
Weld Procedure Record - recycleflux.com 02-61429.pdf · Template: WaT Filename: 02-802 ... EWi Lab...
4
EWi Lab Services Weld Procedure Record Project No.: Job No.: Welder: 46056CSP 02-61429 Moore FILLER METALS Consumable Lot No.: Consumable Type: Consumable Diameter: Manufacturer: Specification: Classification: 2R22MZ L-61 5/32-in. Lincoln AWS A5.17 EM12K SAW FLUX Type: Flux Lot No.: Flux Classification: Manufacturer: Recycled 761 1030402 FS7 A21EM12K WELDING PROCEDURE Polarity: DCEP Current Range (amps): 525 Voltage Range (volts): 28-29. Wire Feed Speed (ipm): 82 Travel Speed (ipm): 16 +1- 1 Stick-out (in.): 1-1/4 Number of Passes: 2 to 3 per layer Number of Layers: 5 Stringer or Weave: Stringer Interpass Cleaning: Chip -Wire Brush POST WELD HEAT TREATEMENT Heat Up Rate fF/hr): n/a Cool Down Rate fF/hr): n/a Tensile Aging: None ---- WeldedBy: 11M 1'1(}f)~ Title: WeldTechnician Weld No.: 02-802 Customer: Harbert'sProducts Weld Date: March19, 2002 EQUIPMENT Power Source: Wire Feeder: Data Acquisition: Temperature Probe: Torch: Nozzle Diameter: Manual I Mech.: Side Beam: BASE MATERIAL Joint Type: Weld Position: Plate Material: Heat No.: Plate Thickness: Plate Bevel: Root Opening: Backing Bar: Heat No.: DC 1000 NA-5 Computer Weld Tech. Omega Lincoln Mech Yes Groove Flat -1G A36 (Blue) W1247 3/4-in. 22.5 Degrees 1/2-in. A36 -1/2 x 1-1/2-in. 32907 PREHEAT Preheat (OF):ambient Interpass (OF):300 +1-25 Temperature (OF): n/a Hold Time (hrs): n/a Revision Number: 1.0 Revision Date: 11/20/00 Template: WaT Filename: 02-802 (761 flux. L61 wire) Last Modified: 41512002
Transcript of Weld Procedure Record - recycleflux.com 02-61429.pdf · Template: WaT Filename: 02-802 ... EWi Lab...

EWi Lab Services
Weld Procedure Record
Project No.:Job No.:Welder:
46056CSP
02-61429
Moore
FILLER METALS
Consumable Lot No.:
Consumable Type:Consumable Diameter:
Manufacturer:
Specification:Classification:
2R22MZ
L-61
5/32-in.
Lincoln
AWS A5.17
EM12K
SAW FLUX Type:
Flux Lot No.:
Flux Classification:
Manufacturer:
Recycled 761
1030402
FS7 A21EM12K
WELDINGPROCEDURE
Polarity: DCEP
Current Range (amps): 525
Voltage Range (volts): 28-29.
Wire Feed Speed (ipm): 82
Travel Speed (ipm): 16 +1-1
Stick-out (in.): 1-1/4
Number of Passes: 2 to 3 per layer
Number of Layers: 5
Stringer or Weave: Stringer
Interpass Cleaning: Chip -Wire Brush
POST WELD HEAT TREATEMENT
Heat Up Rate fF/hr): n/a
Cool Down Rate fF/hr): n/a
Tensile Aging: None
----WeldedBy: 11M 1'1(}f)~
Title: WeldTechnician
Weld No.: 02-802
Customer: Harbert'sProducts
WeldDate: March19,2002
EQUIPMENT
Power Source:
Wire Feeder:
Data Acquisition:
Temperature Probe:Torch:
Nozzle Diameter:
Manual I Mech.:
Side Beam:
BASE MATERIAL
Joint Type:Weld Position:
Plate Material:
Heat No.:
Plate Thickness:
Plate Bevel:
Root Opening:
Backing Bar:Heat No.:
DC 1000
NA-5
Computer Weld Tech.
Omega
Lincoln
Mech
Yes
Groove
Flat -1G
A36 (Blue)W1247
3/4-in.
22.5 Degrees
1/2-in.
A36 -1/2 x 1-1/2-in.
