![CARB Document: ......CERT STD SFTP @ 4000 miles SFTP @ * miles CO [g/mi] com osite CERT STD CO sc03 CERT 0.09 STD 0.14 CERT 1.7 STD 8.0 CERT 0.04 STD 0.20 CERT 2.4 STD 2.7 CERT STD](https://static.fdocuments.net/doc/165x107/601fc6dcad09a45b411bb1e3/carb-document-cert-std-sftp-4000-miles-sftp-miles-co-gmi-com-osite.jpg)
Weldability and Weld Metal Capabilities of a New...
8
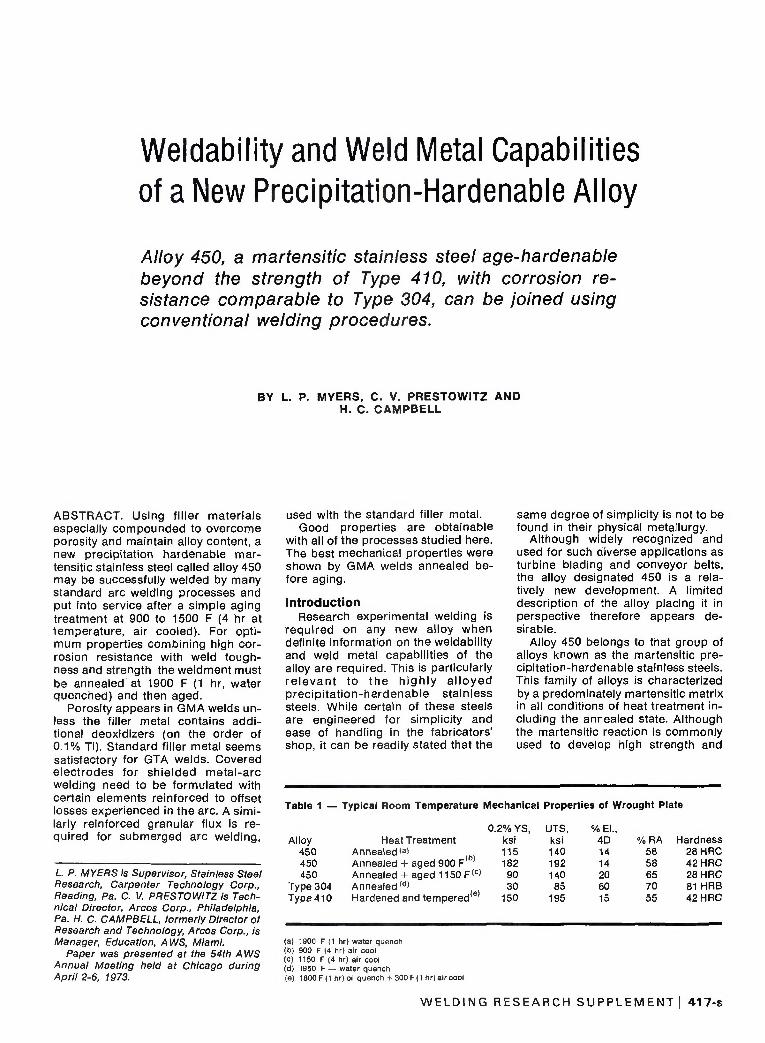
Weldability and Weld Metal Capabilities of a New Precipitation-Hardenable Alloy Alloy 450, a martensitic stainless steel age-hardenable beyond the strength of Type 410, with corrosion re- sistance comparable to Type 304, can be joined using conventional welding procedures. BY L. P. MYERS, C. V. PRESTOWITZ AND H. C. CAMPBELL ABSTRACT. Using filler materials especially compounded to overcome porosity and maintain alloy content, a new precipitation hardenable mar- tensitic stainless steel called alloy 450 may be successfully welded by many standard arc welding processes and put into service after a simple aging treatment at 900 to 1500 F (4 hr at temperature, air cooled). For opti- mum properties combining high cor- rosion resistance with weld tough- ness and strength the weldment must be annealed at 1900 F (1 hr, water quenched) and then aged. Porosity appears in GMA welds un- less the filler metal contains addi- tional deoxidizers (on the order of 0.1% Ti). Standard filler metal seems satisfactory for GTA welds. Covered electrodes for shielded metal-arc welding need to be formulated with certain elements reinforced to offset losses experienced in the arc. A simi- larly reinforced granular flux is re- quired for submerged arc welding, L. P. MYERS is Supervisor, Stainless Steel Research, Carpenter Technology Corp., Reading, Pa. C. V. PRESTOWITZ is Tech- nical Director, Arcos Corp., Philadelphia, Pa. H. C. CAMPBELL, formerly Director of Research and Technology, Arcos Corp., is Manager, Education, AWS, Miami. Paper was presented at the 54th AWS Annual Meeting held at Chicago during April 2-6, 1973. used with the standard filler metal. Good properties are obtainable with all of the processes studied here. The best mechanical properties were shown by GMA welds annealed be- fore aging. Introduction Research experimental welding is required on any new alloy when definite information on the weldability and weld metal capabilities of the alloy are required. This is particularly relevant to the highly alloyed precipitation-harden able stainless steels. While certain of these steels are engineered for simplicity and ease of handling in the fabricators' shop, it can be readily stated that the same degree of simplicity is not to be found in their physical metallurgy. Although widely recognized and used for such diverse applications as turbine blading and conveyor belts, the alloy designated 450 is a rela- tively new development. A limited description of the alloy placing it in perspective therefore appears de- sirable. Alloy 450 belongs to that group of alloys known as the martensitic pre- cipitation-hardenable stainless steels. This family of alloys is characterized by a predominately martensitic matrix in all conditions of heat treatment in- cluding the annealed state. Although the martensitic reaction is commonly used to develop high strength and Table 1 - Alloy 450 450 450 Type 304 Type 410 (a) 1900 F (1 • Typical Room Temperature Mechanical Properties of Wrought Plate Heat Treatment Annealed < a > Annealed + aged 900 F ' Annealed + aged 1150 F (c) Annealed (d) Hardened and tempered' 6 ' hr) water quench (b) 900 F (4 hr) air cool (c) 1150 F (4 (d) 1950 F - (e) 1800 F(1 I hr) air cool water quench nr) oil quench + 300 F (1 hr) air cool 0.2% YS, ksi 115 182 90 30 150 UTS, ksi 140 192 140 85 195 % El., 4D 14 14 20 60 15 % RA Hardness 58 28 HRC 58 42 HRC 65 28 HRC 70 81 HRB 55 42 HRC WELDING RESEARCH SUPPLEMENT! 417-s
Transcript of Weldability and Weld Metal Capabilities of a New...
Weldability and Weld Metal Capabilities of a New Precipitation-Hardenable Alloy
Alloy 450, a martensitic stainless steel age-hardenable beyond the strength of Type 410, with corrosion resistance comparable to Type 304, can be joined using conventional welding procedures.
BY L. P. MYERS, C. V. PRESTOWITZ AND H. C. CAMPBELL
ABSTRACT. Using f i l ler mater ials especially compounded to overcome porosity and maintain alloy content, a new precipitation hardenable martensitic stainless steel called alloy 450 may be successfully welded by many standard arc welding processes and put into service after a simple aging treatment at 900 to 1500 F (4 hr at temperature, air cooled). For opt i mum properties combining high corrosion resistance with weld toughness and strength the weldment must be annealed at 1900 F (1 hr, water quenched) and then aged.
