
Welded Steel Construction (Metal Arc Welding)
33
W59-03 Welded Steel Construction (Metal Arc Welding)
Transcript of Welded Steel Construction (Metal Arc Welding)

W59-03
Welded Steel Construction(Metal Arc Welding)


Update No. 1W59-03October 2004Note: General Instructions for CSA Standards are now called Updates. Please contact CSAInformation Products Sales or visit www.ShopCSA.ca for information about the CSA StandardsUpdate Service.
Title: Welded Steel Construction (Metal Arc Welding) — originally published August 2003
The following revisions have been formally approved and are marked by the symbol delta ()) inthe margin on the attached replacement pages:
Revised Clauses 8.2.1.1, 10.5.3.1, Tables 11.1, 12.1, Figures 10.1 and 10.7, andClause R3.6.1
New None
Deleted None
CSA W59-03 originally consisted of 312 pages (xii preliminary and 300 text), each datedAugust 2003. It now consists of the following pages:
August 2003 i–xii, 1–68, 71–04, 109–22, 125–136, 139–156, 159–296, 299 and300
October 2004 69, 70, 105–108, 123, 124, 137, 138, 157, 158, 297, and 298
! Update your copy by inserting these revised pages.! Keep the pages you remove for reference.


© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
October 2004(Replaces p. 69, August 2003) 69
8.1.5.2Prior to acceptance of a weld subjected to radiographic inspection by the Contractor for the Owner, allof its radiographs, including any that show unacceptable quality prior to repair, and a report interpretingthem, shall be submitted to the Engineer. (See radiographic test report sample, Appendix F, Figure F1.)
8.1.5.3A full set of radiographs of welds subjected to radiographic inspection by the Contractor for the Owner,including any that show unacceptable quality prior to repair, shall be delivered to the Owner uponcompletion of the work. The Contractor’s obligation to retain radiographs shall cease upon delivery ofthis full set to the Owner, or, in the event that delivery of the radiographs is not made, at the end of onefull year after completion of the Contractor’s work.
8.2 Ultrasonic Examination of Groove Welds
8.2.1 General
) 8.2.1.1The procedures and standards set forth in Clause 8.2 are to govern the ultrasonic examination of groovewelds between the thicknesses of 8.0 mm and 200 mm (5/16 in and 8 in), inclusive, when suchexamination is required by the stipulation of Clause 7.4 of this Standard.
8.2.1.2Variations in examination procedure, equipment, and acceptance standards not included in Clause 8.2may be used upon agreement with the Engineer. Such variations include other thicknesses, weldgeometries, transducer sizes, frequencies, couplant, etc.
8.2.1.3Spot radiography is suggested to supplement ultrasonic examination of electroslag and electrogas buttwelds in material 50 mm (2 in) and over in thickness to detect possible piping porosity.
8.2.2 Extent of Examination
8.2.2.1Information furnished to the bidders shall clearly identify the extent of ultrasonic examination.
8.2.2.2When complete examination is specified, the entire length of the weld in each designated joint shall be examined.
8.2.2.3When spot examination is specified, the number of spots in each designated category of weld or thenumber required to be made in a stated length of weld shall be included in the information furnished tothe bidders. Each spot examined shall cover at least 100 mm (4 in) of the weld length. When spotultrasonic examination representative of a given unit length of weld shows defects, the defects shall betraced for repair and two additional spots shall be examined within the same unit length of weld toproperly sample the remainder of the original unit length of weld. A defect condition in either of thesespots shall result in the whole unit length of weld being examined ultrasonically.
8.2.3 Personnel QualificationPersonnel performing ultrasonic examination should be qualified as a Level 1, 2, or 3 Ultrasonic Operatorin accordance with the pertinent requirements of CSA Standard W178.1 and CGSB Standard 48.9712. Level 1 Ultrasonic Personnel shall operate only under the direct supervision of Level 2 or 3 UltrasonicPersonnel.

W59-03 © Canadian Standards Association
October 200470 (Replaces p. 70, August 2003)
8.2.4 Ultrasonic Equipment
8.2.4.1The ultrasonic test instrument shall be of the pulse-echo type. It shall generate, receive, and present on a screen pulses in the frequency range of 1 to 5 MHz. The presentation on the screen shall be of the“video” type and characterized by a clean, crisp trace.
8.2.4.2The horizontal linearity of the test instrument shall be within ±5% over the linear range, which shallinclude 90% of the sweep length presented on the screen for the longest sound path to be used. Thehorizontal linearity shall be measured by the techniques given in Section 6.2 of ASTM Standard E 317,except that the results may be tabulated rather than graphically presented.
8.2.4.3Test instruments shall include internal stabilization so that, after warm-up, no variation in responsegreater than ±1 dB occurs with supply voltage changes within 15% of nominal or, in the case of battery-powered instruments, over the battery charge operating life. There shall be an alarm or meter to signal adrop in battery voltage before, or instrument shut-off due to, battery exhaustion.
8.2.4.4The test instrument shall have a calibrated gain control (attenuator) adjustable in discrete 1 or 2 dB stepsover a range of at least 60 dB. The accuracy of the gain control settings shall be within 1 dB and thisaccuracy shall be calibrated periodically as stated in Clause 8.2.6.1 by the techniques given in Section 6.3of ASTM Standard E 317.
8.2.4.5The dynamic range of the display of the instrument shall be such that a difference of 1 dB of amplitudecan be easily detected on the screen.
8.2.4.6Straight beam search unit transducers shall have an active area of not less than 323 mm (1/2 square2
inch) and not more than 645 mm (1 square inch). The transducer shall be round or square. Transducer2
frequency shall be 2 to 2.5 MHz. Transducers shall be capable of resolving the three reflections asdescribed in Clause 8.2.10.1.3.
8.2.4.7Angle beam search units shall consist of a transducer and an angle wedge as follows (the unit maycomprise the two separate elements or be an integral unit): (a) The transducer frequency shall be between 2 and 2.5 MHz, inclusive. (b) The transducer crystal may vary in size from 12 to 26 mm (1/2 to 1 in) in width and from 12 to 21 mm (1/2 to 13/16 in) in height (see Figure 8.4).(c) The search unit shall produce a sound beam in the material being tested within ±2° of the followingproper angle: 70°, 60°, or 45°, as described in Clause 8.2.10.2.2.(d) Each search unit shall be marked to indicate clearly the frequency of the transducer, nominal angle ofrefraction, and index point. The index point location procedure is described in Clause 8.2.10.2.1.(e) Internal reflections from the search unit, with a screen presentation higher than the horizontalreference line, appearing on the screen to the right of the sound entry point, shall not occur beyond13 mm (1/2 in) equivalent distance in steel when the sensitivity is set as follows: 20 dB more than thatrequired to produce a maximized horizontal reference line height indication from the 1.5 mm (0.06 in)diameter hole in the International Institute of Welding (IIW) reference block (see Figure 8.5(a) and Figure 8.5(b)).

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
October 2004(Replaces p. 105, August 2003) 105
10.5.3 Procedures for Gas Metal Arc Welding with Single Electrodes
) 10.5.3.1The maximum size of a fillet weld made in one pass in either the flat or the horizontal position, shall be(a) 6 mm (1/4 in) for 0.9 mm (0.035 in) electrode wire diameter;(b) 8 mm (5/16 in) for 1.1/1.2 mm (0.045 in) electrode wire diameter; and(c) 10 mm (3/8 in) for:
(i) 1.3/1.4 mm (0.052 in) electrode wire diameter; and(ii) 1.6 mm (0.063 in) electrode wire diameter.
10.5.3.2The minimum diameter of electrode wire shall be(a) 0.9 mm (0.035 in) for fillet welds;(b) 0.9 mm (0.035 in) for groove welds where base metal thickness does not exceed 12 mm (1/2 in);(c) 1.1 mm (0.045 in) for groove welds where base metal thickness does not exceed 25 mm (1 in); and(d) 1.3 mm (0.052 in) for groove welds where base metal thickness exceeds 25 mm (1 in).
10.5.3.3The cross-sectional area of any single pass shall not exceed an area equivalent to the maximum-sizedfillet weld for each of the electrode sizes as defined in Clause 10.5.3.1.Note: Single- and multiple-pass groove welds are normally welded using a forehand stringer pass technique.
10.5.3.4The mode of metal transfer across the arc shall be spray except for the root pass when it is removed tosound metal in preparation for welding the second side.

