Welding technology europe - Handelskrant Vraag en Aanbod · PDF filewelding parameter quality...
8
lastechniek europa bv Welding technology europe
Transcript of Welding technology europe - Handelskrant Vraag en Aanbod · PDF filewelding parameter quality...

lastechniek europa bv
Welding technology europe
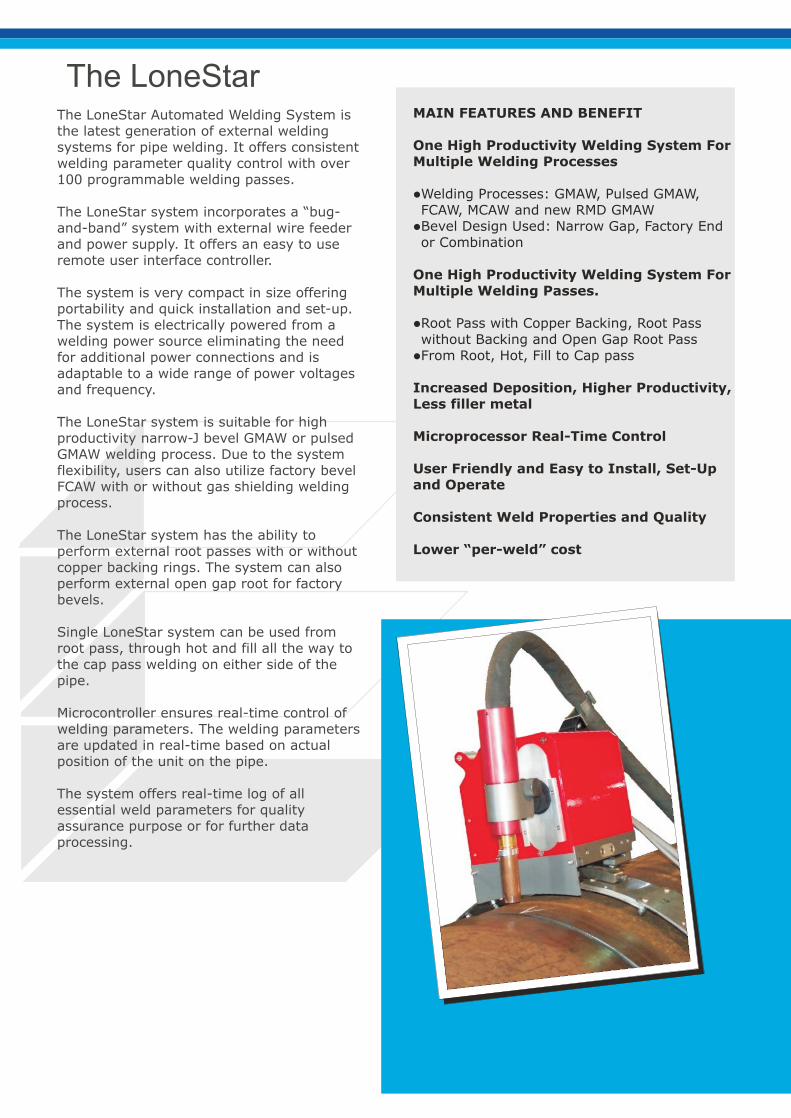
The LoneStar Automated Welding System is the latest generation of external welding systems for pipe welding. It offers consistent welding parameter quality control with over 100 programmable welding passes.
The LoneStar system incorporates a “bug-and-band” system with external wire feeder and power supply. It offers an easy to use remote user interface controller.
The system is very compact in size offering portability and quick installation and set-up. The system is electrically powered from a welding power source eliminating the need for additional power connections and is adaptable to a wide range of power voltages and frequency. The LoneStar system is suitable for high productivity narrow-J bevel GMAW or pulsed GMAW welding process. Due to the system flexibility, users can also utilize factory bevel FCAW with or without gas shielding welding process.
The LoneStar system has the ability to perform external root passes with or without copper backing rings. The system can also perform external open gap root for factory bevels.
Single LoneStar system can be used from root pass, through hot and fill all the way to the cap pass welding on either side of the pipe.
Microcontroller ensures real-time control of welding parameters. The welding parameters are updated in real-time based on actual position of the unit on the pipe.
The system offers real-time log of all essential weld parameters for quality assurance purpose or for further data processing.