Porosity appears in GMA welds unless the filler metal contains additional deoxidizers (on the order of 0 . 1 % Ti). Standard filler metal seems satisfactory for GTA welds. Covered e lectrodes for shie lded metal -arc welding need to be formulated with certain elements reinforced to offset losses experienced in the arc. A s imilarly reinforced granular flux is required for submerged arc welding,
L. P. MYERS is Supervisor, Stainless Steel Research, Carpenter Technology Corp., Reading, Pa. C. V. PRESTOWITZ is Technical Director, Arcos Corp., Philadelphia, Pa. H. C. CAMPBELL, formerly Director of Research and Technology, Arcos Corp., is Manager, Education, AWS, Miami.
Paper was presented at the 54th AWS Annual Meeting held at Chicago during April 2-6, 1973.
used with the standard filler metal. Good properties are obtainable
with all of the processes studied here. The best mechanical properties were shown by GMA welds annealed before aging.
Introduction Research experimental welding is
requi red on any new al loy when definite information on the weldability and weld metal capabilit ies of the alloy are required. This is particularly r e l e v a n t to the h i g h l y a l l o y e d prec ip i ta t ion-harden able stainless steels. While certain of these steels are engineered for simplicity and ease of handling in the fabricators' shop, it can be readily stated that the
same degree of simplicity is not to be found in their physical metallurgy.
Although widely recognized and used for such diverse applications as turbine blading and conveyor belts, the alloy designated 450 is a relatively new development. A limited description of the alloy placing it in perspective therefore appears desirable.
Alloy 450 belongs to that group of alloys known as the martensitic pre-cipitation-hardenable stainless steels. This family of alloys is characterized by a predominately martensitic matrix in all conditions of heat treatment including the annealed state. Although the martensitic reaction is commonly used to develop high strength and
Table 1 -
Alloy 450 450 450
Type 304 Type 410
(a) 1900 F (1
• Typical Room Temperature Mechanical Properties of Wrought Plate
Heat Treatment Annealed <a> Annealed + aged 900 F ' Annealed + aged 1150 F ( c )
Annealed ( d )
Hardened and tempered ' 6 '
hr) water quench (b) 900 F (4 hr) air cool (c) 1150 F (4 (d) 1950 F -(e) 1800 F(1 I
hr) air cool water quench
nr) oil quench + 300 F (1 hr) air cool
0.2% YS, ksi 115 182 90 30
150
UTS, ksi 140 192 140 85
195
% El., 4D 14 14 20 60 15
% RA Hardness 58 28 HRC 58 42 HRC 65 28 HRC 70 81 HRB 55 42 HRC
W E L D I N G R E S E A R C H S U P P L E M E N T ! 4 1 7 - s
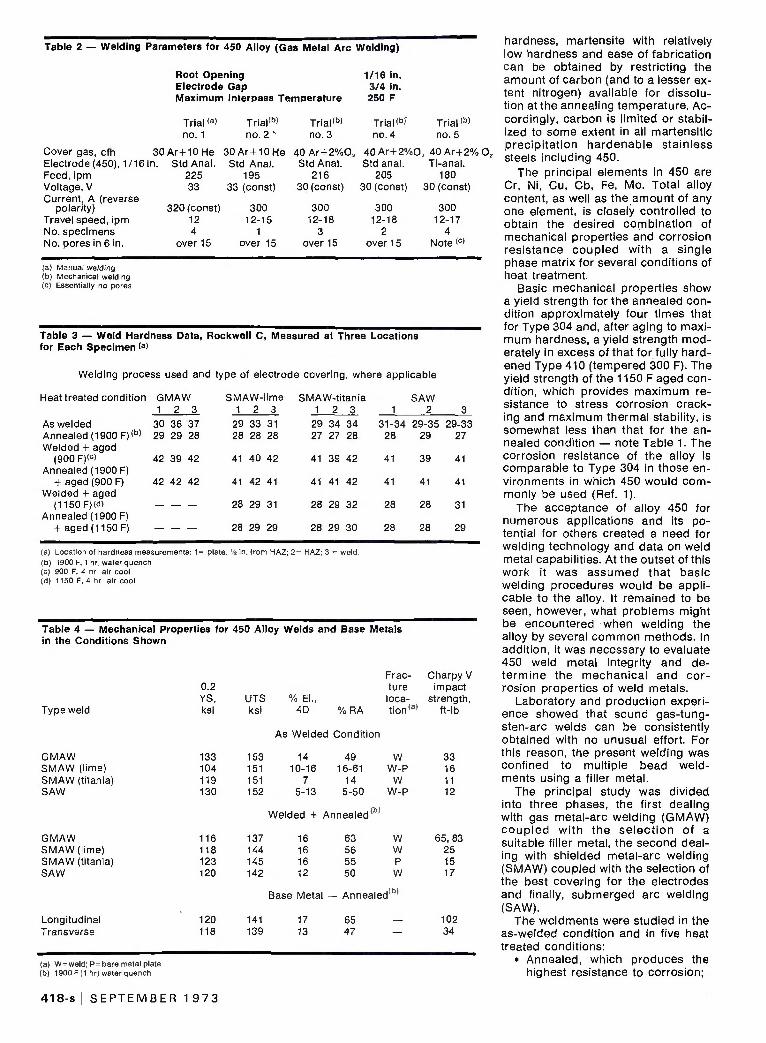
Table 2 — Welding
Cover gas, cfh
Parameters for 450 Alloy (Gi
Root Opening Electrode Gap
as Metal Arc Welding)
Maximum Interpass Temperature
Trial <a> Trial(b> no. 1 no. 2 *
30Ar + 10He 30Ar + 10He Electrode (450), 1/16 in. Std Anal. Std Anal. Feed, ipm Voltage, V Current, A (reverse
polarity) Travel speed, ipm No. specimens No. pores in 6 in.
(a) Manual welding (b) Mechanical welding (c) Essentially no pores
225 195 33 33 (const)
320 (const) 300 12 12-15 4 1
over 15 over 15
Trial<b> no. 3
40 A r + 2 % 0 2
Std Anal. 216
30 (const)
300 12-18
3 over 15
1/16 in. 3/4 in. 250 F
Trial <b>' no. 4
4 0 A r + 2 % O Std anal.
205 30 (const)
300 12-18
2 over 15
Trial (b> no. 5
, 4 0 A r + 2 % O Ti-anal.
