Welding Journal | October 2014
11
Introduction Magnesium and its alloys have been recently attracting much interest, prized for their excellent properties such as high specific strength, good castability, and good damping capacity (Refs. 1, 2). As the lightest metal used for structural components, magnesium offers great potential to reduce weight by replacing steel and aluminum, which is desirable for man- ufacturers striving to reduce vehicle weight and improve fuel efficiency. Currently, steels are the most common metallic materials used in the automo- tive industry. Therefore, a dissimilar combination of magnesium alloys and steel for fabrication of lightweight structural components would further lower the vehicle weight. Attaining re- liable Mg-steel joints will, in return, expand the application of Mg alloys in the automotive industry. Joining Mg to steel is, however, a huge challenge because of great differences in their melting point temperatures and immiscibility between Mg and Fe (Refs. 3–9). The melting points of Mg and Fe are 630° and 1535°C, respectively. In addition, the boiling point of Mg is 1091°C, lower than the melting point of Fe, so catastrophic vaporization of molten magnesium alloy will occur if they melt simultaneously (Ref. 3). The maximum solid solubility of Fe in Mg is only 0.00041 at.-%. Therefore, they do not react with each other or mix at ambient pressure (Ref. 10). As a result, metallurgical bonding of Mg and Fe will be possible provided an intermediate element is adopted to react with both immiscible Mg and Fe and achieve a metallurgical bond. There are two main ways employed to achieve metallurgical bonding at the interface of Mg and steel, i.e., adding an interlayer element or compound in between the base metals (Refs. 4–9, WELDING RESEARCH OCTOBER 2014 / WELDING JOURNAL 399 Microstructural Characteristics and Mechanical Properties of Fiber Laser Welded-Brazed Mg Alloy-Stainless Steel Joint A better understanding was sought of microstructural evolution at different temperatures and compositions during the laser welding-brazing of Mg alloys to stainless steel sheet BY C. W. TAN, L. Q. LI, Y. B. CHEN, A. M. NASIRI, AND Y. ZHOU ABSTRACT AZ31B Mg alloy and 201 austenitic stainless steel were lap joined by a laser welding-brazing (LWB) process using a Mg-Al-Zn based welding wire. The influence of the process heat input on microstructure and mechanical proper- ties of the dissimilar joint was investigated. Metallurgical bonding of immisci- ble Mg and Fe couple was achieved by the formation of continuous ultrathin re- action products at the fusion zone-steel interface, with a thickness varied from 0.5 to 3 mm, growing slowly with the increase of the heat input. The interfacial reaction products were identified as Al 19 Mn 4 and Fe(Al) from the fusion zone to the steel, respectively. The tensile shear test indicated that joints produced at 5.4 kJ/cm heat input exhibited the highest mechanical resistance reaching 2472 N fracture load, representing a 75.4% joint efficiency relative to the Mg base metal. The failure occurred in the heat-affected zone (HAZ) of the Mg base metal, indicating a strong bond at the fusion zone-steel interface. The thermodynamic stability of the reaction products formed at the interface dur- ing the laser welding-brazing process was also evaluated in the temperature range of 400° to 1100°C using FactSage thermochemical software. The results were found to be in good agreement with the experimental results. The results contributed to a better understanding of microstructural evolution at different temperatures and compositions during the laser welding-brazing of Mg alloys to stainless steel sheet. KEYWORDS • Magnesium • Stainless Steel • Laser Welding-Brazing • Microstructure • FactSage Thermochemical Software C. W. TAN, L. Q. LI, and Y. B. CHEN are with State Key Laboratory of Advanced Welding and Joining, School of Materials Science and Engineering, Harbin Institute of Technology, Harbin, China. TAN is also with the Centre for Advanced Materials Joining, Department of Mechanical and Mechatronics Engineering, University of Waterloo, Waterloo N2L 3G1, Canada, along with A. M. NASIRI ([email protected]) and Y. ZHOU.
Transcript of Welding Journal | October 2014

Introduction Magnesium and its alloys have beenrecently attracting much interest,prized for their excellent propertiessuch as high specific strength, good
castability, and good damping capacity(Refs. 1, 2). As the lightest metal usedfor structural components,magnesium offers great potential toreduce weight by replacing steel andaluminum, which is desirable for man-
ufacturers striving to reduce vehicleweight and improve fuel efficiency.Currently, steels are the most commonmetallic materials used in the automo-tive industry. Therefore, a dissimilarcombination of magnesium alloys andsteel for fabrication of lightweightstructural components would furtherlower the vehicle weight. Attaining re-liable Mg-steel joints will, in return,expand the application of Mg alloys inthe automotive industry. Joining Mg to steel is, however, ahuge challenge because of greatdifferences in their melting pointtemperatures and immiscibilitybetween Mg and Fe (Refs. 3–9). Themelting points of Mg and Fe are 630°and 1535°C, respectively. In addition,the boiling point of Mg is 1091°C,lower than the melting point of Fe, socatastrophic vaporization of moltenmagnesium alloy will occur if theymelt simultaneously (Ref. 3). Themaximum solid solubility of Fe in Mgis only 0.00041 at.-%. Therefore, theydo not react with each other or mix atambient pressure (Ref. 10). As aresult, metallurgical bonding of Mgand Fe will be possible provided anintermediate element is adopted toreact with both immiscible Mg and Feand achieve a metallurgical bond. There are two main ways employedto achieve metallurgical bonding at theinterface of Mg and steel, i.e., addingan interlayer element or compound inbetween the base metals (Refs. 4–9,
WELDING RESEARCH
OCTOBER 2014 / WELDING JOURNAL 399
Microstructural Characteristics and MechanicalProperties of Fiber Laser WeldedBrazed
Mg AlloyStainless Steel Joint
A better understanding was sought of microstructural evolution at different temperaturesand compositions during the laser weldingbrazing of Mg alloys to stainless steel sheet
BY C. W. TAN, L. Q. LI, Y. B. CHEN, A. M. NASIRI, AND Y. ZHOU
ABSTRACT AZ31B Mg alloy and 201 austenitic stainless steel were lap joined by a laserwelding-brazing (LWB) process using a Mg-Al-Zn based welding wire. Theinfluence of the process heat input on microstructure and mechanical proper-ties of the dissimilar joint was investigated. Metallurgical bonding of immisci-ble Mg and Fe couple was achieved by the formation of continuous ultrathin re-action products at the fusion zone-steel interface, with a thickness varied from0.5 to 3 mm, growing slowly with the increase of the heat input. The interfacialreaction products were identified as Al19Mn4 and Fe(Al) from the fusion zone tothe steel, respectively. The tensile shear test indicated that joints produced at5.4 kJ/cm heat input exhibited the highest mechanical resistance reaching2472 N fracture load, representing a 75.4% joint efficiency relative to the Mgbase metal. The failure occurred in the heat-affected zone (HAZ) of the Mgbase metal, indicating a strong bond at the fusion zone-steel interface. Thethermodynamic stability of the reaction products formed at the interface dur-ing the laser welding-brazing process was also evaluated in the temperaturerange of 400° to 1100°C using FactSage thermochemical software. The resultswere found to be in good agreement with the experimental results. The resultscontributed to a better understanding of microstructural evolution at differenttemperatures and compositions during the laser welding-brazing of Mg alloysto stainless steel sheet.