MAIN FEATURES AND BENEFIT
One High Productivity Welding System For Multiple Welding Processes
lWelding Processes: GMAW, Pulsed GMAW, FCAW, MCAW and new RMD GMAWlBevel Design Used: Narrow Gap, Factory End or Combination
One High Productivity Welding System For Multiple Welding Passes.
lRoot Pass with Copper Backing, Root Pass without Backing and Open Gap Root PassFrom Root, Hot, Fill to Cap pass
Increased Deposition, Higher Productivity, Less filler metal
Microprocessor Real-Time Control
User Friendly and Easy to Install, Set-Up and Operate
Consistent Weld Properties and Quality
Lower “per-weld” cost
l
The LoneStar
Travel Speed 0-200”/min 0-5m/min Motorized, microprocessor controlled
Wire Speed 100-700”/min 2.54-18m/min Motorized, microprocessor controlled
Oscillation Speed 0-138”/min 0-350cm/min Motorized, microprocessor controlled
Oscillation Width 0-2” 0-50.4mm Microprocessor controlled
Oscillation Dwell 0-5s Microprocessor controlled
Position Measurement 0-359deg Accurate to 0.1deg Absolute Measurement
Vertical Axis Stroke 0-2” 0-50.4mm Motorized, microprocessor controlled
Head Angle Adjustment 30deg +15 to -15 Motorized, microprocessor controlled
Wire Spool Weight 30lbs 13.6Kg
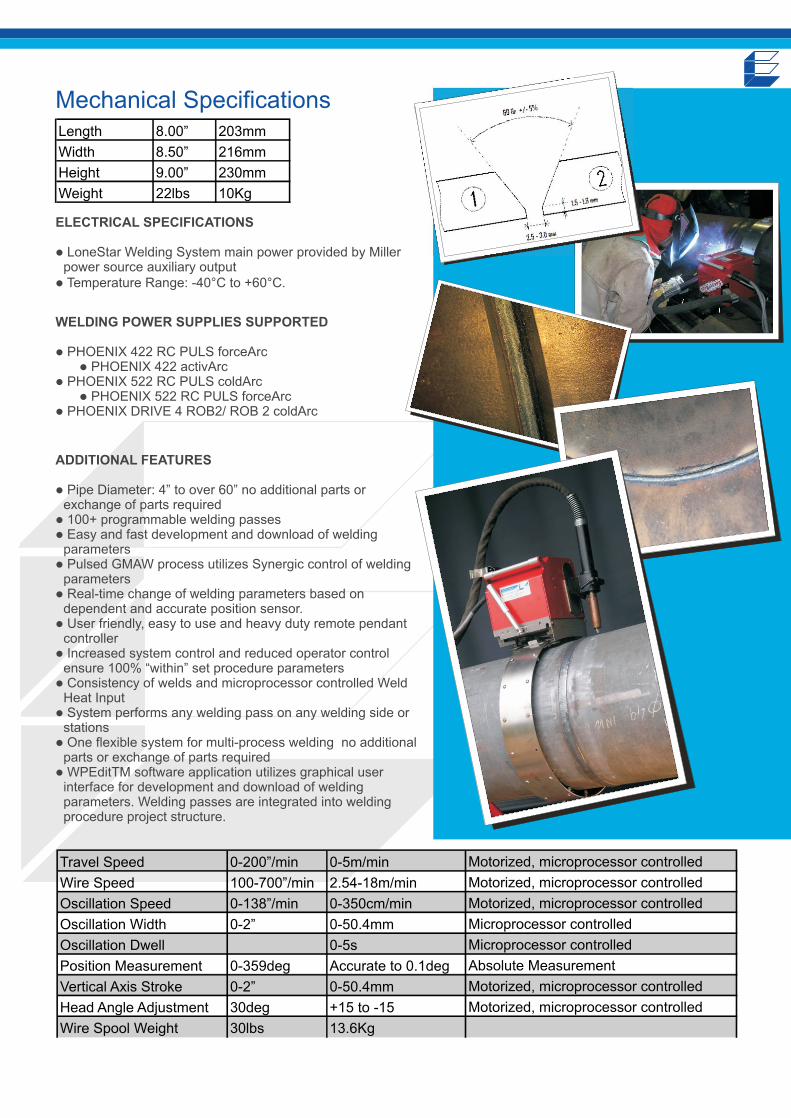
Length 8.00” 203mm
Width 8.50” 216mm
Height 9.00” 230mm
Weight 22lbs 10Kg
Mechanical Specifications
ELECTRICAL SPECIFICATIONS
l LoneStar Welding System main power provided by Miller power source auxiliary outputl Temperature Range: -40°C to +60°C.
