
UTILIZACIÓN DE HERRAMIENTAS KAIZEN EN UNA PLANTA ...
146
11.06(10)34 UTILIZACIÓN DE HERRAMIENTAS KAIZEN EN UNA PLANTA MARROQUINERA: REALIDADES DE SU APLICABILIDAD PARA INCREMENTAR LA PRODUCTIVIDAD Y LA COMPETITIVIDAD YINA PAOLA JIMÉNEZ INFANTE GERMÁN DANIEL ESCANDÓN CARDOZO UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA DEPARTAMENTO DE INGENIERÍA INDUSTRIAL BOGOTÁ 2006
Transcript of UTILIZACIÓN DE HERRAMIENTAS KAIZEN EN UNA PLANTA ...

11.06(10)34
UTILIZACIÓN DE HERRAMIENTAS KAIZEN EN UNA PLANTA MARROQUINERA: REALIDADES DE SU APLICABILIDAD PARA INCREMENTAR LA PRODUCTIVIDAD Y LA COMPETITIVIDAD
YINA PAOLA JIMÉNEZ INFANTE
GERMÁN DANIEL ESCANDÓN CARDOZO
UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL BOGOTÁ
2006

11.06(10)34
UTILIZACIÓN DE HERRAMIENTAS KAIZEN EN UNA PLANTA MARROQUINERA: REALIDADES DE SU APLICABILIDAD PARA INCREMENTAR LA PRODUCTIVIDAD Y LA COMPETITIVIDAD
YINA PAOLA JIMÉNEZ INFANTE
GERMÁN DANIEL ESCANDÓN CARDOZO
Proyecto de Grado para obtener el título de Ingeniero Industrial
Asesores Néstor Monroy
Guillermo Alzate
UNIVERSIDAD DE LOS ANDES FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL BOGOTÁ
2006

11.06(10)34
A nuestras familias por haber sido un apoyo incondicional en estos años de
estudio y brindarnos la oportunidad de crecer personal y profesionalmente.

11.06(10)34
CONTENIDO
pág. 1. JUSTIFICACIÓN 6 2. OBJETIVOS 8
2.1 OBJETIVO GENERAL 8
2.2 OBJETIVOS ESPECÍFICOS 8 3. ALCANCE 9 4. RESULTADOS ESPERADOS 10 5. MARCO TEÓRICO 11
5.1 COMPETITIVIDAD 11 5.1.1 Factores Claves de Éxito 12
5.1.2 Las Cinco Fuerzas de Porter 12
5.1.3 Estrategias Genéricas para Competir 13
5.1.4 Cadena de Valor 14 5.2 KAIZEN 15 5.2.1 Sistemas 15
5.2.1.1 Gerencia de Calidad Total (TQM) 16 5.2.1.2 Sistema de Producción Just In Time 16 5.2.1.3 Mantenimiento Productivo Total (TPM) 17 5.2.1.4 Despliegue de Políticas 17 5.2.1.5 Actividad de Grupos Pequeños 18 5.2.1.6 Sistema de Sugerencias 18 5.2.1.7 Benchmarking 18 5.2.2 Gemba Kaizen 19
5.2.2.1 Estandarización 19 5.2.2.2 5 S’s 19 5.2.2.3 Mudas 20 5.2.3 Herramientas para la Resolución de Problemas. 21

11.06(10)34
6. EL SECTOR CUERO Y SUS PRODUCTOS 23
6.1 EL SECTOR CUERO Y SUS PRODUCTOS EN COLOMBIA 23 6.1.1 El TLC con Estados Unidos. 27 6.2 EL SECTOR CUERO Y SUS PRODUCTOS EN EL EXTERIOR 29 6.2.1 Europa 29
6.2.2 Asia 30
6.2.3 América 33 6.3 ANÁLISIS DOFA 35
7. CASOS DE KAIZEN EN COLOMBIA Y EN EL MUNDO 37
7.1 COMPAÑÍA ALPARGATAS (CICLO DEMING) 37 7.2 SMURFIT CARTÓN DE COLOMBIA (ELIMINACIÓN DEL MUDA) 40
7.3 TRANSEJES (SISTEMA DE SUGERENCIAS) 41
7.4 PLANTA DE TROQUELES (5 S’s) 42
7.5 PYME DE PASTAS FRESCAS (DIFERENTES HERRAMIENTAS KAIZEN) 43
8. LA EMPRESA 45
8.1 ANÁLISIS DE LA CADENA DE VALOR 45 8.1.1 Actividades Primarias 46
8.1.2 Actividades de Apoyo 51
8.1.3 Análisis DOFA 53 8.2 LA EMPRESA FRENTE AL TLC 55 8.3 ANTECEDENTES KAIZEN 58
9. KAIZEN Y LA COMPETITIVIDAD DE LA EMPRESA OMEGA 60 10. INTERVENCIÓN A LAS CELDAS DE PRODUCCIÓN 64
10.1 CELDAS ESTUDIADAS 64 10.2 ANÁLISIS DE TIEMPOS 64

11.06(10)34
10.3 ESPECIFICACIONES DE LÍNEA 69
10.4 ESTUDIO Y ANÁLISIS DE VALOR AGREGADO 71
10.5 DIAGNÓSTICO 72
10.6 UTILIZACIÓN DE HERRAMIENTAS KAIZEN 79
10.6.1 Programas de Mejoramiento Continuo 79
10.6.1.1 SOLES (5 S´s) 82 10.6.1.2 Oportunidades de Mejora (Sistema de Sugerencias) 86 10.6.1.3 MECA (Introducción a la Calidad Total) 90 10.6.1.4 Eliminación de Mudas 94 10.6.2 Diagnóstico a Otras Dependencias 98
11. ANÁLISIS DE RESULTADOS 101
11.1 AVANCE PROGRAMAS DE MEJORAMIENTO CONTINUO 101 11.1.1 SOLES 101
11.1.2 Oportunidades de Mejora 102
11.1.3 MECA 103
11.1.4 Eliminación de Mudas 105 11.2 ANÁLISIS DE TIEMPOS 106 11.3 ESPECIFICACIONES DE LÍNEA 114
11.4 IMPACTO EN COSTOS 114
12. CONCLUSIONES 116
12.1 BARRERAS: REALIDADES DEL KAIZEN 119
BIBLIOGRAFÍA 123 ANEXOS 127

11.06(10)34
LISTA DE TABLAS
pág.
Tabla 1. Aprovechamiento de oportunidades de mejora 22 Tabla 2. Exportaciones sector cuero y manufacturas 23 Tabla 3. Principales países exportadores de marroquinería a Estados Unidos 34 Tabla 4: DOFA de las empresas colombianas del sector Cuero y sus Productos 35 Tabla 5. Definición de las metas ‘caso Alpargatas’ 37 Tabla 6. Acciones correctivas ‘caso Alpargatas’ 39 Tabla 7. Evaluación: Indicadores ‘caso Alpargatas’ 39 Tabla 8. Implementación de sugerencias ‘caso Transejes’ 42 Tabla 9. Estructura de costos en la empresa Omega 45 Tabla 10. Análisis DOFA de la Cadena de Valor de la empresa Omega 53 Tabla 11. Antecedentes Kaizen en la empresa Omega 58 Tabla 12. Resultados antecedentes kaizen celda de Bolsos 59 Tabla 13. Herramientas que impactan en la competitividad de la empresa Omega 62 Tabla 14. Estudio de Valor Agregado para Línea Pequeña 71 Tabla 15. Estudio de Valor Agregado para Bolsos 71 Tabla 16. Diagnóstico celda de Línea Pequeña 73 Tabla 17. Diagnóstico celda de Bolsos 76 Tabla 18. Utilización de guías de colores para la selección de herramientas 84 Tabla 19. Utilización de guías de colores para la selección de elementos extraños 85 Tabla 20. Acciones en otras dependencias 99 Tabla 21. Compromisos primera reunión Oportunidades de Mejora 102

11.06(10)34
LISTA DE FIGURAS
pág. Figura 1. Metodología del proyecto 6 Figura 2. Las cinco fuerzas de Porter 12 Figura 3. La cadena de valor 14 Figura 4. Ciclo PHVA de Deming 15 Figura 5. Casa de la administración del gemba 19 Figura 6. Cadena tradicional del sector cuero y sus productos 23 Figura 7. Tendencia de las exportaciones del sector cuero y sus productos 25 Figura 8. Principales destinos de las exportaciones del sector cuero y sus productos 26 Figura 9. Producción bruta de cuero y manufacturas 26 Figura 10. Principales productores europeos de manufacturas de cuero 30 Figura 11. Consumo europeo de manufacturas de cuero por grupo de producto 30 Figura 12. Destinos de las exportaciones chinas de manufacturas en cuero 31 Figura 13. Producción, exportación e importación de marroquinería en Japón 32 Figura 14. Situación actual ‘caso Alpargatas’ 38 Figura 15. Diagrama causa-efecto ‘caso Alpargatas’ 38 Figura 16. Evaluación: % de defectos en moldeo ‘caso Alpargatas’ 39 Figura 17. Diagrama causa-efecto ‘caso Smurfit Cartón de Colombia’ 41 Figura 18. Logística Interna de la empresa Omega 46 Figura 19. Operaciones de la empresa Omega 47 Figura 20. Logística Externa de la empresa Omega 48 Figura 21. Mercadeo y Ventas de la empresa Omega 49 Figura 22. Servicios Post-Venta de la empresa Omega 50 Figura 23. Porcentaje de tiempo total 64 Figura 24. Porcentaje de tiempo total por área (con TMNP) 65 Figura 25. Porcentaje de tiempo total por área (sin TMNP) 65 Figura 26. Tiempo total de operación por área 66 Figura 27. Tiempo total de transporte por área 66 Figura 28. Tiempo total de alistamiento por área 67 Figura 29. Total TMNP por área 67 Figura 30. % Total TMNP 68 Figura 31. Frecuencia de TMNP por área 68 Figura 32. TMNP por área 69 Figura 33. Especificaciones de línea antes de la intervención 70 Figura 34. Disminución en las utilidades debido al TMNP 70 Figura 35. Análisis de Valor Agregado para Línea Pequeña 71 Figura 36. Análisis de Valor Agregado para Bolsos 72 Figura 37. Diagrama Ishikawa Situación Actual en la empresa Omega 80 Figura 38. Herramientas Kaizen y su impacto en la empresa Omega 82
11.06(10)34
Figura 39. Capacitación Programa SOLES 83 Figura 40. Objetivos y responsabilidades Comité SOLES 83 Figura 41. Objetivos y responsabilidades Equipo Oportunidades de Mejora 87 Figura 42. Reconocimientos Programa Oportunidades de Mejora 88 Figura 43. Objetivos y responsabilidades Equipo MECA 91 Figura 44. Correctivos Programa MECA 92 Figura 45. Diagrama Ishikawa de piezas defectuosas 93 Figura 46. Diagrama Ishikawa de piezas faltantes 93 Figura 47. Objetivos y responsabilidades Equipo Eliminación de Mudas 95 Figura 48. Diagrama Ishikawa Mudas 97 Figura 49. Tendencia Auditoría SOLES 101 Figura 50. Tendencia piezas defectuosas Programa MECA 104 Figura 51. Tendencia piezas faltantes Programa MECA 104 Figura 52. Tendencia retrabajo por error Programa Eliminación de Mudas 105 Figura 53. Resultados % de Tiempo Total 107 Figura 54. Resultados % de Tiempo Total por área (con TMNP) 107 Figura 55. Resultados % de Tiempo Total por área (sin TMNP) 108 Figura 56. Resultados Tiempo Total de operación por área 109 Figura 57. Resultados Tiempo Total de transporte por área 110 Figura 58. Resultados Tiempo Total de alistamiento por área 110 Figura 59. Resultados Total TMNP por área 111 Figura 60. Resultados % Total de TMNP 112 Figura 61. Resultados frecuencia de TMNP por área 113 Figura 62. Resultados de TMNP por área 113 Figura 63. Especificaciones de línea después de la intervención 114 Figura 64. Impacto en costos después de la intervención 115

11.06(10)34
LISTA DE ANEXOS
pág.
Anexo A. Historia del Kaizen 127 Anexo B. Calificación del sector cuero y sus productos 128 Anexo C. Posición de ACICAM frente al TLC con Estados Unidos 129 Anexo D. Layout planta de producción 132 Anexo E. Posición de la empresa OMEGA en el Sector Cuero y sus Productos 133 Anexo F. Layout celdas de producción estudiadas 134 Anexo G. Fotos Implementación Programas de Mejoramiento Continuo 135 Anexo H. Formatos Programas de Mejoramiento Continuo 137 Anexo I. Diagramas Ishikawa Programas de Mejoramiento Continuo 139

GLOSARIO ACICAM: Asociación Colombiana de Industriales del Calzado, el Cuero y sus Manufacturas. ANDI: Asociación Nacional de Industriales de Colombia. ARP: Administradora de Riesgos Profesionales. ASOCUEROS: Asociación Colombiana de Industriales del Cuero. ATPDEA: Ley de Preferencias Arancelarias Andinas y de Erradicación de las Drogas. BANCOLDEX: Banco de Comercio Exterior de Colombia. BID: Banco Interamericano de Desarrollo. Ciclo EREA: Estandarizar-Realizar-Evaluar-Actuar. Ciclo PHVA: Planear-Hacer-Verificar-Actuar. Ciclo PREA: Planificar-Realizar-Evaluar-Actuar. COINVERTIR: Corporación Invertir en Colombia. COLCIENCIAS: Instituto Colombiano para el Desarrollo de la Ciencia y la Tecnología “Francisco José de Caldas”. DAMA: Departamento Técnico Administrativo del Medio Ambiente. DNP: Departamento Nacional de Planeación. Gemba: lugar donde se agrega valor JIT (Just in Time): Justo a Tiempo. LEGISCOMEX: Base de datos sobre comercio exterior, que incluye el registro de exportaciones e importaciones de Colombia. LP: Línea Pequeña. Matriz DOFA: Matriz de Debilidades, Oportunidades, Fortalezas y Amenazas. Mincomercio: Ministerio de Comercio, Industria y Turismo. Muda: desperdicio en tiempo, inventarios, espacio, equipos, partes o empleados que no agrega valor al producto. Precios FOB (Free On Board): incluye los costos del bien más los costos del proceso de comercialización hasta su colocación en el medio de transporte. PROEXPORT: Promociona las exportaciones colombianas, el turismo internacional y la inversión extranjera en Colombia. RRHH: Área de Recursos Humanos. SENA: Servicio Nacional de Aprendizaje. SMED (Single Minute Exchange of Die): Cambio Rápido de Herramienta. SPC (Statistical Process Control): Control Estadístico de Procesos. Takt Time: velocidad de producción que requiere el mercado, expresado en tiempo/unid. TLC: Tratado de Libre Comercio. TM: Tiempo Muerto. TMNP: Tiempo Muerto No Planeado. TPM (Total Productive Maintenance): Mantenimiento Productivo Total. TQM (Total Quality Management): Gerencia de Calidad Total. UAII: Utilidades Antes de Intereses e Impuestos. WIP (Work In Process): Inventario en Proceso.

11.06(10)34
6
1. JUSTIFICACIÓN Analizando las ventajas del kaizen y sus implicaciones en la cultura organizacional, se pretende desarrollar una investigación que identifique mediante la aplicación de herramientas de producción, las características, la metodología y las ventajas del kaizen para que la industria colombiana sea capaz de modificar sus paradigmas y adoptar esta filosofía como estrategia de competitividad superando las desventajas de un país aún en vía de desarrollo. La cultura y sociedad colombiana fuertemente arraigada a la forma tradicional de hacer empresa y administrarla, limita la adopción de nuevos sistemas de gestión organizacional. Depende de la capacidad de cada empresa para romper viejos esquemas, qué tan favorable llegue a ser la aplicación y adopción del sistema de mejora continua (kaizen). Como se muestra en la Figura 1, el objetivo es enlazar la teoría del kaizen y la metodología utilizada en los casos analizados junto con un análisis del sector del cuero y sus productos (en Colombia y en el mundo) para relacionar la cadena de valor de la empresa y sus factores de competitividad, determinando qué herramientas son las más adecuadas para garantizar la permanencia de la empresa en el mercado y el mejoramiento de su proceso con el fin de incrementar la productividad y la competitividad. Figura 1. Metodología del proyecto
COMPETITIVIDAD
SECTOR CUEROY SUS PRODUCTOS EMPRESA
TLC
KAIZENKAIZEN
OTRASHERRAMIENTAS
ANÁLISIS DOFA
CASOS KAIZEN
INTERVENCIINTERVENCIÓÓNN
ESTRATEGIA COMPETITIVA,MERCADO, CLIENTES,
COMPETIDORES,FACTORES CLAVES DE ÉXITO
ANÁLISISCADENA DE VALOR:
ACTIVIDADES PRIMARIASACTIVIDADES DE APOYO
ANÁLISIS DE RESULTADOS CONCLUSIONES
HERRAMIENTAS
CELDALÍNEA PEQUEÑA
CELDABOLSOS
Elaborada por los autores (2006)

11.06(10)34
7
A través de una intervención práctica a dos celdas de producción en la Empresa Marroquinera Omega1, se pretende identificar oportunidades de mejora en lo referente a calidad, WIP (inventario en proceso), tiempos muertos y programación de la producción, mediante el uso de herramientas kaizen como 5 S’s, sistema de sugerencias y eliminación de mudas, principalmente. A través de las experiencias observadas en la planta de producción se determinará un plan de mejoramiento que permita verificar la veracidad del supuesto acerca del kaizen como herramienta para obtener competitividad, garantizar la calidad y mejorar significativamente la productividad.
1 Para mantener la confidencialidad de la empresa, se reservará su nombre y se enunciará en el documento con el nombre de Empresa Marroquinera Omega o Empresa Omega.

11.06(10)34
8
2. OBJETIVOS 2.1 OBJETIVO GENERAL Examinar la aplicabilidad de diferentes herramientas del Kaizen para incrementar la
productividad y la competitividad en la industria colombiana, mediante la elaboración de un plan de mejoramiento continuo en dos celdas de producción de la empresa Omega.
2.2 OBJETIVOS ESPECÍFICOS Analizar la filosofía del Kaizen, sus características, metodología e implicaciones dentro
de la cultura organizacional y su impacto en la productividad.
Analizar la cadena de valor de la empresa y el sector en el cual compite a nivel nacional e internacional, con el fin de establecer las debilidades, oportunidades, fortalezas y amenazas que presenta para mantenerse competitiva.
Diseñar programas que garanticen el mejoramiento continuo en la empresa, con base en las condiciones del entorno.
Ejecutar las actividades necesarias para la aplicación de la teoría en Omega (capacitaciones, coaching, medición de tiempos, reconocimientos, etc.).
Identificar las oportunidades reales que brinda el kaizen como herramienta de competitividad para una empresa manufacturera.
Conocer las barreras que pueden surgir en una empresa manufacturera como Omega mientras se lleva a cabo un proceso de cambio.
Documentar la metodología y procedimientos necesarios para implementar la filosofía kaizen a través de los programas de mejoramiento continuo, con el fin de que éstos puedan implementarse en cualquier empresa sin distinción de sector o país.
Conocer la evolución del proceso productivo dentro de la empresa Omega antes y después del plan de mejoramiento con base en los postulados del kaizen.
Identificar qué herramientas del kaizen no son aplicables dentro del proceso de manufactura de Omega debido a las condiciones y características del sistema productivo.
Analizar las implicaciones éticas, culturales y de disciplina que tiene la implementación de la nueva cultura de mejoramiento continuo.
Despertar el entusiasmo e interés de los trabajadores de las celdas para que experimenten un proceso de cambio personal, sincero y autónomo.

11.06(10)34
9
3. ALCANCE Realizar una intervención en kaizen implica un proceso de transición y sensibilización prolongado. La cultura organizacional no se transforma de un día para otro y requiere que todos los trabajadores se encuentren dispuestos a cambiar y a favorecer esta nueva filosofía. Se es conciente que la intervención en la empresa, de manera integral, favorecería mayores y mejores resultados. Sin embargo, se busca iniciar ese proceso de transición desde la planta de producción, con el fin de que más adelante se haga extensivo a todos los trabajadores. El tiempo y los recursos son una limitante significativa para acceder a todas las dependencias, a pesar del interés por analizar de manera práctica las ventajas, desventajas, barreras y oportunidades de implementar kaizen en una empresa colombiana. No se desconoce la existencia de diferentes herramientas ni se pretende dar a entender que kaizen es la única alternativa posible, sin embargo, siendo congruentes con el objetivo principal, se desarrollará la intervención con base en los postulados del kaizen con el fin de identificar problemas, proponer soluciones e implementar programas de mejoramiento continuo con miras a incrementar la productividad y garantizar la competitividad. No se espera dar solución a todos los problemas identificados, más aún, porque varios de ellos no son responsabilidad directa del área de producción (en la cual se llevará a cabo la implementación de los programas), pero se quiere comprender y mostrar a través de este proyecto cómo es posible sensibilizar a los trabajadores para adquirir la filosofía kaizen en su trabajo y observar el mejoramiento continuo de las celdas de producción. El impacto de las soluciones puede ser menos relevante al analizar la organización en su conjunto, pero es un primer paso para que la gerencia general inicie el proceso en toda la compañía y se comprometa a garantizar y mantener una gestión real de mejoramiento continuo.
11.06(10)34
10
4. RESULTADOS ESPERADOS Aprender acerca de las características y herramientas del kaizen.
Comprender la aplicabilidad del kaizen como herramienta de competitividad.
Encontrar la divergencia entre las barreras y oportunidades que pueden presentarse al
implementar herramientas kaizen en dos celdas de producción cuyas características físicas y de capacitación son similares, pero difieren en el producto que elaboran.
Observar compromiso por parte de la alta gerencia y de los trabajadores para valorar, aplicar y mantener la filosofía kaizen dentro de la gestión.
Identificar y disminuir tiempos muertos en un proceso de manufactura no lineal.
Incrementar la productividad en las celdas piloto mediante la creación e implementación de programas de mejoramiento continuo.
11.06(10)34
11
5. MARCO TEÓRICO Las empresas colombianas están enfrentando nuevos retos en producción, administración, logística y demás actividades relacionadas, debido a la necesidad que tienen de enfrentar la globalización y responder a nuevas oportunidades con la apertura hacia nuevos mercados. Es por ello, que los sectores deben mirar más allá de las fronteras del país, identificando los factores de competitividad y la cadena de valor de cada empresa, con el fin de enfrentar a los competidores y responder a las exigencias de los clientes en ambientes dinámicos y constantemente exigentes. Estar preparados para hechos tan importantes como la firma del Tratado de Libre Comercio y prepararse para enfrentar las implicaciones que éste conlleva será determinante dentro de la supervivencia de las organizaciones que penetren al mercado estadounidense. De igual manera, estar dispuestos a ofrecer calidad, innovación, costos, diseño, o cualesquiera que sea el factor de competitividad más adecuado en cualquier mercado permitirá a las empresas crecer y enfocarse en las variables determinantes para obtener ventajas competitivas sostenibles, mejorando a su vez, la economía nacional. Las siguientes son las definiciones teóricas que sustentan el análisis que se realizará posteriormente, específicamente, en el sector marroquinero. Se busca brindar un panorama teórico tanto en estrategia y competitividad, como en kaizen, para comprender por qué se considera esta filosofía adecuada para mejorar la competitividad y la productividad en una empresa colombiana. 5.1 COMPETITIVIDAD La Productividad se refiere exclusivamente a “la eficiencia con que se emplean en la producción los recursos de capital y de mano de obra”2. Mientras que la Competitividad abarca en una definición más amplia la “capacidad de una organización … de mantener sistemáticamente ventajas comparativas que le permitan alcanzar, sostener y mejorar una determinada posición en el entorno socioeconómico”3. La competencia se establece en tres niveles: el análisis de la competencia internacional (debido a la integración económica mundial), el análisis de la competencia sectorial y el análisis de la competencia de excelencia (consigo misma) en la búsqueda de los mejores resultados.
2 DEFINICIÓN DE productividad, s.f. Recuperada el 4 de marzo de 2006 del sitio web: http://www.definicion.org/productividad 3 PELAYO, Carmen María. La competitividad, s.f. Recuperado el 4 de marzo de 2006 del sitio web de monografias.com: http://www.monografias.com/trabajos/competitividad/competitividad.shtml

11.06(10)34
12
5.1.1 Factores Claves de Éxito. Los factores claves de éxito son los elementos que le permiten al empresario alcanzar los objetivos que se ha trazado y distinguen a la empresa de la competencia haciéndola única. Deben traducirse en ventajas competitivas fundamentales que le permitan al proyecto alcanzar los objetivos propuestos. “Para [identificarlos] se debe mirar hacia adentro del negocio, saber cuáles son los procesos o características que distinguen su producto o servicio y cuáles son los que debe dominar a plenitud para crear la ventaja competitiva”4. Debe considerarse que dicha identificación se dificulta cuando se compite en un mercado de procesos y productos similares. 5.1.2 Las Cinco Fuerzas de Porter.
Figura 2. Las cinco fuerzas de Porter
Elaborada por los autores con base en información de Porter (2002). Como se observa en la Figura 2, cinco fuerzas o factores fundamentales intervienen para impulsar la competencia en la industria: La aparición de las empresas potenciales: la principal amenaza son las barreras de
entrada (acceso a los canales de distribución, economías de escala, necesidades de capital, costos cambiantes, diferenciación de productos, acceso a los recursos y a la tecnología), las cuales permitirán el ingreso de mayor o menor número de competidores al sector.
La rivalidad entre los competidores actuales: puede presentarse debido a competidores
diversos y numerosos, lento crecimiento de la industria, altos costos fijos o de almacenamiento, ausencia de diferenciación o costos cambiantes, aumento de la capacidad para mejorar las economías de escala e intereses estratégicos, entre otros. Para mejorar la posición con respecto a las otras empresas se utilizan tácticas como competencia de precios y/o publicidad, más y mejores servicios y garantías, e introducción de productos.
4 LÓPEZ, Carlos. Los factores claves de éxito, s.f. Recuperado el 4 de Marzo de 2006 del sitio web de Gestiópolis: http://www.gestiopolis.com/canales/emprendedora/articulos/31/claves.htm

11.06(10)34
13
La amenaza de los productos o servicios sustitutos: pueden afectar la posición de la empresa si ésta se encuentra en un segmento donde los productos o servicios reales o potenciales están en capacidad de ingresar con mejor tecnología o menor precio disminuyendo las utilidades de las compañías ya establecidas.
El poder de negociación de los compradores: tiene lugar en segmentos con productos
de bajo costo, poco diferenciados o sustitutos, que fomentan la comparación y elección entre bienes de diferentes marcas sin representar mayores costos para el cliente. Esto lleva a que los clientes tengan poder para enfrentar a las empresas del sector, obligándolas a reducir los precios, mantener la calidad, innovar y ofrecer más servicios.
El poder de negociación de los proveedores: es principalmente ejercido por empresas
fortalecidas que pueden amenazar con elevar los precios o perder la calidad de los bienes y servicios que ofrecen, especialmente, cuando éstos tienen pocos sustitutos o son costosos.
La estrategia competitiva de la empresa debe, por tanto, permitir a la empresa ubicarse en el sitio en donde sea capaz de influir y actuar mejor que sus rivales. Conocer las interrelaciones entre las cinco fuerzas, permitirá a la compañía analizar mediante lo que se denomina un análisis DOFA, cuáles son sus fortalezas y debilidades para consolidar su posicionamiento frente a la competencia y establecer qué cambios estratégicos hacer con el fin de obtener los mejores resultados; también, será posible descubrir en qué áreas se encuentran las oportunidades y amenazas más importantes de acuerdo con las tendencias de la industria y el entorno. 5.1.3 Estrategias Genéricas para Competir. Estrategia competitiva: “combinación de fines (metas) que busca la compañía y de medios (políticas) con que trata de alcanzarlos”5. Con el fin de afrontar las cinco fuerzas, existen tres estrategias generales que puede seguir una empresa: Liderazgo en costo: implica ser el productor con menor costo en el sector, lo cual
involucra instalaciones y equipos que permitan aprovechar las economías de escala, reducir al máximo los costos variables y los gastos administrativos como publicidad y ventas y minimizar la inversión en tecnología e Investigación y Desarrollo (I+D). Sin embargo, no debe traer como consecuencia la pérdida de calidad y tiempos de entrega más largos. Los principales riesgos están representados por los cambios en tecnología, la imitación de los competidores, pérdida de diferenciación y empresas cuya estrategia de enfoque en costos las hace más competitivas.
5 PORTER, Michael E. Estrategia competitiva: técnicas para el análisis de los sectores industriales y de la competencia (traducido al español por María E. Rosas). México: Compañía Editorial Continental, 2002, p.12
11.06(10)34
14
Diferenciación: implica inversión en I+D y tecnología para obtener productos y servicios que el cliente reconozca como únicos. Por lo general, esta estrategia implica un incremento en los costos, lo cual se refleja en la posibilidad de cobrar un precio superior. Los principales riesgos están representados por la imitación de los competidores (eliminando la diferenciación), el poco reconocimiento de los compradores, incremento en costos y empresas cuya estrategia de enfoque en diferenciación las hace más competitivas.
Concentración o enfoque: esta estrategia puede ser en costos o en diferenciación, pero dirigida a un segmento específico del mercado total del sector industrial. Los principales riesgos están representados por la desaparición de la demanda, las similitudes que comienzan a haber entre uno y otro segmento favoreciendo a las empresas con estrategias más amplias y la aparición de nuevas empresas que segmentan aún más el mercado reduciendo el número de compradores.
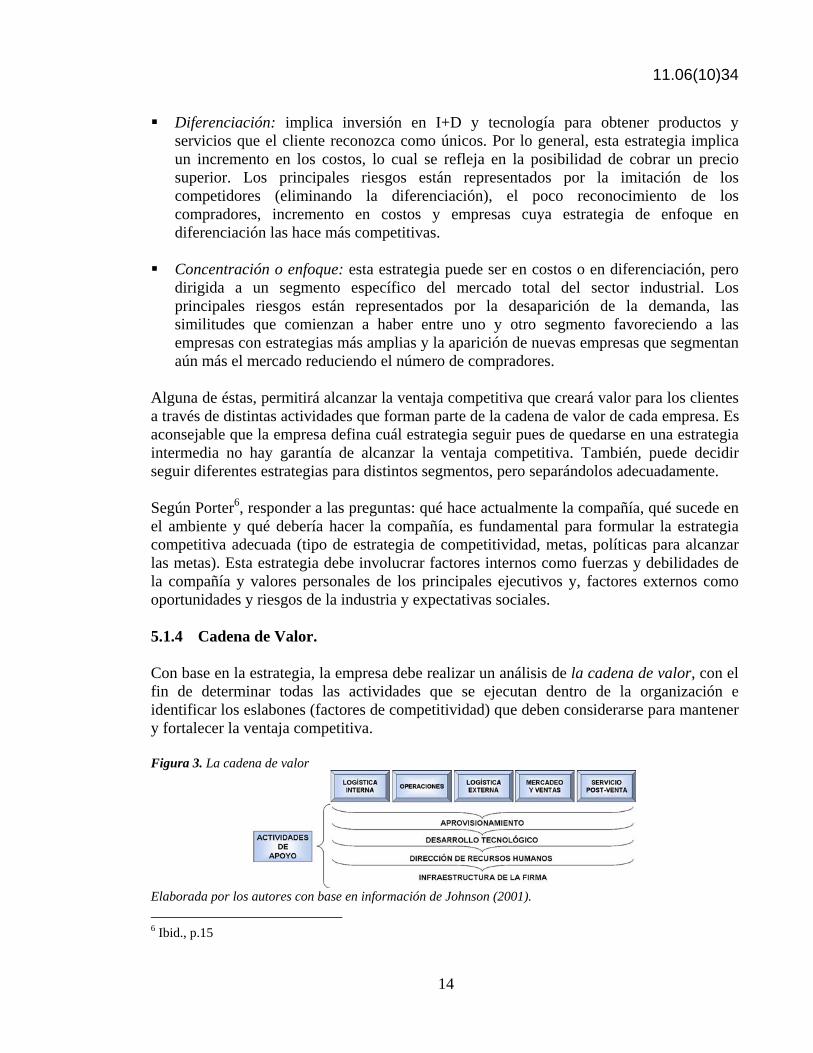
Alguna de éstas, permitirá alcanzar la ventaja competitiva que creará valor para los clientes a través de distintas actividades que forman parte de la cadena de valor de cada empresa. Es aconsejable que la empresa defina cuál estrategia seguir pues de quedarse en una estrategia intermedia no hay garantía de alcanzar la ventaja competitiva. También, puede decidir seguir diferentes estrategias para distintos segmentos, pero separándolos adecuadamente. Según Porter6, responder a las preguntas: qué hace actualmente la compañía, qué sucede en el ambiente y qué debería hacer la compañía, es fundamental para formular la estrategia competitiva adecuada (tipo de estrategia de competitividad, metas, políticas para alcanzar las metas). Esta estrategia debe involucrar factores internos como fuerzas y debilidades de la compañía y valores personales de los principales ejecutivos y, factores externos como oportunidades y riesgos de la industria y expectativas sociales. 5.1.4 Cadena de Valor. Con base en la estrategia, la empresa debe realizar un análisis de la cadena de valor, con el fin de determinar todas las actividades que se ejecutan dentro de la organización e identificar los eslabones (factores de competitividad) que deben considerarse para mantener y fortalecer la ventaja competitiva. Figura 3. La cadena de valor
Elaborada por los autores con base en información de Johnson (2001). 6 Ibid., p.15

11.06(10)34
15
Conocer y entender la interrelación entre las actividades principales y de apoyo de la cadena de valor, como lo muestra la Figura 3, permite identificar qué produce valor para el cliente con el fin de establecer estrategias de diferenciación enfocadas, que vinculen el recurso humano y la tecnología actual dentro del proceso. 5.2 KAIZEN Kaizen, más que un proceso de mejora continua es toda una cultura desarrollada por los reconocidos autores japoneses Shingo, Ishikawa, Ohno, Mizuno, Taguchi, Karatsu y Kawase, principalmente y, finalmente, compilada por Imai (Ver Anexo A). Esta filosofía ha revolucionado no sólo el sistema productivo (incrementando la eficacia, la eficiencia y la satisfacción del cliente, a la vez que se obtienen menores plazos) sino que ha creado todo un sistema de pensamiento organizacional que requiere el 100% de involucramiento de todas las partes de la organización para seguir una estrategia de mejoramiento continuo, eliminación de desperdicios y obtención de calidad, entre otras características. El trabajo en equipo y el liderazgo son además conceptos fomentados en distintos niveles organizacionales. El Kaizen ha atravesado las barreras japonesas penetrando en empresas en todo el mundo que buscan una Organización de Clase Mundial competitiva y orientada al éxito. 5.2.1 Sistemas. Los sistemas kaizen se han fundamentado en el símbolo de la mejora continua, más conocido como el Ciclo de Deming o Ciclo PHVA (Planear-Hacer-Verificar-Actuar), desarrollado en 1.950. Figura 4. Ciclo PHVA de Deming
VERIFICAR
PLANEAR
HACERACTUAR SATISFACCIÓN
DEL CLIENTE
Elaborada por los autores con base en información de Vásquez (2000). Según Vásquez, los pasos del Ciclo implican:
1.Planificar: involucrar a la gente correcta, recopilar los datos disponibles, comprender las necesidades de los clientes, estudiar exhaustivamente el/los
11.06(10)34
16
procesos involucrados, preguntarse si ¿es el proceso capaz de cumplir las necesidades?, desarrollar el plan/entrenar al personal.
2.Hacer: implementar la mejora/verificar las causas de los problemas, recopilar los datos apropiados.
3.Verificar: analizar y desplegar los datos, preguntarse si ¿se han alcanzado los resultados deseados?, comprender y documentar las diferencias, revisar los problemas y errores, responder ¿qué se aprendió?, ¿qué queda aún por resolver?
4.Actuar: incorporar la mejora al proceso, comunicar la mejora a todos los integrantes de la empresa, identificar nuevos proyectos/problemas7.
El cumplimiento de los objetivos de la cultura kaizen involucra la implementación de los sistemas de la Gerencia de Calidad Total (TQM), el Just in Time (JIT), el Mantenimiento Productivo Total (TPM), el despliegue de políticas, la actividad de grupos pequeños y el sistema de sugerencias. 5.2.1.1 Gerencia de Calidad Total (TQM): “forma de gestión de una organización centrada en la calidad, basado en la participación de todos sus miembros y que pretende un éxito a largo plazo mediante la satisfacción del cliente y beneficios para todos los miembros de la organización y para la sociedad”8. 5.2.1.2 Sistema de Producción Just in Time: “se orienta a la eliminación de actividades de todo tipo que no agregan valor y al logro de un sistema de producción ágil y suficientemente flexible que de cabida a las fluctuaciones en los pedidos de los clientes”9. Consiste en hacer uso de los recursos en el momento y cantidad en que se necesitan, reduciendo los niveles de stocks y los tiempos involucrados en los ciclos operativos. Tiende a eliminar desperdicios que ocasionan menores niveles de calidad y productividad, y costos más elevados. Según Lefcovich, entre las ventajas del Justo a Tiempo se encuentran:
Acortamiento del tiempo de entrega. Reducción del tiempo dedicado a trabajos de no procesamiento. Inventario reducido. Mejor equilibrio entre diferentes procesos. Aclaración de problemas10.
7 VÁSQUEZ, Ana María. El ciclo de la mejora continua, 2000. Recuperado el 12 de Enero de 2005 del sitio web: http://www.estrucplan.com.ar/articulos/verarticulo.asp?IDArticulo=180 8 GESTIÓN DE la calidad total, jun. 2004. Recuperado el 18 de Octubre de 2005 del sitio web de Tecnociencia: http://www.tecnociencia.es/especiales/sistemas_gestion/calidad/3.htm# 9 IMAI, Masaaki. Cómo implementar el kaizen en el sitio de trabajo (gemba): un sistema gerencial efectivo, a bajo costo y de sentido común. Bogotá: Mc Graw Hill, 1998, p. 8. 10 LEFCOVICH, Mauricio. Kaizen - La Mejora Continua aplicada en la Calidad, Productividad y Reducción de Costos, s.f. Recuperado el 9 de Enero de 2006 del sitio web de monografias.com: http://www.monografias.com/trabajos14/kaizencostos/kaizencostos.shtml

11.06(10)34
17
5.2.1.3 Mantenimiento Productivo Total (TPM): concentrado en el mejoramiento de la calidad de los equipos, intenta maximizar su funcionamiento y duración, involucrando a todo el personal de planta. Leija define los Pilares TPM de la siguiente manera:
1. Mantenimiento autónomo: garantizar la confiabilidad en los procesos productivos, mejorando los conocimientos y habilidades de los operarios con el fin de lograr mantener las condiciones básicas de los equipos y procesos a través del desarrollo de 7 etapas. 2. Mejora enfocada: eliminar todas las pérdidas en los procesos administrativos y operativos de la compañía, a través de un proceso de mejoramiento continuo, con el fin de maximizar la eficiencia. 3. Mantenimiento planificado: garantizar la disponibilidad de los equipos, a través de una eficaz gestión de mantenimiento. 4. Manejo inicial del equipo: ejecución de proyectos, evaluando todos los aspectos de diseño, económicos, operación, mantenimiento, seguridad, etc., desde el momento que se concibe el proyecto. 5. Seguridad y gestión ambiental: garantizar las condiciones necesarias para asegurar que no se presenten accidentes dentro de la compañía, que puedan afectar a las personas, los activos de la compañía o el medio ambiente. 6. Calidad total: crear condiciones de cero defectos en el producto, cero desperdicios, cero paradas, cero accidentes, y cero pérdidas. 7. TPM en oficinas: dado que la empresa es una fábrica de información y servicio, toma datos y recursos humanos y les da un valor agregado. 8. Capacitación y entrenamiento. 9. Liderazgo: es el proceso de motivar y ayudar a los demás a trabajar con entusiasmo para alcanzar los objetivos. 10. Organización: definir las políticas de perfil para contratación de empleados, capacitación y curvas salariales acordes con el desempeño y aporte de los empleados de la organización11.
5.2.1.4 Despliegue de políticas: La gerencia debe establecer objetivos claros para guiar
a cada persona y asegurarse de suministrar liderazgo para todas las actividades kaizen dirigidas hacia el logro de los objetivos. La alta gerencia debe idear una estrategia a largo plazo, detallada en estrategias de mediano plazo y estrategias anuales. Debe contar con un plan para desplegar la estrategia, pasarla hacia abajo por los niveles subsecuentes de gerencia hasta que llega a la zona de producción12.
11 LEIJA, Ramón. Introducción al desarrollo del TPM en industrias de proceso. Bogotá, Presentación Corporativa Frito Lay Colombia, 2003. 12 LEFCOVICH, Mauricio. El Kaizen en la gestión pública, 2003. Recuperado el 20 de Octubre de 2005 del sitio web: http://www.tuobra.unam.mx/publicadas/040119150618-T_iacute.html
11.06(10)34
18
5.2.1.5 Actividades de grupos pequeños: Actividades de los Círculos de Control de Calidad que incrementan la participación activa del personal en la identificación de problemas, medidas preventivas y nuevos estándares con respecto a calidad, costos, productividad, seguridad, atención al cliente, entre muchas otras. Para lograr esas labores grupales de manera eficaz es fundamental la capacitación del personal en tres aspectos: el trabajo en equipo, las herramientas de gestión y el control estadístico de procesos (SPC)13.
5.2.1.6 Sistema de Sugerencias: manera efectiva mediante la cual los trabajadores expresan sus conocimientos, experiencias y capacidades creativas buscando mejorar los procesos y el diseño de los servicios. La administración debe encargarse de hacer que este sistema sea dinámico, debe estimular a los trabajadores para que se sientan cómodos colocando sus ideas por escrito. Imai manifiesta que entre los principales resultados, de acuerdo con la Japan Human Relations Association, se encuentran, en orden de importancia:
Mejoramientos en el trabajo propio. Ahorros en energía, material y otros recursos. Mejoramientos en el entorno de trabajo. Mejoramientos en las máquinas y procesos. Mejoramientos en artefactos y herramientas. Mejoramientos en el trabajo de oficina. Mejoramientos en la calidad del producto. Ideas para los nuevos productos. Servicios para relacionarse con el cliente14.
5.2.1.7 Benchmarking (Danotsu: "ser el mejor entre los mejores"): se fija un estándar sobre el cual se realiza la comparación y aprendizaje respecto a las empresas líderes del sector y que se considerarán como ejemplo a seguir, alcanzar y superar. Benchmarking es un proceso positivo, proactivo, para cambiar las operaciones en una forma estructurada para lograr el desempeño excelente. Se incluyen las mejores prácticas en sus operaciones satisfaciendo las necesidades de los clientes y obteniendo una ventaja competitiva15.
13LEFCOVICH, Mauricio. El kaizen aplicado a instituciones financieras, 2003. Recuperado el 18 de Octubre de 2005 del sitio web de monografias.com: http://www.monografias.com/trabajos15/kaizen-financieras/kaizen-financieras.shtml#CAZANDO 14 IMAI, Masaaki. Kaizen: la clave de la ventaja competitiva japonesa. México: Compañía Editorial Continental, 1990, p. 153. 15 LEFCOVICH, El kaizen aplicado a instituciones financieras, Op. cit.

11.06(10)34
19
5.2.2 Gemba Kaizen.
Gemba es la “palabra japonesa que significa ‘lugar real’, ahora adaptada en la terminología gerencial para referirse al ‘lugar de trabajo’, o aquel lugar donde se agrega valor. En manufactura, por lo general se refiere a la zona de producción”16.
Figura 5. Casa de la administración del gemba
Elaborada por los autores con base en información de Imai (1998). En la Figura 5 se observan los tres pilares del gemba, alrededor de los cuales se desarrolla el kaizen: estandarización, 5 S’s y eliminación de desperdicios.
5.2.2.1 Estandarización: Busca la mejor forma de realizar una tarea o proceso y su correspondiente documentación para darle continuidad y permitir la mejora continua. Mediante el proceso denominado EREA (estandarizar-realizar-evaluar-actuar) se estandarizan los procesos y actividades, tratando de evitar los desvíos y desajustes en el desarrollo de las mismas. Después de lograr la estandarización prosigue el proceso denominado PREA (planificar-realizar-evaluar-actuar) por el cual los Círculos de Calidad y otros grupos técnicos logran identificar todas aquellas actividades objetos de eliminación, mejora, combinación o alteración en su orden de desarrollo, para mejorar los diferentes índices17. 5.2.2.2 5 S’s: “El movimiento de 5 S (housekeeping) toma su nombre de cinco palabras japonesas que principian con S: Seiri, Seiton, Seiso, Seiketsu y Shitsuke”18.
1. Seiri: “Cuando menos es más”. Separar los elementos y herramientas de trabajo necesarios de aquellos que no lo son, los cuales se depositan en los lugares correspondientes. 2. Seiton: “Un lugar para cada cosa y cada cosa en su lugar”. Darle a cada elemento en uso un lugar y orden para que sea fácil de encontrar y usar. Es importante especificar la
16 IMAI, Cómo implementar el kaizen en el sitio de trabajo (gemba), Op. cit., p. XXV (glosario). 17 LEFCOVICH, El kaizen aplicado a instituciones financieras, Op. cit. 18 LEFCOVICH, Mauricio. Las 5 S Plus, s.f. Recuperado el 18 de Octubre de 2005 de http://www.tuobra.unam.mx/publicadas/040119152742.html

11.06(10)34
20
ubicación y el número máximo de ítems de cada clase que son permitidos en el gemba. Las herramientas deben estar cercanas al trabajador y deben ser colocadas de nuevo en el sitio respectivo tras su uso. Deben señalarse los espacios destinados para suministros e inventario en proceso, además de delimitar el área de paso, la cual debe encontrarse siempre despejada. 3. Seiso: limpiar el entorno de trabajo (máquinas, herramientas, pisos, paredes y otras áreas). Permite descubrir averías mientras se realiza la limpieza y ayuda a prevenir accidentes y catástrofes. 4. Seiketsu: disciplina personal que implica uso de ropa de trabajo adecuada, lentes, guantes, cascos, caretas y zapatos de seguridad, así como mantener un entorno de trabajo saludable y limpio, con cero accidentes. Implica trabajar en seiri, seiton y seiso de manera frecuente. 5. Shitsuke: autodisciplina repitiendo continuamente los pasos anteriores para mantener el orden y mejorar, disminuir errores y tiempos y mejorar las relaciones humanas.
Imai enuncia como beneficios de las 5 S’s en el gemba:
Ayuda a los empleados a adquirir autodisciplina… Destaca los diferentes tipos de muda en el gemba… La eliminación del muda en el gemba intensifica el proceso de las 5 S’s. Señala anormalidades tales como productos defectuosos y excedentes de inventario. Reduce el movimiento innecesario, como caminar y el trabajo innecesariamente agotador. Permite que se identifiquen visualmente y, por tanto, que se solucionen los problemas relacionados con escasez de materiales, líneas desbalanceadas, averías en las máquinas y demoras en las entregas. Resuelve grandes problemas logísticos en el gemba, de una forma simple. Hace visibles los problemas de calidad. Mejora la eficiencia en el trabajo y reduce los costos de operación. Reduce los accidentes industriales…19.
5.2.2.3 Mudas: Ohno (mentor y artífice del Just in Time) identificó las siete categorías clásicas de muda (desperdicio), las cuales comprenden:
1. Muda por sobreproducción: mala previsión de ventas, producción al máximo de
capacidad, lograr un óptimo de producción, etc. 2. Muda por exceso de inventario: inventarios de insumos, de repuestos, productos
en proceso e inventario de productos terminados. 3. Muda de reparación y rechazo de productos defectuosos: reacondicionar partes
en proceso o productos terminados, reciclar o destruir productos que no reúnen las condiciones óptimas de calidad.
19 IMAI, Cómo implementar el kaizen en el sitio de trabajo (gemba), Op. cit., p. 66.