KEYWORDS • Magnesium • Stainless Steel • Laser Welding-Brazing • Microstructure • FactSage Thermochemical Software
C. W. TAN, L. Q. LI, and Y. B. CHEN are with State Key Laboratory of Advanced Welding and Joining, School of Materials Science and Engineering, Harbin Instituteof Technology, Harbin, China. TAN is also with the Centre for Advanced Materials Joining, Department of Mechanical and Mechatronics Engineering, Universityof Waterloo, Waterloo N2L 3G1, Canada, along with A. M. NASIRI ([email protected]) and Y. ZHOU.
Tan Supplement October 2014_Layout 1 9/11/14 5:05 PM Page 399

11–14), and using mutual diffusion ofalloying elements from the base andfiller metals (Refs. 15–19). Thin inter-layers such as Cu, Ni, Sn, and Al havebeen applied between Mg and steeland heated to a high temperature toreact with Mg from one side and withFe from the other side, using differentwelding techniques (Refs. 4, 5, 7, 8,12–14). A severe vaporization of upperMg sheet was noticed during laser-gastungsten arc hybrid welding (Refs. 4,5, 7, 8), while formation of interfacialthick brittle reaction layers wasreported during a liquid-phase bond-ing process (Refs. 12–14). The feasibil-ity of joining Mg to steel throughatomic interdiffusion at the interfacewas also investigated (Refs. 15–19).The friction stir welding (FSW)process has been reported toaccelerate the diffusion of Al atomsfrom the Mg base metal to the steelwith the combined actions of externalforce and strong stirring (Ref. 19). The
interfacial reaction between Al and Feresulted in the formation of a Fe-Al in-termetallic compound (IMC) reactionproduct at the steel-Mg interface andhence a metallurgical bond wasformed (Refs. 18, 19). However, afresh and oxide-free steel surface wasrequired, which was considered as a se-rious limitation of this process in sam-ple preparation (Ref. 17). The laser welding-brazing (LWB)process has been widely used in the au-tomotive industry due to its unique per-formance such as high welding speed,low base metal deformation, and precisecontrol of the laser beam energy (Refs.20–24). It shows great advantages overFSW and conventional fusion weldingdue to its high flexibility and adaptabil-ity for practical applications. Miao et al.(Refs. 25, 26) used a laser brazingprocess to join Mg to steel withoutwelding wire. In this process, part of theMg base metal was melted to braze thesteel. Crack and porosity formation
were reported at the interface due to se-vere evaporation and oxidation of Mg aswell as immiscibility between Mg andsteel (Refs. 25, 26). Afterward, Nasiri etal. (Refs. 11, 27) performed the sameprocess but added interlayers includingAl-12Si and Ni. Using an Al-12Si coatinglayer resulted in formation ofnonuniform, thick -Fe(Al,Si)3 along thesteel-fusion zone interface (Ref. 27).The tensile-shear strength of the 5-mm-wide laser brazed specimen reached767±138 N (Ref. 27). In the case of theNi interlayer, despite formation of a-Mg + Mg2Ni eutectic phases and AlNiintermetallic compound in the fusionzone, formation of Fe(Ni) solid solutionon the steel surface was reported as thekey for metallurgical bonding of steel toMg alloy (Ref. 11). The joint strengthwas reported to be 1506.3±24.5 N,which was 153% higher than that of thelaser brazed, Al-coated steel-Mg alloyjoint (Ref. 11). In our previous studies, alaser welding-brazing process using awelding wire was developed for joiningMg alloy to steel (Refs. 28–31).Stainless steel was found to promotethe metallurgical bonding with Mg alloy(Ref. 29). However, the interfacialmicrostructure and bonding mechanismwere not fully understood. Therefore,the purpose of this study was to furtherinvestigate the interfacialmicrostructure of laser welded-brazedMg-steel dissimilar joints. Furthermore,to provide better understanding of thephases that might form at the interfaceof Mg alloy-stainless steel during thelaser welding-brazing process, athermochemical analysis using FactSagethermochemical software wasconducted.
Experimental Procedures
Materials
AZ31B-H24 Mg alloy and 201stainless steel sheets both with athickness of 1.5 mm were selected as
WELDING RESEARCH
WELDING JOURNAL / OCTOBER 2014, VOL. 93400-s
A
B
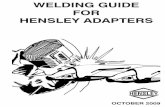
Fig. 1 — Schematic of the following: A — Laser weldingbrazing process; B — 8mmwide tensile shear test specimen.
Table 1 — Chemical Composition of the AZ31BMg Alloy and Filler Metal (wt%)
Elements Al Zn Mn Fe Si Mg
AZ31B 2.92 1.09 0.3 0.005 0.1 Bal.Filler 3.25 1.25 0.24 0.005 0.007 Bal.metal
Table 2 — Chemical Composition of the Stainless Steel (wt%)
Elements C Mn Ni Cr Cu V Al S Si P Fe
Stainless Steel ≤0.15 10.7 0.53 14.7 1.21 0.108 0.36 ≤0.03 ≤0.75 ≤0.06 Bal.
Tan Supplement October 2014_Layout 1 9/12/14 10:52 AM Page 400

the base metals. A 2-mm-diameterMg-Al-Zn-based alloy was used as thewelding wire. The chemicalcompositions of the base metals andfiller metal are listed in Tables 1 and 2,respectively. Flux QJ201 in powderform was used in the experiment witha chemical composition of 50 wt-%KCl, 32 wt-% LiCl, 10 wt-% NaF, and 8wt-% ZnCl2. The melting point of theflux was in the range of 460°–620°C.The sheets were cut into rectangularstrips 30 mm wide and 100 mm long.Prior to welding, the surfaces of theMg alloy sheets were cleaned withabrasive paper to remove surfaceoxides and the steel was ultrasonicallycleaned in acetone to remove greaseand other contaminants from thesurfaces.
