
UTILIZAÇÃO DO ALGORITMO NO CEP E SUA CONFIABILIDADE NOS PROCESSOS ... · utilizaÇÃo do...
18
UTILIZAÇÃO DO ALGORITMO NO CEP E SUA CONFIABILIDADE NOS PROCESSOS INDUSTRIAIS, APLICADO EM CONTROLE DE TORQUE: ESTUDO DE CASO DO PÓLO DE DUAS RODAS. David Barbosa de Alencar (ITEGAM) Francisco Erberson Albuquerque (UFAM) Jandecy Cabral Leite (ITEGAM) Paulo Henrique de Lima Maciel (ITEGAM) Resumo A utilização do Controle Estatístico do Processo (CEP) é incontestavelmente crucial no processo produtivo, e a competitividade exige a melhoria contínua na aplicação dessa ferramenta, em contrapartida, os paradigmas de adotar novas metodoloogias são evidentes e muito discutidos. Este artigo mostra que a utilização de ferramentas computacionais como auxilio na aplicação do CEP tem se mostrado uma tendência obrigatória. Este trabalho apresenta através de uma aplicação simplificada e acessível, a utilização de um algoritmo no CEP e avalia sua confiabilidade nos processos industriais. A abordagem proposta é ilustrada através de um estudo de caso aplicado em uma empresa do pólo de duas rodas do Pólo Industrial de Manaus. Palavras-chaves: Controle estatístico do processo, processo produtivo, Algoritmo. 12 e 13 de agosto de 2011 ISSN 1984-9354
Transcript of UTILIZAÇÃO DO ALGORITMO NO CEP E SUA CONFIABILIDADE NOS PROCESSOS ... · utilizaÇÃo do...

UTILIZAÇÃO DO ALGORITMO NO CEP
E SUA CONFIABILIDADE NOS
PROCESSOS INDUSTRIAIS, APLICADO
EM CONTROLE DE TORQUE: ESTUDO
DE CASO DO PÓLO DE DUAS RODAS.
David Barbosa de Alencar
(ITEGAM)
Francisco Erberson Albuquerque
(UFAM)
Jandecy Cabral Leite
(ITEGAM)
Paulo Henrique de Lima Maciel
(ITEGAM)
Resumo A utilização do Controle Estatístico do Processo (CEP) é
incontestavelmente crucial no processo produtivo, e a competitividade
exige a melhoria contínua na aplicação dessa ferramenta, em
contrapartida, os paradigmas de adotar novas metodoloogias são
evidentes e muito discutidos. Este artigo mostra que a utilização de
ferramentas computacionais como auxilio na aplicação do CEP tem se
mostrado uma tendência obrigatória. Este trabalho apresenta através
de uma aplicação simplificada e acessível, a utilização de um
algoritmo no CEP e avalia sua confiabilidade nos processos
industriais. A abordagem proposta é ilustrada através de um estudo de
caso aplicado em uma empresa do pólo de duas rodas do Pólo
Industrial de Manaus.
Palavras-chaves: Controle estatístico do processo, processo produtivo,
Algoritmo.
12 e 13 de agosto de 2011
ISSN 1984-9354

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
2
1. INTRODUÇÃO
O objetivo comum das empresas é a busca pela manutenção e melhoria da qualidade dos seus
produtos e serviços através de ferramentas especificas para o controle da qualidade.
Betersfield (1986), a qualidade é o conjunto de características de um produto ou serviço que
contribui para a satisfação dos clientes. Montgomery (1996), se um produto corresponde às
exigências do consumidor, ele deve estar sendo produzido em um processo estável e
replicável, ou seja, trabalhar com pouca variabilidade, em torno das dimensões nominais
exigidas em relação às características exigidas para a qualidade do processo. Controlar um
processo é acima de tudo controlar a qualidade deste. Juran (1993) define controle de
qualidade como um processo gerencial composto pelas seguintes etapas: Avaliação do
desempenho real da qualidade, comparação do desempenho real com as suas metas e atuação
nas diferenças entre desempenho real e metas, logo, o conceito de controle é de manter o
status quo, isto é, de manter o processo em seu estado planejado de modo que ele continue
capaz de atingir as suas metas planejadas. A utilização de técnicas e métodos para o controle e
redução da variabilidade torna-se crucial para a geração de ações de otimização dos
processos. O Controle Estatístico de Processos é considerado uma das formas de controle do
processo preventivo. Resumidamente constitui-se da utilização de técnicas estatísticas para se
controlar o processo. Por técnicas estatísticas entende-se a coleta, representação e análise de
dados de um processo (OWEN, 1989). A utilização de gráficos de controle estatístico de
qualidade é uma maneira simples e eficiente para o monitoramento da estabilidade de um
procedimento analítico e para verificações intermediárias, realizadas para manutenção da
confiança no status de calibração de equipamentos de medição, a partir do momento em que
as rotinas do processo já estejam definidas Os Gráficos de controle estatístico da qualidade
podem ser gerados manualmente (ainda muito usado) ou computacionalmente. A utilização de
algoritmo no CEP nas empresas ainda é um assunto pouco explorado, muitas vezes por falta
de confiabilidade no método e desconhecimento do assunto, oriundos da falta de estudos que
norteie esta aplicação.
Este artigo apresenta a utilização de um algoritmo no CEP e avalia sua confiabilidade nos
processos industriais. A abordagem proposta é ilustrada através de um estudo de caso
aplicado em uma empresa do pólo de duas rodas.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
3
2. CONTROLE ESTATÍSTICO DE PROCESSO (CEP)
É um conjunto de ferramentas que utiliza técnicas estatísticas para analisar o comportamento
do processo de fabricação para efetuar ações corretivas de melhoria, permitindo mantê-los
dentro de condições preestabelecidas. Cavanagh et al (2001), controle significa a capacidade
de manter um processo dentro de uma faixa de variação previsível. O Controle Estatístico de
Processo abrange a coleta, a análise e a interpretação de dados com a finalidade de resolver
um problema particular (PARANTHAMAN, 1990). O objetivo do CEP é “auxiliar na
obtenção dos padrões especificados de qualidade e reduzir a variabilidade em torno dos
padrões especificados” (REIS, 2001).