11.06(10)34
21
4. Muda ocasionada por movimientos: movimientos físicos que el personal realiza en exceso debido entre otros motivos a una falta de planificación en materia ergonómica.
5. Muda de procesamiento: desperdicios generados por falencias en materia de layout, disposición física de planta y maquinarias, errores en los procedimientos de producción y en diseño de productos.
6. Muda de espera: los tiempos de preparación, los tiempos en que una pieza debe esperar a otra para continuar su procesamiento, el tiempo de cola para su procesamiento, reparaciones o mantenimientos, tiempos de espera de órdenes y de materias primas o insumos.
7. Muda de transporte: excesos en el transporte interno, por errores en la ubicación de máquinas,… sobre-utilización de mano de obra, transportes y energía20.
Para eliminar estos desperdicios hay que mejorar en los siguientes aspectos: calidad, labores de mantenimiento, procedimientos de preparación (que disminuyan el inventario de productos en proceso), selección y contratación a largo plazo con los proveedores, y recorrido de los insumos y partes durante el proceso productivo. 5.2.3 Herramientas para la Resolución de Problemas.
Las siguientes herramientas sirven para identificar, analizar y comprender cualquier tipo de problema, con el fin de convertirlo en una oportunidad para mejorar: 1. Diagrama de Pareto: permite identificar las causas que más inciden en la generación de problemas. 2. Diagrama causa-efecto: busca analizar las causas y efectos que conllevan a un problema o situación. 3. Histogramas: indica la frecuencia, forma, media y dispersión de los datos, para una variable en particular. 4. Cartas de control: detectan anomalías en el desempeño de un proceso, dados unos límites de control inferior, medio y superior, en un gráfico lineal.
5. Diagrama de dispersión: permite determinar la relación causa-efecto entre dos variables. 6. Gráficas: “dependen de la forma deseada y del propósito del análisis. Las gráficas de barras comparan los valores por medio de barras paralelas, en tanto que las gráficas lineales se utilizan para mostrar variaciones durante un período. Las gráficas circulares indican la
20 LEFCOVICH, Mauricio. Kaizen – Detección, Prevención y Eliminación de Desperdicios: una estrategia para la reducción de costos, 2003. Recuperado el 18 de Octubre de 2005 del sitio web de monografias.com: http://www.monografias.com/trabajos15/kaizen-desperdicios/kaizen-desperdicios.shtml
11.06(10)34
22
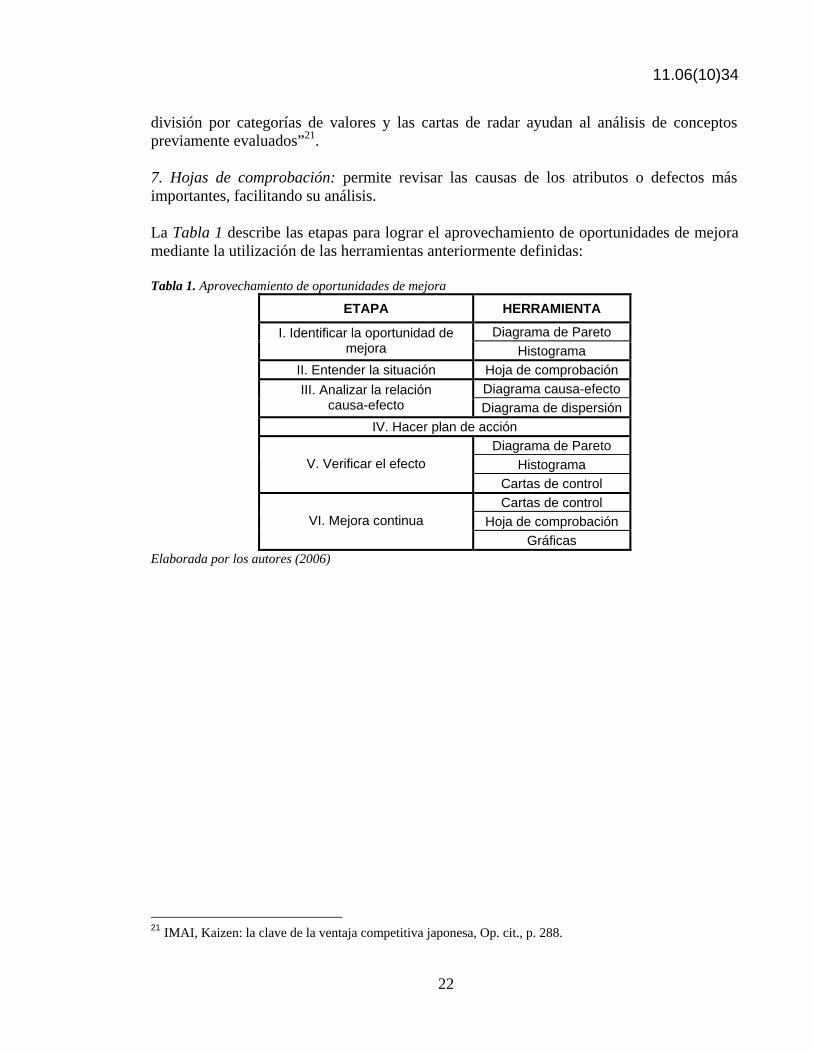
división por categorías de valores y las cartas de radar ayudan al análisis de conceptos previamente evaluados”21. 7. Hojas de comprobación: permite revisar las causas de los atributos o defectos más importantes, facilitando su análisis. La Tabla 1 describe las etapas para lograr el aprovechamiento de oportunidades de mejora mediante la utilización de las herramientas anteriormente definidas:
Tabla 1. Aprovechamiento de oportunidades de mejora
ETAPA HERRAMIENTA
Diagrama de Pareto I. Identificar la oportunidad de mejora Histograma
II. Entender la situación Hoja de comprobación Diagrama causa-efecto III. Analizar la relación
causa-efecto Diagrama de dispersión IV. Hacer plan de acción
Diagrama de Pareto Histograma V. Verificar el efecto
Cartas de control Cartas de control
Hoja de comprobación VI. Mejora continua Gráficas
Elaborada por los autores (2006)
21 IMAI, Kaizen: la clave de la ventaja competitiva japonesa, Op. cit., p. 288.
11.06(10)34
23
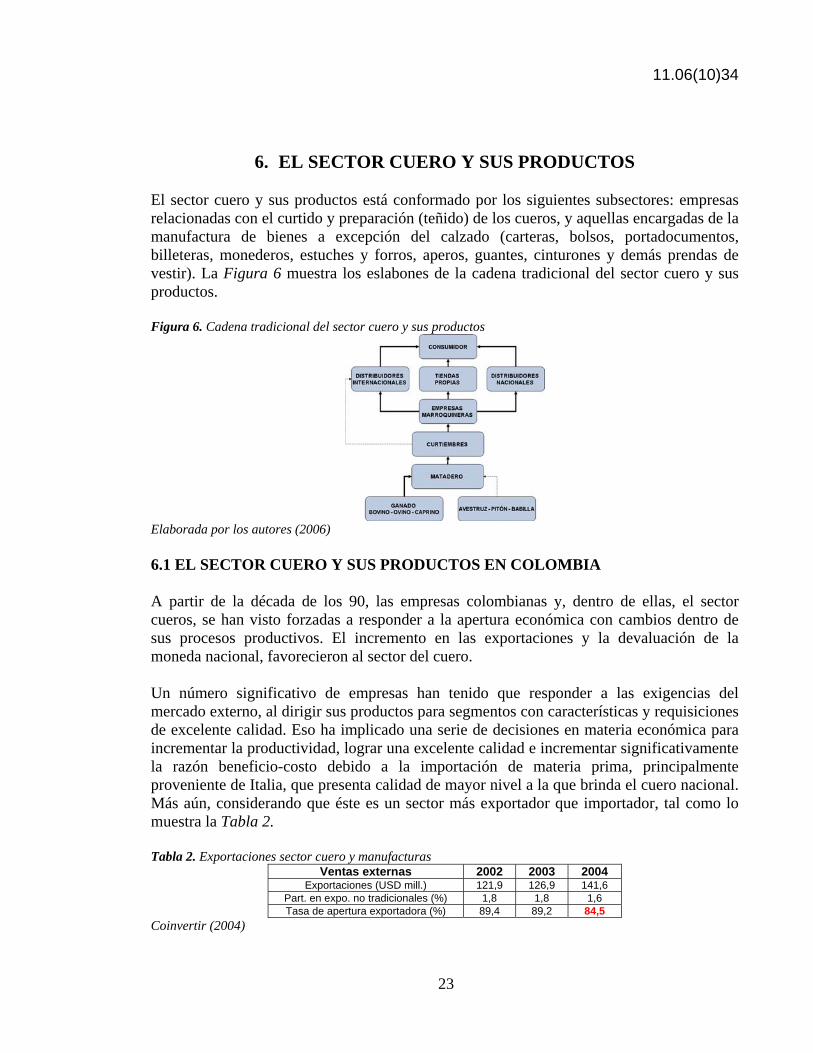
6. EL SECTOR CUERO Y SUS PRODUCTOS El sector cuero y sus productos está conformado por los siguientes subsectores: empresas relacionadas con el curtido y preparación (teñido) de los cueros, y aquellas encargadas de la manufactura de bienes a excepción del calzado (carteras, bolsos, portadocumentos, billeteras, monederos, estuches y forros, aperos, guantes, cinturones y demás prendas de vestir). La Figura 6 muestra los eslabones de la cadena tradicional del sector cuero y sus productos. Figura 6. Cadena tradicional del sector cuero y sus productos
Elaborada por los autores (2006) 6.1 EL SECTOR CUERO Y SUS PRODUCTOS EN COLOMBIA A partir de la década de los 90, las empresas colombianas y, dentro de ellas, el sector cueros, se han visto forzadas a responder a la apertura económica con cambios dentro de sus procesos productivos. El incremento en las exportaciones y la devaluación de la moneda nacional, favorecieron al sector del cuero. Un número significativo de empresas han tenido que responder a las exigencias del mercado externo, al dirigir sus productos para segmentos con características y requisiciones de excelente calidad. Eso ha implicado una serie de decisiones en materia económica para incrementar la productividad, lograr una excelente calidad e incrementar significativamente la razón beneficio-costo debido a la importación de materia prima, principalmente proveniente de Italia, que presenta calidad de mayor nivel a la que brinda el cuero nacional. Más aún, considerando que éste es un sector más exportador que importador, tal como lo muestra la Tabla 2. Tabla 2. Exportaciones sector cuero y manufacturas
Ventas externas 2002 2003 2004 Exportaciones (USD mill.) 121,9 126,9 141,6
Part. en expo. no tradicionales (%) 1,8 1,8 1,6 Tasa de apertura exportadora (%) 89,4 89,2 84,5
Coinvertir (2004)

11.06(10)34
24
En Colombia la cadena del cuero, calzado e industria marroquinera depende en gran medida de la matanza de ganado bovino de la cual se obtiene gran parte de la oferta de cuero y pieles. No obstante, esta oferta no puede ser aprovechada completamente, debido al bajo cuidado que se realiza al cuero durante el proceso de levante del ganado vacuno y durante su sacrificio. Esta situación se debe en gran parte a la baja capacitación que existe dentro del sector ganadero en el manejo del cuero y pieles22.
Con el fin de que el sector sea más competitivo, organizaciones como la Asociación Nacional de Industriales de Colombia (ANDI) y PROEXPORT han elaborado un manual de buenas prácticas dirigido a criadores de ganado y operadores de frigoríficos con el fin de garantizar desde el inicio de la cadena productiva del cuero, el cuidado de la piel para brindar calidad y menores desperdicios.
Según Pablo Narváez, Director Ejecutivo de la Cámara Sectorial del Cuero de la ANDI, las nuevas condiciones del mercado globalizado y los acuerdos de libre comercio, conllevan una competencia abierta para acceder y mantener nuevos mercados, “y en este orden de ideas, es de especial relevancia para la cadena productiva del cuero contar con una materia prima de excelente calidad que permita la competitividad que requiere la cadena y que, en buena medida, empieza en el proceso de desuello … en las plantas de beneficio”23.
Factores como los anteriores han venido impulsando en el Gobierno y en las industrias la necesidad de reevaluar los métodos de administración y producción en las empresas manufactureras del país. Según Pérez, dentro de su estrategia contemplan:
Aumentar las ventas en el mercado a través de la identificación de distribuidores de Pequeña Marroquinería en segmentos en que la relación precio - calidad del producto colombiano sea competitivo; y realizar así misiones comerciales vendedores - compradores. Establecer contratos de maquila por parte de empresas colombianas para empresa y marcas posicionadas en el mercado. Mejorar la productividad y competitividad de la industria nacional, conformando un proyecto integral, que incluya asesoría de Proexport y crédito de Bancoldex, con el fin de resolver los problemas existentes dentro de la cadena productiva del cuero y este tipo de manufacturas24.
22 COLOMBIA. DNP. Cuero, calzado e industria marroquinera, 2004. Recuperado el 13 de Febrero de 2006 del sitio web: http://www.dnp.gov.co/archivos/documentos/DDE_Desarrollo_Emp_Industria/Cueros.pdf 23 PROEXPORT. Curtiembres recibirán pieles de mejor calidad, 2006. Recuperado el 21 de Febrero de 2006 del sitio web: http://www.proexport.com.co/VBeContent/NewsDetail.asp?ID=6313&IDCompany=16 24 PÉREZ LLANES, Roberto. El sector del cuero y derivados intenta construir una cadena, 2003. Recuperado el 3 de Febrero de 2006 del sitio web: http://www.uasb.edu.bo/universidad/fai_docs/Caso_Cadena%20del%20Cuero%20y%20sus%20Derivados.pdf

11.06(10)34
25
Sociedades como la Asociación Colombiana de Industriales del Cuero ASOCUEROS (hoy ACICAM25) y COLCIENCIAS26 han decidido involucrar a las empresas en programas de mejoramiento continuo con el fin de brindar los “conocimientos necesarios para incrementar la productividad con la implementación de herramientas que [permitan] un mejor aprovechamiento de los recursos existentes, colocando dichas organizaciones en un ambiente en el cual sean competitivas internacionalmente”27. Tal es el caso de la empresa Omega, quien tuvo la oportunidad de participar en el año 1996 en el Programa Piloto de Productividad y Competitividad en Siete Empresas del Sector Cueros. Además, es importante reconocer los esfuerzos que hacen asociaciones como ACICAM y PROEXPORT con el fin de incrementar las exportaciones referentes a este sector. Por ejemplo, la feria del cuero (realizada entre Enero y Febrero de cada año) busca atraer compradores de otros países americanos considerando el potencial de compra, los productos de interés y los canales de distribución. Para este año, el evento contó con 183 compradores provenientes de Ecuador, Perú, Venezuela28, países centroamericanos, México y las islas de El Caribe y Estados Unidos29, quien asistió por primera vez al certamen (las ventas fueron equivalentes a 44.5 millones de dólares, debido en gran parte a las manufacturas de cuero). El comportamiento de las exportaciones durante el 2004 y la tendencia creciente de éstas, sustentan la estrategia de ACICAM y PROEXPORT de involucrar a los anteriores países (ver Figuras 7 y 8).
Figura 7. Tendencia de las exportaciones del sector cuero y sus productos
56.915.05551.173.442
42.643.355
0
50.000.000
100.000.000
150.000.000
200.000.000
2003 2004 2005
Dól
ares
FO
B
Cuero Marroquineria Calzado y sus partesCalzado en dólares Partes de calzado Total Cadena
Dirección de Estudios Sectoriales-ACICAM (2005)
25 Asociación Colombiana de Industriales del Calzado, el Cuero y sus Manufacturas. 26 Instituto Colombiano para el Desarrollo de la Ciencia y la Tecnología “Francisco José de Caldas”. 27 ASOCIACIÓN COLOMBIANA de Industriales del Cuero ASOCUEROS, 1998. Recuperado el 26 de Enero de 2005 del sitio web de Colombia Export: http://www.colombiaexport.com/asocuero.htm 28 Uno de los destinos más dinámicos en ventas del sector, teniendo en cuenta que a Noviembre de 2005 registró exportaciones por 33 millones de dólares, con un crecimiento del 66 por ciento. 29 A donde se dirige el mayor porcentaje de las exportaciones del sector en América (27%).

11.06(10)34
26
Figura 8. Principales destinos de las exportaciones del sector cuero y sus productos
Italia28%
Venezuela10%
Otros17%China
5%México6%
Hong-Kong7% USA
27%
Coinvertir (2004) El sector cuero y sus productos, en especial la industria marroquinera, presenta un comportamiento favorable en los indicadores de ventas, endeudamiento y rentabilidad (Ver Anexo B). Asimismo, debe enfrentar los retos que implica contar con un producto estacional (las colecciones se renuevan semestralmente) y dirigido a clientes que lo consideran un bien suntuoso; es decir, deben seguir una estrategia de diferenciación que les permita competir con una excelente calidad y diseño que justifique los precios elevados de dichos productos, más aún, cuando éstos se dirigen al exterior a mercados exigentes en diferentes países como Alemania, Holanda, Italia, España, Estados Unidos, México y Venezuela, entre otros. La producción, compuesta principalmente por PYMES, muchas de ellas con un sistema artesanal, dificulta los procesos de tecnificación y capacitación para responder a las exigencias que representa competir en nuevos mercados e, incluso, en el mercado colombiano, dada la firma de tratados como el TLC que favorecen el ingreso de nuevas empresas al mercado nacional. Los principales centros de producción del sector (incluyendo calzado) se encuentran en: Barranquilla, Bogotá, Bucaramanga, Cali, Cúcuta, Eje Cafetero, Medellín y Pasto. Cabe anotar que las marroquineras diversifican su portafolio de productos elaborando diseños con materiales sintéticos, textiles y herrajes típicos, siendo éstos de menor precio pero con un proceso de producción similar al de los artículos de cuero. Esa diversificación, sumada al incremento de las exportaciones, ha generado la necesidad de incrementar la producción nacional, como se puede observar en la Figura 9. Figura 9. Producción bruta de cuero y manufacturas
PRODUCCIÓN BRUTA (USD mill.)
167,6
142,2
136,4130
140
150
160
170
2002 2003 2004
Coinvertir (2004). La mano de obra es primordial en la industria, puesto que se requiere de trabajadores altamente especializados y multifuncionales, cuya constante capacitación es una variable

11.06(10)34
27
importante para conservar la competitividad. Aquellas empresas que cuenten con personal con experiencia y preparación, tienen la ventaja para asumir los retos de producción, pues es más factible obtener mayor productividad cuando se logran combinar estos dos factores. Más aún, es importante estar al tanto de los procesos de capacitación de los nuevos trabajadores con el fin de mantener las mejores prácticas y los procedimientos de operación más eficientes. Esa es una realidad que las empresas como Omega deben afrontar; de allí radica la importancia de iniciar una cultura de Mejoramiento Continuo para mantenerse compitiendo como empresa de clase mundial, debido a que se augura que “el incremento de las exportaciones a Estados Unidos como consecuencia del TLC, estimularía la producción hasta alcanzar niveles de utilización de la capacidad instalada del 90%”30. Hay que tener claro que así como las empresas colombianas no están en la capacidad de tener una estrategia de precios bajos y mayores volúmenes (como en China), tampoco se encuentran al nivel de calidad y diseño que tienen importantes empresas europeas (principalmente, en Italia); por esta razón, deben iniciar en un segmento medio en el cual el diseño y la mano de obra permita manufacturar productos bien elaborados que sin competir por su precio, puedan apuntar a un cliente que valore la calidad y el diseño, sin que éste sea necesariamente el cliente que adquiere las marcas más prestigiosas del mundo (aquel que se encuentra en capacidad de pagar mucho más de lo que cuesta un artículo colombiano en el exterior). 6.1.1 El TLC con Estados Unidos. El Tratado de Libre Comercio TLC es un acuerdo negociado entre Estados Unidos y Colombia que pretende facilitar el acceso de productos y servicios de un país al otro al eliminar aranceles y otro tipo de barreras de entrada. El Gobierno Nacional pretende, con el TLC, ampliar la producción nacional al mercado estadounidense, esperando que el incremento en las exportaciones traiga consigo el aumento en el empleo y en el nivel de vida, así como el crecimiento de la economía nacional. ACICAM ha presentado sus observaciones con respecto al TLC y el impacto que éste puede representar para el sector cueros en Colombia. La posición es optimista con respecto a la oportunidad de ingresar al mercado estadounidense con una ventaja tributaria, continuando de manera permanente con la disminución de aranceles que propuso el ATPDEA31. Además, el aumento de las exportaciones hacia el mercado estadounidense, 30 COLOMBIA. DNP, Op. cit. 31 ATPDEA (Ley de Preferencias Arancelarias Andinas y de Erradicación de las Drogas): reconocimiento otorgado a los países por su lucha contra el narcotráfico que contempla la importación, libre de tarifas arancelarias, restricciones cuantitativas o niveles de consulta, de las confecciones y artículos textiles andinos producidos o ensamblados con insumos procedentes de los Estados Unidos o de los países beneficiarios (Bolivia, Ecuador, Colombia, Perú), o con insumos cuya producción efectuada en Estados Unidos sea insuficiente para suplir su demanda.
11.06(10)34
28
brindaría la posibilidad de incrementar la capacidad instalada de las empresas hasta en un 20%, lo que traería mayor generación de empleo en nuestro país y la posibilidad de competir en mayor medida contra los países asiáticos (Ver Anexo C). Las facilidades de ingreso al mercado estadounidense, otorgadas por el TLC, deben considerarse desde una perspectiva tanto positiva como negativa. Por una parte, la posibilidad de ingresar sin pagar aranceles facilita el ingreso de mayores volúmenes de producción, además de que éstos pueden entrar con precios más competitivos. Por otra parte, Estados Unidos es el país desarrollado que tiene más barreras no arancelarias para proteger su mercado (como subsidios a los alimentos o normas técnicas y/o de procedimientos para prevenir el dumping) mientras que a su vez, en Colombia, no es claro el control de ingreso que se haga sobre los saldos de colección y productos defectuosos o remanufacturados provenientes de Estados Unidos. Para algunos productores de manufacturas del cuero (incluyendo el calzado), el panorama no es tan favorable, debido a las malas experiencias que tuvo este sector con la apertura económica y a los problemas actuales que representa para las empresas la ausencia de calidad del cuero (problema que inicia desde los hatos ganaderos), incrementando los costos de materia prima y obligando a los productores a buscar materia prima extranjera más costosa. Es preocupante el incremento en exportaciones del sector asociadas a productos como huesos de juguete para mascotas, que no están relacionados con los productos de prestigio nacionales como bolsos y maletines. Además, así como tienen la oportunidad de acceder al mercado estadounidense, también Estados Unidos (uno de los principales importadores de manufacturas de cuero) tiene la posibilidad de acceder al mercado colombiano con productos que si no se restringen adecuadamente podrían absorber importantes nichos que actualmente adquieren productos nacionales. Un estudio de benchmarking, realizado por la firma BPR Asociados Risk Management en el 2004, que involucró a 34 empresas reconocidas en el sector cuero, curtiembre y marroquinería, señala la importancia que representa para la industria colombiana la firma del TLC para responder a los cambios en el entorno y superar las expectativas del cliente en un ambiente extremadamente competitivo en los mercados de Estados Unidos, Latinoamérica y Europa. “Empresarios de otros países como Brasil e incluso China, verían a Colombia como plataforma exportadora para ingresar al mercado estadounidense, amparados por el libre acceso. Para que el TLC sea benéfico para el país, el Gobierno debe crear reglas claras e incentivar las inversiones extranjeras”32. Dentro de las implicaciones que deben contemplarse para las importaciones es necesario controlar el acceso de los productos de tal manera que se retenga la inundación del mercado colombiano con artículos de colecciones antiguas a menores precios, considerando además 32 BPR Asociados Risk Management. Cuero, Curtiembres y Marroquinería, 2004. Bogotá, Base de Datos de la Facultad de Administración de la Universidad de los Andes.

11.06(10)34
29
que “la cadena productiva se encuentra amenazada con las importaciones de China que llegan por Panamá y entran al mercado colombiano a precios irrisorios, de tal forma que no hay empresario que pueda competir con dichos precios”33. Como implicaciones para las exportaciones se encuentra el requisito de diferenciación y calidad para penetrar el mercado estadounidense abriéndose camino entre fuertes competidores en precios (como China). El ATPDEA es unilateral y temporal, mientras que el TLC es multilateral y permanente. De no haberse firmado el TLC ni prorrogado el ATPDEA (el cual vence en Diciembre de este año) las empresas hubieran tenido que asumir una estrategia que les permitiera exportar cubriendo la cuota de aranceles y generando utilidades. Sin embargo, al firmarse, se va a requerir un trabajo interno en Colombia para lograr que las empresas sean realmente competitivas aquí y en el mercado norteamericano. Se debe trabajar fuertemente a lo largo de toda la cadena productiva del cuero para confrontar y resolver el problema del desabastecimiento del cuero (principal materia prima) e incluir a las demás fuentes de aprovisionamiento, con el fin de aprovechar las ventajas arancelarias y reducir costos, para responder a las tendencias de la moda y a las exigencias del cliente en cuanto a diseño, durabilidad, precio, etc. Es necesario trabajar con las empresas colombianas para diseñar una estrategia de competitividad acorde con la situación actual de los productores y demás partes que intervienen dentro de la cadena para mejorar los insumos y materias primas, disminuir los tiempos de entrega y generar facilidades de financiación para adquirir tecnología y materiales, con el fin de ver realmente las ventajas del TLC, además del no pago de aranceles. De no ser así, esperanzas como la disminución de la pobreza y el crecimiento productivo y económico de las empresas, no serán una realidad. 6.2 EL SECTOR CUERO Y SUS PRODUCTOS EN EL EXTERIOR Por medio del siguiente análisis se pretende mostrar la situación actual del sector cuero y sus productos en el mundo e identificar las oportunidades y debilidades que se le presentan a Colombia como país importador de pieles y, productor y exportador de artículos de cuero, con respecto a sus principales competidores en Europa, Asia y América. 6.2.1 Europa. Las manufacturas de cuero son productos con una oportunidad importante en Europa considerando factores como diseño, materiales, colores, tendencias de la moda y precio. Europa es el mayor consumidor de productos de cuero en el mundo. De las importaciones, el 51% de las pequeñas manufacturas y el 41% de los bolsos corresponden a artículos de cuero. El porcentaje restante pertenece a productos elaborados con material sintético o tela. Por otra parte, según un estudio del Centro para la Promoción de Importaciones desde
33 GRISALES, Natalia Cristina. El cuero y la marroquinería también están de moda, 2005. Recuperado el 3 de Marzo de 2006 del sitio web del periódico El Colombiano: http://www.elcolombiano.com/proyectos/Colombiamoda2005/historias/cueromoda.htm
11.06(10)34
30
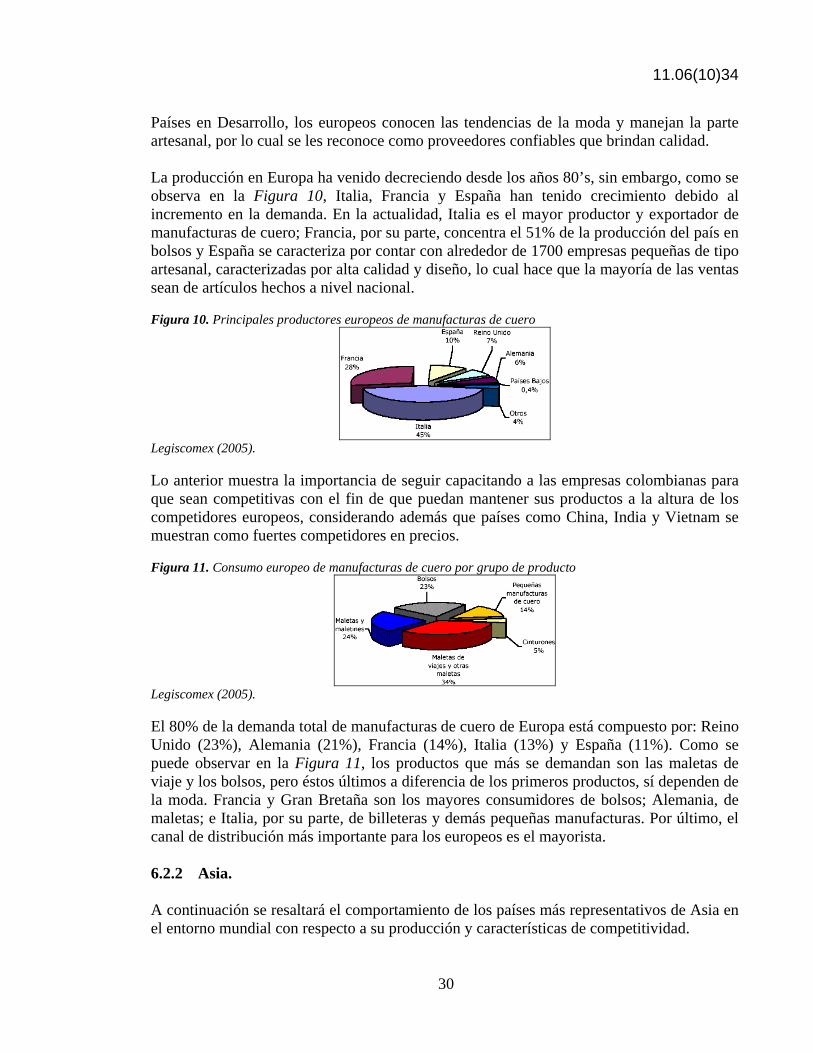
Países en Desarrollo, los europeos conocen las tendencias de la moda y manejan la parte artesanal, por lo cual se les reconoce como proveedores confiables que brindan calidad. La producción en Europa ha venido decreciendo desde los años 80’s, sin embargo, como se observa en la Figura 10, Italia, Francia y España han tenido crecimiento debido al incremento en la demanda. En la actualidad, Italia es el mayor productor y exportador de manufacturas de cuero; Francia, por su parte, concentra el 51% de la producción del país en bolsos y España se caracteriza por contar con alrededor de 1700 empresas pequeñas de tipo artesanal, caracterizadas por alta calidad y diseño, lo cual hace que la mayoría de las ventas sean de artículos hechos a nivel nacional. Figura 10. Principales productores europeos de manufacturas de cuero
Legiscomex (2005). Lo anterior muestra la importancia de seguir capacitando a las empresas colombianas para que sean competitivas con el fin de que puedan mantener sus productos a la altura de los competidores europeos, considerando además que países como China, India y Vietnam se muestran como fuertes competidores en precios. Figura 11. Consumo europeo de manufacturas de cuero por grupo de producto
Legiscomex (2005). El 80% de la demanda total de manufacturas de cuero de Europa está compuesto por: Reino Unido (23%), Alemania (21%), Francia (14%), Italia (13%) y España (11%). Como se puede observar en la Figura 11, los productos que más se demandan son las maletas de viaje y los bolsos, pero éstos últimos a diferencia de los primeros productos, sí dependen de la moda. Francia y Gran Bretaña son los mayores consumidores de bolsos; Alemania, de maletas; e Italia, por su parte, de billeteras y demás pequeñas manufacturas. Por último, el canal de distribución más importante para los europeos es el mayorista. 6.2.2 Asia. A continuación se resaltará el comportamiento de los países más representativos de Asia en el entorno mundial con respecto a su producción y características de competitividad.
11.06(10)34
31
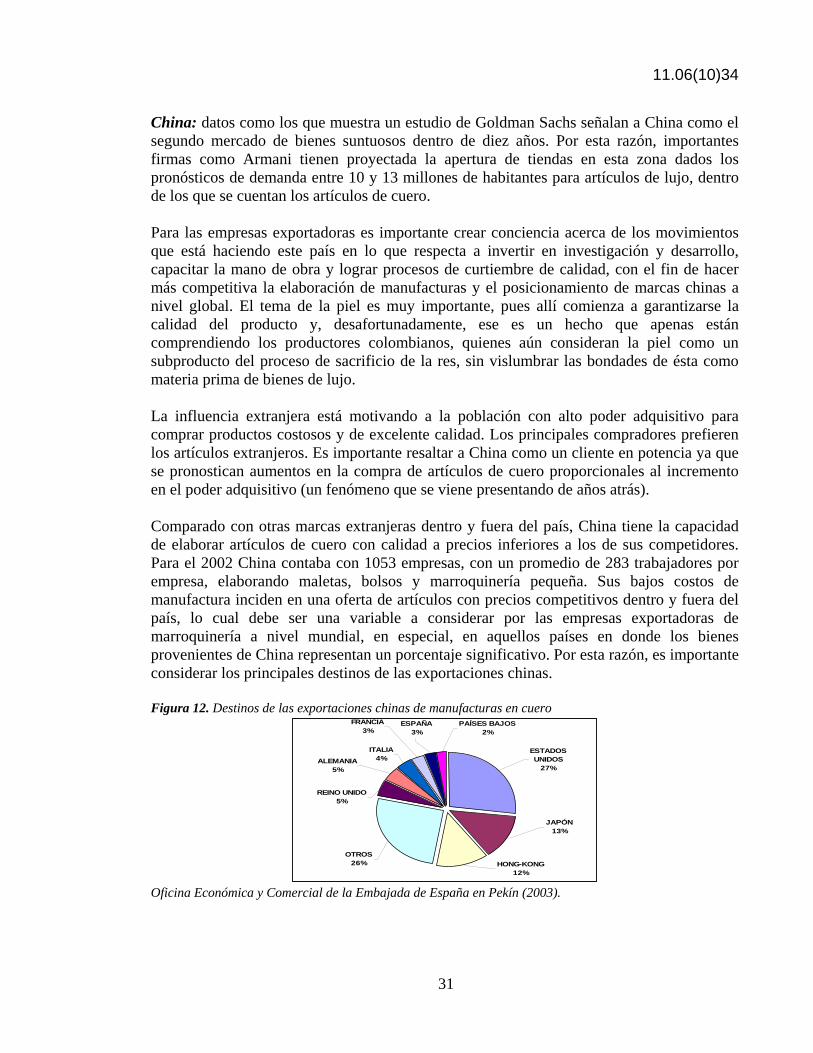
China: datos como los que muestra un estudio de Goldman Sachs señalan a China como el segundo mercado de bienes suntuosos dentro de diez años. Por esta razón, importantes firmas como Armani tienen proyectada la apertura de tiendas en esta zona dados los pronósticos de demanda entre 10 y 13 millones de habitantes para artículos de lujo, dentro de los que se cuentan los artículos de cuero. Para las empresas exportadoras es importante crear conciencia acerca de los movimientos que está haciendo este país en lo que respecta a invertir en investigación y desarrollo, capacitar la mano de obra y lograr procesos de curtiembre de calidad, con el fin de hacer más competitiva la elaboración de manufacturas y el posicionamiento de marcas chinas a nivel global. El tema de la piel es muy importante, pues allí comienza a garantizarse la calidad del producto y, desafortunadamente, ese es un hecho que apenas están comprendiendo los productores colombianos, quienes aún consideran la piel como un subproducto del proceso de sacrificio de la res, sin vislumbrar las bondades de ésta como materia prima de bienes de lujo. La influencia extranjera está motivando a la población con alto poder adquisitivo para comprar productos costosos y de excelente calidad. Los principales compradores prefieren los artículos extranjeros. Es importante resaltar a China como un cliente en potencia ya que se pronostican aumentos en la compra de artículos de cuero proporcionales al incremento en el poder adquisitivo (un fenómeno que se viene presentando de años atrás). Comparado con otras marcas extranjeras dentro y fuera del país, China tiene la capacidad de elaborar artículos de cuero con calidad a precios inferiores a los de sus competidores. Para el 2002 China contaba con 1053 empresas, con un promedio de 283 trabajadores por empresa, elaborando maletas, bolsos y marroquinería pequeña. Sus bajos costos de manufactura inciden en una oferta de artículos con precios competitivos dentro y fuera del país, lo cual debe ser una variable a considerar por las empresas exportadoras de marroquinería a nivel mundial, en especial, en aquellos países en donde los bienes provenientes de China representan un porcentaje significativo. Por esta razón, es importante considerar los principales destinos de las exportaciones chinas. Figura 12. Destinos de las exportaciones chinas de manufacturas en cuero
PAÍSES BAJOS2%
ESPAÑA3%
FRANCIA3%
ITALIA4%ALEMANIA
5%
REINO UNIDO5%
OTROS26% HONG-KONG
12%
JAPÓN13%
ESTADOS UNIDOS
27%
Oficina Económica y Comercial de la Embajada de España en Pekín (2003).

11.06(10)34
32
Si los países actualmente posicionados en el mercado de marroquinería no dan importancia a las acciones de mejoramiento que China está tomando para volverse más competitiva y producir bienes a la altura de prestigiosas marcas mundiales, no será posible hacerle frente en un futuro cercano a sus productos. Japón: al momento de exportar es importante considerar la exigencia del cliente japonés (en especial, mujeres y hombres menores de 35 años), acostumbrado a adquirir marcas reconocidas en el exterior. Por este motivo, las estrategias empresariales enfocadas en Japón deben considerar en la oferta las tendencias de la moda para asegurar la demanda a largo plazo. Podrían ser preocupantes cifras que señalan decrecimientos en la oferta de artículos de marroquinería en un 18.7% entre 1999 y 2002, considerando que la población nacional disminuyó en un 29.9% en ese mismo período. La producción de bienes de marroquinería cayó en un 40% en el 2002 con respecto a la cifra en 1997. Hoy, las maletas son el producto más elaborado. Francia, Italia y China son los países que más exportan a Japón. Japón se caracteriza por tener un sector cueros pequeño y de baja producción, en parte, por la escasez de materia prima en el país. En el 2002 contaba con 1435 empresas con un total de 14513 trabajadores. A diferencia de China, la mano de obra es costosa, razón por la cual, como se observa en la Figura 13, resulta más beneficioso importar de regiones asiáticas con precios más favorables o de Europa, con modelos caracterizados por su diseño y calidad. Figura 13. Producción, exportación e importación de marroquinería en Japón
PRODUCCION (Mill. YENES)
287.342
201.428
233.357
258.934
150.000
200.000
250.000
300.000
1999 2000 2001 2002
IMPORTACIONES (Mill. YENES)
117.559
96.908
110.689
110.694
96.26790.000
100.000
110.000
120.000
1999 2000 2001 2002 2003
EXPORTACIONES (Mill. YENES)
655
523
566
596529
200
400
600
800
1999 2000 2001 2002 2003
Elaborada por los autores con base en información de la Oficina Económica y Comercial de la Embajada de España en Tokio (2003). La competencia se compone de dos grandes grupos: los occidentales caracterizados por diseño, moda, excelentes terminados pero con problemas de contactos en Japón, tiempo de entrega y precios altos; y los asiáticos, quienes dirigen un producto de menor costo a los sectores inferiores, pero sobre el cual inciden variables como los materiales y la calidad al

11.06(10)34
33
momento de escoger. Los principales distribuidores japoneses son fabricantes, almacenes, grandes superficies, tiendas especializadas y venta por catálogo. 6.2.3 América. A continuación se analiza el comportamiento de los países americanos que presentan pronósticos favorables a futuro en el sector cuero y sus productos. Canadá: gran importador de artículos de cuero, representa una ventaja para aquellas empresas exportadoras que tengan la capacidad y la calidad suficiente para responder a un cliente exigente. Por otra parte, el ascenso proporcional de los aranceles con respecto al procesamiento en la fabricación del producto importado no es tan favorable, considerando a aquellas empresas cuyo sistema de producción está basado en un número elevado de operaciones y mano de obra (como es el caso de la empresa en estudio). Para Colombia, la estrategia fundamental de competitividad en el mercado canadiense debe ser diferenciación por calidad dado que la competencia cuenta con mano de obra menos costosa lo que le permite ofrecer mejores precios; por esta razón, el exportador colombiano debe continuamente encontrar la manera de vender su producto resaltando atributos y originalidad. Estados Unidos: dadas las preferencias del ATPDEA las empresas colombianas han comenzado a aprovechar la modalidad de ingreso al mercado estadounidense, razón por la cual, se convirtió en el principal destino de las exportaciones de manufacturas de cuero en el 2004 (52%). Sin embargo, las ventajas arancelarias en Estados Unidos no eran aprovechadas por la mayoría de las empresas (tanto en marroquinería, como en calzado): tan sólo el 25% de las marroquineras y el 22% de las empresas de calzado exportaban a Estados Unidos y, de una muestra de 350 empresas, sólo un 20% se encontraba apto para mantenerse competitivo en el mercado estadounidense. De ahí la preocupación de que el TLC y la desgravación inmediata de los productos en cuero no incremente las exportaciones como lo señalan las expectativas del gobierno y sí se ponga en riesgo la manufactura nacional, haciendo que algunas empresas colombianas se limiten a ser simples maquiladoras, mientras el ingreso de los productos provenientes de Estados Unidos se incrementa. Para combatir este aspecto, el desarrollo de programas que fomenten la diversificación y la calidad es fundamental para continuar compitiendo en el mercado, considerando el crecimiento que ha venido presentando la demanda en los últimos cinco años en los productos de oficina, maletas, maletines, estuches y forros para computador y celulares, según el Departamento de Comercio de los Estados Unidos.
11.06(10)34
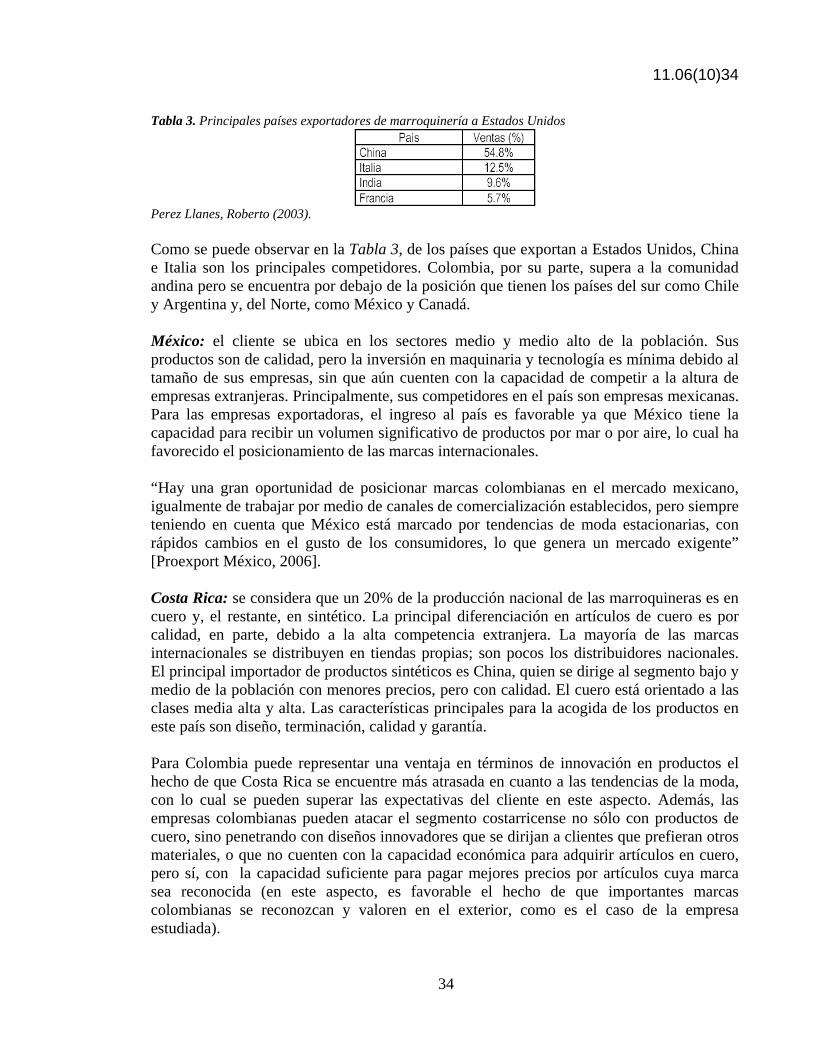
34
Tabla 3. Principales países exportadores de marroquinería a Estados Unidos
Perez Llanes, Roberto (2003). Como se puede observar en la Tabla 3, de los países que exportan a Estados Unidos, China e Italia son los principales competidores. Colombia, por su parte, supera a la comunidad andina pero se encuentra por debajo de la posición que tienen los países del sur como Chile y Argentina y, del Norte, como México y Canadá. México: el cliente se ubica en los sectores medio y medio alto de la población. Sus productos son de calidad, pero la inversión en maquinaria y tecnología es mínima debido al tamaño de sus empresas, sin que aún cuenten con la capacidad de competir a la altura de empresas extranjeras. Principalmente, sus competidores en el país son empresas mexicanas. Para las empresas exportadoras, el ingreso al país es favorable ya que México tiene la capacidad para recibir un volumen significativo de productos por mar o por aire, lo cual ha favorecido el posicionamiento de las marcas internacionales. “Hay una gran oportunidad de posicionar marcas colombianas en el mercado mexicano, igualmente de trabajar por medio de canales de comercialización establecidos, pero siempre teniendo en cuenta que México está marcado por tendencias de moda estacionarias, con rápidos cambios en el gusto de los consumidores, lo que genera un mercado exigente” [Proexport México, 2006]. Costa Rica: se considera que un 20% de la producción nacional de las marroquineras es en cuero y, el restante, en sintético. La principal diferenciación en artículos de cuero es por calidad, en parte, debido a la alta competencia extranjera. La mayoría de las marcas internacionales se distribuyen en tiendas propias; son pocos los distribuidores nacionales. El principal importador de productos sintéticos es China, quien se dirige al segmento bajo y medio de la población con menores precios, pero con calidad. El cuero está orientado a las clases media alta y alta. Las características principales para la acogida de los productos en este país son diseño, terminación, calidad y garantía. Para Colombia puede representar una ventaja en términos de innovación en productos el hecho de que Costa Rica se encuentre más atrasada en cuanto a las tendencias de la moda, con lo cual se pueden superar las expectativas del cliente en este aspecto. Además, las empresas colombianas pueden atacar el segmento costarricense no sólo con productos de cuero, sino penetrando con diseños innovadores que se dirijan a clientes que prefieran otros materiales, o que no cuenten con la capacidad económica para adquirir artículos en cuero, pero sí, con la capacidad suficiente para pagar mejores precios por artículos cuya marca sea reconocida (en este aspecto, es favorable el hecho de que importantes marcas colombianas se reconozcan y valoren en el exterior, como es el caso de la empresa estudiada).

