Thermoelemente für Wärmebehandlung Thermocouples for Heat ...
Wasserstoffbestimmung und Wasserstoffversprödung – Sinn und Nutzen.
W. Paatsch, Berlin
Zur Beurteilung der Gefahr einer Wasserstoffversprödung hochfester Bauteilen wird häufig über die
Möglichkeit einer Wasserstoffbestimmung im Bauteil diskutiert. Angenommen, dies wäre mit der
erforderlichen Sicherheit möglich, so bestünde hier grundsätzlich die Chance einer schnellen und
zudem je nach Verfahren zerstörungsfreien und damit direkt am Bauteil durchzuführenden Prüfung.
Demgegenüber wäre der wirtschaftliche Aufwand durch eine entsprechend erforderliche und meist
aufwändige Gerätetechnik sicher zu vernachlässigen. Zur Klärung dieses Fragenkomplexes muss
zunächst noch einmal kurz auf die Ursachen und die Charakteristik der Wasserstoffversprödung
eingegangen werde.
1. Grundlagen der Wasserstoffversprödung.
Bei galvanotechnischen Beschichtungsprozessen von Bauteilen, die bzgl. einer Gefährdung
gegenüber wasserstoffinduzierter Rissbildung in einem kritischen Werkstoffzustand vorliegen,
besteht durch das Eindringen von an der Oberfläche entwickeltem Wasserstoff (Vorbehandlung,
galvanotechnische Metallabscheidung) in das Bauteil und dessen Wechselwirkungen mit dem
Metallgitter die Gefahr des wasserstoffinduzierten verzögerten Sprödbruches
(„Wasserstoffversprödung“). Es handelt sich hierbei um eine Systemeigenschaft, wobei das Auftreten
dieser Schädigung immer das kritische Zusammenwirken der im Bild 1 dargestellten drei
Einflussgrößen voraussetzt:
• anfälliger Werkstoffzustand (Versprödungsanfälligkeit),
• mechanische Beanspruchung (Gefährdungspotenzial),
• wasserstofflieferndes Medium (Wasserstoffgefährdungspotenzial).
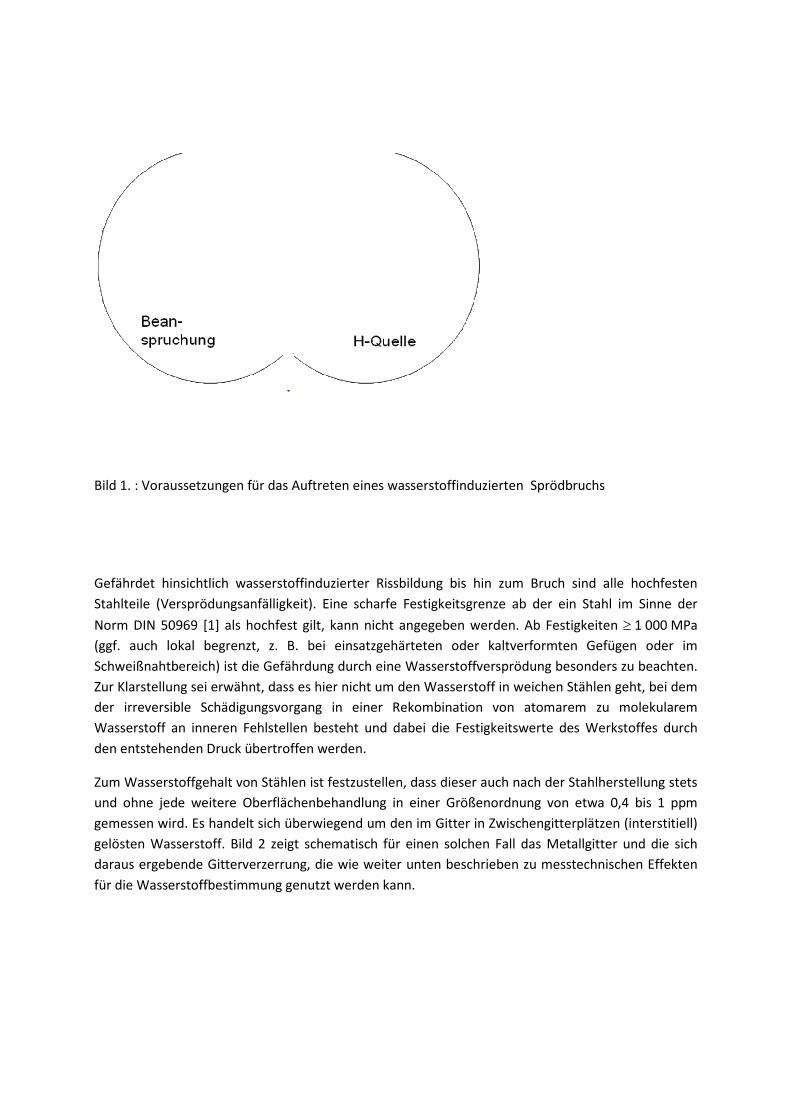
Bild 1. : Voraussetzungen für das A
Gefährdet hinsichtlich wassersto
Stahlteile (Versprödungsanfälligke
Norm DIN 50969 [1] als hochfest
(ggf. auch lokal begrenzt, z. B
Schweißnahtbereich) ist die Gefäh
Zur Klarstellung sei erwähnt, dass
der irreversible Schädigungsvor
Wasserstoff an inneren Fehlstelle
den entstehenden Druck übertrof
Zum Wasserstoffgehalt von Stähle
und ohne jede weitere Oberfläc
gemessen wird. Es handelt sich üb
gelösten Wasserstoff. Bild 2 zeig
daraus ergebende Gitterverzerrun
für die Wasserstoffbestimmung ge
as Auftreten eines wasserstoffinduzierten Sprödbru
rstoffinduzierter Rissbildung bis hin zum Bruch si
lligkeit). Eine scharfe Festigkeitsgrenze ab der ein
fest gilt, kann nicht angegeben werden. Ab Festig
z. B. bei einsatzgehärteten oder kaltverformten
efährdung durch eine Wasserstoffversprödung beso
ass es hier nicht um den Wasserstoff in weichen Stä
vorgang in einer Rekombination von atomarem
tellen besteht und dabei die Festigkeitswerte des
troffen werden.
ählen ist festzustellen, dass dieser auch nach der St
flächenbehandlung in einer Größenordnung von e
h überwiegend um den im Gitter in Zwischengitterp
zeigt schematisch für einen solchen Fall das Metal
rrung, die wie weiter unten beschrieben zu messte
g genutzt werden kann.
dbruchs
h sind alle hochfesten
ein Stahl im Sinne der
stigkeiten ≥ 1 000 MPa
ten Gefügen oder im
besonders zu beachten.
