
VERICUT 数控加工仿真软件 臧红彬
49
VERICUT 数数数数数数数数 数数数
description
VERICUT 数控加工仿真软件 臧红彬. 一、 VERICUT 软件功能简介 1 、 VERICUT 软件简介 2 、 VERICUT 软件主要功能简介 3 、 为什么需要 VERICUT 软件模拟仿真 二、 VERICUT 程序仿真入门 1 、 VERICUT 软件界面介绍 2 、如何在 VERICUT 中构建虚拟的加工环境 三、多轴机床模拟仿真 1 、如何创建多轴机床 2 、利用创建好的多轴机床进行模拟仿真 3 、优化数控程序 四、结束语. 内容简介. 1 、 VERICUT 软件简介 - PowerPoint PPT Presentation
Transcript of VERICUT 数控加工仿真软件 臧红彬

VERICUT数控加工仿真软件
臧红彬

内容简介 一、 VERICUT 软件功能简介 1 、 VERICUT 软件简介 2 、 VERICUT 软件主要功能简介 3 、 为什么需要 VERICUT 软件模拟仿真 二、 VERICUT 程序仿真入门 1 、 VERICUT 软件界面介绍 2 、如何在 VERICUT 中构建虚拟的加工环境 三、多轴机床模拟仿真 1 、如何创建多轴机床 2 、利用创建好的多轴机床进行模拟仿真 3 、优化数控程序四、结束语

一、 VERICUT 软件及功能简介 1 、 VERICUT 软件简介 VERICUT 是美国 CGTech 公司开发一款专业的数控加工仿真软件,是当前全球数控加工程序验证、机床模拟、工艺程序优化软件领域的领导者。 该软件自 1988 年开始推向市场以来,始终与世界先进的制造技术保持同步,采用了先进的三维显示及虚拟现实技术,可以验证和检测 NC程序可能存在的碰撞、干涉、过切、欠切、切削参数不合理等问题,被广泛的应用于航空,航天,船舶,电子,汽车,机车,模具,动力及重工业的车削,铣削(三轴及多轴加工),车铣复合,线切割,电加工等实际生产中。

2 、 VERICUT 软件主要功能 机床加工仿真,碰撞检查 程序验证 切削模型尺寸分析 切削速度优化 模型输出 工艺文件生成 VERICUT 加工仿真软件既可以模拟刀位轨迹文件也可以模拟 G
代码程序,甚至包括子程序、宏程序、循环、跳转、变量等

3 、为什么需要 VERICUT 软件模拟仿真? NC 程序有错 编程人员粗心大意…… CAM 软件系统有错 后置处理有误 工装及其他辅助设备有干涉情况 刀具长度不够 刀柄发生干涉 切削参数不合理 需要较准确地掌握零件加工时间以便安排生产计划 手工编制的程序如何验证

1 、 VERICUT 软件界面介绍
图形区域
菜单栏工具条
项目树管理加工工艺流程
错误信息栏
速度调整滑块 状态指示灯 进程条 动画控制按钮
二、 VERICUT 程序仿真入门

2 、如何在 VERICUT 中建立虚拟的加工仿真环境
VERICUT 可以通过两种方式构建虚拟的加工环境在 VERICUT 中创建虚拟的加工环境
刀轨模拟(前置文件) G 代码模拟
在 VERICUT 中新建一个项目文件,按照实际加工依次添加和创建 各 个文件
运用 VERICUT 与其他 CAM 软件集成接口 通过 VERICUT 与其他 CAM 软件的集成接口,方便快捷的从 CAM 软件中将所有的数据(包括毛坯,夹具,刀具,加工坐标系,程 序,设计模型等等)直接传输到 VERICUT 中,直接模拟仿真。

在 VERICUT 中创建虚拟加工环境 刀位轨迹模拟
定义毛料 设定加工坐标系 按照加工工艺顺序添加程序
2 、如何在 VERICUT 中建立虚拟的加工仿真环境

定义毛坯
选择创建毛坯的方式

设定加工坐标系

按照加工工艺顺序添加程序
刀位轨迹模拟分析 刀位轨迹模拟,只是对简单的点位进行模拟仿真,对于程序中出现的工艺性错误体现不出来,例如刀杆切削材料等等,另外不能够真实体现实际机床加工用的代码。