11.06(10)34
35
El Salvador y Honduras: la producción de artículos de cuero (diferentes a calzado) es muy baja, hay un bajo número de empresas nacionales productoras de artículos de cuero y éstas no logran cubrir la demanda. Es viable para Colombia, como país productor y principalmente exportador de productos de cuero, participar en el mercado centroamericano dada la baja producción allí, sin embargo, hay que tener muy en cuenta que aunque el consumo per cápita ha aumentado en los últimos años, los países centroamericanos no tienen aún un alto poder de compra y las principales exportaciones son asiáticas. Chile: como ventajas para los artículos de cuero de Colombia se encuentra el reconocimiento de los productos en calidad y diseño y su experiencia en exportaciones. Los principales canales de distribución son tiendas por departamento, hipermercados y tiendas especializadas. Sin embargo, se debe considerar que el principal subsector del sector cueros para Chile es el calzado y cuentan con empresas cuya tecnología y capacidad de producción es alta. 6.3 ANÁLISIS DOFA En la Tabla 4 se presenta el análisis DOFA de las empresas colombianas pertenecientes al sector Cuero y sus productos, con base en el estudio y análisis del sector en Colombia y en el exterior, realizado anteriormente. Se pretende que sea un preámbulo para comprender la importancia que debe tener para una empresa conocer las causas de la interacción entre proveedores, competidores actuales y potenciales, productos sustitutos y compradores; identificar la posición de la empresa en el sector; analizar cuáles cambios estratégicos producirían los mejores resultados; descubrir las principales oportunidades observando las tendencias de la industria e, identificar su estrategia de diversificación para ubicarse en el nicho apropiado, entre otros aspectos. Tabla 4: DOFA de las empresas colombianas del sector Cuero y sus Productos
DEBILIDADES OPORTUNIDADES FORTALEZAS AMENAZAS
La estacionalidad de los productos hace que la productividad disminuya al comienzo de cada temporada mientras se repunta la curva de aprendizaje para cada nuevo diseño.
El ATPDEA brinda facilidades en términos de aranceles a los productos de exportación que se dirigen al mercado estadounidense.
La estrategia de diferenciación para competir con los artículos suntuosos ha impulsado a una cantidad considerable de empresas a desarrollar una ventaja competitiva que les permita hacer frente a sus competidores con exportaciones de excelente calidad, materiales y diseño.
La tendencia de las empresas en otros países hacia la robotización incrementa la producción y garantiza una calidad estándar, lo cual pone en peligro a las empresas colombianas que dependen en un alto porcentaje de su mano de obra.
Los costos de producción son altos, con respecto a los países de Asia, lo cual hace que éstos últimos tengan precios más competitivos en el exterior.
La firma del TLC puede facilitar el acceso de las empresas manufactureras colombianas al mercado estadounidense con una ventaja tributaria que les haría más fácil competir contra gigantes como China.
Contar con mano de obra antigua y experimentada contribuye a la productividad.
Colombia es un país que no adquiere tecnología de punta para el proceso de manufactura, perdiendo competitividad ante países que cuentan con empresas con alta tecnología como México, Brasil y Argentina.

11.06(10)34
36
La mano de obra es fundamental dentro del proceso, lo cual dificulta la estandarización.
Aprovechar los programas y eventos que organizan asociaciones como ACICAM y PROEXPORT con el fin de incrementar la producción nacional, motivar las exportaciones y fomentar la competitividad nacional.
La maquinaria y los materiales permiten que éstos sean aprovechados para manufacturar gran variedad de artículos, lo cual brinda flexibilidad a la producción.
Colombia se enfrenta contra competidores internacionales más fuertes como Italia y Francia, caracterizados por sus diseños y excelente calidad y, China, por sus precios inferiores y alta capacidad de producción.
Muchas empresas con producción informal (artesanal) evaden las responsabilidades legales, impidiendo el crecimiento del sector.
Buscar nuevos materiales (sustitutos del cuero) para penetrar nuevos mercados en los cuales el poder de compra sea inferior al requerido para adquirir bienes en cuero.
Creación de zoocriaderos buscando innovar con otras pieles como babilla y avestruz.
Los costos de la materia prima son elevados, lo cual se traduce en precios más altos para el consumidor y menor competitividad frente a artículos similares.
La evolución tecnológica es lenta.
Reforzar las capacidades de diseño e innovación con el fin de satisfacer las exigencias de los clientes en el exterior (principalmente, en Europa y Estados Unidos).
La estacionalidad de los productos obliga a las empresas a tener la capacidad de innovar cada temporada, ofreciendo gran variedad de diseños al cliente.
La presencia de clientes cada vez más preocupados por el medio ambiente pone en riesgo los métodos tradicionales de curtición, altamente contaminantes.
Las pieles nacionales presentan deficiencias en la calidad debido al trato inadecuado que se da a los animales durante su cría, y en el sacrificio y curado del cuero (marcas, quemaduras, heridas, etc.)
Mejorar la materia prima iniciando programas que garanticen la calidad del cuero a nivel nacional y la búsqueda de proveedores que satisfagan los requerimientos de calidad de los productos a nivel internacional.
El cuero permite no sólo crear una gran variedad de artículos dentro de las gamas tradicionales (bolsos, maletas, billeteras, etc.), sino que permite a las empresas manufactureras diversificar su portafolio de productos ingresando a nuevos mercados como el del calzado y accesorios (cinturones, guantes, etc.).
La comercialización de productos nacionales se ha visto afectada por la incursión en gran volumen de productos asiáticos, en su mayoría, provenientes de China, cuyos precios acaparan un porcentaje significativo de la demanda nacional (en sectores donde la variable precio predomina sobre la calidad, en la decisión de compra).
Elaborada por los autores (2006).

11.06(10)34
37
7. CASOS DE KAIZEN EN COLOMBIA Y EN EL MUNDO Numerosos ejemplos de la aplicabilidad del kaizen pueden encontrarse, especialmente, en la industria automotriz, de donde vienen sus raíces. Con este capítulo se busca resaltar la metodología utilizada y algunos resultados obtenidos por algunas empresas nacionales y extranjeras, con el fin de brindar una perspectiva acerca de lo que podría obtenerse con una filosofía de mejoramiento continuo en cualquier empresa que esté dispuesta a iniciar el cambio, con la disposición y el involucramiento de todos los trabajadores.
7.1 COMPAÑÍA ALPARGATAS (CICLO DEMING)
“Alpargatas es el mayor productor de textiles y calzado deportivo en Argentina, y socio de la Joint Venture con Nike, Estados Unidos”34. Enfrentaron dos problemas fundamentales: primero, convencer al personal del cambio, debido a varios intentos fallidos al intentar obtener calidad en los productos; y segundo, la necesidad de un alto número de mano de obra para ejecutar correctamente las operaciones manuales. Al identificar un problema relacionado con la calidad, siguieron el Ciclo de Deming (Planear-Hacer-Verificar-Actuar) mediante los 8 pasos de la Ruta de Calidad Kaizen35:
1.Definición del tema: calidad del ensamblaje en el talón. 2.Definición de la meta. (Tabla 5) Tabla 5. Definición de las metas ‘caso Alpargatas’
Elaborada por los autores con base en información de Imai, (1998).
34 IMAI, Cómo implementar el kaizen en el sitio de trabajo (gemba), Op. cit., p. 252. 35 Ibid., p. 254-259.
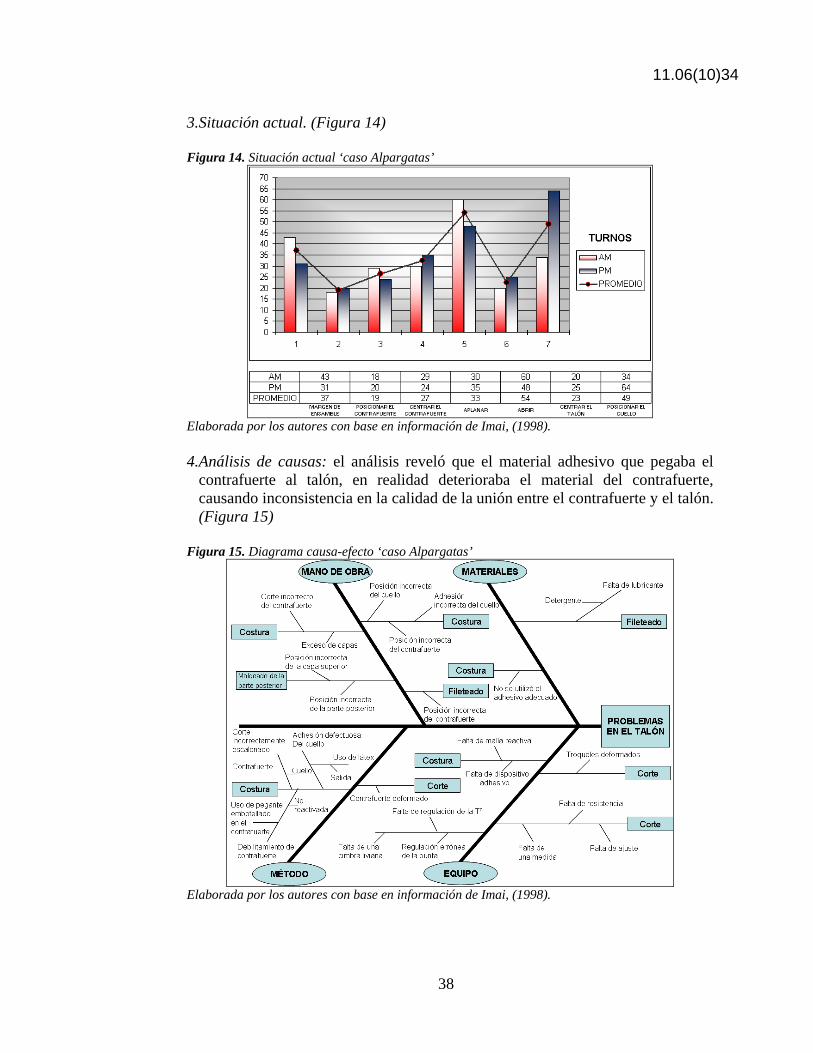
11.06(10)34
38
3.Situación actual. (Figura 14) Figura 14. Situación actual ‘caso Alpargatas’
Elaborada por los autores con base en información de Imai, (1998). 4.Análisis de causas: el análisis reveló que el material adhesivo que pegaba el
contrafuerte al talón, en realidad deterioraba el material del contrafuerte, causando inconsistencia en la calidad de la unión entre el contrafuerte y el talón. (Figura 15)
Figura 15. Diagrama causa-efecto ‘caso Alpargatas’
Elaborada por los autores con base en información de Imai, (1998).

11.06(10)34
39
5.Acciones correctivas. (Tabla 6)
Tabla 6. Acciones correctivas ‘caso Alpargatas’
Elaborada por los autores con base en información de Imai, (1998). 6.Evaluación. (Tabla 7, Figura 16) Tabla 7. Evaluación: Indicadores ‘caso Alpargatas’
Elaborada por los autores con base en información de Imai, (1998). Figura 16. Evaluación: % de defectos en moldeo ‘caso Alpargatas’
24,0
15,0
7,1 7,5 6,5 6,55,55,5 6,45,75,54,2 4,5
6,04,64,7
3,25,7
-
5
10
15
20
25
30
12-Jul 13-Jul 14-Jul 15-Jul 19-Jul 20-Jul 21-Jul 22-Jul 25-Jul 26-Jul 27-Jul
AM
PM
Objetivo: < 7%
7
Muestra: 60 pares / turno
Elaborada por los autores con base en información de Imai, (1998).
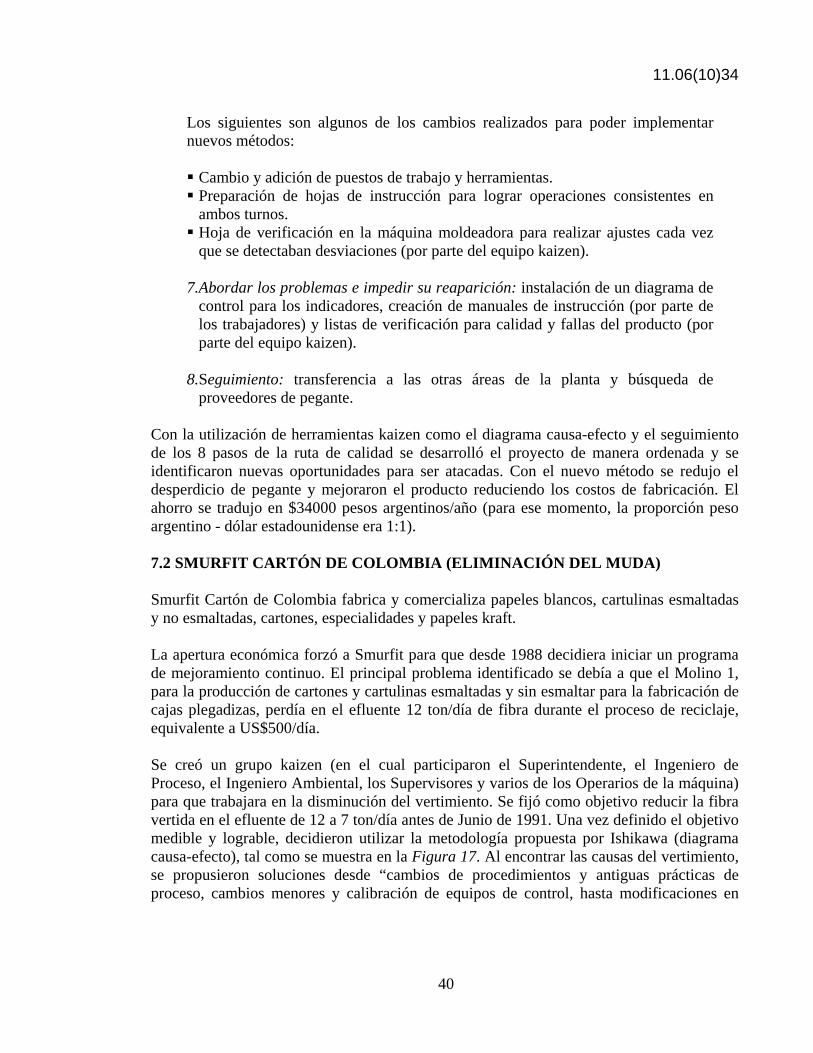
11.06(10)34
40
Los siguientes son algunos de los cambios realizados para poder implementar nuevos métodos: Cambio y adición de puestos de trabajo y herramientas. Preparación de hojas de instrucción para lograr operaciones consistentes en ambos turnos. Hoja de verificación en la máquina moldeadora para realizar ajustes cada vez que se detectaban desviaciones (por parte del equipo kaizen).
7.Abordar los problemas e impedir su reaparición: instalación de un diagrama de
control para los indicadores, creación de manuales de instrucción (por parte de los trabajadores) y listas de verificación para calidad y fallas del producto (por parte del equipo kaizen).
8.Seguimiento: transferencia a las otras áreas de la planta y búsqueda de
proveedores de pegante.
Con la utilización de herramientas kaizen como el diagrama causa-efecto y el seguimiento de los 8 pasos de la ruta de calidad se desarrolló el proyecto de manera ordenada y se identificaron nuevas oportunidades para ser atacadas. Con el nuevo método se redujo el desperdicio de pegante y mejoraron el producto reduciendo los costos de fabricación. El ahorro se tradujo en $34000 pesos argentinos/año (para ese momento, la proporción peso argentino - dólar estadounidense era 1:1). 7.2 SMURFIT CARTÓN DE COLOMBIA (ELIMINACIÓN DEL MUDA) Smurfit Cartón de Colombia fabrica y comercializa papeles blancos, cartulinas esmaltadas y no esmaltadas, cartones, especialidades y papeles kraft.
La apertura económica forzó a Smurfit para que desde 1988 decidiera iniciar un programa de mejoramiento continuo. El principal problema identificado se debía a que el Molino 1, para la producción de cartones y cartulinas esmaltadas y sin esmaltar para la fabricación de cajas plegadizas, perdía en el efluente 12 ton/día de fibra durante el proceso de reciclaje, equivalente a US$500/día. Se creó un grupo kaizen (en el cual participaron el Superintendente, el Ingeniero de Proceso, el Ingeniero Ambiental, los Supervisores y varios de los Operarios de la máquina) para que trabajara en la disminución del vertimiento. Se fijó como objetivo reducir la fibra vertida en el efluente de 12 a 7 ton/día antes de Junio de 1991. Una vez definido el objetivo medible y lograble, decidieron utilizar la metodología propuesta por Ishikawa (diagrama causa-efecto), tal como se muestra en la Figura 17. Al encontrar las causas del vertimiento, se propusieron soluciones desde “cambios de procedimientos y antiguas prácticas de proceso, cambios menores y calibración de equipos de control, hasta modificaciones en

11.06(10)34
41
equipos de limpieza, bombas, tubería y agitadores existentes con el fin de mejorar su eficiencia”36. Figura 17. Diagrama causa-efecto ‘caso Smurfit Cartón de Colombia’
Elaborada por los autores con base en información de CECODES. Al poner en práctica el 79% de las soluciones, Smurfit logró “reducir la pérdida de fibra en un 80% en un año, con la implementación de 42 ideas de mejoramiento de un total de 51 ideas en seis meses”37. Para Mayo de 1991 el vertimiento era equivalente a 5,5 ton/día. Posteriormente, decidieron superar su propia meta para llegar a un vertimiento de 5 ton/día. Los resultados, apoyados en gran medida por el personal de operación, permitieron que la pérdida de fibra en el molino fuera de 2,5 ton/día para Diciembre de 1994. La inversión de US$20000 requerida para la implementación de las soluciones identificadas se recuperó en tan solo 2 meses y los ahorros fueron muy superiores. 7.3 TRANSEJES (SISTEMA DE SUGERENCIAS) Transejes es una empresa colombiana, con sede en Bucaramanga, filial de Dana Corporation38. Se dedica principalmente a la producción de ejes diferenciales, cardanes y sistemas modulares. Su mejora en productividad, calidad y servicio al cliente están soportadas por un esquema estructurado que permite seguir la filosofía de mejora continua en toda la organización. Al iniciar el proceso kaizen, los elementos básicos identificados por parte de la gerencia comprendían: entender el desperdicio, lograr 100% de participación del elemento humano y 36 POMBO, Nicolás. Caso descriptivo: una experiencia de Smurfit Cartón de Colombia, 1998. Recuperado el 13 de Enero de 2005 del sitio web de CECODES: http://www.cecodes.org.co/ecoeficiencia/1998/smurfit.htm 37 Ibid. 38 Líder mundial en ingeniería, manufactura y distribución de productos y sistemas para los mercados automotriz e industrial.
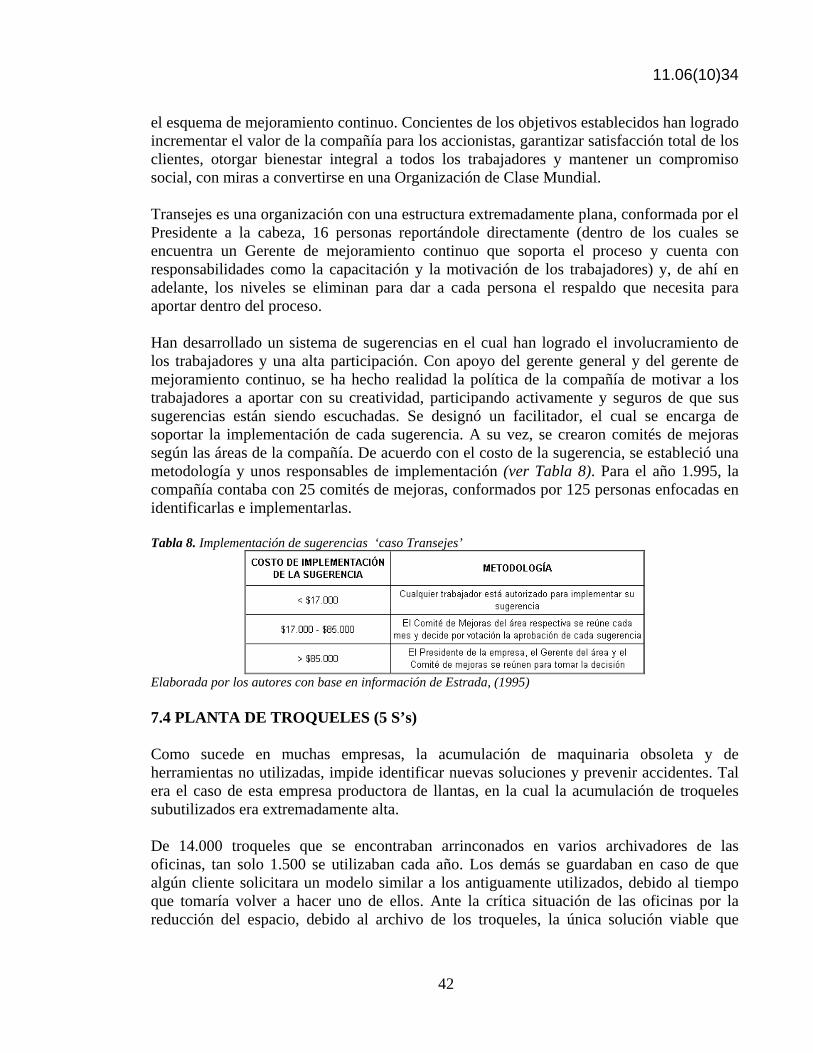
11.06(10)34
42
el esquema de mejoramiento continuo. Concientes de los objetivos establecidos han logrado incrementar el valor de la compañía para los accionistas, garantizar satisfacción total de los clientes, otorgar bienestar integral a todos los trabajadores y mantener un compromiso social, con miras a convertirse en una Organización de Clase Mundial. Transejes es una organización con una estructura extremadamente plana, conformada por el Presidente a la cabeza, 16 personas reportándole directamente (dentro de los cuales se encuentra un Gerente de mejoramiento continuo que soporta el proceso y cuenta con responsabilidades como la capacitación y la motivación de los trabajadores) y, de ahí en adelante, los niveles se eliminan para dar a cada persona el respaldo que necesita para aportar dentro del proceso. Han desarrollado un sistema de sugerencias en el cual han logrado el involucramiento de los trabajadores y una alta participación. Con apoyo del gerente general y del gerente de mejoramiento continuo, se ha hecho realidad la política de la compañía de motivar a los trabajadores a aportar con su creatividad, participando activamente y seguros de que sus sugerencias están siendo escuchadas. Se designó un facilitador, el cual se encarga de soportar la implementación de cada sugerencia. A su vez, se crearon comités de mejoras según las áreas de la compañía. De acuerdo con el costo de la sugerencia, se estableció una metodología y unos responsables de implementación (ver Tabla 8). Para el año 1.995, la compañía contaba con 25 comités de mejoras, conformados por 125 personas enfocadas en identificarlas e implementarlas. Tabla 8. Implementación de sugerencias ‘caso Transejes’
Elaborada por los autores con base en información de Estrada, (1995)
7.4 PLANTA DE TROQUELES (5 S’s) Como sucede en muchas empresas, la acumulación de maquinaria obsoleta y de herramientas no utilizadas, impide identificar nuevas soluciones y prevenir accidentes. Tal era el caso de esta empresa productora de llantas, en la cual la acumulación de troqueles subutilizados era extremadamente alta. De 14.000 troqueles que se encontraban arrinconados en varios archivadores de las oficinas, tan solo 1.500 se utilizaban cada año. Los demás se guardaban en caso de que algún cliente solicitara un modelo similar a los antiguamente utilizados, debido al tiempo que tomaría volver a hacer uno de ellos. Ante la crítica situación de las oficinas por la reducción del espacio, debido al archivo de los troqueles, la única solución viable que

11.06(10)34
43
identificaba la empresa era el traslado a otro sitio más amplio. Mediante una consultoría en kaizen se propuso implementar 5 S’s, iniciando con Seiri, con el fin de eliminar todo aquello que no se estuviera utilizando y, de esta manera, lograr mantener a las oficinas en su ubicación inicial. Con la implementación del programa de las 5 S’s se analizó qué troqueles no se habían usado en los últimos 3 años y se determinó deshacerse de éstos. Un mes después, los empleados se encontraban más motivados al tener mayor espacio para trabajar, además, obtuvieron ganancias al vender más de 2.000 troqueles antiguos a un recolector de chatarra. Determinaron un sistema para deshacerse de los troqueles que no se utilizaran, con el fin de mantener el programa de manera continua. Los empleados comprobaron que “un menor número de troqueles y documentos significaba una menor pérdida de tiempo en la búsqueda de artículos que necesitaban”39. 7.5 PYME DE PASTAS FRESCAS (DIFERENTES HERRAMIENTAS KAIZEN)
El siguiente caso ilustra la factibilidad del kaizen en la reducción de costos, en contra de las tradicionales soluciones que se proponen, como son la reducción de personal o la adquisición de materias primas de menor costo (sacrificando la calidad). El inicio de este proceso de mejora continua implicó un cambio de actitud de la gerencia, quienes desconocían esta filosofía. Posteriormente se procedió, con la ayuda de un consultor, a disminuir los tiempos de preparación de las máquinas (SMED) entre cada cambio de lote, con el fin de incrementar la productividad y, más adelante, se instauró TPM “con lo cual se lograba evitar costos vinculados a tiempos muertos, menor velocidad de producción, fallas en la producción generada, además de aquellos gastos incurridos en materia de roturas y posteriores reparaciones vinculados a una falta de un buen mantenimiento”40. Simultáneamente, comenzaron a producir con respecto a la demanda de los clientes solicitando un plan de demanda a los distribuidores, en este caso, tiendas y supermercados, a cambio de una disminución en los precios y entrega diaria. Además, “se estableció un convenio de largo plazo con los principales proveedores de materias primas a los efectos de la recepción diaria de los insumos, con lo cual se lograba menores costes de almacenamiento y financieros”41. Por otra parte, implementaron un programa de 5 S’s mejorando la seguridad, obteniendo calidad e incrementando la motivación de los empleados y, más adelante, aplicando técnicas de análisis e ingeniería de valor, mejoraron la distribución física y optimizaron los procesos eliminando las actividades innecesarias. En la búsqueda por brindar calidad al cliente instalaron sistemas de control preventivo y evaluación con el fin de disminuir costos
39 IMAI, Cómo implementar el kaizen en el sitio de trabajo (gemba), Op. cit., p. 191. 40 LEFCOVICH, Mauricio. El kaizen en las pymes: El caso de una fábrica de pastas frescas, 2005. Recuperado el 23 de Enero de 2005 del sitio web de pymes.com: http://www.portaldelaspymes.com/shop/detallenot.asp?notid=412 41 Ibid.
11.06(10)34
44
por desperdicios, retrabajos, devoluciones y pérdida de los clientes. Por último, se construyeron indicadores para medir calidad, productividad, desperdicios, tiempos de ciclo y costos. La gerencia fomentó la participación mediante la creación de incentivos con base en los índices de productividad. “Ya el obrero no sólo aportaba sus manos sino también su capacidad intelectual con lo cual tenía un mayor entusiasmo, generando ello menos ausencias a los puestos de trabajo y menor rotación, esto último contribuía enormemente a desplazarse a través de la curva de aprendizaje, con lo cual se logró importantes incrementos en materia de productividad y … reducción de los costes”42. La implementación del sistema duró cuatro meses y, al término de seis meses, se determinó una reducción de costos del 30% y un incremento en las ventas del 80%. Finalmente, los casos expuestos permiten concluir: Es fundamental permitir la participación de personal de todos los niveles. Para que el proceso sea exitoso y se observen resultados, es necesario considerar las
ideas y sugerencias de los trabajadores de piso, pues son ellos quienes trabajan a diario con las máquinas y herramientas, brindando un mayor conocimiento del proceso para identificar excelentes oportunidades de mejora.
La metodología es sencilla y fácil de aplicar en cualquier situación, motivando a los trabajadores para continuar mejorando.
Un programa tan sencillo como las 5 S’s puede brindar con pequeñas mejoras grandes beneficios en cuanto a productividad, calidad y margen de utilidad.
Cuando se obtiene la participación y el involucramiento de todo el personal, es notorio el entusiasmo y motivación del grupo para seguir aplicando esta filosofía y continuar obteniendo logros.
42 Ibid.

11.06(10)34
45
8. LA EMPRESA La empresa marroquinera Omega fue creada en Colombia hace más de 25 años. La planta de producción se encuentra ubicada en la zona industrial de Bogotá y cuenta con 180 trabajadores de planta distribuidos en: una celda de corte, cuatro celdas de bolsos, una zona de marcas, un almacén de materia prima (cuero, lona, telas), un almacén de herrajes (broches, cremalleras, etc.), un almacén de producto terminado y dos celdas de línea pequeña (donde se producen billeteras, principalmente) en la planta alta (Ver Anexo D). Tiene una capacidad de producción equivalente a 70.000 artículos al año, de los cuales el 30% hacen parte de los productos de exportación. Para el 2004, las ventas de Omega posicionaron número 13 a la empresa, en el escalafón del sector cuero, curtiembre y marroquinería (Ver Anexo E). Hoy en día, los productos se encuentran presentes en diferentes países del mundo a través de boutiques propias y distribuidores exclusivos. Se caracteriza por innovación en diseño y materiales exclusivos. Actualmente la marca Omega posee tiendas en Venezuela, México y Estados Unidos.
La Tabla 9 muestra la estructura de costos estimada para la elaboración de bolsos y billeteras. Tabla 9. Estructura de costos en la empresa Omega
Elaborada por los autores (2006). 8.1 ANÁLISIS DE LA CADENA DE VALOR Se compone de actividades primarias (logística interna, operaciones, logística externa, mercadeo y ventas y servicio post-venta) y actividades de apoyo, las cuales se analizarán dentro de la empresa Omega. Para ello, es necesario considerar a lo largo de todas las actividades los factores de competitividad que son fundamentales en la empresa: diseño (exclusividad, innovación y acabados) y calidad. Sin embargo, cabe resaltar nuevamente que en Europa tienen una ventaja competitiva importante al competir en un segmento que valora la diferenciación pero ofreciendo menores precios que las marcas europeas de tradición.

11.06(10)34
46
8.1.1 Actividades primarias. Logística interna: recepción, almacenamiento y distribución de materiales, insumos y demás inventarios. Figura 18. Logística Interna de la empresa Omega
Elaborada por los autores con base en información de Johnson (2001). Veinte por ciento del cuero que adquiere la empresa es importado, proveniente de Italia. El tiempo de entrega del cuero liso (nacional), los materiales sintéticos (lonas, plásticos), las pieles exóticas (provenientes de zoocriaderos nacionales avalados por el DAMA) y los herrajes nacionales es de 30 días a partir del momento en que se realiza el pedido. Para el cuero y algunos herrajes italianos, hay un plazo de entrega de 90 días. Los herrajes provenientes de China tienen un plazo de entrega de 120 días. Aproximadamente, la frecuencia de órdenes de pedido son de un mes para los proveedores nacionales (cuentan con un proveedor para cueros, otro para lonas y plásticos y otro para herrajes) y de tres meses para los proveedores extranjeros. Al iniciar la preparación de cada colección se realiza un trabajo conjunto entre la gerencia y las curtiembres para establecer los tipos de colores que se usarán en la temporada, tanto en cuero liso como en relieve, garantizando que se obtenga una mezcla de cueros óptima con base en los diseños establecidos y en las expectativas del cliente. La empresa presenta deficiencias en cuanto a la recepción y almacenamiento de materia prima. Por una parte, hay un alto inventario de cierto tipo de materiales y, por otra parte, las demoras en la recepción de materiales tan importantes para la producción como el cuero y los herrajes, dificultan conservar una programación de la producción estable. Además, el cuero no sólo llega tarde en ocasiones, sino que requiere un proceso de inspección demorado antes de poder cortarse y entregarse a la planta. Todo lo anterior se debe en gran parte a que en varios casos cuentan con un proveedor nacional para cada tipo de materia prima, el cual no siempre garantiza los plazos de entrega, retrasando la programación de la producción. Este es un factor crítico en competitividad pues sus clientes esperan un tiempo de entrega corto y al no dar la respectiva importancia a este aspecto pueden estarse sacrificando clientes actuales y potenciales, dado que la empresa maneja ventas con

11.06(10)34
47
empresas de prestigio a nivel nacional y con clientes importantes en otros países cuyo volumen de órdenes, frecuencia de pedidos e imagen favorecen la posición de la empresa. Operaciones: transforman cada input para obtener el producto terminado. Figura 19. Operaciones de la empresa Omega
Elaborada por los autores con base en información de Johnson (2001). El Departamento de Diseño es responsable de analizar las tendencias del cliente, las preferencias del consumidor y la capacidad productiva con el fin de elaborar colecciones semestrales que, por una parte, generen utilidades a la empresa satisfaciendo una necesidad de innovación y elegancia para incrementar el número de clientes y, por otra parte, con diseños que cumplan con las tendencias nacionales e internacionales (en países tan exigentes como Italia y Estados Unidos) mientras simultáneamente favorecen la productividad (una manufactura que no sacrifique la productividad e intentando que el personal esté lo suficientemente capacitado para que no haya sacrificios ni en tiempo ni en calidad). Como apoyo, cuentan con satélites, empresas que fabrican los productos de la marca cuando hay prioridades o en épocas fuertes como Diciembre en donde la capacidad de la planta no da abasto. La empresa entrega los herrajes y las piezas generalmente desbastadas para que los satélites continúen el proceso y devuelvan a la planta el producto terminado. En cuanto a producción, la carencia de indicadores de gestión se refleja en un alto porcentaje de tiempos muertos no planeados que al no ser medidos, no pueden ser mejorados, razón por la cual la productividad es menor a la que podría obtenerse y el número de retrabajos es alto …Ver el numeral 10.5… De prestar mayor atención a este aspecto, mejorarían la productividad, los plazos de entrega y la calidad, considerando que a futuro las expectativas de la empresa representan crecimiento a nivel internacional.
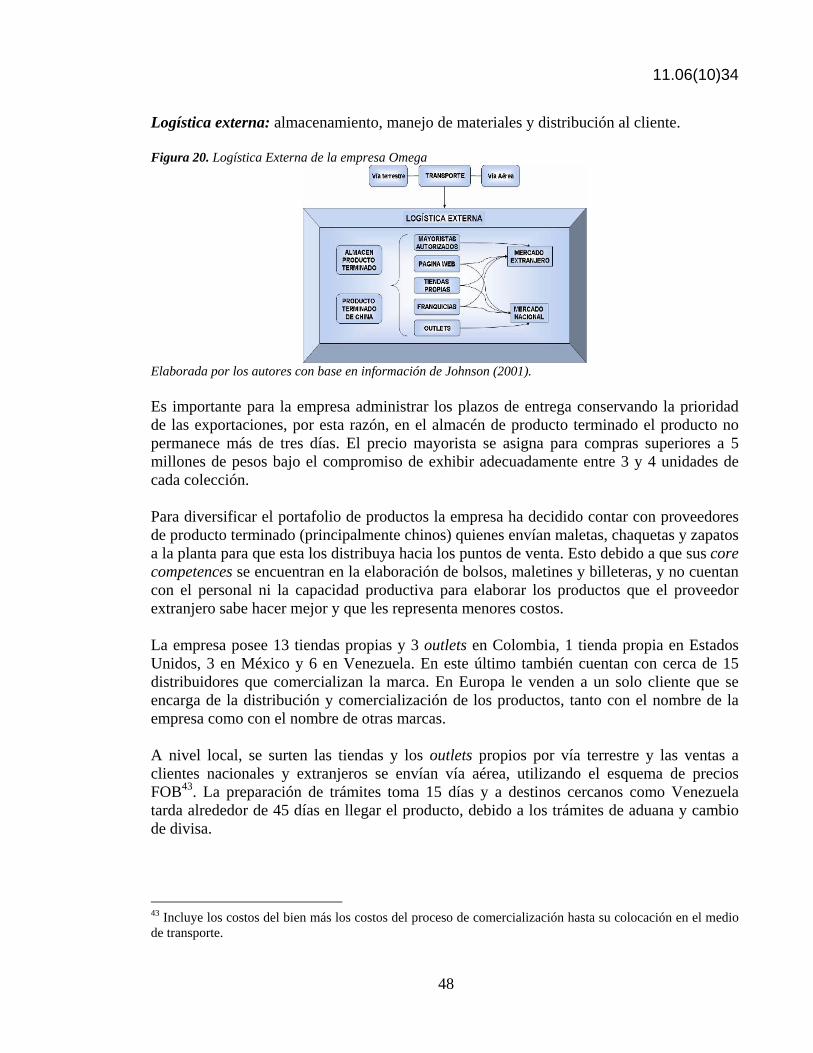
11.06(10)34
48
Logística externa: almacenamiento, manejo de materiales y distribución al cliente. Figura 20. Logística Externa de la empresa Omega
Elaborada por los autores con base en información de Johnson (2001). Es importante para la empresa administrar los plazos de entrega conservando la prioridad de las exportaciones, por esta razón, en el almacén de producto terminado el producto no permanece más de tres días. El precio mayorista se asigna para compras superiores a 5 millones de pesos bajo el compromiso de exhibir adecuadamente entre 3 y 4 unidades de cada colección. Para diversificar el portafolio de productos la empresa ha decidido contar con proveedores de producto terminado (principalmente chinos) quienes envían maletas, chaquetas y zapatos a la planta para que esta los distribuya hacia los puntos de venta. Esto debido a que sus core competences se encuentran en la elaboración de bolsos, maletines y billeteras, y no cuentan con el personal ni la capacidad productiva para elaborar los productos que el proveedor extranjero sabe hacer mejor y que les representa menores costos. La empresa posee 13 tiendas propias y 3 outlets en Colombia, 1 tienda propia en Estados Unidos, 3 en México y 6 en Venezuela. En este último también cuentan con cerca de 15 distribuidores que comercializan la marca. En Europa le venden a un solo cliente que se encarga de la distribución y comercialización de los productos, tanto con el nombre de la empresa como con el nombre de otras marcas. A nivel local, se surten las tiendas y los outlets propios por vía terrestre y las ventas a clientes nacionales y extranjeros se envían vía aérea, utilizando el esquema de precios FOB43. La preparación de trámites toma 15 días y a destinos cercanos como Venezuela tarda alrededor de 45 días en llegar el producto, debido a los trámites de aduana y cambio de divisa.
43 Incluye los costos del bien más los costos del proceso de comercialización hasta su colocación en el medio de transporte.

11.06(10)34
49
La distribución mayorista es mínima. El 80% de las exportaciones se dirige a las tiendas propias en los países mencionados anteriormente. Actualmente, están iniciando el sistema de franquicias en Cartagena y México. Las tiendas por departamento (como Falabella) o hipermercados, no se cuentan dentro de los canales de distribución al cliente, debido a que las características de la negociación en cuanto a modalidad de pagos, exhibición, etc. no benefician la imagen de exclusividad que quiere proyectar la empresa. Con respecto a las ventas a través de la página web se realiza el contacto directo con los clientes y se garantiza un tiempo de elaboración de un día para estos productos y su envío inmediato al destino determinado (este envío puede provenir de la planta de producción en Colombia o desde el punto de venta más cercano al lugar donde el cliente lo está solicitando). Este último aspecto es importante, y requiere una revisión a diario de las requisiciones vía web para responder a los clientes en el menor tiempo posible, dado que éstos utilizan este canal de pedidos para que sus requisiciones sean consideradas como prioritarias y su entrega sea lo más pronto posible. De incumplir esta promesa, podrían perder clientes en otros países (a pesar de que el volumen de estas solicitudes no sea significativo). El último canal de distribución empleado hace referencia a los clientes empresariales quienes adquieren entre 2 y 3 referencias de productos con el fin de otorgarlos a sus clientes bajo la modalidad de puntos acumulados y obsequios. A estos clientes se les asigna un plazo de hasta un mes de entrega. Mercadeo y ventas: brinda los medios para que el cliente conozca el producto. Figura 21. Mercadeo y Ventas de la empresa Omega
Elaborada por los autores con base en información de Johnson (2001).
Los consumidores tienen acceso al producto mediante los outlets, el sitio web y las tiendas propias y, mediante los distribuidores autorizados en otros países. La publicidad se hace a través de medio escrito, principalmente y, por medio de su página web, con el fin de dar información acerca de precios y productos de la colección reciente. Dentro del sitio web también se encuentra la posibilidad de adquirir el producto, lo cual es una estrategia para acceder a clientes de todo el mundo. La estrategia de ventas y publicidad está orientada

11.06(10)34
50
hacia clientes específicos con poder de compra e interesados en un bien de gama alta. Es muy importante que la empresa esté conciente de quiénes son sus clientes para saber dirigir sus esfuerzos hacia dicho segmento, facilitando el seguimiento al consumidor, a las tendencias y a la competencia en ese nicho de mercado. De ahí que todos los puntos de venta, tanto autorizados como propios deban respetar una serie de parámetros de exhibición con el fin de que las tiendas proyecten la imagen de boutiques que busca la empresa. Actualmente la mayoría de la publicidad se dirige a otros países en donde el producto está aún en etapa de crecimiento. En Colombia, el reconocimiento de la marca y su posicionamiento no exige tantos esfuerzos en mercadeo, como en el exterior. Servicios: instalación, reparación, formación, recambios, etc. Figura 22. Servicios Post-Venta de la empresa Omega
Elaborada por los autores con base en información de Johnson (2001). El servicio post-venta brinda garantía de un año para los productos elaborados en la planta, y hasta dos años para los productos elaborados por terceros (maletas, chaquetas, zapatos), a partir del momento de la facturación. El cliente puede llevar el producto defectuoso a cualquier punto de venta bajo la promesa de atención de la solicitud en un plazo máximo de 8 días. El producto se envía a la planta de producción y allí se determina si es un error de producción para evaluar qué tan viable es el arreglo con el fin de efectuarlo o enviar un nuevo producto al cliente (cuando el arreglo toma mucho tiempo, principalmente de los productos importados por la empresa). Otra modalidad existente es permitir que los clientes consignen el valor del arreglo a través de algún punto de venta, en caso de que la garantía se haya vencido y aún quieran conservar el producto en buen estado. Aunque el proceso de recambios ofrece al cliente la posibilidad de acceder a cualquier punto de venta para realizar el trámite, el número de defectuosos que ingresan a la planta semanalmente es muy alto (30-50) y de éstos un 77% es reparado por garantía, lo cual implica que la empresa debe evaluar la durabilidad de sus diseños (además de la apariencia). Según estadísticas, el daño más frecuente se debe a la ruptura de los deslizadores de las cremalleras.