A variabilidade não pode ser eliminada, mas pode ser conhecida e controlada. “Quando
somente causas comuns (controláveis ou atribuíveis) afetam o processo, ele é dito controlável
e previsível”. Assim, o Processo se considera sob Controle Estatístico quando a variabilidade
do mesmo é atribuída unicamente ao processo (causas comuns), enquanto que o Processo se
considera fora de Controle Estatístico quando a variabilidade deste se deve a causas especiais
de variação, sendo que as causas ocorrem de forma imprevisível gerando instabilidade no
processo.
2.1 Ferramentas do Controle Estatístico de Processo: Gráficos de Controle
Ferramentas do CEP têm como objetivo a manutenção e melhoria dos processos, dentre essas
ferramentas destacamos os gráficos de controle. Levine et. al.( 2000), gráfico de controle é
um meio de monitorar as variações nas características de um produto ou serviço, focalizando
a dimensão do tempo no qual o sistema produz produtos ou serviços, e estudando a natureza
da variabilidade no sistema.
O gráfico de controle pode ser utilizado para estudar o desempenho e/ou para avaliar
condições atuais. Os dados coletados por meio de um gráfico de controle são a base para
informação para melhoria do processo. Estes oferecem uma exposição visual dos dados que
representam um processo, o foco principal do gráfico de controle é a tentativa de separar as
causas de variações especiais (ou identificáveis), das causas de variações comuns ou devidas
ao acaso.Conhecer a distinção entre as duas causas de variação é imprescindível, uma vez que
causas especiais de variações são consideradas como sendo aquelas que não fazem parte de
um processo e são passíveis de correção ou exploração sem modificar o sistema, enquanto as
causas comuns de variação somente podem ser reduzidas por meio de modificações no

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
4
sistema. A forma mais comum de gráficos de controle irá fixar limites de controle que estão
entre ± 3 desvios padrões da medida estatística de interesse. Dessa forma, fica definido assim:
Média do processo ± 3 desvios padrões de modo que: Limite de controle superior (LCS) =
média do processo + 3 desvios padrões e Limite de controle inferior (LCI) = média do
processo – 3 desvios padrões. Tendo esses limites de controle ajustados, o gráfico de controle
é avaliado pela identificação de qualquer padrão que possa existir nos dados ao longo do
tempo e determinação de quaisquer pontos que fiquem fora dos limites de controle. A faixa
entre os limites de controle define a variação aleatória no processo.
Quando os pontos traçados no gráfico estão dentro dos limites de controle e comportam-se de
forma aleatória, o processo está sob controle estatístico. Caso contrário, se um ou mais pontos
estiverem fora dos limites de controle ou estiverem dispostos de forma não aleatória, o
processo está fora de controle estatístico. È indicado uma ou mais causas determináveis de
variação, desta forma precisa-se identificar os fatores que causam tais variações para que
esses pontos sejam eliminados.
Para a construção dos gráficos, é necessário que sejam avaliadas as características da
qualidade. Para isso podem ser utilizados diferentes tipos de escalas: quantitativas, para
variáveis, e qualitativas, para atributos. Os atributos são obtidos mais rapidamente, porém,
podem apresentar medidas menos precisas. Soares (2001, apud Reis, 2001) se for escolhida a
forma de medição variável, os gráficos usados são: o Gráfico “ X e R” (média e amplitude, o
Gráfico “ X e s” (média e desvio-padrão), o Gráfico “X e R” (mediana e amplitude e o Gráfico
“Xi e R” (X individual e amplitude). Se for escolhida a forma de medição por atributos,
existem basicamente quatro tipos de gráficos que podem ser usados: o Gráfico p ou da
Proporção de Defeituosos, o Gráfico Np ou do Número Total de Defeituosos, o Gráfico c ou
de Número de Defeitos na Amostra e o Gráfico u ou de Defeitos por Unidade. E os gráficos
de controle para atributos devem ser utilizados quando os gráficos para variáveis não podem
ser utilizados e quando se verifica que o número de características a controlar é muito
elevado, então, a verificação da qualidade é feita por inspeção visual, onde a característica é
medida em termos do tipo bom/ruim, sim/não, conforme/não-conforme, etc. Se o processo
está sob controle estatístico, sem a atuação de causas especiais, deve-se avaliar sua
capacidade.
3. MÉTODO DE APLICAÇÃO
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
5
O desenvolvimento deste estudo de caso baseou-se inicialmente na metodologia tipo pesquisa
bibliográfica que segundo Cervo e Bervian (1983) “procura explicar um problema a partir de
referências teóricas publicadas em documentos”. Onde foi verificada a deficiência das
empresas na utilização de métodos computacionais na aplicação do CEP. Após, utilizamos o
método de estudo de caso, por ser o que mais se adéqua, que conforme Lakatos (2001) “é um
estudo profundo de um caso considerado representativo de muitos ou até de todos os casos
semelhantes”. A aplicação foi realizada em conjunto com uma equipe da qualidade de uma
empresa do pólo de duas rodas do PIM, através de visitas a empresa para levantamento da
situação atual do processo de CEP, para tanto foram utilizadas diversas técnicas de coleta de
dados com o intuito de alcançar os objetivos propostos. Também aplicado técnicas de
entrevista, análise de dados e tempo de processo da equipe da qualidade.
4. ESTUDO DE CASO
O estudo de caso foi realizado em uma empresa multinacional do pólo de duas rodas,
inaugurada em 1976, tornou-se o maior empreendimento do Pólo Industrial de Manaus - PIM.
