Utilajele Tehnologice Si Actionari Electrice Din Industria Hartiei Si Cartonului
37
9. UTILAJELE TEHNOLOGICE ŞI ACŢIONĂRI ELECTRICE DIN INDUSTRIA HÂRTIEI ŞI CARTONULUI 9.1 Principii tehnologice şi constructive generale Hârtia a fost inventată în secolul al II e.n. de către chinezi, care s-au inspirat de la viespi, cum acestea amestecă lemnul cu apă pentru a-şi confecţiona cuibul. Progresul tehnico-ştiinţific de astăzi ar fi de neînchipuit fără hârtie. Însă mulţi consumatori de hârtie sau carton nu-şi dau seama de tehnologia complicată şi de consumul mare de energie electrică şi termică, necesare pentru producerea ei. De exemplu, pentru a produce 1 t de carton sunt necesare : Maculatură - 1,1 t ; Abur - 2 t ; Energie electrică – 600-800 kW ; Apă curată - 15-20 m 3 ; Materia primă principală pentru producerea hârtiei şi a cartonului o constituie celuloza , care se produce, la rândul ei, din lemn de pădure tare sau moale. La exterior celuloza se aseamănă cu cartonul, având o culoare cafeniu deschisă, însă spre deosebire de acesta are o duritate mult mai mare, întrucât peste 60 % din conţinutul ei îl constituie fibrele lemnoase. Celuloza utilizată pentru producerea cartonului alb sau a hârtiei de calitate înaltă se înălbeşte prin adăugarea unor substanţe înălbitoare, cum ar fi de exemplu creta sau unele substanţe chimice. Celuloza se produce la combinatele de celuloză şi hârtie, care includ, de regulă, mai multe unităţi de producţie alăturate : fabrica de celuloză, fabrica de hârtie şi fabrica de carton. Există, de asemenea, şi fabrici de hârtie şi carton separate. În acest caz fabrica de celuloză pune la dispoziţia lor celuloza sa uscată, la care se mai adaugă o cantitate anumită de maculatură, deşeuri de hârtie şi unele componente speciale. La fabricile de celuloză buştenii de pădure se taie mai întâi în bucăţi mai mici, care apoi se fărâmiţează 1
-
Upload
georgiana-neagu -
Category
Documents
-
view
97 -
download
1
description
utilaje
Transcript of Utilajele Tehnologice Si Actionari Electrice Din Industria Hartiei Si Cartonului

9. UTILAJELE TEHNOLOGICE ŞI ACŢIONĂRI ELECTRICE DIN INDUSTRIA HÂRTIEI ŞI CARTONULUI
9.1 Principii tehnologice şi constructive generale
Hârtia a fost inventată în secolul al II e.n. de către chinezi, care s-au inspirat de la viespi, cum acestea amestecă lemnul cu apă pentru a-şi confecţiona cuibul. Progresul tehnico-ştiinţific de astăzi ar fi de neînchipuit fără hârtie. Însă mulţi consumatori de hârtie sau carton nu-şi dau seama de tehnologia complicată şi de consumul mare de energie electrică şi termică, necesare pentru producerea ei. De exemplu, pentru a produce 1 t de carton sunt necesare :
Maculatură - 1,1 t ; Abur - 2 t ; Energie electrică – 600-800 kW ; Apă curată - 15-20 m3 ; Materia primă principală pentru producerea hârtiei şi a cartonului o constituie
celuloza, care se produce, la rândul ei, din lemn de pădure tare sau moale. La exterior celuloza se aseamănă cu cartonul, având o culoare cafeniu deschisă, însă spre deosebire de acesta are o duritate mult mai mare, întrucât peste 60 % din conţinutul ei îl constituie fibrele lemnoase. Celuloza utilizată pentru producerea cartonului alb sau a hârtiei de calitate înaltă se înălbeşte prin adăugarea unor substanţe înălbitoare, cum ar fi de exemplu creta sau unele substanţe chimice.
Celuloza se produce la combinatele de celuloză şi hârtie, care includ, de regulă, mai multe unităţi de producţie alăturate : fabrica de celuloză, fabrica de hârtie şi fabrica de carton.
Există, de asemenea, şi fabrici de hârtie şi carton separate. În acest caz fabrica de celuloză pune la dispoziţia lor celuloza sa uscată, la care se mai adaugă o cantitate anumită de maculatură, deşeuri de hârtie şi unele componente speciale.La fabricile de celuloză buştenii de pădure se taie mai întâi în bucăţi mai mici, care apoi se fărâmiţează (polizează) până la o mărime de câţiva centimetri cu ajutorul unor polizoare de putere mare ( ), numite şi defibratoare. Necătând la mai multe variante constructive posibile ale acestor polizoare, (cu lanţ, în inel, cu presă), fiecare din ele conţine o piatră cilindrică mare şi dinţată, care se roteşte cu viteză constantă cu ajutorul unor motoare asincrone sau sincrone de tensiune înaltă şi putere mare. Defibratoarele prevăd, de asemenea, o acţionare reglabilă a buştenilor (de avans), care asigură o presiune optimă de apăsare a lor pe suprafaţa de contact a pietrei rotitoare în scopul polizării şi obţinerii piliturii de lemn de anumite dimensiuni. Valoare acestei presiuni determină, de asemenea, consumul de energie al pietrei defibratorului.Pilitura de lemn obţinută este apoi amestecată cu apă şi supusă fierberii cu abur în nişte rezervoare mari, în care sunt adăugate nişte agenţi chimici pentru a despărţi fibrele de lemn (de celuloză). După aceasta fibrele sunt spălate, filtrate, curăţate de impurităţi şi murdăriri, obţinându-se astfel pasta de celuloză. Ea serveşte ca materie primă principală pentru fabricile locale de hârtie şi carton, iar pentru fabricile îndepărtate se usucă într-o maşină specială. Celuloza uscată la ieşirea acestei maşini are forma unor plăci dreptunghiulare, care apoi se împachetează în baloturi uşor transportabile.
1

Principiile şi procesele tehnologice de producere a hârtiei şi cartonului sunt practic identice. Diferă puţin doar numărul şi proporţia materialelor componente, precum şi utilajele (maşinile) de realizare a acestor procese. În particular, la fabricarea cartonului numărul de componente este mai mic şi maşinile sunt mai simple, deoarece cerinţele faţă de carton sunt mai joase decât cerinţele faţă de hârtie. Însă pentru obţinerea unor productivităţi mari şi pentru realizarea unui proces continuu atât hârtia, cât şi cartonul se produc în formă de bandă cu o lăţime relativ mare - 4-4,5 m de carton şi 8-9 m de hârtie, care se înfăşoară pe nişte rulouri sau suluri mari (fig.9.1-9.2).
Fig.9.1 Carton fabricat de maşină şi înfăşurat în suluri mari pentru a fi tăiate
Fig. 9.2 Partea de înfăşurare a maşinii de fabricat hârtie şi de tăiere a sulurilor
2

