API using the technique.
With experience of hydrogenations [24], aminations, carbonylations and Grignard reactions, to name a few, the materials
produced using continuous manufacturing are typically for pharmaceutical, flavour & fragrance, cosmetic and agrochemical
markets.
Initially La Mesta had the goal of increasing reaction selectivity through the use of more specific reaction pathways, avoiding (or
limiting) side reactions or decomposition routes – seeing a clear benefit of this as being low residual starting materials or
impurities in the product thus leading to a reduction in the purification steps required to achieve a high quality product ( i.e. less
solvent usage and less waste). An example of such a process intensification is illustrated in Table 1;
Parameter Batch Process Continuous Process
Volume (l) 6000 0.6
Pressure (bar) 15 200
Temperature (°C) 100 170
Dilution (%) 75 0
Operation Time (min) 240 3
Catalyst Conc. (%) 4 0.4
Conversion (%) 95 99.9
Reactor Material Stainless steel Hastelloy
Table 1. Comparison of key reaction parameters in batch and flow – demonstrating the intensification of a hydrogenation reaction.
In an academic example of the Kolbe-Schmitt reaction (Scheme 4), Krtschil et al. [25] demonstrated the rapid 60-fold increase in
production rate, transferring a process from the laboratory scale (9 g h-1) to pilot-scale (560 g h-1) via smart dimensioning and
parallelisation of a continuous reactor.

Scheme 4. Synthesis of -resorcylic acid via an aqueous Kolbe-Schmitt reaction.
In our own hands we have demonstrated a 13,000x scale-up transferring from micro-scale method development using glass
Labtrix® reactors (µl) to pilot-scale proof of concept (Figure 5) within KiloFlow® (ml) [26]. By performing detailed screening at the
mg-scale, processes can be intensified ahead of scaling – herein the condensation was reduced to a reaction time of 60 s at 125
°C meaning that a scale-up to a 13 ml reactor afforded the product at a rate of ~ 74 g h-1. It is this speed of translation that is
particularly interesting to industry, coupled with reduced risk when stepping from early stage discovery quantities to pilot scale and
beyond to production.
Figure 5. Illustration of the condensation reaction used to demonstrate kg-scale synthesis in KiloFlow® a lab-scale, micro-structured reactor.
3. Increased Operating Efficiency: In a second example from La Mesta, they report the ability to increase the reaction
temperature used for a Grignard reaction from -80 °C in batch to 0 °C for the production of a boronic acid – owing to the increased
heat transfer performance of the continuous reactor a reduction in the use of deep cryogenic conditions can result = cost saving.
Looking to the work of CABB (Switzerland), they clearly demonstrate not only the safety benefits of continuous processing but
also the ability to develop sustainable processes with less waste generation and energy consumption. Taking their chlorination
and sulfonation processes, CABB have looked to combine flow processes and a ‘Verbund and recycling system’ to benefit from
the advantages of both in the development of chlorination and sulfonation processes [27].
Using salt and sulfur, chlorine and sulfur trioxide are formed which are subsequently used to generate reagents such as dimethyl
sulphate, thionyl chloride, sulfuryl chloride and chlorosulfonic acid – which are further utilised for the production of higher value
products without open handling. Any off-gases, such as SO2 or HCl, are separated and purified making them available for re-use
or in the case of HCl, sold as an aqueous solution. In the case of a mesylation reaction, converting the reaction to continuous
removed a bottle neck in the production train as the production isolation was already a continuous process. As Table 2 illustrates
not only is the plant output increased by changing to continuous but also there is a significant reduction in the energy required to
run the process.

Parameter Batch Process Continuous Process
Output (%) 100 120
Electricity (%) 116 100
Steam (%) 106 100
Cooling (%) 145 100
PMI 10.8 7.4
E-factor 8.1 5.4
Table 2. Illustration of a continuous process executed at CABB – efficiencies are benchmarked against the previously employed batch process.
In another example, CABB operates a dedicated production plant for the execution of reductions via Wolff-Kishner reactions – a
process not typically performed at scale for safety reasons – this is also demonstrated at the lab-scale using 3MTM Silicon Carbide
(SiC) Grade C [28].