Nesta planta, produz também quadriciclos e motores estacionários. Para o estudo, foi
selecionada a linha “A” do setor da montagem do motor da motocicleta, a equipe responsável
pelo projeto de implantação está atuando diretamente nesta linha. Este estudo teve início em
2009, por parte de uma equipe formada por especialistas em qualidade, um analista de
programa computacional e um cronoanalistas, apoiados a um circulo de inovação tecnológica,
e pelo gerente setorial, escolha essa, resultante de estudo de melhoria setorial.
4.1. Carta de controle X-R atual
A seguir veremos na figura 1, a carta de controle que é utilizada, e os passos de
preenchimento.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
6
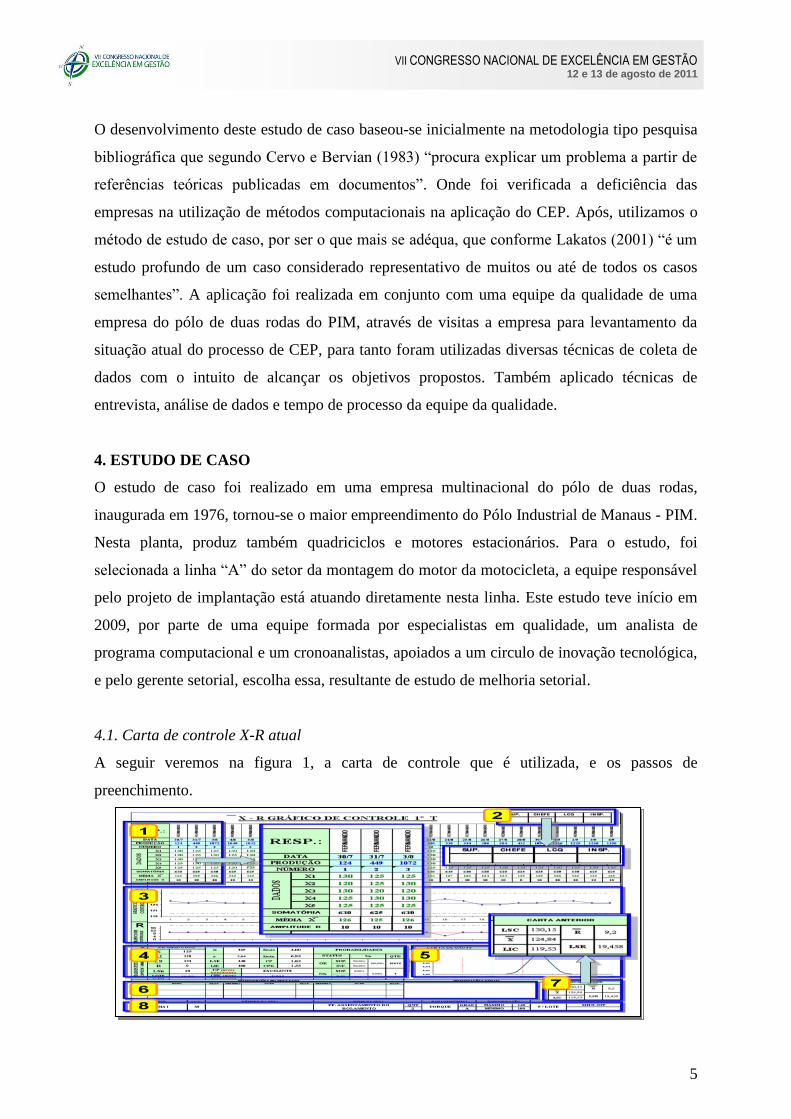
Figura 1: Carta de controle X-R do processo.
Temos então os seguintes itens e passos para preenchimento da carta de controle X-R. Para
iniciar o preenchimento dos dados nas cartas, o inspetor abre o documento e tem as cartas
divididas em abas.
No campo “1” temos: Os dados que o inspetor irá inserir: a identificação do inspetor
que irá preencher a carta, a data da coleta das amostras, a quantidade de motocicletas do
modelo produzidas na linha no dia da coleta, numero de sequência de coleta;
Os dados que são gerados automaticamente: a somatória do valor das coletas, a
média e a amplitude.
Campo “2”: Campo destinado às assinaturas mensais de conclusão e conformidade das
cartas pelo inspetor, LCQ, chefe e supervisor.
Campo “3”: Os gráficos de média e amplitudes, que mostram o comportamento dos
dados.
Campo “4”: Os dados dos gráfico como o média, limite inferior, limite superior,
amplitude, média da amplitude, CP, CPK, e o índice de pontos dentro e fora do controle.
Campo “5”: O gráfico da distribuição normal.
Campo “6”: É o campo de registro de intervenções e ações no processo, onde é
descrito as ações de correção de defeitos de qualidade.
Campo “7”: Os dados da carta anterior, que serve de base para os limites de controle.
Campo “8”: Identificação da carta e especificações de limites do torque.
A partir dos passos de preenchimento da carta de controle, faremos análise por meio do
diagrama de 4M’s para verificar os pontos críticos que comprometem o desempenho da
atividade do inspetor de torque.
4.2. Análise de Ishikawa na carta de controle X-R atual
Faremos a análise do diagrama de 4 M’s para verificar os pontos de não conformidades da
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
7
concepção da carta de controle atual.
Figura 2: diagrama de 4 M’s da carta de controle de controle atual.
Material: Os materiais utilizados para concepção da carta de controle são:
Torquímetros: estão todos dentro das especificações e calibrados dentro do torque de
acordo com o processo;
Chaves: são determinadas de acordo com o processo a ser coletado, e todas as chaves
estão dentro da especificação;
Especificações: são os documentos que especificam os torques a serem controlados, e
as respectivas faixas de torque, as quais estão dentro da conformidade;
Papeis e planilhas: não foi encontrado nenhum problema neste item.