WELDING POWER SUPPLIES SUPPORTED
l PHOENIX 422 RC PULS forceArcl PHOENIX 422 activArc
l PHOENIX 522 RC PULS coldArcl PHOENIX 522 RC PULS forceArc
l PHOENIX DRIVE 4 ROB2/ ROB 2 coldArc
ADDITIONAL FEATURES
l Pipe Diameter: 4” to over 60” no additional parts or exchange of parts requiredl 100+ programmable welding passesl Easy and fast development and download of welding
parametersl Pulsed GMAW process utilizes Synergic control of welding
parametersl Real-time change of welding parameters based on
dependent and accurate position sensor.l User friendly, easy to use and heavy duty remote pendant
controllerl Increased system control and reduced operator control
ensure 100% “within” set procedure parametersl Consistency of welds and microprocessor controlled Weld
Heat Inputl System performs any welding pass on any welding side or
stationsl One flexible system for multi-process welding no additional
parts or exchange of parts required l WPEditTM software application utilizes graphical user
interface for development and download of welding parameters. Welding passes are integrated into welding procedure project structure.
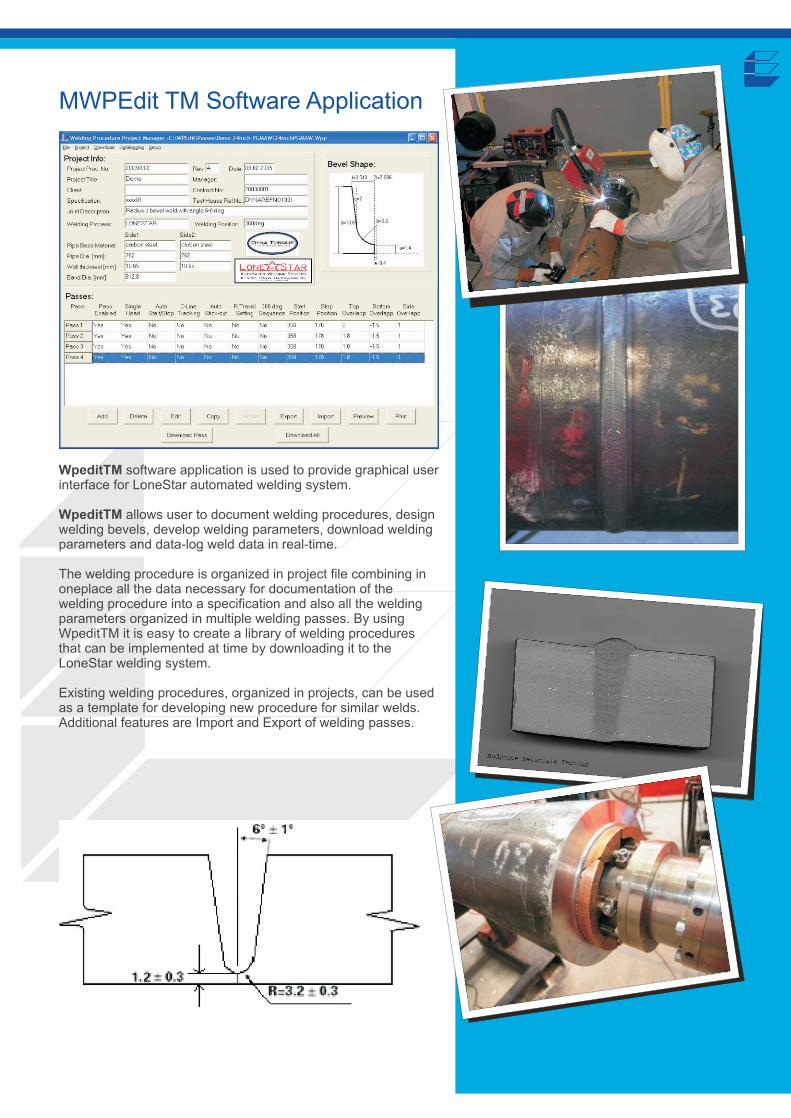
MWPEdit TM Software Application
WpeditTM software application is used to provide graphical user interface for LoneStar automated welding system.
WpeditTM allows user to document welding procedures, design welding bevels, develop welding parameters, download welding parameters and data-log weld data in real-time.
The welding procedure is organized in project file combining in oneplace all the data necessary for documentation of the welding procedure into a specification and also all the welding parameters organized in multiple welding passes. By using WpeditTM it is easy to create a library of welding procedures that can be implemented at time by downloading it to the LoneStar welding system.
Existing welding procedures, organized in projects, can be used as a template for developing new procedure for similar welds. Additional features are Import and Export of welding passes.