Apoi aceste suluri se rebobinează pe rând într-un strung special, aflat în apropiere de maşină şi reprezentat în figura 9.2, care le taie concomitent după dimensiunile dorite (fig.9.3).
Benzile fabricate la ieşirea maşinilor se formează mai întâi la începutul lor în stare umedă pe o sită sau o pânză, pe care este împroşcată pasta curăţită de celuloză şi maculatură, puternic diluată în apă, asemănătoare cu smântâna, din care apoi se extrage apa, se usucă şi în final se înfăşoară. Evident, că aceste procese de extragere a apei şi uscare decurg în mai multe etape, ceea ce măreşte lungimea totală a maşinilor, care le efectuează continuu. Ca urmare, lungimea totală a tuturor secţiilor acestor maşini variază în jurul la 100 m. Fig.9.3 Rulou de hârtie după tăiere
În figura 9.4 este prezentată o vedere generală a unei maşini ruseşti de fabricare a cartonului de o productivitate relativ mică, în care se vede mai mul partea ei finală Această parte are practic o construcţie deschisă.
Fig.9.4 Vedere generală asupra unei maşini ruseşti de fabricare a cartonului în partea ei finală
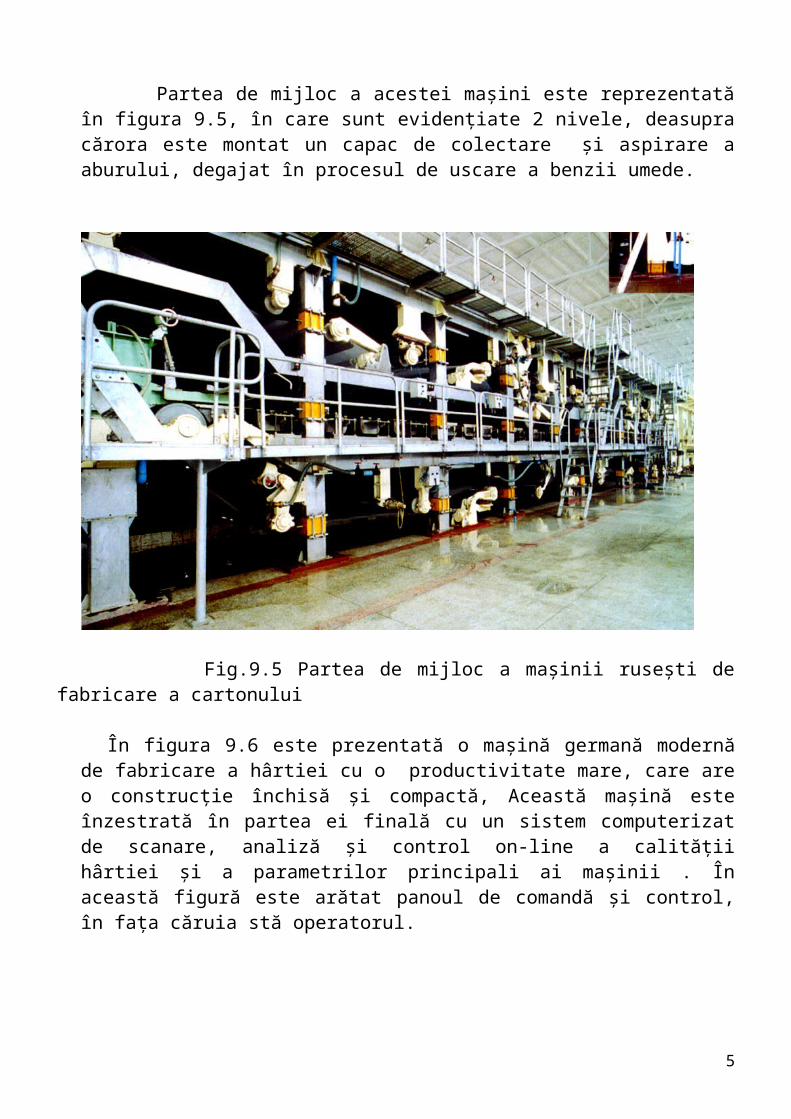
Partea de mijloc a acestei maşini este reprezentată în figura 9.5, în care sunt evidenţiate 2 nivele, deasupra cărora este montat un capac de colectare şi aspirare a aburului, degajat în procesul de uscare a benzii umede.
3