Método: Neste item, temos o input de dados, que de acordo com o gráfico 4.5. Gráfico de
tempo de lançamento de dados na carta de controle, que corresponde ao Item “B”, onde o
inspetor digita 05 amostras em uma carta de cada vez, e despende 125,17 horas, o que
corresponde a 97,7% do tempo total do lançamento de dados na carta de controle. Outro ponto
é a segurança da informação, que é dificultada pelo método utilizado.
Verificamos que esse item do processo é critico, e por esse motivo será o ponto de melhoria
onde será aplicado o estudo de caso.
Mão de obra: Todos os inspetores são treinados e qualificados para o processo, não sendo
encontradas não conformidades nesse item.
Máquina: Os equipamentos utilizados são de informática, que são os computadores e
impressoras, que atendem a necessidade de utilização, não sendo encontradas não
conformidades nesse item.
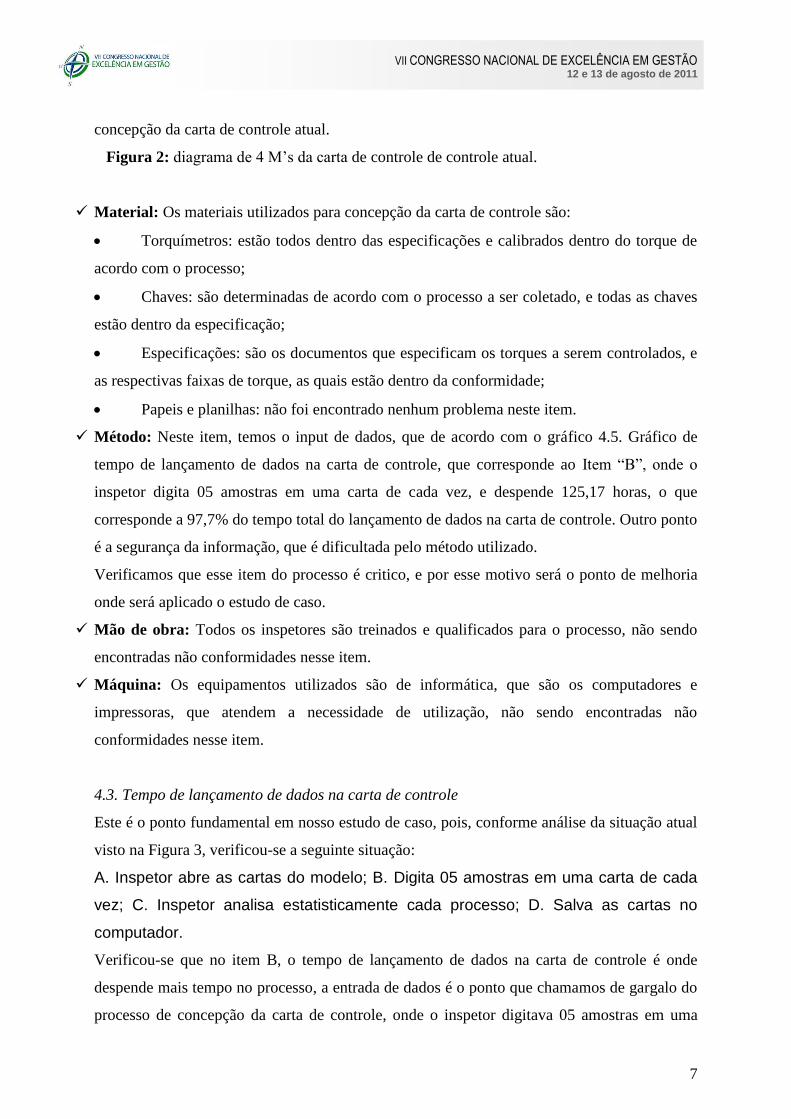
4.3. Tempo de lançamento de dados na carta de controle
Este é o ponto fundamental em nosso estudo de caso, pois, conforme análise da situação atual
visto na Figura 3, verificou-se a seguinte situação:
A. Inspetor abre as cartas do modelo; B. Digita 05 amostras em uma carta de cada
vez; C. Inspetor analisa estatisticamente cada processo; D. Salva as cartas no
computador.
Verificou-se que no item B, o tempo de lançamento de dados na carta de controle é onde
despende mais tempo no processo, a entrada de dados é o ponto que chamamos de gargalo do
processo de concepção da carta de controle, onde o inspetor digitava 05 amostras em uma
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
8
carta de cada vez, e despendia 125,17 horas, o que correspondia a 97,7% do tempo total do
lançamento de dados na carta de controle.