Laser WeldingBrazing Process
A fiber laser system with amaximum power of 10 kW (IPG YLR-10000) and a KUKA six-axis robotwere used in this work. The laser beamhad a wavelength of 1070 nm and abeam parameter product of 7.2 mmmrad. It was transmitted by a 200-mmcore-diameter fiber and focused by a200-mm lens to obtain a spot size of0.2 mm. The schematic of the LWB process
is illustrated in Fig.1A. The LWB experi-ments were carriedout in a lap joint con-figuration, with themagnesium sheetclamped on the steelsheet. The laser beamwas irradiated on theedge of the AZ31BMg alloy vertically.Welding wire was fedin front of the laser
beam. Argon shielding gas wasprovided to prevent oxidation. Theangle of the welding wire and theworkpiece were adjusted for smoothwire feeding. To completely irradiatethe filler metal and promote brazingbetween molten filler metal and stain-less steel, the laser beam wasdefocused.
Process Parameters
The main variables in the presentwork determining thermal gradientdistribution and bead profile primarilyincluded laser power, travel speed, andwire feed speed. Before theexperiment, preliminary trials werecarried out to obtain visuallyacceptable joints. The process parame-ters used in the experiment are listedin Table 3. The constant parametersduring the LWB process were defocus-ing distance of positive 10 mm fromthe steel surface, 0.5-mm beam offsetto the steel side, shielding gas flowrate of 20 L/min, and the angle of 30deg between the welding wire and thesteel.
Analysis Methods
After the LWB process, welded-brazed specimens were cut perpendi-
cular to the travel direction. Standardgrinding and polishing sample prepa-ration procedures were then applied.The appearances and cross sections ofthe joints were observed using an opti-cal microscope (OM). The microstruc-tures and fracture surfaces were ana-lyzed using a scanning electron micro-scope (SEM) equipped with an energy-dispersive X-ray spectrometer (EDS). ATecnai-G2 F30 transmission electronmicroscope (TEM) at a nominalvoltage of 300 kV was used to charac-terize the microstructure in detail. Z-contrast images were acquired using ahigh-angle annular dark field(HAADF) detector in scanning trans-mission electron microscopy (STEM)mode. Phase identification was inves-tigated by selected-area electrondiffraction pattern (SADP) analysis.The specimens for tensile testing werecut 50 mm long and 8 mm wide, asshown in Fig. 1B, and subjected to atensile shear test with a cross-headspeed of 0.5 mm/min. Shims wereclamped to each end of the specimensto ensure shear loads in the lap jointwhile minimizing bending or torque ofthe specimens.
Thermodynamic AnalysisProcedure In the study, the FactSagethermochemical software and databaseswere used to predict the phaseformation and thermodynamic proper-ties of the phases during LWB of AZ31BMg-stainless steel multielement alloysystem. It provided a more accurate wayto predict phase formation in a complexmultielement alloy system than just re-ferring to the binary or ternary phasediagrams of the constituent elements.The thermochemical analysis was evalu-
WELDING RESEARCH
OCTOBER 2014 / WELDING JOURNAL 401-s
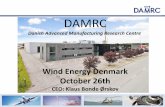
Fig. 2 — Laser brazed AZ31B Mgsteel made at differentheat inputs: A — 3 kJ/cm; B — 4.2 kJ/cm; C — 5.4 kJ/cm; D— 6.6 kJ/cm.
Fig. 3 — Photomicrograph of the fusion zone of the Mg side(MgFZ interface).
A
B
C
D
Tan Supplement October 2014_Layout 1 9/12/14 10:52 AM Page 401

ated using two modules in FactSage, i.e.,Phase Diagram and Equilib modules.The Phase Diagram module of FactSagewas used first to find all the possibleformed phases in the Mg alloy fusionzone (FZ)-stainless steel system at dif-ferent temperatures and compositions.The Equilib module was then used toidentify the phases that were mostlikely to precipitate from the liquid at aspecific temperature and compositionamong all the possible formed phases.This calculation was based on the prin-ciple of Gibbs free-energy minimization.The interfacial reaction products includ-ing the types of phases and their precip-itation sequence were predicted afterthese two calculation procedure steps.
Results and Discussion
Appearances and CrossSectional Overviews
Figure 2 shows photographs of thelaser brazed AZ31B Mg-stainless steeljoints and typical cross-sectionaloverviews of the joints produced atdifferent heat inputs. As shown in Fig.2A, a lap joint with a rough surfacewas observed at the low heat input of3 kJ/cm. Filler metal could notsufficiently wet the steel surface caus-ing excessive deposition of the filler,since most of the energy from thelaser beam was used to melt the fillermetal. The steel substrate was poorlypreheated due to insufficient heatinput. With the increase of the heatinput, the wetting of the filler on thesteel was improved gradually. Smoothand uniform weld surfaces without ob-vious defects were evidenced, asshown in Fig. 2B, C. The excessive heatinput caused severe evaporation of thefiller metal resulting in an unevenbead appearance and porosity forma-tion in the FZ as well as the steel-FZinterface, as shown in Fig. 2D.
Microstructural Analysis
Fusion Zone Figure 3 shows a typical microstruc-ture of the fusion zone on the magne-sium side. Partial melting of theAZ31B base metal and mixing with theMg-based filler metal produced the fu-sion zone. Four different micro-stuctures were distinguished, i.e., base
WELDING RESEARCH
WELDING JOURNAL / OCTOBER 2014, VOL. 93402-s
A B C
D E F
G H I
LJ K
Fig. 4 — SteelFZ interfacial microstructure at different heat inputs.
Table 3 — Laser WeldingBrazing Process Parameters Used in Current Study
Laser Travel Speed Wire Feeding Heat InputPower (W) (m/min) Speed (m/min) (kJ/cm)
1000 0.2 0.6 31400 0.2 0.6 4.21800 0.2 0.6 5.42200 0.2 0.8 6.6
Table 4 — STEMEDS Analysis Results of the Phases Formed at the SteelFZ Interface (at.%)
Phases Mg Al Cr Mn Fe Zn Ni
I 60.01 29.20 0.50 0.39 2.50 7.37 —II 6.86 61.90 2.82 17.48 9.95 0.96 —III 1.08 23.32 12.96 6.63 55.89 0.01 0.08
Tan Supplement October 2014_Layout 1 9/12/14 10:52 AM Page 402

metal, heat-affected zone (HAZ),columnar crystal zone (CCZ), andequiaxed crystal zone (ECZ). Graingrowth was found to take place in theHAZ toward the fusion zone,especially in the vicinity of the fusionzone. The precipitated -Mg17Al12phase was found distributed in theECZ as indicated by arrows in Fig. 3. Amore detailed microstructural analysisof the fusion zone can be found in ourprevious study (Ref. 32). The variationof microstructure in the fusion zonewas found to affect the fracture mode,which will be discussed later.