n Stählen geht, bei dem
arem zu molekularem
des Werkstoffes durch
r Stahlherstellung stets
n etwa 0,4 bis 1 ppm
terplätzen (interstitiell)
etallgitter und die sich
sstechnischen Effekten
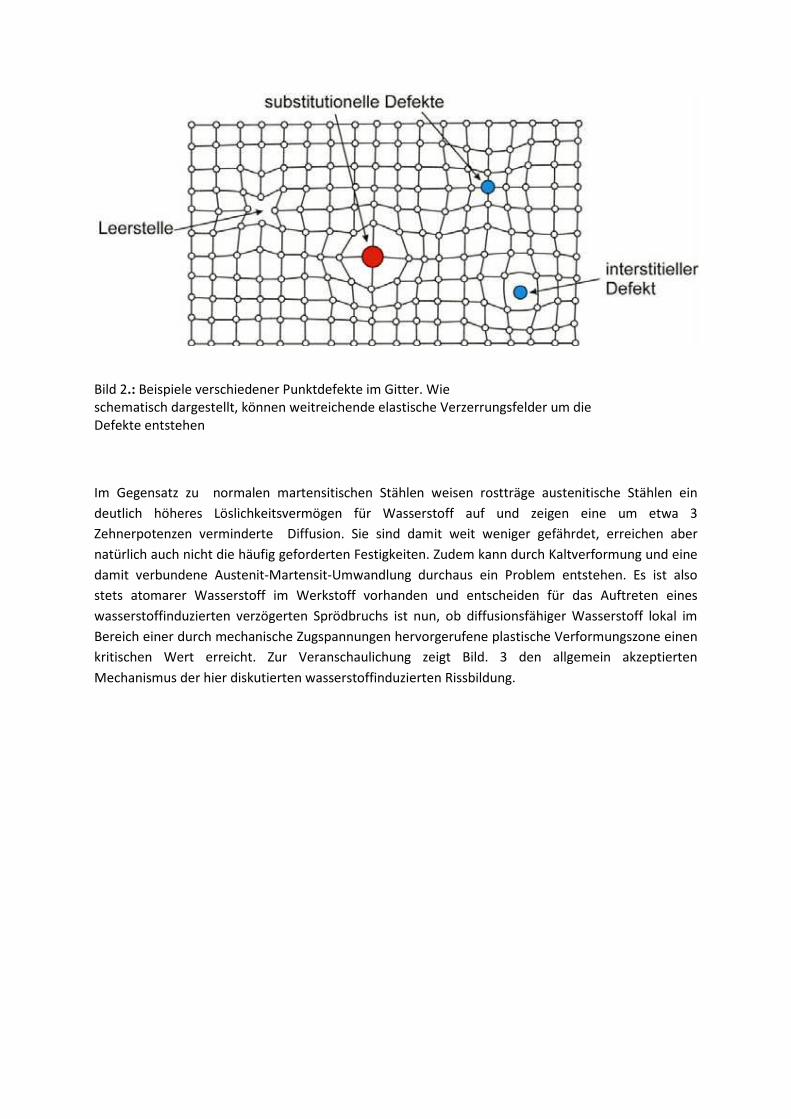
Bild 2.: Beispiele verschiedener Punktdefekte im Gitter. Wie
schematisch dargestellt, können weitreichende elastische Verzerrungsfelder um die
Defekte entstehen
Im Gegensatz zu normalen martensitischen Stählen weisen rostträge austenitische Stählen ein
deutlich höheres Löslichkeitsvermögen für Wasserstoff auf und zeigen eine um etwa 3
Zehnerpotenzen verminderte Diffusion. Sie sind damit weit weniger gefährdet, erreichen aber
natürlich auch nicht die häufig geforderten Festigkeiten. Zudem kann durch Kaltverformung und eine
damit verbundene Austenit-Martensit-Umwandlung durchaus ein Problem entstehen. Es ist also
stets atomarer Wasserstoff im Werkstoff vorhanden und entscheiden für das Auftreten eines
wasserstoffinduzierten verzögerten Sprödbruchs ist nun, ob diffusionsfähiger Wasserstoff lokal im
Bereich einer durch mechanische Zugspannungen hervorgerufene plastische Verformungszone einen
kritischen Wert erreicht. Zur Veranschaulichung zeigt Bild. 3 den allgemein akzeptierten
Mechanismus der hier diskutierten wasserstoffinduzierten Rissbildung.
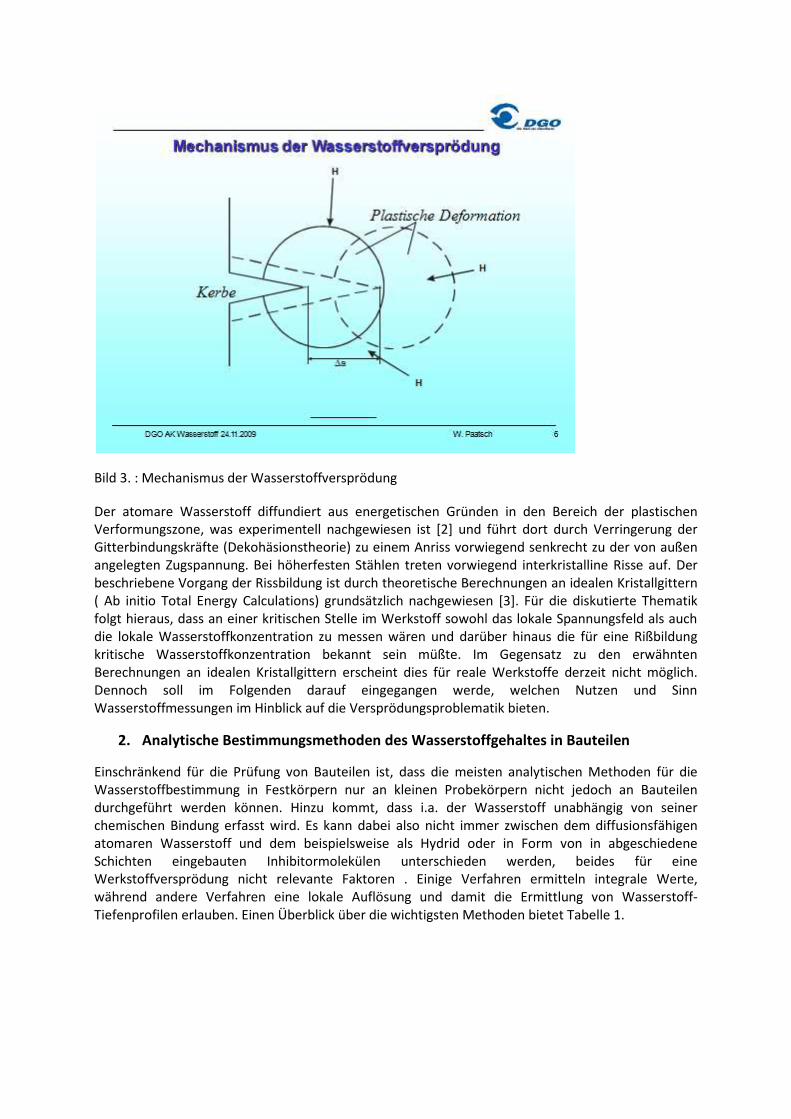
Bild 3. : Mechanismus der Wasser
Der atomare Wasserstoff diffundVerformungszone, was experime
Gitterbindungskräfte (Dekohäsion
angelegten Zugspannung. Bei höh
beschriebene Vorgang der Rissbild
( Ab initio Total Energy Calculati
folgt hieraus, dass an einer kritisc
die lokale Wasserstoffkonzentrat
kritische Wasserstoffkonzentrati
Berechnungen an idealen Kristal
Dennoch soll im Folgenden
Wasserstoffmessungen im Hinblic
2. Analytische Bestimmun
Einschränkend für die Prüfung vo
Wasserstoffbestimmung in Festk
durchgeführt werden können. H
chemischen Bindung erfasst wird
atomaren Wasserstoff und dem
Schichten eingebauten InhibWerkstoffversprödung nicht rele
während andere Verfahren eine
Tiefenprofilen erlauben. Einen Üb
sserstoffversprödung
ffundiert aus energetischen Gründen in den Bereimentell nachgewiesen ist [2] und führt dort durc
sionstheorie) zu einem Anriss vorwiegend senkrech
i höherfesten Stählen treten vorwiegend interkrista
bildung ist durch theoretische Berechnungen an id
lations) grundsätzlich nachgewiesen [3]. Für die d
ritischen Stelle im Werkstoff sowohl das lokale Span
tration zu messen wären und darüber hinaus die
tration bekannt sein müßte. Im Gegensatz zu
tallgittern erscheint dies für reale Werkstoffe der
den darauf eingegangen werde, welchen N
blick auf die Versprödungsproblematik bieten.
mungsmethoden des Wasserstoffgehaltes in Ba
g von Bauteilen ist, dass die meisten analytischen
estkörpern nur an kleinen Probekörpern nicht je
n. Hinzu kommt, dass i.a. der Wasserstoff unab
wird. Es kann dabei also nicht immer zwischen dem
dem beispielsweise als Hydrid oder in Form von
nhibitormolekülen unterschieden werden, brelevante Faktoren . Einige Verfahren ermitteln
eine lokale Auflösung und damit die Ermittlung
Überblick über die wichtigsten Methoden bietet Ta
ereich der plastischen urch Verringerung der
recht zu der von außen
ristalline Risse auf. Der
n idealen Kristallgittern
ie diskutierte Thematik
Spannungsfeld als auch
die für eine Rißbildung
z zu den erwähnten
derzeit nicht möglich.