Figura 3: Tempo de lançamento de dados na carta de controle
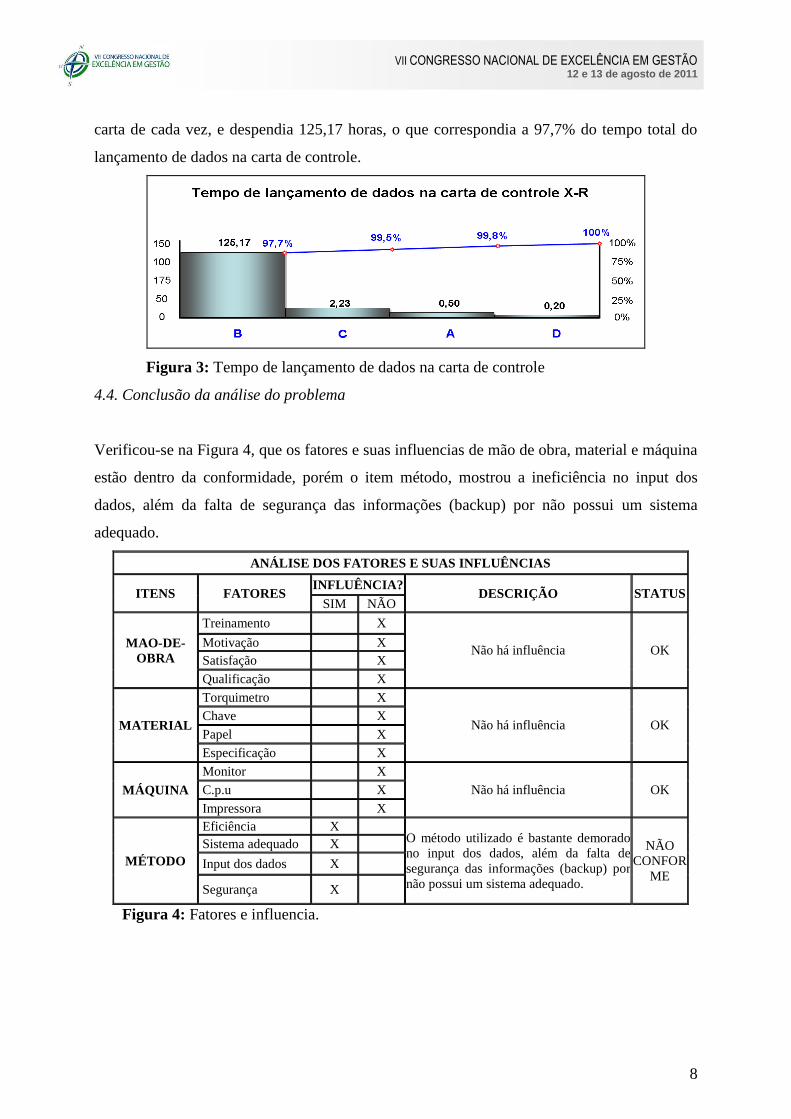
4.4. Conclusão da análise do problema
Verificou-se na Figura 4, que os fatores e suas influencias de mão de obra, material e máquina
estão dentro da conformidade, porém o item método, mostrou a ineficiência no input dos
dados, além da falta de segurança das informações (backup) por não possui um sistema
adequado.
ANÁLISE DOS FATORES E SUAS INFLUÊNCIAS
ITENS FATORES INFLUÊNCIA?
DESCRIÇÃO STATUS SIM NÃO
MAO-DE-
OBRA
Treinamento X
Não há influência OK Motivação X
Satisfação X
Qualificação X
MATERIAL
Torquimetro X
Não há influência OK Chave X
Papel X
Especificação X
MÁQUINA
Monitor X
Não há influência OK C.p.u X
Impressora X
MÉTODO
Eficiência X O método utilizado é bastante demorado
no input dos dados, além da falta de
segurança das informações (backup) por
não possui um sistema adequado.
NÃO
CONFOR
ME
Sistema adequado X
Input dos dados X
Segurança X
Figura 4: Fatores e influencia.
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
9
De acordo com a análise, conclui-se que a causa do problema é devido ao método utilizado
ser ineficaz para as atividades de carta x-r, pois há uma demora muito grande no input dos
dados.
Verifica-se que o tempo das atividades da equipe da qualidade é muito grande, devido a
concentração de entrada de dados, onde é necessário abrir cada carta, preparar a carta, e
salvar, desta forma, o algoritmo propõe uma entrada de dados simplificada, otimizando do
processo do inspetor na concepção da carta de controle do CEP.
4.5. Aplicação do algoritmo para CEP
Veremos nos próximos passos, a aplicação do algoritmo para o controle estatístico de
processo, que tem como proposta, a redução do tempo de input de dados e a aplicação de um
sistema com segurança de informações mais eficiente.
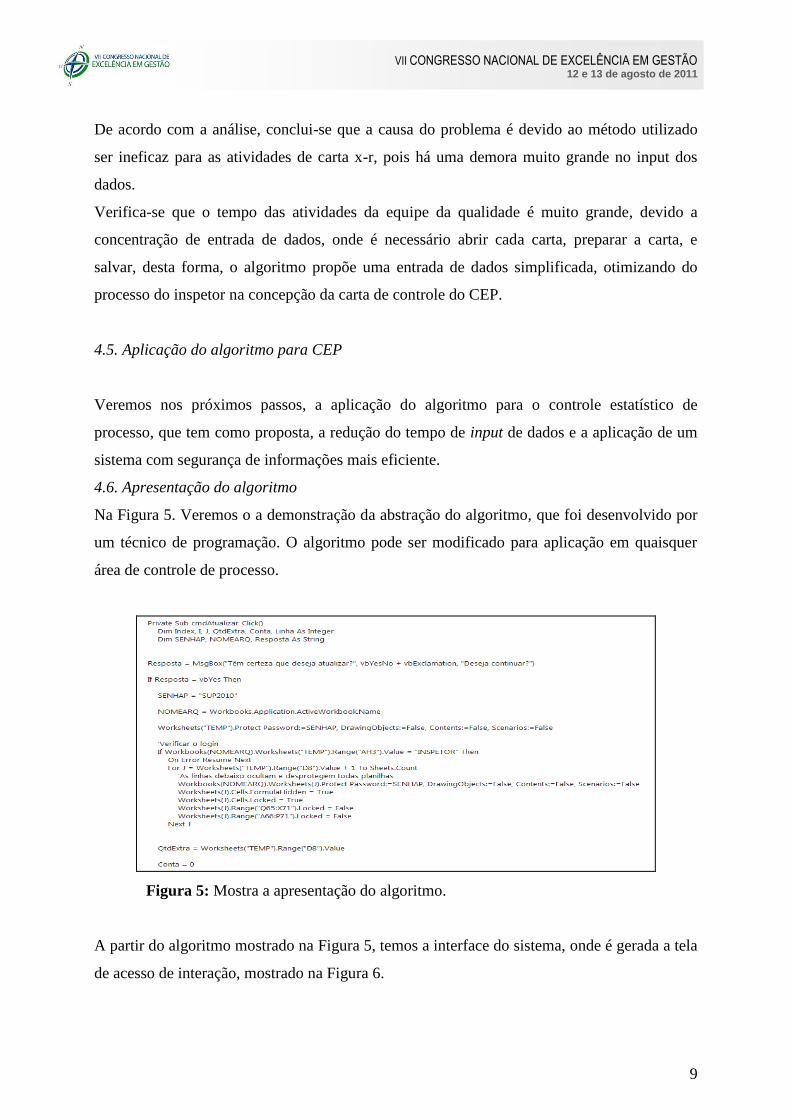
4.6. Apresentação do algoritmo
Na Figura 5. Veremos o a demonstração da abstração do algoritmo, que foi desenvolvido por
um técnico de programação. O algoritmo pode ser modificado para aplicação em quaisquer
área de controle de processo.