Fig.9.5 Partea de mijloc a maşinii ruseşti de fabricare a cartonului
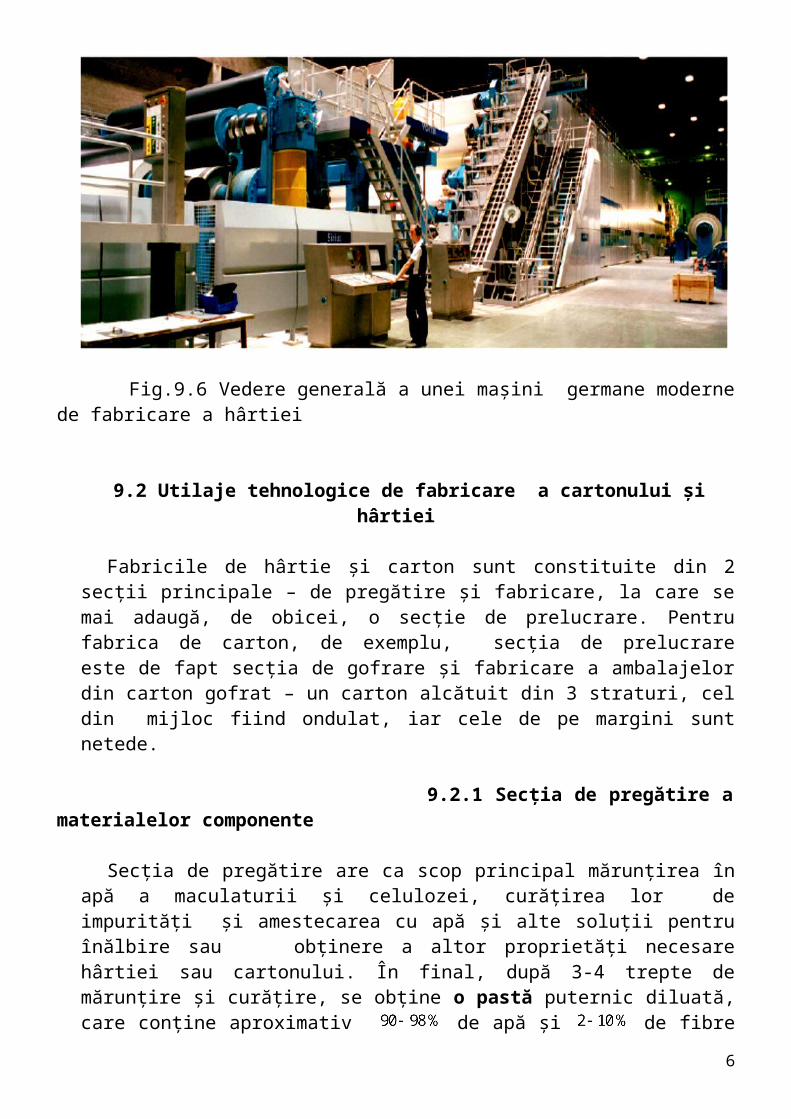
În figura 9.6 este prezentată o maşină germană modernă de fabricare a hârtiei cu o productivitate mare, care are o construcţie închisă şi compactă, Această maşină este înzestrată în partea ei finală cu un sistem computerizat de scanare, analiză şi control on-line a calităţii hârtiei şi a parametrilor principali ai maşinii . În această figură este arătat panoul de comandă şi control, în faţa căruia stă operatorul.
Fig.9.6 Vedere generală a unei maşini germane moderne de fabricare a hârtiei
4
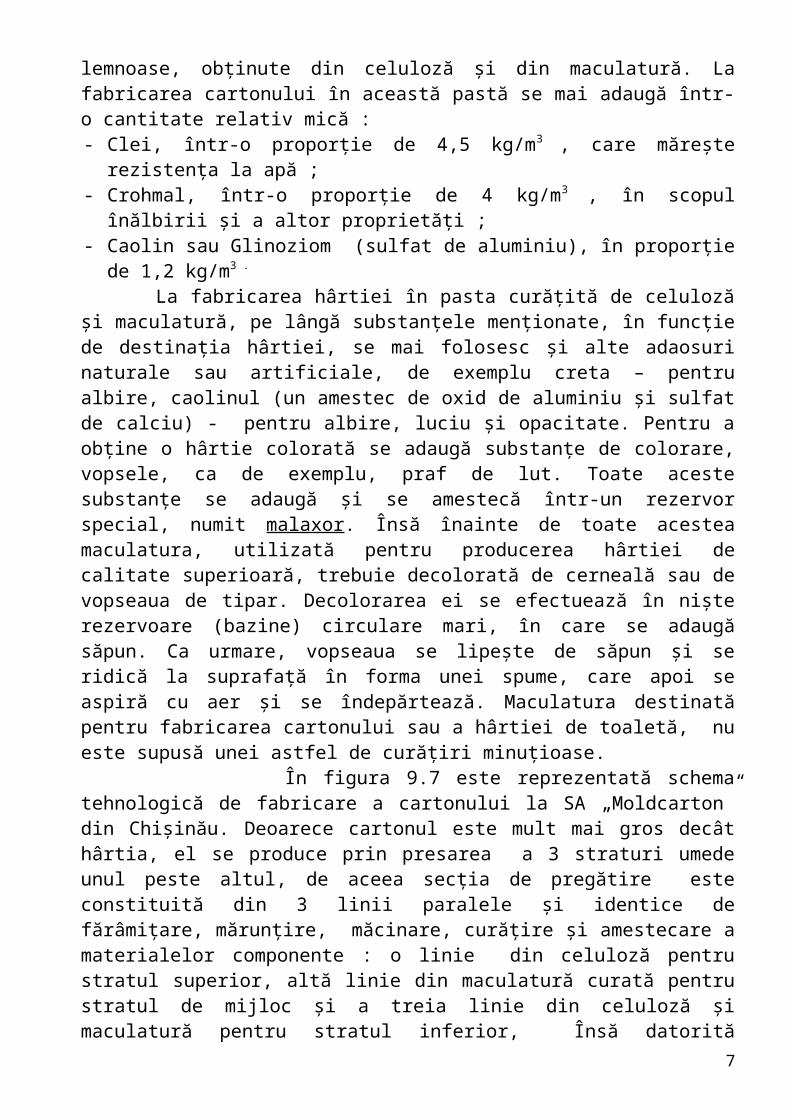
9.2 Utilaje tehnologice de fabricare a cartonului şi hârtiei
Fabricile de hârtie şi carton sunt constituite din 2 secţii principale – de pregătire şi fabricare, la care se mai adaugă, de obicei, o secţie de prelucrare. Pentru fabrica de carton, de exemplu, secţia de prelucrare este de fapt secţia de gofrare şi fabricare a ambalajelor din carton gofrat – un carton alcătuit din 3 straturi, cel din mijloc fiind ondulat, iar cele de pe margini sunt netede.
9.2.1 Secţia de pregătire a materialelor componente
Secţia de pregătire are ca scop principal mărunţirea în apă a maculaturii şi celulozei, curăţirea lor de impurităţi şi amestecarea cu apă şi alte soluţii pentru înălbire sau obţinere a altor proprietăţi necesare hârtiei sau cartonului. În final, după 3-4 trepte de mărunţire şi curăţire, se obţine o pastă puternic diluată, care conţine aproximativ
de apă şi de fibre lemnoase, obţinute din celuloză şi din maculatură. La fabricarea cartonului în această pastă se mai adaugă într-o cantitate relativ mică : - Clei, într-o proporţie de 4,5 kg/m3 , care măreşte rezistenţa la apă ;- Crohmal, într-o proporţie de 4 kg/m3 , în scopul înălbirii şi a altor proprietăţi ;- Caolin sau Glinoziom (sulfat de aluminiu), în proporţie de 1,2 kg/m3 .
La fabricarea hârtiei în pasta curăţită de celuloză şi maculatură, pe lângă substanţele menţionate, în funcţie de destinaţia hârtiei, se mai folosesc şi alte adaosuri naturale sau artificiale, de exemplu creta – pentru albire, caolinul (un amestec de oxid de aluminiu şi sulfat de calciu) - pentru albire, luciu şi opacitate. Pentru a obţine o hârtie colorată se adaugă substanţe de colorare, vopsele, ca de exemplu, praf de lut. Toate aceste substanţe se adaugă şi se amestecă într-un rezervor special, numit malaxor. Însă înainte de toate acestea maculatura, utilizată pentru producerea hârtiei de calitate superioară, trebuie decolorată de cerneală sau de vopseaua de tipar. Decolorarea ei se efectuează în nişte rezervoare (bazine) circulare mari, în care se adaugă săpun. Ca urmare, vopseaua se lipeşte de săpun şi se ridică la suprafaţă în forma unei spume, care apoi se aspiră cu aer şi se îndepărtează. Maculatura destinată pentru fabricarea cartonului sau a hârtiei de toaletă, nu este supusă unei astfel de curăţiri minuţioase.
În figura 9.7 este reprezentată schema tehnologică de fabricare a cartonului la SA „Moldcarton” din Chişinău. Deoarece cartonul este mult mai gros decât hârtia, el se produce prin presarea a 3 straturi umede unul peste altul, de aceea secţia de pregătire este constituită din 3 linii paralele şi identice de fărâmiţare, mărunţire, măcinare, curăţire şi amestecare a materialelor componente : o linie din celuloză pentru stratul superior, altă linie din maculatură curată pentru stratul de mijloc şi a treia linie din celuloză şi maculatură pentru stratul inferior, Însă datorită preţului relativ ridicat al celulozei, în timpul de faţă chiar şi stratul superior se formează dintr-o anumită proporţie de celuloză şi maculatură. La început ele se sfărâmă în apă în proporţie de 10-15% , deoarece în acest caz este necesară o putere mai mică a concasorului sau sfărâmătorului hidraulic ГРГ-40. După prima treaptă de sfărâmare, masa de maculatură şi celuloză se pompează într-un rezervor intermediar, unde concentraţia se micşorează până la 3-5 %, iar apoi se curăţă de impurităţile cele mai mari în nişte curăţitoare centrifugale conice OM-02 (fig.9.8,a). Apoi urmează treapta a doua de sfărâmare în
5
concasorul hidraulic ГРС-200 şi de curăţire sub presiune a impurităţilor mijlocii în sita maşinilor de separare CMC-0,5.
Fig.9.7 Schema tehnologică de fabricare a cartonului la S.A. „MOLDCARTON” După aceasta masa se pompează într-un rezervor, în care se amestecă cu clei şi
crohmal în concentraţia necesară. A treia şi ultima treaptă de mărunţire fină sau măcinare se efectuează în 2 mori cu discuri МДС-24, conectate în serie
a) b) Fig.9.8 Variante constructive ale curăţitoarelor centrifugale conice
Ultima treaptă de curăţire se efectuează în 2 faze : mai întâi printr-o sită cu orificii mici şi într-o concentraţie mai mare – 10 %, după care masa se pompează în rezervorul principal al maşinii. În faza a doua masa este curăţită de impurităţile cele mai mici cu ajutorul curăţitoarelor conice centrifugale (fig.9.8,b), fiind pompată de 2 pompe de amestecare , conectate în serie .
6
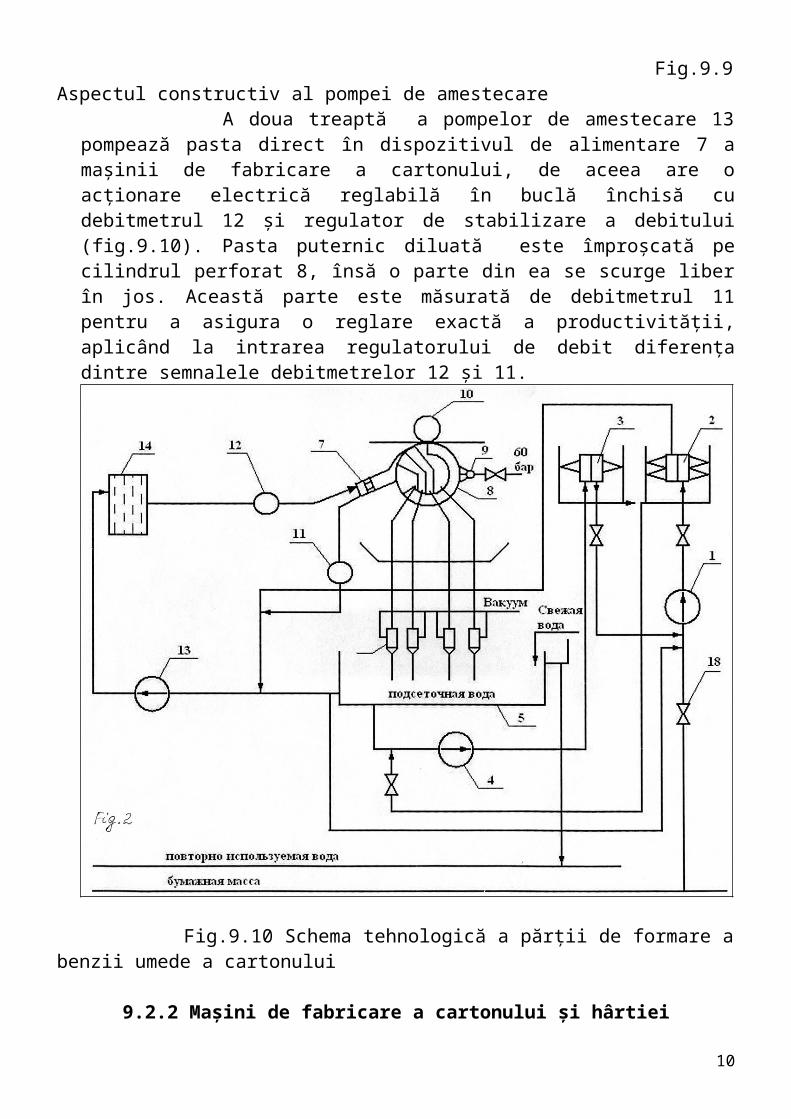
Prima pompă diluează pasta de la 10 % până la o concentraţie de 0,8-1,0 % şi o amestecă cu glinoziom, de aceea se numeşte pompă de amestecare. Ea are o construcţie specială, reprezentată în figura (fig.9.9).
Fig.9.9 Aspectul constructiv al pompei de amestecare A doua treaptă a pompelor
de amestecare 13 pompează pasta direct în dispozitivul de alimentare 7 a maşinii de fabricare a cartonului, de aceea are o acţionare electrică reglabilă în buclă închisă cu debitmetrul 12 şi regulator de stabilizare a debitului (fig.9.10). Pasta puternic diluată este împroşcată pe cilindrul perforat 8, însă o parte din ea se scurge liber în jos. Această parte este măsurată de debitmetrul 11 pentru a asigura o reglare exactă a productivităţii, aplicând la intrarea regulatorului de debit diferenţa dintre semnalele debitmetrelor 12 şi 11.
Fig.9.10 Schema tehnologică a părţii de formare a benzii umede a cartonului
7