Nutzen und Sinn
n Bauteilen
hen Methoden für die
t jedoch an Bauteilen
nabhängig von seiner
dem diffusionsfähigen
von in abgeschiedene
beides für eine tteln integrale Werte,
lung von Wasserstoff-
t Tabelle 1.
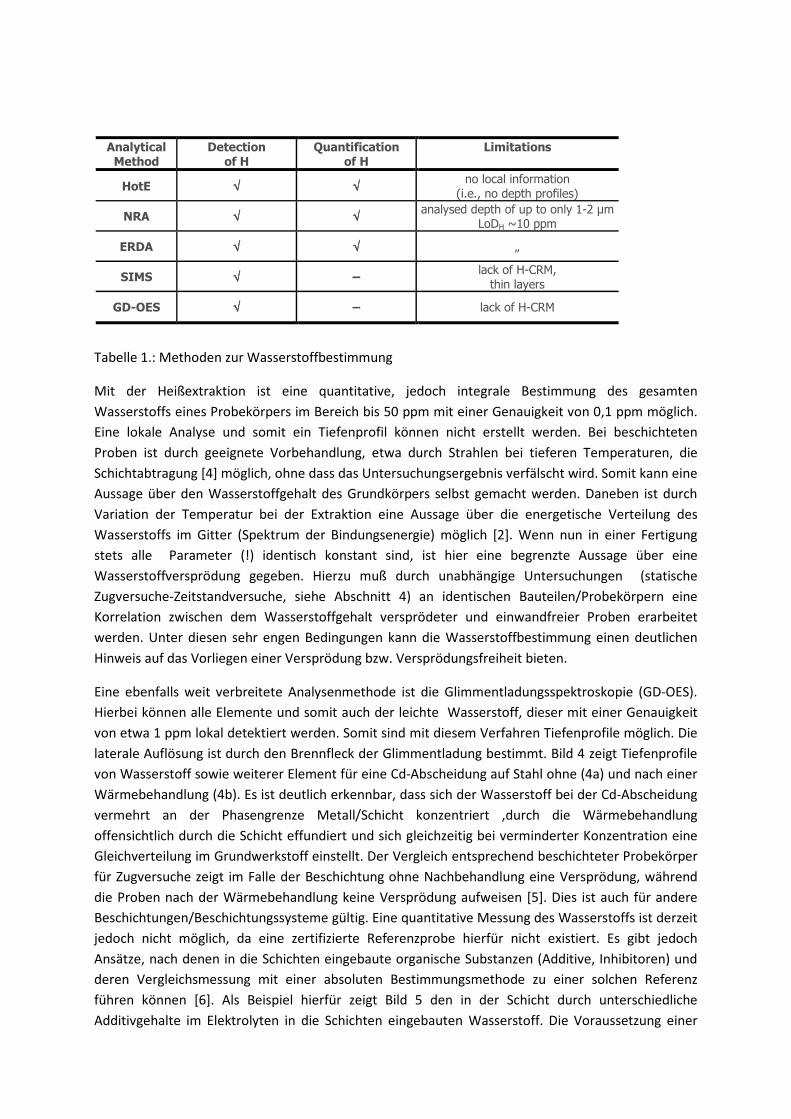
Tabelle 1.: Methoden zur Wasserstoffbestimmung
Mit der Heißextraktion ist eine quantitative, jedoch integrale Bestimmung des gesamten
Wasserstoffs eines Probekörpers im Bereich bis 50 ppm mit einer Genauigkeit von 0,1 ppm möglich.
Eine lokale Analyse und somit ein Tiefenprofil können nicht erstellt werden. Bei beschichteten
Proben ist durch geeignete Vorbehandlung, etwa durch Strahlen bei tieferen Temperaturen, die
Schichtabtragung [4] möglich, ohne dass das Untersuchungsergebnis verfälscht wird. Somit kann eine
Aussage über den Wasserstoffgehalt des Grundkörpers selbst gemacht werden. Daneben ist durch
Variation der Temperatur bei der Extraktion eine Aussage über die energetische Verteilung des
Wasserstoffs im Gitter (Spektrum der Bindungsenergie) möglich [2]. Wenn nun in einer Fertigung
stets alle Parameter (!) identisch konstant sind, ist hier eine begrenzte Aussage über eine
Wasserstoffversprödung gegeben. Hierzu muß durch unabhängige Untersuchungen (statische
Zugversuche-Zeitstandversuche, siehe Abschnitt 4) an identischen Bauteilen/Probekörpern eine
Korrelation zwischen dem Wasserstoffgehalt versprödeter und einwandfreier Proben erarbeitet
werden. Unter diesen sehr engen Bedingungen kann die Wasserstoffbestimmung einen deutlichen
Hinweis auf das Vorliegen einer Versprödung bzw. Versprödungsfreiheit bieten.
Eine ebenfalls weit verbreitete Analysenmethode ist die Glimmentladungsspektroskopie (GD-OES).