SteelFZ Interface
Figure 4 shows SEM images in dif-ferent positions along the steel-FZ in-terface with variations in the heatinput. A distinct interfacial layer wasobserved at the interface, indicatingthe occurrence of atomic diffusionand metallurgical bonding at theinterface of Mg and Fe. Anonuniform, thick interfacial reactionlayer was formed from the joint headto the root of the joint due to thetemperature gradient resulting fromthe laser welding-brazing process(Ref. 24). The steel-FZ interfacial re-gion was divided into three zones asmarked in Fig. 4, i.e., joint head zone(Zone A), intermediate zone (Zone B),and joint root zone (Zone C). The re-action layer in all zones was found toexhibit a continuous morphology andits thickness at different heat inputswas measured and plotted in Fig. 5.
An ultrathinreaction layer(< 1 mm thick)was found atthe low heat input of 3 kJ/cm. Thethickness in the three zones was var-ied slightly due to insufficientreaction at such a low heat input.With the increase of the heat input,the thickness of the reaction layergrew slightly. For heat inputs of 4.2and 5.4 kJ/cm, the thickness of thereaction layer at the intermediatezone was obviously larger than that atthe joint head and the joint root.Note that the thickness of thereaction layer was always below 3 μmeven with the excessive heat input of6.6 kJ/cm. It suggested that metallur-gical bonding at the interface wasachieved while the thickness of reac-tion layer was controlled below 10 mm(Ref. 33), which was beneficial to themechanical performance of the joints. Concentration profiles of the mainalloying elements across the interfacebetween the fusion zone and steelwere obtained using EDS linescanning analyses. Figure 6 shows thecorresponding EDS line scan results.Cr and Mn increased gradually fromthe fusion zone side to the steel side.Zn and Ni, however, had nosignificant concentration variationacross the interface. A highconcentration of Al was found at thesteel-FZ interface in all applied heatinputs. The results indicated that theAl atoms diffused from molten fillermetal into the steel-FZ interface and
then enriched at the interface, whichinduced the interfacial reaction. The results in Figs. 4–6 confirmedthe feasibility of joining Mg to steelthrough interatomic diffusion ofalloying elements into each other atthe interface. As shown in Fig. 4, inthe case of the Mg-steel dissimilarmetal combination, the reaction layercould not grow too thick even withapplying excessive heat input, whichwas quite different compared with Al-steel or Al-Ti dissimilar metal joints(Refs. 20, 21, 24, 34). In those stud-ies, it has been reported that thethickness of the Fe-Al and Al-Ti inter-metallic reaction layers grows signifi-cantly with the increase of the heatinput. The difference could be attrib-uted to the amount of alloyingelements involved in the interfacialreaction. In joining Al to steel or Al toTi, the Al and Ti were the dominantalloying elements at the steel-FZ in-terface, which were sufficient for for-mation and growth of Fe3Al and TiAl3phases. However, in our work, with 3wt-% Al in the filler, Al content fordiffusion-controlled growth of the re-action product was limited. As aresult, the reaction was restrictedcausing the formation of theultrathin reaction layer as shown inFig. 4. At the same time, the fastheating and cooling rates experiencedduring the LWB process also limitedthe diffusion-controlled growth of
WELDING RESEARCH
OCTOBER 2014 / WELDING JOURNAL 403-s
Fig. 5 — Reaction layer thickness vs. heat input.Fig. 6 — EDS line scans of Mg, Fe, Al, Zn, Mn, Cr, and Ni across thesteelFZ interface of the joint head at different heat inputs: A — 3kJ/cm; B — 4.2 kJ/cm; C — 5.4 kJ/cm; D — 6.6 kJ/cm.
C
A B
D
Tan Supplement October 2014_Layout 1 9/12/14 10:52 AM Page 403

the interfacial layer. Transmission electron microscopeanalysis was performed to identifythe composition and structure of thereaction layer formed between the fu-sion zone and steel. Figure 7 shows aSTEM micrograph taken from the steel-FZ interface made at 5.4 kJ/cm heatinput. The newly formed interfacial re-action products were found as shown inFig. 7A. Elemental distribution was in-vestigated using STEM-EDS mappinganalysis, and the results are shown inFig. 7B. It can be seen that no mutual
diffusionoccurredbetween Mgand Fe sincethese elements
are immiscible. In addition, highconcentrations of Zn and Mn werefound at the interface, which was notobserved in the SEM line scan results.From the element mappings, it couldalso be observed that Al had the widestconcentration at the interface. Concen-tration profiles of the alloying elementsacross the interface obtained from theSTEM line scanning analysis are shownin Fig. 7C. It was clearly seen that alloy-ing elements Al, Zn, and Mnconcentrated at the interface at
different regions. In region I, Al and Znexhibited a continuous gradient. In re-gion II, the concentration of Al contin-ued to increase to a higher level. At thesame time, a significant diffusion of Mnfrom the steel toward the interface wasalso noticed. In region III, the Alcontent decreased gradually, showingmutual diffusion of Al and Fe. In addi-tion, it was also found that Al wasinvolved in all interfacial reactions indi-cating that it acted as the dominant al-loying element to bond immiscible Mgand Fe. The concentration of Cr and Nihad no enrichment in the interfacial regions. Figure 8 shows a TEM micrographwith corresponding selected area
WELDING RESEARCH
WELDING JOURNAL / OCTOBER 2014, VOL. 93404-s
Fig. 7 — STEM image and STEMEDS analyses results: A —STEMmicrograph taken from the interface of the Mgsteel dissimilarjoint; B — STEMEDS mapping from the region indicated in A; C—STEMEDS line scan results.
Fig. 8 — TEM investigation of the Mgstainless steel interface: A — Bright field image taken from the interface; B–D— SADPs of the interfacial reaction phases.
A
B
C
A B
C
D
Fig. 9 — Hardness values in different locations of the Mg side.