32907
PREHEAT
Preheat (OF):ambient
Interpass (OF):300 +1-25
Temperature (OF): n/a
Hold Time (hrs): n/a
Revision Number: 1.0
Revision Date: 11/20/00
Template: WaT
Filename: 02-802 (761 flux. L61 wire)Last Modified: 41512002
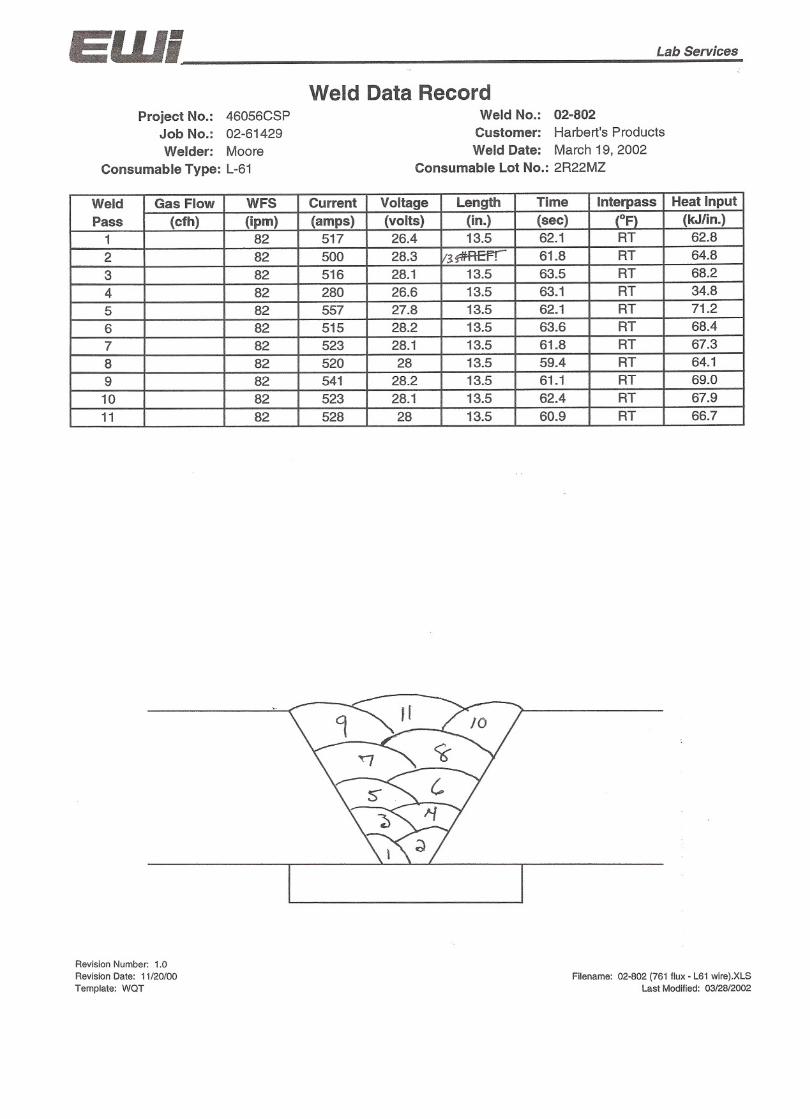
EWi Lab Services
Project No.: 46056CSPJob No.: 02-61429Welder: Moore
Consumable Type: L-61
Weld Data RecordWeld No.: 02.802
Customer: Harbert's ProductsWeld Date: March 19, 2002
Consumable Lot No.: 2R22MZ
Revision Number: 1.0Revision Date: 11/20/00
Template: WQTFilename: 02.802 (761 flux - L61 wire).XLS
Last Modified:03128/2002
Weld Gas Flow WFS Current Voltage Length Time Interpass Heat InputPass (cfh) (ipm) (amps) (volts) (in.) (sec) (oF) (kJ/in.)