W59-03 © Canadian Standards Association
October 2004106 (Replaces p. 106, August 2003)
Table 10.1Maximum Criteria for Prequalified Joints Using the
Shielded Metal Arc Welding Process (SMAW)(See Clauses 10.2.1 and 10.2.3.1.)
Maximum size of electrode 4 mm All passes in vertical fillet and groove welds(5/32 in)
5 mm All passes in overhead fillet and groove welds(3/16 in)
All passes in horizontal groove welds
Root passes in grooves with backing where the root openingis less than 6 mm (1/4 in) in flat position
Root passes in grooves without backing in flat position
6 mm All passes in horizontal fillet welds(1/4 in)
Root passes for fillet in flat position
Root passes in grooves with backing where the root openingis greater than 6 mm (1/4 in) in the flat position
8 mm All passes subsequent to root passes for fillet and groove(5/16 in) welds made in the flat position
Maximum thickness of layers 6 mm For root passes of groove welds with the minimum size(1/4 in) being such as to prevent cracking
5 mm For subsequent layers of welds made in any position(3/16 in)
Maximum one-pass fillet 10 mm In the flat position(3/8 in)
8 mm In horizontal or overhead positions(5/16 in)
12 mm In the vertical position(1/2 in)

G
G( T
)S
T
B-L
1a
G ≥
TT
≤ 10
mm
(3/
8 in
)
G
G
T
Effe
ctiv
e Th
roat
= T
6 m
m (
1/4
in)
< T
≤ 12
mm
(1/
2 in
)Fo
r T
≤ 6
mm
(1/
4 in
) us
e M
1-3
(B-L
1c)
G =
T/2
G ≤
5 m
m (
3/16
in)
B-L
1b
GTS
M
G
G
T
B-L
1c
Effe
ctiv
e Th
roat
= T
G ≥
T/2
GTS
M is
not
man
dato
ry
1 –
Sq
uar
e G
roo
ve2 –
Sin
gle
V-G
roo
ve4 –
Sin
gle
Bev
el G
roo
ve
Bu
tt(B
)
Bu
tt(B
)
Bu
tt(B
)
Cor
ner
(C)
Tee
(T)
M1-
1M
2-1
M4-
1
M1-
2M
2-2
M4-
2
M1-
3M
2-3
M4-
3
See
NO
TES
at
bott
om le
ft o
f fol
low
ing
page
5 m
m (
3/16
in)
6 m
m (
1/4
in)
All
F, V
on
ly
T MA
XPo
siti
ons
Wel
ds
Join
ts
G
G 45°
GTS
MS
G 45°
GTS
MS
TS
45°
R F
Effe
ctiv
e Th
roat
= T
R F≥
2 m
m (
1/16
in)
G≤
3 m
m (
1/8
in)
B-U
2a
(i) (ii)
Wel
d in
F,
V, O
p
osit
ion
s on
lyor
G
G θT(
T)
T
B-U
2b
θS
20°
30°
45°
60°
12 m
m (
1/2
in)
10 m
m (
3/8
in)
6 m
m (
1/4
in)
5 m
m (
3/16
in)
F, O
on
ly
F, O
on
ly
F, V
, O
F, V
, O
θG
Posi
tion
s
Effe
ctiv
e Th
roat
= T
R F ≥
2 m
m (
1/16
in)
G ≤
3 m
m (
1/8
in)
TS
G
R F
C-U
2a
S
45°
45°
GG
TSM
S
45°
GG
TSM
(i) or (ii)
Wel
d in
F,
V, O
p
osit
ion
s on
ly
G
TS
45°
0-15
°
R FEf
fect
ive
Thro
at =
TR F
≥ 2
mm
(1/
16 in
)G
≤ 3
mm
(1/
8 in
)B
-U4
a
B-U
4b
*6 m
m (
1/4
in)
min
. fo
r V
posi
tion
(i.e
., w
orkm
ansh
ip
tol
eran
ce is
not
app
lied)
G 45
°
GTS
MS
G 45
°
GTS
MS
(i) (ii)
or
G θ
T(T)
S
G
T
0°-1
5°θ
20°
30°
45°
12 m
m (
1/2
in)
10 m
m (
3/8
in)
6 m
m (
1/4
in)*
F, O
on
ly
F, O
on
ly
All
θG
Posi
tion
s
Effe
ctiv
e Th
roat
= T
R F≥
2 m
m (
1/16
in)
G≤
3 m
m (
1/8
in)
TC
-U4
a
or
S
45°
G 45°
G
GTS
M
SG
TSM
(i) (ii)
TS
G
R F
45°
45°−
90°
Figu
re 1
0.1
Pre
qu
ali
fied
Co
mp
lete
Jo
int
Pen
etra
tio
n G
roo
ve
Wel
ds
for
the
Shie
lded
Met
al
Arc
Wel
din
g P
roce
ss (
SMA
W)
(Con
tinue
d)(S
ee C
lau
ses
10.1
an
d 1
0.2.
1.)
© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
October 2004(Replaces p. 107, August 2003) 107

No
tes:
(1)
For
all j
oint
s th
at s
how
the
GTS
M r
efer
ence
on
the
wel
ding
sym
bol,
goug
ing
to s
ound
met
al p
rior
to w
eldi
ng
from
the
oth
er s
ide
is m
anda
tory
. See
Cla
use
5.1.
4 fo
r de
finiti
on.
(2)
The
groo
ve in
a jo
int
may
be
reve
rsed
whe
re m
ore
prac
tical
or
nece
ssar
y.(3
)Se
e C
laus
es 1
0.2.
1 an
d 10
.2.3
.(4
)Fo
r al
l joi
nts
with
bac
king
bar
s or
spa
cers
, the
“S”
in t
he
wel
ding
sym
bol s
hall
mea
n st
eel m
ater
ial i
n ac
cord
ance
with
C
laus
e 5.
5.1.
1.1 –
Sq
uar
e G
roo
ve (
cont
’d)
2 –
Sin
gle
V-G
roo
ve (
cont
’d)
3 –
Do
ub
le V
-Gro
ove
4 –
Sin
gle
Bev
el G
roo
ve (
cont
’d)
5 –
Do
ub
le B
evel
Gro
ove
Bu
tt(B
)
Cor
ner
(C)
Tee
(T)
Bu
tt(B
)
Cor
ner
(C)
Tee
(T)
Cor
ner
(C)
Tee
(T)
M1-
4
M1-
5
M2-
4M
4-4
M3-
1M
5-1
M5-
2M
3-2
Wel
ds
Join
ts
GG
( T)
S
T
Effe
ctiv
e Th
roat
= T
G ≥
TT
≤ 6
mm
(1/
4 in
)
C-L
1a
G
G T
Effe
ctiv
e Th
roat
= T
T ≤
12 m
m (
1/2
in)
G =
T/2
G ≤
5 m
m (
3/16
in)
TC
-L1
b
GTS
M
G
G θT(
T)
T
C-U
2b
θS
20°
30°
45°
60°
12 m
m (
1/2
in)
10 m
m (
3/8
in)
6 m
m (
1/4
in)
5 m
m (
3/16
in)
F, O
on
ly
F, O
on
ly
F, V
, O
F, V
, O
θG
Posi
tion
s
Effe
ctiv
e Th
roat
= T
R F ≤
3 m
m (
1/8
in)
B-U
3a
GTS
MS G θθ
S 2 S 1
Spac
er b
ar:
G x
3 m
m (
1/8
in)
or g
reat
eror
a ro
und
bar w
ith
diam
eter
= G
20°
30°
45°
60°
12 m
m (
1/2
in)
10 m
m (
3/8
in)
6 m
m (
1/4
in)
5 m
m (
3/16
in)
F, O
on
ly
F, O
on
ly
F, V
, O
F, V
, O
θG
Posi
tion
s
45°
45°
Effe
ctiv
e Th
roat
= T
R F ≥
2 m
m (
1/16
in)
G ≤
3 m
m (
1/8
in)
B-U
3b
45°
45°
GTS
M
T
G
GS 1S 2
T
G
R F
S 1 S 2
θ θ
TC
-U4
bG
T
θ
45°−
90°
*6 m
m (
1/4
in)
min
. fo
r V
posi
tion
(i.e
., w
orkm
ansh
ip
tol
eran
ce is
not
app
lied)
Fig
ure
10
.1 (
Co
nti
nu
ed)
Pre
qu
ali
fied
Co
mp
lete
Jo
int
Pen
etra
tio
n G
roo
ve
Wel
ds
for
the
Shie
lded
Met
al
Arc
Wel
din
g P
roce
ss (
SMA
W)
G θ
T(T)
S
20°
30°
45°
12 m
m (
1/2
in)
10 m
m (
3/8
in)
6 m
m (
1/4
in)*
F, O
on
ly
F, O
on
ly
All
θG
Posi
tion
s
Effe
ctiv
e Th
roat
= T
R F ≥
2 m
m (
1/16
in)
G ≤
3 m
m (
1/8
in)
B-U
5a
Effe
ctiv
e Th
roat
= T
R F ≥
2 m
m (
1/16
in)
G ≤
3 m
m (
1/8
in)
TC
-U5
a
T
G
R F
S 2 S 1
45°
45°
0-15
°
0-15
°
GS 1S 2
45°
45°
GTS
M
G
T
45°
45°
60°-
90°
Effe
ctiv
e Th
roat
= T
Effe
ctiv
e Th
roat
= T
GS 1S 2
45°
45°
GTS
M
(Con
tinue
d)
R F
S 1 S 2R F
S 1 S 2
Wel
d in
F,
V, O
p
osit
ion
s on
ly
W59-03 © Canadian Standards Association
October 2004108 (Replaces p. 108, August 2003)
)