180 30 (const)
300 12-17
4 Note <c>
Table 3 — Weld Hardness Data, Rockwell C, Measured at Three Locations for Each Specimen <a)
Welding process used and type of electrode covering, where applicable
Heat treated condit ion
As welded Annealed (1900 F) ( b )
Welded + aged (900 F)lc>
Annealed (1900 F) + aged (900 F)
Welded + aged (1150 F)(d)
Annealed (1900 F) + aged (1150 F)
GMAW 1 2 3
30 36 37 29 29 28
42 39 42
42 42 42
_ _ _
— — —
SMAW-l ime 1 2 3
29 33 31 28 28 28
41 40 42
41 42 41
28 29 31
28 29 29
SMAW-titania 1 2 3
29 34 34 27 27 28
41 39 42
41 41 42
28 29 32
28 29 30
1
31-34 28
41
41
28
28
SAW 2
29-35 29
39
41
28
28
3
29-33 27
41
41
31
29
fa) Location of hardness measurements: 1 = plate. '2 in. from HAZ: 2= HAZ: 3 = weld. (b) 1900 F, 1 hr. water quench (c) 900 F, 4 hr air cool (d) 1150 F. 4 hr air cool
Table 4 — Mechanical Properties for 450 Alloy Welds and Base Metals in the Conditions Shown
Type weld
GMAW SMAW (lime) SMAW(titania) SAW
GMAW SMAW (lime) SMAW(titania) SAW
Longitudinal Transverse
0.2 YS, ksi
UTS ksi
% El., 4D % R A
Fracture loca-t ion , a )
Charpy V impact
strength, ft-lb
As Welded Condition
133 104 119 130
116 118 123 120
153 151 151 152
137 144 145 142
14 10-16
7 5-13
Welded +
16 16 16 12
49 16-61
14 5-50
A . . (b)
Annealed
63 56 55 50
W W-P
w W-P
w w p
w
33 16 11 12
65,83 25 15 17
Base Metal — Annealed Ci
120 118
141 139
17 13
65 47
102 34
(a) W^weld: P= bare metal plate. (b) 1900 F (1 hr) water quench
hardness, martensite with relatively low hardness and ease of fabrication can be obtained by restricting the amount of carbon (and to a lesser extent nitrogen) available for dissolution at the annealing temperature. Accordingly, carbon is l imited or stabilized to some extent in all martensitic precip i tat ion hardenable stainless steels including 450.
The principal elements in 450 are Cr, Ni, Cu, Cb, Fe, Mo. Total alloy content, as well as the amount of any one element, is closely controlled to obtain the desired combination of mechanical properties and corrosion resistance coup led with a single phase matrix for several conditions of heat treatment.
Basic mechanical properties show a yield strength for the annealed condition approximately four t imes that for Type 304 and, after aging to maximum hardness, a yield strength moderately in excess of that for fully hardened Type 410 (tempered 300 F). The yield strength of the 1150 F aged condition, which provides maximum resistance to stress corrosion cracking and maximum thermal stability, is somewhat less than that for the annealed condit ion — note Table 1. The corrosion resistance of the alloy is comparable to Type 304 in those environments in which 450 would commonly be used (Ref. 1).
The acceptance of alloy 450 for numerous applications and its potential for others created a need for welding technology and data on weld metal capabilit ies. At the outset of this work it was assumed that basic welding procedures would be appl icable to the alloy. It remained to be seen, however, what problems might be encountered when welding the alloy by several common methods. In addit ion, it was necessary to evaluate 450 weld metal integrity and determine the mechanical and corrosion properties of weld metals.
Laboratory and production experience showed that sound gas-tungsten-arc welds can be consistently obtained with no unusual effort. For this reason, the present welding was confined to multiple bead weldments using a filler metal.
The principal study was divided into three phases, the first dealing with gas metal-arc welding (GMAW) c o u p l e d wi th the se lec t ion of a suitable filler metal, the second dealing with shielded metal-arc welding (SMAW) coupled with the selection of the best covering for the electrodes and finally, submerged arc welding (SAW).
The weldments were studied in the as-welded condit ion and in five heat treated conditions:
• Annealed, which produces the highest resistance to corrosion;
418 -s | S E P T E M B E R 1 9 7 3
• Aged (at two temperatures) d i rectly after welding, which develops quite satisfactory hardness with min imum effort;
• A n n e a l e d a n d A g e d ( t w o temperatures), which produces the most un i form mechanical properties.
The two aging temperatures were : (1) 900 F, which hardens the alloy to the maximum strength level, with yield strength exceeding 170 ksi; (2) 1150 F, which provides the maximum resistance to stress corrosion cracking and the maximum thermal stability.
Welding Procedure
Plate % in. thick by 4 in. wide and the electrode used in this study were processed from product ion size air heats melted in a fifteen ton capacity electric arc furnace. The plate was annealed 1 hr at 1900 F, water quenched, and ground on both sides to remove the scale from hot working and heat treating. Plate was processed from two heats which had no significant difference in composit ion except in manganese content. This difference was considered inconsequential.
For the studies on GMA welding, 1/16 in. diam bare electrode was initially processed from the standard analysis 450 wi thout any special handling except for the routine care given bright drawn wire.
A pair of 12 in. long by 4 in. wide by % in. thick plates of annealed 450 beveled 30 deg from the vertical with no land were butted together with 1/16 in. copper backing under the joint. During all welding the plates were held in a rigid f ixture. The resulting Vee groove was filled with the standard analysis electrode by mult i ple pass GMA welding. Eight to ten beads were required to fill the groove. The base of the groove was then r e m o v e d by hand g r i n d i n g and r e p l a c e d w i t h a s i n g l e b e a d . Parameters for this weld ing are shown as trial #1 in Table 2. In this and other GMA welding, power input and the rate of filler metal feed were selected to p roduce spray metal transfer across the arc. Some droplet transfer was indicated, however, by arc noise and spatter.
Following removal of weld metal overfil l, radiographs of the welds were obtained at 2% sensitivity as desc r i bed by A S T M Std E142-68. Porosity in excess of that allowed by MIL Std 775-A Ships was observed. This standard was used as a basis for acceptance because of its critical l imitations which are listed below for Vt in. to 1 in. thick plate:
(a) No more than 15 randomly dispersed pores of all sizes up to 1/16 in. diam per 6 in. length of weld with no
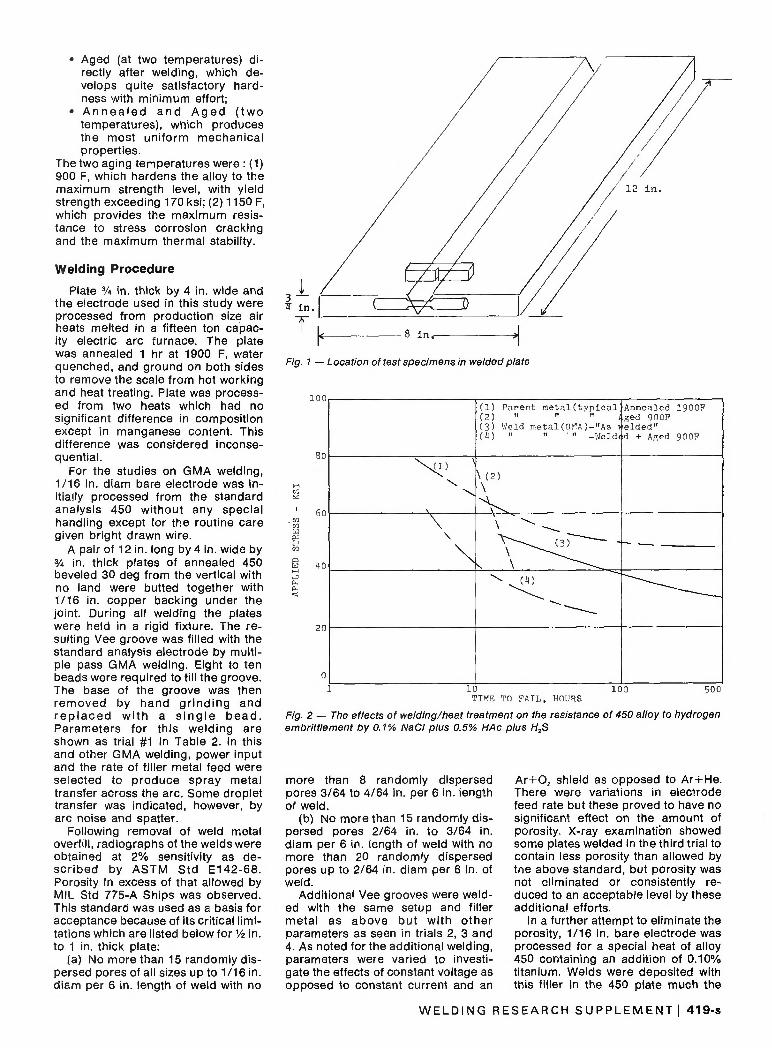
Fig. 1 — Location of test specimens in welded plate
100
100 TIME TO FAIL, HOURS
500
Fig. 2 — The effects of welding/heat treatment on the resistance of 450 alloy to hydrogen embrittlement by 0.1% NaCI plus 0.5% HAc plus H2S
more than 8 randomly dispersed pores 3/64 to 4/64 in. per 6 in. length of weld.