Fig. 10 — Tensileshear fracture load and joint efficiency asa function of the heat input.
Tan Supplement October 2014_Layout 1 9/12/14 10:52 AM Page 404

diffraction pattern (SADP) taken fromthe interface of steel-FZ. The ultra-thinreaction layer was composed of threedifferent nanoscale phases as shown inthe bright field TEM image in Fig. 8A.The phase on the steel substrate wasfound to exhibit a uniform and continu-ous morphology followed by an irregu-lar-shaped phase in the fusion zone. The corresponding STEM-EDSanalysis results are shown in Table 4.Combined with the indexed SADP re-sults, shown in Fig. 8B–D, the phasesfrom the fusion zone toward the steelwere identified as Mg17(Al,Zn)12 IMCwith body-centered-cubic (BCC)structure, Al19Mn4 with BCCstructure, and Fe(Al) solid solutionagain with BCC crystal structure, re-spectively. Some of the Al atoms inthe Mg17Al12 phase have beenreplaced by Zn atoms. This phase is atypical precipitate in the AZ series ofMg alloys and was produced in the fu-sion zone with a divorced eutecticstructure, since the two eutecticphases (a-Mg + b-Mg17Al12) were sep-arated from each other during the so-lidification. A similar observation hasbeen reported in laser brazing of Mgto Al coated steel (Ref. 27). This
phase was present occasionally at theinterface. To be exact, the Al19Mn4and Fe(Al) phases should beconsidered as the newly formed inter-facial phases during LWB of Mg tostainless steel.
Mechanical Properties
Hardness Distribution
The hardness distribution values ofthe FZ, Mg HAZ, and the Mg basemetal of the joints at different heat in-puts are plotted in Fig. 9. Thehardness of the HAZ was lower thanthat of the base metal due to HAZsoftening as a result of grain coarsen-ing and dissolution of strengtheningprecipitates induced by the thermalcycle during the LWB process (Refs.35, 36). A slight increase in the hard-ness of the FZ, which was probably at-tributed to the higher volume fractionof the Mg17Al12 precipitates in the FZ(shown in Fig. 3), was also found.
TensileShear Strength and FractureBehavior
Figure 10 shows the tensile-shear
fracture loads of the laser brazedAZ31B Mg-stainless steel joints at var-ious heat inputs. It was evident thatthe heat input had a significant influ-ence on the tensile-shear strength ofthe joints. The strength of the jointproduced with the low heat input of 3kJ/cm was quite low giving rise to in-terfacial failure. When the heat inputincreased to 4.2 kJ/cm, the joint frac-ture load was enhanced to 1878 N, andthe calculated joint efficiency was57.3% with respect to the fracture loadof the Mg base metal. The fracture lo-cation was at the Mg HAZ indicating astrong steel-FZ interface. The strengthvaried slightly with further increase inthe heat input. The fracture loadreached the maximum value of 2471 Nat the heat input of 5.4 kJ/cm, repre-senting 75.4% joint efficiency relativeto the Mg base metal. Figure 11 shows the SEMmicrographs of the fracture surfaceswith different fracture behaviors. Forthe dissimilar Mg-steel joints with in-terfacial failure mode, the fracture sur-face of the steel side was observedusing the backscattered electrons(BSE). Three different phases wereidentified at the fracture surface in
WELDING RESEARCH
OCTOBER 2014 / WELDING JOURNAL 405-s
Fig. 11 — Fracture surface analysis of the Mgstainless joints at different fracture modes: A,D, and G — Crosssectional overviews showing different fracture modes; B, E, and H — SEMimages of fracture surface of A, D, and G, respectively; C, F, and I — higher magnification ofthe square area indicated by C, F, and I, respectively.
A B C
D E F
G H I
Fig. 12 — The calculated pseudobinaryphase diagram showing the phases thatpossibly form along the steelFZ interface: A — The whole diagram; B — partial enlarged view of the diagramindicated by b in A.
A
B
Tan Supplement October 2014_Layout 1 9/12/14 10:52 AM Page 405

Fig. 11B. The gray matrix was residualMg from the fusion zone attached tothe steel side. A relatively bright phasewas also observed distributed on thesurface. A significant amount of parti-cles were found at higher magni-fication, as shown in the inset of Fig.11B. According to the EDS analysis re-sults, this phase contained 18.9 at.-%Al and 81.1 at.-% Fe, representingFe(Al) solid solution. In addition, adark phase was also evidenced at thefracture surface as indicated byarrows. Energy-dispersive X-ray spec-trometer examination of this phaseconfirmed that it contained 12.8 at.-%K and 13.8 at.-% Cl, suggesting thatsome of the flux was trapped in the in-terface during the process. Thistrapped flux in the steel-FZ interfacedegraded the mechanical strength ofthe joint significantly and resulted in
an interfacial fracture. When fractureoccurred in the Mg HAZ, the fracturemorphology was characterized by dim-ples together with some cleavage-likeflat facets, which were characteristicsof a ductile fracture — Fig. 11E. Thestrengthening particles were observedat higher magnification as indicated byan arrow in Fig. 11F, which contained58.4 at.-% Al and 41.6 at.-% Mn andwere thus identified as Al-Mn phasesby EDS analysis (Al8Mn5, typical of theAZ series of Mg alloys). With the excessive heat input, thejoint fractured in the fusion zone dueto severe evaporation of the fusionzone, which caused a decrease in thejoint width as well as porosity forma-tion close to the steel-FZ interface.Porosities formed mainly close to thejoint root zone, since the maximumtemperature in this area was higher
than that in the joint head zone, con-sidering the position of the laser beamduring the process. This explains whyporosities were not observed from theintermediate zone to the joint headzone. During the tensile-shear test,the crack first initiated from the weakregion, i.e., joint root zone, where thegeometry of the joint created a highstress concentration area. Then, itpropagated along the steel-FZinterface, where porosities existed. Fi-nally, it deviated to the FZ, meaningthe strength of the steel-FZ interfacefrom the intermediate zone to thejoint head zone was higher than thatof the FZ. The corresponding FZ frac-ture surface was found to exhibit adimple feature (see Fig. 11H, I). Thedifference here was the strengtheningparticles, which were found to beMg17Al12 phase by EDS analysis.