9.2.2 Maşini de fabricare a cartonului şi hârtiei
A doua secţie principală a fabricilor de hârtie sau carton o constituie maşina de fabricat hârtie (MFH) sau maşina de fabricat carton (MFC). După cum a fost menţionat în paragraful precedent, aceste maşini conţin un număr foarte mare de mecanisme şi utilaje diferite, divizate în secţii şi integrate într-un proces tehnologic unic şi continuu. Unele din ele sunt înzestrate cu acţionări electrice reglabile, iar altele - nereglabile. Primele pot fi individuale şi în grup (multiacţionări). Acestea din urmă sunt legate de formarea benzii umede şi uscarea ei, de aceea asigură aceeaşi viteză liniară a benzii la toate mecanismele, precum şi o pornire, reglare şi oprire sincronă a lor.Din punct de vedere funcţional MFH şi MFC por fi divizate în 5 secţii principale (fig.9.7)::– secţia sitei, care asigură formarea benzii umede;– secţia de presare şi de extragere parţială a apei;– secţia de uscare definitivă a benzii;– secţia de netezire şi formare calitativă a suprafeţei exterioare a benzii;– secţia de înfăşurare a benzii în suluri mari. Primele două secţii reprezintă partea umedă a maşinii, iar celelalte – partea uscată a ei, deoarece în prima secţie se îndepărtează din apă, în secţia de presare –
, iar secţia de uscare – rămăşiţa apei. Cele mai esenţiale deosebiri constructive între MFH şi MFC se observă în partea de formare a benzii umede.
Banda umedă de hârtie se formează pe o sită mobilă plată, prin găurile căreia se scurge 10-15 % din apă. O altă parte din apă este absorbită în nişte camere de sub sită, în care se formează o subpresiune cu ajutorul unor pompe de vacuum (vid). Din aceste camere apa se scurge într-un rezervor special, de unde ea este apoi pompată în secţia de pregătire pentru reutilizare. De pe sită banda umedă este preluată şi transportată mai departe de o bandă mobilă de pâslă sau dintr-un material sintetic. În secţiile de presare şi uscare se folosesc 2 pânze de transportare – una superioară şi alta inferioară, Construcţia plată a sitei însă nu poate fi aplicată pentru MFC, deoarece ea nu permite formarea cartonului din mai multe straturi – principalul mijloc de a obţine o grosime relativ mare a cartonului şi o greutate relativă . În afară de aceasta, sita plată are o construcţie mai complicată şi ocupă o suprafaţă mai mare. De aceea MFC conţine în partea umedă 7-8 cilindri perforaţi de 1 metru în diametru, fiecare având motorul său de acţionare (fig.9.7). Pasta de carton în acest caz este transpusă în partea superioară a fiecărui cilindru rotitor sub banda de pânză, care se deplasează în direcţie orizontală deasupra tuturor cilindrilor. Sub presiunea rolei de cauciuc de deasupra fiecărui cilindru pasta de carton se lipeşte de banda de pânză sau de stratul de pastă format anterior de alt cilindru şi este transportată mai departe către cilindrul următor. În aşa mod din cei 7 cilindri 2 din ei formează stratul superior, 2 cilindri – stratul inferior numai din maculatură, 2 cilindri – stratul inferior dintr-un amestec de celuloză şi maculatură, iar un cilindru este ţinut rezervă. Absorbţia primară a apei se face prin găurile cilindrilor, nimerind în 4 camere interioare ale lor, legate cu pompele de vacuum, care formează o supresiune în camerele respective (fig. 9.10).
Benzile de hârtie sau carton sunt trecute şi stoarse apoi prin mai multe perechi de role (cilindri) de presare, acoperite cu cauciuc în secţia de presare, unde se extrage până
8