1 –
Sq
uar
e G
roo
ve2
– S
ing
le V
-Gro
ove
3 –
Do
ub
le V
-Gro
ove
4 –
Sin
gle
Bev
el G
roo
ve
Bu
tt(B
)
Bu
tt(B
)
Wel
ds
Join
ts
Fig
ure
10.7
Pre
qu
ali
fied
Co
mp
lete
Jo
int
Pen
etra
tio
n G
roo
ve
Wel
ds
for
the
Gas
Met
al
Arc
Wel
din
g
Pro
cess
(G
MA
W-S
P)
Spra
y T
ran
sfer
Mo
de
(See
Cla
use
10.5
.1.)
No
tes:
(1)
For
all j
oint
s th
at s
how
the
GTS
M r
efer
ence
on
the
wel
ding
sym
bol,
goug
ing
to s
ound
met
al p
rior
to w
eldi
ng t
he o
ther
sid
e is
man
dato
ry. S
ee C
laus
e 5.
1.4
for
defin
ition
.(2
)Th
e gr
oove
in a
join
t m
ay b
e re
vers
ed w
here
mor
e pr
actic
al o
r ne
cess
ary.
(3)
See
Cla
uses
10.
5.1
and
10.5
.3.
(4)
Back
ing
mat
eria
l sha
ll be
spe
cifie
d in
acc
orda
nce
with
Cla
use
5.5.
1.1.
G ≥
TT
≤ 8
mm
(5/
16 in
)
G =
T/3
Effe
ctiv
e th
roat
= T
T ≤
10 m
m (
3/8
in)
G1
-1
G1
-2
B-L
1a-G
B-L
1b
-GFlat
pos
ition
onl
y
Flat
pos
ition
onl
y
G
TG( T
)S
G
GTS
M
G
GTS
M
(i)
(ii)
T
Effe
ctiv
e Th
roat
= T
R F ≥
2 m
m (
1/16
in)
G ≤
3 m
m (
1/8
in)
G2
-1
B-U
2a-GFl
at p
ositi
on o
nly
G2
-2
B-U
2b
-GFlat
pos
ition
onl
y
30°
45°
60°
10 m
m (
3/8
in)
6 m
m (
1/4
in)
5 m
m (
3/16
in)
θG
G 60°
GTS
MS
G 60°
GTS
MS
(i) (ii)
G
TS
60°
R F
G
T
θG θ
T(T)
S
Effe
ctiv
e Th
roat
= T
R F ≥
3 m
m [
1/8
in]
G3
-1
B-U
3a
Flat
pos
ition
onl
y
30°
45°
60°
10 m
m (
3/8
in)
6 m
m (
1/4
in)
5 m
m (
3/16
in)
θG
Effe
ctiv
e Th
roat
= T
R F ≥
2 m
m (
1/16
in)
G ≤
3 m
m (
1/8
in)
G3
-2
B-U
3b
Flat
pos
ition
onl
yG
TSM
S G
S 2 S 1
T
G
R F
S 1 S 2
θ θ
60°
60°
T
G
R F
S 1 S 260°
60°
GTS
MG
S 1S 2
Spac
er b
ar:
G x
3 m
m (
1/8
in)
or g
reat
eror
a r
ound
bar
with
dia
met
er =
GEf
fect
ive
Thro
at =
TR F
≥ 2
mm
(1/
16 in
)G
≤ 3
mm
(1/
8 in
)
Flat
and
ho
rizon
tal p
ositi
on
B-U
4a-G
G4
-1
G4
-2
B-U
4b
-G
30°
45°
60°
10 m
m (
3/8
in)
6 m
m (
1/4
in)
5 m
m (
3/16
in)
Flat
onl
y
Flat
& h
oriz
onta
l
Flat
& h
oriz
onta
l
θG
Posi
tion
s
G 45
°
GTS
MS
G 45
°
GTS
MS
(i) (ii)
G
TS
45°
0-15
°
R F
G θ
T(T)
S
G
T
0°-1
5°θ
(Con
tinue
d)
© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
October 2004(Replaces p. 123, August 2003) 123

1 –
Sq
uar
e G
roo
ve(c
ont’
d)2 –
Sin
gle
V-G
roo
ve4 –
Sin
gle
Bev
el G
roo
ve
Bu
tt(B
)
oror Tee
(T)
Cor
ner
(C)
Tee
(T)
Cor
ner
(C)
Wel
ds
Join
ts
Fig
ure
10
.7 (
Co
nti
nu
ed)
Pre
qu
ali
fied
Co
mp
lete
Jo
int
Pen
etra
tio
n G
roo
ve
Wel
ds
for
the
Ga
s M
eta
l A
rc W
eld
ing
Pro
cess
(G
MA
W-S
P)
Spra
y T
ran
sfer
Mo
de
No
tes:
(1)
For
all j
oint
s th
at s
how
the
GTS
M
refe
renc
e on
the
wel
ding
sym
bol,
goug
ing
to s
ound
met
al p
rior
to w
eldi
ng
the
othe
r si
de is
man
dato
ry. S
ee C
laus
e 5.
1.4
for
defin
ition
.(2
)Th
e gr
oove
in a
join
t m
ay b
e re
vers
ed w
here
mor
e pr
actic
al o
r ne
cess
ary.
(3)
See
Cla
uses
10.
5.1
and
10.5
.3.
(4)
Back
ing
mat
eria
l sha
ll be
spe
cifie
d in
ac
cord
ance
with
Cla
use
5.5.
1.1.
(5)
For
corn
er jo
ints
, see
pre
ferr
ed
prep
arat
ion
as s
how
n in
Fig
ure
4.1.
G ≥
T
T ≤
8 m
m (
5/16
in)
G1-4
C-L
1a-GFl
at p
ositi
on o
nly
G =
T/3
Effe
ctiv
e th
roat
= T
T ≤
10 m
m (
3/8
in)
G1-3
TC
-L1
b-GFlat
pos
ition
onl
y
G
TG( T
)S
G
T
G45°
GTS
M
G
GTS
M
Effe
ctiv
e th
roat
= T
R F ≥
2 m
m (
1/16
in)
G ≤
3 m
m (
1/8
in)
G2-3
C-U
2a-GW
eld
in fl
at
posi
tion
only
G2-4
C-U
2b
-G
G10-1
B-U
10
Flat
pos
ition
onl
y
30°
45°
60°
10 m
m (
3/8
in)
6 m
m (
1/4
in)
5 m
m (
3/16
in)
θG
TS
G
R F
60° 45
°
S
60°
GG
TSM
S
60°
45°
GG
TSM
(i) (ii)
G
T
θG θ
T(T)
S
G4-3
TC
-U4
a-G
Effe
ctiv
e Th
roat
= T
R F ≥
2 m
m (
1/16
in)
G ≤
3 m
m (
1/8
in)
S
45°
G 45°
G
GTS
M
SG
TSM
(i) (ii)
G4-4
TC
-U4
b-G
TS
G
R F
45°
45° 45
°−90
°
G θ
T(T)
S
G
T
θ
45°−
90°
30°
45°
60°
10 m
m (
3/8
in)
6 m
m (
1/4
in)
5 m
m (
3/16
in)
Flat
onl
yFl
at &
hor
izon
tal
Flat
& h
oriz
onta
l
θG
Posi
tion
s
Flat
, hor
izon
tal
posi
tions
onl
y
T 1E
T 2
(E)
G
G
G >
6 m
m (
1/4
in)
E max
> T
1 or
T2
–
10 –
Sin
gle
Fla
re B
evel
Gro
ove
(Con
tinue
d)
W59-03 © Canadian Standards Association
October 2004124 (Replaces p. 124, August 2003)
)