(b) No more than 15 randomly dispersed pores 2/64 in. to 3/64 in. diam per 6 in. length of weld with no more than 20 randomly dispersed pores up to 2/64 in. diam per 6 in. of weld.
Addit ional Vee grooves were welded with the same setup and filler meta l as above but w i th o ther parameters as seen in trials 2, 3 and 4. As noted for the additional welding, parameters were varied to investigate the effects of constant voltage as opposed to constant current and an
A r + 0 2 shield as opposed to Ar + He. There were variations in electrode feed rate but these proved to have no significant effect on the amount of porosity. X-ray examination showed some plates welded in the third trial to contain less porosity than allowed by the above standard, but porosity was not eliminated or consistently reduced to an acceptable level by these additional efforts.
In a further attempt to eliminate the porosity, 1/16 in. bare electrode was processed for a special heat of alloy 450 containing an addit ion of 0.10% titanium. Welds were deposited with this filler in the 450 plate much the
W E L D I N G R E S E A R C H S U P P L E M E N T ! 419 -s
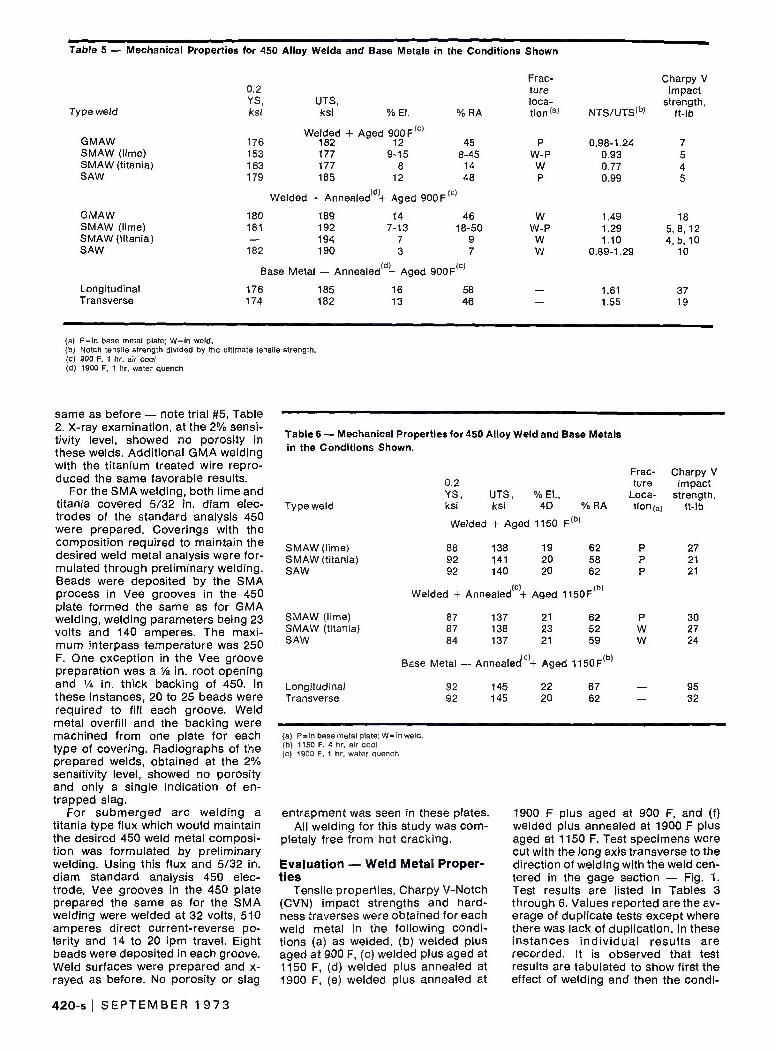
Table 5 — Mechanical Properties for 450 Alloy Welds and Base Metals in the Conditions Shown
Type weld
GMAW SMAW (lime) SMAW(titania) SAW
GMAW SMAW (lime) SMAW(titania) SAW
Longitudinal Transverse
0.2 YS, UTS, ksi ksi % El.
Welded + Aged 900F ( C )
176 182 12 153 177 9-15 163 177 8 179 185 12
Welded + AnnealedWV Aged 900 F
180 189 14 181 192 7-13 — 194 7 182 190 3
Base Metal — Annealed + Aged
176 185 16 174 182 13
% R A
45 8-45
14 48
(e)
46 18-50
9 7
900F ,C )
58 46
Fracture locat ion ( a )
P W-P
W p
w W-P
W w
—
NTS/UTS ( b )
0.98-1.24 0.93 0.77 0.99
1.49 1.29 1.10
0.89-1.29
1.61 1.55
Charpy V impact
strength, ft-lb
7 5 4 5
18 5,8, 12 4 ,5 , 10
10
37 19
(a) P = in base metal plate; W=in weld. (b) Notch tensile strength divided by the ultimate tensile strength. (c) 900 F, 1 hr, air cool (d) 1900 F. 1 hr. water quench
same as before — note trial #5, Table 2. X-ray examination, at the 2% sensitivity level, showed no porosity in these welds. Addit ional GMA welding with the t i tanium treated wire reproduced the same favorable results.
For the SMA welding, both lime and titania covered 5/32 in. diam electrodes of the standard analysis 450 were prepared. Coverings with the composit ion required to maintain the desired weld metal analysis were formulated through preliminary welding. Beads were deposited by the SMA process in Vee grooves in the 450 plate formed the same as for GMA welding, welding parameters being 23 volts and 140 amperes. The maximum interpass temperature was 250 F. One exception in the Vee groove preparation was a Vs in. root opening and V* in. thick backing of 450. In these instances, 20 to 25 beads were required to fill each groove. Weld metal overfill and the backing were machined from one plate for each type of covering. Radiographs of the prepared welds, obtained at the 2% sensitivity level, showed no porosity and only a single indication of entrapped slag.