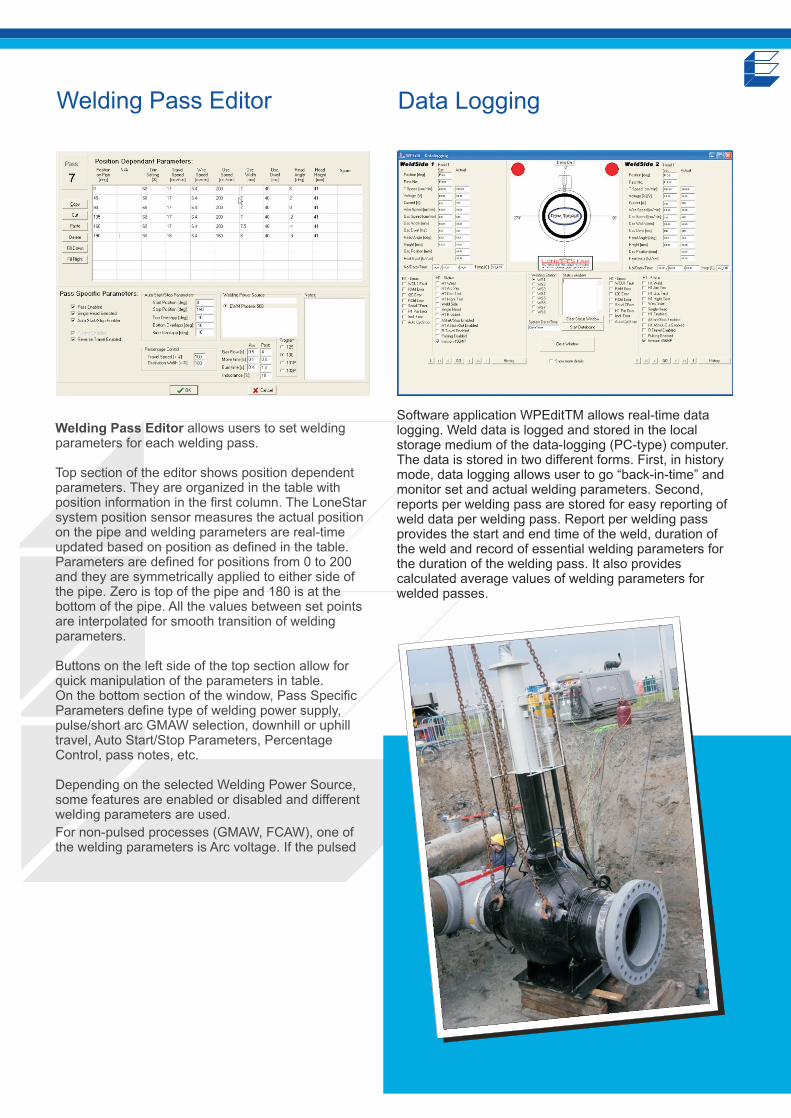
Welding Pass Editor allows users to set welding parameters for each welding pass.
Top section of the editor shows position dependent parameters. They are organized in the table with position information in the first column. The LoneStar system position sensor measures the actual position on the pipe and welding parameters are real-time updated based on position as defined in the table. Parameters are defined for positions from 0 to 200 and they are symmetrically applied to either side of the pipe. Zero is top of the pipe and 180 is at the bottom of the pipe. All the values between set points are interpolated for smooth transition of welding parameters.
Buttons on the left side of the top section allow for quick manipulation of the parameters in table.On the bottom section of the window, Pass Specific Parameters define type of welding power supply, pulse/short arc GMAW selection, downhill or uphill travel, Auto Start/Stop Parameters, Percentage Control, pass notes, etc.
Depending on the selected Welding Power Source, some features are enabled or disabled and different welding parameters are used.
For non-pulsed processes (GMAW, FCAW), one of the welding parameters is Arc voltage. If the pulsed
Welding Pass Editor
Data Logging
Software application WPEditTM allows real-time data logging. Weld data is logged and stored in the local storage medium of the data-logging (PC-type) computer. The data is stored in two different forms. First, in history mode, data logging allows user to go “back-in-time” and monitor set and actual welding parameters. Second, reports per welding pass are stored for easy reporting of weld data per welding pass. Report per welding pass provides the start and end time of the weld, duration of the weld and record of essential welding parameters for the duration of the welding pass. It also provides calculated average values of welding parameters for welded passes.

Welding power supplies supported

Lastechniek EuropaPascalbaan 1 3439 MP Nieuwegein The Netherlands
Isarweg 43198 LP Rotterdam Netherlands
Phone: + 31 (0)30 - 600 83 [email protected]
Marchel [email protected]: + 31 (0)6-54254258