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
October 2004(Replaces p. 137, August 2003) 137
)T
ab
le 1
1.1
Ba
se M
eta
ls a
nd
Ma
tch
ing
Ele
ctro
de
Cla
ssif
ica
tio
n f
or
Sta
tica
lly
Lo
ad
ed S
tru
ctu
res
(See
Cla
use
s 3.
2.2,
5.2
.1.1
, 5.2
.1.2
, 5.2
.1.4
, 5.5
.6.3
.2, 5
.5.6
.3.3
, 11.
2, a
nd
11.
3.3.
1.)
No
te:
For
man
dato
ry u
se o
f low
-hyd
roge
n (S
MAW
) or
FC
AW a
nd M
CAW
ele
ctro
des
with
diff
usib
le h
ydro
gen
desi
gnat
ors,
see
Cla
uses
5.2
.2.2
, 5.2
.4.3
, and
Tab
le 5
.3.
Bas
e m
etal
CSA
Sta
nd
ard
W48
Ele
ctro
de
and
ele
ctro
de-
flu
x c
lass
ific
atio
ns
(1,2
)
Stee
lgr
ou
p
Spec
ifie
dm
in. t
ensi
lest
ren
gth
of
bas
e m
etal
,M
Pa
(ksi
)
CSA
Stan
dar
dG
40.2
1
CSA
Stan
dar
dG
40.2
1A
STM
SMA
W
GM
AW
,M
CA
W6
FCA
W,
MC
AW
SAW
Car
bo
n s
teel
Lo
w-a
llo
yst
eel
1U
p to
400
incl
.w
hen
F <
250
y
(Up
to 6
0 in
cl.
whe
n F
<36
)y
A 3
6 [t
>20
3 m
m (
8 in
)]A
441
[N
orm
aliz
ed t
>10
2 m
m (
4 in
)]A
500
Gra
de A
A 5
15M
Gra
des
380
& 4
15A
516
M G
rade
s 38
0 &
415
A 1
011
Gra
de 3
0/A
101
1M G
rade
205
A 1
011
Gra
de 3
3/A
101
1M G
rade
230
E43X
XE4
9XX
E49X
X-X
ER49
S-X
E43X
T-X
E49X
T-X
E43X
C-X
E49X
C-X
F43X
X-E
XX
XF4
9XX
-EX
XX
2U
p to
400
incl
whe
n F
$ 2
50y (Up
to 6
0 in
cl.
whe
n F
$36
)y
260W
260W
T30
0W(H
SS)
38W
38W
T44
W(H
SS)
A 3
6 [t#
203
mm
(8
in)]
A 4
41 [
102
mm
# t
#20
3 m
m (
8 in
) or
Nor
mal
ized
38
mm
(1-
1/2
in)
< t
<102
mm
(4
in)]
A 5
00 G
rade
BA
501
A 5
72 G
rade
42
A 1
011
Gra
de 3
6/A
101
1M G
rade
250
A 1
011
Gra
de 4
0/A
101
1M G
rade
275
E49X
XE4
9XX
-XER
49S-
XE4
9XT-
XE4
3XT-
XE4
9XC
-XE4
3XC
-X
F49X
X-E
XX
XF4
3XX
-EX
XX
3O
ver
400
to48
0 in
clus
ive
(Ove
r 60
to
70 in
clus
ive)
300W
300W
T35
0W35
0WT
350A
(3)
350A
T(3)
380W
(HSS
)38
0WT(
HSS
)
44W
44W
T
50W
50W
T50
A(3
)
50A
T(3)
55W
(HSS
)55
WT(
HSS
)
A 2
42(3
)(4)
A 4
41 [
t #
102
mm
(4
in)
orN
orm
aliz
ed t
# 3
8 m
m (
1-1/
2 in
)]
A 5
00 G
rade
CA
516
M G
rade
s 45
0 &
485
A 5
72 G
rade
50
A 5
88(3
)
A 6
18A
710
Gra
de A
, Cla
ss 2
> 5
0 m
mA
913
Gra
de 5
0A
992
/A 9
92M
A 1
011
Gra
de 4
5/A
101
1M G
rade
310
A 1
011
Gra
de 5
0/A
101
1M G
rade
340
A 1
011
Gra
de 5
5/A
101
1M G
rade
380
E49X
XE4
9XX
-XER
49S-
XE4
9XT-
XE4
9XC
-XF4
9XX
-EX
XX
(Con
tinue
d)

W59-03 © Canadian Standards Association
October 2004138 (Replaces p. 138, August 2003)
)T
ab
le 1
1.1
(C
on
clu
ded
)
Bas
e m
etal
CSA
Sta
nd
ard
W48
Ele
ctro
de
and
ele
ctro
de-
flu
x c
lass
ific
atio
ns
(1,2
)
Stee
lgr
ou
p
Spec
ifie
d m
in.
ten
sile
stre
ngt
h o
fb
ase
met
al,
MP
a (k
si)
CSA
Stan
dar
dG
40.2
1
CSA
Stan
dar
dG
40.2
1A
STM
SMA
W
GM
AW
,M
CA
W6
FCA
W,
MC
AW
SAW
Car
bo
n s
teel
Lo
w-a
llo
yst
eel
4O
ver
480
to55
0 in
clus
ive
Ove
r 70
to
80in
clus
ive
400W
40
0WT
400A
(3)
400A
T(3)
60W
60
WT
60A
(3)
60A
T(3)
A 5
72 G
rade
s 60
& 6
5A
710
Gra
de A
, C
lass
2 #
50
mm
A 7
10 G
rade
A,
Cla
ss 3
> 5
0 m
mA
913
Gra
de 6
0, 6
5A
101
1 G
rade
60/
A 1
011M
Gra
de 4
10A
101
1 G
rade
65/
A 1
011M
Gra
de 4
50
E55X
X-X
ER80
S-X
XE8
0C-X
XE8
XTX
-XE8
XC
X-X
F8X
X-E
XX
XF8
XX
-EC
XX
X
5O
ver
550
to62
0 in
clus
ive
Ove
r 80
to
90in
clus
ive
480W
,48
0WT
480A
(3)
480A
T(3)
70W
,70
WT
70A
(3)
70A
T(3)
A 1
011
Gra
de 7
0/A
101
1M G
rade
480
E62X
X-X
ER90
S-X
XE9
0C-X
XE9
XTX
-XE9
XC
X-X
F9X
X-E
XX
XF9
XX
-EC
XX
X
6O
ver
620
to70
0 in
clus
ive
Ove
r 90
to
100
incl
usiv
e
A 5
14 [
64 m
m (
2-1/
2 in
) <
t <
152
mm
(6
in)]
A 1
011
Gra
de 8
0/A
101
1M G
rade
550
E69X
X-X
ER10
0S-X
XE1
0XTX
-XE1
0XC
X-X
F10X
-EX
XF1
0X-E
CX
XX
7O
ver
700(5
)
Ove
r 10
0(5)
700Q
,70
0QT
100Q
,10
0QT
A 5
14 [
t <
64 m
m(2
-1/2
in)]
A 5
17M
E76X
X-X
ER11
0S-X
XE1
1XTX
-XE1
1XC
X-X
F11X
-EX
XX
F11X
-EC
XX
X
A5.
28A
5.29
A5.
23
AW
S
No
tes:
(1)
For
exc
eptio
ns, s
ee T
able
s 11
.2(a
) an
d 11
.2(b
).(2
) In
cas
e of
exc
eptio
n un
der
Not
e (1
) fo
r el
ectr
odes
low
er t
han
mat
chin
g, t
he v
alue
of X
is t
hat
of t
he lo
wer
ele
ctro
de c
lass
ifica
tion;
for
elec
trod
es h
ighe
r th
an m
atch
ing,
the
val
ue o
f X is
uu
that
of t
he m
atch
ing
elec
trod
e cl
assi
ficat
ion.
(3)
For
unp
aint
ed a
pplic
atio
ns w
here
the
dep
osite
d w
eld
met
al s
hall
have
sim
ilar
atm
osph
eric
cor
rosi
on r
esis
tanc
e an
d/or
sim
ilar
colo
ur c
hara
cter
istic
s to
the
bas
e m
etal
, the
req
uire
men
ts o
fC
laus
es 5
.2.1
.4 a
nd 5
.2.1
.5 s
hall
appl
y.(4
) O
nly
type
s w
ith p
rope
rtie
s su
itabl
e fo
r w
eldi
ng.
(5)
Com
plet
e jo
int
pene
trat
ion
groo
ve w
elds
mad
e w
ith t
he d
esig
nate
d m
atch
ing
elec
trod
e cl
assi
ficat
ions
may
not
dev
elop
the
spe
cifie
d m
inim
um t
ensi
le s
tren
gth
of t
he b
ase
met
al.
(6)
Onl
y w
hen
X >
480
MPa
(70
ksi
).u