Thermodynamic Analyses
Figure 12 shows the calculatedpseudo-binary system between theMg alloy (filler metal composition)and stainless steel composition overthe temperature range of 400° to1000°C using the Phase Diagrammodule of FactSage. This diagram wasused to identify the phase(s) thatmight form along the steel-FZ inter-face at different temperatures duringthe laser welding-brazing process.These possible phases were Al8Cr5,Al61Fe31, Mg2Ni, Al3Ni, FeAl, Al5Fe2,and Al19Mn4. All the phases werefound to be binary phases. In thenext step, the most stable phase pre-cipitated from the liquid at a specifictemperature and composition shouldbe identified, by finding which phasehas the highest driving force to formfrom the fusion zone. For a binary compound AxBy thatforms from pure liquid components[A] and [B], the reaction process forformation of this compound from thefiller metal-steel system in the laserwelding-brazing process could beexpressed as follows:
x[A] + y[B] AxBy (s) (1)
In order to predict what phaseswere stable under different conditions,the change of Gibbs free energy, G, ofthe reaction shown in Equation 1should be calculated. A negative G
WELDING RESEARCH
WELDING JOURNAL / OCTOBER 2014, VOL. 93406-s
Fig. 13 — The activitycomposition diagrams for possible phases formed at theAZ31 Mgstainless steel interface at the following: A — 1100°C; B — 900°C; C —700°C; D — 600°C; E — 500°C; F —400°C.
A B
C D
E F
Tan Supplement October 2014_Layout 1 9/12/14 10:52 AM Page 406

suggested that a process or chemicalreaction would proceed spontaneouslyin the forward direction, whereas apositive G indicated that the reactionwould proceed spontaneously inreverse. The standard Gibbs freeenergy change of the reaction (Go) in-dicated in Equation 1 can bedetermined using
where R is the universal gas constant,T is the absolute temperature (K), anda is the chemical activity of each phase(Ref. 37). For 1 mole of the elements,we have
Therefore,
The chemical activity of [A] and [B]in the liquid state can be obtained fora given local temperature and compo-sition. Thus, the chemical activity ofAxBy(s) could be calculated once Go
Twas obtained from the databases
linked to theFactSage software. If[a(AxBy)]1/x+y > 1,AxBy would formspontaneously. Notethat a phase canprecipitate in a formof a solid solution if[a(AxBy)]1/x+y = 1(Ref. 38). Thegreater the activityof the phase, thehigher the drivingforce for formationof the phase. Whenthere were manypossible phases pre-cipitated from theliquid at a specifictemperature andcomposition, thephase with the max-
imum activity value would be the firstprecipitated phase and the most sta-ble one. For 1 mole of the filler metal-steel system, the phase reaction andnet change in free energy were as follows: 0.75 mole Al + 0.25 mole Ni willform 0.25 mole of Al3Ni with a changeof Gibbs free energy of
Similarly, 0.66 mole Mg + 0.33 moleNi would form 0.33 mole of Mg2Niwith a change of Gibbs free energy of
0.826 mole Al + 0.174 mole Mnwould form 0.043 mole of Al19Mn4with a change of Gibbs free energy of
0.615 mole Al + 0.385 mole Crwould form 0.077 mole of Al8Cr5 witha change of Gibbs free energy of
0.714 mole Al + 0.286 mole Fewould form 0.143 mole of Al5Fe2 witha change of Gibbs free energy of
The component activities were cal-culated using the Equilib module ofFactSage at different laser welding-brazing temperatures. Figure 13 showsthe activity-composition diagrams forAl8Cr5, Al61Fe31, Mg2Ni, Al3Ni, FeAl,Al5Fe2, and Al19Mn4 from 1100° to400°C. The composition in X axisshould be considered as an approx-imated position between the liquidfiller (x = 0) and an initial position onthe filler-steel interface (x = 1). In thetemperature range of 700° to 1100°C,Fe(Al) was predicted to be the first andonly precipitated phase from theliquid. However, in the temperaturerange of 400°–600°C, Al19Mn4 was pre-dicted to be the first precipitatedphase from the liquid close to thefiller. Then FeAl solid solution withBCC crystal structure formed inbetween the Al19Mn4 and steel. Using this calculation procedure, aphase stability map was plotted inFig. 14 to show the first precipitatedphases from the liquid at differenttemperatures and compositions dur-ing the laser welding-brazing process.This phase stability map indicatedthat the BCC-Fe(Al) phase would pos-sibly form over a large compositionrange from 0.04 to 100% of massfraction of stainless steel. Al19Mn4would form immediately adjacent tothe filler when the temperaturedropped below 600°C. These calculation results have con-
G
RTa
a a
,o
2 7
( ) ( )( )
[ ] [ ]
Δ
= −⎛
⎝⎜
⎞
⎠⎟
( )
lnAl Fe
Al Fe(9)
T Al Fe
55 2
1
5/7 2/7
( ) ( )( )[ ] [ ]
Δ
= −⎛
⎝⎜
⎞
⎠⎟
( )G
RTa Al Mn
a Al a Mn
T , Al Mnio
4 2ln (7)19
19 4
13
19/23 4/23
( )( )[ ] ( )
Δ
= −⎛
⎝⎜
⎞
⎠⎟
( )G
RTa Al Cr
a Al a Cr
T , Al Cro
5 13ln (8)8
8 5
1
8/13 5/13
( ) ( )[ ]( )
[ ]
Δ
= −⎛
⎝⎜⎜
⎞
⎠⎟⎟
( )G
RTa Mg Ni
a Mg a Ni
T , Mg Nio
ln (6)22
13
2/3 1/3
( )( ) ( )[ ] [ ]
Δ
= −⎛
⎝⎜⎜
⎞
⎠⎟⎟
( )
+
+ +G
RTa A B
a A a B
T , A Bo
x yx y
x y
x / x y y / X y
ln (4)
1
xx y
Ay
x yB
x yA Bx y s
1(3)[ ] [ ]
++
+→
+ ( )
( ) ( )( )
[ ] [ ]
Δ
= −⎛
⎝⎜
⎞
⎠⎟
( )G
RTa Al Ni
a Al a Ni
T , Al Nio
ln (5)33
14
3/4 1/4
( )( ) ( )[ ] [ ]
Δ
= −
( )G
RTa A B
a A a B
T , A Bo
x yx y
x y
ln (2)
WELDING RESEARCH
OCTOBER 2014 / WELDING JOURNAL 407-s
Fig. 14 — Phase stability map showing the most stable phasesprecipitated from the liquid at different temperatures andcompositions during the laser weldingbrazing process.