Hierbei können alle Elemente und somit auch der leichte Wasserstoff, dieser mit einer Genauigkeit
von etwa 1 ppm lokal detektiert werden. Somit sind mit diesem Verfahren Tiefenprofile möglich. Die
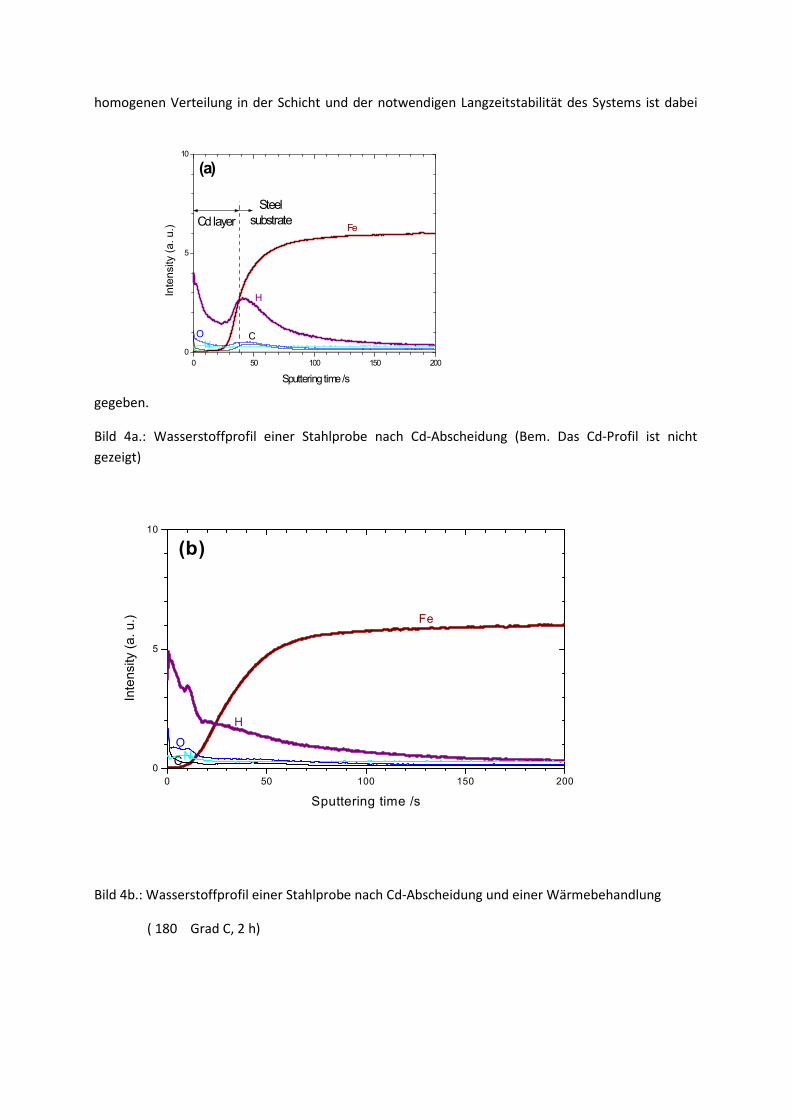
laterale Auflösung ist durch den Brennfleck der Glimmentladung bestimmt. Bild 4 zeigt Tiefenprofile
von Wasserstoff sowie weiterer Element für eine Cd-Abscheidung auf Stahl ohne (4a) und nach einer
Wärmebehandlung (4b). Es ist deutlich erkennbar, dass sich der Wasserstoff bei der Cd-Abscheidung
vermehrt an der Phasengrenze Metall/Schicht konzentriert ,durch die Wärmebehandlung
offensichtlich durch die Schicht effundiert und sich gleichzeitig bei verminderter Konzentration eine
Gleichverteilung im Grundwerkstoff einstellt. Der Vergleich entsprechend beschichteter Probekörper
für Zugversuche zeigt im Falle der Beschichtung ohne Nachbehandlung eine Versprödung, während
die Proben nach der Wärmebehandlung keine Versprödung aufweisen [5]. Dies ist auch für andere
Beschichtungen/Beschichtungssysteme gültig. Eine quantitative Messung des Wasserstoffs ist derzeit
jedoch nicht möglich, da eine zertifizierte Referenzprobe hierfür nicht existiert. Es gibt jedoch
Ansätze, nach denen in die Schichten eingebaute organische Substanzen (Additive, Inhibitoren) und
deren Vergleichsmessung mit einer absoluten Bestimmungsmethode zu einer solchen Referenz
führen können [6]. Als Beispiel hierfür zeigt Bild 5 den in der Schicht durch unterschiedliche
Additivgehalte im Elektrolyten in die Schichten eingebauten Wasserstoff. Die Voraussetzung einer
Analytical
Method
Detection
of H
Quantification
of H
Limitations
HotE √√√√ √√√√ no local information
(i.e., no depth profiles)
NRA √√√√ √√√√ analysed depth of up to only 1-2 µm
LoDH ~10 ppm
ERDA √√√√ √√√√ „
SIMS √√√√ – lack of H-CRM,
thin layers
GD-OES √√√√ – lack of H-CRM
homogenen Verteilung in der Schicht und der notwendigen Langzeitstabilität des Systems ist dabei
gegeben.
Bild 4a.: Wasserstoffprofil einer Stahlprobe nach Cd-Abscheidung (Bem. Das Cd-Profil ist nicht
gezeigt)
Bild 4b.: Wasserstoffprofil einer Stahlprobe nach Cd-Abscheidung und einer Wärmebehandlung
( 180 Grad C, 2 h)
0 50 100 150 200
0
5
10
Sputtering time /s
(a)
Cd layer
Steel
substrate
NO C
H
Fe
Intensity (a. u.)
0 50 100 150 200
0
5
10
(b)
NO
C
H
Fe
Intensity (a. u.)
Sputtering time /s
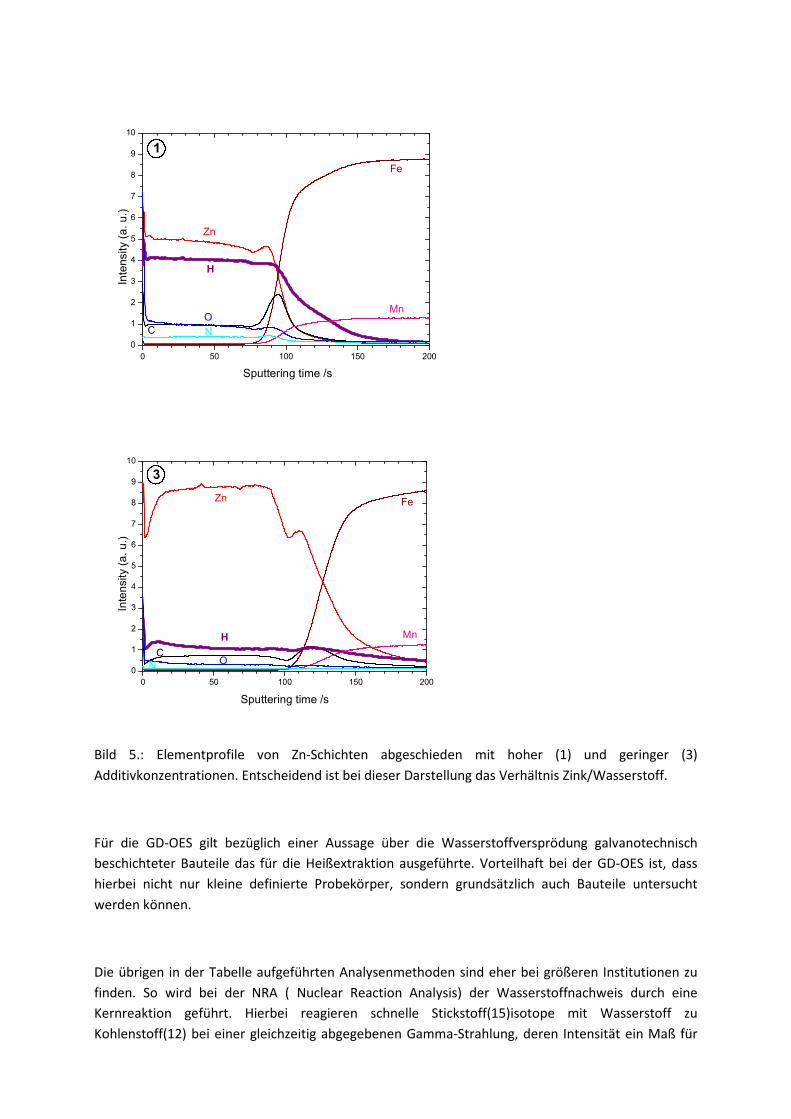
Bild 5.: Elementprofile von Zn-Schichten abgeschieden mit hoher (1) und geringer (3)
Additivkonzentrationen. Entscheidend ist bei dieser Darstellung das Verhältnis Zink/Wasserstoff.
Für die GD-OES gilt bezüglich einer Aussage über die Wasserstoffversprödung galvanotechnisch
beschichteter Bauteile das für die Heißextraktion ausgeführte. Vorteilhaft bei der GD-OES ist, dass
hierbei nicht nur kleine definierte Probekörper, sondern grundsätzlich auch Bauteile untersucht
werden können.
Die übrigen in der Tabelle aufgeführten Analysenmethoden sind eher bei größeren Institutionen zu
finden. So wird bei der NRA ( Nuclear Reaction Analysis) der Wasserstoffnachweis durch eine
Kernreaktion geführt. Hierbei reagieren schnelle Stickstoff(15)isotope mit Wasserstoff zu
Kohlenstoff(12) bei einer gleichzeitig abgegebenen Gamma-Strahlung, deren Intensität ein Maß für
0 50 100 150 200
0
1
2
3
4
5
6
7
8
9
10
1
N
MnO
C
Zn
H
Fe
Sputtering time /s
Intensity (a. u.)