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
October 2004(Replaces p. 157, August 2003) 157
12.5.4.3 Radiographic and Magnetic Particle ExaminationWelds that are subject to radiographic or magnetic particle examination in addition to visual inspectionshall have no cracks and shall be unacceptable if porosity or fusion-type defects exceed the followinglimits in size or frequency of occurrence:(a) For welds subject to tensile stress under any conditions of loading, the greatest dimension of anyporosity* or fusion-type defect† that is 2 mm (1/16 in) or larger in its greatest dimension shall not exceedthe size indicated in Figure 12.5 under the dimension of defect “B”, for the effective throat or weld sizeinvolved. The distance from any porosity or fusion-type defect described above to another such defect,to an edge, or to any intersecting weld shall not be less than the minimum clearance allowed, “C”,indicated by Figure 12.5 for the size of defect under examination.*Porosity signifies gas pockets and any similar generally globular-type voids.†Fusion-type defect signifies slag inclusions, incomplete fusion, inadequate penetration, and similar generally elongateddefects.(b) For welds subject to compressive stress only and specifically indicated as such in the designdrawings, the greatest dimension of fusion-type defect that is 2 mm (1/16 in) or larger in greatestdimension shall not exceed the size “B”, nor shall the space between adjacent defects be less than theminimum clearance allowed, “C”, indicated by Figure 12.6 for the size of defect under examination.(c) For welds subject to shear stress only, the greatest dimension of fusion-type defect that is 2 mm(1/16 in) or larger in greatest dimension shall not exceed the size “B”, nor shall the space betweenadjacent defects be less than the minimum clearance allowed, “C”, indicated by Figure 12.6 for the sizeof defect under examination.(d) The limitations given by Figures 12.5 and 12.6 for 40 mm (1-1/2 in) joint or weld throat thicknessshall apply to all joints or weld throats of greater thickness.(e) Independent of the requirements of items (a), (b), and (c) the sum of the greatest dimensions ofporosity and fusion-type defects less than 2 mm (1/16 in) in greatest dimension shall not exceed 10 mm(3/8 in) in any linear 25 mm (1 in) of weld.
12.5.4.4 Ultrasonic ExaminationWelds that are subject to ultrasonic examination in addition to visual inspection shall have no cracks andshall also meet the following requirements:(a) welds subject to tensile stress under any conditions of loading shall conform to the requirements ofTable 12.5; and(b) welds subject to compressive stress only and specifically indicated as such in the design drawingsshall conform to the requirements of Table 11.3.
12.5.4.5 Liquid Penetrant ExaminationWelds that are subject to liquid penetrant examination shall be evaluated on the basis of therequirements for visual inspection. The evaluation shall compare the physical size of the discontinuitywith the acceptance standard defined for visual inspection.
12.5.4.6When nondestructive examination is specified, the examination of welded joints subject to high restraintand/or joints of quenched and tempered steels shall be delayed as long as practicable and preferably notless than 48 h after completion of the welds.
12.5.5 Temporary WeldsExcept with the express consent of the Engineer, there shall be no temporary welds in primary tensionmembers and in tension flanges of beams or girders. When such temporary welds have been used, theyshall be removed, ground smooth, and examined using magnetic particle or liquid penetrant inspectionmethods. Temporary welds at other locations shall be shown on shop drawings and shall be made withE49XX low-hydrogen electrodes or electrodes with diffusible hydrogen designators of H16 or less.

W59-03 © Canadian Standards Association
October 2004158 (Replaces p. 158, August 2003)
)T
ab
le 1
2.1
Ba
se M
eta
ls a
nd
Ma
tch
ing
Ele
ctro
de
Cla
ssif
ica
tio
n f
or
Cy
clic
all
y L
oa
ded
Str
uct
ure
s(S
ee C
lau
ses
3.2.
2, 5
.2.1
.1, 5
.2.1
.2, 5
.2.1
.4, 5
.5.6
.3.2
, 12.
2, a
nd
12.
3.3.
)
No
te:
For
man
dato
ry u
se o
f low
-hyd
roge
n (S
MAW
) or
FC
AW o
r M
CAW
ele
ctro
des
with
diff
usib
le h
ydro
gen
desi
gnat
ors,
see
Cla
uses
5.2
.2.2
and
5.2
.4.3
and
Tab
le 5
.3.
Bas
e m
etal
CSA
Sta
nd
ard
W48
Ele
ctro
de
and
ele
ctro
de-
flu
x c
lass
ific
atio
n(1
,2)
Stee
lgr
ou
p
Spec
ifie
dm
in. t
ensi
lest
ren
gth
of
bas
e m
etal
,M
Pa
(ksi
)
CSA
Stan
dar
dG
40.2
1
CSA
Stan
dar
dG
40.2
1A
STM
SMA
W
GM
AW
,(6
)
MC
AW
(6)
FCA
W,
MC
AW
SAW
Car
bo
n
stee
lL
ow
-all
oy
stee
l
1U
p to
400
incl
. whe
n F
<25
0y (Up
to 6
0in
cl. w
hen
F <
36)
y
A 3
6 [
t>20
3 m
m (
8 in
)](4
)
A 4
41 [
Nor
mal
ized
t >
102
mm
(4
in)]
(4)
A 5
00 G
rade
AA
515
M G
rade
s 38
0 &
415
A 5
16M
Gra
des
380
& 4
15A
101
1 G
rade
30/
A 1
011M
Gra
de 2
05A
101
1 G
rade
33/
A 1
011M
Gra
de 2
30
E43X
XE4
9XX
ER49
S-X
E43X
T-X
E49X
T-X
E43X
C-X
E49X
C-X
F43X
X-E
XX
XF4
9XX
-EX
XX
2U
p to
400
incl
. whe
n F
$ 2
50y (Up
to 6
0in
cl. w
hen
F $
36)
y
260W
(4)
260W
T30
0W(H
SS)(4
)
38W
(4)
38W
T44
W(H
SS)(4
)
A 3
6 [
t#20
3 m
m (
8 in
)](4
)
A 4
41[1
02 m
m #
t #
203
mm
(8
in)
or(4
)
Nor
mal
ized
38
mm
(1-
1/2
in)
< t
< 10
2 m
m (
4 in
)]A
500
Gra
de B
(4)
A 5
01(4
)
A 5
72 G
rade
42
(4)
A 1
011
Gra
de 3
6/A
101
1M G
rade
250
A 1
011
Gra
de 4
0/A
101
1M G
rade
275
E43X
XE4
9XX
E49X
X-X
ER49
S-X
E49X
T-X
E43X
T-X
E49X
C-X
E43X
C-X
F49X
X-E
XX
XF4
3XX
-EX
XX
3O
ver
400
to48
0 in
clus
ive
(Ove
r 60
to
70 in
clus
ive)
300W
(4)
300W
T35
0W(4
)
350W
T35
0A(3
)
350A
T(3)
380W
(HSS
)(4)
380W
T(H
SS)(4
)
44W
(4)
44W
T50
W(4
)
50W
T50
A(3
)
50A
T(3)
55W
(HSS
)(4)
55W
T(H
SS)(4
)
A 4
41 [
t #
102
mm
(4
in)
or(4
)
Nor
mal
ized
t #
38
mm
(1-
1/2
in)]
A 5
00 G
rade
CA
516
M G
rade
s 45
0 &
485
A 5
72 G
rade
50
(4)
A 5
88(3
)
A 6
18(4
)
A 7
10 G
rade
A, C
lass
2>5
0 m
mA
913
Gra
de 5
0A
992
/A 9
92M
A 1
011
Gra
de 4
5/A
101
1M G
rade
310
A 1
011
Gra
de 5
0/A
101
1M G
rade
340
A 1
011
Gra
de 5
5/A
101
1M G
rade
380
E49X
XE4
9XX
-XER
49S-
XE4
9XT-
XE4
9XC
-XF4
9X-E
XX
X
(Con
tinue
d)

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
October 2004(Replaces p. 297, August 2003) 297
) slag, and mill scale. The tip of the electrode must be kept sharp and clean. The tip shall be locatedhorizontally 0.5 to 1.5 mm (0.02 to 0.06 in) from the weld toe (see Figure R8). Where toughness of theheat-affected zone may create problems, a modified technique using a second tempering pass may beused.
R3.7 Toe Grinding Plus Hammer Peening
R3.7.1Toe grinding followed by hammer peening inhibits fatigue crack initiation and the rate of crackpropagation. Thus, for critical joints, this combined treatment offers superior resistance to fatigue failure. The weld surface shall be checked visually and by magnetic particle for surface discontinuities prior topeening. During peening operations, visually check after each pass. (References 4, 5, 8.)
R3.8 Stress Range Increase
R3.8.1The allowable stress range for cyclically loaded connections may be increased by a factor of 1.3 along theS-N design curve, which is equivalent to a factor of 2.2 on cycle life, for an S-N curve slope ofapproximately 1/3, when toe grinding, hammer peening, or TIG dressing is used. Note, however, thatthe effect of grinding and hammer peening is cumulative. A factor of 1.5 on the stress range may beallowed at high cycles (N = 10 ), but reduced to a factor of 1.0 (no benefit) at low cycles (N = 10 ). For7 4
nontubular joints, the improvement factor should not exceed the highest as-welded fatigue designcategory.
R4. References for Fatigue Enhancement(1) Maddox, S.J. Fatigue strength of welded structures. Second Edition, 1992. Abington Publishing.(2) Haagensen, P.J. IIW Doc. XII-WG2-22-93, Recommendations for Grinding Welded Joints. First Draft.(3) Haagensen, P.J. IIW Doc. XIII-1510-93, The Effect of Grinding and Peening on the Fatigue Strength ofWelded T-Joints.(4) Haagensen, P.J. IIW Doc.XIII-1511-93, Life Extension and Repair by Grinding and Peening.(5) Improving the Fatigue Performance of Welded Joints. TWI, Cambridge, England:Maddox, S.J. Chapter 1, An introduction to the fatigue of welded joints.Booth, G.S. Chapter 2, A review of fatigue strength improvement techniques.Woodly, C.C. Chapter 4, Practical applications of weld toe grinding.Haagensen, J. Chapter 5, Effect of TIG dressing on fatigue performance and hardness of steel weldments.(6) Maddox, S.J. International efforts on fatigue of welded construction. Welding & Metal Fabrication,December 1992.(7) Commission IIW Working Group 2 — Improvement Techniques, Proposed IIW Specification for Weld ToeImprovement by Hammer Peening and Burr Grinding, 1993.(8) Takenouchi et al. IIW Doc. XIII-1509-93, Fatigue Performances of Repairing welds with TIG-dressing forFatigue Damaged Highway Bridges.(9) Welsch, W. Peening Improves Fatigue Life. Welding Design & Fabrication, October, 1990.(10) Connect, No. 12. TWI, Cambridge (from AWS Welding Journal, February 12, 1991).(11) CETIM/Centre technique des industries mécaniques. IIW Doc. XIII-WG2-10-91, Improving theFatigue Strength of Welded Joints by TIG or Plasma Dressing.(12) AWS D1.1/D1.1 M:2002.

