
Wade E. Miller, P.E. –Planning & Design Manager
34
1 We have the energy to make things better … for you, for our investors and for our stakeholders. April 11, 2014 Wade E. Miller, P.E. – Planning & Design Manager
Transcript of Wade E. Miller, P.E. –Planning & Design Manager

1
We have the
energyto make things better
… for you, for our investors
and for our stakeholders.
April 11, 2014
Wade E. Miller, P.E. – Planning & Design Manager

2

3
Background
●Odor fade occurs when iron oxide reacts with tertiary butyl mercaptan (TBM) in our odorant.
●Result is a chemical reaction that converts TBM to compounds with much weaker odor characteristics.
●Conversion, absorption and adsorption of the TBM by the steel continues to take place until equilibrium has been reached within the pipe wall.
●An under odorized gas condition can result if actions are not taken to ensure that adequate odorant stays within the gas stream.
●A “no gas odor” call was received in 2012 within a new science wing of Glen Rock High School.
●Although the cause of this event was odor fade in newly installed steel customer piping, it was determined that the phenomenon needed further investigation to ensure adequate Company procedures are in place.

4

5
Intermediate Steps Taken
• Conducted sniff testing on large main projects
• Only done for large diameter or low flow projects
• Tests conducted immediately after gas-out and two week
later
• Hired contractor to inject oil and odorant into a
replacement project of 8,900 ft, 16” steel main

6
Goal: Develop Company procedures to address odor fade
Two Areas of Focus
• Mitigating Odor Fade during Construction Activities
• Research
• Testing of Internally Coated Pipe
• Safety Testing
• Recognition and Awareness by Field Personnel
• Technical Support News Bulletin
• Company Standards Update
• Operator Qualification Program Update

7
Mitigating Odor Fade During
Construction
8
Research
• Reviewed responses to previous AGA SOS surveys
• Reviewed industry journals and advisories
• Requested information on company standards from
other LDCs in the Northeast
• Held discussions with multiple odorization contractors
• Weighed pros and cons of various methods including:
• Pickling
• Oil and odorant injection
• Portable odorizer
• Glycol slug
• Internally coated pipe

9
Option: Internally Coated Pipe
• An epoxy coating is mill-applied to the ID of steel pipe
• Advantages
• One northeast utility using this method
• No impact to project scheduling
• Provides enhanced flow efficiencies
• Protects against corrosion during pipe storage
• No risk of odorant release or over-odorization
• Disadvantages
• Adequate test data on the use is unavailable
• Application of internal coating increases the cost of steel pipe
• Risk of exacerbating internal corrosion if coating is damaged

10
Evaluating Internally Coated Steel Pipe
• Test project performed at PSE&G’s Central Plant
• Eight 20 ft lengths of 12” steel pipe tested with
different ID treatment
• (2) lengths bare, uncleaned
• (2) lengths bare, wire brushed
• (2) lengths ID coated with Endcor 745 (Dampney) epoxy, 2
mil avg. DFT, edge to edge
• (2) lengths ID coated with Pipeliner SG (Induron) epoxy, 2
mil avg. DFT, edge to edge
• Each sample sealed with compression end cap
• Test risers were constructed of 1” galvanized pipe

11
Evaluating Internally Coated Steel Pipe
• Each sample pressurized to approximately 5 psig
• One of each sample was pressurized with MEG
injected gas
• One of each sample was pressurized with clean
pipeline gas
• All gas used was from the same supplier with
known odorant
• Duration: 65 Days

12
Odor Testing Instruments
• Odor level tested with two different instruments
Odor Handy Plus(Axel Semrau)Odorometer

13
Preparation of Test Pieces

14
Baseline and Initial Testing
• Baseline odorant level: 0.59 lbs/MMCF
• Initial readings taken after pressurization of all test pieces
• All bare steel test pieces had no detectible odorant level at initial reading
• More frequent readings were taken on an extra bare steel test piece

15
Test Results – Bare, Uncleaned Steel Pipe
0
0.05
0.1
0.15
0.2
0.25
Me
rca
pta
n R
ea
din
g (
lbs
/MM
CF
)
Duration (hr:min:sec)
Test Pipe #9 - Bare, Uncleaned
Test indicates bare steel pipe experienced odor fade within minutes of
exposure