0 50 100 150 200
0
1
2
3
4
5
6
7
8
9
10
Mn
Fe
N OC
H
Zn
3
Intensity (a. u.)
Sputtering time /s
die an der Reaktion beteiligten Wasserstoffatome ist. Diese absolute Messmethode ist gut für die
Zertifizierung eines Wasserstoff-Referenzmaterials geeignet. Die Profiltiefe der Methode beträgt 1
bis 2 Mikrometer, die Nachweisgrenze für Wasserstoff 10 ppm.
ERDA (Elastic Recoil Detection Analysis) ist ebenfalls eine absolute Methode, die auf einem
atomphysikalischen Hochenergiestreueffekt beruht. SIMS (Secondary Ion Mass Spectrometry) ist
eine sehr empfindliche Analysenmethode, die ein Vakuum verlangt und für sehr dünne Schichten
geeignet ist. Für quantitative Aussagen wird ein zertifiziertes Referenzmaterial benötigt.
3. Weitere Verfahren zur Charakterisierung von Wasserstoff in Metallen
Durch die Änderung des Spannungszustandes des Metallgitters bei einer Wasserstoffaufnahme
verändern sich eine Reihe physikalischer Größen, die grundsätzlich zu einer Charakterisierung des
Bauteilzustandes genutzt werden können. Die Problematik besteht nun darin, eine geeignete
Messgröße zu finden, deren Veränderung mit der Menge des aufgenommenen Wasserstoffs im
Hinblick auf eine kritische Konzentration korreliert werden kann und die in der Praxis durchführbar
ist. Die im Bereich einiger ppm aufgenommene Wasserstoffmenge führt zwar zu Änderungen der
Gitterkonstanten, jedoch ist diese so gering (etwa 10-6 der Gitterkonstanten), dass eine Messung
makroskopischer Längen- oder Volumenänderungen keinen Sinn macht.
3.1 Schwingungsmeßmethoden
Aussichtsreich sind dagegen Schwingungsmessmethoden. Bei Aufnahme von Wasserstoff im
Metallgitter verändern sich die inneren Spannungszustände, was bei erzwungenen Schwingungen zu
einer inneren Reibung führt. Die damit verbundene Abweichung vom idealen (unbeeinflußten)
elastischen Verhalten kann messtechnisch erfasst werden. Der Nachweis von Wasserstoff ohne
bereits erfolgte Werstoffschädigungen kann durch Messung der Schwingungsamplitude im
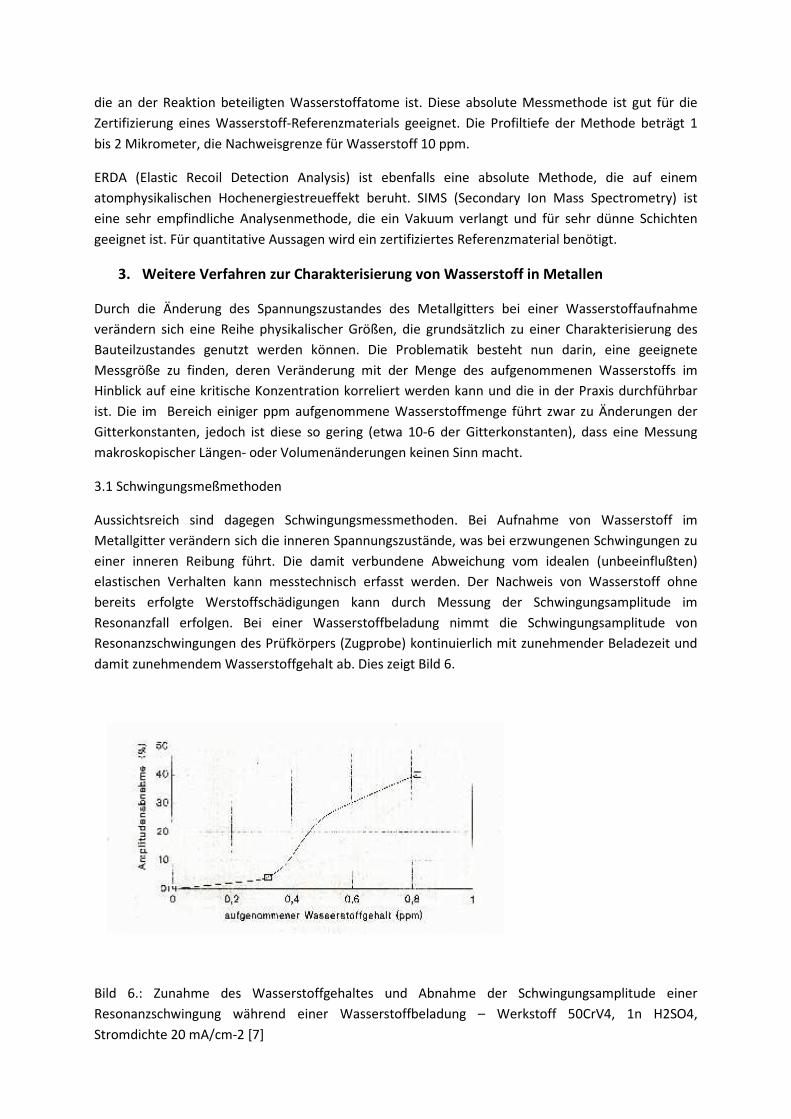
Resonanzfall erfolgen. Bei einer Wasserstoffbeladung nimmt die Schwingungsamplitude von
Resonanzschwingungen des Prüfkörpers (Zugprobe) kontinuierlich mit zunehmender Beladezeit und
damit zunehmendem Wasserstoffgehalt ab. Dies zeigt Bild 6.
Bild 6.: Zunahme des Wasserstoffgehaltes und Abnahme der Schwingungsamplitude einer
Resonanzschwingung während einer Wasserstoffbeladung – Werkstoff 50CrV4, 1n H2SO4,
Stromdichte 20 mA/cm-2 [7]
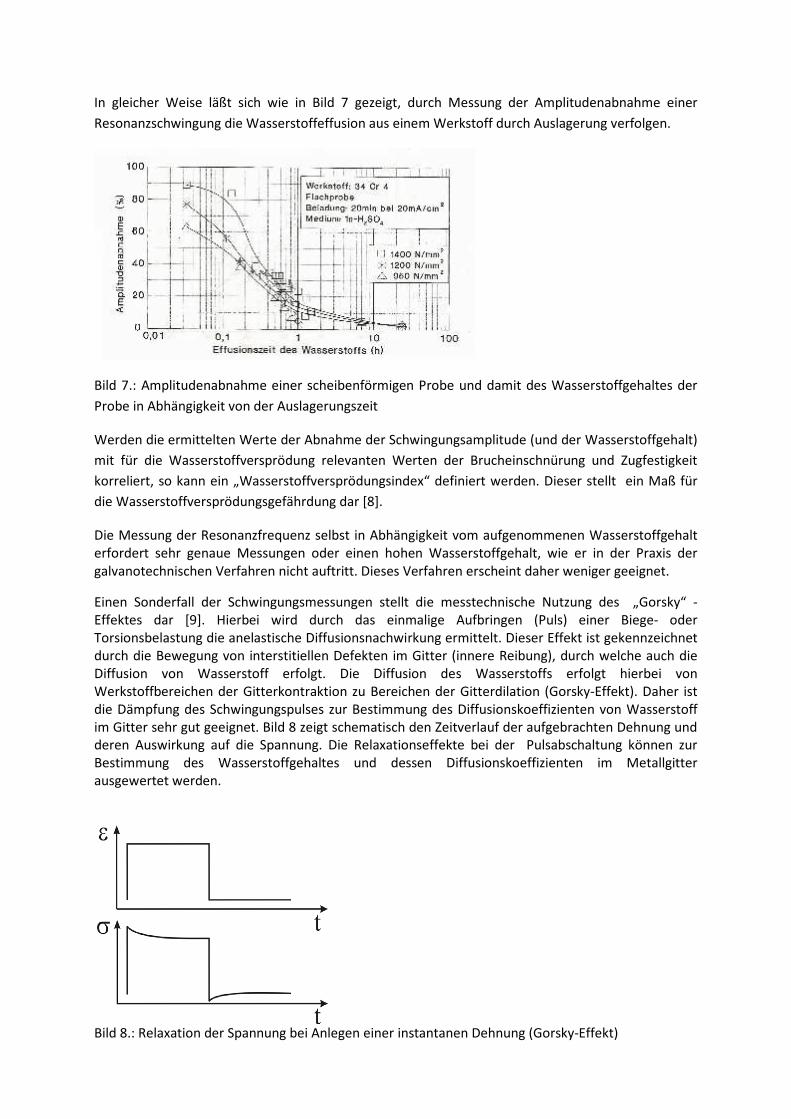
In gleicher Weise läßt sich wie in Bild 7 gezeigt, durch Messung der Amplitudenabnahme einer
Resonanzschwingung die Wasserstoffeffusion aus einem Werkstoff durch Auslagerung verfolgen.