la 30-40 % de apă (fig.9.7). Amplasarea verticală a cilindrilor de presare este prezentată în fig.9.11.
Fig.9.11 Amplasarea verticală a cilindrilor de presare a benzii umede
Secţia de uscare este alcătuită din 7-8 subsecţii, constituite fiecare din 11-12 cilindri metalici de un diametru de , în total 96-98 cilindri, încălziţi cu abur în interior (fig.9.12).
Fig.9.12 Cilindri metalici de uscare a benzii umede
9
Fiecare secţie de cilindri este antrenată de un singur motor printr-un reductor special ondulatoriu, în două nivele şi de lungime mare (fig.9.13).
Fig. 9.13 Reductor special ondulatoriu în două nivele de antrenare a unei secţii
Asamblarea reală a cilindrilor de uscare şi a reductoarelor este reprezentată în figura 9.5. Înfăşurând consecutiv aceşti cilindri fierbinţi, plasaţi în două nivele, banda se usucă definitiv. Temperatura în aceşti cilindri creşte treptat până la maximum, apoi scade treptat. Ultima secţie de cilindri este destinată pentru răcirea benzii, de aceea nu se încălzeşte.
După uscare banda este trecută printr-un sistem de cilindri polizaţi de oţel, numit calandru sau supercalandru. Presiunea mare dintre aceşti cilindri ( ) asigură hârtiei netezimea necesară. Însă în maşinile modernizate calandrul este înlocuit cu un sistem de scanare şi verificare computerizată on-line a benzii fabricate.
La capătul maşinii banda uscată se înfăşoară în suluri mari de un diametru , care sunt deplasate apoi spre un strung special, unde sunt tăiate în suluri mai mici în rezultatul reînfăşurării. Viteza de lucru a acestui strung este mai mare decât viteza maşinii.
Partea nereglabilă a MFH şi MFC conţine un număr mult mai mare de mecanisme diferite, o bună parte dintre care o constituie pompele centrifugale de apă, de ungere şi de vacuum, ventilatoarele şi altele. Necătând la identitatea mare şi deosebirile menţionate dintre maşinile de fabricat hârtie şi carton, între ele există şi alte deosebiri constructive şi tehnologice. În primul rând, datele tehnice principale ale MFH sunt mai ridicate :– viteza mare de deplasare a benzii – până la ;– productivitate înaltă – până la 300000 – 400000 t / pe an;– lăţimea mare a benzii – până la 8-10 m; – greutatea relativă a hârtiei – ; MFC au o lăţime, productivitate şi viteză de 2-3 ori mai mică, datorate, în primul rând, grosimii şi greutăţii mai mari ai cartonului ( ). Aceşti parametri sunt însă invers proporţionali cu viteza benzii.
10
9.3 Calculul puterii şi alegerea motoarelor maşinilor de fabricat hârtie sau carton
Sarcina statică a motoarelor MFH sau MFC depinde nu numai de forţa de întindere a benzii, ci şi de alţi factori: de frecările din lagăre, de frecările cu diferite role sau cu pânzele de transportare . Toţi aceşti factori depind, la rândul lor, de un şir de parametri tehnologici şi constructivi ai maşinii: de lăţimea şi viteza ei, de diametrul arborilor sau rolelor, de tipul pânzelor de transportare. Calculul tuturor cestor factori şi aprecierea lor este dificilă, de aceea în practică se recurge la metode empirice (experimentale). Acestea din urmă se bazează pe determinarea forţelor sau puterilor relative de întindere, egale cu forţele (puterile), raportate la lăţime şi la al vitezei maşinii. Aceşti parametri relativi sunt determinaţi însă pentru 2 variante de sarcină: nominală ( şi ) şi maximală ( şi ).Ca urmare, puterea statică nominală şi maximală a unei secţii pot fi calculate simplu:
Sau unde – lăţimea benzii, ; – viteza maximă a maşinii, ; – numărul
de arbori (cilindri) în secţie; – pentru cilindrii de uscare;
– pentru cilindrii perforaţi (de sită).Alegerea prealabilă a motorului de acţionare a unei secţii se efectuează reieşind din
sarcina statică maximală : . După aceasta se alege reductorul, apoi motorul ales în prealabil se verifică după regimurile de pornire şi de suprasarcină. Pentru aceasta se calculează cuplul de pornire
şi cuplul maximal :
unde – momentul sumar de inerţie, ; – viteza unghiulară
nominală, ; – timpul prestabilit de pornire, ; – pierderi de
rotaţie; – puterea nominală, ; – randamentul nominal al motorului şi al reductorului. Pentru verificarea motorului la pornire se calculează:
unde
11

9.4 Cerinţele maşinilor de fabricat hârtie şi carton către acţionările lor electrice
Dintre aceste cerinţe pot fi menţionate următoarele:1) Acţionările electrice (AE) reglabile trebuie să fie în grup (cu multe motoare), care
să aibă o comandă comună, o pornire şi oprire sincronă şi o viteză unică.2) Pentru a asigura o productivitate maximă, diferite tipuri de hârtii şi cartoane,
precum şi viteze mici de revizie sau reparare, diapazonul de reglare al vitezei trebuie să fie nu mai mic de .
3) Reglarea vitezei trebuie să decurgă foarte lin, cu accelerări-decelerări care nu depăşesc , pentru a exclude ruperea benzii în regimuri dinamice.
4) Eroarea de stabilizare a vitezei trebuie să nu depăşească , pentru a amortiza variaţiile tensiunii de alimentare, rezistenţelor motoarelor la încălzire şi pentru a exclude influenţa unui mecanism asupra celuilalt prin banda comună, care îi leagă.
5) Pentru asigurarea unei întinderi optimale a benzii toate acţionările trebuie să aibă un semnal comun de prescriere şi un semnal de corecţie individuală pentru fiecare acţionare în limite de în partea umedă şi în partea uscată a maşinii, având totodată o apreciere directă sau indirectă a întinderii benzii.
6) Din considerente tehnologice şi economice AE trebuie să fie nereversibile şi cu o singură zonă de reglare.
7) Pentru a exclude influenţa unui mecanism asupra altuia prin banda comună, trebuie de asigurat o diferenţă constantă între vitezele acţionărilor la reglarea acestora, ceea ce constituie o problemă dificilă.
8) Pentru a exclude supraîncălzirea motoarelor la viteze mici, ele trebuie să aibă o ventilare exterioară forţată şi nu o autoventilare.
9) Pentru a proteja motoarele şi traductoarele de influenţa negativă a factorilor mediului înconjurător, construcţia lor trebuie să aibă o execuţie protejată ( ).
10) Pentru a proteja sistemul de comandă de semnale parazite şi pentru a ridica fiabilitatea izolaţiei lui, precum şi pentru a proteja personalul de exploatare de electrocutări, alimentarea schemelor de forţă şi a sistemelor de comandă trebuie separată galvanic prin alimentarea de la 2 transformatoare diferite.
11) Pentru asigurarea unor regimuri optimale şi pentru simplificarea operaţiilor de pornire şi acordare, comanda maşinii trebuie automatizată de la un panou central, folosind, de asemenea, în calitate de rezervă pentru fiecare mecanism câte un panou local de comandă manuală.
12) Sistemul de automatizare trebuie să coordoneze funcţionarea nu numai a mecanismelor reglabile, ci şi a celor nereglabile, prevăzând pentru vizualizare nişte mnemo-scheme de semnalizare a stării fiecărui mecanism principal.
13) Sistemul de automatizare trebuie să sigure, de asemenea, măsurarea şi controlul parametrilor principali ai maşinii şi ai acţionărilor electrice individuale, precum şi o computerizare a proceselor tehnologice şi tehnice.
14) Sistemul de automatizare trebuie să asigure o protecţie fiabilă a tuturor mecanismelor şi acţionărilor lor faţă de regimurile de avarie, o oprire automată a maşinii la o defecţiune a oricărui mecanism principal, precum şi o semnalizare luminiscentă şi sonoră a acestor regimuri.
12