1 82 517 26.4 13.5 62.1 RT 62.82 82 500 28.3 3 61.8 RT 64.83 82 516 28.1 13.5 63.5 RT 68.2
4 82 280 26.6 13.5 63.1 RT 34.85 82 557 27.8 13.5 62.1 RT 71.26 82 515 28.2 13.5 63.6 RT 68.47 82 523 28.1 13.5 61.8 RT 67.38 82 520 28 13.5 59.4 RT 64.1
9 82 541 28.2 13.5 61.1 RT 69.010 82 523 28.1 13.5 62.4 RT 67.911 82 528 28 13.5 60.9 RT 66.7

EWi Lab Services
Project No.:Job No.:
Specification:Consumable Type:
WELD QUALIFICATION TEST RECORD46056CSP Weld No.: 02-80202-61429 Customer: Harbert's ProductsAWS A5.17 Classification: FS7A2/EM12KL-61 Flux Type: Recycled 761
Flux Lot No.: 1030402
Technician: Rich MinshallTest Frame: H1938 -UK18Orientation: All-Weld-Metal
SpecimenID
02-802
CHARPY IMPACT ENERGY TEST RECORDTechnician: RichMinshall Test Date: March25, 2002Test Frame: 151297 NotchOrientation: T-Lper AWSB4.0
Test results conform to AWS A5.17 for FS7A2IEM12Kconsumables.
Test Conducted By: If;"; ~Title: Lab Coordinator
This report is the confidential property of our client and may not be used for advertising purposes.
This report shall not be reproduced except in full, without written approval of /:WI, Lab Services Group.
Revision Number: 1.0Revision Date: 11/20100Template: WQT
Filename: 02.802 (761 flux. L61 wire).XLSLast Modified: 03/28/2002
Specimen Notch Test Temperature Absorbed Energy Lateral Expansion ShearID Location (oC) (oF) (J) (ft-Ibs) (mm) (mils) (%)1 WCL -29 -20 54.2 40 0.38 15.0 372 WCL -29 -20 80.0 59 0.72 28.3 373 WCL -29 -20 71.9 53 0.64 25.2 404 WCL -29 -20 66.4 49 0.49 19.3 365 WCL -29 -20 50.2 37 0.28 11.0 33
Spec. 20

EWi Lab Services
Certificate of Inspection - Radiographic Report
Project Number: 46056CSP
Job Number: 02-61429
Specification: AWSA5.17
Consumable Type: L-61Consumable Lot No: 2R22MZ
Weld Number: 02-802
Customer: Harbert's Products
Acceptance Standard: AWS A5.17RT Standard:
IQIPlacement: Source Side IQIType Plaque & wire type IQISize or Designation: 0-70 FE
Material: CS Technique: Single Wall- Single Image
Focal Spot Size: 2.5 mm
Magnification:NA
Radiation Source: X-ray kV: 180 MA:10
Exposure Time: 2 (min) 10 (see) SFD: 36"
Screen: Pb=.001" Size: 4-1/2 x 17Film:Agfa Type: D-7
Comments, Technique Sketch, or AdditionalInformation
Image Quality Level: 2-1T
~or& DateI
Interpreter & Date Customer Representative &Date
R. Spencer 4/1/02
This report is the confidential property of our client and may not be used for advertising purposes.
This report shall not be reproduced except In full, without written approval of EWI, Lab Services Group.
Revision Number: 1.0Revision Date: 11/20/00
Template: WQT
Filename: 02.802 (761 flux. L61 wire)Last Modified: 4/5/2002
.s::. c c I/) cc...Q .Q
0 CII 'SI!! 1ii a. Q 15 15 c c I/) .:>t:. 1;;
e! 0 I/) Q 0 c :;; u eCI u CII CII .:>t:. .:>t:. Ui e CIS Ui ... CI CII Commentso :;::
u Gi'j 1) u en ;:, .s::. !!! CII 'C
'6 u II: ;:, 0 "6 C/J I- ;:, c.:( c U. 11.. 0 CI C/JCIS CII CII C CII =>II: ::2 11..
- C/J
02-802 x .. clean weld











![One platform Multiple options...GOST Butt weld DIN Butt weld ANSI Butt weld Socket weld Female 1 pipe thread F-con. ) butt weld GOST Butt weld [mm] [in.] D A SOC FTP F G D A SOC FTP](https://static.fdocuments.net/doc/165x107/5fe23d7adfe1ef18be65fa23/one-platform-multiple-options-gost-butt-weld-din-butt-weld-ansi-butt-weld-socket.jpg)