Bild 7.: Amplitudenabnahme einer scheibenförmigen Probe und damit des Wasserstoffgehaltes der
Probe in Abhängigkeit von der Auslagerungszeit
Werden die ermittelten Werte der Abnahme der Schwingungsamplitude (und der Wasserstoffgehalt)
mit für die Wasserstoffversprödung relevanten Werten der Brucheinschnürung und Zugfestigkeit
korreliert, so kann ein „Wasserstoffversprödungsindex“ definiert werden. Dieser stellt ein Maß für
die Wasserstoffversprödungsgefährdung dar [8].
Die Messung der Resonanzfrequenz selbst in Abhängigkeit vom aufgenommenen Wasserstoffgehalt
erfordert sehr genaue Messungen oder einen hohen Wasserstoffgehalt, wie er in der Praxis der
galvanotechnischen Verfahren nicht auftritt. Dieses Verfahren erscheint daher weniger geeignet.
Einen Sonderfall der Schwingungsmessungen stellt die messtechnische Nutzung des „Gorsky“ -
Effektes dar [9]. Hierbei wird durch das einmalige Aufbringen (Puls) einer Biege- oder
Torsionsbelastung die anelastische Diffusionsnachwirkung ermittelt. Dieser Effekt ist gekennzeichnet
durch die Bewegung von interstitiellen Defekten im Gitter (innere Reibung), durch welche auch die
Diffusion von Wasserstoff erfolgt. Die Diffusion des Wasserstoffs erfolgt hierbei von
Werkstoffbereichen der Gitterkontraktion zu Bereichen der Gitterdilation (Gorsky-Effekt). Daher ist
die Dämpfung des Schwingungspulses zur Bestimmung des Diffusionskoeffizienten von Wasserstoff
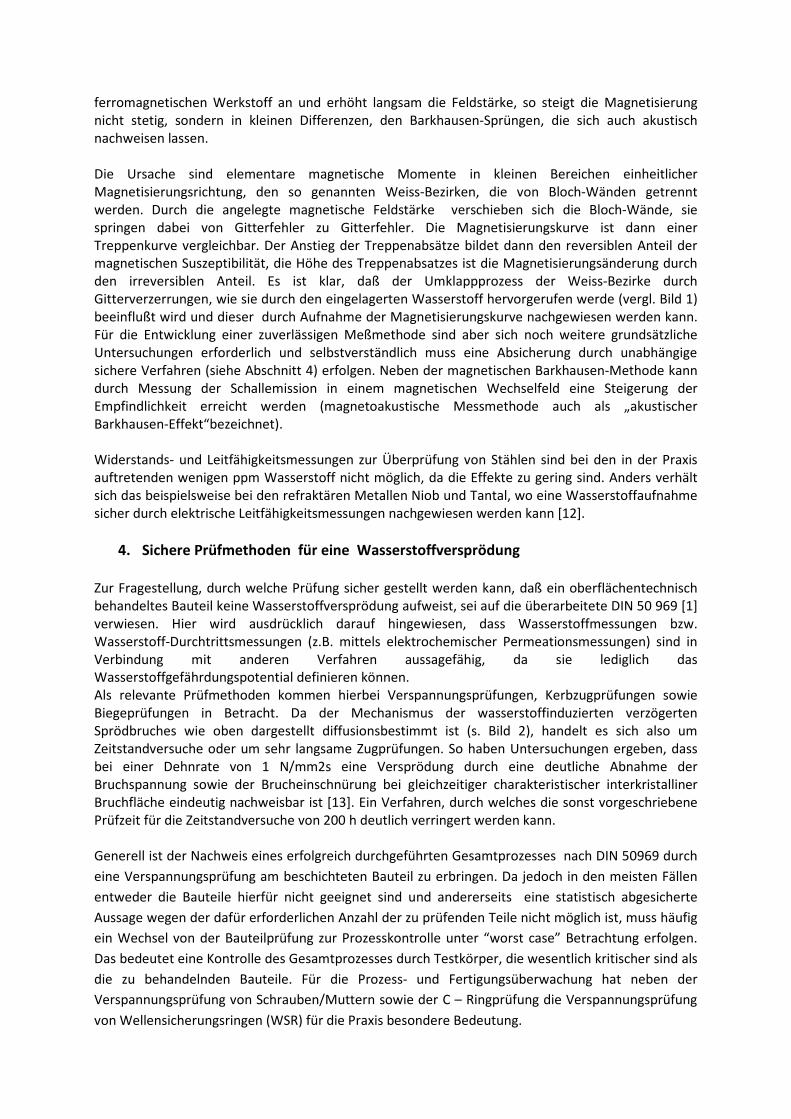
im Gitter sehr gut geeignet. Bild 8 zeigt schematisch den Zeitverlauf der aufgebrachten Dehnung und deren Auswirkung auf die Spannung. Die Relaxationseffekte bei der Pulsabschaltung können zur
Bestimmung des Wasserstoffgehaltes und dessen Diffusionskoeffizienten im Metallgitter
ausgewertet werden.
Bild 8.: Relaxation der Spannung bei Anlegen einer instantanen Dehnung (Gorsky-Effekt)

3.2 Schallmessungen
Gitterveränderungen führen ebenfalls zu einer Änderung der Schallgeschwindigkeit und können
daher zur Charakterisierung des Wasserstoffs im Metall genutzt werden. Die Bestimmung der
Schallgeschwindigkeit eines ausgesandten Ultraschallimpulses im Werkstoff kann einfach durch die
Messung der Laufzeit und der durchlaufenen Wegstrecke durchgeführt werden. Wasserstoff im
Metallgitter führt dabei zu einer Abnahme der Schallgeschwindigkeit. Bei dem Verfahren muss die
Wegstrecke des Ultraschallimpulses sehr genau gemessen und die Schallgeschwindigkeit des unbeeinflussten Werkstoffes entweder bekannt oder durch Messung ebenfalls ermittelt werden. Da
dies an Bauteilen meist schwierig ist, handelt es sich eher um eine Labormesstechnik zur
grundsätzlichen Untersuchung über die Empfindlichkeit von Werkstoffen gegenüber
Wasserstoffversprödung.