W59-03 © Canadian Standards Association
October 2004298 (Replaces p. 298, August 2003)
Table R1Relationship Between Plate Thickness and Burr Radius
Plate thickness, Burr radius, Plate thickness, Burr radius,mm mm in in
< 20 5 <3/4 3/1620 to 29 6 3/4 to 1-3/16 1/430 to 39 8 1-1/4 to 1-1/2 5/1640 to 49 10 1-9/16 to 1-15/16 3/850 to 64 12 2 to 2-1/2 1/265 to 79 16 2-9/16 to 3-1/8 5/880 to 99 18 3-3/16 to 3-15/16 3/4100 to 119 20 4 to 4-11/16 7/8120 to 149 25 4-3/4 to 5-15/16 1150 to 180 30 6 to 7-1/8 1-3/16

Name
Organization
Address
City
Province/State
Country Postal/Zip Code
W59-03
CSA Standards Update Service
W59-03August 2003
Title: Welded Steel Construction (Metal Arc Welding)Pagination: 312 pages (xii preliminary and 300 text), each dated August 2003
Automatic notifications about any updates to this publication are available.
• To register for e-mail notifications, and/or to download any existing updates in PDF, enter the Online Store at www.csa.ca and click on My Account on the navigation bar.
The List ID for this document is 2015006.
• To receive printed updates, please complete and return the attached card.

AffranchirsuffisammentPlace Stamp Here
ASSOCIATION CANADIENNE DE CANADIAN STANDARDSNORMALISATION ASSOCIATIONBUREAU CENTRAL DE L’INFORMATION CONSOLIDATED MAILING LIST5060, SPECTRUM WAY, BUREAU 100 5060 SPECTRUM WAY, SUITE 100MISSISSAUGA ON L4W 5N6 MISSISSAUGA ON L4W 5N6CANADA CANADA

CSA Standard
W59-03Welded Steel Construction
(Metal Arc Welding)
Published in August 2003 by Canadian Standards AssociationA not-for-profit private sector organization
5060 Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W 5N61-800-463-6727 • 416-747-4044
Visit our Online Store at www.csa.ca

ISBN 1-55324-409-5Technical Editor: Ted Koza
© Canadian Standards Association — 2003All rights reserved. No part of this publication may be reproduced in any form whatsoeverwithout the prior permission of the publisher.

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
August 2003 iii
Contents
Technical Committee on Welding of Bridges, Buildings, and Machinery viii
Preface xi
1. Scope 1
2. Definitions and Reference Publications 22.1 Definitions 22.2 Reference Publications 2
3. General Requirements 63.1 Qualification Requirements 63.1.1 Contractor 63.1.2 Welding Processes 63.1.3 Welding Procedures — Conditions of Prequalification 73.1.4 Selection of Type of Groove and Welding Procedures 73.2 Base Metal 73.2.1 CSA Standard G40.21, Structural Quality Steels 73.2.2 ASTM Standards 73.3 Welding Terminology 83.4 Symbols 8
4. Design of Welded Connections 84.1 General Requirements 84.1.1 Drawings 84.1.2 Lamellar Tearing 94.1.3 Requirements for Welds 94.2 Design Values 114.2.1 Allowable Stresses 114.2.2 Factored Resistances 114.3 Effective Weld Area, Length, Throat, and Fillet Size 114.3.1 Groove Welds 114.3.2 Fillet Welds 144.3.3 Plug and Slot Welds 154.3.4 Minimum Groove Depth for Partial Joint Penetration Groove Welds and Minimum Length and Sizeof Fillet Welds 154.4 Details of Fillet, Plug, and Slot Welds 164.4.1 Fillet Weld Details 164.4.2 Plug and Slot Weld Details 164.5 Skewed Joints 174.6 Fillers 17
5. Electrodes, Workmanship, and Technique 275.1 General 275.2 Electrodes 275.2.1 General 285.2.2 Electrodes for Shielded Metal Arc Welding (SMAW) 295.2.3 Electrodes and Fluxes for Submerged Arc Welding (SAW) 30

W59-03 © Canadian Standards Association
iv August 2003
5.2.4 Electrodes and Shielding Gas for Gas Metal Arc Welding, Metal-Cored Arc Welding, and Flux-Cored Arc Welding (GMAW, MCAW, and FCAW) 315.2.5 Electrodes, Fluxes, and Gases for Electroslag Welding and Electrogas Welding (ESW and EGW) 315.3 Preparation of Material 325.4 Assembly 345.5 Details of Welding Procedures 365.5.1 General 365.5.2 Shielded Metal Arc Welding (SMAW) 375.5.3 Submerged Arc Welding (SAW) 375.5.4 Gas Metal Arc Welding, Metal-Cored Arc Welding, and Flux-Cored Arc Welding (GMAW, MCAW,and FCAW) 405.5.5 Electroslag Welding and Electrogas Welding (ESW, EGW) 405.5.6 Stud Welding 415.6 Control of Distortion and Shrinkage Stresses 475.7 Preheat, Interpass Temperature, and Heat Input Control 485.8 Dimensional Tolerances 495.9 Profile of Welds 505.10 Corrections 515.11 Peening 525.12 Stress-Relief Heat Treatment 525.13 Cleaning of Welds 535.14 Arc Strikes 535.15 Heat Shaping 53
6. Qualification of Contractor 63
7. Welding Inspection 637.1 General 637.2 Inspection of Materials 637.3 Obligations of Contractor 637.4 Nondestructive Examination 64
8. Radiographic and Ultrasonic Examination of Welds 658.1 Radiographic Examination of Welds 658.1.1 General 658.1.2 Extent of Examination 658.1.3 Radiographic Procedure 658.1.4 Acceptability of Welds 688.1.5 Examination, Reporting, and Disposition of Radiographs 688.2 Ultrasonic Examination of Groove Welds 698.2.1 General 698.2.2 Extent of Examination 698.2.3 Personnel Qualification 698.2.4 Ultrasonic Equipment 708.2.5 Calibration Standards 718.2.6 Equipment Calibration 718.2.7 Calibration for Examination 718.2.8 Testing Procedure 728.2.9 Preparation and Disposition of Reports 738.2.10 Calibration of the Ultrasonic Unit with the IIW or Other Approved Calibration Blocks 748.2.11 Scanning Patterns for Ultrasonic Examination 75