11.06(10)34
51
8.1.2 Actividades de apoyo. Aprovisionamiento: involucra los procesos de adquisición de materia prima (cuero, lona, hilazas, tintes, herrajes, etc.), herramientas (alicates, estaquillos, martillos, robots44, cinceles, etc.) e insumos (cajas, empaque, papelería, etc.) importados y nacionales. La relación con los proveedores es fundamental para garantizar que los tiempos de entrega correspondan a los requerimientos de producción de la empresa. Sin embargo, herrajes como el bambú deben importarse desde China exclusivamente (ningún proveedor nacional ha logrado fabricar el mismo producto debido a que la mayoría no trabajan con la raíz del bambú); eso amplía los plazos de entrega e incrementa los costos al hacer difícil la devolución de unidades defectuosas, las cuales se desperdician. Desarrollo tecnológico: relacionado con el producto y con los procesos. Para la empresa y el sector en general, el know-how es fundamental dentro del proceso de manufactura del cuero, debido a que la mano de obra es significativa, mientras que la evolución de la tecnología es lenta. En la empresa se observa que durante el proceso de manufactura la principal tecnología está representada por las máquinas de coser (de codo y planas), las pulidoras, las troqueladoras, las embonadoras, las máquinas de marcas (quemado y grifo) y las desbastadoras, la mayoría con una antigüedad superior a los 30 años, lo cual pone en riesgo la calidad. En el caso de las máquinas de marcas su uso es continuo dada la importancia que se da, dentro del diseño de los productos, a las piezas contramarcadas con el logotipo de la empresa, asignándole un valor agregado para el cliente que adquiere un diseño exclusivo y reconocido. Cuentan con un software que entrega las fichas técnicas de cada referencia con la cantidad exacta de materias primas y los requerimientos en horas de trabajo para corte y armado (cuello de botella). Sin embargo, aunque las órdenes de producción son específicas, los tiempos muertos por piezas faltantes, defectuosas y retrabajos hacen que el tiempo que se ahorra en la elaboración de dichas fichas se pierda por errores en las operaciones de cada celda (incluyendo el corte de las sedas y el cuero, y los herrajes). Esto impide que la ficha técnica coincida con la capacidad productiva real de las celdas. Dentro de las tecnologías clave relacionadas con el producto, en especial, en el diseño, la empresa se ha preocupado por traer diseñadores extranjeros con experiencia que brinden su know-how a la compañía para que ésta pueda ofrecer productos más elaborados. Unido a eso, han mejorado los recursos, principalmente el cuero, con importaciones que tienen calidad de mayor nivel que la nacional e innovando con otras pieles como pitón, babilla y avestruz (provenientes de zoocriaderos autorizados que garantizan el cuidado del animal para tener una piel en excelente estado). Se observa dependencia tecnológica en cuanto a la importación de materias primas. Dirección de recursos humanos: reclutamiento, formación, desarrollo e incentivos al personal. Actualmente, se están planeando capacitaciones para lograr que cada trabajador 44 Aplicador de pegante.

11.06(10)34
52
desarrolle una habilidad diferente a la que maneja actualmente, con el fin de facilitar la rotación del personal en distintos puestos de trabajo, pensando en la consecución de trabajadores multifuncionales. Al momento de terminar la capacitación se realiza una evaluación de desempeño para determinar el aprendizaje y la efectividad de ésta y considerar al trabajador para otras labores, posteriormente. Este tipo de capacitaciones hace que la mayoría del personal sea capaz de rotar y permite que la empresa conserve flexibilidad para elaborar cualquier tipo de referencia en cualquier celda. En Diciembre, se dan obsequios a los trabajadores para reconocer el esfuerzo realizado y las horas extras trabajadas. La experiencia de los trabajadores es significativa. La antigüedad promedio en las celdas de bolsos y línea pequeña corresponde a 13 y 10 años, respectivamente, siendo la mayor antigüedad de 25 años y la menor de 1 año. A pesar de esto, el conocimiento en cuanto a la manufactura (principalmente en el área de armado) no es suficiente, debido a que los cambios semestrales de colección dificultan el crecimiento en la curva de aprendizaje. Eso hace que los tiempos muertos debido a preguntas representen un porcentaje significativo del proceso de producción …Ver el numeral 10.5… Infraestructura: sistemas de planificación, finanzas, control de calidad. En la empresa, se ha determinado un punto específico en cada celda de producción para realizar las labores de terminación y control de calidad; además de esto, es deber de cada trabajador revisar y garantizar que su trabajo cumple con las especificaciones de calidad para poder enviarse a la siguiente operación y continuar con el proceso (es decir, eliminar retrabajos). Sin embargo, dentro del estudio de tiempos …Ver el numeral 10.5… se identificó una disminución en la productividad debido a la inconsistencia entre el tamaño de los moldes y las especificaciones de la referencia y, por otro lado, un problema de control de calidad en la celda madre (corte de cuero, sedas, salpas y espumas), con lo cual no están garantizando la entrega completa de las piezas que se distribuyen a cada celda de producción. En cuanto al control estadístico de procesos, no hay una cultura de la medición en la compañía, por lo cual, la evaluación de la producción tiene componentes subjetivos. Para una empresa de moda, como lo es Omega, es importante conocer la realidad de sus mercados nacionales e internacionales. Por esta razón, estar en contacto con el cliente (contando con intermediarios dentro de sus canales de distribución) es importante para fijar el concepto de valor. La medición de la eficacia es útil para valorar la utilización de los recursos que soportan la producción de artículos categorizados como exclusivos.

11.06(10)34
53
8.1.3 Análisis DOFA. Tabla 10. Análisis DOFA de la Cadena de Valor de la empresa Omega

11.06(10)34
54
Elaborada por los autores (2006).

11.06(10)34
55
Con base en el análisis realizado anteriormente se concluye cómo se encuentra la cadena de valor de Omega para asumir retos futuros y en qué aspectos se encuentra vulnerable: Se observa cómo la relación con los proveedores y los plazos de entrega de éstos
inciden directamente en el cumplimiento en calidad, diseño y entrega del producto al cliente. En este aspecto, Omega es vulnerable al encontrarse dependiendo prácticamente de un solo proveedor nacional para cada tipo de materia prima, sin que éstos garanticen un cumplimiento en las entregas. Esto implica que la empresa debe buscar nuevos proveedores o lograr que los actuales entreguen en el tiempo y cantidad que se requiere para poder afrontar los retos futuros que vendrán al existir competidores que tienen una mejor relación con sus proveedores para disminuir los inventarios de materia prima sin que eso implique carecer de los materiales necesarios para tener una producción continua.
Los ciclos de vida semestrales implican que deba existir una capacidad de creación, innovación, evaluación de las tendencias y materiales para satisfacer los requerimientos del mercado y obtener ventaja frente a los competidores en cada nueva colección. Diseño está siendo capaz de asumir los retos que esto implica, sin embargo, mantener separada a la producción en este aspecto y no medir con indicadores el proceso, hace vulnerable a la empresa para poder responder a la demanda, permitiendo que los competidores que tengan más controlado su proceso sean más productivos y fuertes al responder más rápido al cliente. Esto impide el crecimiento de la empresa y dificulta su ventaja competitiva a nivel nacional y en el exterior, más aún, considerando que los tiempos de envío y entrega del producto terminado al exterior son demorados y costosos.
La mayoría de la tecnología se encuentra en etapa de obsolescencia lo cual a futuro puede representar pérdidas de clientes al no contar con la tecnología que permita elaborar los diseños de moda. En un punto, el mantenimiento de las máquinas no será suficiente para responder a los requerimientos.
A la empresa le resulta más rentable subcontratar la fabricación de maletas, chaquetas y
zapatos, obteniendo diversificación a un costo menor del que le representaría fabricar estos productos en la planta de producción propia. Esto demuestra que se han preocupado por ampliar el portafolio de productos; sin embargo, más del 50% de las devoluciones por garantía provienen de este tipo de productos, lo cual aunque no está afectando a la empresa económicamente (el contratista asume los costos del producto defectuoso) sí la hace vulnerable al desmejorar su imagen ante el consumidor y permitir que existan razones que puedan afectar sus ventas.
8.2 LA EMPRESA FRENTE AL TLC El TLC impactará, sin lugar a dudas, importantes sectores de la economía nacional, dentro de los que se incluyen el sector cuero y sus productos. Ninguna empresa puede descuidar su

11.06(10)34
56
estrategia y posición competitiva pues estaría amenazando seriamente su éxito al penetrar el mercado estadounidense, e incluso, su posición y funcionamiento a nivel nacional. El mercado estadounidense hacia el cual se dirigen los productos de cuero, es un nicho que valora la exclusividad, la calidad y el diseño. La empresa se ha preocupado por garantizar en sus productos elaborados a nivel nacional dichos factores claves de competitividad, por lo cual, no será tan abrupto el ingreso a los Estados Unidos, dado que cuenta con trayectoria a nivel internacional y posee tiendas propias en dicho país. Sin embargo, factores identificados dentro de la cadena de valor como amenazas, debilidades, oportunidades o fortalezas podrían afectar la posición de la empresa en dicho mercado, ante el ingreso de nuevos competidores como consecuencia del TLC. Como factores de riesgo se identifican: El costo de oportunidad que puede representar para la empresa la pérdida de clientes
estadounidenses que no acepten el recibo de productos defectuosos y, por consiguiente, no se conformen con la estrategia que sigue actualmente la empresa para las devoluciones de producto terminado, las cuales se deben en su mayoría, a productos importados (Ver el numeral 8.1) .
Los clientes estadounidenses son más exigentes con los plazos de entrega que los colombianos, eso implica que la programación de la producción debe ser estricta y no se debe interrumpir por faltantes de materia prima. Se requiere una nueva estrategia que mejore la logística interna garantizando el cumplimiento de los proveedores, satisfaciendo los tiempos de entrega estipulados para el cliente. Es necesario mejorar la relación con los proveedores y que éstos se involucren en el programa de mejoramiento continuo de la empresa, para que sean capaces de cumplir los requerimientos en lotes más pequeños, reduciendo los costos de almacenamiento de inventario y garantizando la disponibilidad y calidad de materia prima e insumos.
Si no se establecen estrategias gubernamentales para obtener calidad en el cuero desde los hatos, seguirá presentándose el problema de ausencia de calidad del cuero nacional, generando mayores desperdicios y obligando a adquirir cuero importado más costoso, con lo cual se incrementan los costos de materia prima y disminuye la competitividad de la empresa. Lo anterior, sumado a la posibilidad de que los competidores de otros países no tengan este problema de materia prima, puede dificultar la competitividad al haber otras empresas que ofrezcan productos con calidad a menores precios y/o generando mayores utilidades.
La posibilidad de ingresar mayores volúmenes de producción a los Estados Unidos implica mano de obra más eficiente. Por lo tanto, la reducción de Tiempo Muerto No Planeado en proceso …Ver los Numerales 10.5 y 10.6.1… y una programación con base en la capacidad del cuello de botella será fundamental para satisfacer mayor demanda sin sacrificar la calidad.

11.06(10)34
57
Es necesario crear y conservar los indicadores de gestión para poder medir el comportamiento de las celdas (productividad, eficiencia, calidad) y establecer las necesidades y acciones para satisfacer la demanda de un mercado al cual será más fácil acceder, pero más difícil satisfacer.
Tecnología en etapa de obsolescencia (la mayoría superior a 30 años) y dependencia de la mano de obra dificultan la estandarización de los procesos, haciendo a la empresa menos competitiva con respecto a países con procesos automatizados y tecnología más reciente, como Italia o Francia (Ver Tabla 3).
Las importaciones de materia prima y producto terminado tardan hasta tres meses en ser recibidas. Por esta razón, es necesario buscar aquellos proveedores que garanticen menores tiempos de entrega, satisfaciendo los requerimientos, para de esta manera aprovechar mejor las ventajas en trámites y barreras que puedan ser eliminadas a los productos que se envíen a Estados Unidos.
La poca capacitación que se hace a los trabajadores, no sólo en términos productivos, sino también culturales y de excelencia humana, dificulta que haya una mano de obra comprometida con la producción y con la empresa. Por eso se hace necesaria la creación de programas que mejoren aspectos como el clima laboral y las malas prácticas de manufactura, que impactan negativamente en la calidad y en la productividad, variable representativa en la búsqueda de competitividad.
La posibilidad de que Colombia actúe como plataforma de producción de países competidores tan fuertes como Brasil, representa un riesgo para empresas como la estudiada, que se encuentran en capacidad de ingresar y competir desde ya en el mercado estadounidense por sí mismas. Sin embargo, no se desconoce que este hecho generaría mayores inversiones extranjeras, lo cual podría aumentar el empleo al permitir que las empresas marroquineras produzcan más y garanticen sus ventas, aunque esto brinde el beneficio del libre acceso para un tercero.
Se identifican los siguientes aspectos a favor: La preocupación por elaborar diseños (forma, terminación, colores, texturas, etc.) que
satisfagan las tendencias de la moda, lo cual les ha permitido penetrar en mercados internacionales con éxito y lograr flexibilidad en la mano de obra para que ésta sea capaz de fabricar cualquier referencia (bien sea en bolsos, maletines o línea pequeña).
El acceso a pieles exóticas nacionales, les ha dado una importante posición competitiva en los Estados Unidos. Las ventas a través de sus tiendas propias y por catálogo de estos artículos pueden verse incrementadas con las nuevas ventajas de ingreso.
La infraestructura y mano de obra actual brinda una posibilidad de incrementar significativamente la productividad hasta en un 50% al eliminar parte de las actividades que no agregan valor (mudas), lo cual reduciría los costos y las horas extras actuales.

11.06(10)34
58
La posibilidad de penetrar parte del gran mercado que poseen los chinos, al incrementar la productividad y mejorar la competitividad, significaría mayores ventas e incluso, la eventualidad de apertura de nuevas tiendas o franquicias como las que se tienen proyectadas en Latinoamérica.
La posibilidad de ingresar a un mercado con mayor poder de compra incrementaría las utilidades si se mantiene y mejora la posición que tienen actualmente en ese país, más aún, considerando que el precio de los productos hace que el segmento colombiano no sea tan grande. Al haberse ratificado los beneficios temporales del ATPDEA, con la firma del TLC, la empresa está más segura para invertir en Estados Unidos (bien sea a través de puntos propios o como franquiciador), dado que las ventajas otorgadas por este acuerdo se mantendrán de manera permanente.
8.3 ANTECEDENTES KAIZEN
En 1.996, Asocueros y Colciencias beneficiaron a siete empresas del sector cuero y sus productos (entre ellas la empresa estudiada) con el financiamiento del 43% del Programa Piloto de Productividad y Competitividad en Siete Empresas del Sector Cueros. La empresa Omega, junto a tres consultores de Kaizen Andina, trabajaron en la realización de un programa de mejoramiento continuo. La Tabla 11 muestra el diagnóstico inicial, mediante el cual se establecieron diferentes plazos para solucionar los problemas (desde 1 semana hasta fechas posteriores a 6 meses); las herramientas conocidas; los indicadores básicos y los resultados iniciales. Tabla 11. Antecedentes Kaizen en la empresa Omega
Elaborada por los autores (2006).

11.06(10)34
59
Específicamente, en la celda de bolsos se obtuvieron los siguientes resultados (Tabla 12): Tabla 12. Resultados antecedentes kaizen celda de Bolsos
INDICADOR CAMBIO (%) Requerimiento diario de producción -40% Horas trabajadas -5% Producción/hora 105% Número de trabajadores -50% Producción/H-H 290% Producción/día 95% Incremento en productividad (prod/día) 93,8% Layout -36%
Elaborada por los autores con base en el informe DNP, Evaluación económica de los proyectos de mejoramiento continuo (1998). Hoy en día, la filosofía kaizen es casi nula en Omega. De este Programa, tal como afirma el gerente general: “son muy pocas las herramientas que están siendo aplicadas, debido principalmente a los cambios en la gerencia y a la rotación de trabajadores de piso en los últimos diez años”, razón por la cual, se perdió continuidad en el proceso. En entrevista concedida por Guillermo Alzate, uno de los consultores de Kaizen Andina, se concluyó que dos de las principales causas que ocasionaron la pérdida de la filosofía kaizen en la organización fueron: Introducción de demasiadas herramientas kaizen de manera simultánea que no eran
acordes con el nivel de competencias de los trabajadores de planta. “Estos fueron bombardeados con información pero no hubo el tiempo suficiente para capacitarlos y lograr que ésta fuera asimilada” expresó el consultor.
Las personas que se nombraron como encargadas de liderar el proceso y garantizar su sostenimiento comenzaron a retirarse de la empresa a partir de seis meses después de finalizada la intervención, con lo cual el avance se vio interrumpido.
Varios de los trabajadores que participaron de dicha intervención kaizen, continúan trabajando en la empresa y se encuentran familiarizados con la metodología de mejoramiento continuo. Sin embargo, el cambio de líderes tanto a nivel gerencial como en producción interrumpió el proceso de involucramiento en el cual se había obtenido el compromiso de los trabajadores. La cultura de gerenciar garantizando el cambio y el mejoramiento continuo, la motivación, el reconocimiento, la medición y la supervisión se reemplazaron por una manera de administrar y producir con base en acciones a corto plazo, lo cual retrasó el avance logrado con la intervención en aspectos tan importantes como la programación de la producción y la logística interna para el abastecimiento de materias primas e insumos. Estos hechos, sumados a través de los últimos nueve años, hacen que hoy en día las oportunidades de mejoramiento sean significativas y latentes y, es por ello, que se hace necesario retomar lo aprendido con la experiencia anterior para no cometer los mismos errores que ocasionaron la pérdida de continuidad en el mejoramiento administrativo y operativo, recuperar la cultura del cambio, incrementar la productividad y permanecer en un escenario exitoso que les permita mantenerse competitivos frente a firmas altamente posicionadas en los mercados extranjeros.
11.06(10)34
60
9. KAIZEN Y LA COMPETITIVIDAD DE LA EMPRESA OMEGA45
A través del marco teórico de competitividad y de herramientas kaizen se introdujeron los principales conceptos asociados al proyecto. El análisis del sector permitió comprender cómo funciona el entorno a nivel nacional e internacional para, de esta manera, analizar la cadena de valor y la estrategia competitiva de la empresa. Con base en esto, se elaboró y justificó el plan de acción durante la intervención a dos celdas de producción. Como se ha visto, la empresa tiene una estrategia competitiva de diferenciación cuyos factores claves de éxito se representan en calidad, diseño, exclusividad e innovación. Para lograr esta estrategia, desarrolla una serie de actividades críticas dentro de su cadena de valor, lo cual le permite conocer las tendencias de la moda, diversificar el portafolio de materiales (introduciendo pieles exóticas y sintéticos) y de productos, e introducir tiendas propias que favorecen la actividad dentro de sus canales de distribución. Sin embargo, ha descuidado segmentos críticos dentro de la cadena como, por ejemplo, las actividades de abastecimiento de materia prima (demoras y déficit frecuente), la cultura de la medición a través de indicadores de gestión para estandarizar los procesos de producción y hacerlos más eficientes, poca adquisición de tecnología conservando alta dependencia de la mano de obra (lo cual dificulta la estandarización del proceso) y proveedores que incumplen las órdenes o se limitan a entregar en grandes cantidades aumentando los plazos de entrega. El TLC representa una oportunidad para mantener y fortalecer su posición en los Estados Unidos (donde ya cuenta con boutiques propias), al conservar y ampliar las preferencias otorgadas por el ATPDEA. No obstante, el alto nivel de desperdicios identificados es una barrera para incrementar la productividad y aprovechar la posibilidad de mayores volúmenes de ventas en ese mercado (y, en general, en todos los destinos hacia los cuales exporta tanto en América como en Europa). Dada la urgente necesidad de hacer que la empresa tome conciencia de que su posicionamiento e imagen actual no pueden durar eternamente, a no ser que se tomen acciones tendientes a incrementar la productividad y a desarrollar la estrategia de competitividad con todo lo que ello implica, se acordó realizar la intervención en kaizen a dos celdas de producción de la planta. Por esta razón y por las oportunidades de mejora actuales, se busca incrementar la productividad mediante el involucramiento de los trabajadores en una serie de programas para reducir los desperdicios, mejorar el ambiente en el sitio de trabajo, identificar e implementar oportunidades de mejora y establecer una cultura de calidad con miras a la obtención de calidad total. Simultáneamente, se trabaja con la empresa en la sensibilización de los trabajadores y su capacitación para que estos garanticen la continuidad de los programas mientras que, a su vez, se fomenta una 45 El siguiente capítulo pretende asociar el análisis teórico con la situación actual de la empresa. Algunas de las situaciones mencionadas en la Tabla 13 presentan su soporte estadístico y analítico en el capítulo 10.
11.06(10)34
61
transformación de la cultura organizacional, donde a través de disciplina y trabajo en equipo se pretende incrementar la competitividad (calidad, menores tiempos de entrega; trabajadores más preparados, motivados, comprometidos y multidisciplinarios; menores devoluciones, etc.). En la tabla 13 se indican los factores más representativos dentro del análisis de competitividad interno (de la empresa), sectorial, nacional e internacional (involucrando los capítulos referentes a la empresa, el sector y el TLC, entre otros) y su relación con las herramientas de la cultura kaizen. Las herramientas kaizen señaladas en cada aspecto, son las que a través del análisis fueron consideradas las más apropiadas para mejorar, reducir o eliminar los factores identificados. Se pretende mostrar de una manera concreta y clara qué antecedentes teóricos (explicados en los capítulos anteriores) motivaron y justificaron la metodología y herramientas kaizen utilizadas durante la intervención. Es importante comprender que aunque kaizen permite atacar determinantes representativos dentro de la competitividad de la empresa, por sí solo no es necesariamente la única solución ni la más efectiva. Cabe destacar, además, que el acceso limitado a algunas dependencias y el tiempo impidieron que kaizen contribuyera a solucionar otros aspectos, a pesar de ser identificado como la solución más apropiada (lo anterior corresponde a las acciones descritas en los cuadros grises en la tabla 13).

11.06(10)34
62
Tabla 13. Herramientas que impactan en la competitividad de la empresa Omega
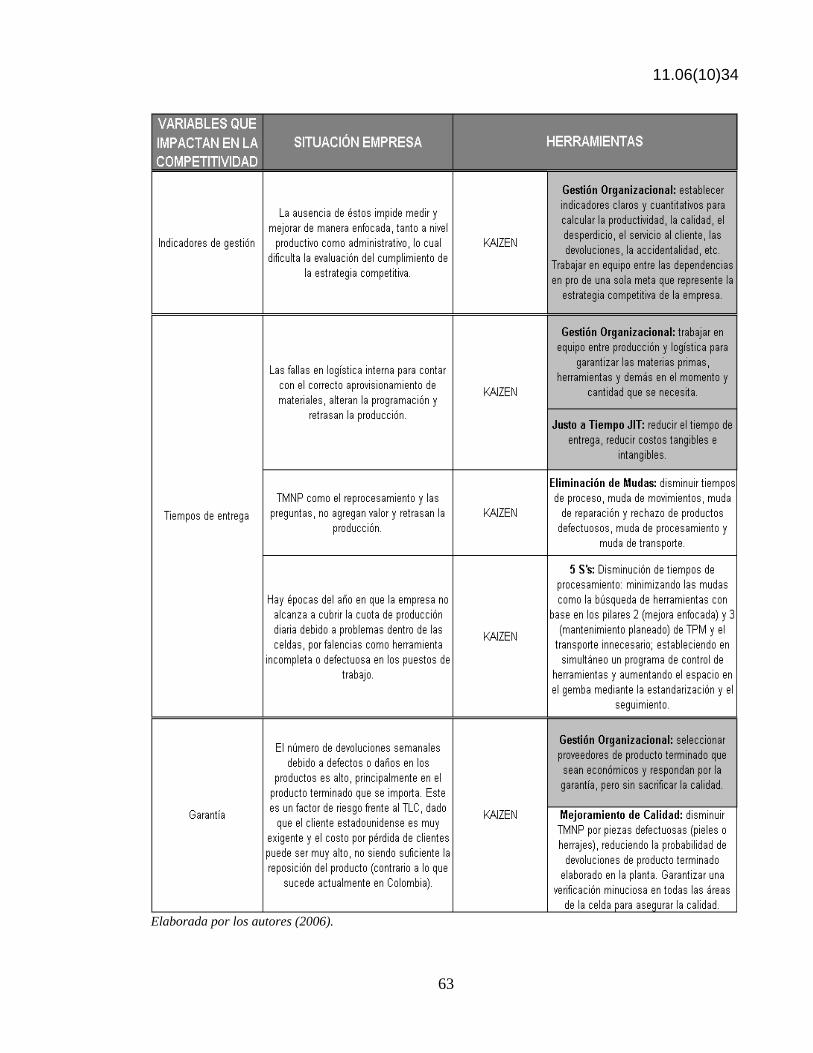
11.06(10)34
63
Elaborada por los autores (2006).

11.06(10)34
64
10. INTERVENCIÓN A LAS CELDAS DE PRODUCCIÓN
La iniciación del proceso de mejoramiento continuo parte de una necesidad gerencial de optimizar la programación de la producción y disminuir los tiempos muertos y el inventario en proceso, principalmente, con el fin de incrementar la productividad.
10.1 CELDAS ESTUDIADAS Dadas las condiciones de tiempo, se determinó junto con la gerencia iniciar el proceso de mejoramiento en dos celdas de producción, con características similares de capacitación, experiencia laboral e infraestructura y, además, elaboraran referencias que en términos de tiempos de proceso, costos y demanda fueran representativas, en promedio, con respecto al total de referencias fabricadas en la empresa. Esto con el fin de replicar el proceso en las siete celdas restantes, de acuerdo con los resultados e impacto obtenidos. Se determinó que uno de los autores de este proyecto realizaría la intervención en una de las celdas de Línea Pequeña (12,5 trabajadores) y el otro en una de las celdas de Bolsos (11 trabajadores), con el fin de comparar el impacto y los resultados obtenidos; y poder analizar las divergencias encontradas, dadas unas mismas condiciones iniciales para el proceso kaizen (Ver Anexo F).
10.2 ANÁLISIS DE TIEMPOS46
A continuación se muestran los factores críticos identificados durante las observaciones y toma de tiempos en las celdas de producción de línea pequeña y bolsos. En adelante, las siglas TM y TMNP corresponderán al Tiempo Muerto total (planeado y no planeado) y al Tiempo Muerto No Planeado, respectivamente. Figura 23. Porcentaje de tiempo total
3615; 27%
1482; 11%
1060; 8%
7375; 54%
OPERACIONESTRANSPORTEALISTAMIENTOTM
11200; 44%
10683; 42%
2234; 9% 1148; 5%
OPERACIONESTRANSPORTEALISTAMIENTOTM
Línea Pequeña Bolsos
Elaborada por los autores (2006). 46 Las figuras del análisis de tiempos se encuentran en segundos y corresponden al tiempo de procesamiento promedio para 1 unidad.

11.06(10)34
65
Como se observa en la Figura 23 el TMNP representa un alto porcentaje del tiempo total para manufacturar una unidad, siendo éste más representativo en la celda de bolsos. Se considera crítico que el total de TMNP en bolsos supere en un 61% al porcentaje de TMNP en línea pequeña. Es por ello que una parte importante de esta intervención a las celdas buscará disminuir significativamente los TMNP existentes a través del uso de algunas de las herramientas de la cultura kaizen. Figura 24. Porcentaje de tiempo total por área (con TMNP)
1151; 9%
1512; 11%
6471; 47%1582; 12%
2817; 21%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
1253; 5%3672; 15%
11080; 44%
6440; 25%
2821; 11%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Línea Pequeña Bolsos
Elaborada por los autores (2006). Figura 25. Porcentaje de tiempo total por área (sin TMNP)
2353; 24%
1167; 12%
4588; 46%
1112; 11%
698; 7%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
991; 7%
2989; 20%
5460; 37%
3460; 24%
1683; 12%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Línea Pequeña Bolsos
Elaborada por los autores (2006). La operación de armado es, sin duda, el cuello de botella. Sin embargo, al descontar los TMNP y sólo considerar los tiempos de operación, transporte y alistamiento se puede observar cómo aunque en la Figura 24 a simple vista pareciera que el tiempo total de proceso de una billetera es casi la mitad del tiempo de proceso de un bolso, al descontar el TMNP de cada celda (Figura 25) el tiempo de proceso es muy similar en ambas. Por otra parte, la Figura 24 muestra que el tiempo que tarda en manufacturarse una billetera y un bolso es de 108 minutos y 185 minutos por armadora, respectivamente. Sin embargo, según la Figura 25, de eliminar los TMNP podrían manufacturarse una billetera y un bolso en 78 y 91 minutos por armadora, respectivamente. Es decir, en un turno, podrían pasar de elaborar 20 a 28 billeteras, y de 12 a 24 bolsos, con 4 armadoras por celda.
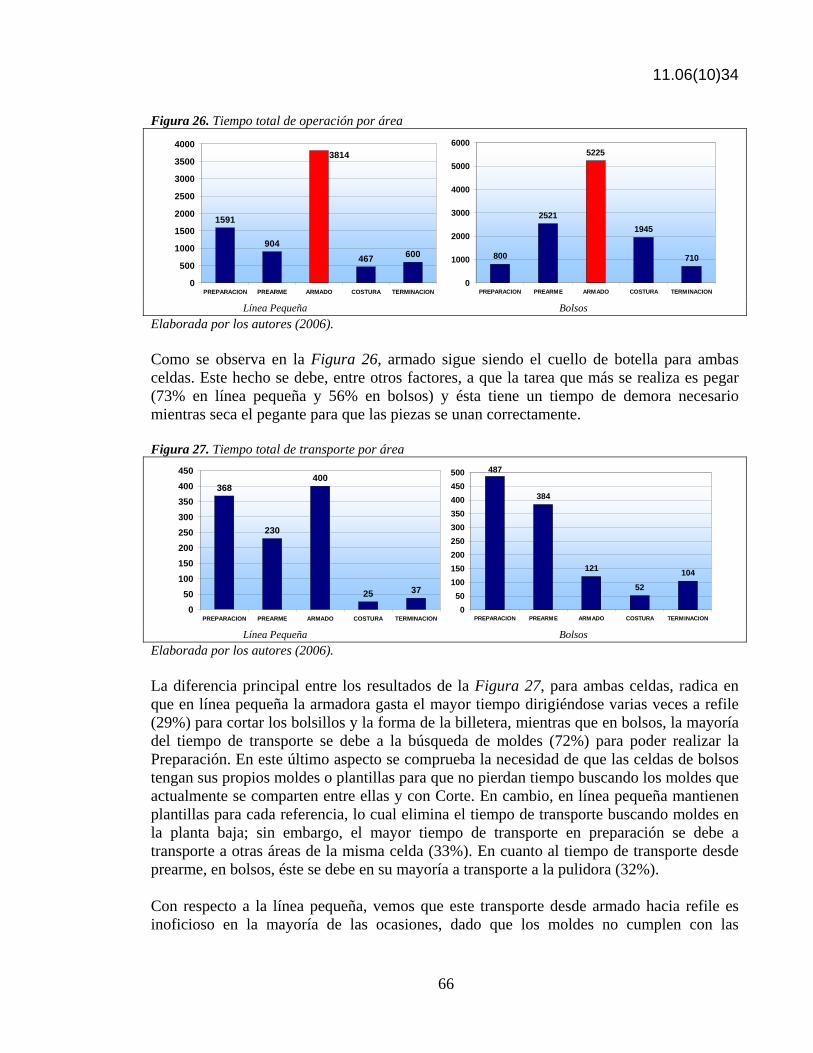
11.06(10)34
66
Figura 26. Tiempo total de operación por área
1591
904467 600
3814
0
500
1000
1500
2000
2500
3000
3500
4000
PREPARACION PREARME ARMADO COSTURA TERMINACION
800
2521
5225
1945
710
0
1000
2000
3000
4000
5000
6000
PREPARACION PREARME ARMADO COSTURA TERMINACION Línea Pequeña Bolsos
Elaborada por los autores (2006). Como se observa en la Figura 26, armado sigue siendo el cuello de botella para ambas celdas. Este hecho se debe, entre otros factores, a que la tarea que más se realiza es pegar (73% en línea pequeña y 56% en bolsos) y ésta tiene un tiempo de demora necesario mientras seca el pegante para que las piezas se unan correctamente.
Figura 27. Tiempo total de transporte por área
368
230
400
25 37
050
100150200250300350400450
PREPARACION PREARME ARMADO COSTURA TERMINACION
487
384
121
52
104
050
100150200250300350400450500
PREPARACION PREARME ARMADO COSTURA TERMINACION Línea Pequeña Bolsos
Elaborada por los autores (2006). La diferencia principal entre los resultados de la Figura 27, para ambas celdas, radica en que en línea pequeña la armadora gasta el mayor tiempo dirigiéndose varias veces a refile (29%) para cortar los bolsillos y la forma de la billetera, mientras que en bolsos, la mayoría del tiempo de transporte se debe a la búsqueda de moldes (72%) para poder realizar la Preparación. En este último aspecto se comprueba la necesidad de que las celdas de bolsos tengan sus propios moldes o plantillas para que no pierdan tiempo buscando los moldes que actualmente se comparten entre ellas y con Corte. En cambio, en línea pequeña mantienen plantillas para cada referencia, lo cual elimina el tiempo de transporte buscando moldes en la planta baja; sin embargo, el mayor tiempo de transporte en preparación se debe a transporte a otras áreas de la misma celda (33%). En cuanto al tiempo de transporte desde prearme, en bolsos, éste se debe en su mayoría a transporte a la pulidora (32%). Con respecto a la línea pequeña, vemos que este transporte desde armado hacia refile es inoficioso en la mayoría de las ocasiones, dado que los moldes no cumplen con las
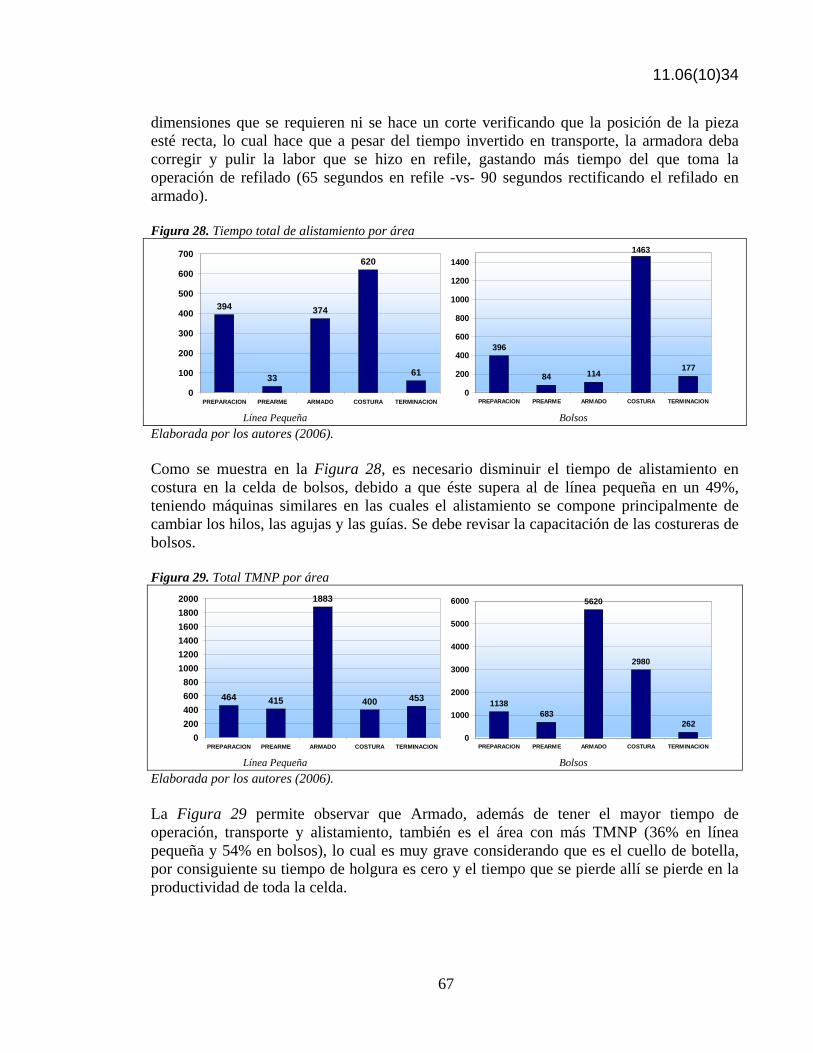
11.06(10)34
67
dimensiones que se requieren ni se hace un corte verificando que la posición de la pieza esté recta, lo cual hace que a pesar del tiempo invertido en transporte, la armadora deba corregir y pulir la labor que se hizo en refile, gastando más tiempo del que toma la operación de refilado (65 segundos en refile -vs- 90 segundos rectificando el refilado en armado). Figura 28. Tiempo total de alistamiento por área
394
33
374
620
61
0
100
200
300
400
500
600
700
PREPARACION PREARME ARMADO COSTURA TERMINACION
396
84 114
1463
177
0
200
400
600
800
1000
1200
1400
PREPARACION PREARME ARMADO COSTURA TERMINACION Línea Pequeña Bolsos
Elaborada por los autores (2006). Como se muestra en la Figura 28, es necesario disminuir el tiempo de alistamiento en costura en la celda de bolsos, debido a que éste supera al de línea pequeña en un 49%, teniendo máquinas similares en las cuales el alistamiento se compone principalmente de cambiar los hilos, las agujas y las guías. Se debe revisar la capacitación de las costureras de bolsos.
Figura 29. Total TMNP por área
464 415
1883
400 453
0200400600800
100012001400160018002000
PREPARACION PREARME ARMADO COSTURA TERMINACION
1138683
5620
2980
2620
1000
2000
3000
4000
5000
6000
PREPARACION PREARME ARMADO COSTURA TERMINACION Línea Pequeña Bolsos
Elaborada por los autores (2006). La Figura 29 permite observar que Armado, además de tener el mayor tiempo de operación, transporte y alistamiento, también es el área con más TMNP (36% en línea pequeña y 54% en bolsos), lo cual es muy grave considerando que es el cuello de botella, por consiguiente su tiempo de holgura es cero y el tiempo que se pierde allí se pierde en la productividad de toda la celda.

11.06(10)34
68
Figura 30. % Total TMNP
BUSCAR HERRAMIENTA (i y
v); 286; 8%
RETRABAJO POR ERROR; 836; 23%
TOMAR LIQUIDO; 41; 1%
PIEZA FALTANTE (i y v); 322; 9%
HERRAJE DAÑADO (i y v); 550; 15%
MÁQUINA DAÑADA (i y v); 267; 7% HABLAR; 93; 3%
PREGUNTAR; 953; 27%
INACTIVA; 267; 7%INACTIVA; 425; 4%
BUSCAR HERRAMIENTA (i y v);
757; 7%
HABLAR; 1007; 9%
RETRABAJO POR ERROR; 3796; 37%
PREGUNTAR; 3227; 30%
HERRAJE DAÑADO (i y v); 117; 1%
TOMAR LIQUIDO; 93; 1%
BAÑO; 359; 3%
PIEZA FALTANTE (i y v); 902; 8%
Línea Pequeña Bolsos
Elaborada por los autores (2006). De acuerdo con la Figura 30, los TMNP más representativos se deben a retrabajo por error y preguntas, lo cual indica que a pesar de la experiencia de los trabajadores, hay una carencia en cuanto al conocimiento que tiene el personal sobre las referencias que se elaboran actualmente. Este hecho puede deberse a los cambios semestrales en el diseño y a un control de calidad deficiente en cada área de trabajo, lo cual obliga a devolver las piezas para que se remanufacturen (retrabajen) de la manera señalada por las especificaciones. Figura 31. Frecuencia de TMNP por área
05
10152025303540
#HA
BLA
R
#PR
EGU
NTA
R
#IN
AC
TIVA
#BU
SCA
RH
ERR
AM
IEN
TA(i
y v)
#RET
RA
BA
JOPO
R E
RR
OR
#TO
MA
RLI
QU
IDO
#PIE
ZAFA
LTA
NTE
(i y
v)
#HER
RA
JED
AÑ
AD
O (i
y v
)
#MÁ
QU
INA
DA
ÑA
DA
(i y
v)
ARMADOCOSTURAPREARMEPREPARACIONTERMINACION
Datos
AREA
0
5
10
15
20
25
30
#HA
BLA
R
#PR
EGU
NTA
R
#IN
AC
TIVA
#BU
SCA
RH
ERR
AM
IEN
TA(i
y v)
#RET
RA
BA
JOPO
R E
RR
OR
#TO
MA
RLI
QU
IDO
#BA
ÑO
#PIE
ZAFA
LTA
NTE
(i y
v)
#HER
RA
JED
AÑ
AD
O (i
y v
)
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Datos
AREA
Línea Pequeña Bolsos
Elaborada por los autores (2006). Si bien la Figura 31 muestra que el mayor número de veces que sucede un TMNP de línea pequeña es en armado, preguntando, este es un TMNP que se puede resolver con capacitación o esperando a que la colección se haya manufacturado más tiempo de tal manera que se observe el progreso en la curva de aprendizaje. Sin embargo, el mayor número de veces que sucede un TMNP en bolsos es en costura, hablando, lo cual es un tiempo perdido crítico que se debe a otros factores ajenos a la manufactura y debe haber un esfuerzo de la empresa para que éste tienda a cero.
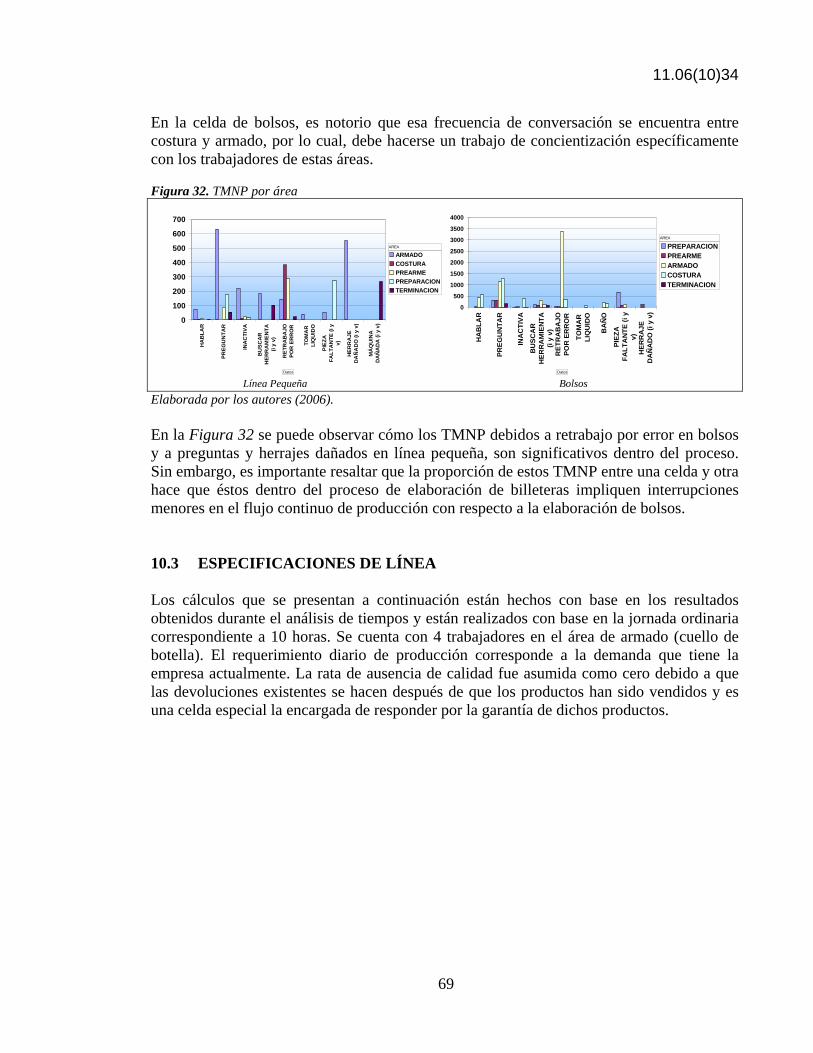
11.06(10)34
69
En la celda de bolsos, es notorio que esa frecuencia de conversación se encuentra entre costura y armado, por lo cual, debe hacerse un trabajo de concientización específicamente con los trabajadores de estas áreas. Figura 32. TMNP por área
0
100
200
300
400
500
600
700
HA
BLA
R
PREG
UN
TAR
INA
CTI
VA
BU
SCA
RH
ERR
AM
IEN
TA(i
y v)
RET
RA
BA
JOPO
R E
RR
OR
TOM
AR
LIQ
UID
O
PIEZ
AFA
LTA
NTE
(i y
v)
HER
RA
JED
AÑ
AD
O (i
y v
)
MÁ
QU
INA
DA
ÑA
DA
(i y
v)
ARMADOCOSTURAPREARMEPREPARACIONTERMINACION
Datos
AREA
0
500
1000
1500
2000
2500
3000
3500
4000
HA
BLA
R
PREG
UN
TAR
INA
CTI
VA
BU
SCA
RH
ERR
AM
IEN
TA(i
y v)
RET
RA
BA
JOPO
R E
RR
OR
TOM
AR
LIQ
UID
O
BA
ÑO
PIEZ
AFA
LTA
NTE
(i y
v)H
ERR
AJE
DA
ÑA
DO
(i y
v)
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Datos
AREA
Línea Pequeña Bolsos
Elaborada por los autores (2006). En la Figura 32 se puede observar cómo los TMNP debidos a retrabajo por error en bolsos y a preguntas y herrajes dañados en línea pequeña, son significativos dentro del proceso. Sin embargo, es importante resaltar que la proporción de estos TMNP entre una celda y otra hace que éstos dentro del proceso de elaboración de billeteras impliquen interrupciones menores en el flujo continuo de producción con respecto a la elaboración de bolsos.
10.3 ESPECIFICACIONES DE LÍNEA
Los cálculos que se presentan a continuación están hechos con base en los resultados obtenidos durante el análisis de tiempos y están realizados con base en la jornada ordinaria correspondiente a 10 horas. Se cuenta con 4 trabajadores en el área de armado (cuello de botella). El requerimiento diario de producción corresponde a la demanda que tiene la empresa actualmente. La rata de ausencia de calidad fue asumida como cero debido a que las devoluciones existentes se hacen después de que los productos han sido vendidos y es una celda especial la encargada de responder por la garantía de dichos productos.

11.06(10)34
70
Figura 33. Especificaciones de línea antes de la intervención
Elaborada por los autores (2006).
Debido a la presencia significativa de TMNP, en especial, en la celda de bolsos, se puede observar que el takt time (velocidad con la cual se debe producir para cumplir con las necesidades diarias) es inferior con respecto al tiempo de proceso en el área de armado, por esta razón, ninguna de las celdas de producción satisface actualmente el requerimiento diario. Actualmente la celda de línea pequeña produce en promedio 20,8 unid/turno (25% menos que la demanda) y la celda de bolsos produce en promedio 12 unid/turno (54% menos que la demanda), razón por la cual se enfocará la mayor parte de la intervención en reducir los TMNP dado que, como se observa en la Figura 33, es necesaria una reducción de éstos del 90% y del 89% en las celdas de línea pequeña y bolsos, respectivamente, para lograr satisfacer el requerimiento diario de producción. Figura 34. Disminución en las utilidades debido al TMNP
Elaborada por los autores (2006).