For submerged arc weld ing a titania type flux which would maintain the desired 450 weld metal composit ion was formulated by preliminary welding. Using this flux and 5/32 in. diam standard analysis 450 electrode, Vee grooves in the 450 plate prepared the same as for the SMA welding were welded at 32 volts, 510 amperes direct current-reverse polarity and 14 to 20 ipm travel. Eight beads were deposited in each groove. Weld surfaces were prepared and x-rayed as before. No porosity or slag
Table 6 — Mechanical Properties for 450 Alloy Weld and Base Metals in the Conditions Shown.
Type weld
SMAW (lime) SMAW (titania) SAW
SMAW (lime) SMAW (titania) SAW
Longitudinal Transverse
0.2 YS, ksi
Welded
88 92 92
UTS, ksi
+ Aged
138 141 140
% El., 4D
1150
19 20 20
F (b )
% R A
62 58 62
Fracture
Location (a)
P P P
Charpy V impact
strength, ft-lb
27 21 21
(e) (b) Welded + Annealed + Aged 1150F
87 87 84
137 138 137
21 23 21
62 52 59
P W W
30 27 24
Base Metal — Annealed(c)+ Aged 1150F(bl
92 92
145 145
22 20
67 62
95 32
(a) P=in base metal plate; W=in weld. (b) 1150 F, 4 hr, air cool (c) 1900 F, 1 hr. water quench
entrapment was seen in these plates. All welding for this study was com
pletely free f rom hot cracking.
Evaluation — Weld Metal Properties
Tensile properties, Charpy V-Notch (CVN) impact strengths and hardness traverses were obtained for each weld metal in the following conditions (a) as welded, (b) welded plus aged at 900 F, (c) welded plus aged at 1150 F, (d) welded plus annealed at 1900 F, (e) welded plus annealed at
1900 F plus aged at 900 F, and (f) welded plus annealed at 1900 F plus aged at 1150 F. Test specimens were cut with the long axis transverse to the direction of welding with the weld centered in the gage section — Fig. 1. Test results are listed in Tables 3 through 6. Values reported are the average of duplicate tests except where there was lack of dupl icat ion. In these ins tances i nd i v idua l resu l ts are recorded. It is observed that test results are tabulated to show first the effect of welding and then the condi-
420 -s | S E P T E M B E R 1 9 7 3
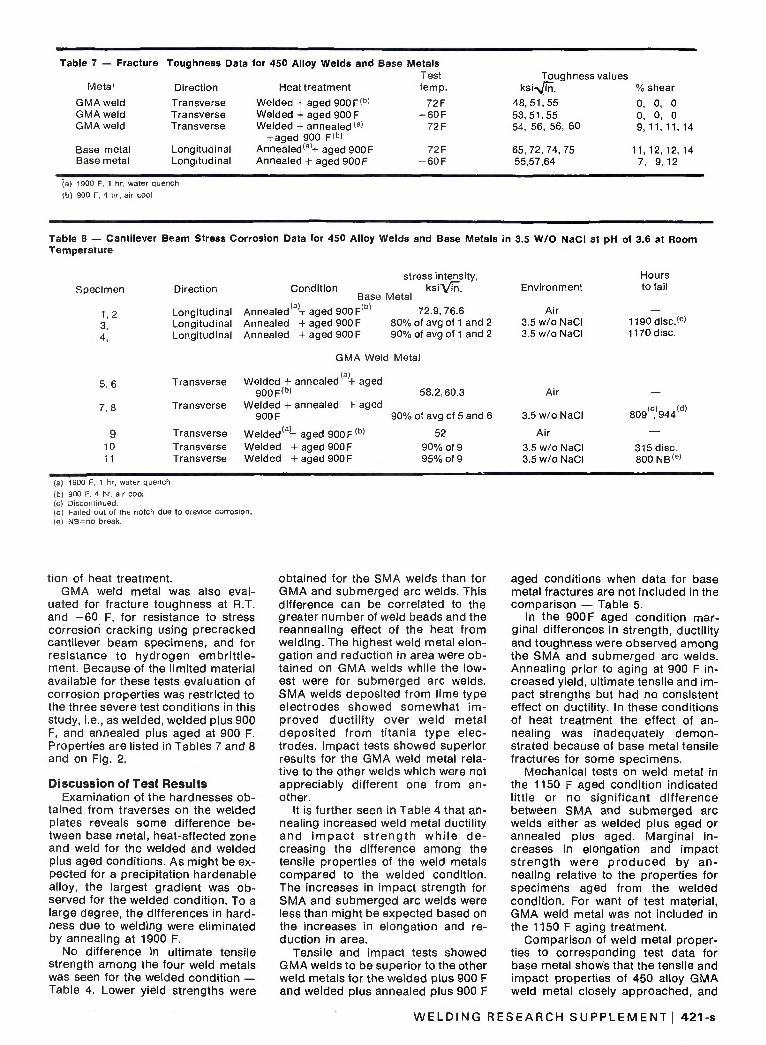
Table 7 — Fracture
Metal
GMA weld GMA weld GMA weld
Base metal Base metal
Toughness Data for 450 Alloy Welds and Base Metals
Direction
Transverse Transverse Transverse
Longitudinal Longitudinal
Heat treatment
Welded + aged 900F ' b )
Welded + aged 900 F Welded + annealed ( a )
+ aged 900 F<b> Annealed | a ,+ aged 900 F Annealed + aged 900F
lest temp.
72 F - 6 0 F
72 F
72 F - 6 0 F
Toughness values ksi-^Tn.
48,51,55 53,51,55 54, 56, 56, 60
65, 72, 74, 75 55,57,64
% shear
0, 0, 0 0, 0, 0 9, 11 ,11 , 14
11, 12, 12, 14 7, 9,12
(a) 1900 F, 1 hr. water quench (b) 900 F. 4 hr, air cool
Table 8 — Cantilever Beam Stress Corrosion Data for 450 Alloy Welds and Base Metals in 3.5 W/O NaCI at pH of 3.6 at Room Temperature
specimen
1,2 3, 4,
stress intensity, Direction Condition ksiYin".
Base Metal Longitudinal Annealed<a,+ aged 900 F(b) 72.9,76.6 Longitudinal Annealed + aged 900 F 80% of avg of 1 and 2 Longitudinal Annealed + aged 900 F 90% of avg of 1 and 2
GMA Weld Metal
Environment
Air 3.5 w /o NaCI 3.5 w/o NaCI
Hours to fail
1190disc. 'c ' 1170disc.
5, 6
7,8
9 10 11
Transverse
Transverse
Transverse Transverse Transverse
Welded + annealed + 900F ( b )
Welded + annealed + 900 F
Welded ( a ,+ Welded + Welded +
aged 900 F* aged 900 F aged 900 F
aged
aged
b)
58.2.60.3
90% of avg of 5 and 6
52
90% of 9 95% of 9
Air
3.5 w/o NaCI
Air
3.5 w/o NaCI 3.5 w /o NaCI
— (d) (d)
8091 /944
— 315 disc. 800NB , e )
(a) 1900 F. 1 hr, water quench (b) 900 F, 4 hr, air cool (c) Discontinued. (d) Failed out of the notch due to crevice corrosion, {e) NB-no break.
tion of heat treatment. GMA weld metal was also eval
uated for fracture toughness at R.T. and - 6 0 F, for resistance to stress corrosion cracking using precracked cantilever beam specimens, and for resistance to hydrogen embr i t t le -ment. Because of the limited material available for these tests evaluation of corrosion properties was restricted to the three severe test condit ions in this study, i.e., as welded, welded plus 900 F, and annealed plus aged at 900 F. Properties are listed in Tables 7 and 8 and on Fig. 2.