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
August 2003 v
9. Strengthening and Repair of Existing Structures 979.1 General 979.2 Materials 979.3 Design 979.4 Workmanship 989.5 Fatigue Life Enhancement 989.5.1 Methods 989.5.2 Stress Range Increases 989.6 Quality 989.6.1 Visual Inspection 989.6.2 Nondestructive Testing 98
10. Details and Welding Procedure Requirements for Prequalified Joints 9910.1 General 9910.1.1 Prequalified Complete Joint Penetration Groove Welds 9910.1.2 Prequalified Partial Joint Penetration Groove Welds 9910.1.3 Requirements for Prequalification of Joints 9910.1.4 Joint and Weld Designations 10010.2 Shielded Metal Arc Welding (SMAW) 10110.2.1 Prequalified Complete Joint Penetration Groove Welds Made by Shielded Metal Arc Welding 10110.2.2 Prequalified Partial Joint Penetration Groove Welds Made by Shielded Metal Arc Welding 10110.2.3 Procedures for Shielded Metal Arc Welding 10110.3 Submerged Arc Welding (SAW) 10210.3.1 Prequalified Complete Joint Penetration Groove Welds Made by Submerged Arc Welding 10210.3.2 Prequalified Partial Joint Penetration Groove Welds Made by Submerged Arc Welding 10210.4 Flux-Cored Arc and Metal-Cored Arc Welding (FCAW, MCAW) 10310.4.1 Prequalified Complete Joint Penetration Groove Welds Made by Flux-Cored Arc and Metal-CoredArc Welding 10310.4.2 Prequalified Partial Joint Penetration Groove Welds Made by Flux-Cored Arc and Metal-Cored Arc Welding 10310.4.3 Procedures for Flux-Cored Arc and Metal-Cored Arc Welding with Single Electrodes 10310.5 Gas Metal Arc Welding — Spray Transfer (GMAW-SP) 10410.5.1 Prequalified Complete Joint Penetration Groove Welds Made by Gas Metal Arc Welding 10410.5.2 Prequalified Partial Joint Penetration Groove Welds Made by Gas Metal Arc Welding 10410.5.3 Procedures for Gas Metal Arc Welding with Single Electrodes 105
11. Statically Loaded Structures — Design and Construction 12911.1 Scope 12911.2 Base Metal 12911.3 Design Provisions 12911.3.1 Symbols 12911.3.2 Design Values 13011.3.3 Base Metal and Matching Electrode Classification 13011.3.4 Allowable Stress Design (ASD) Method 13011.3.5 Limit States Design (LSD) Method 13111.4 Structural Details 13111.4.1 General 13111.4.2 Combination of Welds 13111.4.3 Welds in Combination with Bolts 13111.4.4 Strength Under Temporary Loads 13111.4.5 Eccentricity of Connections 13211.4.6 Fillet Weld Details 13211.4.7 Lap Joints 132

W59-03 © Canadian Standards Association
vi August 2003
11.4.8 Transition of Thickness or Width 13211.4.9 Beams and Girders 13311.4.10 Splices in Compression Members 13311.4.11 Splices in Tension Members 13311.4.12 T- and Corner Joints 13311.4.13 Connection of Components of Built-Up Members 13411.5 Workmanship 13411.5.1 Termination of Groove Welds 13411.5.2 Groove Weld Backing 13411.5.3 Dimensional Tolerances 13411.5.4 Quality of Welds 135
12. Cyclically Loaded Structures — Design and Construction 14712.1 Scope 14712.2 Base Metal 14712.3 Design Provisions 14712.3.1 Symbols 14712.3.2 Design Values 14812.3.3 Base Metal and Matching Electrode Classification 14812.3.4 Allowable Stress Design (ASD) Method 14812.3.5 Limit States Design (LSD) Method 14912.3.6 Fatigue Stress Provisions 14912.4 Structural Details 15112.4.1 General 15112.4.2 Combination of Welds 15112.4.3 Welds in Combination with Bolts 15112.4.4 Strength Under Temporary Loads 15112.4.5 Eccentricity of Connections 15212.4.6 Fillet Weld Details 15212.4.7 Lap Joints 15212.4.8 Transition of Thickness or Widths 15212.4.9 Beams and Girders 15312.4.10 Splices in Compression Members 15312.4.11 Splices in Tension Members 15312.4.12 T- and Corner Joints 15312.4.13 Connections of Components of Built-Up Members 15312.4.14 Prohibited Types of Joints and Welds 15412.5 Workmanship 15512.5.1 Termination of Groove Welds 15512.5.2 Groove Weld Backing 15512.5.3 Dimensional Tolerances 15512.5.4 Quality of Welds 15612.5.5 Temporary Welds 157
AppendicesA — Typical Prequalified Partial Joint Penetration Groove Welded Joints with SMAW, FCAW, MCAW,and GMAW 178B — Plug and Slot Welds 180C — Prevention of Cracks 181D — Welding Symbols 183E — Welding Definitions 189F — Geometric Unsharpness and Suggested Report Forms for Examination of Welds 234G — Example of Weld Quality Requirements 237

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
August 2003 vii
H — Material Requirements for Studs and Stud Base Qualification Requirements 238I — Flatness of Girder Webs — Clause 11 246J — Flatness of Girder Webs — Clause 12 250K — Arc Spot Welds 256L — Hollow Structural Section (HSS) Connections 257M — Strength of Welds 262N — Gas Metal Arc Welding (GMAW) 265P — Guideline and Commentary on Alternative Methods for Determining Preheat 270Q — Lamellar Tearing 288R — The Fatigue Life of Structures and Postweld Methods of Fatigue Life Enhancement 293

W59-03 © Canadian Standards Association
viii August 2003
Technical Committee on Welding ofBridges, Buildings, and Machinery
R.E. Southward Southward Consultants Limited, ChairBurlington, Ontario
W.W. Baigent Retired, formerly with CANRON Construction, Vice-ChairToronto, Ontario
N.A. Paolini ProWeld Engineering, Vice-ChairEtobicoke, Ontario
C. Martin Canadian Welding Bureau, SecretaryMississauga, Ontario
G.F.W. Barrett Barrett Engineering Associates Ltd.,Carlisle, Ontario
P. Bedard Lincoln Electric Company of Canada Limited,Toronto, Ontario
R. Bent Bent Engineering,Grimsby, Ontario
N.K. Carrington Mandate Erectors & Welding Ltd., AssociateBig River, New Brunswick
T. Culliton Atlantic Quality & Technical Services Ltd.,Saint John, New Brunswick
G. Girard Servimet Inc.,Tracy, Québec
B.A. Graville Graville Associates Inc.,Georgetown, Ontario
J.E. Henderson Henderson Engineering Services,Milton, Ontario
W. Jaxa-Rozen Bombardier Transportation,Saint-Bruno, Québec
K. Kerluke KMK & Associates Inc.,Brampton, Ontario
J. Kerr Kerr Inspection,Orangeville, Ontario

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
August 2003 ix
H. Krentz Canadian Institute of Steel Construction, AssociateToronto, Ontario
A. McCartney The Gooderham Centre for Industrial Learning,Mississauga, Ontario
J.S. Mitchell Syncrude Canada Limited,Fort McMurray, Alberta
B.M. Patchett University of Alberta,Edmonton, Alberta
M.J. Pates Nu-Tech Precision Metals Incorporated,Arnprior, Ontario
J.R. Roy South River, Ontario
S. Scola CN Rail,Montréal, Québec
T. Verhey Walters Inc., AssociateHamilton, Ontario
J.H. Zirnhelt Canspec Group Inc.,Oakville, Ontario
T. Koza CSA, Project ManagerToronto, Ontario
In addition to the members of the CSA Committee, the following made a valuable contribution to thedevelopment of this Standard:
W. Hamilton Formerly with Alberta Transportation and Past ChairUtilities, Edmonton, Alberta
J. Barone Formerly with Canadian Welding Bureau, AssociateMississauga, Ontario
J.T. Biskup* Formerly with Canadian Welding Bureau, Past SecretaryMississauga, Ontario
K.G. Morrison* Formerly with Nu-Tech Precision MetalsIncorporated, Arnprior, Ontario
P.F. Negus Formerly with Babcock & Wilcox International, AssociateCambridge, Ontario
A. Tork* Formerly with Morrison, Hershfield Ltd.,Toronto, Ontario
*Deceased.

W59-03 © Canadian Standards Association
x August 2003
DEDICATIONThis edition of CSA Standard W59 is dedicated to the memory of
JOSEPH T. BISKUP, P. Eng., a gentleman whose integrity and life-long devotion to structural welding in the areas of research, education, and the development and administrationof welding standards, both nationally and internationally, combined with hisexceptional work on this Standard over 32 years, have, for many, made hisname synonymous with W59. Joe took an active part in preparing virtually all CSA welding standards. Hislong-time participation in the AWS D1 Committee culminated in the uniquesituation of his being chair of both the AWS D1 and CSA W59 Committeesfrom 1975 to 1981.