When considering reactor efficiency, a trend that is clear across all sectors employing continuous manufacturing approaches is
the reduction in reactor volume (sometimes referred to as hold-up volume). In a recent example presented by Bayer Technology
Services GmbH (Germany), for an arene lithiation (Scheme 5) a 99.5 % reduction in reactor volume was achieved for production
at the kg/h rate. At the same time, an increase in temperature from -70 to -40 °C was achieved with an 8 % increase in yield [29].
Scheme 5. Illustration of a lithium-exchange reaction executed in flow at BTS (Germany).
4. Quality: Speaking at the recent International Symposium on Continuous Manufacturing of Pharmaceuticals, Dr Woodcock
stated the FDA’s vision was to have an ‘agile, flexible pharmaceutical manufacturing sector that reliably produces high quality
drugs without extensive regulatory oversight’. Kirschneck et al. [30] commented that the key to success for process development
is to make a shift from iterative development to processes that are ‘right the first time’ – to achieve this requires knowledge of your
process and employment of adequate process controls. Moore, acting Director of FDA’s office of New Drug Quality Assessment,
stated that continuous manufacturing has the potential to ‘not only meet current expectations, but to really give enhanced product
quality over what some of the current batch technology provides’ [7].
SK Life Science (Korea) have successfully harnessed the advantages of continuous flow chemistry at the commercial scale for
numerous processes including a Curtius re-arrangement involving an azide intermediate and isocyanate formation –
conventionally found to be problematic at large scale. As Scheme 6 illustrates, using DPPA the azide is formed and undergoes
Curtius re-arrangement to afford the isocyanate – treatment with benzyl alcohol, followed by reduction in the presence of Pd
(within a fixed-bed reactor) afforded the target amine in 80 % overall yield (99.2 % purity) at a scale of several hundred kg’s.

Scheme 6. Example of a synthetic scheme performed using continuous manufacturing at SK Life Science (Korea).
In a second example, Yoon et al. [31] reports the development of a highly automated process operating at 120 tonne/annum –
controlled by three personnel per shift. Using a packed column (acid resin), esterification is achieved followed by high-pressure
hydrogenation using a Ru-catalyst fixed bed reactor (300 bar) using water as the solvent. SK Life Science also isolate the
resulting (S)-hydroxy--butyrolactone using continuous distillation (Scheme 7) – a trend of integration which is progressing the
target of ‘End to End’ manufacturing.
Scheme 7. Synthesis of (S)-hydroxy--butyrolactone via a highly automated production process at 120 tonne/annum scale.
5. Economics: Comparing continuous to batch for several confidential processes, Ernblad et al. [32] recently summarised that in