Discussion of Test Results Examination of the hardnesses ob
tained from traverses on the welded plates reveals some difference between base metal, heat-affected zone and weld for the welded and welded plus aged conditions. As might be expected for a precipitation hardenable alloy, the largest gradient was observed for the welded condit ion. To a large degree, the differences in hardness due to welding were eliminated by annealing at 1900 F.
No difference in ultimate tensile strength among the four weld metals was seen for the welded condit ion — Table 4. Lower yield strengths were
obtained for the SMA welds than for GMA and submerged arc welds. This difference can be correlated to the greater number of weld beads and the reannealing effect of the heat f rom welding. The highest weld metal elongation and reduction in area were obtained on GMA welds while the lowest were for submerged arc welds. SMA welds deposited f rom lime type electrodes showed somewhat improved duct i l i ty over weld metal deposi ted f rom t i tania type electrodes. Impact tests showed superior results for the GMA weld metal relative to the other welds which were not appreciably different one from another.
It is further seen in Table 4 that annealing increased weld metal ductility and i m p a c t s t r e n g t h w h i l e d e creasing the difference among the tensile properties of the weld metals compared to the welded condit ion. The increases in impact strength for SMA and submerged arc welds were less than might be expected based on the increases in elongation and reduction in area.
Tensile and impact tests showed GMA welds to be superior to the other weld metals for the welded plus 900 F and welded plus annealed plus 900 F
aged conditions when data for base metal fractures are not included in the comparison — Table 5.
In the 900 F aged condit ion marginal differences in strength, ductility and toughness were observed among the SMA and submerged arc welds. Annealing prior to aging at 900 F increased yield, ultimate tensile and impact strengths but had no consistent effect on ductility. In these conditions of heat treatment the effect of annealing was inadequately demonstrated because of base metal tensile fractures for some specimens.
Mechanical tests on weld metal in the 1150 F aged condit ion indicated little or no signi f icant d i f ference between SMA and submerged arc welds either as welded plus aged or annealed plus aged. Marginal increases in elongation and impact s t reng th were p r o d u c e d by an nealing relative to the properties for specimens aged from the welded condition. For want of test material, GMA weld metal was not included in the 1150 F aging treatment.
Comparison of weld metal properties to corresponding test data for base metal shows that the tensile and impact properties of 450 alloy GMA weld metal closely approached, and
W E L D I N G R E S E A R C H S U P P L E M E N T ! 421 -s
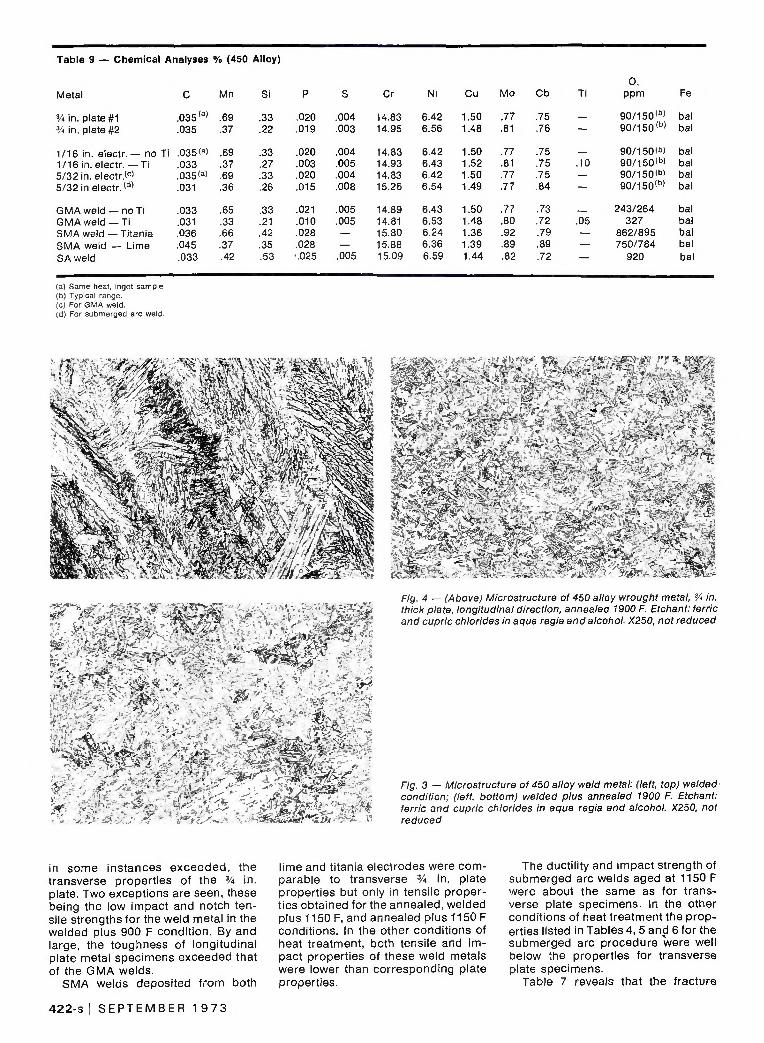
Table 9 — Chemical Analyses % (450 Alloy)
Metal
% in. plate #1 % in. plate #2
1/16 in. electr.— no Ti 1/16 in. electr. — Ti 5/32 in. electr.(°> 5/32 in electr. ( d )
GMA weld — no Ti GMA weld — T i SMA weld — Titania SMA weld — Lime SA weld
C
.035 <a»
.035
.035 <a>
.033
.035<a>
.031
.033
.031
.036
.045 .033
Mn
.69
.37
.69
.37
.69
.36
.65
.33
.66
.37 .42
Si
.33
.22
.33
.27
.33
.26
.33
.21
.42
.35 .53
P
.020
.019
.020
.003
.020
.015
.021
.010
.028
.028 .025
S
.004
.003
.004
.005
.004
.008
.005
.005
— —
.005
Cr
14.83 14.95
14.83 14.93 14.83 15.26
14.89 14.81 15.80 15.88 15.09
Ni
6.42 6.56
6.42 6.43 6.42 6.54
6.43 6.53 6.24 6,36 6.59
Cu
1.50 1.48
1.50 1.52 1.50 1.49
1.50 1.48 1.36 1.39 1.44
Mo
.77
.81
.77
.81
.77
.77
.77
.80
.92
.89
.82
Cb
.75
.76
.75
.75
.75
.84
.73
.72 .79 .89 .72
Ti
—
.10
— — , ,05
— — —
0 , ppm
90/150 ( b )
90/150 ( b )
90/150<b> 90/150<b> 90/150 <b> 90/150(b>
243/264 327
862/895 750/784
920
Fe
bal bal
bal bal bal bal
bal bal bal bal bal
(a) Same heat, ingot sample (b) Typical range. (c) For GMA weld. fd) For submerged arc weld.
* r -
& HNjIP
^ W ^ v ^ " f , %^A-A • •&£&*••<
,,=*?