11.06(10)34
71
La Figura 34 comprueba el impacto negativo que representa, en términos monetarios, un porcentaje tan alto de TMNP además de no poder cumplir con el requerimiento diario de producción. Esto sumado al costo de oportunidad por no satisfacer la demanda de los clientes en un 100% hace que sea aún más prioritario iniciar la intervención de mejoramiento continuo con el fin de reducir los desperdicios y las actividades que no agregan valor.
10.4 ESTUDIO Y ANÁLISIS DE VALOR AGREGADO
Por medio del siguiente análisis se busca identificar, además de las operaciones que sí generan valor, en qué porcentaje están incidiendo cada una de las actividades que no agregan valor dentro del proceso y que se encuentran involucradas actualmente dentro de las áreas en cada celda de producción.
Tabla 14. Estudio de Valor Agregado para Línea Pequeña
Elaborada por los autores (2006). Tabla 15. Estudio de Valor Agregado para Bolsos
Elaborada por los autores (2006). Figura 35. Análisis de Valor Agregado para Línea Pequeña
Elaborada por los autores (2006).
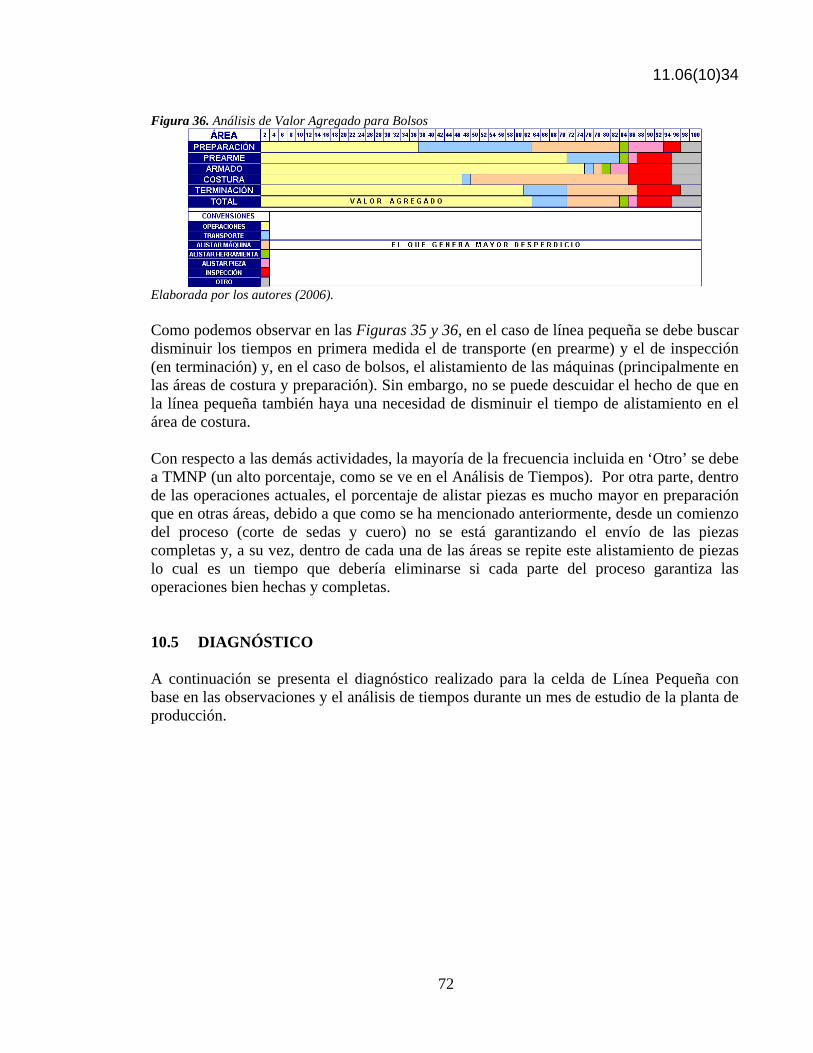
11.06(10)34
72
Figura 36. Análisis de Valor Agregado para Bolsos
Elaborada por los autores (2006). Como podemos observar en las Figuras 35 y 36, en el caso de línea pequeña se debe buscar disminuir los tiempos en primera medida el de transporte (en prearme) y el de inspección (en terminación) y, en el caso de bolsos, el alistamiento de las máquinas (principalmente en las áreas de costura y preparación). Sin embargo, no se puede descuidar el hecho de que en la línea pequeña también haya una necesidad de disminuir el tiempo de alistamiento en el área de costura. Con respecto a las demás actividades, la mayoría de la frecuencia incluida en ‘Otro’ se debe a TMNP (un alto porcentaje, como se ve en el Análisis de Tiempos). Por otra parte, dentro de las operaciones actuales, el porcentaje de alistar piezas es mucho mayor en preparación que en otras áreas, debido a que como se ha mencionado anteriormente, desde un comienzo del proceso (corte de sedas y cuero) no se está garantizando el envío de las piezas completas y, a su vez, dentro de cada una de las áreas se repite este alistamiento de piezas lo cual es un tiempo que debería eliminarse si cada parte del proceso garantiza las operaciones bien hechas y completas.
10.5 DIAGNÓSTICO
A continuación se presenta el diagnóstico realizado para la celda de Línea Pequeña con base en las observaciones y el análisis de tiempos durante un mes de estudio de la planta de producción.
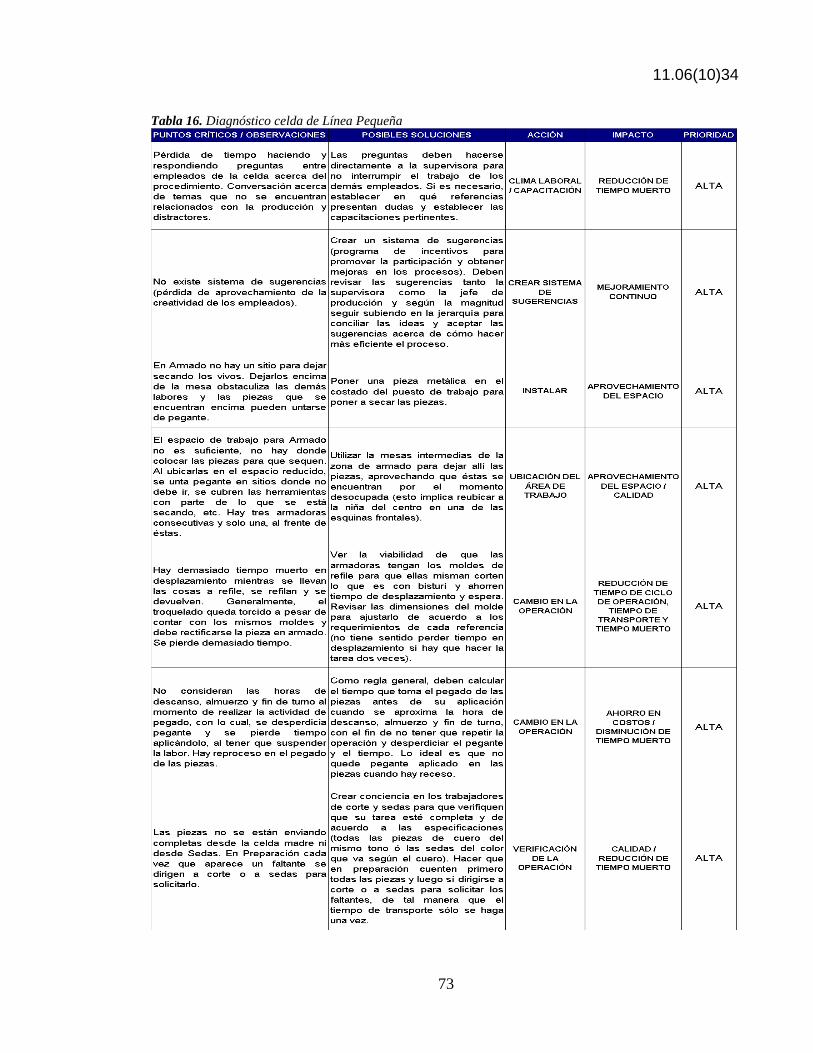
11.06(10)34
73
Tabla 16. Diagnóstico celda de Línea Pequeña

11.06(10)34
74
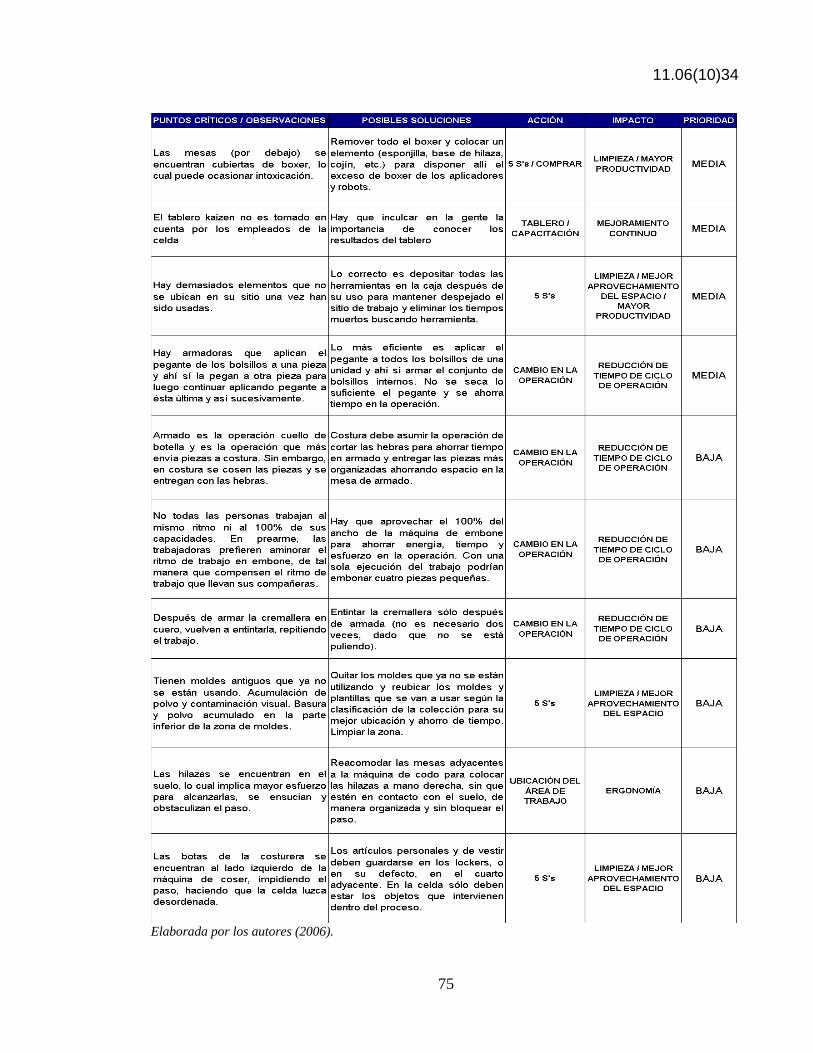
11.06(10)34
75
Elaborada por los autores (2006).

11.06(10)34
76
Tabla 17. Diagnóstico celda de Bolsos

11.06(10)34
77

11.06(10)34
78
Elaborada por los autores (2006).

11.06(10)34
79
10.6 UTILIZACIÓN DE HERRAMIENTAS KAIZEN A través de técnicas básicas como lluvia de ideas, diagramas de Ishikawa, 5 por qué’s, diagramas de Pareto y técnica Poka-yoke, se identifican y analizan las principales causas de los desperdicios en el área de producción y se diseñan programas de mejoramiento continuo que, a través de herramientas como 5 S’s y sistema de sugerencias, permiten disminuir los TMNP y eliminar parte de los desperdicios identificados.
10.6.1 Programas de Mejoramiento Continuo.
Los programas de mejoramiento continuo están elaborados para implementar las mejoras de forma integral; por esta razón, la metodología planteada aplica tanto en línea pequeña como en bolsos y puede funcionar para atacar problemas similares en otras celdas de la planta. Están diseñados de tal manera que se garantice su sostenimiento con el involucramiento del jefe de producción, los supervisores y los trabajadores de las celdas piloto, inicialmente. La implementación abarca algunas herramientas diferentes a aquellas que fueron implementadas por la firma consultora de kaizen hace nueve años, debido a que la viabilidad de algunas de éstas no es tan relevante con respecto a la situación actual de la empresa. Los programas están enfocados a un mejoramiento continuo que considera: la situación actual, el análisis de la cadena de valor y la competitividad sectorial nacional y extranjera. Mediante la elaboración de un Diagrama Ishikawa se determinan las falencias más representativas con base en el diagnóstico y se identifican cuáles, a través de la intervención en el área de producción, son significativas dentro del marco de productividad y competitividad de la empresa (ver Figura 37). Se priorizan cada una de las causas principales, con el fin de enlazar cuáles están directamente asociadas con los programas de mejoramiento continuo y cuáles requieren acciones que deben implementarse en otras dependencias47.
47 Los programas y las acciones en otras dependencias serán explicados a profundidad durante el desarrollo de este capítulo. En el Anexo G se encuentran fotos alusivas a la documentación de los programas y en el Anexo H los formatos de seguimiento diseñados para cada uno.

11.06(10)34
80
Figura 37. Diagrama Ishikawa Situación Actual en la empresa Omega
Elaborada por los autores (2006). Gracias a la observación y análisis de las tareas desarrolladas por los trabajadores y debido al reducido tiempo con el que se cuenta, las acciones se enfocaron principalmente hacia: disminuir los tiempos muertos, garantizar la calidad, aumentar la comunicación y la capacitación y reconocer el trabajo de la gente de una manera sencilla y amigable, mediante la realización de capacitaciones, la elaboración de formatos de medición con base en la técnica poka-yoke y la motivación a cada trabajador con el fin de generar y garantizar que la disciplina y el compromiso frente al cambio no sean un comportamiento temporal, sino que se conviertan en una actividad propia del día a día. Dado que el proceso es demorado y requiere compromiso por parte de cada una de las personas que intervienen en la producción, modificar la cultura en seis meses es demasiado apresurado. Debido a ello, propuestas como el establecimiento de indicadores de gestión en producción, inexistentes hoy en día, deben comenzar con un proceso de adecuación y costumbre; en este caso, mediante el análisis de las actividades por medio de frecuencias, para lograr progresivamente el compromiso con el registro de los sucesos e introducir la cultura de la medición dentro de todas las celdas de producción. No se implementan aplicaciones muy técnicas como las hojas estándar de operación porque los antecedentes señalan que dicho trabajo no fue valorado ni actualizado por las
11.06(10)34
81
administraciones anteriores (incluyendo la actual). Tampoco se realiza balanceo de línea debido a que los intentos hechos anteriormente por instaurar JIT resultaron inoficiosos ya que: el número de personas por área varía constantemente a lo largo del año, prefieren trabajar lotes grandes por lo cual cada trabajador tiene asignadas varias órdenes a la vez, el número de referencias es muy amplio y los tiempos de proceso de cada una varían significativamente (según el material, el diseño, el número y tipo de herrajes, etc.), la secuencia en que se programa la producción es indeterminada; además, no hay un estudio de tiempos para cada referencia lo cual hace que ingresen y salgan trabajadores de un área a otra e incluso, de una celda a otra, a medida que la carga de trabajo lo amerite, de acuerdo con un criterio subjetivo (no medido) de prioridades que establece cada supervisor junto al jefe de producción. Retomando el análisis de los capítulos anteriores y el diagnóstico realizado, se procede a la implementación como se observa en la Figura 38: Los cuadros azul oscuro y azul rey representan las herramientas y programas
implementados en la planta de producción de la empresa, buscando la eliminación de los desperdicios, el flujo continuo de producción y el incremento en la productividad, brindando a los trabajadores la oportunidad de involucrarse participando activamente en la conformación de comités, en la proposición de soluciones y en el cumplimiento de sus labores de manera continua, agradable y eficiente.
Los cuadros verdes forman parte del diagnóstico elaborado, en el que por cuestiones de
tiempo y de acceso a otras dependencias de la empresa, no se implementa ningún programa de mejoramiento en estos aspectos. Se proponen algunas actividades viables que conllevarían a solucionar en alguna medida los factores identificados. Sin embargo, es responsabilidad de la empresa asumir y analizar este diagnóstico con el fin de encaminar estrategias tendientes a eliminar o, por lo menos, aminorar dichos problemas para mejorar continuamente en áreas diferentes a producción pero que, como ésta, deben regirse por estándares y objetivos que busquen satisfacer una misma meta como organización.
Figura 38. Herramientas Kaizen y su impacto en la empresa Omega

11.06(10)34
82
Elaborada por los autores (2006).
10.6.1.1 SOLES (5 S´s): Mediante el Programa SOLES (5 S’s) se pretende: Disminuir los tiempos muertos por búsqueda de moldes y herramientas. Eliminar la suciedad encima y debajo del gemba. Liberar el gemba de objetos que no se requieren para la producción (objetos personales,
herramientas innecesarias, etc), con el fin de disminuir los retrabajos por la inadecuada colocación del producto en proceso.
Determinar un lugar adecuado para colocar las herramientas. Eliminar la constante acumulación de polvo. Desarrollar la cultura del mantenimiento total productivo o TPM, iniciando con la
aplicación de los Pilares 2 (mejora enfocada) y 3 (mantenimiento planeado) con el fin de eliminar los TMNP por búsqueda de herramienta y averías de los equipos, respectivamente.
Desarrollar una cultura de orden, limpieza y estandarización en cada una de las celdas para preservar el gemba adecuadamente e incrementar la productividad.
Para la implementación de las 5 S’s, se creó un programa que lograra la mejora continua del gemba en cada una de las celdas de la planta, iniciando con dos celdas piloto

11.06(10)34
83
(correspondientes a las celdas estudiadas en este proyecto). El programa se denomina SOLES, buscando generar mayor recordación entre los trabajadores (Ver Figura 39). Figura 39. Capacitación Programa SOLES
S eleccionar = SeiriO rdenar = SeitonL impiar = SeisoE standarizar = SeiketsuS eguir = Shitsuke
5 S´s
Elaborada por los autores (2006). Inició con una campaña de expectativa con el fin de que los trabajadores se enteraran de lo que se buscaba implementar. Esta campaña se manejó mediante: comunicación oral a cada trabajador de las celdas e información visual por medio de carteleras y afiches. Posteriormente, para realizar una eficiente implementación y garantizar el sostenimiento del Programa SOLES de manera continua, se creó el Comité SOLES. Para cumplir el Programa se estableció un plan de despliegue conformado por tres etapas: Etapa 1. Formación y Capacitación del Comité: Esta etapa comprende la conformación del Comité, la cual involucra la definición del objetivo y las responsabilidades (Ver Figura 40). Figura 40. Objetivos y responsabilidades Comité SOLES
Objetivo• Garantizar la implementación y el sostenimiento del Programa SOLES a través de
las diferentes estrategias definidas en todas las celdas de la compañía
Responsabilidades• Asistir oportunamente a las reuniones de trabajo según el cronograma establecido• Participar activamente en el cumplimiento de las tareas asignadas en las reuniones• Ser líderes en el cumplimiento del programa a través del ejemplo • Ser canal de comunicación entre el comité y los trabajadores de cada celda• Entregar inventariada la herramienta en cada puesto de trabajo y verificar su
estado para aprobar los cambios
Conformación del Comité
Número de integrantes 10
• Gerente y/o Jefe de producción 1• Supervisor de celda 7• Trabajador representante celda 2
ETAPA 1COMITÉ PROGRAMA SOLES
Elaborada por los autores (2006).

11.06(10)34
84
Se programó una capacitación con el fin de exponer: definición del programa, objetivos, situación actual, metodología de implementación y resultados esperados. Se pactó un compromiso bajo el cual los miembros del comité apoyarán activamente la implementación del programa tanto en las celdas piloto, como en las celdas restantes.
Etapa 2. Implementación del Programa SOLES en las celdas piloto: En la jornada laboral de un día estipulado por el área de producción, comenzó a hacerse realidad el Programa. Inicialmente se capacitó de manera rápida y general a los trabajadores acerca de la teoría de las 5 S’s y de la implementación y despliegue del Programa SOLES. Posteriormente, se procedió a la implementación de las primeras 3 S’s (SOL): SELECCIÓN, ORDEN Y LIMPIEZA. Mediante la elaboración de convenciones que fueran amigables para los trabajadores, se determinó una manera estándar de selección, organizada en tres partes: herramientas, elementos ubicados debajo de las mesas y moldes. Se utilizaron contenedores de acopio (de colores rojo y naranja) y guías de colores (rojo, amarillo, verde y naranja). La Tabla 18 muestra el mecanismo de selección de herramientas con base en las guías de colores. Tabla 18. Utilización de guías de colores para la selección de herramientas
Elaborada por los autores (2006). Para la selección de las herramientas se siguieron los siguientes pasos: Todos los trabajadores se ubicaron en su puesto de trabajo. Se clasificaron las herramientas de acuerdo a la Tabla 18. Un miembro del comité junto con el trabajador revisaron la selección y procedieron a
ubicar los elementos de las zonas roja y naranja en los contenedores del color respectivo.
Iniciar la aplicación del pilar 2 del TPM: Mejora enfocada, para controlar la presencia y adecuada utilización de las herramientas y disminuir el tiempo muerto atribuido a la búsqueda de éstas.
Para lograr la mejora enfocada, las herramientas ubicadas en la zona amarilla siguieron dos mecanismos: aquellas que podían cambiarse inmediatamente fueron reemplazadas por herramientas en buen estado, las restantes se limpiaron y marcaron con un sticker de color amarillo bajo la promesa de ser reemplazadas lo más rápido posible. Las herramientas que

11.06(10)34
85
se encontraban en la zona verde fueron limpiadas y marcadas con sticker verde y ordenadas dentro de la caja de herramientas. Se limpiaron las máquinas de coser y de desbaste iniciando la aplicación del pilar 3 (mantenimiento planeado) con el fin de identificar y prevenir posibles averías, partes faltantes o en mal estado, fugas de aceite, etc.
Para la selección de elementos ubicados debajo de las mesas, las guías de colores fueron utilizadas como lo indica la Tabla 19. Tabla 19. Utilización de guías de colores para la selección de elementos extraños
Elaborada por los autores (2006).
Para la selección de elementos ubicados debajo de las mesas se siguieron los siguientes pasos: Todos los trabajadores se ubicaron en su puesto de trabajo. Los elementos fueron ubicados sobre las mesas para su respectiva selección. Un miembro del comité junto con el trabajador revisaron la selección y procedieron a
ubicar los elementos de las zonas rojas y naranjas en los contenedores respectivos. Los objetos personales ubicados en la zona amarilla fueron almacenados en bolsas
transparentes y retirados del gemba al finalizar el turno. Para guardar los elementos de la zona verde se permitió a los trabajadores tener un
contenedor pequeño en la parte inferior de las mesas de trabajo. Los trabajadores limpiaron y ordenaron cada elemento de esta zona.
Posteriormente, el trabajador del área de preparación junto con la supervisora de la celda (miembro del comité del programa) seleccionaron los moldes de la siguiente manera: Los moldes que están actualmente en uso se dejaron colgados. Los moldes que han estado en desuso por un tiempo superior a 1 año se colocaron en un
recipiente de color naranja. Los moldes que se colocaron en el recipiente naranja fueron inventariados y guardados
en una zona de acopio externa a la planta de producción. Los moldes en uso se organizaron y marcaron según la referencia.
Se destinaron los elementos de los contenedores naranjas a los sitios respectivos y el contenido las cajas rojas fue depositado directamente en la basura. Se limpiaron las mesas de trabajo, los cajones, las máquinas, el piso y las paredes de la totalidad de la celda.

11.06(10)34
86
Finalmente, para garantizar el involucramiento del 100% de los trabajadores en el Programa SOLES se finalizó la jornada mediante la firma de cada una de las personas que intervino en las celdas piloto, como señal de compromiso. Para garantizar la implementación de las dos últimas S’s (ES) ESTANDARIZAR y SEGUIR, se acordó que: El comité SOLES debe realizar el check-list de las herramientas cada semana, mediante
el diligenciamiento de un formato que contiene de manera específica (para cada puesto de trabajo) el nombre y la cantidad de herramientas realmente necesarias para desempeñar las tareas (Ver el Anexo H). Lo anterior, con el fin de garantizar un control de las herramientas existentes en el gemba y promover la presencia de lo estrictamente necesario (mediante la utilización de los stickers).
Los miembros del comité deben hacer una auditoría cada Viernes en cada una de las celdas de producción. Para ello, se elaboró un formato de auditoría48 …Ver el Anexo H…, teniendo en cuenta la técnica Poka-Yoke, mediante el cual se pretende que el auditor evalúe el estado actual del piso, las mesas de trabajo y las máquinas. Con esta auditoría se busca, principalmente, lograr implementar la última S del programa (seguimiento) fomentando, de esta manera, el mejoramiento continuo.
Si los miembros del comité encuentran alguna situación que vaya en contra del programa SOLES, deben hacer los correctivos que se puedan inmediatamente y los que no, deben mencionarlos en la reunión quincenal del comité y, entre todos, determinar la solución respectiva.
Fue establecido un horario fijo para la reunión quincenal, con el fin de comentar las situaciones y hacer propuestas de mejoramiento que deberán cumplirse en máximo dos semanas.
Etapa 3. Despliegue 100% de las celdas: El Comité se hará responsable de la implementación y el despliegue del Programa SOLES a las celdas restantes, garantizando el sostenimiento y mejoramiento continuo en toda la planta. 10.6.1.2 Oportunidades de Mejora (Sistema de Sugerencias): Con el Programa Oportunidades de Mejora se pretende: Aprovechar las ideas que tienen los trabajadores con el fin de mejorar el gemba,
incrementar la productividad y garantizar la calidad. Incentivar a los trabajadores para que sean creativos. Identificar oportunidades de mejora en todas las áreas de la empresa. Establecer un canal de comunicación estándar y eficaz para recibir oportunidades de
mejora Reconocer la motivación y creatividad de los trabajadores para mejorar el desempeño
de la planta. 48 Elaborado con base en el formato de auditoría de 5 S’s de la consultora de kaizen GAVA.

11.06(10)34
87
Para la implementación del sistema de sugerencias, se creó un programa que garantizara la mejora continua del gemba en cada una de las celdas de la planta y en las demás dependencias de la empresa. El programa se denominó Oportunidades de Mejora, con el fin de motivar a los trabajadores y concientizarlos acerca de la importancia que representa en términos de mejoramiento continuo, aprovechar las ideas que éstos tengan para mejorar. El Programa de Oportunidades de Mejora no es un sistema individual de lluvia de ideas sin justificación ni objetivos claros. Las Oportunidades de Mejora buscan, por medio del trabajo en equipo, identificar la situación actual y proponer la situación ideal, además de significar una solución medible con el fin de poder hacer real su implementación, y soportar el Programa de Reconocimientos. El buzón es un canal para recibir las oportunidades, no es un sitio para depositar quejas, insultos, reclamos ni ofensas. Se inició con una campaña de expectativa, de manera verbal, con el fin de informar a los trabajadores acerca de los objetivos y mecanismos para que éstos tuvieran la posibilidad de escribir sus oportunidades de mejora, de tal manera que éstas fueran evaluadas e implementadas. Fue también una oportunidad para que las personas expresaran sus inquietudes y opiniones. Posteriormente, para realizar una eficiente implementación y garantizar el sostenimiento del Programa, se creó el Equipo Oportunidades de Mejora. La implementación tuvo un plan de despliegue conformado por tres etapas: Etapa 1. Elaboración y aprobación del Plan y establecimiento del programa de Reconocimientos: esta etapa comprende la conformación del equipo de trabajo, la definición del objetivo y las responsabilidades (ver Figura 41). Figura 41. Objetivos y responsabilidades Equipo Oportunidades de Mejora
ETAPA 1EQUIPO DE OPORTUNIDADES
DE MEJORAObjetivo• Garantizar la implementación y el sostenimiento del Programa de Oportunidades de Mejora a
través de las diferentes estrategias definidas.
Responsabilidades• Recibir y revisar las oportunidades de mejora propuestas por el personal de planta cada
semana.• Evaluar el costo, viabilidad e impacto de cada oportunidad de mejora.• Responder al grupo autor de la oportunidad de mejora acerca de su implementación, en un
plazo máximo de 1 semana.• Implementar las oportunidades de mejora que sean aprobadas.• Aplicar el Programa de Reconocimientos para premiar a los autores de las oportunidades de
mejora que se implementen exitosamente.• Ser líderes en el cumplimiento del programa.• Ser canal de comunicación entre los trabajadores de cada celda y la Gerencia.
Conformación del Equipo
Número de integrantes 3
• Jefe de producción 1• Supervisores de bolsos 3 y línea pequeña 1 2
Elaborada por los autores (2006).

11.06(10)34
88
Se programó una capacitación al Equipo Oportunidades de Mejora con el fin de exponer: definición del programa, objetivos, situación actual, metodología de implementación, adecuado diligenciamiento del formato de oportunidades de mejora, buzón, programa de reconocimientos y resultados esperados. Se pactó un compromiso bajo el cual los miembros del equipo apoyarán activamente la implementación del programa tanto en las celdas piloto, como en las celdas restantes y, además, serán líderes para sensibilizar, capacitar, concientizar, comprometer, responsabilizar y motivar a los trabajadores con el fin de lograr el éxito del Programa y obtener mejoras reales e integrales para todos. Para garantizar el éxito del programa y la recepción de información apropiada, se diseñó un formato estándar49 …Ver el Anexo H… con el fin de garantizar la claridad y el orden en el diligenciamiento de las oportunidades de mejora, haciendo énfasis en la situación actual y en la solución propuesta, con el fin de que ésta conlleve a unos resultados que puedan ser medidos y permitan determinar si hubo o no mejora y otorgar reconocimientos justos con base en el impacto obtenido. Con el fin de tener un sistema de acopio de las oportunidades de mejora identificadas por los trabajadores, fue diseñado un buzón en donde fuera posible mantener disponibles los formatos. Se estableció un programa de reconocimientos para, de manera real y sincera, motivar y expresar el agradecimiento a cada grupo, generando un compromiso de mejora continua por parte de cada trabajador. (Ver Figura 42) Figura 42. Reconocimientos Programa Oportunidades de Mejora
PROGRAMA DE RECONOCIMIENTOS
AscensosFelicitaciones de la Gerencia, divulgación en el área administrativa
ProductosPermisosMercadoHorarios flexibles
Bonificación mensual (% impacto en las utilidades por año ó % sueldo)
Publicidad en toda la planta (quién propuso, qué se hizo, qué se obtuvo)
RECONOCIMIENTO ECONÓMICO
(oportunidades de mejora con impacto superior a $200000 en las utilidades/mes)
RECONOCIMIENTO NO ECONÓMICO
(oportunidades de mejora con impacto inferior a $200000 en las utilidades/mes)
Elaborada por los autores (2006). 49 Con base en el formato OFI (Opportunity-For-Improvement) de la empresa Sunclipse, vendedora y distribuidora de empaques industriales y contenedores corrugados para embarque, con sede en Commerce City, California, Estados Unidos. Tomado de IMAI, Cómo implementar el kaizen en el sitio de trabajo (gemba), Op. cit., p. 196.

11.06(10)34
89
La metodología acordada para la correcta implementación y sostenimiento del Programa Oportunidades de Mejora se describe a continuación: En un formato único cada grupo (2 a 4 personas) escribirá el problema identificado y la
respectiva solución, de manera concreta y específica, señalando la oportunidad de mejora (con base en la situación actual), la situación ideal y el impacto esperado (de tal manera que éste sea medible).
El Equipo de Oportunidades de Mejora recogerá y evaluará los formatos. El Equipo evaluará el costo, viabilidad e impacto de cada oportunidad de mejora y
decidirá si se implementa o no y cuánto tiempo tomará la implementación de cada oportunidad de mejora que sea aprobada.
El Equipo responderá al grupo autor de la oportunidad de mejora acerca de su implementación, en un plazo máximo de 1 semana.
El Equipo implementará las oportunidades de mejora aprobadas. El Equipo evaluará al final de cada mes aquellas oportunidades de mejora que hayan
sido implementadas exitosamente y otorgará el reconocimiento adecuado (ver Figura 42) al grupo autor de cada oportunidad de mejora.
Etapa 2. Capacitación e implementación del Programa Oportunidades de Mejora en las celdas piloto dividida en dos partes: 1. Teórica: Definición del programa, descripción de los objetivos, situación actual,
metodología de implementación, formato de oportunidades de mejora, buzón, programa de reconocimientos y resultados esperados. Énfasis en que el Programa de Oportunidades de Mejora no es un sistema individual de lluvia de ideas sin justificación ni objetivos claros. Se recalcó la necesidad de trabajar en equipo para identificar situaciones que actualmente no contribuyen a la realización adecuada de las labores y encontrar en conjunto soluciones viables con el fin de poder hacer real su implementación. Además, se explicó la utilización del buzón de oportunidades de mejora (un canal para recibir las oportunidades, NO un sitio para depositar quejas, insultos, reclamos ni ofensas).
2. Práctica: se desarrolló una actividad en donde participaron ambas celdas. Se explicó el mecanismo de diligenciamiento del formato y, posteriormente, mediante grupos de trabajo entre 3 y 5 personas se identificaron y desarrollaron oportunidades de mejora. Se realizaron las correcciones pertinentes individuales y grupales y se recolectaron dichos formatos.
Se acordó que una vez revisadas las oportunidades de mejora se procedería a su implementación de la siguiente manera: Las oportunidades de mejora que representen un costo menor a $20000 podrán ser
implementadas directamente por el trabajador, previa consulta con el Equipo de Oportunidades de Mejora.
11.06(10)34
90
Las demás oportunidades de mejora serán evaluadas e implementadas bajo responsabilidad del Equipo de Oportunidades de Mejora y, de ser necesario, éste pedirá la autorización directamente a la Gerencia General o a quien corresponda, para la correcta implementación.
El Programa se inauguró oficialmente con el ingreso de los formatos diligenciados en la capacitación.
Etapa 3. Despliegue 100% de las celdas: El Equipo de Oportunidades de Mejora se hará responsable de la implementación y el despliegue del Programa Oportunidades de Mejora a las celdas restantes, garantizando el sostenimiento y mejoramiento continuo en toda la planta, con la metodología aplicada en las celdas piloto. 10.6.1.3 MECA (Mejoramiento de Calidad-Introducción a la Calidad Total) Con el Programa MECA se pretende: Eliminar la presencia de piezas defectuosas que se envían a las celdas de producción
desde el almacén de herrajes y la celda madre (corte, sedas, salpas, espumas). Eliminar los tiempos muertos en transporte debido al traslado a la celda madre o al
almacén de herrajes debido a piezas defectuosas y/o faltantes. Reducir el tiempo de ciclo de proceso, al eliminar los TMNP ocasionados por retrabajo
de piezas defectuosas (minimizando el impacto que representa el desabastecimiento en herrajes y en cuero, debido a los problemas mencionados en logística interna).
Eliminar el tiempo de alistamiento (conteo) de la materia prima que llega a preparación para la elaboración de los productos.
Reducir el control de calidad innecesario, al crear una cultura de calidad en donde se garantice que todo lo que se recibe de un área anterior cumple con los requerimientos (en cantidad y calidad).
Mediante el análisis de tiempos …Ver el numeral 10.2 …, se comprobó que el tiempo muerto por devoluciones de piezas defectuosas y la interrupción de los procesos debido a materia prima faltante, eran significativamente superiores a lo que se estimaba inicialmente. Con la medición de tiempos y un análisis inicial de frecuencias de piezas faltantes y defectuosas, se implementa el Programa MECA para solucionar en la planta algunos de los problemas identificados con el fin de ejecutar las acciones necesarias para motivar a los trabajadores a responsabilizarse por su trabajo. Se pretende que sea un programa que garantice la Calidad e introduzca a la empresa a la obtención de Calidad Total. Si bien la causa raíz de muchas de las interrupciones en proceso se deben a errores administrativos en logística interna …Ver el numeral 8.1…, lo cual altera la programación de la producción y obliga a los trabajadores a desempeñar, sin orden, varias tareas a la vez, incidiendo en errores en la operación, el trabajo con los integrantes de la celda madre y del almacén de herrajes permitirá encontrar algunas de las soluciones que disminuyan las frecuencias de TMNP en transporte y retrabajo, principalmente.

11.06(10)34
91
Para la implementación, se estableció un plan de despliegue conformado por tres etapas: Etapa 1. Elaboración y aprobación del Plan y establecimiento del Programa de Correctivos: Esta etapa comprende la conformación del equipo de trabajo, la cual involucra la definición del objetivo y las responsabilidades (ver Figura 43). Figura 43. Objetivos y responsabilidades Equipo MECA
ETAPA 1EQUIPO MECA
(MEJORAMIENTO DE CALIDAD)Objetivo• Garantizar la implementación y el sostenimiento del Programa MECA (primera etapa para
obtener Calidad Total) para la celda madre y el almacén de herrajes, a través de las diferentes estrategias definidas.
Responsabilidades• Apoyar la divulgación a los trabajadores de la celda madre, para que éstos conozcan y apliquen el
programa MECA (deberán garantizar esta divulgación a los trabajadores que ingresen posteriormente)
• Asistir oportunamente a las reuniones de trabajo según el cronograma establecido.• Participar activamente en el cumplimiento de las tareas asignadas en las reuniones.• Ser líderes en el cumplimiento del programa a través del ejemplo.• Evaluar y hacer el seguimiento a los trabajadores de la celda, para garantizan el involucramiento de
éstos en el programa.• Hacer realidad el programa MECA mediante un trabajo honesto, claro e integrado
Conformación del Equipo
Número de integrantes 5
• Jefe de producción 1• Supervisor de celda madre 1• Representante almacén de herrajes 1• Supervisores de bolsos 3 y línea pequeña 1 2
Elaborada por los autores (2006).
La capacitación al equipo MECA se dividió en dos partes:
1. Teórica: Exposición del análisis de tiempos realizado a las celdas estudiadas (bolsos y línea pequeña), con base en las frecuencias presentadas en dos semanas dentro del Formato de Calidad. 2. Práctica: Técnica de Lluvia de Ideas y Diagramas Ishikawa para identificar oportunidades de mejora y alternativas de solución. Para el levantamiento de la información, el seguimiento durante las pruebas piloto y el sostenimiento del Programa MECA, se diseñó el Formato de Calidad…Ver el Anexo H…, con el cual se midieron las frecuencias de ausencia de calidad semanales. Se diseñó de tal manera que se pudiera observar el comportamiento de piezas faltantes y defectuosas de acuerdo con el número de días en que se presentó el hecho, el motivo y el responsable, señalando el número de unidades y la referencia de cada orden de producción. Este formato permite establecer una medición real del impacto que tienen estos errores dentro de la producción, con el fin de ejecutar soluciones y poder verificar si éstas contribuyen a la eliminación de los TMNP y, por ende, a un aumento en la productividad. Se pretende responsabilizar a los trabajadores de manera honesta y real, por tanto, el Programa de Correctivos no busca penalizar ni desanimar a los trabajadores; está creado como incentivo para motivar la responsabilidad en el trabajo y garantizar la calidad en la labor que realizan. (Ver Figura 44)

11.06(10)34
92
Figura 44. Correctivos Programa MECA
Elaborada por los autores (2006).
La metodología acordada para la correcta implementación y sostenimiento del Programa MECA se describe a continuación: Las supervisoras de las celdas piloto entregarán al jefe de producción, al final de cada
Viernes, el Formato de Calidad con los sucesos respectivos. El jefe de producción realizará una reunión semanal con el Equipo para definir, con
base en los resultados, qué acciones tomar. Se estableció un plazo de 15 días (a partir del inicio de la implementación) a la celda madre y al almacén de herrajes para evaluar su comportamiento y, de acuerdo con los resultados, decidir la aplicación del Programa de Correctivos.
Pruebas piloto por un mes para evaluar el cumplimiento de los compromisos y su impacto en las celdas estudiadas y continuar con el sostenimiento.
Etapa 2. Capacitación e Implementación del Programa MECA: de manera individual se desarrolló una actividad en donde se explicó detalladamente, a cada trabajador, cómo diligenciar el Formato de Calidad, con el fin de obtener antecedentes exactos para iniciar la implementación. Se explicó cómo ingresar el número de piezas, el número de unidades y la referencia para la cual se presentaron defectuosas o faltantes, el responsable al cual se devolvió la tarea en la celda madre o en herrajes, y la frecuencia por días. Se realizó esta medición durante dos semanas, con el fin de aclarar dudas en la primera semana y tener un mejor estimado en la segunda ocasión.
La capacitación al equipo MECA, se desarrolló en dos partes: la primera correspondió a la exposición de datos e información registrados previamente, provenientes de un análisis de tiempos a cada celda y la medición de frecuencias de piezas defectuosas y faltantes las primeras 2 semanas. Se expuso además: definición del programa, objetivos, situación actual, metodología del programa, programa de correctivos y resultados esperados.
La segunda parte correspondió a una sesión de mesa redonda en donde, por medio de la técnica de lluvia de ideas, se analizaron las causas de cada suceso y se estableció una divulgación del programa a los trabajadores de la celda madre y del almacén, además de una supervisión y medición de frecuencias con el fin de analizar el comportamiento de éstos y tomar las acciones correctivas necesarias para garantizar la calidad.

11.06(10)34
93
Con base en la técnica de lluvia de ideas desarrollada con el equipo MECA, se elaboraron dos Diagramas Ishikawa que permitieron encontrar la causa raíz de las piezas defectuosas y de las piezas faltantes (Ver Figuras 45 y 46)50. Figura 45. Diagrama Ishikawa de piezas defectuosas
LLEGAN A LAS CELDAS LLEGAN A LAS CELDAS DE PRODUCCIÓN DE PRODUCCIÓN
ÓRDENES CON ÓRDENES CON PIEZAS PIEZAS DEFECTUOSAS DEFECTUOSAS
PROVENIENTES DE LA PROVENIENTES DE LA CELDA MADRE (DE CELDA MADRE (DE
CORTE)CORTE)
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Constantes horasextra generan
cansancio
Trabajar en variastareas simultaneamente
Troquelesgastados
A veces la orden de producción es
incompleta e informal
Hacemuchocalor
Muchas piezascortadas sobrela misma mesa
Trabajadoresestresadosy acosados
No alcanza el cueropara cortar el # de piezasnecesarias para producir
la orden
Se desconoce la incidencia de envío de piezas defectuosas y
sus responsables de la celda madre
No se reconviene a lostrabajadores que inciden
en el envío de piezas defectuosas
No siempre se haceverificación
de las piezas antes deenviarlas a las celdas
Se utilizantroqueles de
diferentes ref.
Ref. nuevassin molde
Se utilizan retazos viejosque no coinciden con eltono del resto de piezas
Trabajadoresdistraídos
Se desconocenlos moldes delas ref. nuevas
Se corta MPdefectuosa
Troqueladorasin presión
Cuchillasgastadas
No existe un manualestándar de operación
No se dan a conocerlos cambios a las ref.
A veces no se revisa si el producto es exportación,
para ajustar sus características
A veces no secomparan las
tonalidades del cueroA veces no se revisa
que las sedas cortadasno estén defectuosas
Existe MP defectuosaen las celdas madre
LLEGAN A LAS CELDAS LLEGAN A LAS CELDAS DE PRODUCCIÓN DE PRODUCCIÓN
ÓRDENES CON ÓRDENES CON PIEZAS PIEZAS DEFECTUOSAS DEFECTUOSAS
PROVENIENTES DE LA PROVENIENTES DE LA CELDA MADRE (DE CELDA MADRE (DE
CORTE)CORTE)
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Constantes horasextra generan
cansancio
Trabajar en variastareas simultaneamente
Troquelesgastados
A veces la orden de producción es
incompleta e informal
Hacemuchocalor
Muchas piezascortadas sobrela misma mesa
Trabajadoresestresadosy acosados
No alcanza el cueropara cortar el # de piezasnecesarias para producir
la orden
Se desconoce la incidencia de envío de piezas defectuosas y
sus responsables de la celda madre
No se reconviene a lostrabajadores que inciden
en el envío de piezas defectuosas
No siempre se haceverificación
de las piezas antes deenviarlas a las celdas
Se utilizantroqueles de
diferentes ref.
Ref. nuevassin molde
Se utilizan retazos viejosque no coinciden con eltono del resto de piezas
Trabajadoresdistraídos
Se desconocenlos moldes delas ref. nuevas
Se corta MPdefectuosa
Troqueladorasin presión
Cuchillasgastadas
No existe un manualestándar de operación
No se dan a conocerlos cambios a las ref.
A veces no se revisa si el producto es exportación,
para ajustar sus características
A veces no secomparan las
tonalidades del cueroA veces no se revisa
que las sedas cortadasno estén defectuosas
Existe MP defectuosaen las celdas madre
Elaborada por los autores (2006).
Figura 46. Diagrama Ishikawa de piezas faltantes
LLEGAN A LAS CELDAS LLEGAN A LAS CELDAS DE PRODUCCIÓN DE PRODUCCIÓN
ÓRDENES CON ÓRDENES CON PIEZAS PIEZAS FALTANTESFALTANTES
PROVENIENTES DE LA PROVENIENTES DE LA CELDA MADRE (DE CELDA MADRE (DE
CORTE)CORTE)
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Constantes horas extrageneran cansancio
Confusión entre ref.
Trabajar en variastareas simultaneamente
Moldes no indicanclaramente la cantidad
de piezas a cortar por unidad
Hacemuchocalor
Muchas piezascortadas sobrela misma mesa
Trabajadores estresadosy acosados
No alcanza el cueropara cortar el # de piezasnecesarias para producir
la orden
No se reconviene a lostrabajadores que inciden
en el envío de piezas faltantes
Ref. nuevassin molde
Se desconocenlos moldes delas ref. nuevas
A veces la orden de producción es
incompleta e informal
Se desconoce la incidencia de envío de piezas faltantes y sus responsables de la
celda madreNo siempre se hace
verificaciónde las piezas antes deenviarlas a las celdas
No se revisael dato de cant. en
los moldes
Mal conteo delas piezas cortadasTrabajadores
distraídos
LLEGAN A LAS CELDAS LLEGAN A LAS CELDAS DE PRODUCCIÓN DE PRODUCCIÓN
ÓRDENES CON ÓRDENES CON PIEZAS PIEZAS FALTANTESFALTANTES
PROVENIENTES DE LA PROVENIENTES DE LA CELDA MADRE (DE CELDA MADRE (DE
CORTE)CORTE)
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Constantes horas extrageneran cansancio
Confusión entre ref.
Trabajar en variastareas simultaneamente
Moldes no indicanclaramente la cantidad
de piezas a cortar por unidad
Hacemuchocalor
Muchas piezascortadas sobrela misma mesa
Trabajadores estresadosy acosados
No alcanza el cueropara cortar el # de piezasnecesarias para producir
la orden
No se reconviene a lostrabajadores que inciden
en el envío de piezas faltantes
Ref. nuevassin molde
Se desconocenlos moldes delas ref. nuevas
A veces la orden de producción es
incompleta e informal
Se desconoce la incidencia de envío de piezas faltantes y sus responsables de la
celda madreNo siempre se hace
verificaciónde las piezas antes deenviarlas a las celdas
No se revisael dato de cant. en
los moldes
Mal conteo delas piezas cortadasTrabajadores
distraídos
Elaborada por los autores (2006). 50 Los Diagramas Ishikawa más detallados se encuentran en el anexo I.