Weniger Einschränkungen liegen vor, wenn gleichzeitig die Schallgeschwindigkeit von eingestrahlten
Longitudinal- und Transversalwellen ermittelt werden. Hierbei wird keine unbeeinflusste
Vergleichprobe benötigt. Erforderlich ist allerdings ein einwandfreies Rückwandecho der
untersuchten Probe. Das Verhältnis der Laufzeiten beider Wellen und damit der entsprechenden
Schallgeschwindigkeiten an derselben Messposition ermöglicht die Erfassung der Wasserstoffaufnahme im Werkstück ohne bereits erfolgte Werkstoffschädigung sowie auch eine
bereits eingetretene Mikrorissbildung. Im technisch relevanten Bereich der Wasserstoffaufnahme
von einigen ppm ändert sich das Verhältnis der Schallgeschwindigkeiten allerdings nur um etwa 0,1
%. Nach Literaturangaben [10] kann ein Stahl als wasserstoffgeschädigt angesehen werden, wenn das
Schallgeschwindigkeitsverhältnis vt/vl größer ist als 0,55. Für einen ungeschädigten Werkstoff
beträgt dieser Wert 0,54. Diese geringen Differenzen machen jedoch deutlich, dass hier hohe
messtechnische Anforderungen vorliegen und eine Absicherung des Ergebnisses durch weitere
unabhängige und relevante Verfahren (siehe Abschnitt 4) notwendig ist.
Schließlich soll noch kurz auf Schallemissionsmessungen eingegangen werde. Hierbei werden mit piezoelektrischen Aufnehmern Schallwellen registriert, die in Festkörpern bei rascher Freisetzung von
elastisch gespeicherter Energie, wie etwa Versetzungsbewegungen oder Mikrorissbildung
ausgesendet werden. Durch Analyse der Schallemission kann zwischen den Versetzungsbewegungen
(kontinierlicher Zeitverlauf) und einer Rißbildung (Burstsignale) unterschieden werde. Damit ist diese
Methode im Wesentlichen zur Charakterisierung einer Werkstoffschädigung nicht jedoch zur
Erfassung des Wasserstoffgehaltes im Werkstoff geeignet. Durch Messung der Schallemission an
einer Probe im Zugversuch bei mehrfacher und steigender Beanspruchung kann jedoch eine
Wasserstoffversprödung an Hand des „Kaiser-Effektes“ [11] diagnostiziert werden. Das Verfahren
kann allerdings nur als quasi-zerstörungsfrei eingestuft werden.
Zur Ermittlung einer Werkstoffschädigung, also der Rißbildung und Rißausbreitung selbst stehen aus dem Bereich der zerstörungsfreien Werkstoffprüfung natürlich noch weitere Methoden wie etwa der
schon erwähnten Ultraschallprüfung, Wirbelstrommessung, lasergestützter thermoelektrischer
Verfahren u.a. zur Verfügung. Dies gilt auch für eine Unterscheidung von unterkritischer und
kritischer Rissbildung in Bauteilen, was bei einem Monitoring von Bedeutung sein kann.
3.3 Magnetische und elektrische Verfahren
Eine weitere Möglichkeit der Charakterisierung von Wasserstoff in einem ferromagnetischen
Metallgitter (z.B.martensitischer Stahl) besteht in der Nutzung des magnetischen „Barkhausen-Effektes“ (auch Barkhausensprünge oder Barkhausenrauschen genannt). Hierunter versteht man die
diskontinuierliche Änderungen der Magnetisierung von ferromagnetischen Werkstoffen bei einem
Wechsel des magnetischen Feldes: Legt man ein äußeres magnetisches Feld an einen
ferromagnetischen Werkstoff an und erhöht langsam die Feldstärke, so steigt die Magnetisierung
nicht stetig, sondern in kleinen Differenzen, den Barkhausen-Sprüngen, die sich auch akustisch
nachweisen lassen.
Die Ursache sind elementare magnetische Momente in kleinen Bereichen einheitlicher
Magnetisierungsrichtung, den so genannten Weiss-Bezirken, die von Bloch-Wänden getrennt
werden. Durch die angelegte magnetische Feldstärke verschieben sich die Bloch-Wände, sie
springen dabei von Gitterfehler zu Gitterfehler. Die Magnetisierungskurve ist dann einer
Treppenkurve vergleichbar. Der Anstieg der Treppenabsätze bildet dann den reversiblen Anteil der magnetischen Suszeptibilität, die Höhe des Treppenabsatzes ist die Magnetisierungsänderung durch
den irreversiblen Anteil. Es ist klar, daß der Umklappprozess der Weiss-Bezirke durch
Gitterverzerrungen, wie sie durch den eingelagerten Wasserstoff hervorgerufen werde (vergl. Bild 1)
beeinflußt wird und dieser durch Aufnahme der Magnetisierungskurve nachgewiesen werden kann.
Für die Entwicklung einer zuverlässigen Meßmethode sind aber sich noch weitere grundsätzliche
Untersuchungen erforderlich und selbstverständlich muss eine Absicherung durch unabhängige
sichere Verfahren (siehe Abschnitt 4) erfolgen. Neben der magnetischen Barkhausen-Methode kann
durch Messung der Schallemission in einem magnetischen Wechselfeld eine Steigerung der
Empfindlichkeit erreicht werden (magnetoakustische Messmethode auch als „akustischer
Barkhausen-Effekt“bezeichnet).
Widerstands- und Leitfähigkeitsmessungen zur Überprüfung von Stählen sind bei den in der Praxis
auftretenden wenigen ppm Wasserstoff nicht möglich, da die Effekte zu gering sind. Anders verhält
sich das beispielsweise bei den refraktären Metallen Niob und Tantal, wo eine Wasserstoffaufnahme
sicher durch elektrische Leitfähigkeitsmessungen nachgewiesen werden kann [12].
4. Sichere Prüfmethoden für eine Wasserstoffversprödung
Zur Fragestellung, durch welche Prüfung sicher gestellt werden kann, daß ein oberflächentechnisch
behandeltes Bauteil keine Wasserstoffversprödung aufweist, sei auf die überarbeitete DIN 50 969 [1]
verwiesen. Hier wird ausdrücklich darauf hingewiesen, dass Wasserstoffmessungen bzw.
Wasserstoff-Durchtrittsmessungen (z.B. mittels elektrochemischer Permeationsmessungen) sind in
Verbindung mit anderen Verfahren aussagefähig, da sie lediglich das Wasserstoffgefährdungspotential definieren können.
Als relevante Prüfmethoden kommen hierbei Verspannungsprüfungen, Kerbzugprüfungen sowie
Biegeprüfungen in Betracht. Da der Mechanismus der wasserstoffinduzierten verzögerten
Sprödbruches wie oben dargestellt diffusionsbestimmt ist (s. Bild 2), handelt es sich also um
Zeitstandversuche oder um sehr langsame Zugprüfungen. So haben Untersuchungen ergeben, dass
bei einer Dehnrate von 1 N/mm2s eine Versprödung durch eine deutliche Abnahme der
Bruchspannung sowie der Brucheinschnürung bei gleichzeitiger charakteristischer interkristalliner
Bruchfläche eindeutig nachweisbar ist [13]. Ein Verfahren, durch welches die sonst vorgeschriebene
Prüfzeit für die Zeitstandversuche von 200 h deutlich verringert werden kann.
Generell ist der Nachweis eines erfolgreich durchgeführten Gesamtprozesses nach DIN 50969 durch
eine Verspannungsprüfung am beschichteten Bauteil zu erbringen. Da jedoch in den meisten Fällen
entweder die Bauteile hierfür nicht geeignet sind und andererseits eine statistisch abgesicherte
Aussage wegen der dafür erforderlichen Anzahl der zu prüfenden Teile nicht möglich ist, muss häufig
ein Wechsel von der Bauteilprüfung zur Prozesskontrolle unter “worst case” Betrachtung erfolgen.
Das bedeutet eine Kontrolle des Gesamtprozesses durch Testkörper, die wesentlich kritischer sind als
die zu behandelnden Bauteile. Für die Prozess- und Fertigungsüberwachung hat neben der
Verspannungsprüfung von Schrauben/Muttern sowie der C – Ringprüfung die Verspannungsprüfung
von Wellensicherungsringen (WSR) für die Praxis besondere Bedeutung.