A
IP Fig. 4 — (Above) Microstructure of 450 alloy wrought metal, % in. thick plate, longitudinal direction, annealed 1900 F. Etchant: ferric and cupric chlorides in aqua regia and alcohol. X250, not reduced
Fig. 3 — Microstructure of 450 alloy weld metal: (left, top) welded condition; (left, bottom) welded plus annealed 1900 F. Etchant: ferric and cupric chlorides in aqua regia and alcohol. X250, not reduced
in some instances exceeded, the transverse properties of the % in. plate. Two exceptions are seen, these being the low impact and notch tensile strengths for the weld metal in the welded plus 900 F condit ion. By and large, the toughness of longitudinal plate metal specimens exceeded that of the GMA welds.
SMA welds deposited f rom both
lime and titania electrodes were comparable to transverse % in. plate properties but only in tensile properties obtained for the annealed, welded plus 1150 F, and annealed plus 1150 F conditions. In the other conditions of heat treatment, both tensile and impact properties of these weld metals were lower than corresponding plate properties.
The ductility and impact strength of submerged arc welds aged at 1150 F were about the same as for transverse plate specimens. In the other conditions of heat treatment the properties listed in Tables 4, 5 and 6 for the submerged arc procedure were well below the properties for transverse plate specimens.
Table 7 reveals that the fracture
422-s I S E P T E M B E R 1 9 7 3
^ ilSSiSs^^ V 8
/
i • its- aHKffir- I M I K i
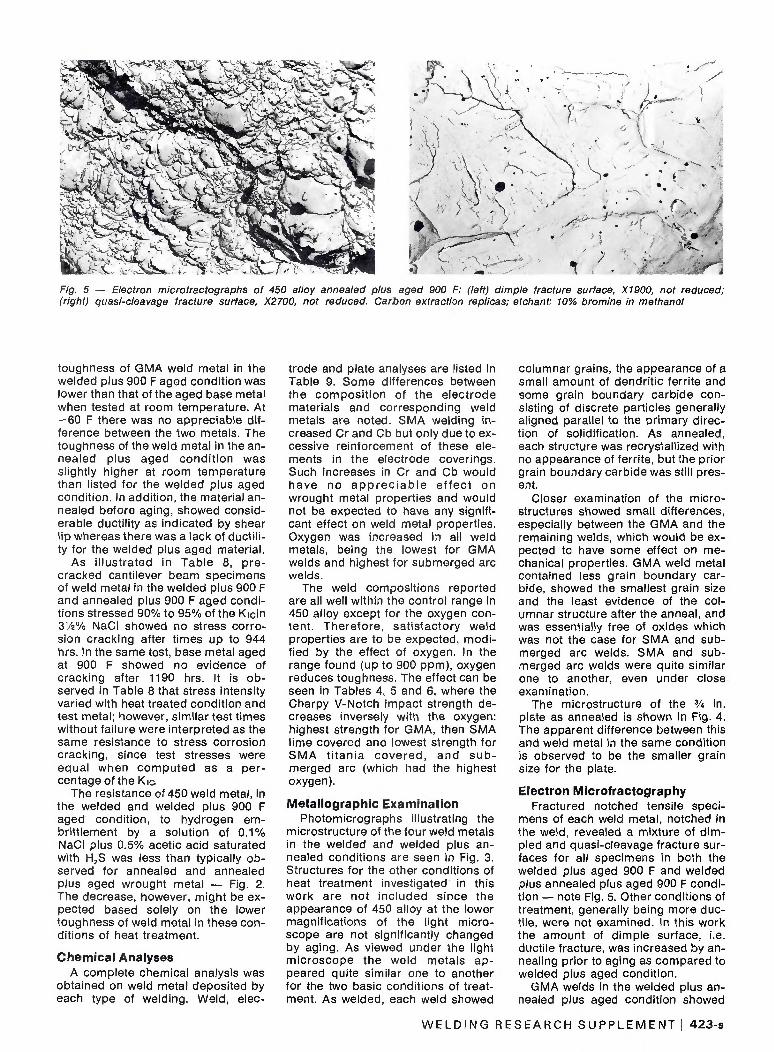
F/'g. 5 — Electron microfractographs of 450 alloy annealed plus aged 900 F: (left) dimple fracture surface, X1900, not reduced; (right) quasi-cleavage fracture surface, X2700, not reduced. Carbon extraction replicas; etchant: 10% bromine in methanol
toughness of GMA weld metal in the welded plus 900 F aged condit ion was lower than that of the aged base metal when tested at room temperature. At - 6 0 F there was no appreciable difference between the two metals. The toughness of the weld metal in the annealed plus aged condi t ion was slightly higher at room temperature than listed for the welded plus aged condit ion. In addit ion, the material annealed before aging, showed considerable ductility as indicated by shear lip whereas there was a lack of ducti l i ty for the welded plus aged material.
As i l lustrated in Table 8, pre-cracked cantilever beam specimens of weld metal in the welded plus 900 F and annealed plus 900 F aged conditions stressed 90% to 95% of the Kicin 31/2% NaCI showed no stress corrosion cracking after t imes up to 944 hrs. In the same test, base metal aged at 900 F showed no evidence of cracking after 1190 hrs. It is observed in Table 8 that stress intensity varied with heat treated condit ion and test metal; however, similar test t imes without failure were interpreted as the same resistance to stress corrosion cracking, since test stresses were equal when compu ted as a percentage of the KlG
The resistance of 450 weld metal, in the welded and welded plus 900 F aged condit ion, to hydrogen em-britt lement by a solution of 0 . 1 % NaCI plus 0.5%) acetic acid saturated with H2S was less than typically observed for annealed and annealed plus aged wrought metal — Fig. 2. The decrease, however, might be expected based solely on the lower toughness of weld metal in these conditions of heat treatment.
Chemica l Analyses A complete chemical analysis was
obtained on weld metal deposited by each type of welding. Weld, elec
trode and plate analyses are listed in Table 9. Some differences between the compos i t ion of the e lectrode materials and corresponding weld metals are noted. SMA welding increased Cr and Cb but only due to excessive reinforcement of these elements in the electrode coverings. Such increases in Cr and Cb would have no a p p r e c i a b l e e f f ec t on wrought metal properties and would not be expected to have any signif icant effect on weld metal properties. Oxygen was increased in all weld metals, being the lowest for GMA welds and highest for submerged arc welds.
The weld composit ions reported are all well within the control range in 450 alloy except for the oxygen content. Therefore, sat isfactory weld properties are to be expected, modified by the effect of oxygen. In the range found (up to 900 ppm), oxygen reduces toughness. The effect can be seen in Tables 4, 5 and 6, where the Charpy V-Notch impact strength decreases inversely with the oxygen: highest strength for GMA, then SMA lime covered and lowest strength for SMA t i tan ia c o v e r e d , and s u b merged arc (which had the highest oxygen).
Metal lographic Examination Photomicrographs illustrating the
microstructure of the four weld metals in the welded and welded plus annealed condit ions are seen in Fig. 3. Structures for the other condit ions of heat treatment investigated in this work are not inc luded since the appearance of 450 alloy at the lower magnifications of the light microscope are not significantly changed by aging. As viewed under the light mic roscope the weld metals appeared quite similar one to another for the two basic condit ions of treatment. As welded, each weld showed
columnar grains, the appearance of a small amount of dendrit ic ferrite and some grain boundary carbide consisting of discrete particles generally aligned parallel to the primary direction of solidification. As annealed, each structure was recrystallized with no appearance of ferrite, but the prior grain boundary carbide was still present.