11.06(10)34
94
Dentro de las causas principales en la planta de producción se identificó que la mano de obra no siempre hacía verificación de las piezas antes de enviarlas a las celdas, para comenzar su preparación. Sumado a esto, otras causas importantes de piezas faltantes son el desconocimiento de los moldes de las referencias de las nuevas colecciones, no se revisa en los moldes el dato de cantidad de piezas por unidad, hay trabajadores estresados por los cambios en la programación de la producción y las prioridades, y se trabaja en varias tareas simultáneamente. En el caso de piezas defectuosas, se identificaron la presencia de troqueles gastados (los cuales dejan las piezas torcidas o de un tamaño diferente, sin avisar al supervisor dichos imprevistos para exigir su cambio), las órdenes incompletas e informales (algunas hechas a mano), el corte de piezas de materia prima defectuosa y la desinformación con respecto a las características de los productos hechos como pedidos especiales o de exportación. En ambos casos, se encontró muy grave la ausencia de indicadores para medir el impacto en tiempo de las demoras ocasionadas por estos errores y para tomar acciones con respecto a las incidencias de los trabajadores. Además, el hecho de que el supervisor desconozca la frecuencia de piezas defectuosas y faltantes que su celda despacha a las celdas de producción, no minimiza estos eventos.
El compromiso pactado es que los miembros del equipo MECA apoyarán activamente la implementación del programa tanto en las celdas piloto como en las celdas restantes y aplicarán el programa de correctivos cuando sea necesario, de manera objetiva e imparcial, concientizando a los trabajadores y garantizando una excelente ejecución de labores, responsable y honesta. Etapa 3. Despliegue 100% de las celdas: El Equipo MECA se hará responsable de la implementación y el despliegue del Programa MECA a las celdas restantes, garantizando el sostenimiento y mejoramiento continuo en toda la planta, con la metodología aplicada en las celdas piloto.
10.6.1.4 Eliminación de Mudas: el Programa Eliminación de Mudas se concentra en eliminar los desperdicios (de reparación y rechazo de productos defectuosos, de procesamiento, de espera, de transporte, etc), con el fin de: Eliminar el retrabajo de piezas en proceso y de productos terminados. Eliminar los errores en los procedimientos y en el diseño. Contar siempre con materia prima disponible y en buen estado. Eliminar el transporte excesivo a otras áreas de la planta y en cada celda. Garantizar la calidad en cada producto fabricado. Trabajar honesta y responsablemente en la jornada ordinaria, reduciendo las horas extra
y el incumplimiento en las metas diarias de producción. Cambiar algunos movimientos para favorecer la ergonomía en el gemba.
Mediante el análisis de tiempos …Ver el numeral 10.2…, se comprobó que el TMNP por preguntas, inactividad, retrabajo por error y transporte innecesario, entre otros,
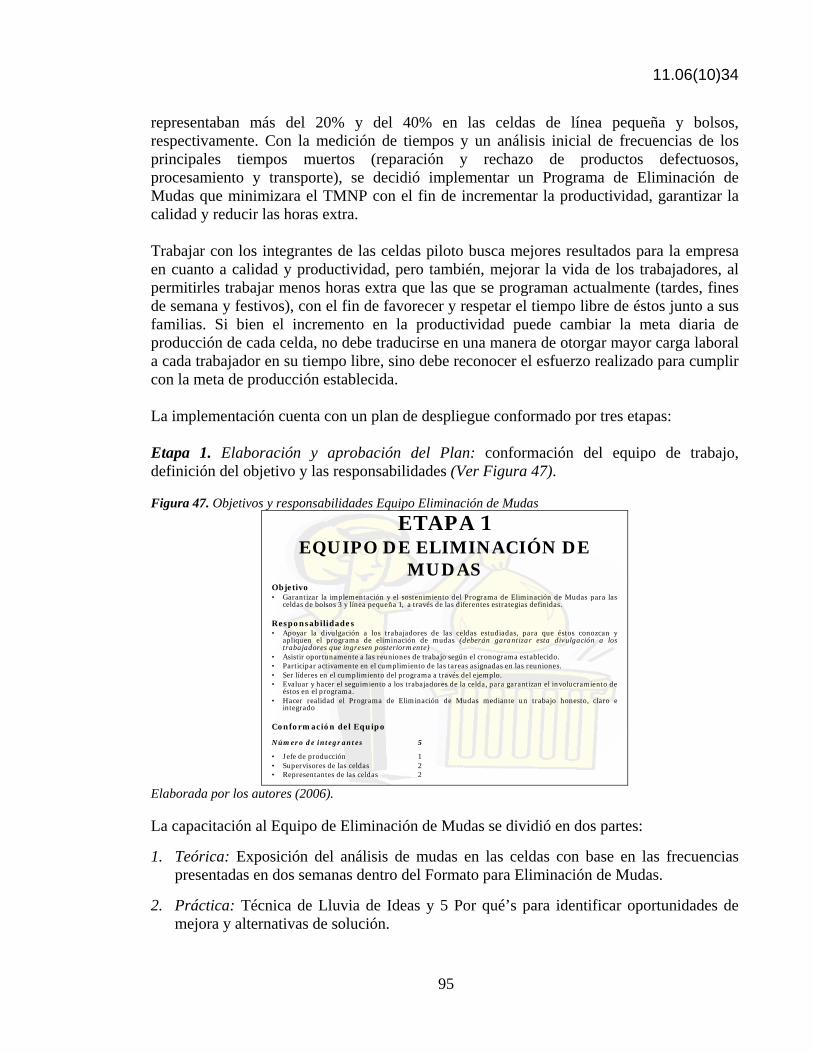
11.06(10)34
95
representaban más del 20% y del 40% en las celdas de línea pequeña y bolsos, respectivamente. Con la medición de tiempos y un análisis inicial de frecuencias de los principales tiempos muertos (reparación y rechazo de productos defectuosos, procesamiento y transporte), se decidió implementar un Programa de Eliminación de Mudas que minimizara el TMNP con el fin de incrementar la productividad, garantizar la calidad y reducir las horas extra. Trabajar con los integrantes de las celdas piloto busca mejores resultados para la empresa en cuanto a calidad y productividad, pero también, mejorar la vida de los trabajadores, al permitirles trabajar menos horas extra que las que se programan actualmente (tardes, fines de semana y festivos), con el fin de favorecer y respetar el tiempo libre de éstos junto a sus familias. Si bien el incremento en la productividad puede cambiar la meta diaria de producción de cada celda, no debe traducirse en una manera de otorgar mayor carga laboral a cada trabajador en su tiempo libre, sino debe reconocer el esfuerzo realizado para cumplir con la meta de producción establecida. La implementación cuenta con un plan de despliegue conformado por tres etapas: Etapa 1. Elaboración y aprobación del Plan: conformación del equipo de trabajo, definición del objetivo y las responsabilidades (Ver Figura 47). Figura 47. Objetivos y responsabilidades Equipo Eliminación de Mudas
ETAPA 1EQUIPO DE ELIMINACIÓN DE
MUDASObjetivo• Garantizar la implementación y el sostenimiento del Programa de Eliminación de Mudas para las
celdas de bolsos 3 y línea pequeña 1, a través de las diferentes estrategias definidas.
Responsabilidades• Apoyar la divulgación a los trabajadores de las celdas estudiadas, para que éstos conozcan y
apliquen el programa de eliminación de mudas (deberán garantizar esta divulgación a los trabajadores que ingresen posteriormente)
• Asistir oportunamente a las reuniones de trabajo según el cronograma establecido.• Participar activamente en el cumplimiento de las tareas asignadas en las reuniones.• Ser líderes en el cumplimiento del programa a través del ejemplo.• Evaluar y hacer el seguimiento a los trabajadores de la celda, para garantizan el involucramiento de
éstos en el programa.• Hacer realidad el Programa de Eliminación de Mudas mediante un trabajo honesto, claro e
integrado
Conformación del Equipo
Número de integrantes 5
• Jefe de producción 1• Supervisores de las celdas 2• Representantes de las celdas 2
Elaborada por los autores (2006).
La capacitación al Equipo de Eliminación de Mudas se dividió en dos partes:
1. Teórica: Exposición del análisis de mudas en las celdas con base en las frecuencias presentadas en dos semanas dentro del Formato para Eliminación de Mudas.
2. Práctica: Técnica de Lluvia de Ideas y 5 Por qué’s para identificar oportunidades de
mejora y alternativas de solución.

11.06(10)34
96
Para el levantamiento de la información, el seguimiento durante las pruebas piloto y el sostenimiento del Programa, se diseñó el Formato para Eliminación de Mudas…Ver el Anexo H…, con el fin de medir las frecuencias de ausencia de calidad semanales. Con el formato se observa el comportamiento de los desperdicios más representativos (retrabajo, procesamiento y transporte) de acuerdo con la frecuencia de sucesos, el motivo, el responsable, el área y el destino, el número de unidades y la referencia de cada orden de producción afectada. Se establece una medición real del impacto que tienen estos errores dentro de la producción, con el fin de ejecutar soluciones y poder verificar si éstas contribuyen a la eliminación de los TMNP y al aumento en la productividad. La metodología acordada para la correcta implementación y sostenimiento del Programa MECA se describe a continuación: Las supervisoras de las celdas bolsos y línea pequeña entregarán al jefe de producción,
al final de cada Viernes, el formato de eliminación de mudas. El jefe de producción se encargará de realizar una reunión semanal con el Equipo para
definir, con base en los resultados, qué tipo de acción aplicar. Se realizarán pruebas piloto por un mes para evaluar el cumplimiento de los
compromisos y su impacto en las celdas estudiadas.
Etapa 2. Capacitación e implementación del Programa Eliminación de Mudas: De manera individual se explicó a los trabajadores la manera correcta de diligenciar el Formato para Eliminación de Mudas, con el fin de obtener antecedentes exactos para iniciar la implementación (además del análisis de tiempos). Se explicó cómo ingresar el número de unidades y la referencia para la cual se presentó cada una muda, el responsable, el motivo y la frecuencia diaria. Se determinó hacer esta medición por dos semanas, para aclarar dudas en la primera semana y tener un mejor estimado en las siguientes. La capacitación al Equipo de Eliminación de Mudas, se desarrolló en dos partes: la primera correspondió a la exposición de datos e información registrados previamente, provenientes de un análisis de tiempos a cada celda y la medición de frecuencias de mudas de las primeras 2 semanas. Se observó el impacto de los TMNP encontrados como hablar, preguntar y reprocesar, dentro del total de TMNP de cada celda. Se expuso además: definición del programa, objetivos, situación actual, metodología y resultados esperados.
La segunda parte correspondió a una sesión en donde, por medio de la técnica de lluvia de ideas, se analizaron las causas de cada suceso y se estableció una divulgación del programa a los trabajadores de las celdas piloto, además de una supervisión y medición de frecuencias durante 4 semanas, con el fin de analizar el comportamiento y establecer las soluciones para eliminar las mudas. Con base en la técnica de lluvia de ideas desarrollada con el equipo de Eliminación de Mudas, se elaboró un Diagrama Ishikawa que permitió encontrar la causa raíz de las mudas establecidas (ver Figura 4851). 51 El Diagrama Ishikawa más detallado se encuentra en el Anexo I.

11.06(10)34
97
Figura 48. Diagrama Ishikawa Mudas
Se aprende a elaborar las nuevas colecciones sobre la marcha
EL % DE TMNP EL % DE TMNP REPRESENTA UN 35% REPRESENTA UN 35%
DEL TIEMPO DEL TIEMPO DISPONIBLE EN CADA DISPONIBLE EN CADA
CELDA DE PRODUCCIÓNCELDA DE PRODUCCIÓN
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Trabajar en varias tareas simultaneamente
Troquelesgastados dejan piezas torcidas
A veces la orden de producción es
incompleta e informal
Mucho calor
Muchas piezassobre la misma
mesa
Clima laboraldenso
Búsqueda deherramientas
Se desconoce el impactoreal de los tiempos muertos
sobre la productividadTransporteexcesivo
Demasiado tiempode alistamiento
Trabajadoresdistraídos
Piezas refundidas
En ocasionesfalla la máquina
de broches
Desbastadoradaña algunas
piezas
No existe un manualestándar de operación
Armado asume tareasde rectificación de piezas
troqueladas
Piezas defectuosasy faltantes llegan a
las celdas de producción
Prolongación del tiempo que toma una tarea para evitar que se asigne mas
trabajo Retrabajopor error
Herraje incompletoy defectuoso llega a
las celdas de producción
Materia prima a vecesno se encuentra disponible
Alto volumen de la músicaEl criterio de conformidad de las
piezas no está estandarizado
Constantes horas extra generan inactividad
Se aprende a elaborar las nuevas colecciones sobre la marcha
EL % DE TMNP EL % DE TMNP REPRESENTA UN 35% REPRESENTA UN 35%
DEL TIEMPO DEL TIEMPO DISPONIBLE EN CADA DISPONIBLE EN CADA
CELDA DE PRODUCCIÓNCELDA DE PRODUCCIÓN
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Trabajar en varias tareas simultaneamente
Troquelesgastados dejan piezas torcidas
A veces la orden de producción es
incompleta e informal
Mucho calor
Muchas piezassobre la misma
mesa
Clima laboraldenso
Búsqueda deherramientas
Se desconoce el impactoreal de los tiempos muertos
sobre la productividadTransporteexcesivo
Demasiado tiempode alistamiento
Trabajadoresdistraídos
Piezas refundidas
En ocasionesfalla la máquina
de broches
Desbastadoradaña algunas
piezas
No existe un manualestándar de operación
Armado asume tareasde rectificación de piezas
troqueladas
Piezas defectuosasy faltantes llegan a
las celdas de producción
Prolongación del tiempo que toma una tarea para evitar que se asigne mas
trabajo Retrabajopor error
Herraje incompletoy defectuoso llega a
las celdas de producción
Materia prima a vecesno se encuentra disponible
Alto volumen de la músicaEl criterio de conformidad de las
piezas no está estandarizado
Constantes horas extra generan inactividad
Elaborada por los autores (2006).
El alto porcentaje de mudas encontrado durante el análisis de tiempos señala dentro de las causas principales hechos como la alta flexibilidad que existe en cuanto a hablar y cometer reprocesos impidiendo que se tomen acciones adecuadas y se midan las mejoras. Por otra parte, aunque hay transporte necesario que no se puede evitar debido al espacio con el que se cuenta para ubicar las máquinas dentro de la planta, hay un alto transporte innecesario a otras áreas por búsqueda de herramienta y a otras celdas para desbastar, troquelar y pulir, lo cual sumado a las distracciones en el camino hace que el tiempo de transporte se prolongue. Las preguntas son un importante porcentaje de los TMNP que afectan la productividad tanto del que pregunta como del que contesta y eso está relacionado con el desconocimiento de los trabajadores al iniciar la colección y con los ajustes que sobre la marcha se hacen al diseño. En el ejercicio de análisis de tiempos y la reunión del Equipo de Eliminación de Mudas se demostró a los trabajadores de planta la importancia de que existan indicadores de medición en el área de producción, ya que los supervisores percibían algunos de los TMNP mencionados pero no consideraban su impacto real sobre las metas de cada celda. El compromiso pactado es que los miembros del equipo Eliminación de Mudas apoyarán activamente la implementación del programa garantizando una disminución significativa en los tiempos muertos y un mejor ambiente de trabajo con trabajadores comprometidos, honestos, leales y motivados a trabajar y cumplir la meta de producción, aprovechando el tiempo durante la jornada ordinaria, reduciendo el trabajo en horas extra (el cual desmotiva y agota mental y físicamente). La sensibilización y la supervisión serán decisivas para reducir los TMNP por factores como: hablar (de temas ajenos a la producción), inactividad y retrabajo por error. Para reducir el TMNP por preguntas (uno de los más altos) se acordó para la próxima colección colocar fotos relevantes a los aspectos clave de los cambios de colección, elaborar un
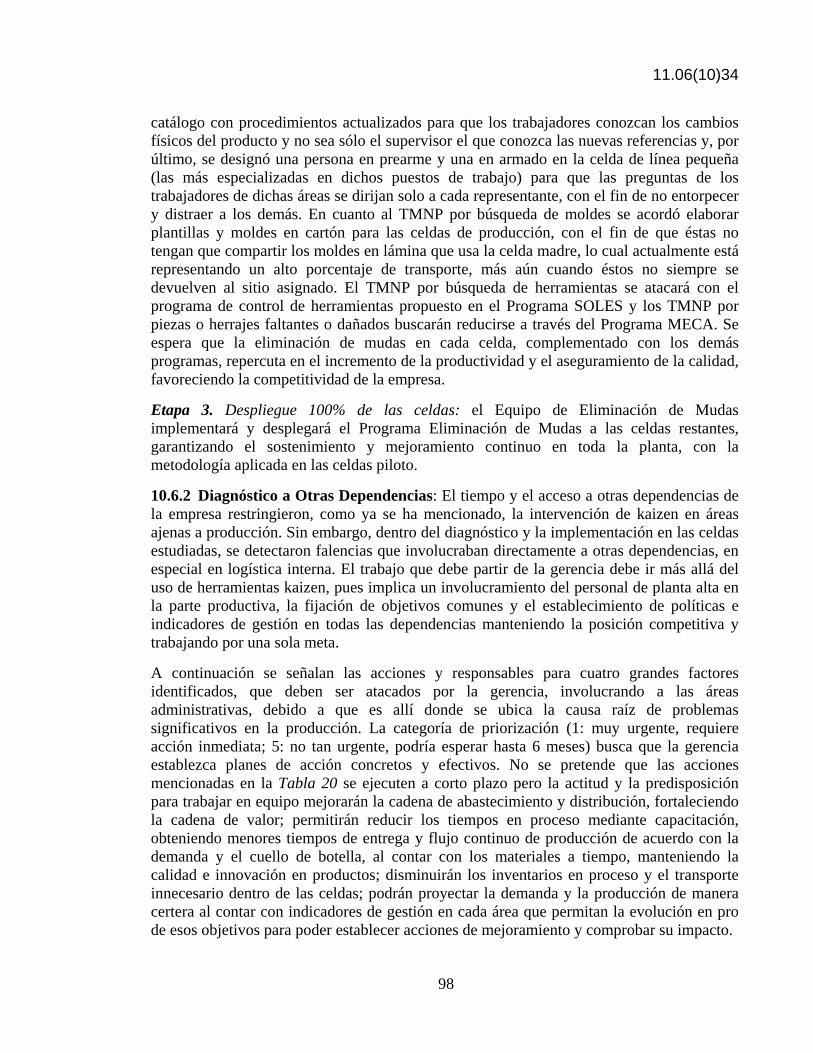
11.06(10)34
98
catálogo con procedimientos actualizados para que los trabajadores conozcan los cambios físicos del producto y no sea sólo el supervisor el que conozca las nuevas referencias y, por último, se designó una persona en prearme y una en armado en la celda de línea pequeña (las más especializadas en dichos puestos de trabajo) para que las preguntas de los trabajadores de dichas áreas se dirijan solo a cada representante, con el fin de no entorpecer y distraer a los demás. En cuanto al TMNP por búsqueda de moldes se acordó elaborar plantillas y moldes en cartón para las celdas de producción, con el fin de que éstas no tengan que compartir los moldes en lámina que usa la celda madre, lo cual actualmente está representando un alto porcentaje de transporte, más aún cuando éstos no siempre se devuelven al sitio asignado. El TMNP por búsqueda de herramientas se atacará con el programa de control de herramientas propuesto en el Programa SOLES y los TMNP por piezas o herrajes faltantes o dañados buscarán reducirse a través del Programa MECA. Se espera que la eliminación de mudas en cada celda, complementado con los demás programas, repercuta en el incremento de la productividad y el aseguramiento de la calidad, favoreciendo la competitividad de la empresa.
Etapa 3. Despliegue 100% de las celdas: el Equipo de Eliminación de Mudas implementará y desplegará el Programa Eliminación de Mudas a las celdas restantes, garantizando el sostenimiento y mejoramiento continuo en toda la planta, con la metodología aplicada en las celdas piloto. 10.6.2 Diagnóstico a Otras Dependencias: El tiempo y el acceso a otras dependencias de la empresa restringieron, como ya se ha mencionado, la intervención de kaizen en áreas ajenas a producción. Sin embargo, dentro del diagnóstico y la implementación en las celdas estudiadas, se detectaron falencias que involucraban directamente a otras dependencias, en especial en logística interna. El trabajo que debe partir de la gerencia debe ir más allá del uso de herramientas kaizen, pues implica un involucramiento del personal de planta alta en la parte productiva, la fijación de objetivos comunes y el establecimiento de políticas e indicadores de gestión en todas las dependencias manteniendo la posición competitiva y trabajando por una sola meta.
A continuación se señalan las acciones y responsables para cuatro grandes factores identificados, que deben ser atacados por la gerencia, involucrando a las áreas administrativas, debido a que es allí donde se ubica la causa raíz de problemas significativos en la producción. La categoría de priorización (1: muy urgente, requiere acción inmediata; 5: no tan urgente, podría esperar hasta 6 meses) busca que la gerencia establezca planes de acción concretos y efectivos. No se pretende que las acciones mencionadas en la Tabla 20 se ejecuten a corto plazo pero la actitud y la predisposición para trabajar en equipo mejorarán la cadena de abastecimiento y distribución, fortaleciendo la cadena de valor; permitirán reducir los tiempos en proceso mediante capacitación, obteniendo menores tiempos de entrega y flujo continuo de producción de acuerdo con la demanda y el cuello de botella, al contar con los materiales a tiempo, manteniendo la calidad e innovación en productos; disminuirán los inventarios en proceso y el transporte innecesario dentro de las celdas; podrán proyectar la demanda y la producción de manera certera al contar con indicadores de gestión en cada área que permitan la evolución en pro de esos objetivos para poder establecer acciones de mejoramiento y comprobar su impacto.
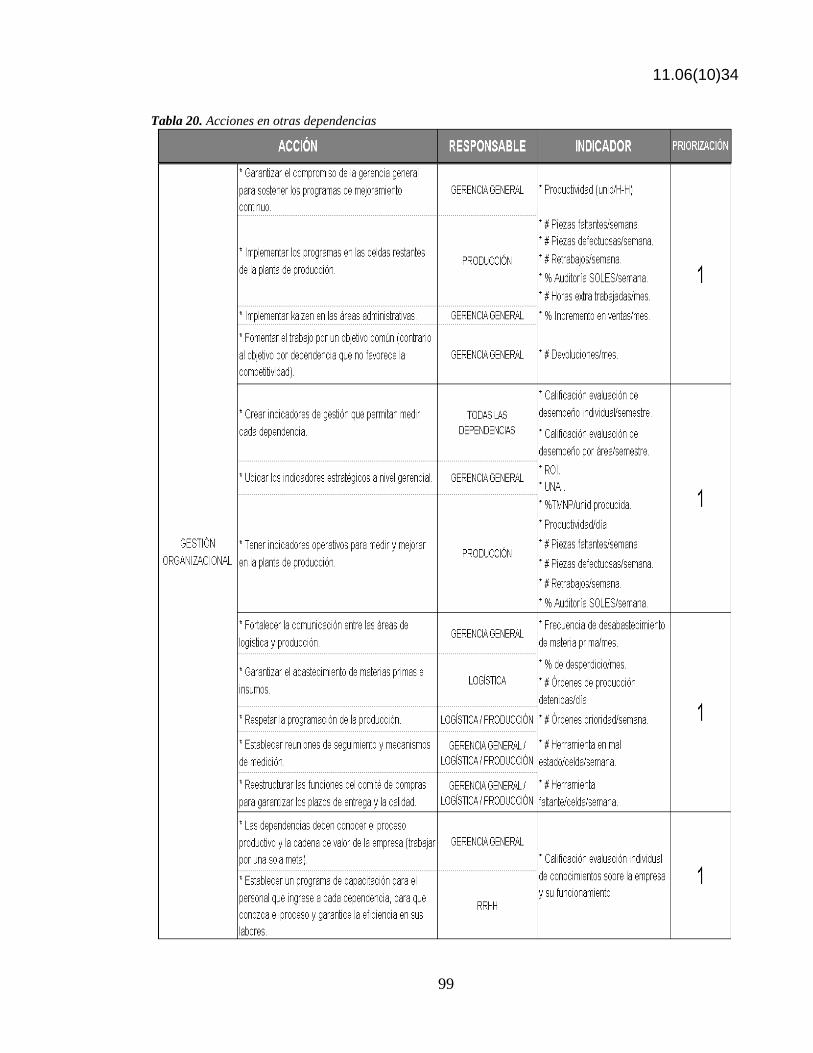
11.06(10)34
99
Tabla 20. Acciones en otras dependencias
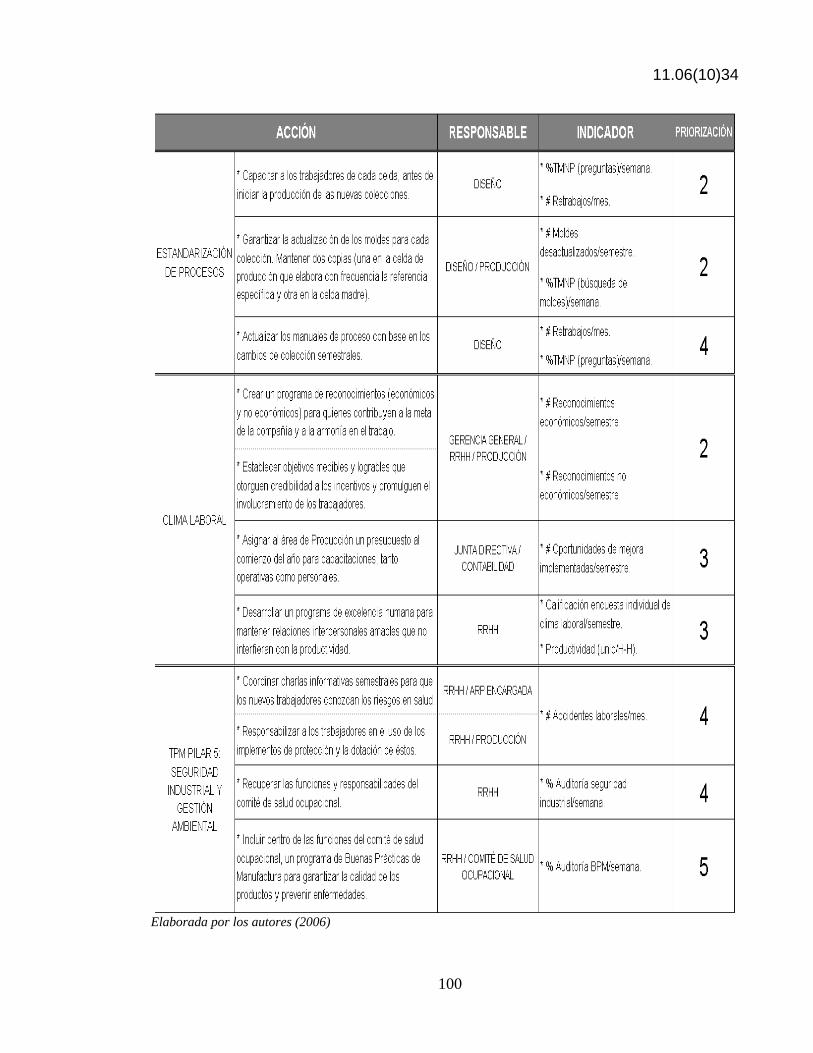
11.06(10)34
100
Elaborada por los autores (2006)

11.06(10)34
101
11. ANÁLISIS DE RESULTADOS El análisis de resultados se compone de tres partes, principalmente: descripción de los avances en cada uno de los programas durante las pruebas piloto (realizadas durante mes y medio), análisis de tiempos posterior a la intervención y a las pruebas piloto para analizar las variables críticas y los TMNP e impacto en costos con respecto a las mejoras implementadas. 11.1 AVANCE PROGRAMAS DE MEJORAMIENTO CONTINUO
El avance pretende sintetizar las actividades realizadas durante las pruebas piloto para cada uno de los programas de mejoramiento implementados.
11.1.1 SOLES
Con base en el check-list que garantiza el control de herramientas y en los resultados semanales de la auditoría, se elaboró un consolidado de resultados semanales que permitieran a cada celda conocer su progreso y evaluar la disciplina para sostener el programa. De acuerdo con los resultados semanales de la auditoría se grafica en el tablero el resultado siguiendo la metodología de semáforo. Como escala se estableció: entre 0% y 50% soles rojos, entre 51% y 75% soles amarillos y entre 76% y 100% soles verdes. A partir de dichos resultados la supervisora y el representante en el comité SOLES establecen reuniones de seguimiento en donde se analizan los motivos y se establecen las soluciones con el fin de alcanzar el 100% de cumplimiento de los objetivos del programa. Como podemos observar en la Figura 49 ambas celdas han mejorado en el cumplimiento de los estándares del programa, incluso, la celda de línea pequeña alcanzó el 100% en una semana y la celda de bolsos ha mejorado en un 33%. Figura 49. Tendencia Auditoría SOLES
72,2
100
77,772,2
88,883,3
77,7
66,6
5060
7080
90100
SEM 1 SEM 2 SEM 3 SEM 4
%
LP BOLSOS Elaborada por los autores (2006). Las falencias en el área de logística impiden agilizar ciertas actividades, una de ellas, el control de herramientas. Lastimosamente, el procedimiento estipulado para la compra de éstas era informal y requería buscar un proveedor nuevamente cada año para la adquisición de los nuevos implementos. Con la introducción de los stickers para reconocer el estado de las herramientas se determinó qué servía y qué no, pero como no se contaba con las

11.06(10)34
102
herramientas disponibles para cambio en un tiempo razonable se decidió solicitar la visita de vendedores que representaran ferreterías que garantizaran las herramientas necesarias, con las características que el proceso amerita. Estas personas elaboraron un listado de las herramientas y, a través de él, cada entidad especializada en cierto tipo de herramientas se encargará de suministrar las herramientas adecuadas a las celdas de tal forma que el check-list sea un soporte para conservar todas las herramientas con sticker verde. Un mes después de la implementación en las celdas piloto, se estableció la fecha de inicio del programa en las celdas restantes y los supervisores de dichas celdas se comprometieron a diligenciar inicialmente la auditoría SOLES para evaluar los antecedentes y compararlos con los resultados posteriores. Se acordó seguir con la metodología, convenciones y demás, propuestos en el diseño del programa, con el fin de que los trabajadores de toda la planta se familiaricen con él y la estandarización y el seguimiento sean reales.
11.1.2 Oportunidades de Mejora.
Una vez instalado el buzón, se establecieron las reuniones con el Equipo de Oportunidades de Mejora para revisar las propuestas, evaluar su viabilidad y establecer acciones. De la primera reunión, se evaluaron ocho formatos de oportunidades de mejora, en los cuales participaron 29 personas y de los cuales surgieron los compromisos enunciados en la Tabla 21. Tabla 21. Compromisos primera reunión Oportunidades de Mejora
Elaborada por los autores (2006).
11.06(10)34
103
Con respecto al primer compromiso se separó el retal por tamaños y se vendió, se fumigó y se eliminaron los malos olores. La maquinaria en mal estado se desechó y se espera que por lo menos cada dos meses se repita el proceso. Se ha avanzado en cuanto a capacitación de las personas asistentes en el almacén de herrajes para que disminuyan los errores, además de contar con un seguimiento gracias a los formatos del programa MECA. Parte de la disminución en las frecuencias de llegada de productos defectuosos a las celdas de producción se debe al uso de troqueles adecuados y a la construcción de los faltantes. También ha habido avances en lo referente a los moldes incompletos o incorrectos reportados por preparación. Como se puede observar, de los compromisos pactados, un 80% de las soluciones propuestas se están implementando y con respecto a las restantes se espera que éstas sean implementadas al comienzo de la próxima colección. 11.1.3 MECA Durante mes y medio de pruebas piloto se realizaron tres reuniones de seguimiento en las cuales se evaluó el consolidado de las semanas anteriores, tanto para la celda madre como para el almacén de herrajes y se establecieron acciones de acuerdo con la incidencia de piezas faltantes y/o defectuosas. Los resultados obtenidos para la primera reunión señalaban falencias principalmente en el almacén de herrajes, por lo cual se estaba deteniendo la producción en las celdas debido a la demora en la entrega del material, sumado a los problemas en logística que no garantizaban el herraje disponible en el momento de iniciar la producción. Para aminorar el problema en producción, se decidió con el aval del jefe de producción, duplicar el personal en el almacén de herrajes (pasando de 2 a 4 personas). Los trabajadores del almacén tuvieron más tiempo para alistar los herrajes y tenerlos disponibles. Después de la segunda reunión se notó una disminución total en falencias del almacén de herrajes, debido principalmente al aprovisionamiento de la materia prima y al incremento del personal, sin embargo, hubo un incremento significativo en el porcentaje de piezas defectuosas y faltantes en la celda madre y la incidencia específica de un trabajador. En ese caso, se aplicó el programa de correctivos propuesto y se hizo un llamado de atención por parte del supervisor además de una explicación del programa y los objetivos que se esperaban lograr con el fin de obtener un compromiso de su parte para la etapa final de las pruebas piloto y el seguimiento posterior.

11.06(10)34
104
Figura 50. Tendencia piezas defectuosas Programa MECA
Elaborada por los autores (2006). Figura 51. Tendencia piezas faltantes Programa MECA
Elaborada por los autores (2006). Las primeras dos semanas se realizó capacitación y revisión personalizada para que las celdas comprendieran cómo y por qué debían llenar correctamente el formato y la importancia de transcribir datos reales. Las pruebas piloto iniciaron a partir de la semana 3 y los trabajadores diligenciaron las frecuencias sin inconvenientes, además de contar con el apoyo de la supervisora para garantizar datos reales. Hay avance en la curva de aprendizaje y comportamiento descendente en el tiempo perdido en transporte debido a piezas defectuosas (Figura 50), tanto en línea pequeña (52%) como en bolsos (57%). En cuanto a piezas faltantes (Figura 51) la tendencia es la misma, aunque en las últimas semanas se ha mantenido constante. Dado que la línea pequeña presenta mayores frecuencias y TMNP por transporte a la celda madre y a herrajes, se analizaron las causas y se estudiaron las acciones con respecto a los responsables, al término de las pruebas piloto. El aumento en el tiempo por herraje faltante se debe a la ausencia de materia prima, consecuencia de las falencias mencionadas en el área de logística …Ver los numerales 8.1 y 10.6.2…, así que lo que se propuso fue cumplir disciplinadamente los compromisos del programa Oportunidades de Mejora. En cuanto a Corte, se aplicaron los correctivos a los responsables que aún están incidiendo en piezas defectuosas y/o faltantes y se recordaron los compromisos para continuar con la tendencia descendiente observada en el mes de pruebas piloto y lograr eliminar dichas frecuencias.

11.06(10)34
105
Al término de la colección el supervisor de corte se encargará de que los trabajadores conozcan y retengan los cambios en moldes y cantidades de acuerdo con cada referencia, para reducir las frecuencias de errores en la celda. El objetivo es que en las próximas colecciones (ver Tabla 21), la actualización y divulgación de la moldería y de los troqueles se realice desde el comienzo. El proceso aún no se ha culminado, de ahí la importancia de que el Equipo MECA garantice el sostenimiento del programa, pues el ingreso de nuevo personal y la falta de seguimiento harían retroceder el avance logrado.
11.1.4 Eliminación de Mudas. Durante las pruebas piloto se observó que no es fácil realizar un seguimiento de las labores cotidianas de los trabajadores, con miras a eliminar la mayoría de desperdicios identificados en la celda. Por esta razón, se contemplaron en el diligenciamiento del formato tres de los desperdicios más usuales con el fin de que ellos mismos, en cada celda, expresaran los inconvenientes en procesamiento, el transporte innecesario dentro y fuera de la celda y el reproceso. Inicialmente, se esperaba obtener en los dos primeros casos una respuesta favorable, en la medida en que se consideraba que era más fácil hacer explícitas estas mudas, por encima de aquellas ocasionadas por sus propios errores. Sin embargo, durante las pruebas piloto lo que realmente se obtuvo fue un estadístico de frecuencias de reprocesos cada vez más cercano a la realidad, mientras que para ellos fue difícil lograr identificar cuándo sí era transporte innecesario y cuándo no y, sobretodo, en el tema de procesamiento, las personas no detectaban los errores en procedimiento pues ya se encontraban acostumbradas a desempeñar las labores de esa manera. La capacitación y el seguimiento durante las pruebas piloto, permitió a los trabajadores aceptar y entender las implicaciones de las mudas en su labor diaria y, al final de las pruebas, la disciplina con respecto al diligenciamiento del formato era notable en un 90% de los trabajadores de cada celda. Se consideraron las frecuencias más reales, en este caso los reprocesos, para analizar la incidencia junto al Equipo de Eliminación de Mudas y continuar identificando acciones de seguimiento para reducir este desperdicio. Figura 52. Tendencia retrabajo por error Programa Eliminación de Mudas
Elaborada por los autores (2006).
11.06(10)34
106
Como se observa en la Figura 52 hay una disminución en las frecuencias de reprocesos, sin embargo, éstos siguen presentándose principalmente por descuido de los trabajadores. En línea pequeña, parte de los reprocesos se han atribuido a nuevos trabajadores que ingresaron en el último mes y aún están en proceso de inducción, desconociendo algunas características y operaciones que diferencian cada referencia. Sin embargo, se han logrado canalizar las preguntas con un representante por área, en prearme y armado, por lo cual el impacto ha disminuido. Hay que reconocer la importancia de la metodología del programa, como de la personalidad y disposición de los trabajadores para seguirla. En bolsos se encontraron personas más reacias al diligenciamiento de los formatos que en línea pequeña, en donde las personas, desde el comienzo, eran más honestas en el momento de aceptar y transcribir sus errores. Sin embargo, se logró progreso en la celda de bolsos mediante la concientización por parte de la mayoría de los trabajadores para que cumplieran con el formato de manera real. Aunque el proceso de sensibilización haya sido más lento en bolsos, es una prueba de que sí se puede obtener la colaboración de la gente cuando existe motivación, constancia y seguimiento por parte de un equipo enfocado en mejorar variables importantes del proceso. Parte de garantizar el sostenimiento del programa recae directamente en el Equipo de Eliminación de Mudas, quienes deberán mantener la actitud crítica y positiva que hasta ahora han tenido frente al programa, pues son ellos los encargados de revisar y consolidar los datos, analizarlos junto con el jefe de producción y establecer las acciones necesarias para eliminar los focos de desperdicio. Es importante mantener la sensibilización y la capacitación a los trabajadores tanto antiguos como nuevos para que éstos comprendan la importancia de reducir los desperdicios, tanto para la empresa como para ellos mismos, pues éstos implican mayor trabajo para el personal, menor cumplimiento de las metas por celda y mayores horas extras que momentáneamente colaboran económicamente, pero a largo plazo reducen la productividad de los trabajadores debido al cansancio, a la monotonía y a la desmotivación por no poder compartir más tiempo con sus familias. 11.2 ANÁLISIS DE TIEMPOS
El análisis presentado a continuación involucra los indicadores analizados al inicio de la intervención con el fin de observar el impacto de los programas de mejoramiento continuo implementados (contemplando mes y medio de pruebas piloto) y las acciones futuras que deben ejercerse para garantizar el sostenimiento de éstos.
En términos generales, el tiempo total de operación y los tiempos muertos presentaron una disminución. Los tiempos se encuentran en segundos y las siglas TM y TMNP corresponden al Tiempo Muerto total (planeado y no planeado) y al Tiempo Muerto No Planeado, respectivamente.
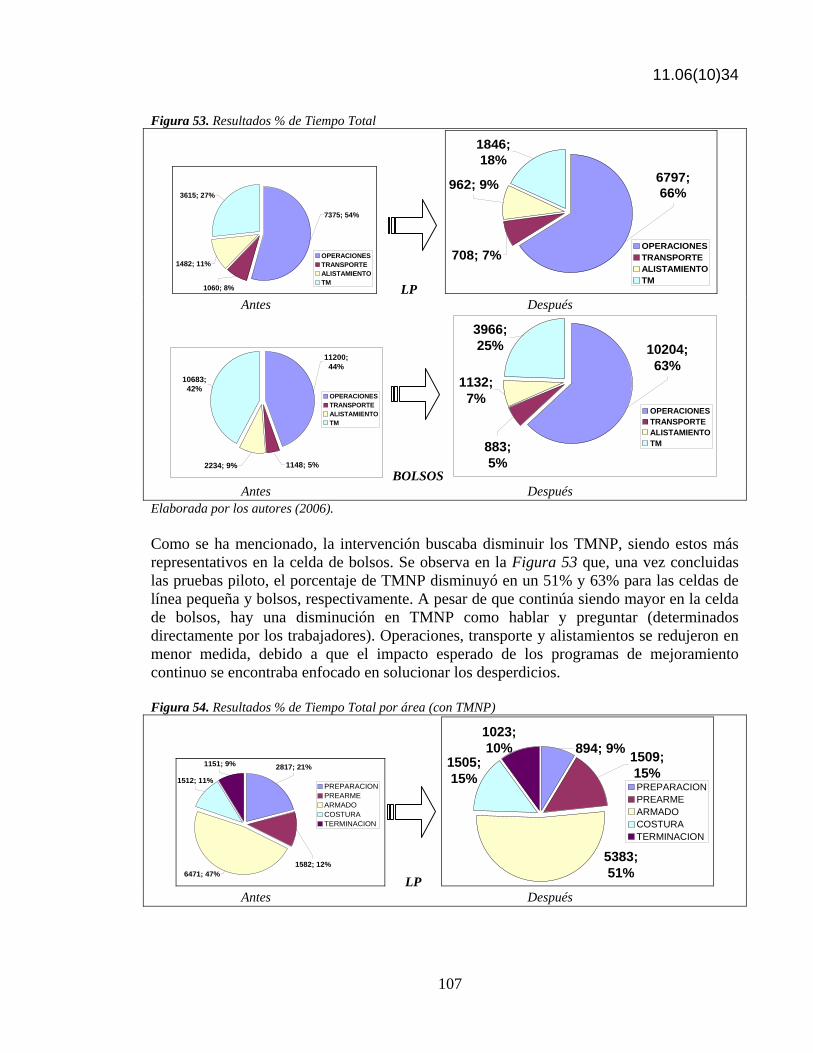
11.06(10)34
107
Figura 53. Resultados % de Tiempo Total
3615; 27%
1482; 11%
1060; 8%
7375; 54%
OPERACIONESTRANSPORTEALISTAMIENTOTM LP
1846; 18%
962; 9%
708; 7%
6797; 66%
OPERACIONESTRANSPORTEALISTAMIENTOTM
Antes Después
11200; 44%
10683; 42%
2234; 9% 1148; 5%
OPERACIONESTRANSPORTEALISTAMIENTOTM
BOLSOS
10204; 63%
3966; 25%
1132; 7%
883; 5%
OPERACIONESTRANSPORTEALISTAMIENTOTM
Antes Después
Elaborada por los autores (2006).
Como se ha mencionado, la intervención buscaba disminuir los TMNP, siendo estos más representativos en la celda de bolsos. Se observa en la Figura 53 que, una vez concluidas las pruebas piloto, el porcentaje de TMNP disminuyó en un 51% y 63% para las celdas de línea pequeña y bolsos, respectivamente. A pesar de que continúa siendo mayor en la celda de bolsos, hay una disminución en TMNP como hablar y preguntar (determinados directamente por los trabajadores). Operaciones, transporte y alistamientos se redujeron en menor medida, debido a que el impacto esperado de los programas de mejoramiento continuo se encontraba enfocado en solucionar los desperdicios. Figura 54. Resultados % de Tiempo Total por área (con TMNP)
1151; 9%
1512; 11%
6471; 47%1582; 12%
2817; 21%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
LP
1023; 10%
1505; 15%
5383; 51%
1509; 15%
894; 9%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Antes Después
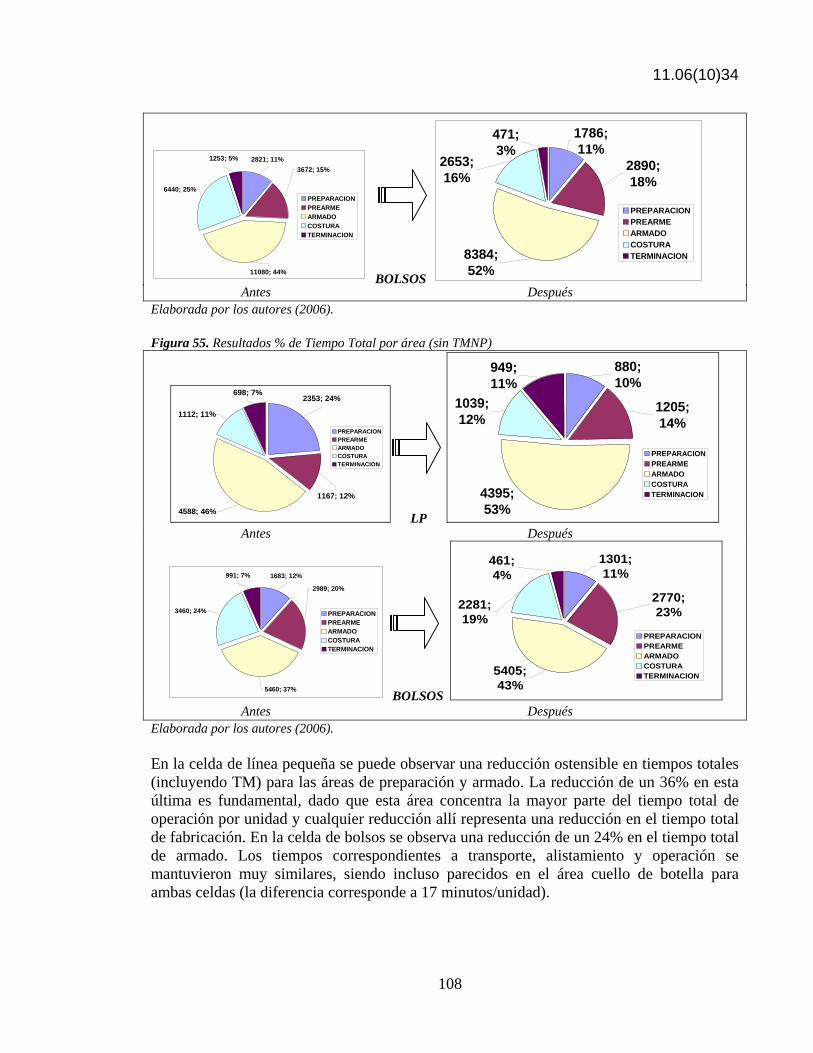
11.06(10)34
108
1253; 5%3672; 15%
11080; 44%
6440; 25%
2821; 11%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
BOLSOS
471; 3%
2890; 18%
8384; 52%
2653; 16%
1786; 11%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Antes Después
Elaborada por los autores (2006). Figura 55. Resultados % de Tiempo Total por área (sin TMNP)
2353; 24%
1167; 12%
4588; 46%
1112; 11%
698; 7%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
LP
880; 10%
1205; 14%
4395; 53%
1039; 12%
949; 11%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Antes Después
991; 7%
2989; 20%
5460; 37%
3460; 24%
1683; 12%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
BOLSOS
461; 4%
2770; 23%
5405; 43%
2281; 19%
1301; 11%
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Antes Después
Elaborada por los autores (2006). En la celda de línea pequeña se puede observar una reducción ostensible en tiempos totales (incluyendo TM) para las áreas de preparación y armado. La reducción de un 36% en esta última es fundamental, dado que esta área concentra la mayor parte del tiempo total de operación por unidad y cualquier reducción allí representa una reducción en el tiempo total de fabricación. En la celda de bolsos se observa una reducción de un 24% en el tiempo total de armado. Los tiempos correspondientes a transporte, alistamiento y operación se mantuvieron muy similares, siendo incluso parecidos en el área cuello de botella para ambas celdas (la diferencia corresponde a 17 minutos/unidad).