Tan Supplement October 2014_Layout 1 9/12/14 1:03 PM Page 407

firmed the formation of solid solutionFe(Al) on the steel surface followed byAl19Mn4 IMC. The calculation resultswere in good agreement with the TEManalyses results shown in Fig. 8.
Conclusions 1) Dissimilar AZ31B Mg alloy and201 stainless steel sheets were joinedsuccessfully by a laser welding-brazingprocess using AZ31 Mg alloy weldingwire. A uniform and visually accept-able joint was obtained with arelatively large process window. 2) An ultrathin layer of reactionproduct was formed at the interface ofthe Mg-stainless steel joint. Its thick-ness was varied in the range of 0.5–3mm at different heat inputs, which wasbeneficial to the joint strength. 3) From TEM analyses, three nano-scale layers were identified along the Mgalloy-steel interface, i.e., Mg17(Al,Zn)12,Al19Mn4 and Fe(Al), from the fusionzone toward the steel side, respectively.Interdiffusion of alloying elements frombase metals caused the formation ofthese layers and hence the metallurgicalbonding between the fusion zone andsteel occurred. 4) The tensile shear test indicatedthat joints produced at 5.4 kJ/cm heatinput exhibited the highest mechani-cal resistance reaching 2472 N fractureload, representing a 75.4% jointefficiency relative to the Mg basemetal. Tensile-shear tests showedthree different fracture modes, whichwas closely related to the heat input.Insufficient heat input caused interfa-cial failure with some residual fluxtrapped in the interface. The sufficientheat input led to a fracture in the HAZof the Mg base metal. The excessiveheat input resulted in the fracture ofthe fusion zone. 5) A computationalthermodynamic analysis wasconducted to predict the early stagephase formation in AZ31 Mg alloy-stainless steel multi-elements alloysystem during the laser welding-braz-ing process, confirming that theAl19Mn4 and Fe(Al) phases are themost stable phases that form alongthe filler metal-steel interface. TheFe(Al) phase formed over a large com-position range, while the Al19Mn4phase was predicted to form in a nar-row compositional range.
This work is supported by a specialfoundation for Scientific and TechnicalInnovation, Harbin (Grant No.2012RFLXG028). One of the authors(C. W. Tan) is grateful for the financialsupport provided by the China Schol-arship Council for studying in the Uni-versity of Waterloo, Canada.
1. Kulekci, M. K. 2007. Magnesium andits alloys applications in automotive indus-try. The International Journal of AdvancedManufacturing Technology 39: 851–865. 2. Mordike, B., and Ebert, T. 2001. Mag-nesium properties — applications —potential. Materials Science and Engineering:A 302: 37–45. 3. Liu, L. M., and Zhao, X. 2008. Studyon the weld joint of Mg alloy and steel bylaser-GTA hybrid welding. Materials Char-acterization 59: 1279–1284. 4. Liu, L., and Qi, X. 2009. Effects ofcopper addition on microstructure andstrength of the hybrid laser-TIG weldedjoints between magnesium alloy and mildsteel. Journal of Materials Science 44:5725–5731. 5. Liu, L., and Qi, X. 2010. Strengthen-ing effect of nickel and copper interlayerson hybrid laser-TIG welded joints betweenmagnesium alloy and mild steel. Materials& Design 31: 3960–3963. 6. Liu, L., Xiao, L., Feng, J. C., Tian, Y.H., Zhou, S. Q., and Zhou, Y. 2010. Themechanisms of resistance spot welding ofmagnesium to steel. Metallurgical and Ma-terials Transactions A 41: 2651–2661. 7. Qi, X., and Song, G. 2010. Interfacialstructure of the joints between magnesiumalloy and mild steel with nickel asinterlayer by hybrid laser-TIG welding. Ma-terials & Design 31: 605–609. 8. Qi, X.-D., and Liu, L.-M. 2010. Com-parative study on characteristics of hybridlaser-TIG welded AZ61/Q235 lap jointswith and without interlayers. Journal ofMaterials Science 45: 3912–3920. 9. Liu, L., Xiao, L., Feng, J., Li, L.,Esmaeili, S., and Zhou, Y. 2011. Bonding ofimmiscible Mg and Fe via a nanoscaleFe2Al5 transition layer. Scripta Materialia65: 982–985. 10. Santella, M., Brown, E., Pozuelo, M.,Pan, T. Y., and Yang, J. M. 2012. Details ofMg-Zn reactions in AZ31 to galvanisedmild steel ultrasonic spot welds. Scienceand Technology of Welding and Joining 17:219–224.
11. Nasiri, A. M., Weckman, D. C., andZhou, Y. 2013. Interfacial microstructureof diode laser brazed AZ31B magnesium tosteel sheet using a nickel interlayer. Weld-ing Journal 92: 1-s to 10-s. 12. Elthalabawy, W. M., and Khan, T. I.2010. Microstructural development of dif-fusion-brazed austenitic stainless steel tomagnesium alloy using a nickel interlayer.Materials Characterization 61: 703–712. 13. Elthalabawy, W. M., and Khan, T. I.2010. Eutectic bonding of austenitic stain-less steel 316L to magnesium alloy AZ31using copper interlayer. The InternationalJournal of Advanced Manufacturing Technol-ogy 55: 235–241. 14. Elthalabawy, W., and Khan, T. 2011.Liquid phase bonding of 316L stainlesssteel to AZ31 magnesium alloy. Journal ofMaterials Science & Technology 27: 22–28. 15. Jana, S., Hovanski, Y., and Grant, G.J. 2010. Friction stir lap welding of magne-sium alloy to steel: A preliminary investiga-tion. Metallurgical and MaterialsTransactions A 41: 3173–3182. 16. Wei, Y., Li, J., Xiong, J., Huang, F.,and Zhang, F. 2012. Microstructures andmechanical properties of magnesium alloyand stainless steel weld-joint made by fric-tion stir lap welding. Materials & Design 33:111–114. 17. Wahba, M., and Katayama, S. 2012.Laser welding of AZ31B magnesium alloyto Zn-coated steel. Materials & Design 35:701–706. 18. Schneider, C., Weinberger, T., Inoue,J., Koseki, T., and Enzinger, N. 2011. Char-acterisation of interface of steel/magnesium FSW. Science and Technology ofWelding and Joining 16: 100–107. 19. Chen, Y. C., and Nakata, K. 2010.Effect of surface states of steel onmicrostructure and mechanical propertiesof lap joints of magnesium alloy and steelby friction stir welding. Science and Technol-ogy of Welding and Joining 15: 293–298. 20. Song, Z., Nakata, K., Wu, A., andLiao, J. 2013. Interfacial microstructureand mechanical property ofTi6Al4V/A6061 dissimilar joint by directlaser brazing without filler metal andgroove. Materials Science and Engineering: A560: 111–120. 21. Chen, S. H., Li, L. Q., and Chen, Y. B.2010. Interfacial reaction mode and its in-fluence on tensile strength in laser joiningAl alloy to Ti alloy. Materials Science andTechnology 26: 230–235. 22. Chen, S., Li, L., Chen, Y., andHuang, J. 2011. Joining mechanism ofTi/Al dissimilar alloys during laserwelding-brazing process. Journal of Alloysand Compounds 509: 891–898. 23. Chen, S., Li, L., Chen, Y., Dai, J., andHuang, J. 2011. Improving interfacial reac-tion nonhomogeneity during laserwelding-brazing aluminum to titanium.