Closer examination of the micro-structures showed small differences, especially between the GMA and the remaining welds, which would be expected to have some effect on mechanical properties. GMA weld metal contained less grain boundary carbide, showed the smallest grain size and the least evidence of the columnar structure after the anneal, and was essentially free of oxides which was not the case for SMA and submerged arc welds. SMA and submerged arc welds were quite similar one to another, even under close examination.
The microstructure of the % in. plate as annealed is shown in Fig. 4. The apparent difference between this and weld metal in the same condit ion is observed to be the smaller grain size for the plate.
Electron Microfractography Fractured notched tensile speci
mens of each weld metal, notched in the weld, revealed a mixture of d impled and quasi-cleavage fracture surfaces for all specimens in both the welded plus aged 900 F and welded plus annealed plus aged 900 F condition — note Fig. 5. Other condit ions of treatment, generally being more ductile, were not examined. In this work the amount of dimple surface, i.e. ductile fracture, was increased by annealing prior to aging as compared to welded plus aged condit ion.
GMA welds in the welded plus annealed plus aged condit ion showed
W E L D I N G R E S E A R C H S U P P L E M E N T ! 423 -s
*¥iS!
.Tr*,
Sr^W^ <J- V-ir.*.
•r^y
**»>.
.\ AL: •••1A M^ :k t , fck l » * r vP?"*M
f-%M^W'S
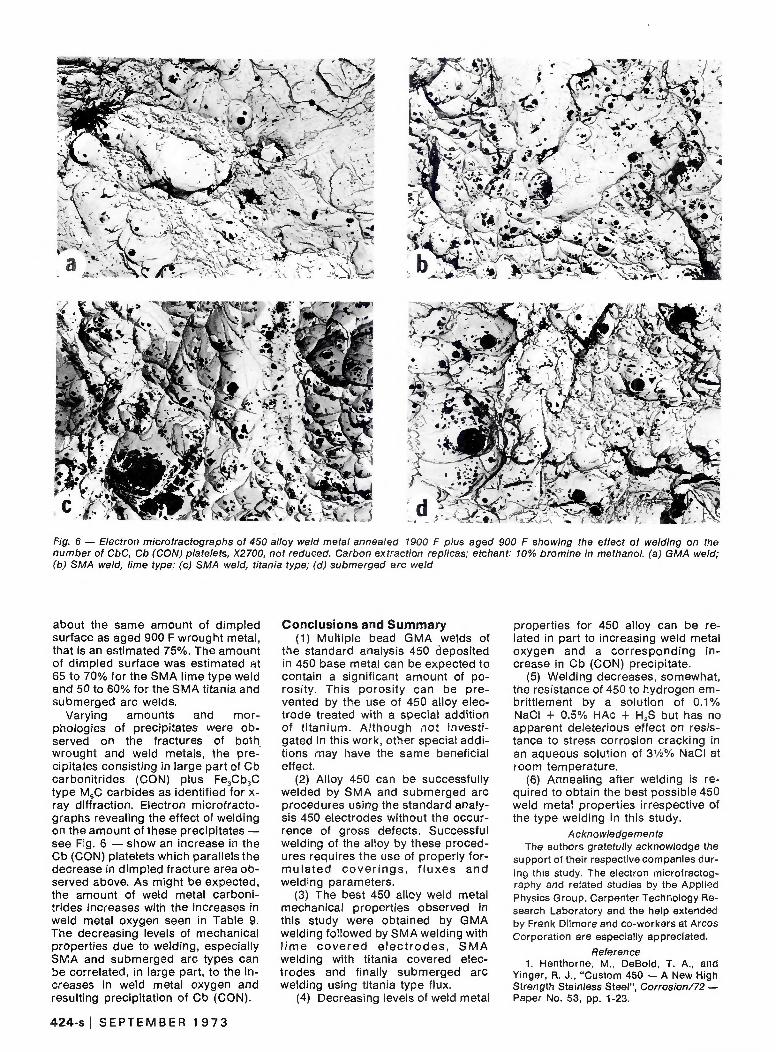
F/g. 6 — Electron microtractographs of 450 alloy weld metal annealed 1900 F plus aged 900 F showing the effect of welding on the number of CbC, Cb (CON) platelets, X2700, not reduced. Carbon extraction replicas; etchant: 10% bromine in methanol. (a) GMA weld; (b) SMA weld, lime type; (c) SMA weld, titania type; (d) submerged arc weld
about the same amount of dimpled surface as aged 900 F wrought metal, that is an estimated 75%. The amount of dimpled surface was estimated at 65 to 70% for the SMA lime type weld and 50 to 60% for the SMA titania and submerged arc welds.
Varying amounts and morphologies of precipitates were observed on the fractures of both wrought and weld metals, the precipitates consisting in large part of Cb carbonitrides (CON) plus Fe3Cb3C type M6C carbides as identified for x-ray diffraction. Electron microtractographs revealing the effect of welding on the amount of these precipitates — see Fig. 6 — show an increase in the Cb (CON) platelets which parallels the decrease in dimpled fracture area observed above. As might be expected, the amount of weld metal carbonitrides increases with the increases in weld metal oxygen seen in Table 9. The decreasing levels of mechanical properties due to welding, especially SMA and submerged arc types can be correlated, in large part, to the increases in weld metal oxygen and resulting precipitation of Cb (CON).
424-s | S E P T E M B E R 1 9 7 3
Conclusions and Summary (1) Multiple bead GMA welds of
the standard analysis 450 deposited in 450 base metal can be expected to contain a significant amount of porosity. This porosi ty can be prevented by the use of 450 alloy electrode treated with a special addition of t i tan ium. A l though not invest igated in this work, other special additions may have the same beneficial effect.
(2) Alloy 450 can be successfully welded by SMA and submerged arc procedures using the standard analysis 450 electrodes without the occurrence of gross defects. Successful welding of the alloy by these procedures requires the use of properly form u l a t e d c o v e r i n g s , f l u x e s and welding parameters.
(3) The best 450 alloy weld metal mechanical properties observed in this study were obtained by GMA welding followed by SMA welding with l i m e c o v e r e d e l e c t r o d e s , S M A welding with titania covered electrodes and finally submerged arc welding using titania type flux.
(4) Decreasing levels of weld metal
properties for 450 alloy can be related in part to increasing weld metal oxygen and a cor respond ing increase in Cb (CON) precipitate.
(5) Welding decreases, somewhat, the resistance of 450 to hydrogen em-brittlement by a solution of 0.1 % NaCI + 0.5% HAc + H2S but has no apparent deleterious effect on resistance to stress corrosion cracking in an aqueous solution of 31/2% NaCI at room temperature.
(6) Annealing after welding is required to obtain the best possible 450 weld metal properties irrespective of the type welding in this study.
Acknowledgements The authors gratefully acknowledge the
support of their respective companies during this study. The electron microfractog-raphy and related studies by the Applied Physics Group, Carpenter Technology Research Laboratory and the help extended by Frank Dilmore and co-workers at Arcos Corporation are especially appreciated.
Reference 1, Henthorne, M„ DeBold, T. A., and
Yinger, R. J., "Custom 450 — A New High Strength Stainless Steel", Corrosion/72 — Paper Ho. 53, pp. 1-23.