addition to the increased safety and decreased footprint obtained by switching to continuous, flow afforded a 77 % decrease in
CAPEX (due to smaller and/or less equipment) and 50 % decrease in OPEX (reduced solvent usage, waste and labour) costs.
Further examples of utility savings through the use of continuous manufacturing are presented by Hessel et al. [33] and Seifert et
al. [34] – who discuss further financial rewards accessible through the implementation of a flexible, modular concept.
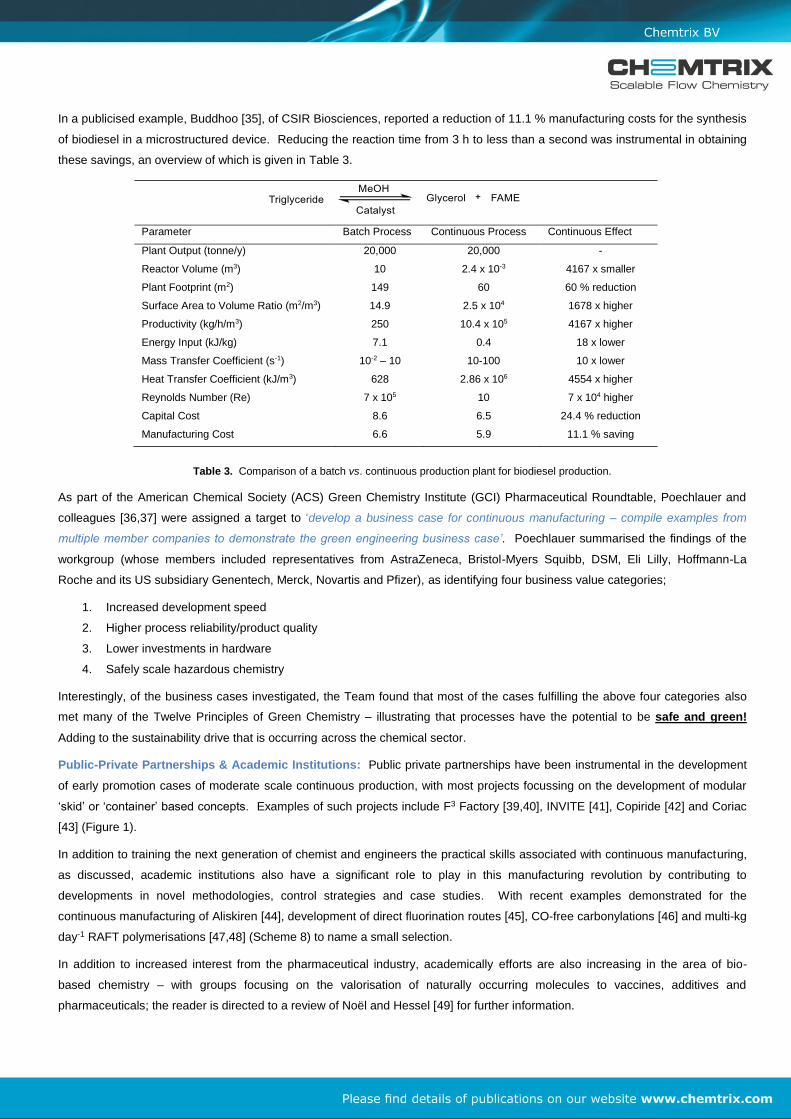
In a publicised example, Buddhoo [35], of CSIR Biosciences, reported a reduction of 11.1 % manufacturing costs for the synthesis
of biodiesel in a microstructured device. Reducing the reaction time from 3 h to less than a second was instrumental in obtaining
these savings, an overview of which is given in Table 3.
Parameter Batch Process Continuous Process Continuous Effect
Plant Output (tonne/y) 20,000 20,000 -
Reactor Volume (m3) 10 2.4 x 10-3 4167 x smaller
Plant Footprint (m2) 149 60 60 % reduction
Surface Area to Volume Ratio (m2/m3) 14.9 2.5 x 104 1678 x higher
Productivity (kg/h/m3) 250 10.4 x 105 4167 x higher
Energy Input (kJ/kg) 7.1 0.4 18 x lower
Mass Transfer Coefficient (s-1) 10-2 – 10 10-100 10 x lower
Heat Transfer Coefficient (kJ/m3) 628 2.86 x 106 4554 x higher
Reynolds Number (Re) 7 x 105 10 7 x 104 higher
Capital Cost 8.6 6.5 24.4 % reduction
Manufacturing Cost 6.6 5.9 11.1 % saving
Table 3. Comparison of a batch vs. continuous production plant for biodiesel production.
As part of the American Chemical Society (ACS) Green Chemistry Institute (GCI) Pharmaceutical Roundtable, Poechlauer and
colleagues [36,37] were assigned a target to ‘develop a business case for continuous manufacturing – compile examples from
multiple member companies to demonstrate the green engineering business case’. Poechlauer summarised the findings of the
workgroup (whose members included representatives from AstraZeneca, Bristol-Myers Squibb, DSM, Eli Lilly, Hoffmann-La
Roche and its US subsidiary Genentech, Merck, Novartis and Pfizer), as identifying four business value categories;
1. Increased development speed
2. Higher process reliability/product quality
3. Lower investments in hardware
4. Safely scale hazardous chemistry
Interestingly, of the business cases investigated, the Team found that most of the cases fulfilling the above four categories also
met many of the Twelve Principles of Green Chemistry – illustrating that processes have the potential to be safe and green!
Adding to the sustainability drive that is occurring across the chemical sector.
Public-Private Partnerships & Academic Institutions: Public private partnerships have been instrumental in the development
of early promotion cases of moderate scale continuous production, with most projects focussing on the development of modular
‘skid’ or ‘container’ based concepts. Examples of such projects include F3 Factory [39,40], INVITE [41], Copiride [42] and Coriac
[43] (Figure 1).