9.5 Acţionări electrice clasice de curent continuu ale maşinilor de fabricat hârtie şi carton
Realizarea tuturor cerinţelor MFH şi MFC, menţionate mai sus, precum şi puterea ridicată a utilajelor instalate, condiţionează elaborarea unui sistem unical de acţionare electrică reglabilă în grup al acestor maşini. Până nu demult un astfel de sistem era realizat cu motoare de curent continuu cu excitaţie separată, alimentate de la redresoare comandate nereversibile cu sistem analogic de reglare automată.
Maşina de fabricat carton a societăţii „Moldcarton”, proiectată încă în anii 1980, include 27 de acţionări individuale nereversibile de curent continuu, dintre care: 7 – pentru cilindrii perforaţi de formare a benzii umede; 2 – pentru arborele de antrenare a pânzei şi a presei de întoarcere; 6 – pentru 4 secţii de presare a părţii umede; 6 – pentru primele 6 secţii de uscare; 2 – pentru presa de acoperire a benzii cu clei; 2 – pentru ultimele 2 secţii de uscare; 1 – pentru calandrul de netezire şi 1– pentru mecanismul de înfăşurare. Fiecare secţie de uscare conţine 12 cilindri de un diametru de , plasaţi în 2 nivele şi antrenaţi de un singur motor prin intermediul unui reductor spaţial special
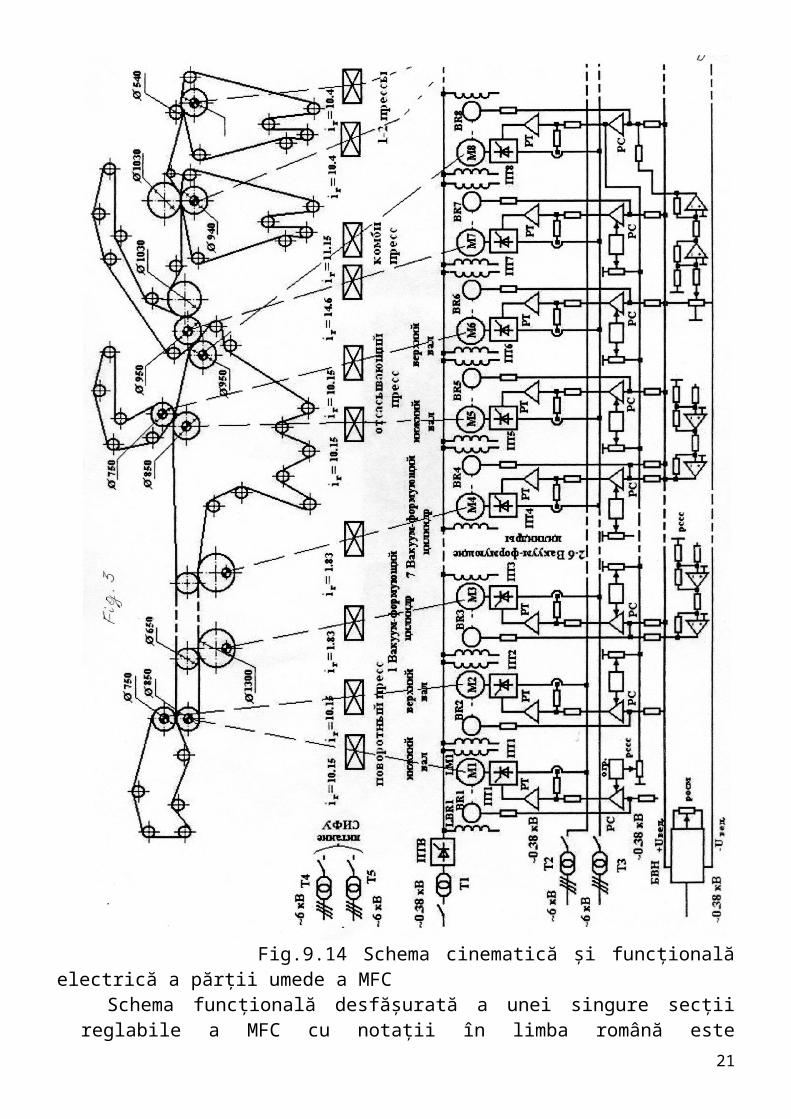
Schema cinematică şi funcţională electrică a părţii umede a acestei maşini cu notaţii în limba rusă este reprezentată în figura 9.14. Motoarele de acţionare a cilindrilor de formare a benzii umede şi de presare a ei prin intermediul unor reductoare cu roţi dinţate, care au coeficienţi de reducţie diferiţi. În această schemă este arătat, de asemenea, diametrul tuturor cilindrilor şi rolelor – de apăsare a pânzei pe cilindrii perforaţi şi de direcţionare a pânzelor, care asigură transportarea şi protecţia benzii umede de carton şi care se rotesc în inel. Pentru transportare sunt folosite, de regulă, 2 pânze: una inferioară benzii, iar alta – superioară.
Înfăşurările de excitaţie LM1-LM27 ale tuturor motoarelor de acţionare M1-M27şi tuturor tahogeneratoarelor de curent alternativ BR1-BR27sunt alimentate de la un convertor de excitaţie comun ПТВ, sistemul de reglare automată al căruia asigură o stabilizare a tensiunii lui de ieşire, indiferent de variaţiile tensiunii reţelei de alimentare de curent alternativ. Sistemul de excitaţie are transformatorul său de adaptare şi separare galvanică T1.
În scopul ridicării siguranţei electrice şi protecţiei la semnale parazite, precum şi pentru comoditate, schemele de forţă ale redresoarelor şi sistemele de comandă impuls-fază (СИФУ) ale lor sunt alimentate de la transformatoare diferite – T2-T3 şi T4-T5. Sistemul de reglare automată al fiecărui convertor este realizat în variantă clasică : cu regulator interior de curent (PT) şi regulator exterior de viteză (PC).
Viteza unică a tuturor motoarelor maşinii este obţinută cu ajutorul unui semnal comun de prescriere, aplicat la intrarea sistemelor de reglare automată şi generat de un bloc comun de prescriere БВН. Tensiunea de ieşire a acestui bloc este stabilizată şi reglată cu ajutorul unui selsin şi al unui redresor sensibil la fază, adică fără elemente de contact, care ar putea micşora fiabilitatea sistemului de comandă. La intrarea fiecărui sistem de reglare se aplică, de asemenea, un semnal de corecţie individuală a vitezei motorului în limite de , determinat de un bloc de coordonare a vitezelor motoarelor şi de întindere a benzii. Acest bloc este realizat cu amplificatoare operaţionale în regim de sumator şi inversor, asigurând o întindere optimală a benzii şi excluzând influenţa unui mecanism asupra altuia (prin banda comună), Această influenţă poate chiar transfera unul sau mai multe motoare în regim
13

de generator, ceea ce impune redresoare reversibile mult mai scumpe. Pentru a evita acest lucru, blocul de coordonare corectează automat toate semnalele de corecţie ale acţionărilor următoare la variaţia unei acţionări de bază (iniţiale).
Fig.9.14 Schema cinematică şi funcţională electrică a părţii umede a MFC14

Schema funcţională desfăşurată a unei singure secţii reglabile a MFC cu notaţii în limba română este reprezentată în figura 9.15. Această schemă, în comparaţie cu cea precedentă, conţine adăugător un element de prescriere (EP) de la intrarea sistemului de reglare automată, care asigură acceleraţia şi deceleraţia lină a motorului de acţionare a fiecărei secţii. La intrarea acestui element se aplică semnalul de prescriere comun de la ieşirea blocului de prescriere a vitezei (BPV) şi semnalul de corecţie a vitezei secţiei respective în limitele ± 5-7 % de la ieşirea amplificatorului operaţional al blocului de coordonare a vitezei motoarelor maşinii.
Fig.9.15 Schema funcţională desfăşurată a unei singure secţii a MFCCE – convertorul de excitaţie; RN – redresor necomandat; EP – element de prescriere; RV – regulator de viteză; RC – regulator de curent; TC – traductor de curent; SCIF – sistem de comandă impuls-fază ; CI – convertorul indusului; BPV – bloc de prescriere a vitezei.
Aceste sisteme clasice de acţionare şi de comandă sunt relativ simple, însă posedă unele dezavantaje : precizie, stabilitate fiabilitate şi flexibilitate scăzută, acordare dificilă şi factor de putere scăzut. În afară de aceasta, însăşi motoarele de curent continuu cu colector şi perii alunecătoare, precum şi traductoarele de viteză, au şi ele un şir de dezavantaje. În legătură cu toate acestea în momentul de faţă prioritate se dă acţionărilor digitale de curent alternativ cu convertoare de frecvenţă şi microcontrolere programabile. Însă nu orice sistem de acţionare reglabilă de curent alternativ poate să satisfacă cerinţelor înalte formulate anterior, şi în primul rând . cerinţelor de sincronizare a vitezei motoarelor principale de acţionare ale maşinilor de fabricat hârtie şi carton şi de stabilizare precisă a acestei viteze.
15