16
Test indicates positive mercaptan retention
results with internally coated pipe up to 65 days

17
Test indicates positive odor retention results with internally coated
pipe to 30 daysFederal Requirement - RDL
18
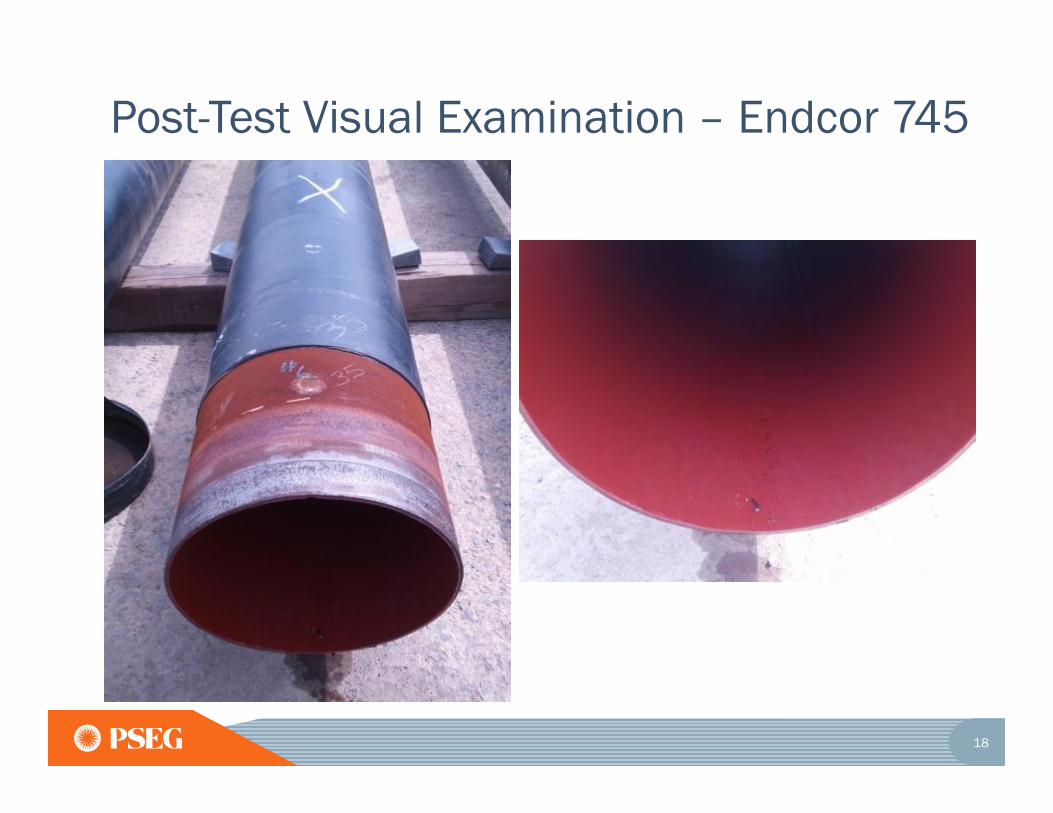
Post-Test Visual Examination – Endcor 745

19
Results of Odor Fade Testing
• Internally coating steel pipe is effective in mitigating
odor fade.
• Neither coating was measurably more effective.
• The coatings did not degrade over the course of the
test.
• Pipeliner SG has a lower VOC content, which makes
it safer for the coating mill to apply.

20
Additional Considerations
• Safety
• Engineering & Design
• Gas Quality and Composition
• Cost

21
Safety
• What is welder exposure due to burning epoxy
coating on the ID?
• Worst case scenario testing was performed.
• Short (open-end) pipe lengths
• Roll welding of joints
• Two consecutive butt welds and a branch weld to create an
extended period of continuous welding