In addition to training the next generation of chemist and engineers the practical skills associated with continuous manufacturing,
as discussed, academic institutions also have a significant role to play in this manufacturing revolution by contributing to
developments in novel methodologies, control strategies and case studies. With recent examples demonstrated for the
continuous manufacturing of Aliskiren [44], development of direct fluorination routes [45], CO-free carbonylations [46] and multi-kg
day-1 RAFT polymerisations [47,48] (Scheme 8) to name a small selection.
In addition to increased interest from the pharmaceutical industry, academically efforts are also increasing in the area of bio-
based chemistry – with groups focusing on the valorisation of naturally occurring molecules to vaccines, additives and
pharmaceuticals; the reader is directed to a review of Noël and Hessel [49] for further information.

Scheme 8. An example synthesis for the preparation of a RAFT polymer and thermal removal of the end group.
Not all Materials are Equal! When considering implementation of continuous flow reactors, flexibility and modularity are often
stated as key drivers for selecting a particular type of equipment and with an array of material choices available ranging from
glass to polymers, metals to ceramics, what to choose?
At Chemtrix we deliver glass reactors for use at the lab-scale (Labtrix® & KiloFlow®) and Plantrix® Industrial Flow reactors are
fabricated from 3MTM Silicon Carbide (SiC) Grade C, produced by 3M (Kempten, Germany), the world leader of non-oxide
ceramics for high performance applications. 3MTM SiC Grade C is selected for industrial production scenarios as it is a metal-free,
monolithic, gas-tight ceramic that demonstrates excellent chemical resistance to organic/inorganic, acidic/basic and halogenating
media at high temperature and pressure. Accessing this level of chemical compatibility and durability in a single metal material is
not possible (i.e. Stainless Steel, Hastelloy or Tantalum) and glass is not a plant managers preferred material for implementation
in an industrial setting. Therefore when targeting system flexibility – this must also refer to the ability to have reactant flexibility, a
feature that is demonstrated by the wide ranging chemistries employed by our Customers in Plantrix®;
Nitrations, Reductions, Halogenations, Neutralisations, Dehydrations, Ethoxylations, Diazotisations, Oxidations, Alkylations …
For bench-scale chemists this is possibly one of the most significant changes in mind-set that we require when transitioning from
‘batch to flow’ as we now need to consider the material compatibility of the reactor – conventionally we would have reached for a
glass round bottomed flask – choice extending as far as the size and number of necks! It is therefore advantageous from the
outset to employ multi-disciplinary teams that include chemical & mechanical engineers to maximise the benefits that continuous
manufacturing can bring – this can be achieved within an organisation or accessed through vendor support.
Outlook & Challenges: With a strong uptake of continuous manufacturing in the specialty and fine chemical sectors, the next
step for the technology is in the area of pharmaceutical manufacture where a total process view is being taken, looking at ‘End to
End’ processing. Whilst this approach is at the centre of an industry wide drive towards process intensification, quality
improvement and cost reductions, Bruno [6] of Chemical & Pharmaceutical Solutions describes a ‘high attrition rate in drug
development’ and ‘assets in the ground’ as being the biggest thing holding the industry back when looking to the growth of
continuous manufacturing. This is evidenced in the contrast between developed and emerging countries, in the latter case where
no infrastructure is in place a process is directly developed with the view that both batch and flow are a viable option - the most
suitable equipment is then selected as the solution! Where existing infrastructure is in place it can be astonishing the level of
process improvement that is achieved at the development scale in flow that can fail to be implemented – owing to the fact that

batch capacity is available – in some instances processes have been further developed in order to ‘fit’ into existing batch
equipment.
External promotion of industrial cases remains a challenge which can give the impression that few are working in this field. With
that said, there is a push from industry to work together in a pre-competitive manner to bring forwards the advantages that this
technology has to offer – addressing the target of resource efficiency. This takes the form of working groups such as the ACS
GCI Pharmaceutical Roundtable [50] and IQ (International Consortium for Innovation and Quality in Pharmaceutical Development)
[51]. The result being the number of industrial cases appearing in the open literature is increasing, demonstrating that continuous
manufacturing is gaining in popularity, this does however need to increase further.
On a final note, the importance of training cannot be stressed enough – if students are not taught the techniques advantages and
disadvantages, the next generation of development and process chemists will enter industry with the same toolbox that has been
available for Centuries – the result being that they will invariably turn to batch and ‘solve’ their processing problems by altering the
chemistry. Successful implementation of continuous manufacturing therefore results from a multi-disciplinary team which builds
on the strengths of chemists, chemical, mechanical and software engineers to achieve the goal of robust process development
and high quality material production – possibly most importantly, the approach requires the users to embrace change!