11.06(10)34
109
Las Figuras del numeral 10.2 mostraban que el tiempo que tarda en manufacturarse una billetera y un bolso era de 109 minutos y 185 minutos por armadora, respectivamente y se había considerado como supuesto que, de eliminar los TMNP, podrían manufacturarse una billetera y un bolso en 78 y 91 minutos por armadora, respectivamente. Es decir, en un turno podrían pasar de elaborar 20 a 28 billeteras y de 12 a 24 bolsos, con 4 armadoras por celda. Como muestra la Figura 54, después de las pruebas piloto, los tiempos de fabricación para una billetera y un bolso (tomando como base el tiempo por armadora) son de 90 y 140 minutos, respectivamente, lo cual permite que hoy en día hayan pasado de producir 20 a 25 billeteras y de 12 a 16 bolsos (con 4 armadoras). Mantener los esfuerzos por eliminar los TMNP conlleva a seguir aumentando la productividad. Figura 56. Resultados Tiempo Total de operación por área
5891074
425862
3848
0
500
1000
1500
2000
2500
3000
3500
4000
PREPARACION PREARME ARMADO COSTURA TERMINACION
615
2426
5164
1761
2370
1000
2000
3000
4000
5000
6000
PREPARACION PREARME ARMADO COSTURA TERMINACION Línea Pequeña Bolsos
Elaborada por los autores (2006). Como se muestra en la Figura 56, en términos generales la disminución de las operaciones con respecto a las mediciones hechas inicialmente se debe a dos cosas principalmente: por una parte, la implementación de 5 S’s a través del programa SOLES lo cual organizó el gemba, brindó mayor movilidad y espacio a los trabajadores y garantizó las herramientas adecuadas y en buen estado para laborar; por otra parte, la experiencia adquirida durante el semestre por parte de los trabajadores. En algunos casos, la curva de aprendizaje se remontó y eso hizo que las personas elaboraran los productos con mayor seguridad y agilidad, en otros, sucedió lo contrario, dado el ingreso de personal temporal para la festividad del día de la madre que, a la fecha de la medición, llevaban poco tiempo en su puesto de trabajo. Otro aspecto que colaboró en la reducción fue el hecho de garantizar, a través del programa MECA, menor número de piezas defectuosas y faltantes, con lo cual se agilizó la operación de conteo.
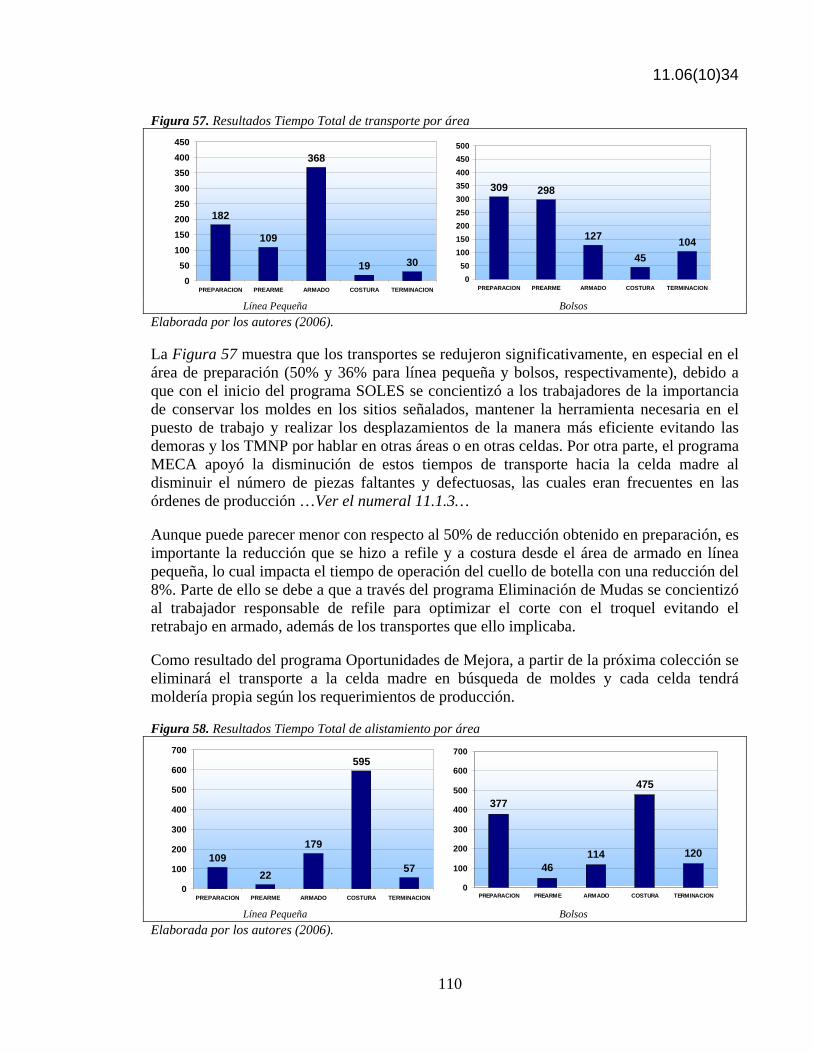
11.06(10)34
110
Figura 57. Resultados Tiempo Total de transporte por área
182
109
368
19 300
50100150200250300350400450
PREPARACION PREARME ARMADO COSTURA TERMINACION
309 298
127
45104
050
100150200250300350400450500
PREPARACION PREARME ARMADO COSTURA TERMINACION Línea Pequeña Bolsos
Elaborada por los autores (2006). La Figura 57 muestra que los transportes se redujeron significativamente, en especial en el área de preparación (50% y 36% para línea pequeña y bolsos, respectivamente), debido a que con el inicio del programa SOLES se concientizó a los trabajadores de la importancia de conservar los moldes en los sitios señalados, mantener la herramienta necesaria en el puesto de trabajo y realizar los desplazamientos de la manera más eficiente evitando las demoras y los TMNP por hablar en otras áreas o en otras celdas. Por otra parte, el programa MECA apoyó la disminución de estos tiempos de transporte hacia la celda madre al disminuir el número de piezas faltantes y defectuosas, las cuales eran frecuentes en las órdenes de producción …Ver el numeral 11.1.3… Aunque puede parecer menor con respecto al 50% de reducción obtenido en preparación, es importante la reducción que se hizo a refile y a costura desde el área de armado en línea pequeña, lo cual impacta el tiempo de operación del cuello de botella con una reducción del 8%. Parte de ello se debe a que a través del programa Eliminación de Mudas se concientizó al trabajador responsable de refile para optimizar el corte con el troquel evitando el retrabajo en armado, además de los transportes que ello implicaba. Como resultado del programa Oportunidades de Mejora, a partir de la próxima colección se eliminará el transporte a la celda madre en búsqueda de moldes y cada celda tendrá moldería propia según los requerimientos de producción. Figura 58. Resultados Tiempo Total de alistamiento por área
10922
179
595
57
0
100
200
300
400
500
600
700
PREPARACION PREARME ARMADO COSTURA TERMINACION
377
46114
475
120
0
100
200
300
400
500
600
700
PREPARACION PREARME ARMADO COSTURA TERMINACION Línea Pequeña Bolsos
Elaborada por los autores (2006).

11.06(10)34
111
Parte de las actividades necesarias dentro del proceso pero que no agregan valor son los alistamientos de herramientas y máquinas. La Figura 58 permite analizar la reducción de un 52% en el alistamiento de armado en línea pequeña pues eso repercute positivamente en el tiempo total de fabricación. En bolsos hay una disminución importante en el área de costura (67%). Estas reducciones son atribuibles en gran parte al programa SOLES que permitió despejar el área de trabajo y organizar las herramientas. Gracias a las capacitaciones y al trabajo realizado con el Equipo de Eliminación de Mudas los trabajadores comprendieron la importancia de los TMNP dentro de su labor y han apoyado el programa por medio de su trabajo, lo cual se ve reflejado en el área de costura, principalmente, en donde el alistamiento de las máquinas era excesivamente superior en bolsos con respecto a línea pequeña (por encima del 49%) y hoy es similar, lo cual es más coherente considerando que se cuenta con la misma maquinaria.
Figura 59. Resultados Total TMNP por área
14
304
988
466
740
200400600800
100012001400160018002000
PREPARACION PREARME ARMADO COSTURA TERMINACION
485120
2979
37210
0
1000
2000
3000
4000
5000
6000
PREPARACION PREARME ARMADO COSTURA TERMINACION Línea Pequeña Bolsos
Elaborada por los autores (2006). Dado que armado presentaba el más alto porcentaje de TMNP con respecto a las otras áreas, es muy importante que, como permite analizar la Figura 59, haber obtenido una reducción del 47% de TMNP para esta área, tanto en la celda de bolsos como en línea pequeña implica que el tiempo recuperado allí ha repercutido en el incremento en la productividad de las celdas. En cuanto a las otras áreas, las disminuciones significativas en línea pequeña en las áreas de preparación (97%) y terminación (83%) se deben al ascenso en la curva de aprendizaje y a la inexistencia de herraje dañado que ocasionaba reprocesos, respectivamente. En la celda de bolsos, la reducción en costura (87%) se debe a la reubicación de las personas en la celda dado que en el diagnóstico inicial el mayor porcentaje de TMNP por hablar e inactividad ocurría específicamente con dos trabajadores. Ahora éstos tienen mayor espacio y se encuentran más distantes lo cual ha disminuido la comunicación excesiva.

11.06(10)34
112
Figura 60. Resultados % Total de TMNP
BUSCAR HERRAMIENTA (i y
v); 286; 8%
RETRABAJO POR ERROR; 836; 23%
TOMAR LIQUIDO; 41; 1%
PIEZA FALTANTE (i y v); 322; 9%
HERRAJE DAÑADO (i y v); 550; 15%
MÁQUINA DAÑADA (i y v); 267; 7% HABLAR; 93; 3%
PREGUNTAR; 953; 27%
INACTIVA; 267; 7%
BUSCAR HERRAMIENTA (i
y v); 127; 7%
RETRABAJO POR ERROR; 623; 34%
TOMAR LIQUIDO; 0; 0%PIEZA FALTANTE (i y v);
0; 0%HERRAJE DAÑADO (i y
v); 0; 0%
MÁQUINA DAÑADA (i y v);
168; 9%HABLAR; 130; 7%
PREGUNTAR; 574; 31%
INACTIVA; 224; 12%
Antes LP Después
INACTIVA; 425; 4%
BUSCAR HERRAMIENTA (i y v);
757; 7%
HABLAR; 1007; 9%
RETRABAJO POR ERROR; 3796; 37%
PREGUNTAR; 3227; 30%
HERRAJE DAÑADO (i y v); 117; 1%
TOMAR LIQUIDO; 93; 1%
BAÑO; 359; 3%
PIEZA FALTANTE (i y v); 902; 8%
INACTIVA; 100; 3%
BUSCAR HERRAMIENTA (i y v); 218; 5%
HABLAR; 267; 7%
RETRABAJO POR ERROR;
985; 25%
PREGUNTAR; 1082; 27%
HERRAJE DAÑADO (i y v);
917; 23%
TOMAR LIQUIDO; 0; 0%
BAÑO; 332; 8%
PIEZA FALTANTE (i y
v); 65; 2%
Antes BOLSOS Después
Elaborada por los autores (2006). La Figura 60 permite concluir que tres meses después del inicio de la nueva colección se logró una disminución importante en los TMNP por preguntas y retrabajo por error (40% y 25% para línea pequeña, y 66% y 74% para bolsos, respectivamente). Esto se debe en parte a que los trabajadores han memorizado las referencias más frecuentes y se han canalizado las preguntas a un trabajador designado en cada área dentro de la celda para no interrumpir el trabajo de los demás. Por otra parte, diligenciar el Formato para Eliminación de Mudas ha responsabilizado a los trabajadores y los ha motivado para evitar el retrabajo. El porcentaje de piezas faltantes ha mejorado significativamente con el programa MECA, dado que la identificación de las ocurrencias en la celda madre se convirtió en una señal para los trabajadores designados en corte; esto permitió que éstos se vincularan desde su celda al proceso de mejoramiento continuo y promovieran un trabajo responsable y eficaz sin entorpecer las labores de producción de las celdas piloto, ni el trabajo propio ocasionado por los reprocesos. Sin embargo, hay que trabajar más con las personas encargadas del almacén de herrajes pues allí el compromiso y la responsabilidad para consigo mismas y con las celdas no ha tenido el mismo impacto, razón por la cual continúan los reprocesos y mudas de transporte ocasionadas por herraje dañado y/o defectuoso…Ver el numeral 11.1.3.

11.06(10)34
113
Figura 61. Resultados frecuencia de TMNP por área
05
10152025303540
#HA
BLA
R
#PR
EGU
NTA
R
#IN
AC
TIVA
#BU
SCA
RH
ERR
AM
IEN
TA(i
y v)
#RET
RA
BA
JOPO
R E
RR
OR
#TO
MA
RLI
QU
IDO
#PIE
ZAFA
LTA
NTE
(i y
v)
#HER
RA
JED
AÑ
AD
O (i
y v
)
#MÁ
QU
INA
DA
ÑA
DA
(i y
v)
ARMADOCOSTURAPREARMEPREPARACIONTERMINACION
Datos
AREA
0
5
10
15
20
25
30
#HA
BLA
R
#PR
EGU
NTA
R
#IN
AC
TIVA
#BU
SCA
RH
ERR
AM
IEN
TA(i
y v)
#RET
RA
BA
JOPO
R E
RR
OR
#TO
MA
RLI
QU
IDO
#BA
ÑO
#PIE
ZAFA
LTA
NTE
(i y
v)
#HER
RA
JED
AÑ
AD
O (i
y v
)
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Datos
AREA
Línea Pequeña Bolsos
Elaborada por los autores (2006). Para el próximo semestre el compromiso que surgió del programa de oportunidades de mejora es promover la capacitación de las celdas con respecto a las nuevas colecciones a través de las ‘modelistas’ del departamento de diseño, con el fin de detectar las falencias, actualizar los moldes y hacer las correcciones pertinentes para optimizar cada proceso desde el inicio y no cometer los mismos errores a lo largo del semestre. En la Figura 61 se observa que se ha dado un paso importante a través de los programas de Eliminación de Mudas y SOLES para eliminar los TMNP y, con respecto a aquellos que son ajenos a la manufactura como hablar o estar inactiva, vemos que la sensibilización y el compromiso de la mayoría, más aún en la celda de bolsos en donde era más crítico, ha permitido reducir significativamente las frecuencias. Figura 62. Resultados de TMNP por área
0
500
1000
1500
2000
2500
3000
3500
HA
BLA
R
PREG
UN
TAR
INA
CTI
VA
BU
SCA
RH
ERR
AM
IEN
TA(i
y v)
RET
RA
BA
JOPO
R E
RR
OR
TOM
AR
LIQ
UID
O
BA
ÑO
PIEZ
AFA
LTA
NTE
(i y
v)H
ERR
AJE
DA
ÑA
DO
(i y
v)
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Datos
AREA
0
500
1000
1500
2000
2500
3000
3500
HA
BLA
R
PREG
UN
TAR
INA
CTI
VA
BU
SCA
RH
ERR
AM
IEN
TA(i
y v)
RET
RA
BA
JOPO
R E
RR
OR
TOM
AR
LIQ
UID
O
BA
ÑO
PIEZ
AFA
LTA
NTE
(i y
v)H
ERR
AJE
DA
ÑA
DO
(i y
v)
PREPARACIONPREARMEARMADOCOSTURATERMINACION
Datos
AREA
Línea Pequeña Bolsos
Elaborada por los autores (2006). Como se observó en las Figuras 60 y 62, ha habido una reducción significativa de los TM más críticos. Sin embargo, hay que sostener los programas y seguir motivando a los trabajadores para continuar con el objetivo de promover un cambio voluntario y personal, pues aunque la reducción en la celda de bolsos es mayor porcentualmente con respecto a línea pequeña en TMNP como preguntar y retrabajo por error, aún sigue siendo mayor en tiempo y se debe continuar buscando mecanismos que lleven a las celdas piloto y a las celdas restantes a reducir sus TMNP de manera similar, considerando que las condiciones del entorno son parecidas en términos de áreas, operaciones, rotación de personal, etc.

11.06(10)34
114
11.3 ESPECIFICACIONES DE LÍNEA Figura 63. Especificaciones de línea después de la intervención
Elaborada por los autores (2006). Como se observa en la Figura 63, la disminución del 34% y del 29% en el TMNP y del 16 % y 24% en el tiempo de operación del cuello de botella (armado) ocasionan un incremento en el takt time de un 12% y un 29% para las celdas de línea pequeña y bolsos, respectivamente. Sin embargo, la celda de línea pequeña está más cerca de cumplir los requerimientos diarios de producción puesto que su TMNP era al inicio un 44% menor que en la celda de bolsos y, actualmente, lo es un 48%. La celda de línea pequeña incrementó su productividad en un 20%, es decir, ahora produce 25 billeteras/turno (con 4 trabajadores en el área de armado). Por su parte, la celda de bolsos incrementó su productividad en un 32%, es decir, ahora produce 16 bolsos/turno (con 4 trabajadores en el área de armado). Hay que continuar trabajando y sostener los programas de mejoramiento continuo pues será a través de ellos y de las acciones que se tomen en la empresa en general …Ver el Numeral 10.6.2 … que las celdas de línea pequeña y bolsos lograrán reducir los TMNP en un 90% y un 89%, respectivamente, para satisfacer la meta diaria de producción.
11.4 IMPACTO EN COSTOS
El cálculo de utilidades se hace sobre los supuestos de que todo lo que se produce se vende y que se trabajan 20 días hábiles por mes. La manera como se calcula el precio de venta y se asignan los costos y gastos a cada producto son información confidencial de la empresa; por esta razón, sólo se incluye el monto total de cada rubro por unidad producida.

11.06(10)34
115
Figura 64. Impacto en costos después de la intervención
Elaborada por los autores (2006). Como se puede observar en la Figura 64, el incremento en la productividad, principalmente debido a la disminución en los TMNP ocasionó un aumento en la Utilidad Antes de Intereses e Impuestos (UAII) para ambas celdas de producción, siendo el impacto obtenido en la celda de bolsos mayor que en la celda de línea pequeña debido a que la disminución en los TMNP fue más drástica, dado que el porcentaje era significativamente mayor en dicha celda (contaba con unas condiciones iniciales más desfavorables que la celda de línea pequeña, por lo cual, había mayores oportunidades de mejora). Cumplir el objetivo no es una tarea sencilla ni rápida, requiere disciplina por parte de la gerencia y de los responsables en el área de producción. De alcanzarlo (satisfacer el requerimiento diario de producción), las celdas de línea pequeña y bolsos podrían llegar a un incremento en las utilidades anuales, producto de las unidades elaboradas, de un 35% y un 82% con respecto a la situación inicial y de un 13% y un 38% con respecto a la situación actual (como consecuencia de la intervención), respectivamente.

11.06(10)34
116
12. CONCLUSIONES Es posible incrementar la productividad y la competitividad a través del
mejoramiento continuo: A pesar de que la intervención sólo se realizó en dos celdas de producción y se remitió específicamente a atacar los problemas en el área de producción, se observa a través de la implementación de los programas de mejoramiento continuo una disminución significativa en los TMNP y un incremento en la productividad, lo cual permitió que las celdas piloto aumentaran el número de unidades producidas por turno, acercándose al requerimiento diario de producción. En términos económicos esto representa un incremento en las utilidades y, en términos de competitividad, garantiza menores plazos de entrega al cliente y reduce el costo de oportunidad por incumplimiento en la demanda. Se aminora el impacto que representan las falencias en cuanto al abastecimiento de materia prima y es un comienzo importante para cumplir con la meta diaria de producción. El involucramiento de la gerencia es fundamental para iniciar y mantener la
cultura kaizen: Es más complicado sensibilizar a la gerencia, tanto media como alta, que a los trabajadores de planta. Dado que son ellos los administradores y líderes de más alto nivel, su recepción y disposición frente al cambio es fundamental para que el proceso se inicie y sostenga con éxito, más aún, porque esta filosofía debe trascender el tema de la organización a nivel interno y es muy importante en temas como los tratados de libre comercio actuales y venideros. No todas las herramientas propuestas por el kaizen son aplicables en todas las
organizaciones: La intervención realizada diez años atrás contemplaba una serie de herramientas encaminadas a la disminución del inventario en proceso y el incremento en la productividad mediante Cuadros de Análisis de Oportunidades, Tabla de Especificaciones de Línea, Estudio y Análisis de Valor Agregado, Balanceo de Línea, Estudio de Tiempos Muertos, Elaboración de Hojas Estándar de Operación y Layout de la planta. De lo anterior, se utilizaron de nuevo herramientas como estudio de tiempos muertos, estudio y análisis de valor agregado y tabla de especificaciones de línea. Sin embargo, aunque en procesos discretos se ha comprobado la funcionalidad de herramientas como las hojas estándar de operación y el balanceo de línea (a pesar de contar con productos estacionales), éstas no eran consideradas por la empresa (a pesar de los esfuerzos por estandarizar el proceso) ni se les otorgaba la importancia requerida aunque se ha establecido que, unido al clima organizacional, la ausencia de métodos estándar en los procesos son los dos principales generadores de desperdicio en las empresas a nivel mundial. Sin embargo, se identificaron nuevas alternativas para impulsar el mejoramiento continuo como 5 S’s y sistema de sugerencias a través de las cuales se mejoró el ambiente en el puesto de trabajo y se propusieron mejoras para lograr que los inicios de colección fueran menos caóticos y la

11.06(10)34
117
actualización de moldes y reducción de TMNP permitiera mayor productividad a lo largo del semestre. Los programas propuestos se diseñaron considerando los cambios en el entorno y promoviendo el sostenimiento de los mismos a través de la creación de tableros de seguimiento y la formación de comités, entre otras cosas. Principalmente, la constancia y dedicación por parte de la gerencia, el jefe de producción, los supervisores y los trabajadores permitirá que los programas se sostengan a través del tiempo. Las herramientas kaizen deben ser implementadas de acuerdo con el nivel de
competencias de los trabajadores: Es más eficiente implementar pocas herramientas garantizando la asimilación por parte de los trabajadores, que implementar programas que abarquen demasiado conocimiento o involucren herramientas muy sofisticadas, puesto que esta estrategia puede ocasionar que el personal se capacite de manera rápida, sin contar con el tiempo para que absorban el conocimiento aprendido y, por ende, lo olviden fácilmente. El nivel de competencias de los trabajadores es una variable determinante para escoger las herramientas y los mecanismos en que éstas se van a implementar, garantizando que los trabajadores entiendan la filosofía y sean capaces de sostenerla. Por esta razón, se eligieron herramientas que apuntaran a obtener el mayor impacto de acuerdo con las principales causas identificadas en el área de producción mediante programas amigables, convenciones sencillas y formatos fáciles de diligenciar. Se implementaron los programas de forma secuencial con el fin de que los trabajadores contaran con un tiempo suficiente para asimilar un programa y resolver sus inquietudes, antes de iniciar el siguiente. El involucramiento, la disciplina y el seguimiento son fundamentales para
garantizar el sostenimiento de los programas de mejoramiento continuo: El proceso de sensibilización y capacitación requiere tiempo y esfuerzo para garantizar el involucramiento de los trabajadores. La planeación y la creación de estrategias para motivarlos son fundamentales para que los programas de mejoramiento continuo funcionen efectivamente (por convicción más no por obligación). La creación de equipos y comités facilita el seguimiento y brinda un espacio de integración para que los trabajadores colaboren activamente y reconozcan la importancia de la cultura kaizen. Dichos grupos son la columna vertebral de los programas debido a que su involucramiento y disciplina garantizará el éxito de los mismos. Es fundamental la creación y análisis de indicadores de gestión. Lo que no se mide,
no se mejora: La creación de indicadores para el área de producción facilitó el análisis de resultados y comprobó el impacto de las falencias en cada una de las celdas, así como el mejoramiento obtenido con el inicio de la implementación de los programas que se crearon. El análisis de resultados permitió conocer cómo repercuten ciertas acciones, malos hábitos o comportamientos inapropiados por largo tiempo (como hablar y suspender el trabajo) dentro del proceso de producción, lo cual alertó a la empresa para agilizar la implementación de los programas en las celdas restantes.

11.06(10)34
118
La decisión de cambiar es personal y voluntaria: El involucramiento, la motivación, el compromiso y la decisión personal de cambiar son decisivos para fomentar la cultura Kaizen en la empresa y trabajar en pro de una sola meta organizacional. El tiempo de la intervención no fue suficiente para obtener un cambio personal y sincero en todos los trabajadores, pero se considera que con un proceso continuo en donde haya participación de todas las celdas y del área administrativa, la motivación, la participación real y el sostenimiento de éstos y otros programas a largo plazo serán posibles en toda la empresa. Es fundamental valorar la creatividad de los trabajadores:
Las oportunidades de mejora promovieron el esfuerzo conjunto de los trabajadores para que éstos no sólo se limitaran a hacer observaciones, sino que encontraran las soluciones y propusieran resultados esperados con el fin de garantizar de manera objetiva y medible que se implementaran mejoras.
El aporte de cada trabajador depende de su actitud y antigüedad:
En empresas con personal de menor antigüedad es más sencillo iniciar el proceso de cambio pues aún no se encuentran inmersos en la rutina diaria, tienen una perspectiva más objetiva con respecto a las falencias, no se han acostumbrado a la manera de trabajar y no actúan con base en los paradigmas que se generan en la monotonía diaria. Sin embargo, en el momento de implementar los proyectos, algunas de las personas más antiguas y conocedoras, aportaron y colaboraron de manera activa integrando comités y equipos de mejoramiento para cada uno de los programas propuestos, valorando la oportunidad de implementar el kaizen en el gemba. Cabe resaltar que analizando el comportamiento y actitud de esas personas, era notoria su preocupación por la empresa y su objetividad con respecto a los factores identificados (tanto positivos, como negativos). Estas características son decisivas en el momento de escoger los líderes y colaboradores que apoyen el proceso kaizen en una empresa, con el fin de garantizar el seguimiento de manera permanente.
La consultoría es favorable para implementar el kaizen:
Iniciar el proceso de mejoramiento continuo con asesores externos facilita el diagnóstico y la elaboración de planes de mejoramiento. Desconocer la empresa permitió aportar objetividad y conocimientos para atacar problemas que se habían convertido en costumbres del diario vivir de los trabajadores; algunos eran hechos conocidos en la gerencia general y en el área de producción, pero allí no tenían la dedicación suficiente para identificar e implementar soluciones y promover el mejoramiento continuo, debido a la costumbre de trabajar pensando en el día a día, sin establecer metas a largo plazo. Eso demuestra la importancia de contar con consultores externos que permitan intervenir los procesos atacando los problemas de manera más amplia sin caer en los aspectos tradicionales que contaminan a diario las organizaciones.
Es necesario establecer metas claras y medibles a corto y largo plazo:
Es importante que se establezcan objetivos y metas claras y medibles a corto y largo plazo para que la organización disponga del tiempo requerido para implementar las oportunidades

11.06(10)34
119
de mejora sin entorpecer su labor diaria y garantizando el cumplimiento de las estrategias propuestas y planificadas con anterioridad. La intervención en kaizen no debe considerarse como un tropiezo para la producción, por el contrario, debe dedicarse el tiempo suficiente para planificar los programas, establecer los objetivos y garantizar los resultados. Este ejercicio de planeación se convertirá en una inversión en tiempo y dinero que retornará importantes ganancias en términos de competitividad, productividad y relaciones humanas.
Los reconocimientos fomentan las mejoras:
Es importante, en cualquier empresa, reconocer los aportes y creatividad que pueden otorgar los trabajadores, pues son ellos quienes directamente trabajan en el proceso de producción. No necesariamente se debe reconocer el esfuerzo de forma económica (lo cual es solo una ayuda temporal), los reconocimientos no económicos son necesarios y son más valiosos para seguir fomentando la participación, el entusiasmo y la constancia.
12.1 BARRERAS: REALIDADES DEL KAIZEN
La implementación de cuatro programas de mejoramiento continuo permitió abarcar los principales problemas identificados dentro de la planta de producción y trabajar con los trabajadores y los supervisores para responsabilizarlos en su trabajo y motivarlos con el fin de obtener de cada uno un cambio personal y autónomo que favoreciera el mejoramiento continuo. Sin embargo, la realidad del kaizen es que la planeación de los proyectos es una parte muy importante dentro del cumplimiento de los objetivos y el mejoramiento significativo de los procesos, pero el involucramiento de los trabajadores administrativos y operativos es aún más decisivo (en especial, en la gerencia). Los proyectos de mejoramiento continuo se diseñaron con una metodología que garantizara su sostenimiento para fomentar el mejoramiento continuo. La documentación del proceso …Ver Numeral 10… puede ser de utilidad para aquellas personas que se encuentren interesadas en iniciar la cultura kaizen en sus compañías, independientemente de que éstas no pertenezcan al Sector del Cuero y sus Productos. Sin embargo, es importante considerar las siguientes barreras que pueden aparecer en el camino para trabajar en ellas, manteniendo la planeación y la disciplina: Ausencia de indicadores de gestión:
La ausencia de indicadores de gestión en el área de producción implicó que el trabajo partiera de una medición inicial y elaboración de indicadores (especialmente en lo referente a ausencia de calidad, tiempos de procesamiento y TMNP), lo cual postergó actividades como el diagnóstico, la elaboración del plan y el inicio de la implementación. Hechos como la falta de medición y trabajar sin planeación a largo plazo hacía que no se dedicara el tiempo suficiente a la intervención.
Acceso limitado a otras dependencias:
La poca interacción con el área administrativa deja el “análisis de prioridades y planes de acción para otras dependencias” en manos de la gerencia general, para que sea ésta quien asuma la responsabilidad de la implementación, la medición con base en los indicadores

11.06(10)34
120
propuestos y el cumplimiento en el ‘segundo piso’. Debe otorgarse la importancia relevante a este análisis, pues la gran mayoría de las causas que ocasionan el entorpecimiento del flujo de producción, la ausencia de calidad, mayores tiempos de entrega y la disminución en la productividad, entre otros factores que afectan la competitividad, provienen de falencias administrativas (principalmente en logística). Contar con un área de logística organizada y con el involucramiento de las dependencias administrativas mostraría mayores resultados en producción, dado que el enfoque de los programas de mejoramiento enfatizaba en obtener mejoras en la productividad y garantizar la competitividad.
Diferentes personalidades de los trabajadores:
La motivación, sensibilización y capacitación requieren una metodología objetiva y amigable, para lograr la participación de todos los trabajadores. Es notoria la incidencia de distintas personalidades interactuando dentro del proceso de mejoramiento continuo; algunos trabajadores mostraban su entusiasmo y reconocían la importancia de implementar los programas, otros eran más reacios e incrédulos y con ellos el proceso fue más lento. La mayoría fueron receptivos y colaboraron integrando comités y equipos en cada uno de los programas propuestos; otros, por su parte, se limitaban a acatar las decisiones y colaborar en los aspectos obligatorios (como el diligenciamiento de los formatos).
Incredulidad de los trabajadores:
La predisposición del personal a considerar que el proceso de mejoramiento continuo sólo busca el beneficio de la empresa, hizo difícil la motivación y la integración inicial. Se requirió de un esfuerzo significativo y estratégico para cambiar la concepción de los trabajadores y transmitirles los resultados que se esperaba obtener, con el fin de que ellos conocieran el impacto en planta, para bien de los empleados. Por tal razón, se diseñaron programas de mejoramiento continuo que favorecieran la productividad y la competitividad de la empresa, pero que a su vez, mejoraran el ambiente de trabajo y facilitaran los procesos productivos. Se crearon programas de reconocimientos a los equipos que propusieran oportunidades de mejora importantes (no necesariamente complejas) y a las personas que apoyaran el sostenimiento de los programas como SOLES.
Dependencia del tiempo disponible en producción y del jefe de área:
Se procuró hacer la planeación de las actividades respetando el cronograma inicial aprobado para la intervención en kaizen. Sin embargo, los problemas mencionados en cuanto al abastecimiento de materias primas y la alteración de la programación de la producción forzaron las actividades de acuerdo con el tiempo y la disponibilidad del jefe de producción y de los supervisores, especialmente. Esa fue una limitante para agilizar algunas actividades y poder profundizar en otras.
El proceso productivo no es automatizado ni lineal:
El proceso productivo no es lineal, existen una gran variedad de familias de productos y referencias (tanto en línea pequeña, como en bolsos) y la complejidad de cada producto depende principalmente del diseño. La manera como se calcula la productividad está basada en el número de trabajadores por celda (incluyendo al supervisor), el costo de mano de obra y materia prima de cada unidad y el número de horas trabajadas, lo cual no siempre

11.06(10)34
121
es representativo en tiempo y esfuerzo para medir a cada persona (por ejemplo, el mismo bolso en lona o en cuero tiene un tiempo similar de producción, pero el costo del primero es casi una tercera parte del segundo). Este hecho dificultó la determinación de tiempos estándar para cada referencia, debido a la aleatoriedad de las órdenes de producción y el tiempo que tomaba cada una de ellas (considerando además la influencia de la mano de obra y su disposición, la cual es una variable que no es constante e incide significativamente en el tiempo total de proceso). Contrario a lo anterior, en una empresa automatizada con productos menos estacionales, en la cual se pueden calcular tiempos estándar de máquina y se pueden mantener tiempos de ciclo de proceso muy similares, es más fácil llevar un control del proceso (en cuanto a calidad, tiempos y mantenimiento, entre otros) de manera más sencilla, confiable, amigable y constante.
Compromiso gerencial débil:
Se acordó con el gerente general el cronograma y plan de trabajo para iniciar la cultura kaizen en la empresa, contando con su visto bueno, apoyo y seguimiento (proponiendo, incluso, reuniones de avance semanales). Sin embargo, un mes después de iniciar el proceso de mejoramiento continuo, el gerente general delegó toda su responsabilidad sobre el jefe de producción quien, en algunas ocasiones, no tenía la disposición y tiempo suficientes para trabajar con las celdas en el cumplimiento de las metas de cada programa. Como consultores, se trabajó con el personal de cada celda estudiada para hacer que éstos garantizaran el cumplimiento de los proyectos. La motivación realizada y el compromiso de ellos fue muy importante para realizar las pruebas piloto y obtener, de la mayoría, un compromiso personal y sincero con el proceso. A través del jefe de producción, la gerencia estuvo al tanto de los avances, pero el involucramiento gerencial es fundamental para que el cumplimiento de los objetivos en el piso de producción se mantenga y la actitud de los trabajadores esté orientada al mejoramiento a través del ejemplo, desde la alta dirección.
Menor involucramiento de la gerencia media y alta al no haber un costo asociado a
la intervención: Iniciar un proceso de mejoramiento continuo requiere una inversión inicial. Por lo general, los casos y la teoría demuestran que ésta tiene un retorno relativamente rápido, pues es a través de cambios pequeños que se van resolviendo falencias desde la raíz del problema. En este caso, la empresa retomó el proceso por segunda vez, diez años después, iniciando con dos celdas de producción para después implementarlo en las celdas restantes de acuerdo con los resultados obtenidos. Si esta intervención hubiera tenido un costo, como sucedió anteriormente, seguramente se habría hecho mayor divulgación y la gerencia habría realizado un seguimiento presencial de toda la intervención, desde el inicio hasta el final.
Programa SOLES:
La principal dificultad para la implementación correcta fue la ausencia de herramientas de trabajo nuevas para reemplazar aquellas en mal estado durante la jornada SOLES; esto retrasó el cambio de las herramientas defectuosas por unas nuevas para lograr mantener todas con el sticker verde e iniciar correctamente el sistema de control de herramientas. Sin embargo, esta dificultad se convirtió en una oportunidad para que la empresa buscara proveedores fijos y especializados que garantizaran el abastecimiento de los instrumentos

11.06(10)34
122
de trabajo. Otra de las dificultades encontradas se relaciona con el convencimiento que se pueda obtener de los trabajadores para que éstos accedan a cumplir la metodología del programa y faciliten la selección y limpieza del gemba. Es importante que haya lugares designados para depositar todo aquello que no pertenece al sitio de trabajo y establecer los mecanismos para que la gente se deshaga de sus objetos personales, facilitando su trabajo al contar con mayor espacio.
Programa Oportunidades de Mejora:
El ejemplo y la vinculación por parte de los cargos superiores son vitales para que los trabajadores crean en los objetivos de los programas. En este aspecto, no existía un canal de comunicación formal que permitiera a los trabajadores expresar sus sugerencias y observar que éstas se analizaran y consideraran. Por esta razón, iniciar el programa requirió una sensibilización y una capacitación que reformara el paradigma prevaleciente acerca de los buzones de sugerencias como espacios para insultos y críticas. Trabajar el sistema de sugerencias de manera individual es más riesgoso y las oportunidades de mejora pueden perderse si el medio de comunicación (en este caso, los formatos diseñados) no permite que los trabajadores se enfoquen en sugerencias específicas medibles. Por ello, se vinculó a cada trabajador para que, a través de la metodología de trabajo en equipo, creyera en las oportunidades de mejora que identificara y supiera hacerlas explícitas.
Programas MECA y Eliminación de Mudas:
Los trabajadores en cualquier empresa pueden encontrarse tan inmersos en su rutina diaria que iniciar cualquier actividad extra requiere un proceso de adaptación y costumbre, lo cual se da más rápido en unas personas que en otras. En este caso particular, la ausencia de indicadores y de política de medición hizo que el ingreso de los formatos de frecuencias y su correcto diligenciamiento requiriera un proceso de explicación y aprendizaje y, sobretodo, de costumbre, para que los trabajadores reconocieran qué de lo que les sucedía habitualmente debía transcribirse y qué no y de qué manera. En un comienzo, señalar responsables era incómodo y temían por represalias o por deteriorar las relaciones interpersonales. Con el paso de las semanas, además de una correcta sensibilización y capacitación, hubo gran aceptación en cuanto al Programa MECA y los trabajadores de las celdas piloto tenían un compromiso honesto para obtener mediciones reales semana a semana. En el caso de Eliminación de Mudas el proceso de compromiso fue más lento debido a la dificultad de autojuzgarse y responsabilizarse por los reprocesos, además de lograr que identificaran qué transporte era innecesario con respecto a lo que estaban habitualmente acostumbrados.

11.06(10)34
123
BIBLIOGRAFÍA A BUSCAR la asociatividad frente al TLC, ago. 2004. Recuperado el 15 de Marzo de 2006 del sitio web: http://www.la-republica.com.co/tlc/cuero.html ASOCIACIÓN COLOMBIANA de Industriales del Cuero ASOCUEROS, 1998. Recuperado el 26 de Enero de 2005 del sitio web de Colombia Export: http://www.colombiaexport.com/asocuero.htm AYALA RUIZ, Luis Eduardo y ARIAS AMAYA, Ramiro. El modelo de las “cinco fuerzas” de Porter, s.f. Recuperado el 30 de Marzo de 2006 del sitio web: http://www.3w3search.com/Edu/Merc/Es/GMerc063.htm BID. Oportunidades del Mercado Mexicano para Cuero y sus Productos, ene. 2006. Recuperado el 30 de Enero de 2006 del sitio web de Proexport: http://www.proexport.com.co/VBeContent/NewsDetail.asp?ID=3554&IDCompany=16 --------. Oportunidades del Mercado Costarricense para Manufacturas de Cuero, ene. 2006. Recuperado el 30 de Enero de 2006 del sitio web de Proexport: http://www.proexport.com.co/vbecontent/newsdetail.asp?ID=4414&IDCompany=16&Source=ExpiredNews --------. Oportunidades del Mercado Salvadoreño para las Manufacturas de Cuero, ene. 2006. Recuperado el 30 de Enero de 2006 del sitio web de Proexport: http://www.proexport.com.co/VBeContent/NewsDetail.asp?ID=3717&IDCompany=16 --------. Oportunidades del Mercado Hondureño para las Manufacturas de Cuero, ene. 2006. Recuperado el 30 de Enero de 2006 del sitio web de Proexport: http://www.proexport.com.co/VBeContent/NewsDetail.asp?ID=3718&IDCompany=16 --------. Oportunidades del Mercado Chileno para calzado en Cuero para Hombre y Mujer, ene. 2006. Recuperado el 30 de Enero de 2006 del sitio web de Proexport: http://www.proexport.com.co/VBeContent/NewsDetail.asp?ID=3378&IDCompany=16 --------. Oportunidades del Mercado Canadiense para Artículos de Cuero, ene. 2006. Recuperado el 30 de Enero de 2006 del sitio web de Proexport: http://www.proexport.com.co/VBeContent/NewsDetail.asp?ID=3830&IDCompany=16 BPR Asociados Risk Management. Cuero, Curtiembres y Marroquinería, 2004. Bogotá, Base de Datos de la Facultad de Administración de la Universidad de los Andes. CARTA de Luis Gustavo Flórez, Presidente Ejecutivo de ACICAM, 6 de Febrero de 2003. Recuperado el 20 de Febrero de 2006 del sitio web de Mincomercio: http://72.14.203.104/search?q=cache:dIgsqDHUCIAJ:www.mincomercio.gov.co/VBeContent/Documentos/negociaciones/TLC/7_documentosrelacionados/comunicacionesapoyo/ACICAM.pdf+&hl=es&gl=co&ct=clnk&cd=1

11.06(10)34
124
COLOMBIA. DNP. Cuero, calzado e industria marroquinera, 2004. Recuperado el 13 de Febrero de 2006 del sitio web: http://www.dnp.gov.co/archivos/documentos/DDE_Desarrollo_Emp_Industria/Cueros.pdf COLOMBIA. MINISTERIO DE COMERCIO, INDUSTRIA Y TURISMO. Acuerdos y Preferencias Arancelarias, jun. 2005. Recuperado el 15 de Marzo de 2006 del sitio web de Mincomercio: http://www.mincomercio.gov.co/VBeContent/tlc/newsdetail.asp?id=3850&idcompany=37&idcompany=37 COLOMBIA. PRESIDENCIA DE LA REPÚBLICA. Exportaciones de cuero y calzado crecieron 17 por ciento, ene. 2005. Recuperado el 3 de Febrero de 2006 del sitio web: http://cne.presidencia.gov.co/sne/2005/enero/28/02282005.htm CORRAL, Luis Carlos y PENING, Jean Philippe. Evaluación económica de los proyectos de mejoramiento continuo. En: Planeación y Desarrollo: Industria colombiana, desarrollo tecnológico y competitividad. Vol. 29, No. 1 (ene. – mar. 1998); p. 205-231 COSTAS RODA, Sandra. El Mercado de la Marroquinería en China, jun. 2004 (bajo la supervisión de la Oficina Económica y Comercial de la Embajada de España en Pekín). Recuperado el 1 de Febrero de 2006 del sitio web de Proexport: http://www.proexport.com.co/VBeContent/library/documents/DocNewsNo5651DocumentNo4724.PDF DEFINICIÓN DE productividad, s.f. Recuperada el 4 de marzo de 2006 del sitio web: http://www.definicion.org/productividad ESTRADA NIETO, Hugo. El mejoramiento continuo, un camino hacia la excelencia: convierta su empresa en una empresa de clase mundial. 1995. Videograbación 40min (VHS), Producciones Paris & Benavides, Video y Multimedia Comunicación Empresarial. GESTIÓN DE la calidad total, jun. 2004. Recuperado el 18 de Octubre de 2005 del sitio web de Tecnociencia: http://www.tecnociencia.es/especiales/sistemas_gestion/calidad/3.htm# GRACIA ALAGÓN, Daniel. El Mercado de Marroquinería en Japón, dic. 2004 (bajo la supervisión de la Oficina Económica y Comercial de la Embajada de España en Tokio). Recuperado el 1 de Febrero de 2006 del sitio web de Proexport: http://www.proexport.com.co/VBeContent/library/documents/DocNewsNo5658DocumentNo4730.PDF GRISALES, Natalia Cristina. El cuero y la marroquinería también están de moda, 2005. Recuperado el 3 de Marzo de 2006 del sitio web del periódico El Colombiano: http://www.elcolombiano.com/proyectos/Colombiamoda2005/historias/cueromoda.htm IMAI, Masaaki. Cómo implementar el kaizen en el sitio de trabajo (gemba): un sistema gerencial efectivo, a bajo costo y de sentido común. Bogotá: Mc Graw Hill, 1998. 304 p. --------. Kaizen: la clave de la ventaja competitiva japonesa. México: Compañía Editorial Continental, 1990. 301 p. INSTITUTO COLOMBIANO DE NORMAS TÉCNICAS. Compendio – Tesis y otros Trabajos de Grado. Quinta actualización. Bogotá: ICONTEC, 2002. 34 p. NTC 1486.