Figura 5: Mostra a apresentação do algoritmo.
A partir do algoritmo mostrado na Figura 5, temos a interface do sistema, onde é gerada a tela
de acesso de interação, mostrado na Figura 6.
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
10
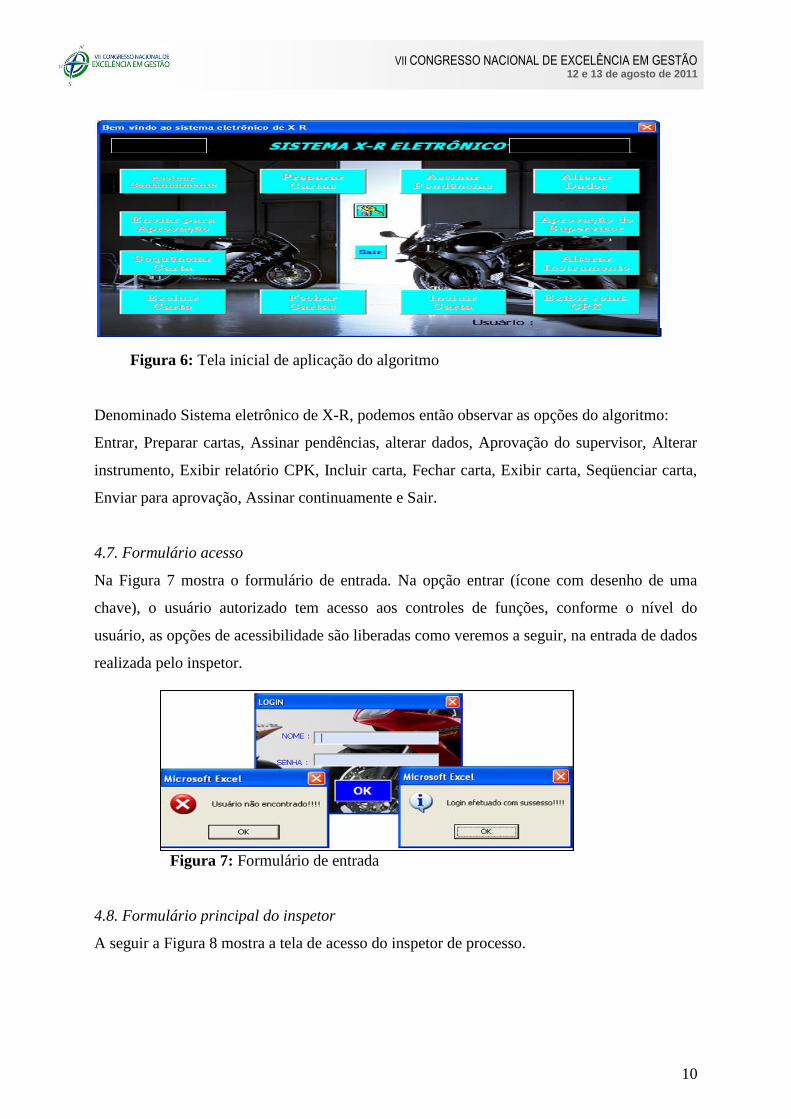
Figura 6: Tela inicial de aplicação do algoritmo
Denominado Sistema eletrônico de X-R, podemos então observar as opções do algoritmo:
Entrar, Preparar cartas, Assinar pendências, alterar dados, Aprovação do supervisor, Alterar
instrumento, Exibir relatório CPK, Incluir carta, Fechar carta, Exibir carta, Seqüenciar carta,
Enviar para aprovação, Assinar continuamente e Sair.
4.7. Formulário acesso
Na Figura 7 mostra o formulário de entrada. Na opção entrar (ícone com desenho de uma
chave), o usuário autorizado tem acesso aos controles de funções, conforme o nível do
usuário, as opções de acessibilidade são liberadas como veremos a seguir, na entrada de dados
realizada pelo inspetor.
Figura 7: Formulário de entrada
4.8. Formulário principal do inspetor
A seguir a Figura 8 mostra a tela de acesso do inspetor de processo.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
11
Figura 8: Formulário do inspetor
Após realizar o login, o inspetor acessa a tela acima, os ícones com letras azuis são as opções
que estão liberadas para o inspetor, que são: Entrar, preparar cartas, assinar pendências, alterar
dados, alterar instrumento, exibir relatório CPK, incluir carta, fechar carta, exibir carta,
seqüenciar carta, assinar continuamente e sair. Os ícones em cinza não estão liberadas para o
inspetor, que são: Aprovação do supervisor e enviar para aprovação. Desta forma ocorre com
os níveis de LCQ, Chefe e supervisor, em suas respectivas atribuições. O LCQ tem acesso aos
seguintes ícones: preparar cartas, assinar pendências, assinar continuamente e exibir relatório
CPK. O chefe tem acesso aos seguintes ícones: preparar cartas, assinar pendências, assinar
continuamente, exibir relatório CPK e enviar para aprovação. O supervisor tem acesso aos
seguintes ícones: preparar cartas, assinar pendências, assinar continuamente, exibir relatório
CPK e aprovação do supervisor.
4.9. Formulário de entrada de dados
A Figura 9 mostra o formulário para entrada de amostras do torque sendo assim configurada:
1. Este comando atualiza os campos: it, processo e especificação conforme as sequências das
cartas.