WELDING RESEARCH
WELDING JOURNAL / OCTOBER 2014, VOL. 93408-s
Acknowledgments
References
Tan Supplement October 2014_Layout 1 9/12/14 10:53 AM Page 408

Materials & Design 32: 4408–4416. 24. Dharmendra, C., Rao, K. P., Wilden,J., and Reich, S. 2011. Study on laser weld-ing-brazing of zinc coated steel toaluminum alloy with a zinc based filler.Materials Science and Engineering: A 528:1497–1503. 25. Miao, Y. G., Han, D. F., Yao, J. Z.,and Li, F. 2010. Microstructure and inter-face characteristics of laser penetrationbrazed magnesium alloy and steel. Scienceand Technology of Welding and Joining 15:97–103. 26. Miao, Y., Han, D., Yao, J., and Li, F.2010. Effect of laser offsets on jointperformance of laser penetration brazingfor magnesium alloy and steel. Materials &Design 31: 3121–3126. 27. Nasiri, A. M., Li, L., Kim, S. H.,Zhou, Y., Weckman, D. C., and Nguyen, T.C. 2011. Microstructure and properties oflaser brazed magnesium to coated steel.Welding Journal 90: 211-s to 219-s. 28. Tan, C. W., Chen, Y. B., Li, L. Q., andGuo, W. 2013. Comparative study ofmicrostructure and mechanical propertiesof laser welded-brazed Mg/steel joints withfour different coating surfaces. Science and
Technology of Welding & Joining 18:466–472. 29. Li, L., Tan, C., Chen, Y., Guo, W.,and Song, F. 2013. Comparative study onmicrostructure and mechanical propertiesof laser welded-brazed Mg/mild steel andMg/stainless steel joints. Materials &Design 43: 59–65. 30. Li, L., Tan, C., Chen, Y., Guo, W.,and Mei, C. 2013. CO2 laser welding-braz-ing characteristics of dissimilar metalsAZ31B Mg alloy to Zn coated dual phasesteel with Mg based filler. Journal of Mate-rials Processing Technology 213: 361–375. 31. Li, L., Tan, C., Chen, Y., Guo, W.,and Hu, X. 2012. Influence of Zn coatingon interfacial reactions and mechanicalproperties during laser welding-brazing ofMg to steel. Metallurgical and MaterialsTransactions A 43: 4740–4754. 32. Xu, W., Chen, D. L., Liu, L., Mori, H.,and Zhou, Y. 2012. Microstructure and me-chanical properties of weld-bonded and re-sistance spot welded magnesium-to-steeldissimilar joints. Materials Science and En-gineering: A 537: 11–24. 33. Laukant, H., Wallmann, C., Müller,M., Korte, M., Stirn, B., Haldenwanger, H.
G., and Glatzel, U. 2005. Fluxless laserbeam joining of aluminium with zinccoated steel. Science and Technology of Weld-ing and Joining 10: 219–226. 34. Peyre, P., Sierra, G., Deschaux-Beaume, F., Stuart, D., and Fras, G. 2007.Generation of aluminium-steel joints withlaser-induced reactive wetting. MaterialsScience and Engineering: A 444: 327–338. 35. Gao, M., Tang, H.-G., Chen, X.-F.,and Zeng, X.-Y. 2012. High power fiberlaser arc hybrid welding of AZ31B magne-sium alloy. Materials & Design 42: 46–54. 36. Cao, X., Jahazi, M., Immarigeon, J.P., and Wallace, W. 2006. A review of laserwelding techniques for magnesium alloys.Journal of Materials Processing Technology171: 188–204. 37. Nasiri, A. M., Chartrand, P., Weck-man, D. C., and Zhou, N. Y. 2012. Thermo-chemical analysis of phases formed at theinterface of a Mg alloy-Ni-plated steel jointduring laser brazing. Metallurgical and Ma-terials Transactions A 44: 1937–1946. 38. Gaskell, D. R. 2003. Introduction tothe Thermodynamics of Materials. Taylor &Francis.
WELDING RESEARCH
OCTOBER 2014 / WELDING JOURNAL 409-s
Your research sent to more than 69,000 American Welding Society members
Your published paper posted on the AWS Web site for FREE access worldwide (www.aws.org/w/a/research/index.html)
The most recent Impact Factor of 1.143
No page charges
Your paper printed in full color Electronic submission and tracking through Editorial Manager
(www.editorialmanager.com/wj) Every research paper published in the Welding Journal since
1970 available FREE on the AWS Web site (www.aws.org/wj/supplement/supplement-index.html)
Publish Your Research in the
and You’ll Get
By far, the most people, at the least cost, will be exposed to your research when you publish in the world-respected
Welding Journal
WELDINGJournal
Publish Your Research in the
Publish Your Research in the
to your research when you publish in the world-respected, the most peoplrBy fa
elding JournalWto your research when you publish in the world-respected
, at the least cost, will be exposed e, the most peopl
to your research when you publish in the world-respected, at the least cost, will be exposed
Correction:
In the Welding Journal Re-search Supplement paper ti-tled “Influence of Fluid Con-vection on Weld Pool Forma-tion in Laser Cladding” by Y.S.Lee et al., published in the Au-gust 2014 issue, the authorsregretfully did not include ac-knowledgements. They wouldnow like to thank Rolls-RoyceCorp. for its funding supportand for providing lasercladding samples in theirwork. They also wish to thankNSF-I/UCRC: Center for Inte-grative Materials Joining Sci-ence for Energy Applicationsand J. S.Bader for helpful sug-gestions and interest in theirproject.
Tan Supplement October 2014_Layout 1 9/12/14 10:53 AM Page 409