With complex molecules often becoming ‘world travellers’ as their various components are manufactured at different sites,
continuous manufacturing offers the potential for streamlining and simplifying supply chains [38], with at site or globally distributed
manufacturing sites providing flexible alternatives to the current approach of single, world scale plants [41].
Additional Resources: For more information on how to get started with continuous manufacturing contact us at
[email protected] or visit www.chemtrix.com for product (http://www.chemtrix.com/products-overview) and application
(http://www.chemtrix.com/applications) information.
References:
[1]. http://www.providecentre.nl/projects-and-partners/projects/coriac-project accessed 02/06/14.
[2]. C. O. Kappe, Chem. Soc. Rev., 2008, 37, 1127-1139.
[3]. Editorial in Spec. Chem. Magazine, May 2013, 38-42.
[4]. R. Dach, J. J. Song, F. Roschangar, W. Samstag and C. H. Senanayake, Org. Proc. Res. Dev., 2012, 16, 1697-1706.
[5]. Speaking at International Symposium on Continuous Manufacturing of Pharmaceuticals – Implementation, Technology & Regulatory, 20-21st May 2014, Cambridge, USA. http://iscmp.mit.edu/
[6]. C. Wiles and P. Watts, Green Chem., 2014, 16, 55-62.
[7]. A. Thayer, Chem. Eng. News, 2014, 92(21), 13.
[8]. http://www.fiercepharma.com/story/fdas-woodcock-what-expect-next-25-years-medicine/2011-10-23?utm_campaign=Email-shareutm_medi-um=Emailandutm_source=forward#ixzz1bz8ToOFb accessed 02/06/14
[9]. P. Sharratt, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 71-80.
[10]. D. Roberge, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 7-8.
[11]. C. Schaefer, D. Clicq, C. Lecomte, A. Merschaert, E. Norrant and F. Fotiadu, Talanta, 2014, 120, 114-125.
[12]. S. Mozharov, A. Nordon, D. Littlejohn, C. Wiles, P. Watts, P. Dallin and J. M. Girkin, J. Am. Chem. Soc., 2011, 133, 3601-3608.
[13]. S. A. M. W. van den Broek, J. R. Leliveld, R. Becker, M. M. E. Dekvikke, P. J. Nieuwland, K. Koch and F. P. J. T. Rutjes, Org. Proc. Res. Dev., 2012, 16, 934-938.
[14]. http://www.waters.com/waters/en_US/PATROL-UPLC-Process-Analysis-System/nav.htm?locale=en_US&cid=10046886 accessed 01/06/14
[15]. A. Thayer, Chem. Eng. News, 2009, 87(11), 17-19.
[16]. L. Bohn, S. Braune, M. Kotthaus, P. Poechlauer, M. Vorbach, A. Wenka and K. Schubert, IMRET 9, 6-8th September 2006, Potsdam, Germany.
[17]. L. Audiger, K. Watts, S. C. Elmore, R. I. Robinson and T. Wirth, Chem. Sus. Chem., 2011, 5, 257-260.
[18]. P. Poechlauer, S. Braune, B. Dielemans, B. Kaptein, R. Obermuller and M. Thathagar, Chem. Today, 2012, 30, 51-54.
[19]. S. Hickling and P. Poechlauer, Spec. Chem. Magazine, 2012, 22-23.
[20]. D. Agar, IV Symposium on Continuous Flow Reactor Technology for Industrial Applications, 26-27th September 2012, 10-16.
[21]. N. G. Anderson, Org. Proc. Res. Dev., 2012, 16, 852-869.
[22]. D. M. Roberge, C. Noti, E. Irle, M. Eyholzer, B. Rittiner, G. Penn, G. Sedelmeier and B. Schenkel, J. Flow Chem., 2014, 4, 26-34.
[23]. M. Bertoldi, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 20-24.
[24]. S. Machefer, L. Falk and F. de Panthou, Chem. Eng. Proc., 2013, 70, 277-288.
[25]. U. Krtschil, V. Hessel, H. Kost and D. Reinhard, Chem. Eng. Technol., 2013, 36, 1010-1016.