G 代码模拟
调用相应的机床和控制系统 定义毛料 创建加工坐标系 创建刀具或调用已经创建好的刀具 按照加工工艺顺序添加数控程序 设定对刀方式

调用相应的机床文件和控制系统文件

注:夹具、毛坯、设计模型各自有自己的属性夹具属性:用来检测刀柄,主轴等与夹 具之间的碰撞毛坯属性:被切削的属性设计模型属性:用来与切削完的零件进行对比,检测零件加工是否合格
定义夹具、毛坯、设计模型

定义加工坐标系

创建刀具

添加数控程序 - 按照工艺顺序添加

设定加工对刀方式

运用 VERICUT 与其他 CAM 软件集成接口以 UGV举例说明:通过使用 NXV, 可以实现 UG 与 VERICUT之间的数据传递,简化NC 程序仿真的流程,实现软件之间的无缝连接,使操作更加简便,降低了对软件使用者的水平要求,这样每个人都能迅速的进行程序验证。
2 、如何在 VERICUT 中建立虚拟的加工仿真环境

VERICUT 与其他 CAM 软件集成接口
{
定义输出路径定义输出文件名定义项目模板 -(加载模拟环境)
工序设置
几何模型定义: 设计模型 毛坯模型 夹具模型 工装在机床上的定位坐标系 注意:模型传输的依据 ,工序中 毛坯转移的坐标,关于 相对于组件树的关系。

VERICUT 与其他 CAM 软件集成接口输出文件格式VERICUT 模型或 STL (推荐使用 VERICUT 模型)输出模型格式ASCII 或 BINARY (推荐使用 ASCII)模型输出公差:设置设计模型,毛坯,夹具的模型公差,一般采用默认公差输出模型相对坐标系:绝对坐标系:与 CAD 系统中的绝对坐标系相关 联输出工作坐标系:与用户自己创建的坐标系相关联 输出(推荐使用该坐标系)进程:Interactive(交互式):在 VERICUT 中能够看到仿真过程Batch (批处理):在 VERICUT 中只能看到仿真结果推荐使用 interactive (交互式 )

机床类型:选择程序相应的后置处理类型,如果已有处理完的 NC 程序,该项不用选择切削模式: 标准的: 一般使用该选项 快速铣削:在三轴和固定轴铣中 可提高仿真模拟速度NC 程序类型: CLSF:模拟前置代码(不考虑机 床和控制系统) G 代码:模拟 G 代码仿真附着组件名称:根据 VERICUT 中机床的attach components 的个数来选择与VERICUT 机床中相对应附着组的名称对刀方式设置: 从刀具或旋转轴到加工坐标系定位
VERICUT 与其他 CAM 软件集成接口

工序模板的选择刀具的调用 视图的选择
选择需要仿真的程序自动生成程序 选择已经存在的程序
输出仿真的刀具、毛坯、程序,设计模型,夹具文件。
VERICUT 与其他 CAM 软件集成接口
{

从 UGV 中传输过来的数据都会转到组件树下相应的节点下。
VERICUT 与其他 CAM 软件集成接口

提示:当我们点击 UG 接口左下方的 OK 或 apply 按钮以后,所有设置将 自动保存到 UG 文件中。当再次进入 UG 接口窗口时,我们将直 接应用前面的设置。最后进入 VERICUT 界面,单击运行,等运 行完毕可以查看仿真结果。 注意:我们在 NXV选择 VCproject 文件时,要保证项目文件里Work Offsets 和 Program Zero 不能同时使用,否则这两式会产生冲突, 无法正确仿真。
VERICUT 与其他 CAM 软件集成接口

三、多轴机床的模拟仿真1 、如何创建机床
分析机床部件之间的运动关系 收集机床部件之间相对位置参数 分别添加部件的几何模型 其他机床参数的设置

1 、如何创建机床 分析机床部件之间的运动关系
机床有两大分支
1 、刀具分支
Base>Z>Y>A>Spindle>Tool
2 、毛坯分支
Base>X>B>StockBASE BASE
ZYA
XB

1 、如何创建机床 收集机床部件之间相对位置参数
A 旋转轴与主轴端面的距离=313mm

分别添加部件的几何模型
注:机床部件的几何模型可以通过 VERICUT 来创建也可以通过其他 的 CAD/CAM 软件创建,然后输
出 stl , iges , step 等格式,再加载到
VERICUT相应的部件下。
1、如何创建机床