2. Este comando limpa os campos: X1; X2; X3; X4; X5; DATA; QTD.
3. Este comando envia os dados das amostras para as cartas correspondentes.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
12
Figura 9: Formulário de entrada de dados
4.10. Campo de assinatura
Como todo documento controlado, a carta de controle necessita de assinatura, e na carta
convencional, este processo demanda um tempo relativamente alto, com o algoritmo, este
processo é simplificado devido ter o registro da assinatura eletrônica, onde o respectivo
responsável pela carta, que estiver logado, habilita o botão para assinatura, e desta forma ao
finalizar a entrada de dados realizada pelo inspetor, ou conferencia da conformidade realizada
pelo LCQ, chefe e supervisor, as cartas são assinadas eletronicamente. Não é necessário
utilizar papel impresso para arquivo das cartas mostradas na Figura 10.
10/10/09
QUANTIDADE PRODUZIDA.
VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
13
Figura 10: Campo de assinaturas
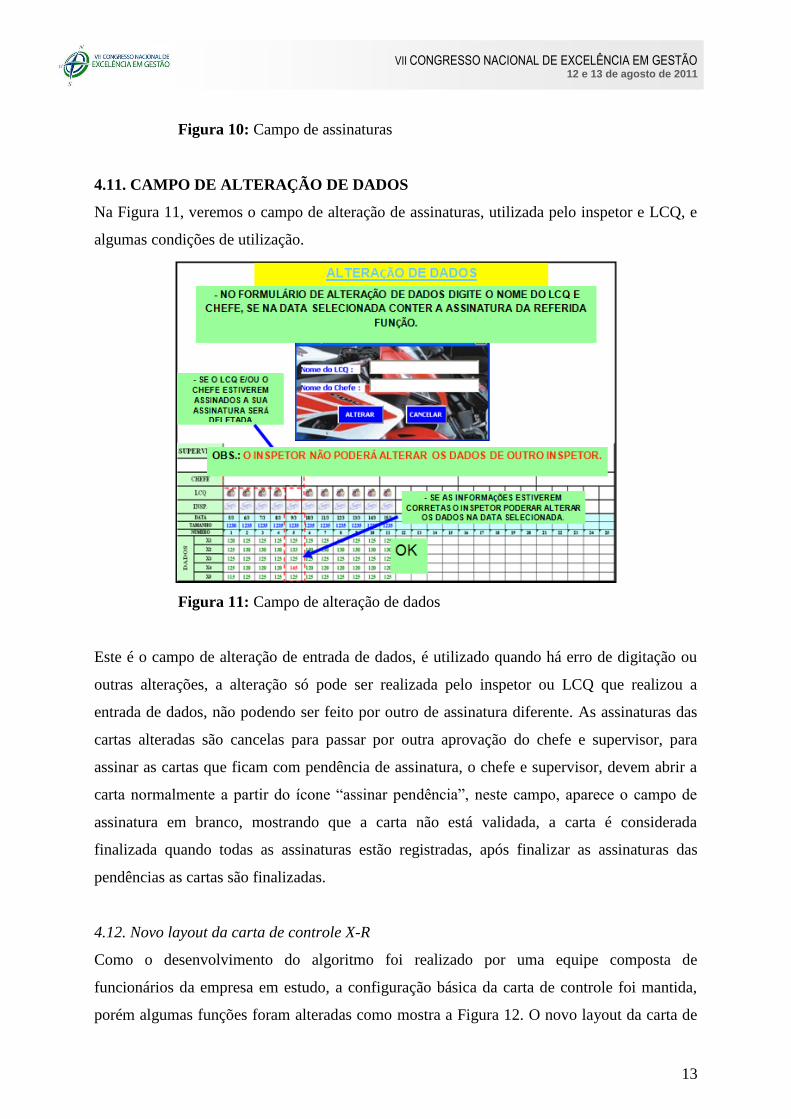
4.11. CAMPO DE ALTERAÇÃO DE DADOS
Na Figura 11, veremos o campo de alteração de assinaturas, utilizada pelo inspetor e LCQ, e
algumas condições de utilização.
Figura 11: Campo de alteração de dados
Este é o campo de alteração de entrada de dados, é utilizado quando há erro de digitação ou
outras alterações, a alteração só pode ser realizada pelo inspetor ou LCQ que realizou a
entrada de dados, não podendo ser feito por outro de assinatura diferente. As assinaturas das
cartas alteradas são cancelas para passar por outra aprovação do chefe e supervisor, para
assinar as cartas que ficam com pendência de assinatura, o chefe e supervisor, devem abrir a
carta normalmente a partir do ícone “assinar pendência”, neste campo, aparece o campo de
assinatura em branco, mostrando que a carta não está validada, a carta é considerada
finalizada quando todas as assinaturas estão registradas, após finalizar as assinaturas das
pendências as cartas são finalizadas.
4.12. Novo layout da carta de controle X-R
Como o desenvolvimento do algoritmo foi realizado por uma equipe composta de
funcionários da empresa em estudo, a configuração básica da carta de controle foi mantida,
porém algumas funções foram alteradas como mostra a Figura 12. O novo layout da carta de

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
14
controle. Como dito anteriormente, basicamente tem a mesma configuração, porém a entrada
de dados, é realizada em outro documento, que simplifica e otimiza o processo, e o campo de
assinaturas continuam sendo realizada através da carta , porem são realizadas eletronicamente,
desta forma a carta é utilizada como base para planilha de calculo de CP e CPK, e para
conferencia de informações de forma seqüencial diária, com fechamento mensal, para a
verificação do CEP de forma mais detalhada, o algoritmo mostra através do campo de saída
de dados que veremos a seguir.