9.6 Acţionări electrice moderne de curent alternativ ale maşinilor de fabricat hârtie şi carton
Una din tendinţele actuale de ridicare a fiabilităţii sistemelor reglabile de acţionare constă în excluderea traductoarelor din interiorul sau de la arborele motoarelor, precum şi de utilizare a celor mai simple şi mai fiabile motoare, care sunt cele asincrone cu rotorul în scurtcircuit. Însă caracteristica mecanică naturală a acestor motoare nu este absolut rigidă, viteza şi alunecarea lor fiind variabile în funcţie de sarcina de la arbore. De aceea sistemele de reglare automată ale convertoarelor de frecvenţă fără traductor şi regulator de viteză nu pot să asigure o precizie necesară de stabilizare a vitezei şi o sincronizare a motoarelor asincrone ale maşinilor de fabricat hârtie şi carton. Aceste concluzii se referă şi la motoarele de curent continuu, deoarece ele au aproximativ aceeaşi rigiditate a caracteristicii mecanice naturale, ca şi motoarele asincrone. Nu este tot aşa însă cu motoarele sincrone. Aceste motoare au o caracteristică mecanică absolut rigidă şi independentă de sarcina de la arbore, ceea ce simplifică problema preciziei de stabilizare a vitezei şi de sincronizare. În plus la aceasta, motoarele sincrone au un randament mai mare faţă de motoarele asincrone, deoarece nu au pierderi de alunecare, iar alimentarea lor de la convertoare de frecvenţă necesită un sistem de reglare automată mai simplu. Necătând la acestea, utilizarea largă a acestor motoare a fost stopată, până nu de mult, de 2 dezavantaje ale lor : necesitatea alimentării înfăşurării rotorice de excitaţie cu tensiune de curent continuu prin 2 inele de contact alunecător şi a măsurării unghiului de poziţie a rotorului cu un traductor (encoder fotoelectronic sau transformator rotativ) corespunzător, care să impună convertoarelor o frecvenţă unică cu cea a rotorului şi un defazaj, egal cu unghiul intern (de sarcină) al motoarelor. Însă în timpul de faţă aceste dezavantaje au fost excluse prin excitarea motoarelor prin magneţi permanenţi şi prin obţinerea informaţiei despre parametrii principali ai acestor motoare pe baza modelului matematic, măsurând doar parametrii uşor accesibili ai convertoarelor - tensiunea şi curentul fazelor lor de ieşire. În trecut excitarea motoarelor sincrone cu magneţi permanenţi se putea realiza doar pentru puteri până la 30 kW. În prezent s-a reuşit să se ridice această limitare până la 700 kW, ba chiar şi mai sus, ceea ce a permis obţinerea unor acţionări reglabile mai performante decât cele asincrone. Într-adevăr, motoarele sincrone cu magneţi permanenţi posedă următoarele avantaje : - au un randament mai mare decât cele asincrone nu numai din cauza excluderii
alunecării, ci şi a pierderilor de excitaţie (magnetizare); - sunt mai compacte, deoarece nu necesită o răcire a rotorului; - sunt mai fiabile atât din punct de vedere electric – cuplul sincron este proporţional
cu tensiunea statorului şi nu cu pătratul acestei tensiuni, cât şi din punct de vedere mecanic – permit un întrefier mai mare, fără a se micşora factorul de putere ;
- necesită un sistem simplificat de comandă şi reglare a unui singur parametru – a curentului statoric sau a cuplului , deoarece alunecarea lipseşte, iar frecvenţa statorică este impusă de frecvenţa de rotaţie a rotorului;
- permit un diapazon de reglare a vitezei mai mare, din aceleaşi considerente;- asigură o precizie statică absolută de stabilizare a vitezei fără sistem închis de
reglare, doar datorită caracteristicii mecanice naturale absolut rigide;
16

- au un moment de inerţie mai mic, deoarece raza rotorului este mai mică, ceea ce permite o creştere a rapidităţii sistemului de acţionare în regimuri dinamice.
Toate aceste avantaje au condiţionat utilizarea motoarelor sincrone cu magneţi permanenţi şi cu reglare frecvenţială pentru acţionarea maşinilor moderne de fabricat hârtie şi carton. Primii, care au făcut aceasta, au fost finlandezii, sau mai bine zis corporaţia internaţională ABB, convertoarele de frecvenţă ACS ale căreea au fost descrise în capitolul precedent. Performanţa principală a acestor convertoare a fost principiul de comandă directă a cuplului motorului – Direct Torque Control (DTC), aplicat mai întâi pentru motoarele asincrone. În figura 9.16 este reprezentată schema funcţională a sistemului de reglare automată frecvenţială după principiul DTC, care asigură o rapiditate maximă a acestui sistem în regimuri dinamice.
Fig.9.16 Schema funcţională a sistemului de reglare automată frecvenţială a motorului
asincron după principiul DTC În sistemul de comandă şi reglare al invertorului modelul matematic al motorului include 2 convertoare de coordonate trifazate - bifazate fixe ale curenţilor de fază şi a tensiunii redresate în locul tensiunilor alternative afectate de ieşire; un identificator adaptiv al fluxului magnetic, care prevede măsurarea directă a rezistenţelor şi inductivităţilor statorice pentru calcularea modulului acestui flux; un bloc de calcul a cuplului şi a vitezei motorului. Semnalele calculate de viteză, cuplu şi flux servesc ca mărimi de reacţie negativă pentru regulatorul proporţional – integral de viteză (PC), regulatorule tripoziţional discrete de cuplu (PM) şi regulatorul bipoziţional de flux (PП). În funcţie de semnalele de ieşire ale ultimelor 2 regulatoare (-1,0,1 sau 0,1) sistemul de comandă asigură apoi a astfel de comutare a tranzistoarelor invertorului, ca mărimile reale ale cuplului şi modulului fluxului să fie cât mai aproape de cele prescrise. Elementul de prescriere (ЗИ) asigură o accelerare şi frânare dorită a sistemului de acţionare, iar blocul de limitare (БО) – o limitare necesară a cuplului şi curentului motorului asincron.
17

Compania ABB a modificat puţin principiul DTC pentru a putea fi aplicat şi pentru reglarea automată a motoarelor sincrone cu magneţi permanenţi. Sistemul de reglare automată în acest caz devine chiar mai simplu. Însă utilizarea în masă a motoarelor sincrone cu magneţi permanenţi este împiedicată de costul ridicat al acestor magneţi, deoarece ei sunt constituiţi din pământuri rare şi scumpe. În legătura cu aceasta corporaţia ABB a propus să se înzestreze cu motoare sincrone cu magneţi permanenţi numai mecanismele principale ale maşinilor de fabricat hârtie sau carton, destinate pentru formarea şi uscarea benzii respective, care trebuie să aibă o viteză unică şi sincronizată. Toate celelalte mecanisme de deservire a maşinilor, precum şi cele din secţia de pregătire a pastei, care sunt legate într-un proces tehnologic unic cu secţia de fabricare , pot fi înzestrate cu motoare asincrone obişnuite şi convertoare de frecvenţă ACS 800. O astfel de combinare a sistemelor sincrone şi asincrone a fost luată ca bază de către majoritatea companiilor de fabricare a hârtiei şi cartonului în procesul de modernizare a maşinilor vechi şi de producere a maşinilor noi. Dintre aceste companii cele mai renumite sunt cele finlandeze - Stora Enso, Kotka. M-real şi cele germane – Adolf Joss Papierfabric. Pentru modernizarea unei maşini de fabricat carton compania M-real, de exemplu, a utilizat 29 de acţionări sincrone cu magneţi permanenţi şi 72 de acţionări asincrone. Toate convertoarele de frecvenţă ACS 800 ale acestei maşini au o construcţie modulară şi standardizată, fiind montate într-o sală separată din spatele maşinii şi aranjate în 4 rânduri paralele – 2 rânduri în centru şi altele 2 la pereţi (fig.9.17). Necătând la amplasarea lor compactă, fiecare bloc este accesibil, deoarece blocurile de forţă sunt montate pe roţi, iar cele de comandă – pe rame rotative. Aceste convertoare au un sistem comun de alimentare de la reţea şi un sistem comun de răcire. Ca urmare, această maşină produce până la 160000 tone de carton pe an, cu o greutate relativă 170-335 g/m2 şi o lăţime de 4150 mm, având o viteză maximă de 1500 m/min.
Fig.9.17 Aspectul general al sălii separate de convertoare de frecvenţă ACS 800
18