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
August 2003 xi
Preface
This is the eighth edition of CSA Standard W59, Welded Steel Construction (Metal Arc Welding). Itsupersedes the previous editions published in 1989, 1984, 1982, 1977, 1970, 1946, and 1940. Unlikethe 1989 edition, which was published separately in yard/pound (imperial) and SI (metric) versions, the2003 edition consolidates the units. SI (metric) units govern in this eighth edition. Comparableapproximate imperial units are provided in parentheses, where applicable, and are included only forinformation purposes. All text, tables, and figures in this edition have been completely reformattedelectronically. The following is a brief description of some of the most significant changes to the present W59Standard. The Scope of the Standard is covered in Clause 1. Changes to the Scope reflect the renaming of Clause 12 from Dynamically Loaded Structures to Cyclically Loaded Structures, to better reflect theemphasis of Clause 12 on the repetitive nature of structural loadings (fatigue) rather than the rate atwhich the loading is applied. Clause 1 acknowledges that provisions for metal-cored arc welding arenow included in the Standard. Clause 1 also more clearly defines the application of the Standard, whichis to base metals 3 mm and thicker. AWS D1.3 is recognized for welding thinner steels. Clause 1 alsoacknowledges the need for safety in welding, which is covered by other Standards. In Clause 2, consumables manufactured to deposit weld metal having a specified maximum limit ofdiffusible hydrogen have been redefined as low hydrogen, instead of being referred to as basic. Twoforms of engineering responsibility are also introduced: the Engineer responsible to the Contractor andthe Engineer acting on behalf of the Purchaser or regulatory authority. The qualification requirements for contractors performing work under this Standard have been movedto Clause 3 from Clause 6. Clause 3 also acknowledges that joints welded by either metal-cored arc orgas metal arc, in the spray transfer mode, can now be deemed as prequalified. Several steels have beenadded to the prequalified list. In Clause 4, Design of Welded Connections, complete joint penetration groove welds are nowdesignated as CJP and partial joint penetration groove welds as PJP. Fillet welds are now defined ashaving included angles between fusion faces of 60° to 135°. The section on flare welds has beencompletely rewritten and expanded significantly to cover flare bevel and flare V-groove welds in buttjoints, and flare bevel groove welds in T-Joints. The concept of a flare bevel fillet weld is introduced. Minor changes have been introduced into the Section on plug and slot welds. A new clause dealing withskewed joints has been added. Clause 5 has been reworded to reflect low hydrogen terminology and the inclusion of metal-cored arcwelding. The section on storing and conditioning of electrodes has been rewritten. Informationregarding beam copes and weld access holes is now included in the Standard along with specialrequirements for Group 4 and 5 shapes. The section on stud welding has been reworked. Clause 6 has been left open, as the content was moved to Clause 3. In Clause 7, CSA Standard W178.1, CSA Standard W178.2, and AWS QC1 are recognized. In Clause 8, the radiographic portion has been rewritten, and procedures now include the use of holetype IQIs and wire type IQIs. Clause 9, Strengthening and Repair of Existing Structures, has been completely rewritten. Moreemphasis has been placed on stress analysis, workmanship, and the need for a comprehensive work planincluding inspection and documentation. Methods of fatigue life enhancement have been recognized. In Clause 10, all the figures have been reviewed for consistency. A major inclusion is the prequalifiedjoint geometries for the metal-cored arc welding process and the gas metal arc welding process, whenusing spray transfer. In addition, prequalified geometries have been included for various flare welds. Also, three previously qualified SMAW partial joint geometries have been deleted, M1-1P, M2-1P andM4-1P. The effective throats of two other SMAW partial joint geometries have been reduced M1-2P and M1-3P.

W59-03 © Canadian Standards Association
xii August 2003
Clause 11, for statically loaded structures, has seen limited changes. The allowable stress method ofdesign has been retained for this edition, but with no meaningful changes from the prior edition. Changes have only been made to the limit states design method. The strength of fillet welds can nowbe increased, depending upon the direction of loading. Partial penetration joints loaded in tensionnormal to the axis of the weld are no longer assumed to be loaded in shear. The title of Clause 12 has been changed to Cyclically Loaded Structures — Design and Construction, tomore accurately reflect the emphasis in the clause on the effects of cyclic and repetitive loadings (fatigue)on structures, rather than the rate at which the load is applied. The previous step-function allowablerange of stress for various fatigue details has been replaced by a continuous equation. Fatigue isrecognized as being load-induced or distortion-induced. The use of Miner’s Rule is introduced forassessing cumulative damage from variable amplitude loading. Methods to enhance the fatigueresistance of welds are recognized. Additional fatigue detail categories have been added. As CSA W59 contains no commentary, various nonmandatory appendices have been included togenerate a better understanding of certain aspects of welded steel construction. The appendices of theprevious edition of W59 have generally been reviewed for clarity. Appendix H, which is a mandatory appendix dealing with the qualification of studs, has seen significantchanges. Appendix K has been modified to reflect only the results of research on arc spot welds. Appendix L has been completely rewritten to reflect the importance of hollow structural sections inwelded construction and the need for a better understanding of the design of their connections. The previous Appendix N on weld capacities, loaded in shear has been deleted and replaced with anappendix providing a better understanding of the modes of metal transfer in gas metal arc welding,especially in light of the prequalification of joints using the spray transfer mode. Appendix P has seen minor clarification changes regarding alternative preheat determination. Appendix R has been added to provide a better understanding of the new equations dealing with thefatigue assessment of structures and the methods of fatigue life enhancement. This Standard was prepared by the Technical Committee on Welding of Bridges, Buildings, andMachinery, under the jurisdiction of the Strategic Steering Committee on Welding and Structural Metals,and has been formally approved by the Technical Committee.
August 2003
Notes:(1) Use of the singular does not exclude the plural (and vice versa) when the sense allows.(2) Although the intended primary application of this Standard is stated in its Scope, it is important to note that itremains the responsibility of the users of the Standard to judge its suitability for their particular purpose.(3) This publication was developed by consensus, which is defined by CSA Policy governing standardization — Code ofgood practice for standardization as “substantial agreement. Consensus implies much more than a simple majority, butnot necessarily unanimity”. It is consistent with this definition that a member may be included in the Technical Committeelist and yet not be in full agreement with all clauses of this publication.(4) CSA Standards are subject to periodic review, and suggestions for their improvement will be referred to the appropriatecommittee.(5) All enquiries regarding this Standard, including requests for interpretation, should be addressed to CanadianStandards Association, 5060 Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W 5N6. Requests for interpretation should(a) define the problem, making reference to the specific clause, and, where appropriate, include an illustrative sketch;(b) provide an explanation of circumstances surrounding the actual field condition; and(c) be phrased where possible to permit a specific “yes” or “no” answer. Committee interpretations are processed in accordance with the CSA Directives and guidelines governingstandardization and are published in CSA’s periodical Info Update, which is available on the CSA Web site at www.csa.ca.

© Canadian Standards Association Welded Steel Construction (Metal Arc Welding)
August 2003 1
W59-03Welded Steel Construction (Metal Arc Welding)
1. Scope
1.1This Standard covers welding requirements for carbon and low-alloy welded steel construction, with theexception of those types listed in Clause 1.2. Requirements that are essentially common to all such structures are covered in Clauses 1 to 10, whileprovisions applying specifically to statically loaded structures and to cyclically loaded structures areincluded in Clauses 11 and 12, respectively.
1.2This Standard is not intended to apply to pressure vessels or to structures governed by special codes suchas those of Lloyds, the American Petroleum Institute, the American Society of Mechanical Engineers, orthe American Water Works Association. This Standard does not cover welding of stainless steel.Note: When welding stainless steel, other standards such as AWS D1.6 could be referenced.
1.3This Standard includes provisions for shielded metal arc welding (SMAW), submerged arc welding (SAW),gas metal arc welding (GMAW), flux-cored arc welding (FCAW), metal-cored arc welding (MCAW),electroslag welding (ESW), electrogas welding (EGW), and stud welding (SW) processes.
1.4The provisions of this Standard are not intended for use with steels having a specified minimum yieldstrength over 700 MPa (100 000 psi).
1.5This Standard applies to the welding of base metals 3 mm (1/8 in) and thicker. In cases where basemetals less than 3 mm (1/8 in) thick are to be welded to base metals 3 mm (1/8 in) and thicker, therequirements of AWS D1.3 and this Standard apply. In the case of any conflict between AWS D1.3 andthis Standard, the requirements of this Standard govern.Note: In cases where base metals less than 3 mm (1/8 in) thick are to be welded to base metals less than 3 mm (1/8 in),the requirements of AWS D1.3 may be appropriate.
1.6 The values given in SI (metric) units are the standard. The values given in parentheses are for informationonly.
1.7This Standard does not purport to address safety problems associated with welding and weldingpractices.Note: CSA Standard W117.2 addresses safety in welding, cutting, and allied processes, and should be followed inaddition to any applicable workplace health and safety legislation in effect. It is the responsibility of the user of thisStandard to establish appropriate safety and health practices and to determine the applicability of regulatory limitationsprior to use.


![Journal of American Science 0203arc welding, atomic hydrogen welding, shielded metal arc welding, plasma arc welding, electroslag welding, etc. Arc welding has been described [3] to](https://static.fdocuments.net/doc/165x107/5ec0a6e76045b75960496969/journal-of-american-science-arc-welding-atomic-hydrogen-welding-shielded-metal.jpg)


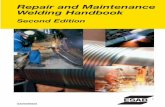


![Author's personal copy · property of the welded DP steel joined by other welding processes, such as resistance spot welding (RSW)[9 11] , laser spot welding [12], gas metal arc welding](https://static.fdocuments.net/doc/165x107/5fa6597082211513335d4bb0/authors-personal-copy-property-of-the-welded-dp-steel-joined-by-other-welding-processes.jpg)