Figura 12: Novo layout da carta de controle
4.13. Campo de saída de dados
Para melhor acompanhamento do CEP, o algoritmo apresenta um campo especialmente
desenvolvido para visualização das informações referentes ao processo de forma geral como
mostrado na Figura 13.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
15
Figura 13: Campo de saída de dados
Este é o campo de saída de dados, onde é mostrado como a seguir:
Item 1: numeração do item;
Item 2: nome do processo;
Item 3: especificação de torque do processo;
Item 4: croqui com foto do processo, indicando o local do torque;
Item 5: referencia, que descreve alguma referencia indicada na peça;
Item 6: status do CPK, se esta dentro da variação aceitável;
Item 7: status CP, se esta dentro da variação aceitável.
Item 8: Observações exibem os comentários sobre o processo, registrado na carta de CEP.
Este campo mostra a saída de dados de forma geral, com todos os detalhes importantes na
visualização rápida para o CEP. Após demonstrado a utilização do algoritmo, veremos os
resultados obtidos, com a aplicação deste novo processo.
5. RESULTADOS OBTIDOS
Foi realizada análise QCDMSE e verificado as melhorias obtidas após implantação do
algoritmo de CEP, veremos então esses pontos a na Figura 14.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
16
Quality: Com a redução do tempo do processo de concepção das cartas de controle, o
inspetor fica mais tempo aplicado à inspeção do processo.
Cost: Não gera custo com desenvolvimento, e redução de impressão de carta.
Delivery: Conforme a Figura 15. Redução do tempo de concepção da carta reduziu-se
60% com a aplicação do algoritmo.
Man: Aumento da satisfação do inspetor.
Safety: Como o processo passou a ser eletrônico, aumentou a confiabilidade da
segurança das informações.
Environ: Como não tem mais carta impressa, houve redução do impacto ambiental.
Figura 14: QCDMSE de resultados obtidos
A Figura 15 mostra redução do tempo na concepção da carta controle X/R. Como a entrada de
dados é realizada em uma tela somente, o tempo de input de dados reduziu significativamente,
resultando na redução de 60% no tempo de concepção da carta de controle.
Figura 15: Redução do tempo de concepção com a aplicação do algoritmo.
Outros resultados obtidos são abordados a seguir:

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
17
Redução das variações de processo - Com a utilização do algoritmo do CEP, o
controle aumenta consideravelmente, o que permite reduzir as variações geradas por causas
especiais e também por causas comuns.
Aumento dos níveis de garantia de qualidade - O algoritmo permite que seus
administradores monitorem os requisitos da qualidade, de acordo com as especificações do
processo, evitando não conformidades e aumentando os níveis de garantia.
Redução de perdas de produção - Devido a detecção imediata das tendências e
com um controle eficaz das variações do processo, observa-se uma diminuição na quantidade
de retrabalho.
Atende os requisitos da ISO9000 - A ISO9000 recomenda o uso de técnicas
estatísticas apropriadas, entre estas o controle estatístico de processo, onde a coleta de
amostras e as análises estatísticas permitem a busca de uma melhoria contínua. O sistema
algoritmo facilita o preenchimento deste requisito da norma.
Confiabilidade de informações - O algoritmo propicia integração com um grande
número de equipamentos de medição. Desta forma, a coleta automática pode evitar qualquer
manipulação de dados e/ou erros de apontamento, proporcionando mais segurança e rapidez
na tomada de decisões.
6. CONCLUSÕES
Este estudo de caso apresentou a aplicação do algoritmo utilizado para CEP em uma empresa
do pólo de duas rodas do PIM no controle de torque. A organização envolvida forneceu o
suporte necessário para a equipe de trabalho realizar a aplicação As melhorias implantadas
forneceram subsídios para justificar o desempenho da equipe de qualidade, e informações
para tomada de ação no controle da qualidade dos processos.
Verificou-se que, mesmo a empresa tendo ferramentas para aplicação do CEP, o tempo de
processo da equipe da qualidade era dispendiosa e a confiabilidade era baixa. A implantação
do algoritmo trouxe vantagens evidentes para a empresa. A maior delas foi à redução
significativa no tempo de processo da equipe da qualidade, e garantia de confiabilidade do
processo. Os paradigmas de adotar novas metodologias são evidentes e muito discutidos,
porém o procedimento simples sugerido pode ser aplicado por qualquer colaborador treinado
para tal.

VII CONGRESSO NACIONAL DE EXCELÊNCIA EM GESTÃO 12 e 13 de agosto de 2011
18
A importância deste estudo tem se verificado ao longo do tempo, e a construção deles é de
grande ajuda aos empresários que estão com problemas de qualidade e desperdício, a ponto de
tornarem-se ícones para outras empresas e perante o publico.
REFERÊNCIAS
BETERSFIELD, D. H. Quality Control. Prentice Hall. New Jersey, 1986.
CERVO, A. L.; BERVIAN Pedro A. Metodologia cientifica. 3ª. Ed. São Paulo: McGraw-
Hill do Brasil, 1983.
CAVANAGH, P. P. et al. Estratégia Seis Sigma: Como a GE, a Motorola e outras empresas
estão aguçando o seu desempenho. Rio de Janeiro: Qualitymark, 2002.
JURAN, Joseph M. Juran na liderança pela qualidade. São Paulo: Pioneira, 1993.
LAKATOS, Eva Maria.; MACONI, Marina de Andrade. Fundamentos de metodologia
cientifica. 4ª. Ed Ampliada e Revisada. São Paulo: Atlas, 2001.
LEVINE, David M.; BERENSON, Mark L.; STEPHAN, David. Estatística: teoria e
aplicações usando Microsoft Excel em português. Rio de Janeiro: CTC, 2000.
OWEN, Mal. SPC and Continuous Improvement. 1 ed. USA: IFS Publications, 1989.
PARANTHAMAN D. Controle de qualidade. São Paulo: McGraw- Hill Ltda; 1990.
REIS, Marcelo Menezes. Um modelo para o ensino do Controle Estatístico da Qualidade.
Tese (Doutorado em Engenharia de Produção) – Programa de Pós-Graduação em Engenharia
de Produção, UFSC, Florianópolis, 2001.


