设置机床的其他参数 机床的初始位置、机床的换刀位置 机床的行程极限、机床各个部件干 涉检查等待。
1、如何创建机床

建立机床应注意事项 当机床部件间相对位置已经确定,不要再改动部件位置 操作过程中,要分清是对部件,还是对模型的操作。当部件相对位置
确定后,后面的操作一般是对模型 区分部件坐标系和模型坐标系之间的关系
1、如何创建机床

2 、机床模拟仿真 调用相应的机床(机床文件) 调用和机床相配的控制系统文件 定义毛料 定义加工坐标系 建立或调用刀具库 按照加工工艺顺序添加程序 设定编程原点

调用机床和相应的控制系统
机床: rock3500 (已创建好)控制系统:西门子 sin840d

加载毛坯(从其他 CAD/CAM 软件输出的模型)

定义加工坐标系

定义刀具

加载数控程序

设定对刀方式

机床模拟和 G 代码模拟的区别 机床模拟可以检查机床在加工过程或换刀时,所发生的干涉
和碰撞,比 G 代码更实际的反映了现实机床加工的情况。

程序速度优化的优点 程序速度优化的原理 优化参数设置 优化程序操作过程 优化控制中设置相应参数 优化报告和优化前后文件比较
3、优化数控程序

通过 VERICUT 优化 ,可以大大提高加工效率——通常为 30%左右
可以平衡刀具机床的切削载荷,减少刀具和机床磨损,延长刀具和机床的寿命
优化后程序不需要人工调节机床加工速度,完全实现真正意义的无人工干预,从而减轻工人的劳动强度
程序速度优化的优点

固定体积切削方式优化(用于粗加工)
固定切屑厚度方式优化(用于半精加工和精加工)
程序速度优化的原理

优化参数设置

在相应的刀具下设置优化参数表 建议通过学习模式创建优化库,然后对创建后的优化库进行更加合理的
设置 打开优化功能开关进行程序优化
优化程序操作过程

优化控制中设置相应参数
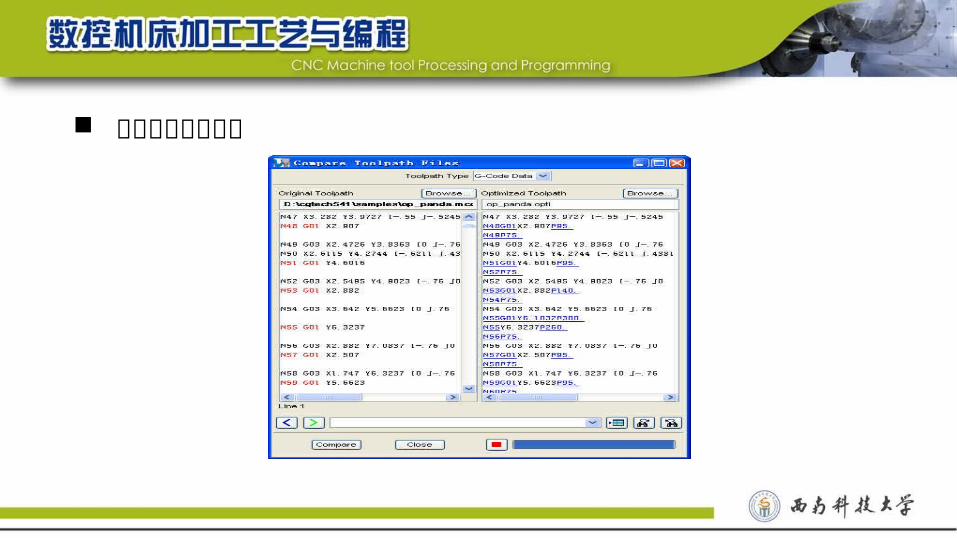
优化前后文件比较
四、结束语 通过 VERICUT 进行程序验证和机床模拟仿真,避免由于程序错误而发生的机床碰撞,超行程,刀具折断等。同时避免空运行试切程序的时间和成本。而且能够确定零件各个加工尺寸的正确性。在程序已经验证无误的情况下,我们还可以通过优化程序更进一步的提高加工效率,保证质量更加的稳定,从而提高企业的竞争力。

Thank You All !


