22
Welding to Standard PSE&G Procedures
23
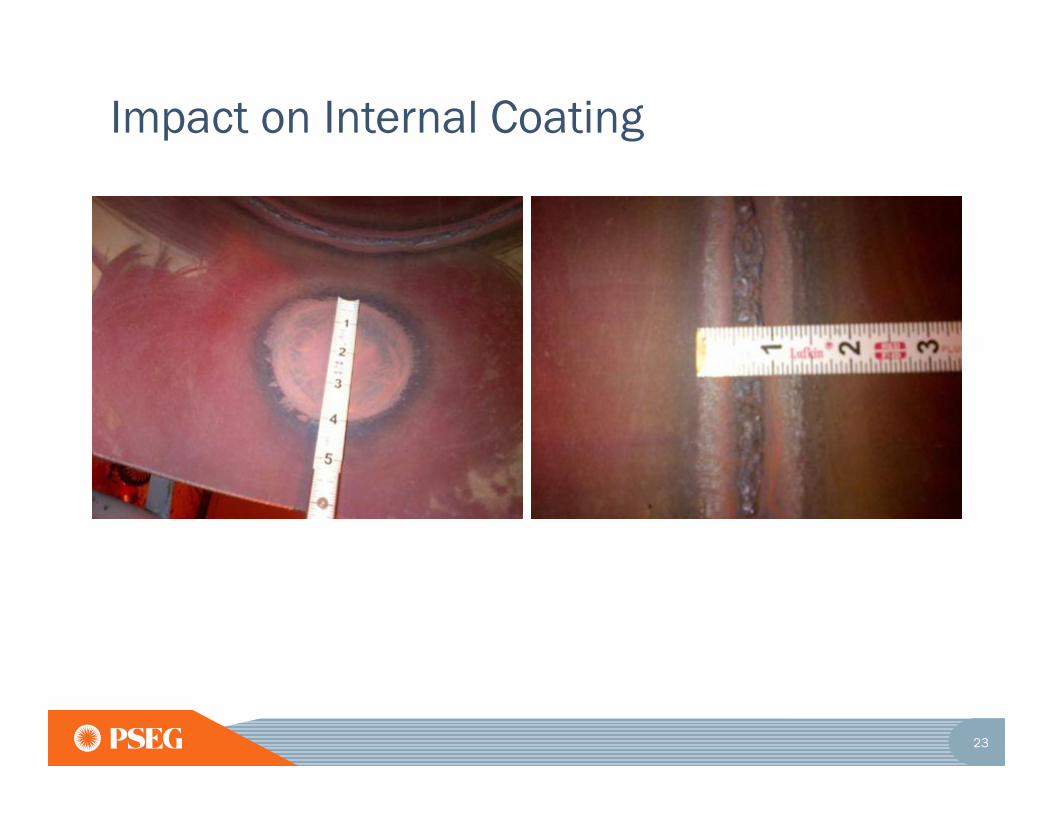
Impact on Internal Coating
24
Welder Exposure Testing
• Pipeliner SG MSDS was reviewed to determine
which compounds to sample for
• An environmental testing contractor was used to
perform the monitoring during welding and post-
test sample analysis
• Workplace exposure criteria are published by OSHA
and ACGIH
• Exposure criteria are identified as personal
exposure limits (PELs) and threshold limit values
(TLVs)

25
Welder Exposure Test Results
• Coating decomposition compounds measured
• Aldehydes (12 compound scan)
• Volatile Organic Compounds (24 compound scan)
• Inorganic Acids (6 compound scan)
• Nitrogen Compounds (2 compound scan)
• Eight-hour time weighted averages (TWAs) calculated based on 2 hours of continuous stationary welding time – not indicative of typical welding operations
• All TWAs were below published OSHA PELs and ACGIH TLVs

26
Engineering and Design
• Coating provides corrosion protection during storage
• Coating reduces roughness of the pipe ID, yielding improved flow

27
Gas Quality and Composition
• PSE&G has had little experience with internal
corrosion issues due to a very dry historical gas
quality
• In areas of active internal corrosion, gaps in internal
coating can accelerate corrosion
• Analysis should be done based on your system to
determine the level of risk for internal corrosion

28
Cost
• Coating cost varies based on pipe diameter and
quantity
• PSE&G’s internal analysis indicates that ID coating
increases the per-foot cost of steel pipe from 4.5%
to 12%
• Additional cost increases can be incurred if the pipe
to be internally coated has already been externally
coated, due to increased handling precautions

29
Recognition and Awareness by Field
Personnel

30
Operator Qualification Program Update
• Currently individual odor verification is done in the
M&R department only. This group is responsible for
performing sniff tests.
• Moving forward:
• Inclusion of individual odor verification capability in OQ
purging air/gas and investigate leak/odor complaint tasks
(scratch & sniff test cards). Tasks scheduled for 2015.
• Inclusion of odor verification in gas-out operational
procedures.

31
Technical Support News Bulletin &
Company Standards Update

32
Implemented Practices
• Mitigating Odor Fade during Construction
• All steel pipe 12” and larger to be internally coated with
Pipeliner SG epoxy, 2 mil avg. DFT
• Decision to internally coat 8” and smaller steel pipe to be
made on a case-by-case basis
• Recognition and Awareness by Field Personnel
• Distribution of Technical Support News Bulletin to
Distribution and AS personnel
• Update procedures in Distribution and AS standards
• Update OQ program for Distribution and AS

33
Acknowledgements
• Liberty Coating Company for providing coated pipe samples
• Mulcare Pipeline Solutions for loaning the Odor Handy hand-held mercaptan concentration meter
• Project Team
• Tim Lauder• Gabriel Wood, P.E.
• Other PSE&G Departments
• M&R and Plants• New Brunswick Distribution• Edison Training Center• Procurement
34
Questions?


