[26]. C. Wiles, Application Note 17: 13,000x Scale-up of 3-Acetylcoumarin – Demonstration of Scalable Flow Synthesis – from R&D to Production without Parameter Re-optimisation’, download from www.chemtrix.com.
[27]. J. Schrickel, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 101-109
[28]. S. G. Newman, L. Gu, C. Lesniak, G. Victor, F. Meschke, L. Abahmane and K. J. Jensen, Green Chem., 2014,16, 176-180.
[29]. A. Prokofyeva, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 120-126.
[30]. D. Kirschneck, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 25-26.
[31]. J. Yoon, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 31-32.
[32]. A. Ernblad, IV Symposium on Continuous Flow Reactor Technology for Industrial Applications, 26-27th September 2012, 109-112.
[33]. I. vural-Gürsel, Q. Wang, T. Noël, V. Hessel and J. T. Tinge, Ind. Eng. Chem. Res., 2013, 52, 7827-7835.
[34]. T. Seifert, S. Sievers, C. Bramsiepe and G. Schembecker, Chem. Eng. Processing, 2012, 52, 140-150.
[35]. S. R. Buddhoo, N. Siyakatshana and B. Pongoma, 2nd CSIR Biennial Conference, 17-18th November 2008, Pretoria, South Africa. http://hdl.handle.net/10204/2680 accessed 31/05/14.
[36]. J. Colberg, E. Fisher, M. Jansen, M. D. Johnson, S. G. Koenig, M. Lawler, T. Laporte, J. Manley, B. Martin, A. O’Kearney-McMullan and P. Poechlauer, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 139-146.
[37]. P. Poechlauer, J. Colberg, E. Fisher, M. Jansen, M. D. Johnson, S. G. Koenig, M. Lawler, T. Laporte, J. Manley, B. Martin and A. O’Kearney-McMullen, Org. Proc. Res. Dev., 2013, 17, 1472-1478.
[38]. J. S. Srai, T. Harrington and L. Alinaghian, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 55-66.
[39]. http://www.f3factory.com/scripts/pages/en/home.php accessed 02/06/14.
[40]. R. Frank, B. Hamer, F. Stenger and M. Becker, Chemistry Today, 2013, 31, 26-29.
[41]. T. Bieringer, S. Buchholz and N. Kockmann, Chem. Eng. Technol., 2013, 36, 900-910.
[42]. http://www.copiride.eu/ accessed 02/06/14.
[43]. L. Geers, J. Ajanovic, B. Brabants, B. Stokbroekx, R. Reintjens and R. van Dongen, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 110-119.
[44]. S. Mascia, P. L. Heider, H. Zhang, R. Lakeerveld, B. Benyahia, P. I. Barton, R. D. Braatz, C. L. Cooney, J. M. B. Evans, T. F. Jamison, K. F. Jensen, A. S. Meyerson and B. L. Trout, Angew. Chem. Int. Ed., 2013, 52, 12359-12363.
[45]. H. Amii, A. Nagaki and J. Yoshida, Beilstein J. Org. Chem., 2013, 9, 2793-2802.
[46]. N. Alonso, J. de M. Munoz, B. Egle, J. L. Vrijdag, W. M. De Borggraeve, A. de la Hoz, A. Diaz-Ortiz and J. Alcazar, J. Flow Chem., 2014, DOI: 10.1556/JFC-D-14-00005.
[47]. C. H. Hornung, I. Martinez-Botella, J. Tsanaktsidis, P. Savage, J. Chiefari and S. Saubern, Royal Society of Chemistry Specialty Chemicals Sector Symposium – Continuous Flow Technology in Industry II, 17-19th March 2014, Cambridge, UK, 46-54.
[48]. C. H. Hornung, C. Guerrero-Sanchez, M. Brasholz, S. Saubern, J. Chiefari, G. Moad, E. Rizzardo and S. H. Thang, Org. Proc. Res. Dev., 2011, 15, 593-601.
[49]. I. Denčič, T. Noël, J. Meuldijk, M. de Croon and V. Hessel, Eng. Life Sci., 2013, 13, 326-343.
[50]. http://www.acs.org/content/acs/en/greenchemistry/industry-business/pharmaceutical.html accessed 02/06/14
[51]. http://iqconsortium.org/ accessed 02/06/14.


