Pentru modernizarea maşinii de fabricat hârtie, compania finlandeză M-real a folosit, se asemenea, un număr mare de sisteme reglabile de acţionare – 32 sincrone şi 83 asincrone. Celelalte companii au înzestrat maşinile lor de diferite tipuri cu un număr mai mic de convertoare, de exemplu : Stora Enso – 13 şi 56. Adolf Joss Papierfsbrik – 20 şi 39, Carter Holt Horvey (Noua Zelandă) – 26 şi 28. Corporaţia ABB a elaborat pentru industria hârtiei şi a cartonului nu numai convertoare performante de frecvenţă ACS 800, ci şi toate celelalte echipamentele principale necesare : motoare , transformatoare, controlere programabile, panouri de comandă şi programare, sisteme de analiză şi control a calităţii, sisteme de interfaţă şi comunicare ăn reţea, traductoare şi alte dispozitive de instrumentaţie. Toate aceste echipamente au fost integrate într-un sistem unic specializat, denumit PMC 800 (PM –Paper Machines). Acest sistem este divizat în 2 subsisteme : - PMC 800 Basic Drive cu puteri ale motoarelor 0,18 -250 kW şi tensiuni 220-380 V- PMC 800 xA cu puteri ale motoarelor 11-2800 kW şi tensiuni 480-690 v Coordonarea şi sincronizarea vitezei secţiilor MFH şi MFC în acest sistem se efectuează cu un controler programabil AC 800M. O altă particularitate specifică a acestui sistem o constituie modernizarea părţii mecanice a sistemelor sincrone de acţionare prin excluderea reductorului dintre motor şi cilindrul de lucru, ceea ce micşorează momentul de inerţie şi măreşte rapiditatea sistemului (fig.9.18). Această variantă de cuplare a motorului sincron a căpătat denumirea de DIRECT DRIVE.
Fig.9.18 Înlăturarea reductorului de la ieşirea motorului sincron cu magneţiPermanenţi
19

În figura 9.19 sunt reprezentate câteva variante de cuplare directă a motoarelor ABB cu ventilatoare incorporate la unele mecanisme ale maşinilor de fabricat hârtie.
Fig.9.19 Variante de cuplare directă a motoarelor ABB la diferite mecanisme
20
9.7 Sisteme moderne de automatizare ale maşinilor de fabricat hârtie şi carton
Întrucât maşinile de fabricat hârtie şi carton sunt nişte instalaţii cu foarte multe mecanisme, acţionări, organe de lucru, elemente de comandă, reglare, măsurare, protecţie, execuţie şi semnalizare , legate într-un proces tehnologic unic, exploatarea lor fără un sistem unic de automatizare ar fi de neînchipuit. Evident, că această automatizare poate fi parţială sau complexă, în funcţie de elementele de automatizare utilizate. După cum a fost menţionat mai sus, în timpul de faţă această automatizare poate fi realizată cu ajutorul controlerelor programabile industriale de tipul Simatic S7 şi al dispozitivelor lor componente, utilizate în diferite ramuri industriale. Însă corporaţia internaţională ABB – producătorul mondial principal al utilajului electrotehnic şi electronic din industria hârtiei şi cartonului, din industria metalurgică şi din alte ramuri industriale, n-a lăsat neacoperită nici partea de automatizare. Acoperind această parte, compania ABB a elaborat controlerele sale programabile AC800M şi panourile lor grafice de comandă şi control G2000 şi G2010, care sunt dedicate special pentru industria de hârtie şi carton şi care iau în consideraţie toate cerinţele din această ramură. Evident, că a fost elaborat, de asemenea, şi pachetul de programe (softul) acestor dispozitive. Aceste controlere şi panouri asigură comanda, reglarea, controlul şi sincronizarea convertoarelor de frecvenţă ACS 800 ale motoarelor fiecărei secţii a maşinilor de fabricare , a motoarelor mecanismelor secţiei de mărunţire, curăţire şi pregătire a pastei de hârtie sau carton şi a tuturor supapelor de reglare a parametrilor tehnologici : debitului, presiunii, nivelului şi temperaturii (OCS).Sistemul de integrare şi automatizare a tuturor acestor componente a fost numit PMC800xA (fig.9.20).
Fig.9.20 Componentele principale ale sistemului integrat de automatizare PMC800xA21

Toate aceste elemente şi componente, aflate la o anumită distanţă unele de altele, sunt legate între ele printr-o reţea industrială de tipul PROFIBUS (fig.9.21)
. Fig.9.21 Schema generală de automatizare a sistemului integrat PMC800xA
Controlerele programabile AC800 au o componenţă tipică : blocul de alimentare, procesorul central CPU, modulele de comunicare cu alte controlere, dispozitive şi de funcţionare în reţea, modulele S800 de multiplicare a numărului de intrări-ieşiri (până la 6000). Ele prevăd 3 limbaje tipice de programare, la fel ca şi Simatic S7 : LAD, FBD şi STL. În figura 9.22 sunt arătate panourile grafice de comandă OPC ale controlerelor sistemelor de acţionare G2000 şi maşinii de fabricare cu schema ei tehnologică G2010.
Fig.9.22 Panourile de comandă a convertoarelor G2000 şi a maşinii G2010
22

Aceste panouri sunt relativ simple, fiind înzestrate cu 17 butoane şi un display grafic convenabil, precum şi cu un program de configurare GopTool. Însă particularitatea lor principală constă în simbolurile grafice speciale ale sistemelor de acţionare electrică sau ale schemei tehnologice a maşinilor de fabricat hârtie sau carton (fig.9.23).
Fig.9.23 Schema tehnologică simplificată a maşinii de fabricare de pe panoul G2010
Panourile operatorului G2000 şi G2010 se montează nu în sala de convertoare sau de controlere, ci lângă maşină. Pentru aceasta compania ABB a elaborat, de asemenea, nişte staţii speciale de operare şi de computerizare pentru sectoarele principale ale maşinilor de fabricat hârtie şi carton. Aceste staţii sunt înzestrate cu unul sau câteva computere industriale cu monitor tipic, denumit Proces Portal, cu program special pentru vizualizarea schemelor şi proceselor tehnologice ale maşinilor, precum şi cu programe tipice - Windous XP, Word, Adobe Acrobat şi altele. Două astfel de staţii locale ale operatorului sunt reprezentate în figura 9.6, iar alta – în figura 9.24. Fig.9.24 Staţie locală de operare şi computerizare
În sistemul integrat PMC800xA intră, de asemenea, şi subsistemul de alimentare cu energie electrică şi de distribuţie a ei către toate maşinile şi motoarele de tensiune înaltă 6000 V. Aparatele electrice de comutare, protecţie rezervare şi distribuţie sunt montate într-o sală specială (fig.9.25). Canale speciale sunt prevăzute, de asemenea, şi pentru mulţimea de cabluri din sala de alimentare cu energie electrică şi până la panourile locale de distribuţie.
23

Fig.9.25 Sala de alimentare cu energie electrică şi de distribuţie a ei
Bibliografie
1. Латинский И. Картоноделательные машины – Москва, Лесная промышленность, 1966.
2. Техническое описание картоноделательной машины К-28 – Москва, 1981.3. Барышников В.Д. Куликов С.Н. Автоматизированные ЭП машин
бумагоделательного производства – Л. Энергоиздат, 1982.4. Эйдлин И. Бумагоделательные и отделочные машины – Москва, 1970.5. Иванов С.Н. Технология бумаги – Москва, 1970.6. Шестаков В.М. Регулируемый ЭП отделочных агрегатов ЦБМ – Москва, 1982.7. Шестаков В.М. Автоматизированные ЭП бумаго- и картоноделательных
машин – Москва, Лесная промышленность, 1978.8. Современное и перспективное алгоритмическое обеспечение частотно-
регулируемых электроприводов / Козярук А.Е . Рудаков В.В – СПЗ.20049. www.abb.com
24