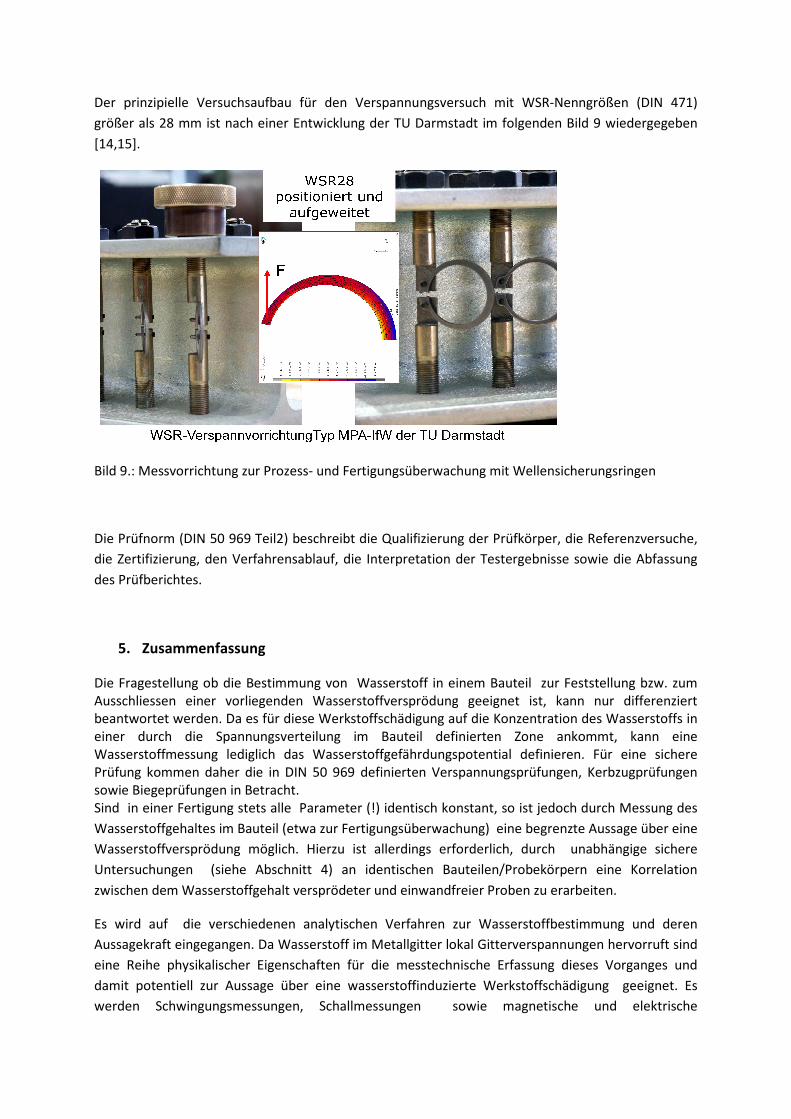
Der prinzipielle Versuchsaufbau
größer als 28 mm ist nach einer E
[14,15].
Bild 9.: Messvorrichtung zur Proze
Die Prüfnorm (DIN 50 969 Teil2)
die Zertifizierung, den Verfahrens
des Prüfberichtes.
5. Zusammenfassung
Die Fragestellung ob die Bestimm
Ausschliessen einer vorliegendebeantwortet werden. Da es für di
einer durch die Spannungsve
Wasserstoffmessung lediglich da
Prüfung kommen daher die in D
sowie Biegeprüfungen in Betracht
Sind in einer Fertigung stets alle
Wasserstoffgehaltes im Bauteil (e
Wasserstoffversprödung möglich
Untersuchungen (siehe Abschn
zwischen dem Wasserstoffgehalt v
Es wird auf die verschiedenen
Aussagekraft eingegangen. Da Wa
eine Reihe physikalischer Eigens
damit potentiell zur Aussage üb
werden Schwingungsmessungen
bau für den Verspannungsversuch mit WSR-Nenn
ner Entwicklung der TU Darmstadt im folgenden Bil
rozess- und Fertigungsüberwachung mit Wellensiche
) beschreibt die Qualifizierung der Prüfkörper, die
rensablauf, die Interpretation der Testergebnisse s
immung von Wasserstoff in einem Bauteil zur Fes
nden Wasserstoffversprödung geeignet ist, kannr diese Werkstoffschädigung auf die Konzentration
sverteilung im Bauteil definierten Zone anko
das Wasserstoffgefährdungspotential definieren
in DIN 50 969 definierten Verspannungsprüfungen,
acht.
alle Parameter (!) identisch konstant, so ist jedoch
il (etwa zur Fertigungsüberwachung) eine begrenzte
lich. Hierzu ist allerdings erforderlich, durch un
schnitt 4) an identischen Bauteilen/Probekörper
alt versprödeter und einwandfreier Proben zu erarb
nen analytischen Verfahren zur Wasserstoffbestim
Wasserstoff im Metallgitter lokal Gitterverspannun
enschaften für die messtechnische Erfassung die
über eine wasserstoffinduzierte Werkstoffschädi
ngen, Schallmessungen sowie magnetische
enngrößen (DIN 471)
Bild 9 wiedergegeben
sicherungsringen
, die Referenzversuche,
se sowie die Abfassung
Feststellung bzw. zum
kann nur differenziert ion des Wasserstoffs in
ankommt, kann eine
ren. Für eine sichere
gen, Kerbzugprüfungen
och durch Messung des
nzte Aussage über eine
unabhängige sichere
rpern eine Korrelation
rarbeiten.
estimmung und deren
nungen hervorruft sind
dieses Vorganges und
ädigung geeignet. Es
che und elektrische
Messmöglichkeiten angesprochen. Schließlich wird kurz auf die genormten Verfahren zur Messung
der Wasserstoffversprödung eingegangen.
Literatur.
[1] DIN 50 969 „Vermeidung fertigungsbedingter wasserstoffinduzierter Sprödbrüche bei
hochfesten Bauteilen aus Stahl “; Teil 1: Vorbeugende Maßnahmen (2009) Teil 2:
Prüfmethoden (2011)
[2] V. A. Polyanskiy et.al., Proceedings of the Sixth International Congress
on Thermal Stresses, V.2, p.589-592, Vienna, Austria, May 2005.
[3] W. T. Geng, A. J. Freeman, G. B. Olson, Y. Tateyama, und T. Ohno, Mater. Trans. 2005, 46, 756
[4] J.-U. Riedel, Ph.D. Thesis, TU Berlin, Germany, 2006.
[5] W. Paatsch, V.-D. Hodoroaba, Metalloberfläche 2002, 56, 41
[6] W. Paatsch, Veröffentlichung in Vorbereitung
[7] P. Schiller, Nuovo Cimento 1976, 33B, 226
[8] Kh. G. Schmitt-Thomas, A: Bauberger; NDT International 1988, 21, 327
[9] J. Völkl, G. Alefeld, Nuovo Cimento, 1976, 33B, 190
[10] Y. Hasegawa, Welding International 1988, 2, 514
[11].J. Kaiser, Archiv für das Eisenhüttenwewsen 1953, 24, 43
[12] U. Heuberger, A. Knödler und Ch.J. Raub, Metall 1983, 37, 244
[13] W. Paatsch, Galvanotechnik 1986, 77, 2378
[14] W. Paatsch, R. Landgrebe, M.M. Lohrengel, Galvanotechnik 2009, 6, 1280
[15] I. Schröder-Rentrop, R. Landgrebe, C. Berger, U. Hasselmann, Materialwissenschaft und
Werkstofftechnik 2005, 36, 731W W
Veröffentlicht in Galvanotechnik 2011, 48 - 55
Korrespondenzadresse: W. Paatsch, [email protected]