11.06(10)34
125
--------. --------. Segunda actualización. Bogotá: ICONTEC, 2002. 4 p. NTC 1075. --------. --------. Segunda actualización. Bogotá: ICONTEC, 2002. 7 p. NTC 1487. --------. --------. Segunda actualización. Bogotá: ICONTEC, 2002. 15 p. NTC 1160. --------. --------. Segunda actualización. Bogotá: ICONTEC, 2002. 21 p. NTC 1308. --------. --------. Bogotá: ICONTEC, 2002. 23 p. NTC 4490. JOHNSON, Gerry y SCHOLES Kevan. Dirección Estratégica. 5 ed. Madrid: Ediciones Prentice Hall, 2001. Traducido al español por Yago Moreno. p. 111-125 LEFCOVICH, Mauricio. Preguntas más frecuentes sobre kaizen, 2005. Recuperado el 21 de Enero de 2006 del sitio web: http://www.sappiens.com/sappiens/comunidades/gcalarti.nsf/Preguntas%20m%C3%A1s%20frecuentes%20sobre%20Kaizen/CDDE2C3AC963D271C1256FBD00605281!opendocument --------. Kaizen - La Mejora Continua aplicada en la Calidad, Productividad y Reducción de Costos, s.f. Recuperado el 9 de Enero de 2006 del sitio web de monografias.com: http://www.monografias.com/trabajos14/kaizencostos/kaizencostos.shtml --------. El kaizen en las pymes: El caso de una fábrica de pastas frescas, 2005. Recuperado el 23 de Enero de 2005 del sitio web de pymes.com: http://www.portaldelaspymes.com/shop/detallenot.asp?notid=412 --------. Las 5 S Plus, s.f. Recuperado el 18 de Octubre de 2005 de http://www.tuobra.unam.mx/publicadas/040119152742.html --------. Kaizen – Detección, Prevención y Eliminación de Desperdicios: una estrategia para la reducción de costos, 2003. Recuperado el 18 de Octubre de 2005 del sitio web de monografias.com: http://www.monografias.com/trabajos15/kaizen-desperdicios/kaizen-desperdicios.shtml --------. El Kaizen en la gestión pública, 2003. Recuperado el 20 de Octubre de 2005 del sitio web: http://www.tuobra.unam.mx/publicadas/040119150618-T_iacute.html --------. El kaizen aplicado a instituciones financieras, 2003. Recuperado el 18 de Octubre de 2005 del sitio web de monografias.com: http://www.monografias.com/trabajos15/kaizen-financieras/kaizen-financieras.shtml#CAZANDO LEGISCOMEX. Manufacturas de Cuero en Europa, sep. 2005. Recuperado el 1 de Febrero de 2006 del sitio web de Proexport: http://www.proexport.com.co/VBeContent/library/documents/DocNewsNo5756DocumentNo5170.PDF LÓPEZ, Carlos. Los factores claves de éxito, s.f. Recuperado el 4 de Marzo de 2006 del sitio web de Gestiópolis: http://www.gestiopolis.com/canales/emprendedora/articulos/31/claves.htm MACHADO, Oscar Rubén. Cultura Industrial, s.f. Recuperado el 5 de Febrero de 2006 del sitio web: http://www.analitica.com/bitblioteca/omachado/calidad.asp

11.06(10)34
126
MARIÑO, Hernando. Un modelo de mejoramiento continuo. Bogotá: Mariño y Cía., 1993. 211 p. PELAYO, Carmen María. La competitividad, s.f. Recuperado el 4 de marzo de 2006 del sitio web de monografias.com: http://www.monografias.com/trabajos/competitividad/competitividad.shtml PÉREZ LLANES, Roberto. El sector del cuero y derivados intenta construir una cadena, 2003. Recuperado el 3 de Febrero de 2006 del sitio web: http://www.uasb.edu.bo/universidad/fai_docs/Caso_Cadena%20del%20Cuero%20y%20sus%20Derivados.pdf PINEDA MANDUJANO, Karla. Manufactura esbelta, s.f. Recuperado el 15 de Enero de 2006 del sitio web de monografías.com: http://www.monografias.com/trabajos14/manufact-esbelta/manufact-esbelta.shtml POMBO, Nicolás. Caso descriptivo: una experiencia de Smurfit Cartón de Colombia, 1998. Recuperado el 13 de Enero de 2005 del sitio web de CECODES: http://www.cecodes.org.co/ecoeficiencia/1998/smurfit.htm PORTER, Michael E. Ventaja competitiva: creación y sostenimiento de un desempeño superior (traducido al español por José Pecina). México: Compañía Editorial Continental, 2004. 556 p. --------. Estrategia competitiva: técnicas para el análisis de los sectores industriales y de la competencia (traducido al español por María Elena Rosas). México: Compañía Editorial Continental, 2002. 389 p. PROEXPORT. Acceso al Mercado de Estados Unidos, dic. 2005. Recuperado el 3 de Febrero de 2006 del sitio web: http://www.proexport.com.co/VBeContent/NewsDetail.asp?ID=1158&IDCompany=16 PROEXPORT y BANCOLDEX. Cuero y Manufacturas, 2004. Recuperado el 1 de Febrero de 2006 del sitio web: http://www.coinvertir.org/html/cache/gallery/GC-3/G-8/Cuero%20y%20Manufacturas04.xls RUIZ VILLAR, María Cristina y DÍAZ CERÓN, Ana María. Mejora continua y productividad, s.f. Recuperado el 19 de Enero de 2006 del sitio web: http://www.uv.mx/iiesca/revista2/ana2.html SÁNCHEZ BARRERA, Erika et al. Los retos de la cadena del cuero, sus manufacturas y el calzado en el siglo XXI. Bogotá: Mindesarrollo, 2001. 160 p. SERNA GÓMEZ, Humberto. Los equipos de mejoramiento continuo: una estrategia para la calidad y excelencia en el servicio. Bogotá: Uniandes 1991. 131 p. UNITED STATES. U.S. ENVIRONMENTAL PROTECTION AGENCY. Lean and environment toolkit, 2006. 90 p. VÁSQUEZ, Ana María. El ciclo de la mejora continua, 2000. Recuperado el 12 de Enero de 2005 del sitio web: http://www.estrucplan.com.ar/articulos/verarticulo.asp?IDArticulo=180
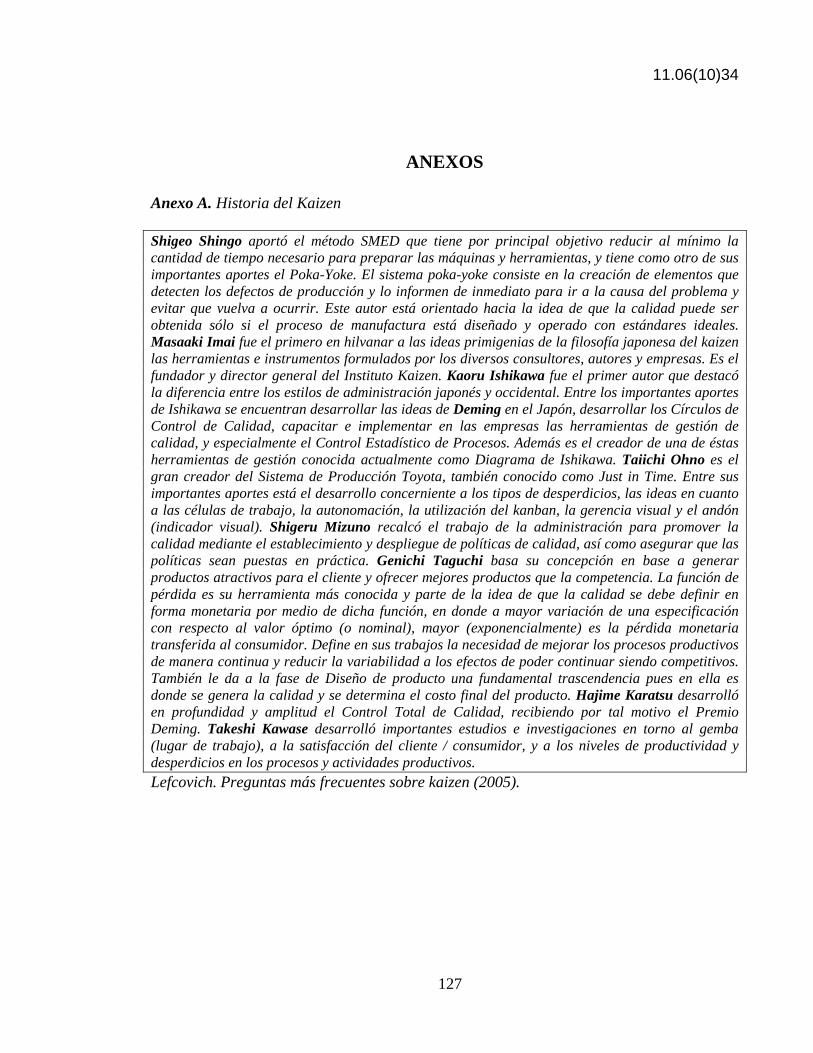
11.06(10)34
127
ANEXOS Anexo A. Historia del Kaizen Shigeo Shingo aportó el método SMED que tiene por principal objetivo reducir al mínimo la cantidad de tiempo necesario para preparar las máquinas y herramientas, y tiene como otro de sus importantes aportes el Poka-Yoke. El sistema poka-yoke consiste en la creación de elementos que detecten los defectos de producción y lo informen de inmediato para ir a la causa del problema y evitar que vuelva a ocurrir. Este autor está orientado hacia la idea de que la calidad puede ser obtenida sólo si el proceso de manufactura está diseñado y operado con estándares ideales. Masaaki Imai fue el primero en hilvanar a las ideas primigenias de la filosofía japonesa del kaizen las herramientas e instrumentos formulados por los diversos consultores, autores y empresas. Es el fundador y director general del Instituto Kaizen. Kaoru Ishikawa fue el primer autor que destacó la diferencia entre los estilos de administración japonés y occidental. Entre los importantes aportes de Ishikawa se encuentran desarrollar las ideas de Deming en el Japón, desarrollar los Círculos de Control de Calidad, capacitar e implementar en las empresas las herramientas de gestión de calidad, y especialmente el Control Estadístico de Procesos. Además es el creador de una de éstas herramientas de gestión conocida actualmente como Diagrama de Ishikawa. Taiichi Ohno es el gran creador del Sistema de Producción Toyota, también conocido como Just in Time. Entre sus importantes aportes está el desarrollo concerniente a los tipos de desperdicios, las ideas en cuanto a las células de trabajo, la autonomación, la utilización del kanban, la gerencia visual y el andón (indicador visual). Shigeru Mizuno recalcó el trabajo de la administración para promover la calidad mediante el establecimiento y despliegue de políticas de calidad, así como asegurar que las políticas sean puestas en práctica. Genichi Taguchi basa su concepción en base a generar productos atractivos para el cliente y ofrecer mejores productos que la competencia. La función de pérdida es su herramienta más conocida y parte de la idea de que la calidad se debe definir en forma monetaria por medio de dicha función, en donde a mayor variación de una especificación con respecto al valor óptimo (o nominal), mayor (exponencialmente) es la pérdida monetaria transferida al consumidor. Define en sus trabajos la necesidad de mejorar los procesos productivos de manera continua y reducir la variabilidad a los efectos de poder continuar siendo competitivos. También le da a la fase de Diseño de producto una fundamental trascendencia pues en ella es donde se genera la calidad y se determina el costo final del producto. Hajime Karatsu desarrolló en profundidad y amplitud el Control Total de Calidad, recibiendo por tal motivo el Premio Deming. Takeshi Kawase desarrolló importantes estudios e investigaciones en torno al gemba (lugar de trabajo), a la satisfacción del cliente / consumidor, y a los niveles de productividad y desperdicios en los procesos y actividades productivos. Lefcovich. Preguntas más frecuentes sobre kaizen (2005).
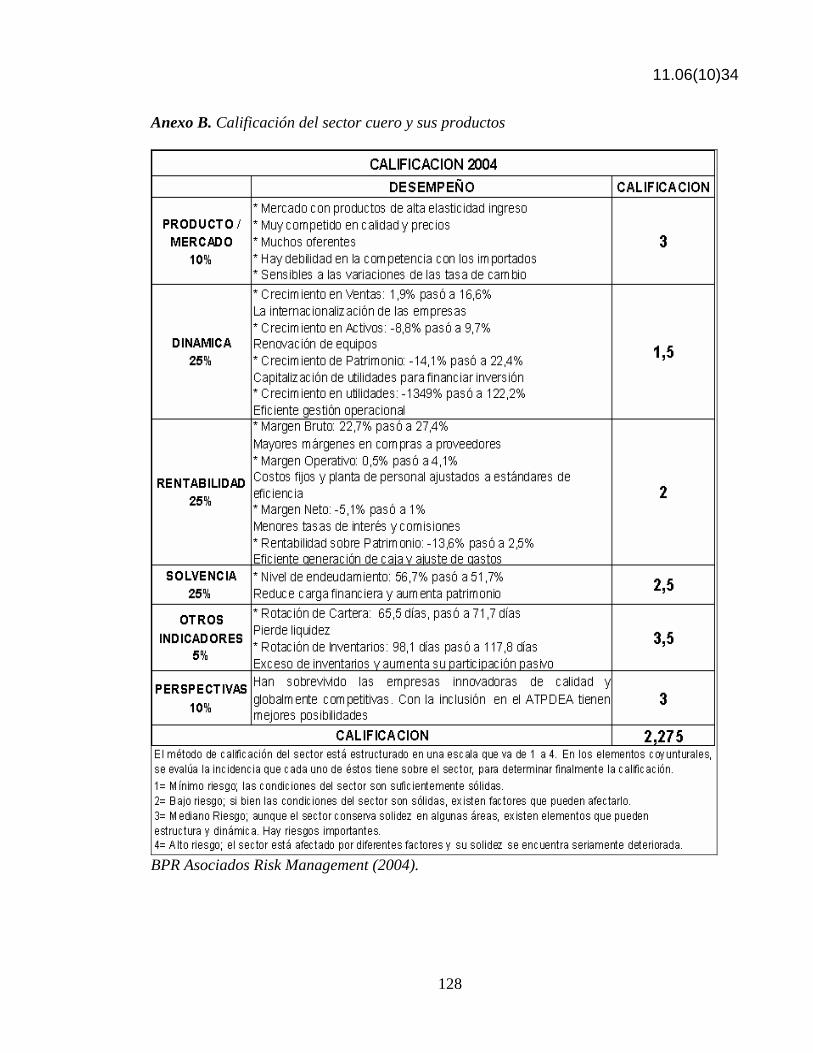
11.06(10)34
128
Anexo B. Calificación del sector cuero y sus productos
BPR Asociados Risk Management (2004).

11.06(10)34
129
Anexo C. Posición de ACICAM frente al TLC con Estados Unidos Opinión del sector privado Asociación Colombiana de Industriales del Calzado, el Cuero y sus Manufacturas (Acicam) Consideraciones generales sobre el impacto de la firma del TLC con EE.UU en la cadena del cuero En el ámbito sectorial, Acicam considera que las negociaciones de un acuerdo bilateral con Estados Unidos traerán beneficios para las empresas de la cadena del cuero, manufacturas de cuero y calzado. Si bien la renovación del Atpdea para las manufacturas de cuero y la ampliación para incluir el calzado, le dio una señal positiva al sector, la negociación y posterior firma del TLC contribuirá a dar la continuidad y estabilidad necesarias para proyectar con mayor certidumbre la actividad exportadora. I. Posición de Acicam frente al TLC con EE.UU Objetivos de la firma del acuerdo 1. Lograr el acceso preferencial al mercado norteamericano en el menor tiempo posible, para la totalidad de los productos de los capítulos 41, 42 y 64. 2. Lograr un Programa de Liberación del comercio que sea simétrico entre los materiales e insumos de la cadena y los productos finales. Los artículos de marroquinería y calzado, usan materiales de los sectores químico, petroquímico, plástico, textil y metalmecánico. Para Acicam, un programa de liberación rápido en productos finales y lento en materiales e insumos constituye una perdida de competitividad de la producción. 3. Ampliar el comercio entre los dos países, por cuanto una gran proporción de los materiales e insumos utilizados por la industria del calzado y la marroquinería, se importan o se pueden importar de los Estados Unidos. Del análisis del comercio bilateral se desprende que existe una alta demanda de materiales como colorantes, cintas, adhesivos, resinas, textiles, accesorios, repuestos y algunos tipos de cuero, entre otros, además del comercio que se observa de productos terminados. 4. Lograr una participación real y creciente en el mercado de los Estados Unidos, demanda un esfuerzo muy significativo y necesario para elevar la competitividad de la cadena productiva y lograr mayores economías de escala y de asociación. 5. Mejorar y profundizar la transferencia de tecnología y conocimientos desde Estados Unidos, así como los flujos de inversión de capital de largo plazo hacia el sector real. Consideraciones básicas En primer lugar debe señalarse que los factores que justificaron Atpdea, no han desaparecido. En efecto, el flagelo del narcotráfico que azota a nuestro país se mantiene activo y presente, inducido en mayor medida por las intensas corrientes de demanda del mercado norteamericano. Este factor básico de co-responsabilidad de nuestro futuro socio comercial debe trasladarse al nuevo ámbito de negociación del TLC, para que tenga una respuesta efectiva y se traduzca en compensaciones tangibles en el campo de los beneficios comerciales para las exportaciones colombianas a Estados Unidos. El TLC, de negociarse adecuadamente tras el reconocimiento real de las asimetrías de Colombia-Estados Unidos, es una de las herramientas efectivas para enfrentar la lucha contra las drogas ilícitas y el terrorismo, por cuanto permitirá la generación de empleo productivo y honesto en Colombia sin afectar puestos de trabajo en Estados Unidos y promoverá la inversión en el país. Consideraciones sectoriales La negociación y posterior firma del TLC con los Estados Unidos en lo que se refiere al calzado y las manufacturas de cuero, abrirá una ventana de oportunidad para la industria en Colombia que, debido a su
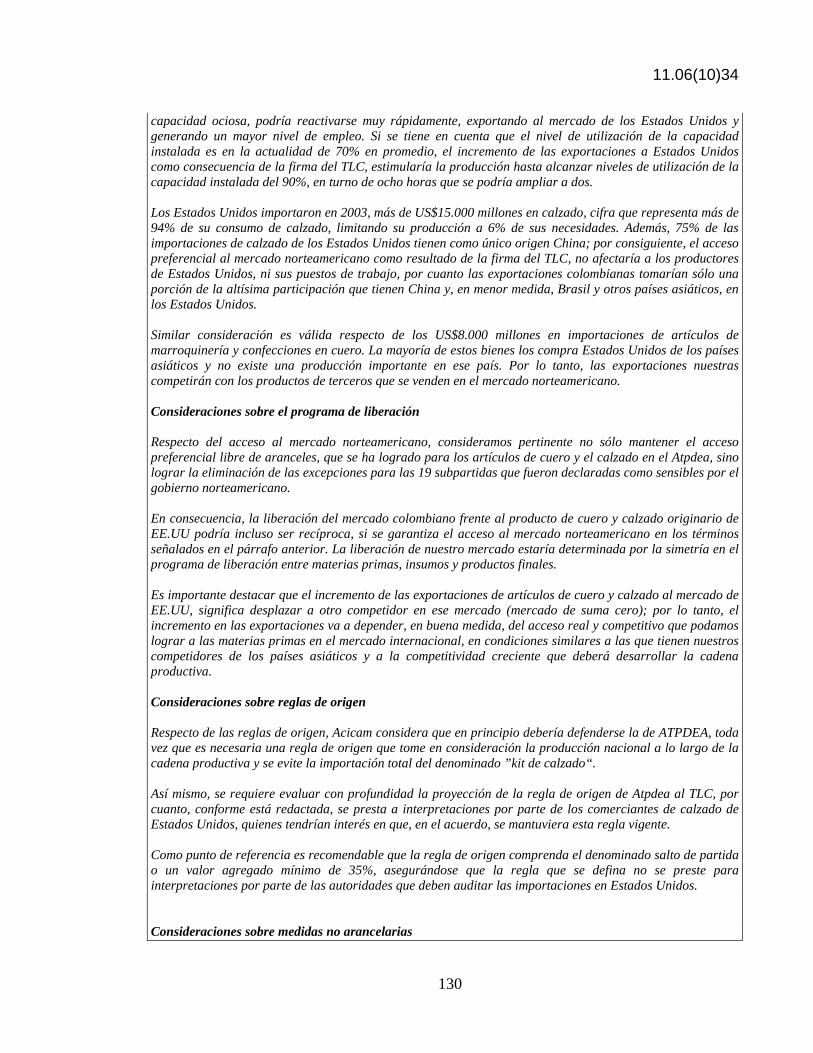
11.06(10)34
130
capacidad ociosa, podría reactivarse muy rápidamente, exportando al mercado de los Estados Unidos y generando un mayor nivel de empleo. Si se tiene en cuenta que el nivel de utilización de la capacidad instalada es en la actualidad de 70% en promedio, el incremento de las exportaciones a Estados Unidos como consecuencia de la firma del TLC, estimularía la producción hasta alcanzar niveles de utilización de la capacidad instalada del 90%, en turno de ocho horas que se podría ampliar a dos. Los Estados Unidos importaron en 2003, más de US$15.000 millones en calzado, cifra que representa más de 94% de su consumo de calzado, limitando su producción a 6% de sus necesidades. Además, 75% de las importaciones de calzado de los Estados Unidos tienen como único origen China; por consiguiente, el acceso preferencial al mercado norteamericano como resultado de la firma del TLC, no afectaría a los productores de Estados Unidos, ni sus puestos de trabajo, por cuanto las exportaciones colombianas tomarían sólo una porción de la altísima participación que tienen China y, en menor medida, Brasil y otros países asiáticos, en los Estados Unidos. Similar consideración es válida respecto de los US$8.000 millones en importaciones de artículos de marroquinería y confecciones en cuero. La mayoría de estos bienes los compra Estados Unidos de los países asiáticos y no existe una producción importante en ese país. Por lo tanto, las exportaciones nuestras competirán con los productos de terceros que se venden en el mercado norteamericano. Consideraciones sobre el programa de liberación Respecto del acceso al mercado norteamericano, consideramos pertinente no sólo mantener el acceso preferencial libre de aranceles, que se ha logrado para los artículos de cuero y el calzado en el Atpdea, sino lograr la eliminación de las excepciones para las 19 subpartidas que fueron declaradas como sensibles por el gobierno norteamericano. En consecuencia, la liberación del mercado colombiano frente al producto de cuero y calzado originario de EE.UU podría incluso ser recíproca, si se garantiza el acceso al mercado norteamericano en los términos señalados en el párrafo anterior. La liberación de nuestro mercado estaría determinada por la simetría en el programa de liberación entre materias primas, insumos y productos finales. Es importante destacar que el incremento de las exportaciones de artículos de cuero y calzado al mercado de EE.UU, significa desplazar a otro competidor en ese mercado (mercado de suma cero); por lo tanto, el incremento en las exportaciones va a depender, en buena medida, del acceso real y competitivo que podamos lograr a las materias primas en el mercado internacional, en condiciones similares a las que tienen nuestros competidores de los países asiáticos y a la competitividad creciente que deberá desarrollar la cadena productiva. Consideraciones sobre reglas de origen Respecto de las reglas de origen, Acicam considera que en principio debería defenderse la de ATPDEA, toda vez que es necesaria una regla de origen que tome en consideración la producción nacional a lo largo de la cadena productiva y se evite la importación total del denominado ”kit de calzado“. Así mismo, se requiere evaluar con profundidad la proyección de la regla de origen de Atpdea al TLC, por cuanto, conforme está redactada, se presta a interpretaciones por parte de los comerciantes de calzado de Estados Unidos, quienes tendrían interés en que, en el acuerdo, se mantuviera esta regla vigente. Como punto de referencia es recomendable que la regla de origen comprenda el denominado salto de partida o un valor agregado mínimo de 35%, asegurándose que la regla que se defina no se preste para interpretaciones por parte de las autoridades que deben auditar las importaciones en Estados Unidos. Consideraciones sobre medidas no arancelarias
11.06(10)34
131
Debido a que en Colombia se aplican precios estimados para las importaciones de calzado, ACICAM considera que debe insistirse en su vigencia, particularmente para el caso de neutralizar el impacto negativo en el mercado local de los saldos de colección. Sobre el etiquetado de calzado debe señalarse que ésta es una medida que aplican muchos países de América incluido Estados Unidos, Europa y Asia para protección del consumidor. Consideraciones en compras del sector público Acicam considera que es necesario lograr el acceso a las compras del sector público de los Estados Unidos a nivel federal y subfederal, en reciprocidad a la apertura que ha hecho Colombia para estas transacciones. De no lograrse esta apertura en los Estados Unidos, debería limitarse el acceso de la producción norteamericana a las compras del sector público colombiano. Consideraciones sobre medio ambiente y laborales Acicam considera que se debe aplicar la normativa nacional en cada país, aunque reconoce que puede haber problemas debido al incumplimiento de normas ambientales, particularmente en el segmento de las pequeñas curtiembres. Por esta razón debería establecerse un período de transición para adecuar nuestras producciones a sistemas más limpios y no contaminantes, y evitar el establecimiento de restricciones de acceso a los productos finales en ese mercado. En el área laboral, la alta informalidad de microempresas y pequeñas empresas en el sector, exigirá un cumplimiento gradual de la legislación. Consideraciones sobre lavado de activos Preocupa a Acicam, operaciones irregulares y posible lavado de dólares a través de compra de muy altos volúmenes de calzado en Panamá que luego son incorporados al mercado andino, mediante contrabando técnico, contrabando directo o aún por medios aparentemente normales de importación, causando un grave perjuicio a la producción subregional por su desplazamiento del mercado local. DNP (2004).

11.06(10)34
132
Anexo D. Layout planta de producción
Layout Planta Baja Layout Planta Alta
Elaborado por los autores (2006).

11.06(10)34
133
Anexo E. Posición de la empresa OMEGA en el Sector Cuero y sus Productos
BPR Asociados Risk Management (2004).

11.06(10)34
134
Anexo F. Layout celdas de producción estudiadas
Elaborado por los Autores (2006).

11.06(10)34
135
Anexo G. Fotos Implementación Programas de Mejoramiento Continuo
Campaña de expectativa SOLES
Capacitación Comité SOLES
Contenedores y guías para la Selección
Selección, Orden y Limpieza Moldes.
Orden y Limpieza

11.06(10)34
136
Compromiso de las celdas en el Programa SOLES
Capacitación y Buzón Programa Oportunidades de Mejora
Inauguración Programa Oportunidades de Mejora
Capacitación MECA Tablero Auditoría SOLES
Capacitación Programa Eliminación de Mudas
Fotos tomadas por los Autores (2006).

11.06(10)34
137
Anexo H. Formatos Programas de Mejoramiento Continuo
Formato Check-List Herramientas Programa SOLES Formato Auditoría Programa SOLES
Formato Programa Oportunidades de Mejora
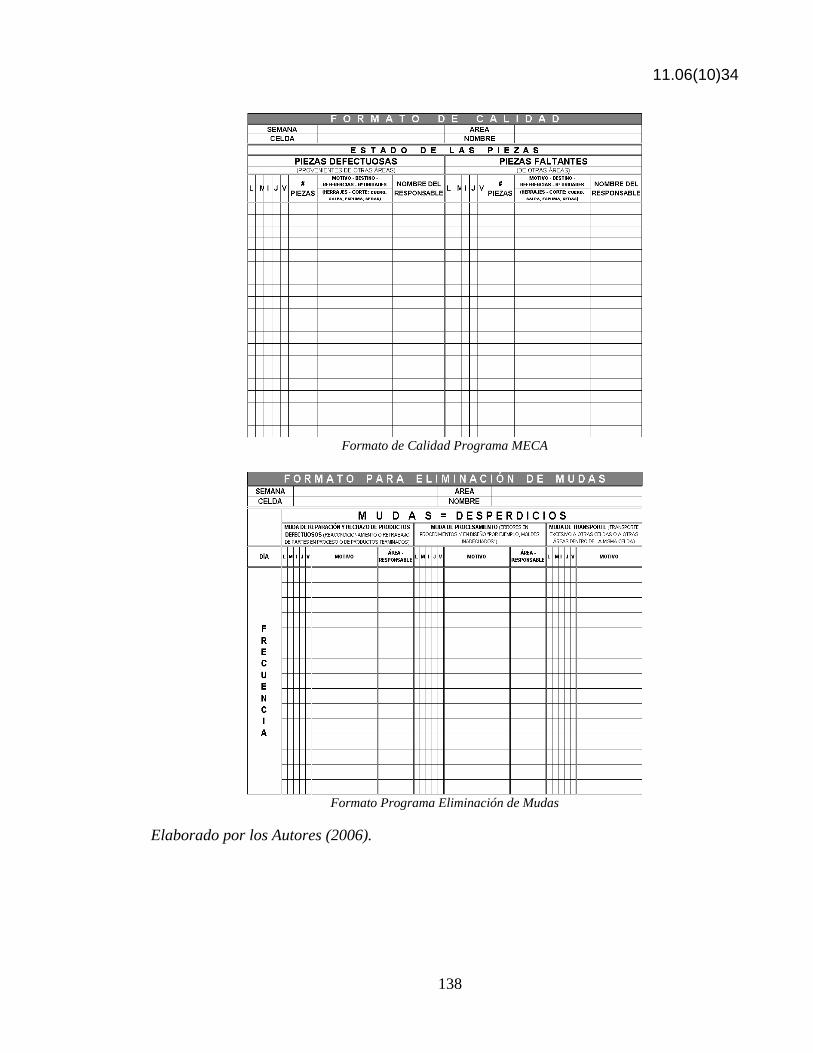
11.06(10)34
138
Formato de Calidad Programa MECA
Formato Programa Eliminación de Mudas
Elaborado por los Autores (2006).

11.06(10)34
139
Anexo I. Diagramas Ishikawa Programas de Mejoramiento Continuo
LLEGAN A LAS CELDAS LLEGAN A LAS CELDAS DE PRODUCCIÓN DE PRODUCCIÓN
ÓRDENES CON ÓRDENES CON PIEZAS PIEZAS FALTANTESFALTANTES
PROVENIENTES DE LA PROVENIENTES DE LA CELDA MADRE (DE CELDA MADRE (DE
CORTE)CORTE)
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Constantes horas extrageneran cansancio
Confusión entre ref.
El mismo colordel cuero
Trabajar en variastareas simultaneamente
Prioridades
Moldes no indicanclaramente la cantidad
de piezas a cortar por unidad
Moldes gastados
Viejos
Mal uso
A veces la orden de producción es
incompleta e informal
No muestra claramentela cantidad de unidades
Hacemuchocalor
Muchas piezascortadas sobrela misma mesa
Espacio insuficientepara colocar las piezas
Trabajadores estresadosy acosados
Se pide al trabajadorvelocidad en la operación
Clima laboral denso
Regaños constantesa los trabajadores
No alcanza el cueropara cortar el # de piezasnecesarias para producir
la orden
Mucho desperdicio
Cuero defectuoso
Errores en el corteSe desconoce la incidencia de envío de piezas faltantes y sus responsables de la
celda madre
No existen indicadoresde medición de piezas faltantes
No se reconviene a lostrabajadores que inciden
en el envío de piezas faltantes
No existen indicadoresde medición de trabajadores
incidentes
No siempre se haceverificación
de las piezas antes deenviarlas a las celdas
Trabajadores malcapacitados
Trabajadoresinconcientes
Trabajadoresdesconcentrados
No se revisael dato de cant. en
los moldes
Confianza en elconocimiento
Ref. nuevassin molde
Mal conteo delas piezas cortadasTrabajadores
distraídos
Se desconocenlos moldes delas ref. nuevas
Trabajadores malcapacitados
Conversación excesivaentre los trabajadores
El supervisor desconoce la frecuenciade piezas faltantes y los responsables
LLEGAN A LAS CELDAS LLEGAN A LAS CELDAS DE PRODUCCIÓN DE PRODUCCIÓN
ÓRDENES CON ÓRDENES CON PIEZAS PIEZAS FALTANTESFALTANTES
PROVENIENTES DE LA PROVENIENTES DE LA CELDA MADRE (DE CELDA MADRE (DE
CORTE)CORTE)
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Constantes horas extrageneran cansancio
Confusión entre ref.
El mismo colordel cuero
Trabajar en variastareas simultaneamente
Prioridades
Moldes no indicanclaramente la cantidad
de piezas a cortar por unidad
Moldes gastados
Viejos
Mal uso
A veces la orden de producción es
incompleta e informal
No muestra claramentela cantidad de unidades
Hacemuchocalor
Muchas piezascortadas sobrela misma mesa
Espacio insuficientepara colocar las piezas
Trabajadores estresadosy acosados
Se pide al trabajadorvelocidad en la operación
Clima laboral denso
Regaños constantesa los trabajadores
No alcanza el cueropara cortar el # de piezasnecesarias para producir
la orden
Mucho desperdicio
Cuero defectuoso
Errores en el corteSe desconoce la incidencia de envío de piezas faltantes y sus responsables de la
celda madre
No existen indicadoresde medición de piezas faltantes
No se reconviene a lostrabajadores que inciden
en el envío de piezas faltantes
No existen indicadoresde medición de trabajadores
incidentes
No siempre se haceverificación
de las piezas antes deenviarlas a las celdas
Trabajadores malcapacitados
Trabajadoresinconcientes
Trabajadoresdesconcentrados
No se revisael dato de cant. en
los moldes
Confianza en elconocimiento
Ref. nuevassin molde
Mal conteo delas piezas cortadasTrabajadores
distraídos
Se desconocenlos moldes delas ref. nuevas
Trabajadores malcapacitados
Conversación excesivaentre los trabajadores
El supervisor desconoce la frecuenciade piezas faltantes y los responsables
LLEGAN A LAS CELDAS LLEGAN A LAS CELDAS DE PRODUCCIÓN DE PRODUCCIÓN
ÓRDENES CON ÓRDENES CON PIEZAS PIEZAS DEFECTUOSAS DEFECTUOSAS
PROVENIENTES DE LA PROVENIENTES DE LA CELDA MADRE (DE CELDA MADRE (DE
CORTE)CORTE)
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Constantes horasextra generan
cansancio
Trabajar en variastareas simultaneamente
Prioridades
Troquelesgastados
Viejos
Mal uso
A veces la orden de producción es
incompleta e informal
Hacemuchocalor
Muchas piezascortadas sobrela misma mesa
Espacio insuficientepara colocar las piezas
Trabajadoresestresadosy acosados
Se pide altrabajador velocidad
en la operación
Clima laboraldenso
Regaños constantesa los trabajadores
No alcanza el cueropara cortar el # de piezasnecesarias para producir
la orden
Mucho desperdicio
Cuero defectuoso
Errores en el corte
Se desconoce la incidencia de envío de piezas defectuosas y
sus responsables de la celda madre
No existen indicadoresde medición de piezas defectuosas
No se reconviene a lostrabajadores que inciden
en el envío de piezas defectuosas
No existen indicadoresde medición de trabajadores
incidentes
No siempre se haceverificación
de las piezas antes deenviarlas a las celdas
Trabajadores malcapacitados
Trabajadoresinconcientes
Trabajadoresdesconcentrados
Se utilizantroqueles de
diferentes ref.
Por pereza
Ref. nuevassin molde
Se utilizan retazos viejosque no coinciden con eltono del resto de piezas
Trabajadoresdistraídos
Se desconocenlos moldes delas ref. nuevas
Trabajadores malcapacitados
Conversación excesivaentre los trabajadores
No existen troquelesde algunas ref.
Se corta MPdefectuosa
No existe un estándarde MP conforme
Troqueladorasin presión
Falta decalibración
Cuchillasgastadas
No existe un manualestándar de operación
No se dan a conocerlos cambios a las ref.
A veces no se revisa si el producto es exportación,
para ajustar sus características
A veces no secomparan las
tonalidades del cueroA veces no se revisa
que las sedas cortadasno estén defectuosas
Puntos
Manchas
Arrugas
Existe MP defectuosaen las celdas madre
Se acepta al proveedordefectos en la MP
El supervisor desconoce la frecuenciade piezas defectuosas y los responsables
LLEGAN A LAS CELDAS LLEGAN A LAS CELDAS DE PRODUCCIÓN DE PRODUCCIÓN
ÓRDENES CON ÓRDENES CON PIEZAS PIEZAS DEFECTUOSAS DEFECTUOSAS
PROVENIENTES DE LA PROVENIENTES DE LA CELDA MADRE (DE CELDA MADRE (DE
CORTE)CORTE)
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE
Constantes horasextra generan
cansancio
Trabajar en variastareas simultaneamente
Prioridades
Troquelesgastados
Viejos
Mal uso
A veces la orden de producción es
incompleta e informal
Hacemuchocalor
Muchas piezascortadas sobrela misma mesa
Espacio insuficientepara colocar las piezas
Trabajadoresestresadosy acosados
Se pide altrabajador velocidad
en la operación
Clima laboraldenso
Regaños constantesa los trabajadores
No alcanza el cueropara cortar el # de piezasnecesarias para producir
la orden
Mucho desperdicio
Cuero defectuoso
Errores en el corte
Se desconoce la incidencia de envío de piezas defectuosas y
sus responsables de la celda madre
No existen indicadoresde medición de piezas defectuosas
No se reconviene a lostrabajadores que inciden
en el envío de piezas defectuosas
No existen indicadoresde medición de trabajadores
incidentes
No siempre se haceverificación
de las piezas antes deenviarlas a las celdas
Trabajadores malcapacitados
Trabajadoresinconcientes
Trabajadoresdesconcentrados
Se utilizantroqueles de
diferentes ref.
Por pereza
Ref. nuevassin molde
Se utilizan retazos viejosque no coinciden con eltono del resto de piezas
Trabajadoresdistraídos
Se desconocenlos moldes delas ref. nuevas
Trabajadores malcapacitados
Conversación excesivaentre los trabajadores
No existen troquelesde algunas ref.
Se corta MPdefectuosa
No existe un estándarde MP conforme
Troqueladorasin presión
Falta decalibración
Cuchillasgastadas
No existe un manualestándar de operación
No se dan a conocerlos cambios a las ref.
A veces no se revisa si el producto es exportación,
para ajustar sus características
A veces no secomparan las
tonalidades del cueroA veces no se revisa
que las sedas cortadasno estén defectuosas
Puntos
Manchas
Arrugas
Existe MP defectuosaen las celdas madre
Se acepta al proveedordefectos en la MP
El supervisor desconoce la frecuenciade piezas defectuosas y los responsables

11.06(10)34
140
Se aprende a elaborar las nuevas colecciones sobre la marcha
No se dan a conocerlos cambios a las ref.
Descuido
EL % DE TMNP EL % DE TMNP REPRESENTA UN 35% REPRESENTA UN 35%
DEL TIEMPO DEL TIEMPO DISPONIBLE EN CADA DISPONIBLE EN CADA
CELDA DE PRODUCCIÓNCELDA DE PRODUCCIÓN
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE Trabajar en varias tareas simultaneamente
Prioridades
Troquelesgastados dejan piezas torcidas
Viejos
Mal uso
A veces la orden de producción es
incompleta e informal
Mucho calor
Muchas piezassobre la misma
mesaEspacio insuficiente
para colocar las piezas
Clima laboraldenso
Trabajadores no comentanlas oportunidades de mejora
en la elaboración del producto
Trabajadores noconfían en lasupervisora
Búsqueda deherramientas
Algunos puestos detrabajo con herramienta
incompleta
Se desconoce el impacto
real de los tiempos muertos
sobre la productividad
No existen indicadoresde medición y análisis
de tiempos
Trabajadoresmal
capacitados
Trabajadores inconcientes
Trabajadoresdesconcentrados
Transporteexcesivo
Piezasfaltantes / defectuosas
Demasiado tiempode alistamiento
Trabajadoresdistraídos
Piezas refundidas
Conversación excesivaentre los trabajadores
Ir al baño
En ocasionesfalla la máquina
de broches
Desbastadoradaña algunas
piezas
No existe un manualestándar de operación
Armado asume tareasde rectificación de piezas
troqueladas
Piezas mal troqueladasPiezas defectuosasy faltantes llegan a
las celdas de producción
Prolongación del tiempo que toma una tarea para evitar que se asigne mas
trabajo
No se hace verificaciónde las piezas antes de
enviarlas a la siguiente área
Retrabajopor error
Búsqueda deherramienta
Errores
Búsquedade moldes
Trabajadoresinconcientes
Desorden en el Gemba
Preguntas sobreel proceso
Conteo reiterado
Piezasfaltantes
Troquelestorcidos
Falta de capacitación
Préstamos deherramienta a otras áreas
Herraje incompletoy defectuoso llega a
las celdas de producción
Concentraciónde máquinas
Poca ventilación
Tomafrecuentede líquido
Calor excesivo
Materia prima a vecesno se encuentra disponible
Alto volumen de la música
Trabajadores no siempresiguen instrucciones
Descalibrada
El criterio de conformidad de las piezas no está estandarizado
El depto de Diseño no tiene tiempo
Constantes horas extra generan inactividad
Se aprende a elaborar las nuevas colecciones sobre la marcha
No se dan a conocerlos cambios a las ref.
Descuido
EL % DE TMNP EL % DE TMNP REPRESENTA UN 35% REPRESENTA UN 35%
DEL TIEMPO DEL TIEMPO DISPONIBLE EN CADA DISPONIBLE EN CADA
CELDA DE PRODUCCIÓNCELDA DE PRODUCCIÓN
MATERIALESMEDICIÓNMANO DE OBRA
MÉTODOMÁQUINAM. AMBIENTE Trabajar en varias tareas simultaneamente
Prioridades
Troquelesgastados dejan piezas torcidas
Viejos
Mal uso
A veces la orden de producción es
incompleta e informal
Mucho calor
Muchas piezassobre la misma
mesaEspacio insuficiente
para colocar las piezas
Clima laboraldenso
Trabajadores no comentanlas oportunidades de mejora
en la elaboración del producto
Trabajadores noconfían en lasupervisora
Búsqueda deherramientas
Algunos puestos detrabajo con herramienta
incompleta
Se desconoce el impacto
real de los tiempos muertos
sobre la productividad
No existen indicadoresde medición y análisis
de tiempos
Trabajadoresmal
capacitados
Trabajadores inconcientes
Trabajadoresdesconcentrados
Transporteexcesivo
Piezasfaltantes / defectuosas
Demasiado tiempode alistamiento
Trabajadoresdistraídos
Piezas refundidas
Conversación excesivaentre los trabajadores
Ir al baño
En ocasionesfalla la máquina
de broches
Desbastadoradaña algunas
piezas
No existe un manualestándar de operación
Armado asume tareasde rectificación de piezas
troqueladas
Piezas mal troqueladasPiezas defectuosasy faltantes llegan a
las celdas de producción
Prolongación del tiempo que toma una tarea para evitar que se asigne mas
trabajo
No se hace verificaciónde las piezas antes de
enviarlas a la siguiente área
Retrabajopor error
Búsqueda deherramienta
Errores
Búsquedade moldes
Trabajadoresinconcientes
Desorden en el Gemba
Preguntas sobreel proceso
Conteo reiterado
Piezasfaltantes
Troquelestorcidos
Falta de capacitación
Préstamos deherramienta a otras áreas
Herraje incompletoy defectuoso llega a
las celdas de producción
Concentraciónde máquinas
Poca ventilación
Tomafrecuentede líquido
Calor excesivo
Materia prima a vecesno se encuentra disponible
Alto volumen de la música
Trabajadores no siempresiguen instrucciones
Descalibrada
El criterio de conformidad de las piezas no está estandarizado
El depto de Diseño no tiene tiempo
Constantes horas extra generan inactividad
Elaborado por los Autores (2006).


















